WO2009157307A1 - 角度検出装置及びその製造方法 - Google Patents
角度検出装置及びその製造方法 Download PDFInfo
- Publication number
- WO2009157307A1 WO2009157307A1 PCT/JP2009/060564 JP2009060564W WO2009157307A1 WO 2009157307 A1 WO2009157307 A1 WO 2009157307A1 JP 2009060564 W JP2009060564 W JP 2009060564W WO 2009157307 A1 WO2009157307 A1 WO 2009157307A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- salient pole
- stator
- winding
- rotor
- winding member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images





















Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01D—MEASURING NOT SPECIALLY ADAPTED FOR A SPECIFIC VARIABLE; ARRANGEMENTS FOR MEASURING TWO OR MORE VARIABLES NOT COVERED IN A SINGLE OTHER SUBCLASS; TARIFF METERING APPARATUS; MEASURING OR TESTING NOT OTHERWISE PROVIDED FOR
- G01D5/00—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable
- G01D5/12—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable using electric or magnetic means
- G01D5/14—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable using electric or magnetic means influencing the magnitude of a current or voltage
- G01D5/20—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable using electric or magnetic means influencing the magnitude of a current or voltage by varying inductance, e.g. by a movable armature
- G01D5/204—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable using electric or magnetic means influencing the magnitude of a current or voltage by varying inductance, e.g. by a movable armature by influencing the mutual induction between two or more coils
- G01D5/2046—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable using electric or magnetic means influencing the magnitude of a current or voltage by varying inductance, e.g. by a movable armature by influencing the mutual induction between two or more coils by a movable ferromagnetic element, e.g. a core
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49009—Dynamoelectric machine
- Y10T29/49012—Rotor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/4902—Electromagnet, transformer or inductor
- Y10T29/49071—Electromagnet, transformer or inductor by winding or coiling
Definitions
- the present invention relates to an angle detection device and a manufacturing method thereof.
- this type of resolver has a stator and a rotor, and utilizes the fact that the mutual inductance between the stator and the rotor varies depending on the rotational position of the rotor with respect to the stator, and outputs according to the rotational angle of the rotor with respect to the stator. Output a signal.
- FIG. 28 is a diagram for explaining a conventional resolver.
- FIG. 28A is a diagram showing a structure of a conventional resolver
- FIG. 28B is a diagram shown for explaining a winding structure in each slot of the conventional resolver.
- the conventional resolver 10 includes a one-phase excitation winding 14 and a two-phase detection winding (a SIN detection winding 16 and a COS detection winding 17 (FIG. 28A). (Not shown)) is a variable reluctance resolver including a stator 11 wound around a salient pole 13 and a rotor 15 provided to be rotatable with respect to the stator 11.
- the rotor 15 is an eccentric rotor that is an iron core only and does not have a winding.
- the gap permeance between the rotor 15 and the stator 11 changes in a sine wave shape with respect to the rotation angle ⁇ . For this reason, according to the conventional resolver 10, as shown in FIG. 28B, the rotation angle can be detected with high accuracy by measuring the gap permeance described above.
- two-phase detection windings (SIN detection winding 16 and COS detection winding 17) are sequentially wound in each slot with one slot pitch (without slot skipping). (Not shown in FIG. 28 (a)), and further, as shown in FIG. 28 (b), distributed winding is performed such that the induced voltage distribution is a sinusoidal distribution. (The number of turns (amount) of the windings is also a sinusoidal distribution).
- the detection accuracy of the rotation angle can be improved by reducing the high-frequency order from the low order to the high order included in the output voltage.
- Patent Document 1 and Patent Document 2 for example, an excitation winding and a detection winding are provided on a bobbin provided on the stator side, or an excitation winding and a detection winding are printed on a multilayer printed board on the stator side.
- an angle detection device is disclosed in which salient poles and rotors are formed of metal plates or the like.
- the angle detection devices disclosed in Patent Document 1 and Patent Document 2 have a problem that the number of parts is large, and it is difficult to reduce the manufacturing cost and improve the reliability of the angle detection device.
- protrusions are present on the inner diameter side of the stator, for example, by cutting and raising the yoke of the stator, thereby improving the magnetic efficiency between the stators. It was difficult to improve the detection accuracy.
- the present invention has been made in view of the technical problems as described above.
- the object of the present invention is to reduce the number of parts to reduce costs and improve reliability, and to further improve detection accuracy.
- An object of the present invention is to provide an improved angle detection device and a manufacturing method thereof.
- the present invention has a plurality of salient pole portions formed on the inner peripheral side of an annular flat plate made of a magnetic material and raised by bending, and each salient pole portion serves as a winding core.
- the gap permeance between the stator provided with the winding member for excitation and the winding member for detection and the outer peripheral surface of each salient pole portion is changed by rotation around the rotation axis.
- the present invention relates to an angle detection device including a rotor that is rotatably provided to the stator.
- a stator having a plurality of salient pole portions formed on a flat plate is bent to cause the plurality of salient pole portions, and by rotating around the rotation axis, the outer peripheral surface of each salient pole portion and the inner side of the rotor Since the rotor is provided so that it can rotate with respect to the stator so that the gap permeance with the peripheral surface changes, the number of parts is greatly reduced without lowering the detection accuracy, and the cost and reliability are reduced. It is possible to provide an angle detection device that improves the above.
- the minimum inner diameter of the stator after the bending process may be an inner diameter of each salient pole portion.
- the magnetic efficiency is improved by the magnetic circuit via the salient pole portion, and the transformation ratio of the angle detection device is increased. Will be able to.
- the present invention also has a plurality of salient pole portions formed on the outer peripheral side of an annular flat plate made of a magnetic material and raised by bending, and each exciting pole portion serves as a winding magnetic core, and an exciting winding member,
- the stator is provided with a winding member for detection, and is made of a magnetic material.
- the gap permeance between the salient pole portion and the inner peripheral surface of the stator is changed by rotation around the rotation axis.
- an angle detection device including a rotor rotatably provided.
- a stator having a plurality of salient pole portions formed on a flat plate is bent to cause the plurality of salient pole portions, and by rotating around the rotation axis, the inner peripheral surface of each salient pole portion and the rotor Since the rotor is provided so that it can rotate with respect to the stator so that the gap permeance between the outer peripheral side and the outer surface changes, the number of parts is greatly reduced without lowering the detection accuracy, and the cost and reliability are reduced. It is possible to provide an angle detection device that improves the above.
- the maximum outer diameter of the stator after the bending process may be an outer diameter at each salient pole portion.
- the magnetic efficiency is improved by the magnetic circuit via the salient pole part, and the transformation ratio of the angle detection device is increased. To be able to.
- the tip shape of each salient pole part has a T-shape
- the winding member for excitation around the support part that supports the tip part of each salient pole part A winding member for detection may be provided.
- the tip shape of the salient pole portion provided with the winding member a T-shaped shape, it is possible to reduce the variation in magnetic efficiency with respect to the thrust direction deviation of the rotor. Thereby, the influence of the magnetic flux change in the vicinity of the winding member can be reduced, and the detection accuracy of the rotation angle of the rotor relative to the stator can be improved.
- a T-shaped shape as the tip shape of the salient pole part, even when the number of salient pole parts is increased, it is possible to suppress a decrease in magnetic flux passing through the winding core, resulting in a decrease in detection accuracy. Can be suppressed.
- the material of the stator may be SPCC which is ordinary steel or S45C which is carbon steel for machine structure.
- a stator by using SPCC or S45C, which is easy to maintain processing accuracy and reliability by bending, as a stator material, a stator is prepared with an inexpensive material, and a low-cost and highly reliable angle detection device is provided. Can be provided.
- the angle detection device may include a converter that outputs a digital signal corresponding to an output signal from the winding member in accordance with a rotation angle of the rotor with respect to the stator.
- an angle detection device that can reduce the cost and improve the reliability, further improve the detection accuracy, and output a digital signal corresponding to the rotation angle of the rotor.
- the present invention also includes a bending step of bending the plurality of salient pole portions of the stator formed on the inner peripheral side of the annular flat plate made of a magnetic material so as to be raised with respect to the flat plate surface, and the plurality of salient pole portions.
- the present invention relates to a method of manufacturing an angle detection device including a rotor mounting step of mounting a rotor that is rotatable with respect to the stator so that a gap permeance between each salient pole portion and the outer peripheral surface changes.
- the bending step can be performed such that the minimum inner diameter of the stator after the bending process is the inner diameter of each salient pole portion.
- the present invention also includes a bending step of bending a plurality of salient pole portions of the stator formed on the outer peripheral side of an annular flat plate made of a magnetic material so as to be raised with respect to the flat plate surface, and each of the plurality of salient pole portions.
- the present invention relates to a method of manufacturing an angle detection device including a rotor mounting step of mounting a rotor that is rotatable with respect to the stator so that a gap permeance between each salient pole portion and the inner peripheral surface changes.
- the bending step can be performed such that the maximum outer diameter of the stator after the bending process is the outer diameter of each salient pole portion.
- the tip shape of each salient pole part of the stator has a T-shape, and the excitation is provided around a support part that supports the tip part of each salient pole part.
- Winding members for detection and the winding member for detection may be provided.
- the stator may be made of SPCC, which is ordinary steel, or S45C, which is carbon steel for mechanical structure.
- an angle detection device that reduces the number of parts to reduce the cost and improve the reliability and further improve the detection accuracy at a low cost.
- FIG. 2A is an explanatory view of a winding member for excitation provided in the salient pole portion of the stator in the first embodiment.
- FIG. 2B is an explanatory view of a winding member for detection provided at the salient pole portion of the stator in the first embodiment.
- the top view of the resolver of FIG. Explanatory drawing of the magnetization characteristic of the material of a stator.
- FIG. 3 is an explanatory diagram schematically illustrating the shape of salient pole portions in the first embodiment.
- FIG. 3 is a top view of the stator in the first embodiment.
- FIG. 3 is a flowchart of an example of a resolver manufacturing method according to the first embodiment.
- FIG. 1 is a functional block diagram of a configuration example of an angle detection system in Embodiment 1.
- FIG. 6 is a perspective view of a configuration example of a stator that constitutes a resolver according to a first modification of the first embodiment.
- FIG. 6 is a perspective view of a configuration example of a resolver in a first modification of the first embodiment.
- FIG. 9 is a perspective view of a configuration example of a stator in a second modification of the first embodiment.
- FIG. 6 is a perspective view of a configuration example of a resolver in a second modification example of the first embodiment.
- the perspective view of the structural example of the stator which comprises the resolver in the 3rd modification of Embodiment 1.
- FIG. FIG. 10 is a perspective view of a configuration example of a resolver in a third modification of the first embodiment.
- the perspective view of the structural example of the resolver in Embodiment 2 which concerns on this invention.
- FIG. 6 is a top view of a stator in Embodiment 2.
- FIG. 12 is a perspective view of a configuration example of a stator in a first modification of the second embodiment.
- FIG. 10 is a perspective view of a configuration example of a resolver in a first modification of the second embodiment.
- FIG. 28A shows a structure of a conventional resolver.
- FIG. 28B is an explanatory view of a winding structure in each slot of the conventional resolver.
- a resolver will be described as an example of the angle detection device according to the present invention, but the present invention is not limited to the resolver.
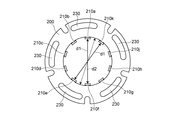
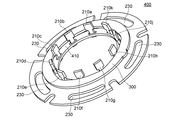
- FIG. 1 is a perspective view of a configuration example of a resolver according to the first embodiment of the present invention.
- illustration of wiring is omitted.
- FIG. 1 a single-phase excitation two-phase output type resolver having ten salient pole portions will be described as an example, but the present invention is not limited to this.
- the resolver 100 is a so-called inner stator type / outer rotor type angle detection device. That is, the edge (circumferential portion) constituting the inner diameter of the annular body (rotor or stator) in plan view is the inner peripheral side (the inner diameter side, the side closer to the annular central portion), and the outer diameter of the annular body is configured. When the edge portion (circumferential portion) is the outer peripheral side (the outer diameter side, the side far from the annular central portion), a magnetic path is formed between the salient pole portion of the annular stator on the inner peripheral side of the annular rotor.
- outer peripheral surface (outer peripheral surface) of the salient pole portion of the stator faces the inner peripheral surface (inner peripheral surface) of the rotor, and the detection winding provided on the stator according to the rotation angle of the rotor The signal from changes.
- the resolver 100 includes a stator (stator) 200 and a rotor (rotor) 300.
- the stator 200 is provided on the inner peripheral side (side closer to the center of the annular flat plate) of a ring-shaped flat plate made of a magnetic material, and then is projected on the flat plate surface. It has pole parts 210a, 210b, 210c, 210d, 210e, 210f, 210g, 210h, 210j, and 210k. These salient pole portions are formed on the inner (inner diameter side) edge of the annular flat plate, and the outer peripheral surface of each salient pole portion facing the rotor 300 is not a flat surface but centered on the central portion of the annular flat plate. Forming part of an arc.
- each salient pole portion is provided with a winding member for excitation and a winding member for detection as a winding core. That is, the salient pole part 210a is provided with a winding member 220a for excitation and detection as a winding magnetic core, and the salient pole part 210b is provided with a winding for excitation and detection as a winding magnetic core. A member 220b is provided, the salient pole part 210c is provided with a winding member 220c for excitation and detection as a winding magnetic core, and the salient pole part 210d is provided with an excitation and detection as a winding magnetic core.
- the winding member 220d is provided, and the salient pole portion 210e is provided with a winding member 220e for excitation and detection as a winding magnetic core.
- the salient pole portion 210f is provided with a winding member 220f for excitation and detection as a winding magnetic core
- the salient pole portion 210g is provided with a winding for excitation and detection as a winding magnetic core.
- the wire member 220g is provided, the salient pole portion 210h is provided with a winding member 220h for excitation and detection as a winding magnetic core, and the salient pole portion 210j is provided with a winding core for excitation and A winding member 220j for detection is provided, and the salient pole portion 210k is provided with a winding member 220k for excitation and detection as a winding magnetic core.
- the salient pole portions 210a to 210k of the stator 200 are formed in advance on a flat plate and then raised so as to be substantially perpendicular to the flat plate surface by bending press processing (bending processing in a broad sense).
- the stator 200 has a plurality of mounting holes 230 (five in FIG. 1) that are longer in the circumferential direction than in the radial direction. Accordingly, the resolver 100 is configured such that a fixing member (not shown) can be attached to a given fixing plate (not shown) through the attachment holes 230. Thus, by forming the attachment hole 230 so as to be long in the circumferential direction of the stator 200, fine adjustment of the fixed position of the resolver 100 with respect to the rotation direction of the rotor 300 can be easily performed.
- the rotor 300 is made of a magnetic material and is provided so as to be rotatable with respect to the stator 200. More specifically, the rotor 300 is rotatable with respect to the stator 200 so that the gap permeance between the salient pole portions of the stator 200 and the outer peripheral surface changes due to the rotation of the rotor 300 about the rotation axis. Provided.
- FIG. 2 (a) and 2 (b) are explanatory diagrams of winding members provided on salient pole portions of the stator 200.
- FIG. FIG. 2A shows an explanatory diagram of a winding member for excitation.
- FIG. 2B shows an explanatory view of a winding member for detection.
- 2 (a) and 2 (b) are plan views of the resolver 10 viewed in the direction of the rotation axis of the rotor 300 of FIG. 1. The same parts as those in FIG. To do.
- illustration of the rotor 300 is abbreviate
- FIG. 2A the winding direction of the excitation winding as the winding member for excitation is schematically shown by a wavy line
- FIG. 2B the winding direction of the detection winding as the detection winding member is shown. Is schematically shown by a wavy line.
- the winding member for excitation is provided such that the winding directions of the winding members provided at the adjacent salient pole portions are opposite to each other.
- the winding member for excitation provided in each salient pole part can be a coil winding, for example.
- An excitation signal is given between the windings R1 and R2 constituting such a winding member for excitation.
- the detection winding member is composed of two sets of winding members.
- the winding member for detection for obtaining the detection signal of the first phase (for example, SIN phase) of the two-phase detection signals is, for example, every other one from the salient pole part 210a to the salient pole part 210j counterclockwise. It is wound around the salient pole part.
- every other winding member for detection for obtaining a detection signal of the second phase (for example, COS phase) of the two-phase detection signals is, for example, from the salient pole part 210k to the salient pole part 210n counterclockwise. Is wound around each salient pole part.
- the first phase detection signal is detected as a signal between the windings S1 and S3, and the second phase detection signal is detected as a signal between the windings S2 and S4.
- the winding member for detection provided in each salient pole portion can be, for example, a coil winding.
- the winding direction of the exciting winding member is not limited to the direction shown in FIG.
- the winding direction of the detection winding member is not limited to the direction shown in FIG.
- the following magnetic circuit is formed by the rotation of the rotor 300 with respect to the stator 200.
- FIG. 3 shows a top view of the resolver 100 of FIG.
- FIG. 3 is a plan view of the resolver 100 viewed in the direction of the rotation axis of the rotor 300 of FIG. 1, and the same parts as those in FIG. 1 or FIG.
- FIG. 3 schematically shows the direction of the magnetic flux at a certain time when the rotor 300 is rotating with respect to the stator 200.
- FIG. 3 the direction of the magnetic flux passing through each salient pole as the winding core is schematically shown, and the direction of the magnetic flux between the salient poles is indicated by a wavy line.
- a winding member is provided at each salient pole portion of the stator 200.
- the winding member is provided in each salient pole portion so that the direction of the magnetic flux passing through the adjacent salient pole portions is opposite.
- the current generated in the winding member wound around each salient pole portion also changes according to the change in gap permeance between each salient pole portion.
- the waveform of the current generated in can be made sinusoidal.
- the material of the stator 200 made of a magnetic material is SPCC (one steel plate) that is ordinary steel or S45C (one piece of carbon steel for mechanical structure) rather than a laminated electromagnetic steel plate.
- SPCC Step Plate Cold Commercial
- S45C is a carbon steel material for machine structure defined in JIS G 4051, and contains about 0.45% carbon.
- FIG. 4 shows an explanatory diagram of the magnetization characteristics of the stator material.
- the horizontal axis of FIG. 4 is the magnetic field strength (unit: H [A / m]), and the vertical axis is the magnetic flux density (unit: B [T]).
- a steel sheet such as SPCC or S45C
- the magnetic flux density is saturated above a certain magnetic field.
- T1 laminated electromagnetic steel sheets
- SPCC and S45C are saturated with lower magnetic flux density (T2). That is, when the laminated electromagnetic steel sheet is adopted as the material of the stator 200, a higher magnetic flux density can be obtained. As a result, the detection level of the detection signal can be increased. Therefore, when SPCC or S45C is adopted as the material of the stator 200, the detection level of the detection signal is low because the magnetic flux density is low.
- the laminated electrical steel sheet is not only expensive as a material cost, but also has a property that it is weak to bending by bending press working and it is difficult to maintain processing accuracy and reliability by bending.
- SPCC and S45C have the property of being inexpensive as a material cost, resistant to bending by bending press processing, and easily maintaining processing accuracy and reliability by bending. Therefore, by adopting SPCC or S45C as the material of the stator 200 and forming the salient pole as shown in FIG. 1 by bending, the stator 200 can be prepared with an inexpensive material. . Moreover, even if the detection level is low, the detection accuracy does not decrease. By amplifying the detection level of the detection signal, the cost of the resolver can be reduced without reducing the detection accuracy. .
- the tip shape of each salient pole portion has a T-shape, and an excitation winding member and a detection winding are provided around a support portion that supports the tip portion of each salient pole portion.
- a member is provided.
- FIG. 5 is an explanatory diagram schematically showing the shape of the salient pole part in the first embodiment.
- FIG. 5 shows a plan view of the tip of the salient pole part 210a provided on the annular flat plate surface, but the shape of the other salient pole part is the same as that of FIG.
- the salient pole part 210a has a tip part 212a and a support part 214a, and is formed so that the tip shape of the salient pole part 210a is a T-shape.
- a tip part 212a and a support part 214a are raised with respect to a flat plate surface by bending.
- W1 is the width of the surface of the support portion 214a facing the rotor 300 (of the rotor 300). Width in rotation direction) is larger than W2.
- the exciting winding member shown in FIG. 2A and the detecting winding member shown in FIG. 2B are provided so as to be wound around the outer side of the support portion 214a.
- the tip shape of the salient pole portion provided with the winding member a T-shaped shape
- the influence of the magnetic flux change in the vicinity of the winding member can be reduced, and the detection accuracy of the rotation angle of the rotor 300 relative to the stator 200 can be improved.
- a T-shaped shape as the tip shape of the salient pole part even when the number of salient pole parts is increased, it is possible to suppress a decrease in magnetic flux passing through the winding core, resulting in a decrease in detection accuracy. Can be suppressed.
- the resolver 100 since the resolver 100 according to the first embodiment includes the stator 200, the rotor 300, and the winding member, a resolver having a complicated configuration with a large number of parts as in Patent Document 1 or Patent Document 2 is manufactured. Compared to the case, the number of parts can be greatly reduced, and the cost can be reduced and the reliability can be improved.
- stator 200 an inexpensive magnetic material having high processing accuracy and reliability for the bending process is adopted, so that the cost of the resolver 100 can be reduced.
- FIG. 6 shows a top view of the stator 200 in the first embodiment.
- the same parts as those in FIG. 6 are identical to FIG. 6, the same parts as those in FIG.
- the stator 200 according to the first embodiment has no salient protrusion on the inner diameter side of the stator 200 by raising the salient pole portion with respect to the flat plate surface by bending press processing. That is, the minimum inner diameter of the stator 200 after bending is the inner diameter d1 at each salient pole portion. More specifically, among the inner diameters of the stator 200, the inner diameter d ⁇ b> 1 at each salient pole part is smaller than the inner diameter d ⁇ b> 2 between two adjacent salient pole parts among the inner diameters of the stator 200.
- the magnetic efficiency is improved by the magnetic circuit via the salient pole portion, and the transformation ratio of the resolver 100 can be increased. become able to.
- the cost can be reduced and the reliability can be improved and the transformation ratio can be increased without reducing the detection accuracy.
- FIG. 7 is a flowchart illustrating an example of a method for manufacturing the resolver 100 according to the first embodiment.
- the resolver 100 manufacturing apparatus executes the process of each process according to the flow shown in FIG.
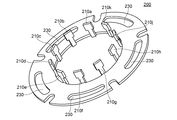
- FIG. 8 is a perspective view of the stator 200 according to the first embodiment before bending press processing.
- FIG. 9 is a perspective view of the stator 200 in the first embodiment after bending press processing. 9, the same parts as those in FIG. 8 are denoted by the same reference numerals, and description thereof will be omitted as appropriate.
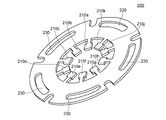
- FIG. 10 is a perspective view of the stator 200 in the first embodiment after the winding member attaching step.
- FIG. 10 the same parts as those in FIG. 1 or FIG.
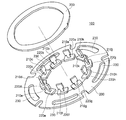
- FIG. 11 is an explanatory diagram of a rotor attachment process in the first embodiment.
- the resolver 100 first processes the shape of the stator 200 in the stator shape processing step (step S10), and then bends the salient pole portions of the plate-shaped stator 200 in the bending press processing step (bending step).
- a plurality of salient pole portions are raised with respect to the flat plate surface (step S12).
- each salient pole portion of salient pole portions 210a to 210k raised in step S12 is used as a winding core, and a winding member is provided outside each salient pole portion (step S14). .
- stator shape processing step of Step S10 in order to perform the bending press processing of Step S12, as shown in FIG. 8, by using press processing, SPCC which is ordinary steel or S45C which is carbon steel for mechanical structure is used as a material.
- the shape of the stator 200 is formed by forming salient pole portions 210a to 210k and attachment holes 230 at the inner diameter side edge of the flat plate made of the annular magnetic material. At this time, as described with reference to FIG. 5, the stator 200 is formed such that the tip shape of each salient pole portion of the salient pole portions 210a to 210k has a T-shape.
- step S12 as shown in FIG. 9, a plurality of salient pole portions formed in step S10 are formed by bending press processing. As a result, the salient pole portions 210 a to 210 k are raised so as to be substantially perpendicular to the flat plate surface of the stator 200. As a result, the stator 200 is formed such that the minimum inner diameter of the stator 200 after bending is the inner diameter of each salient pole portion.
- each of the salient poles raised in step S12 is energized with a winding member for excitation and a winding for detection around the support part supporting the tip of each salient pole part.
- a wire member is provided.
- the exciting winding member is attached to each salient pole so that the winding direction is as shown in FIG. 2 (a), and the detection winding member is in the winding direction as shown in FIG. 2 (b). And attached to each salient pole part.
- the rotor 300 shown in FIG. 11 is formed by press working.
- the rotor 300 is an annular flat plate.
- the outer contour line on the inner diameter side is two cycles in a plan view with respect to one circumference of the circumferential line. It has a changing shape.
- the rotor 300 which has a shape as shown in FIG. 11 is the outer peripheral surface of each salient pole part raised with respect to the flat plate surface so that it can rotate with respect to the stator 200.
- the rotor 300 is provided so as to face the inner peripheral side (inner diameter side) surface (step S16).
- the gap permeance between the inner side of the rotor 300 and the outer peripheral surface of each salient pole portion of the stator 200 changes in the rotor 300 due to the rotation around the rotation axis of the rotor 300.
- it is provided so as to be rotatable with respect to the stator 200.
- the resolver 100 according to Embodiment 1 as shown in FIG. 1 is manufactured.
- the resolver 100 with a small number of parts can be manufactured at a low cost by a simple method without reducing the detection accuracy.
- digital data corresponding to the rotation angle can be output based on the two-phase detection signal from the resolver 100 in the first embodiment.
- FIG. 12 shows a functional block diagram of a configuration example of the angle detection system in the first embodiment.
- the R / D converter is provided outside the resolver 100, but the resolver 100 may incorporate the R / D converter.
- the angle detection system 600 in the first embodiment includes the resolver 100 and an R / D converter (converter or conversion device in a broad sense) 500.
- the resolver 100 includes a stator and a rotor provided to be rotatable with respect to the stator, and is a two-phase detection signal corresponding to the rotation angle of the rotor with respect to the stator in a state of being excited by one-phase excitation signals R1 and R2. S1 to S4 are output.
- the R / D converter 500 generates excitation signals R1 and R2 for the resolver 100, generates digital signals corresponding to the two-phase detection signals S1 to S4 from the resolver 100, and outputs them as serial data or parallel data. .
- FIG. 13 shows a functional block diagram of the R / D converter 500 of FIG.
- the R / D converter 500 includes a differential amplifier DIF1, DIF2, multipliers MUL1 to MUL3, an adder ADD1, a loop filter 502, a bipolar VCO (Voltage Controlled Oscillator) 504, an up / down counter 506, a read-only memory (Read Only Memory). 508, digital-analog converters DAC1 and DAC2, an output processing circuit 510, and a signal generation circuit 512.
- the signal generation circuit 512 generates excitation signals R1 and R2 and outputs excitation signals E R1-R2 for the resolver 100.
- V E is an amplitude voltage
- ⁇ 0 is a frequency
- t is time.
- the resolver 100 outputs a two-phase detection signal corresponding to the rotation angle ⁇ (t).
- the difference E S1 -S3 between the detection signals S1 and S3 is expressed by the following equation.
- the difference E S2 -S4 between the detection signals S2 and S4 is expressed by the following equation.
- L is a transformation ratio.
- the differential amplifier DIF1 amplifies the difference between the first-phase detection signals S1 and S3 from the resolver 100, and outputs an amplified signal E S1 -S3.
- the differential amplifier DIF2 amplifies the difference between the detection signals S2 and S4 of the second phase from the resolver 10 and outputs the amplified signal ES2 -S4 .
- the ROM 508 stores digital values of sin and cos signals corresponding to an arbitrary angle ⁇ (t), and the digital-analog converter DAC1 outputs an analog value of the sin signal corresponding to the angle ⁇ (t).
- the digital-analog converter DAC2 outputs an analog value of the cos signal corresponding to the angle ⁇ (t). Accordingly, the multipliers MUL1 and MUL2 output signals V1 and V2 as shown in the following equations, respectively.
- the signal V3 is subjected to synchronous detection using the multiplier MUL3.
- the synchronous detection generates a signal V4 obtained by multiplying the signal V3 by cos ( ⁇ 0 t + ⁇ / 2) generated by the signal generation circuit 512.
- the signal V4 is expressed as follows:
- the loop filter 502 outputs a signal V5 obtained by cutting the high frequency component of the signal V4.
- the signal V5 is expressed by the following equation as a result of the cos term being cut as a high frequency component in the above equation.
- the bipolar VCO 504 outputs a pulse signal having a frequency proportional to the absolute value of the signal V5, which is an output signal of the loop filter 502, and a polarity signal corresponding to the polarity of the signal V5.
- the up / down counter 506 performs an up-count during the active period of the pulse signal when the polarity signal from the bipolar VCO 504 indicates a positive polarity, and the active period of the pulse signal when the polarity signal from the bipolar VCO 504 indicates a negative polarity.
- the count value of the up / down counter 506 is a digital value of the angle ⁇ (t).
- the ROM 508 outputs the digital value of the sin signal and the digital value of the cos signal according to the angle ⁇ (t).
- the output processing circuit 510 uses a serial value in which the digital value (digital signal) of the angle ⁇ (t) is synchronized with the serial clock SCK. Output as data or output as parallel data.
- the serial data or parallel data which is the output value of the R / D converter 500, is output to the subsequent processing circuit, which corresponds to the serial data or parallel data from the angle detection system 600.
- the present invention is not limited to the configuration and processing contents of the R / D converter 500.
- the R / D converter according to the present invention only needs to convert a signal from the resolver 100 into a digital signal (digital value).
- the salient pole portion provided on the stator 200 is used as a winding magnetic core, and the coil winding as the winding member is provided.
- the present invention is not limited to this. Absent.
- the winding member provided at the salient pole portion of the stator may be realized by, for example, a multilayer substrate in which a coil portion is formed on each layer.
- FIG. 14 is a perspective view of a configuration example of a stator constituting the resolver in the first modification of the first embodiment.
- FIG. 14 the same parts as those in FIG. 1 or FIG.
- FIG. 15 is a perspective view of a configuration example of the resolver in the first modification of the first embodiment. In FIG. 15, illustration of wiring is omitted. In FIG. 15, the same parts as those in FIG.
- a multilayer substrate 410 is attached as a winding member wound around the substrate.
- the multilayer substrate 410 is formed by laminating an insulating substrate provided with a spiral conductive layer functioning as an exciting coil portion and a detecting coil portion of the salient pole portions 210a to 210k of the stator 200 on each layer. It has been made. And the coil part of each layer is electrically connected through the through hole provided in the insulating substrate of each layer.
- the multilayer substrate 410 is provided with through holes through which the salient pole portions 210 a to 210 k provided in the stator 200 pass. By passing each salient pole part through the through-hole, as shown in FIG. 14, an exciting coil part and a detecting coil part are wound around the outside of each salient pole part.
- step S16 of FIG. 7 the rotor 300 shown in FIG. 11 is attached to the stator 200 of FIG. 14, so that the inner stator type as the resolver 400 in the first modification of the first embodiment as shown in FIG.
- An outer rotor type angle detection device can be manufactured.
- the resolver 400 according to the first modification of the first embodiment is different from the resolver 100 according to the first embodiment in that the resolver 400 is wound outside the support portions of the salient pole portions 210a to 210k of the stator 200.
- the winding member is not the coil winding but the multilayer substrate 410.
- the exciting winding member and the detecting winding member can be formed with high accuracy according to the standards.
- the variation in conductance of the winding member and the detection winding member can be made extremely small, and the detection accuracy can be increased.
- the number of exciting windings and the number of detecting windings can be adjusted by the number of substrates to be stacked, and the winding ratio can be easily adjusted.
- the resolver 400 in the first modification of the first embodiment can be applied instead of the resolver 100.
- the tip shape of the salient pole portion provided in the stator 200 has been described as having a T-shape, but the present invention is not limited to this.
- the salient pole part of the stator may have a so-called I-shape.
- FIG. 16 is a perspective view of a configuration example of the stator in the second modification of the first embodiment.
- the same parts as those in FIG. 16 are identical parts as those in FIG. 16
- the stator 450 includes an annular flat plate made of a magnetic material and ten salient pole portions 240a, 240b, 240c, 240d, 240e, 240f raised against the flat plate surface. 240g, 240h, 240j, 240k. These salient pole portions are formed on the inner edge (inner diameter side) of the annular flat plate, and each salient pole portion includes a winding member for excitation and a winding member for detection as a winding magnetic core. Is provided. Each salient pole portion has a so-called I-shape, and the width of the tip portion of the salient pole portion is substantially equal to the width of the support portion of the salient pole portion.
- no protrusion is formed between the salient pole portions on the inner diameter side of the stator 450, and the stator 450 is formed such that the minimum inner diameter of the stator 450 after bending is the inner diameter of each salient pole portion.
- FIG. 17 is a perspective view of a configuration example of the resolver in the second modification of the first embodiment.
- illustration of wiring is omitted.
- FIG. 17 the same parts as those in FIG. 1 or FIG.
- the resolver 480 in the second modification of the first embodiment is a so-called inner stator type / outer rotor type angle detection device.
- the resolver 480 in the second modification of the first embodiment is different from the resolver 100 in the first embodiment in that the tip shape of the salient pole portion of the stator has an I-shape.
- the machining process can be simplified as compared with the case of processing the stator of the first embodiment, and the cost can be reduced while reducing the number of components as in the first embodiment. And reliability can be improved. Further, according to the second modification, the magnetic flux passing through the winding core can be increased, so that the detection accuracy can be further improved when the number of salient pole portions is small.
- the resolver 480 in the second modification of the first embodiment can be applied instead of the resolver 100.
- FIG. 18 is a perspective view of a configuration example of a stator that constitutes the resolver in the third modification of the first embodiment.
- FIG. 18 the same parts as those in FIG. 14 or FIG.
- FIG. 19 is a perspective view of a configuration example of a resolver in the third modification of the first embodiment.
- illustration of wiring is omitted.
- FIG. 19 the same parts as those in FIG.
- a multilayer substrate 420 is attached as a winding member wound around the substrate.
- the multilayer substrate 420 is formed by laminating an insulating substrate provided with a spiral conductive layer functioning as an excitation coil portion and a detection coil portion of each salient pole portion 240a to 240k of the stator 450 on each layer. It has been made. And the coil part of each layer is electrically connected through the through hole provided in the insulating substrate of each layer.
- Such a multilayer substrate 420 is provided with through holes through which the salient pole portions 240 a to 240 k provided in the stator 450 pass. By passing each salient pole portion through the through-hole, as shown in FIG. 18, an exciting coil portion and a detecting coil portion are wound around the outside of each salient pole portion.
- step S16 of FIG. 7 the rotor 300 shown in FIG. 17 is attached to the stator 450 of FIG. 18, so that the inner stator type as the resolver 490 in the third modification of the first embodiment as shown in FIG.
- An outer rotor type angle detection device can be manufactured.
- the resolver 490 in the third modification of the first embodiment is different from the resolver 480 in the second modification of the first embodiment in that the support portions of the salient pole portions 240a to 240k of the stator 450 are different.
- the winding member wound outside is not the coil winding but the multilayer substrate 420.
- the exciting winding member and the detecting winding member can be accurately formed according to the standard.
- the variation in conductance of the winding member for excitation and the winding member for detection can be made extremely small, and the detection accuracy can be increased.
- the number of exciting windings and the number of detecting windings can be adjusted by the number of substrates to be stacked, and the winding ratio can be easily adjusted.
- the resolver 490 in the third modification of the first embodiment can be applied instead of the resolver 100.
- the resolver in the first embodiment or its modification has been described as a so-called inner stator type / outer rotor type angle detection device, but the present invention is not limited to this, and the angle detection device according to the present invention is not limited thereto.
- the resolver may be a so-called outer stator type or inner rotor type.
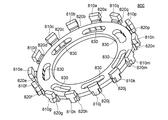
- FIG. 20 shows a perspective view of a configuration example of a resolver according to the second embodiment of the present invention.
- illustration of wiring is omitted.
- a 14-phase salient pole portion having a single-phase excitation and two-phase output type resolver will be described as an example.
- the present invention is not limited to this.
- the resolver 700 in Embodiment 2 is a so-called outer stator type / inner rotor type angle detection device. That is, the edge (circumferential portion) constituting the inner diameter of the annular body (rotor or stator) in plan view is the inner peripheral side (the inner diameter side, the side closer to the annular central portion), and the outer diameter of the annular body is configured. When the edge portion (circumferential portion) is the outer peripheral side (the outer diameter side, the side far from the annular central portion), a magnetic path is formed between the outer peripheral side of the annular rotor and the salient pole portion of the annular stator. In addition, the inner peripheral surface of the salient pole portion of the stator faces the outer peripheral surface of the rotor, and the signal from the detection winding provided in the stator changes according to the rotation angle of the rotor.
- a resolver 700 according to the second embodiment includes a stator (stator) 800 and a rotor (rotor) 900.
- the stator 800 is provided so as to protrude from the outer peripheral side (the side far from the center of the annular flat plate) of a ring-shaped flat plate made of a magnetic material, and then is raised with respect to the flat plate surface.
- each salient pole portion facing the rotor 900 is not a flat surface but the center portion of the annular flat plate. It forms a part of the center arc.
- each salient pole portion is provided with a winding member for excitation and a winding member for detection as a winding core. That is, the salient pole part 810a is provided with a winding member 820a for excitation and detection as a winding magnetic core, and the salient pole part 810b is provided with a winding for excitation and detection as a winding magnetic core. A member 820b is provided, and the salient pole portion 810c is provided with a winding member 820c for excitation and detection as a winding magnetic core, and the salient pole portion 810d is provided with an excitation and detection as a winding magnetic core.
- Winding member 820d is provided, and the salient pole portion 810e is provided with a winding member 820e for excitation and detection as a winding magnetic core.
- the salient pole part 810f is provided with a winding member 820f for excitation and detection as a winding magnetic core
- the salient pole part 810g is provided with a winding for excitation and detection as a winding magnetic core.
- a wire member 820g is provided, the salient pole portion 810h is provided with a winding member 820h for excitation and detection as a winding magnetic core, and the salient pole portion 810j is provided with a winding core for excitation and A winding member 820j for detection is provided, and a winding member 820k for excitation and detection is provided as a winding magnetic core in the salient pole portion 810k.
- the salient pole part 810m is provided with a winding member 820m for excitation and detection as a winding magnetic core, and the salient pole part 810n has a winding for excitation and detection as a winding magnetic core.
- a member 820n is provided, and the salient pole portion 810p is provided with a winding member 820p for excitation and detection as a winding magnetic core, and the salient pole portion 810q is provided as a winding magnetic core with excitation and detection. Winding member 820q is provided.
- the salient pole portions 810a to 810q of the stator 800 are formed in advance on a flat plate and then raised so as to be perpendicular to the flat plate surface by bending press processing (bending processing in a broad sense).
- the stator 800 has a plurality of attachment holes 830 (seven in the second embodiment) that are longer in the circumferential direction than in the radial direction. Accordingly, the resolver 700 is configured such that a fixing member (not shown) can be attached to a given fixing plate (not shown) through these attachment holes 830. Thus, by forming the attachment hole 830 to be long in the circumferential direction of the stator 800, fine adjustment of the fixed position of the resolver 700 with respect to the rotation direction of the rotor 900 can be easily performed.
- the rotor 900 is made of a magnetic material and is provided so as to be rotatable with respect to the stator 800. More specifically, the rotor 900 can rotate with respect to the stator 800 such that the gap permeance between the salient pole portions of the stator 800 and the inner peripheral surface changes due to rotation around the rotation axis of the rotor 900. Is provided.
- the winding directions of the winding members 820a to 820q provided on the salient pole portions 810a to 810q are the same as those in FIGS. 2A and 2B described in the first embodiment. Therefore, detailed description is omitted. That is, in the second embodiment, as shown in FIG. 2A, the winding member for excitation is provided such that the winding directions of the winding members provided in the adjacent salient pole portions are opposite to each other. .
- the winding member for excitation provided in each salient pole part can be a coil winding, for example. An excitation signal is given between the windings R1 and R2 constituting such a winding member for excitation.
- the detection winding member is composed of two sets of winding members in order to obtain a two-phase detection signal.
- the winding member for detection for obtaining the detection signal of the first phase (for example, SIN phase) of the two-phase detection signals is, for example, every other one from the salient pole part 810a to the salient pole part 810p counterclockwise. It is wound around the salient pole part.
- every other winding member for detection for obtaining a detection signal of the second phase (for example, COS phase) of the detection signal of two phases is from the salient pole part 810q to the salient pole part 810n counterclockwise. Is wound around each salient pole part.
- the first phase detection signal is detected as a signal between the windings S1 and S3, and the second phase detection signal is detected as a signal between the windings S2 and S4.
- the winding member for detection provided in each salient pole portion can be, for example, a coil winding.
- the winding direction of the exciting winding member is not limited to the direction shown in FIG.
- the winding direction of the winding member for detection is not limited to the direction shown in FIG.
- Each salient pole portion of the stator 800 is provided with a winding member.
- a magnetic circuit is formed between adjacent salient pole portions via the rotor 900.
- the winding member is provided on each salient pole portion so that the direction of the magnetic flux passing through the adjacent salient pole portions is opposite.
- the waveform of the current generated in can be made sinusoidal.
- the material of the stator 800 made of a magnetic material is SPCC (one steel plate) or carbon for mechanical structure, rather than a laminated electromagnetic steel plate, as in the first embodiment. It is desirable to be S45C (one steel plate) which is steel.
- each salient pole portion has a T-shape, and an excitation winding is provided around the support portion that supports the tip portion of each salient pole portion. It is desirable to provide a wire member and a winding member for detection.
- FIG. 21 shows a top view of the stator 800 in the second embodiment.
- the same parts as those in FIG. 21 are identical to FIG. 21.
- the stator 800 according to the second embodiment has no salient protrusion on the outer diameter side of the stator 800 by raising the salient pole portion with respect to the flat plate surface by bending press processing. That is, the maximum outer diameter of the stator 800 after bending is the outer diameter d10 at each salient pole portion. More specifically, out of the outer diameter of the stator 800, the outer diameter d10 at each salient pole portion is larger than the outer diameter d11 between two adjacent salient pole portions of the outer diameter of the stator 800.
- the magnetic efficiency is improved by the magnetic circuit via the salient pole portion, and the transformation ratio of the resolver 700 is increased. Will be able to.
- the resolver 700 according to the second embodiment that has the above-described configuration and can achieve the above-described effects can be manufactured by the same manufacturing method as that of the first embodiment. Therefore, illustration of the flowchart of the manufacturing method of the resolver 700 in Embodiment 2 is abbreviate
- FIG. 22 is a perspective view of the stator 800 in the second embodiment before bending press processing.
- the same parts as those in FIG. FIG. 23 shows a perspective view of the stator 800 in the second embodiment after bending press processing.
- the same parts as those in FIG. FIG. 24 is a perspective view of the stator 800 in the second embodiment after the winding member attaching step.
- the same parts as those in FIG. 20 or FIG. FIG. 25 is an explanatory diagram of a rotor attachment process according to the second embodiment.
- the shape of the stator 800 is processed in the stator shape processing step (step S10), and then the salient pole portion of the plate-shaped stator 800 is bent in the bending press processing step (bending step).
- a plurality of salient pole portions are raised with respect to the flat plate surface (step S12).
- each salient pole portion of the salient pole portions 810a to 810q raised in step S12 is used as a winding magnetic core, and a winding member is provided outside each salient pole portion (step S14).
- the shape of the stator 800 is formed by forming salient pole portions 810a to 810q and attachment holes 830 at the outer diameter side edge of the flat plate made of the annular magnetic material. At this time, as described in FIG. 5, the stator 800 is formed such that the tip shape of each salient pole portion of the salient pole portions 810a to 810q has a T-shape.
- step S12 As shown in FIG. 23, it is processed so as to raise the plurality of salient pole portions formed in step S10 by bending press processing.
- the salient pole portions 810 a to 810 q are raised so as to be substantially perpendicular to the flat plate surface of the stator 800.
- the stator 800 is formed such that the maximum outer diameter of the stator 800 after bending is the outer diameter of each salient pole portion.
- step S14 on each of the salient pole portions raised in step S12, an excitation winding member and a detection winding are provided around a support portion that supports the tip of each salient pole portion.
- a wire member is provided.
- the exciting winding member is attached to each salient pole so that the winding direction is as shown in FIG. 2 (a), and the detection winding member is in the winding direction as shown in FIG. 2 (b). And attached to each salient pole part.
- the rotor 900 shown in FIG. 25 is formed by press working.
- the rotor 900 is an annular flat plate, but the outer contour line on the outer diameter side is two cycles in a plan view with respect to the circumference of the given radius. It has a shape that changes.
- the surface of the inner peripheral side of each salient pole part raised with respect to the flat plate surface so that the rotor 900 having a shape as shown in FIG.
- the outer peripheral side (outer diameter side) surface of the rotor 900 are provided to face each other (step S16).
- the gap permeance between the outer side of the rotor 900 and the inner peripheral surface of each salient pole portion of the stator 800 changes in the rotor 900 due to rotation around the rotation axis of the rotor 900.
- it is provided to be rotatable with respect to the stator 800.
- the resolver 700 in Embodiment 2 as shown in FIG. 20 is manufactured.
- the resolver 700 with a small number of parts can be manufactured at a low cost by a simple method without reducing the detection accuracy. Moreover, even if it is the same size as Embodiment 1, since the number of salient pole parts can be increased significantly, detection accuracy can be further improved.
- digital data corresponding to the rotation angle can be output based on the two-phase detection signal from the resolver 700.
- the angle detection system to which the resolver 700 according to the second embodiment is applied is the same as that shown in FIG.
- the tip shape of the salient pole portion provided in the stator 800 has been described as having a T-shape, but the present invention is not limited to this.
- the salient pole part of the stator may have a so-called I-shape.
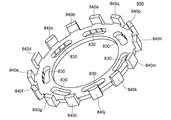
- FIG. 26 shows a perspective view of a configuration example of the stator in the first modification of the second embodiment.
- the same parts as those in FIG. 26 are identical parts as those in FIG. 26.
- the stator 850 includes an annular flat plate made of a magnetic material, and 14 salient pole portions 840a, 840b, 840c, 840d, 840e, 840f raised against the flat plate surface. 840g, 840h, 840j, 840k, 840m, 840n, 840p, 840q. These salient pole portions are formed on the outer (outer diameter side) edge of the annular flat plate, and each salient pole portion has a winding core for excitation and a winding member for detection as a winding core. Is provided. Each salient pole portion has a so-called I-shape, and the width of the tip portion of the salient pole portion is substantially equal to the width of the support portion of the salient pole portion.
- FIG. 27 is a perspective view of a configuration example of a resolver in the first modification of the second embodiment.
- illustration of wiring is omitted.
- FIG. 27 the same parts as those in FIG. 20 or FIG.
- the resolver 880 in the first modification of the second embodiment is a so-called outer stator type / inner rotor type angle detection device.
- the resolver 880 in the first modification of the second embodiment is different from the resolver 700 in the second embodiment in that the tip shape of the salient pole portion of the stator has an I-shape.
- the machining process can be simplified compared to machining the stator of the second embodiment, and the cost can be reduced while reducing the number of components as in the second embodiment. And reliability can be improved. Further, according to the first modification, the magnetic flux passing through the winding core can be increased, so that the detection accuracy can be further improved when the number of salient pole portions is small.
- the resolver 880 in the first modification of the second embodiment can be applied instead of the resolver 100.
- the angle detection device concerning the present invention was explained based on the above-mentioned embodiment, the present invention is not limited to this, and can be implemented in the range which does not deviate from the gist, for example, The following modifications are possible.
- the resolver as the angle detection device has been described as being a one-phase excitation two-phase output type, but the present invention is not limited to this.
- the resolver in each of the above embodiments may be a signal having an excitation signal having a phase other than one phase, or a detection signal having a phase other than two phases.
- the material of the stator made of a magnetic material is ordinary steel or carbon steel for mechanical structure, but the present invention is not limited to this. .
- the stator which concerns on this invention should just be formed with the material which has the reliability with respect to bending press work.
- the shape of the rotor which is an annular flat plate, is the inner diameter side in plan view with respect to the circumference of the given radius with respect to the circumference of the given radius.
- the gap permeance between the salient pole part of the stator and the rotor changes due to the rotation of the rotor by making the outer contour line on the outer diameter side periodically change. It is not limited.
- the stator salient pole part and the rotor The gap permeance may be changed.
- salient pole part 212a ... tip part, 214a ... support part, 220a, 220b, 220c, 2 0d, 220e, 220f, 220g, 220h, 220j, 220k, 820a, 820b, 820c, 820d, 820e, 820f, 820g, 820h, 820j, 820k, 820m, 820n, 820p, 820q ... winding members, 230, 830 ... Mounting holes, 300, 900 ... rotor, 410, 420 ... multilayer substrate, 500 ... R / D converter, 502 ... loop filter, 504 ... bipolar VCO, 506 ...
- up / down counter 508 ... ROM, 510 ... output processing circuit
- 512 signal generation circuit
- 600 angle detection system
- ADD1 adder
- DAC1 digital-analog converter
- MUL1, MUL2, MUL3 multiplier
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Transmission And Conversion Of Sensor Element Output (AREA)
Abstract
本発明に係る角度検出装置は、磁性材料からなる環状の平板の内周側に形成され折り曲げ加工により起こされた複数の突極部を有し、各突極部を巻線磁芯として励磁用の巻線部材及び検出用の巻線部材が設けられたステータ(200)と、磁性材料からなり、回転軸回りの回転により前記各突極部の外周側の面との間のギャップパーミアンスが変化するように前記ステータに対して回転可能に設けられたロータ(300)とを含む。 本発明に係る角度検出装置によれば、低コスト化及び信頼性の向上を図ると共に、検出精度をより一層向上させることができるようになる。
Description
本発明は、角度検出装置及びその製造方法に関する。
従来、この種のレゾルバは、ステータ及びロータを有し、ステータに対するロータの回転位置によってステータとロータとの間の相互インダクタンスが変化することを利用して、ステータに対するロータの回転角度に応じた出力信号を出力する。
図28は、従来のレゾルバを説明するために示す図である。図28(a)は従来のレゾルバの構造を示す図であり、図28(b)は従来のレゾルバの各スロットにおける巻線構造を説明するために示す図である。
従来のレゾルバ10は、図28(a)に示すように、1相の励磁巻線14及び2相の検出巻線(SIN検出巻線16及びCOS検出巻線17(図28(a)では図示せず。))が突極13に巻回されたステータ11と、ステータ11に対して回転自在に設けられたロータ15とを備える可変リラクタンス型のレゾルバである。ロータ15は、鉄心のみで巻線を有しない偏心ロータであり、ロータ15とステータ11との間のギャップパーミアンスが回転角度θに対して正弦波状に変化する。このため、従来のレゾルバ10によれば、図28(b)に示すように、上記したギャップパーミアンスを測定することにより回転角度を高精度で検出することができる。
また、従来のレゾルバ10においては、2相の検出巻線(SIN検出巻線16及びCOS検出巻線17)が各スロット12に1スロットピッチ(スロット飛びを伴うことなく、各スロットに順次巻線を入れる状態)で巻回されており(図28(a)では図示せず。)、さらに、図28(b)に示すように、その誘起電圧分布が各々正弦波分布となるように分布巻き(その巻線の巻き数(量)も正弦波分布状となる。)されている。
このため、従来のレゾルバ10によれば、出力電圧に含まれている低次から高次にわたる高周波次数を低減させることにより、回転角度の検出精度を向上することができる。
ところが、従来のレゾルバ10は、図28(a)に示す構造を有しているため、励磁巻線及び検出巻線を突極に巻回することが困難となり、例えば自動巻線機の構造が複雑になる。そこで、例えば特許文献1及び特許文献2では、ステータ側に設けたボビンに励磁巻線及び検出巻線を設けたり、ステータ側に励磁巻線及び検出巻線を多層プリント基板に印刷して設けたりする一方で、突極及びロータを金属板等で形成するようにした角度検出装置が開示されている。
しかしながら、特許文献1及び特許文献2に開示された角度検出装置では、部品点数が多く、角度検出装置の製造コストの低減や信頼性の向上が困難になるという問題があった。また、特許文献1及び特許文献2に開示された角度検出装置では、ステータのヨークを切り起こして形成する等によって、ステータの内径側に突起が存在してしまい、ステータ間の磁気効率の向上を図れず、検出精度をより一層向上させることが困難であった。
本発明は、以上のような技術的課題に鑑みてなされたものであり、その目的とするところは、部品点数を削減して低コスト化及び信頼性の向上を図ると共に、検出精度をより一層向上させる角度検出装置及びその製造方法を提供することにある。
上記課題を解決するために本発明は、磁性材料からなる環状の平板の内周側に形成され折り曲げ加工により起こされた複数の突極部を有し、各突極部を巻線磁芯として励磁用の巻線部材及び検出用の巻線部材が設けられたステータと、磁性材料からなり、回転軸回りの回転により前記各突極部の外周側の面との間のギャップパーミアンスが変化するように前記ステータに対して回転可能に設けられたロータとを含む角度検出装置に関係する。
本発明によれば、平板に形成された複数の突極部を有するステータを折り曲げて該複数の突極部を起こし、回転軸回りの回転により各突極部の外周側の面とロータの内周側の面との間のギャップパーミアンスが変化するようにステータに対して回転可能にロータを設けたので、検出精度を低下させることなく、部品点数を大幅に削減し、低コスト化及び信頼性を向上させる角度検出装置を提供できるようになる。
また本発明に係る角度検出装置では、前記折り曲げ加工後の前記ステータの最小内径が、前記各突極部における内径であってもよい。
本発明によれば、ステータの内径側の突起が形成されないように突極部を形成することで、突極部を介した磁気回路によって磁気効率が向上し、角度検出装置の変圧比を増大させることができるようになる。
また本発明は、磁性材料からなる環状の平板の外周側に形成され折り曲げ加工により起こされた複数の突極部を有し、各突極部を巻線磁芯として励磁用の巻線部材及び検出用の巻線部材が設けられたステータと、磁性材料からなり、回転軸回りの回転により前記各突極部の内周側の面との間のギャップパーミアンスが変化するように前記ステータに対して回転可能に設けられたロータとを含む角度検出装置に関係する。
本発明によれば、平板に形成された複数の突極部を有するステータを折り曲げて該複数の突極部を起こし、回転軸回りの回転により各突極部の内周側の面とロータの外周側の面との間のギャップパーミアンスが変化するようにステータに対して回転可能にロータを設けたので、検出精度を低下させることなく、部品点数を大幅に削減し、低コスト化及び信頼性を向上させる角度検出装置を提供できるようになる。
また本発明に係る角度検出装置では、前記折り曲げ加工後の前記ステータの最大外径が、前記各突極部における外径であってもよい。
本発明によれば、ステータの外径側の突起が形成されないように突極部を形成することで、突極部を介した磁気回路によって磁気効率が向上し、角度検出装置の変圧比を増大させることができるようになる。
また本発明に係る角度検出装置では、各突極部の先端形状がT字型形状を有し、各突極部の先端部を支持する支持部の周囲に前記励磁用の巻線部材及び前記検出用の巻線部材が設けられてもよい。
本発明によれば、巻線部材が設けられる突極部の先端形状をT字型形状とすることで、ロータのスラスト方向ずれに対して磁気効率の変動を低減できるようになる。これにより、巻線部材近傍の磁束変化の影響を低減し、ステータに対するロータの回転角度の検出精度を向上させることができるようになる。また、突極部の先端形状としてT字型形状を採用することで、突極部の数を増加させた場合でも巻線磁芯を通る磁束の減少を抑えることができるので、検出精度の低下を抑えることができるようになる。
また本発明に係る角度検出装置では、前記ステータの材質は、普通鋼であるSPCC又は機械構造用炭素鋼であるS45Cであってもよい。
本発明によれば、曲げによる加工精度や信頼性を維持しやすいSPCCやS45Cをステータの材質として採用することで、安価な材料でステータを用意し、低コスト且つ信頼性の高い角度検出装置を提供できるようになる。
また本発明に係る角度検出装置では、前記ステータに対する前記ロータの回転角に応じた前記巻線部材からの出力信号に対応したデジタル信号を出力する変換器を含むことができる。
本発明によれば、低コスト化及び信頼性の向上を図ると共に、検出精度をより一層向上させ、ロータの回転角度に応じたデジタル信号を出力する角度検出装置を提供できるようになる。
また本発明は、磁性材料からなる環状の平板の内周側に形成されたステータの複数の突極部を平板面に対して起こすように折り曲げ加工する折り曲げ工程と、前記複数の突極部の各突極部を巻線磁芯として、各突極部に励磁用の巻線部材及び検出用の巻線部材を巻装する巻線部材取り付け工程と、磁性材料からなり回転軸回りの回転により前記各突極部の外周側の面との間のギャップパーミアンスが変化するように前記ステータに対して回転可能なロータを取り付けるロータ取り付け工程とを含む角度検出装置の製造方法に関係する。
また本発明に係る角度検出装置の製造方法では、前記折り曲げ工程は、前記折り曲げ加工後の前記ステータの最小内径が、前記各突極部における内径となるように折り曲げ加工することができる。
また本発明は、磁性材料からなる環状の平板の外周側に形成されたステータの複数の突極部を平板面に対して起こすように折り曲げ加工する折り曲げ工程と、前記複数の突極部の各突極部を巻線磁芯として、各突極部に励磁用の巻線部材及び検出用の巻線部材を巻装する巻線部材取り付け工程と、磁性材料からなり回転軸回りの回転により前記各突極部の内周側の面との間のギャップパーミアンスが変化するように前記ステータに対して回転可能なロータを取り付けるロータ取り付け工程とを含む角度検出装置の製造方法に関係する。
また本発明に係る角度検出装置の製造方法では、前記折り曲げ工程は、前記折り曲げ加工後の前記ステータの最大外径が、前記各突極部における外径となるように折り曲げ加工することができる。
また本発明に係る角度検出装置の製造方法では、前記ステータの各突極部の先端形状がT字型形状を有し、各突極部の先端部を支持する支持部の周囲に前記励磁用の巻線部材及び前記検出用の巻線部材が設けられてもよい。
また本発明に係る角度検出装置の製造方法では、前記ステータの材質は、普通鋼であるSPCC又は機械構造用炭素鋼であるS45Cであってもよい。
上記のいずれかの発明によれば、部品点数を削減して低コスト化及び信頼性の向上を図ると共に、検出精度をより一層向上させる角度検出装置を、低コストで製造できるようになる。
以下、本発明の実施の形態について図面を用いて詳細に説明する。なお、以下に説明する実施の形態は、特許請求の範囲に記載された本発明の内容を不当に限定するものではない。また以下で説明される構成のすべてが本発明の必須構成要件であるとは限らない。
以下では、本発明に係る角度検出装置として、レゾルバを例に説明するが、本発明はレゾルバに限定されるものではない。
〔実施形態1〕
図1は、本発明に係る実施形態1におけるレゾルバの構成例の斜視図を表す。図1において、配線の図示を省略している。なお、図1では、10個の突極部を有し、1相励磁2相出力型のレゾルバを例に説明するが、本発明はこれに限定されるものではない。
図1は、本発明に係る実施形態1におけるレゾルバの構成例の斜視図を表す。図1において、配線の図示を省略している。なお、図1では、10個の突極部を有し、1相励磁2相出力型のレゾルバを例に説明するが、本発明はこれに限定されるものではない。
実施形態1におけるレゾルバ100は、いわゆるインナーステータ型・アウターロータ型の角度検出装置である。即ち、平面視において環状体(ロータ又はステータ)の内径を構成する縁部(円周部)を内周側(内径側、環状の中心部から近い側)、該環状体の外径を構成する縁部(円周部)を外周側(外径側、環状の中心部から遠い側)とすると、環状のロータの内周側において環状のステータの突極部との間で磁路が形成され、且つステータの突極部の外周側の面(外周面)がロータの内周側の面(内周面)と対向し、該ロータの回転角度に応じて、ステータに設けられた検出巻線からの信号が変化する。
実施形態1におけるレゾルバ100は、ステータ(固定子)200と、ロータ(回転子)300とを含む。ステータ200は、磁性材料からなる環(リング)状の平板の内周側(環状の平板の中心部に近い側)に突出して設けられた後に該平板面に対して起こされた10個の突極部210a、210b、210c、210d、210e、210f、210g、210h、210j、210kを有する。これらの突極部は、環状の平板の内側(内径側)の縁部に形成され、ロータ300と対向する各突極部の外周側の面は平面ではなく環状の平板の中心部を中心とする円弧の一部を形成している。
また、各突極部には、巻線磁芯として、励磁用の巻線部材及び検出用の巻線部材が設けられている。即ち、突極部210aには、巻線磁芯として、励磁用及び検出用の巻線部材220aが設けられ、突極部210bには、巻線磁芯として、励磁用及び検出用の巻線部材220bが設けられ、突極部210cには、巻線磁芯として、励磁用及び検出用の巻線部材220cが設けられ、突極部210dには、巻線磁芯として、励磁用及び検出用の巻線部材220dが設けられ、突極部210eには、巻線磁芯として、励磁用及び検出用の巻線部材220eが設けられる。同様に、突極部210fには、巻線磁芯として、励磁用及び検出用の巻線部材220fが設けられ、突極部210gには、巻線磁芯として、励磁用及び検出用の巻線部材220gが設けられ、突極部210hには、巻線磁芯として、励磁用及び検出用の巻線部材220hが設けられ、突極部210jには、巻線磁芯として、励磁用及び検出用の巻線部材220jが設けられ、突極部210kには、巻線磁芯として、励磁用及び検出用の巻線部材220kが設けられる。
ステータ200が有する突極部210a~210kは、予め平板に形成された後に、折り曲げプレス加工(広義には折り曲げ加工)により、平板面に対してほぼ垂直となるように起こされている。
また、ステータ200には、その半径方向よりその円周方向に長い複数の取り付け孔230(図1では、5個)が形成されている。これにより、レゾルバ100は、図示しない固定部材をこれらの取り付け孔230を通して所与の固定板(図示せず)に取り付けられるように構成される。このようにステータ200の円周方向に長くなるように取り付け孔230を形成することで、ロータ300の回転方向に対しレゾルバ100の固定位置の微調整を容易に行うことができるようになる。
ロータ300は、磁性材料からなり、ステータ200に対して回転自在に設けられている。より具体的には、ロータ300は、ロータ300の回転軸回りの回転によりステータ200の各突極部の外周側の面との間のギャップパーミアンスが変化するようにステータ200に対して回転可能に設けられる。
ここで、ロータ300の回転によって検出巻線から出力される検出信号を取り出すための巻線部材について説明する。
図2(a)、図2(b)は、ステータ200の突極部に設けられる巻線部材の説明図を表す。図2(a)は、励磁用の巻線部材の説明図を表す。図2(b)は、検出用の巻線部材の説明図を表す。図2(a)、図2(b)は、図1のロータ300の回転軸方向にレゾルバ10を見た平面図であり、図1と同一部分には同一符号を付し、適宜説明を省略する。なお、図2(a)、図2(b)では、ロータ300の図示を省略している。図2(a)では、励磁用の巻線部材としての励磁巻線の巻き方向を波線で模式的に示し、図2(b)では、検出用の巻線部材としての検出巻線の巻き方向を波線で模式的に示す。
図2(a)に示すように、励磁用の巻線部材は、隣接する突極部に設けられる巻線部材の巻線方向が互いに反対方向となるように設けられる。各突極部に設けられる励磁用の巻線部材は、例えばコイル巻線とすることができる。このような励磁用の巻線部材を構成する巻線R1、R2間に、励磁信号が与えられる。
また、図2(b)に示すように、2相の検出信号を得るために、検出用の巻線部材は2組の巻線部材からなる。2相の検出信号の第1相(例えばSIN相)の検出信号を得るための検出用の巻線部材は、例えば突極部210aから反時計回りに突極部210jまで、1つおきに各突極部に巻回される。一方、2相の検出信号の第2相(例えばCOS相)の検出信号を得るための検出用の巻線部材は、例えば突極部210kから反時計回りに突極部210nまで、1つおきに各突極部に巻回される。第1相の検出信号は、巻線S1、S3間の信号として検出され、第2相の検出信号は、巻線S2、S4間の信号として検出される。各突極部に設けられる検出用の巻線部材は、例えばコイル巻線とすることができる。
なお、実施形態1では、励磁用の巻線部材の巻き方向は、図2(a)に示す方向に限定されるものではない。また、実施形態1では、検出用の巻線部材の巻き方向は、図2(b)に示す方向に限定されるものではない。
以上のような構成を有するレゾルバ100では、ステータ200に対するロータ300の回転によって、次のような磁気回路が形成される。
図3は、図1のレゾルバ100の上面図を表す。図3は、図1のロータ300の回転軸方向にレゾルバ100を見た平面図であり、図1又は図2と同一部分には同一符号を付し、適宜説明を省略する。
図3は、ステータ200に対してロータ300が回転状態のときのある時刻における磁束の向きを模式的に示している。図3において、巻線磁芯としての各突極部を通る磁束の向きを模式的に示すと共に、突極部間の磁束の向きを波線で示している。
ステータ200の各突極部には巻線部材が設けられており、ロータ300が回転すると、ロータ300を介して隣接する突極部間で磁気回路が形成される。実施形態1では、図3に示すように、隣接する突極部を通る磁束の向きが反対方向となるように各突極部に巻線部材が設けられている。この結果、ロータ300の回転によって、各突極部との間のギャップパーミアンスの変化に応じて、各突極部に巻回される巻線部材に発生する電流もまた変化し、例えば巻線部材に発生する電流波形を正弦波状にすることができる。
以上のような構成を有するレゾルバ100において、磁性材料からなるステータ200の材質は、積層電磁鋼板よりも、普通鋼であるSPCC(1枚の鋼板)又は機械構造用炭素鋼であるS45C(1枚の鋼板)であることが望ましい。SPCC(Steel Plate Cold Commercial)は、JIS G3141に規定される冷間圧延鋼板及び鋼帯である。S45Cは、JIS G 4051で規定される機械構造用炭素鋼鋼材で、0.45%程度の炭素を含有している。
図4は、ステータの材質の磁化特性の説明図を表す。図4の横軸は磁場の強さ(単位はH[A/m])であり、縦軸は磁束密度(単位はB[T])である。
積層電磁鋼板、SPCCやS45Cのような鋼板の場合、磁場が強くなると、ある磁場以上では磁束密度が飽和する。但し、積層電磁鋼板では高い磁束密度を得ることができるのに対し(T1)、SPCCやS45Cでは、より低い磁束密度で飽和してしまう(T2)。即ち、積層電磁鋼板をステータ200の材料として採用する方が、より高い磁束密度を得られる結果、検出信号の検出レベルを高くすることができる。従って、SPCCやS45Cをステータ200の材料として採用した場合、磁束密度が低いために検出信号の検出レベルが低くなる。
ところが、積層電磁鋼板は、材料費として高価であるばかりか、折り曲げプレス加工による曲げに弱く、曲げによる加工精度や信頼性を維持できにくいという性質がある。一方、SPCCやS45Cでは、材料費として安価であり、折り曲げプレス加工による曲げに強く、曲げによる加工精度や信頼性を維持しやすいという性質がある。従って、SPCCやS45Cをステータ200の材質として採用し、折り曲げ加工によって図1に示すように突極部を起こすように形成することで、安価な材料でステータ200を用意することができるようになる。また、検出レベルが低くても、検出精度が低下するわけではなく、検出信号の検出レベルを増幅するなどすることで、検出精度を低下させることなく、レゾルバの低コスト化を実現できるようになる。
また、実施形態1では、各突極部の先端形状がT字型形状を有し、各突極部の先端部を支持する支持部の周囲に励磁用の巻線部材及び検出用の巻線部材が設けられることが望ましい。
図5は、実施形態1における突極部の形状を模式的に表した説明図である。図5は、環状の平板面に設けられる突極部210aの先端部の平面図を示すが、他の突極部の形状も図5と同様である。
突極部210aは、先端部212aと、支持部214aとを有し、突極部210aの先端形状がT字型形状となるように形成されている。このような先端部212a及び支持部214aが、折り曲げ加工によって平板面に対して起こされる。平板面に対して起こされたとき、ロータ300と対向する先端部212aの面の幅(ロータ300の回転方向の幅)W1は、ロータ300と対向する支持部214aの面の幅(ロータ300の回転方向の幅)W2より大きい。図2(a)に示す励磁用の巻線部材及び図2(b)に示す検出用の巻線部材は、支持部214aの外側に巻回されるように設けられる。
このように、巻線部材が設けられる突極部の先端形状をT字型形状とすることで、ロータ300のスラスト方向ずれに対して磁気効率の変動を低減できるようになる。これにより、巻線部材近傍の磁束変化の影響を低減し、ステータ200に対するロータ300の回転角度の検出精度を向上させることができるようになる。また、突極部の先端形状としてT字型形状を採用することで、突極部の数を増加させた場合でも巻線磁芯を通る磁束の減少を抑えることができるので、検出精度の低下を抑えることができるようになる。
以上のように、実施形態1におけるレゾルバ100は、ステータ200、ロータ300及び巻線部材により構成されるため、特許文献1又は特許文献2のように多くの部品点数で複雑な構成のレゾルバを製造する場合に比べて、部品点数を大幅に削減でき、低コスト化と、信頼性の向上とを図ることができるようになる。
また、ステータ200の材質として、折り曲げ加工に対して加工精度や信頼性の高い安価な磁性材料を採用するようにしたので、レゾルバ100の低コスト化を実現できる。
図6は、実施形態1におけるステータ200の上面図を表す。図6において、図1と同一部分には同一符号を付し、適宜説明を省略する。
実施形態1におけるステータ200は、図6に示すように、折り曲げプレス加工によって突極部を平板面に対して起こすことで、ステータ200の内径側に突起が存在しない。即ち、折り曲げ加工後のステータ200の最小内径が、各突極部における内径d1である。より具体的には、ステータ200の内径のうち、各突極部における内径d1が、ステータ200の内径のうち隣接する2つの突極部間における内径d2より小さい。このように、ステータ200の内径側の突起が形成されないように突極部を形成することで、突極部を介した磁気回路によって磁気効率が向上し、レゾルバ100の変圧比を増大させることができるようになる。
以上のように、実施形態1によれば、検出精度を低下させることなく、低コスト化及び信頼性の向上を図ると共に、変圧比を増大させることができるようになる。
次に、上記のような構成を有し、上記した効果を奏することができる実施形態1におけるレゾルバ100の製造方法について説明する。
図7は、実施形態1におけるレゾルバ100の製造方法の一例のフロー図を表す。例えば、レゾルバ100の製造装置が図7に示すフローに従って各工程の処理を実行する。
図8は、折り曲げプレス加工前の実施形態1におけるステータ200の斜視図を表す。図8において、図1と同一部分には同一符号を付し、適宜説明を省略する。
図9は、折り曲げプレス加工後の実施形態1におけるステータ200の斜視図を表す。図9において、図8と同一部分には同一符号を付し、適宜説明を省略する。
図10は、巻線部材取り付け工程後の実施形態1におけるステータ200の斜視図を表す。図10において、図1又は図8と同一部分には同一符号を付し、適宜説明を省略する。
図11は、実施形態1におけるロータ取り付け工程の説明図を表す。
図8は、折り曲げプレス加工前の実施形態1におけるステータ200の斜視図を表す。図8において、図1と同一部分には同一符号を付し、適宜説明を省略する。
図9は、折り曲げプレス加工後の実施形態1におけるステータ200の斜視図を表す。図9において、図8と同一部分には同一符号を付し、適宜説明を省略する。
図10は、巻線部材取り付け工程後の実施形態1におけるステータ200の斜視図を表す。図10において、図1又は図8と同一部分には同一符号を付し、適宜説明を省略する。
図11は、実施形態1におけるロータ取り付け工程の説明図を表す。
実施形態1におけるレゾルバ100は、まず、ステータ形状加工工程においてステータ200の形状を加工した(ステップS10)後に、折り曲げプレス加工工程(折り曲げ工程)において、平板状のステータ200の突極部を折り曲げて、複数の突極部が平板面に対して起こされる(ステップS12)。そして、巻線部材取り付け工程として、ステップS12で起こされた突極部210a~210kの各突極部を巻線磁芯として、各突極部の外側に巻線部材が設けられる(ステップS14)。
即ち、ステップS10のステータ形状加工工程では、ステップS12の折り曲げプレス加工を行うために、図8に示すように、プレス加工により、普通鋼であるSPCC又は機械構造用炭素鋼であるS45Cを材質とする環状の磁性材料からなる平板の内径側の縁部に突極部210a~210k及び取り付け孔230が形成されて、ステータ200の形状が形成される。このとき、図5で説明したように、突極部210a~210kの各突極部の先端形状がT字型形状を有するように、ステータ200が形成される。
そして、ステップS12では、図9に示すように、折り曲げプレス加工により、ステップS10において形成された複数の突極部を起こすように加工される。この結果、突極部210a~210kは、ステータ200の平板面に対してほぼ垂直となるように起こされる。これにより、折り曲げ加工後のステータ200の最小内径が、各突極部における内径となるように、ステータ200が形成される。
ステップS14では、図10に示すように、ステップS12において起こされた突極部のそれぞれに、各突極部の先端部を支持する支持部の周囲に励磁用の巻線部材及び検出用の巻線部材が設けられる。励磁用の巻線部材は、図2(a)に示す巻き方向となるように、各突極部に取り付けられ、検出用の巻線部材は、図2(b)に示す巻き方向となるように、各突極部に取り付けられる。
次に、別工程で、図11に示すロータ300がプレス加工により形成される。実施形態1では、ロータ300は、環状の平板であるが、所与の半径の円周線を基準に、該円周線の1周につき、平面視において内径側の外形輪郭線が2周期で変化する形状を有している。そして、ロータ取り付け工程として、図11に示すような形状を有するロータ300が、ステータ200に対して回転自在となるように、平板面に対して起こされた各突極部の外周側の面とロータ300の内周側(内径側)の面とが対向するように設けられる(ステップS16)。より具体的には、ロータ取り付け工程において、ロータ300は、ロータ300の回転軸回りの回転によりロータ300の内側とステータ200の各突極部の外周側の面との間のギャップパーミアンスが変化するようにステータ200に対して回転可能に設けられる。以上のように、図1に示すような実施形態1におけるレゾルバ100が製造される。
以上説明したように、実施形態1によれば、検出精度を低下させることなく、簡素な方法で、部品点数が少ないレゾルバ100を低コストで製造できるようになる。
実施形態1では、上記の実施形態1におけるレゾルバ100からの2相の検出信号に基づいて、回転角度に対応したデジタルデータを出力することができる。
図12は、実施形態1における角度検出システムの構成例の機能ブロック図を表す。なお、図12では、レゾルバ100の外部にR/D変換器が設けられているが、レゾルバ100がR/D変換器を内蔵してもよい。
実施形態1における角度検出システム600は、上記のレゾルバ100と、R/D変換器(広義には変換器、変換装置)500とを含む。レゾルバ100は、ステータ及び該ステータに対して回転可能に設けられたロータを含み、1相の励磁信号R1、R2により励磁された状態で、ステータに対するロータの回転角度に応じた2相の検出信号S1~S4を出力する。R/D変換器500は、レゾルバ100に対する励磁信号R1、R2を生成すると共に、レゾルバ100からの2相の検出信号S1~S4に対応したデジタル信号を生成し、シリアルデータ又はパラレルデータとして出力する。
図13は、図12のR/D変換器500の機能ブロック図を表す。
R/D変換器500は、差動増幅器DIF1、DIF2、乗算器MUL1~MUL3、加算器ADD1、ループフィルタ502、バイポーラVCO(Voltage Controlled Oscillator)504、アップダウンカウンタ506、読み出し専用メモリ(Read Only Memory)508、デジタルアナログ変換器DAC1、DAC2、出力処理回路510、信号発生回路512を含む。
信号発生回路512は、励磁信号R1、R2を生成し、レゾルバ100に対する励磁信号ER1-R2を出力する。次式において、VEは振幅電圧であり、ω0は周波数、tは時間である。

このような励磁信号で例示された状態で、レゾルバ100は、回転角度θ(t)に応じた2相の検出信号を出力する。2相の検出信号のうち検出信号S1、S3の差分ES1-S3は、次式のように表される。また、2相の検出信号のうち検出信号S2、S4の差分ES2-S4は、次式のように表される。次式において、Lは変圧比である。

差動増幅器DIF1は、レゾルバ100からの第1相の検出信号S1、S3の差分を増幅し、増幅後の信号ES1-S3を出力する。差動増幅器DIF2は、レゾルバ10からの第2相の検出信号S2、S4の差分を増幅し、増幅後の信号ES2-S4を出力する。
ROM508には、任意の角度φ(t)に対応するsin信号及びcos信号のデジタル値が格納されており、デジタルアナログ変換器DAC1は、角度φ(t)に対応するsin信号のアナログ値を出力し、デジタルアナログ変換器DAC2は、角度φ(t)に対応するcos信号のアナログ値を出力する。従って、乗算器MUL1、MUL2は、それぞれ次式のような信号V1、V2を出力する。

そして、加算器ADD1は、乗算器MUL1、MUL2により生成された信号V1、V2を用いて、信号V3(=V1-V2)を生成する。その結果、加算器ADD1は、次式のような信号V3を出力する。次式において、「sinω0t」を「-cos(ω0t+π/2)」に変換している。

次に、信号V3は、乗算器MUL3を用いて同期検波を行う。同期検波は、信号発生回路512によって生成されたcos(ω0t+π/2)を信号V3に乗算することで得られる信号V4を生成する。信号V4は、次式のように表される。

ループフィルタ502は、信号V4の高周波成分をカットした信号V5を出力する。これにより、信号V5は、上式においてcos項が高周波成分としてカットされた結果、次式のようになる。

バイポーラVCO504は、ループフィルタ502の出力信号である信号V5の絶対値に比例した周波数を有するパルス信号と、信号V5の極性に対応した極性信号を出力する。アップダウンカウンタ506は、バイポーラVCO504からの極性信号が正極性を示しているときパルス信号のアクティブ期間にアップカウントを行い、バイポーラVCO504からの極性信号が負極性を示しているときパルス信号のアクティブ期間にダウンカウントを行う。このアップダウンカウンタ506のカウント値は、角度φ(t)のデジタル値となる。
上述のようにROM508は、角度φ(t)に応じたsin信号のデジタル値とcos信号のデジタル値を出力する。このように角度φ(t)がθ(t)に応じて変化することを利用して、出力処理回路510は、角度φ(t)のデジタル値(デジタル信号)をシリアルクロックSCKに同期したシリアルデータとして出力したり、パラレルデータとして出力したりする。
以上のように、R/D変換器500の出力値であるシリアルデータ又はパラレルデータが、後段の処理回路に出力され、この処理回路は、角度検出システム600からのシリアルデータ又はパラレルデータに対応した処理を実行することで、ステータに対するロータの回転角度に応じた処理を実現できるようになる。
なお、R/D変換器500の構成及び処理の内容に、本発明が限定されるものではない。本発明に係るR/D変換器は、レゾルバ100からの信号をデジタル信号(デジタル値)に変換するものであればよい。
〔実施形態1の第1の変形例〕
実施形態1におけるレゾルバ100では、ステータ200に設けられた突極部を巻線磁芯として、巻線部材としてのコイル巻線を設ける例を示したが、本発明はこれに限定されるものではない。ステータの突極部に設けられる巻線部材は、例えば各層にコイル部が形成された多層基板により実現されてもよい。
実施形態1におけるレゾルバ100では、ステータ200に設けられた突極部を巻線磁芯として、巻線部材としてのコイル巻線を設ける例を示したが、本発明はこれに限定されるものではない。ステータの突極部に設けられる巻線部材は、例えば各層にコイル部が形成された多層基板により実現されてもよい。
図14は、実施形態1の第1の変形例におけるレゾルバを構成するステータの構成例の斜視図を表す。図14において、図1又は図10と同一部分には同一符号を付し、適宜説明を省略する。
図15は、実施形態1の第1の変形例におけるレゾルバの構成例の斜視図を表す。図15において、配線の図示を省略している。なお、図15において、図1と同一の部分には同一符号を付し、適宜説明を省略する。
図15は、実施形態1の第1の変形例におけるレゾルバの構成例の斜視図を表す。図15において、配線の図示を省略している。なお、図15において、図1と同一の部分には同一符号を付し、適宜説明を省略する。
実施形態1の第1の変形例では、図14に示すように、図7のステップS14の巻線部材取り付け工程において、ステータ200の突極部210a~210kの各突極部の支持部の外側に巻回される巻線部材として、多層基板410が取り付けられる。多層基板410は、各層に、ステータ200の突極部210a~210kの各突極部の励磁用のコイル部及び検出用のコイル部として機能する渦巻き状の導電層が設けられた絶縁基板を積層させたものである。そして、各層のコイル部が、各層の絶縁基板に設けられたスルーホールを介して電気的に接続されるようになっている。このような多層基板410には、ステータ200に設けられた突極部210a~210kがそれぞれ通る貫通孔が設けられる。各突極部を貫通孔に通すことで、図14に示すように、各突極部の外側に励磁用のコイル部及び検出用のコイル部が巻回されるように設けられる。
その後、図7のステップS16において、図11に示すロータ300を図14のステータ200に取り付けることで、図15に示すような実施形態1の第1の変形例におけるレゾルバ400としてのインナーステータ型・アウターロータ型の角度検出装置を製造できる。
即ち、実施形態1の第1の変形例におけるレゾルバ400が実施形態1におけるレゾルバ100と異なる点は、ステータ200の突極部210a~210kの各突極部の支持部の外側に巻回される巻線部材がコイル巻線ではなく多層基板410である点である。
実施形態1の第1の変形例によれば、実施形態1の効果に加えて、励磁用の巻線部材や検出用の巻線部材を規格通りに精度良く形成できるようになり、励磁用の巻線部材や検出用の巻線部材のコンダクタンスのばらつきを極めて小さくして、検出精度を高めることができるようになる。また、励磁用の巻線数や検出用の巻線数を積層させる基板の数で調整することができ、巻線比を容易に調整することができるようになる。
なお、図12に示す角度検出システム600において、レゾルバ100に代えて実施形態1の第1の変形例におけるレゾルバ400を適用することができる。
〔実施形態1の第2の変形例〕
実施形態1におけるレゾルバ100では、ステータ200に設けられた突極部の先端形状がT字型形状を有しているものとして説明したが、本発明はこれに限定されるものではない。ステータの突極部がいわゆるI字型形状を有していてもよい。
実施形態1におけるレゾルバ100では、ステータ200に設けられた突極部の先端形状がT字型形状を有しているものとして説明したが、本発明はこれに限定されるものではない。ステータの突極部がいわゆるI字型形状を有していてもよい。
図16は、実施形態1の第2の変形例におけるステータの構成例の斜視図を表す。図16において、図9と同一部分には同一符号を付し、適宜説明を省略する。
実施形態1の第2の変形例におけるステータ450は、磁性材料からなる環状の平板に、該平板面に対して起こされた10個の突極部240a、240b、240c、240d、240e、240f、240g、240h、240j、240kを有する。これらの突極部は、環状の平板の内側(内径側)の縁部に形成され、各突極部には、巻線磁芯として、励磁用の巻線部材及び検出用の巻線部材が設けられている。そして、各突極部は、いわゆるI字型形状を有し、突極部の先端部の幅と、該突極部の支持部の幅とがほぼ等しい。
なお、図16においても、ステータ450の内径側に、突極部間に突起が形成されておらず、折り曲げ加工後のステータ450の最小内径が、各突極部における内径となるように形成される。
図17は、実施形態1の第2の変形例におけるレゾルバの構成例の斜視図を表す。図17において、配線の図示を省略している。なお、図17において、図1又は図16と同一の部分には同一符号を付し、適宜説明を省略する。
実施形態1の第2の変形例におけるレゾルバ480は、いわゆるインナーステータ型・アウターロータ型の角度検出装置である。実施形態1の第2の変形例におけるレゾルバ480が実施形態1におけるレゾルバ100と異なる点は、ステータの突極部の先端形状がI字型形状を有している点である。
このような実施形態1の第2の変形例によれば、実施形態1のステータを加工するよりも、加工工程を簡素化でき、実施形態1と同様に、部品点数を削減しながら、低コスト化及び信頼性の向上を図ることができるようになる。また、この第2の変形例によれば、巻線磁芯を通る磁束を増加させることができるので、突極部の数が少ない場合には、検出精度をより一層向上させることができる。
なお、図12に示す角度検出システム600において、レゾルバ100に代えて実施形態1の第2の変形例におけるレゾルバ480を適用することができる。
〔実施形態1の第3の変形例〕
実施形態1の第2の変形例におけるレゾルバ480では、ステータ450に設けられた突極部を巻線磁芯として、巻線部材としてのコイル巻線を設ける例を示したが、本発明はこれに限定されるものではない。ステータの突極部に設けられる巻線部材は、例えば各層にコイル部が形成された多層基板により実現されてもよい。
実施形態1の第2の変形例におけるレゾルバ480では、ステータ450に設けられた突極部を巻線磁芯として、巻線部材としてのコイル巻線を設ける例を示したが、本発明はこれに限定されるものではない。ステータの突極部に設けられる巻線部材は、例えば各層にコイル部が形成された多層基板により実現されてもよい。
図18は、実施形態1の第3の変形例におけるレゾルバを構成するステータの構成例の斜視図を表す。図18において、図14又は図17と同一部分には同一符号を付し、適宜説明を省略する。
図19は、実施形態1の第3の変形例におけるレゾルバの構成例の斜視図を表す。図19において、配線の図示を省略している。なお、図19において、図17と同一の部分には同一符号を付し、適宜説明を省略する。
図19は、実施形態1の第3の変形例におけるレゾルバの構成例の斜視図を表す。図19において、配線の図示を省略している。なお、図19において、図17と同一の部分には同一符号を付し、適宜説明を省略する。
実施形態1の第3の変形例では、図18に示すように、図7のステップS14の巻線部材取り付け工程において、ステータ450の突極部240a~240kの各突極部の支持部の外側に巻回される巻線部材として、多層基板420が取り付けられる。多層基板420は、各層に、ステータ450の突極部240a~240kの各突極部の励磁用のコイル部及び検出用のコイル部として機能する渦巻き状の導電層が設けられた絶縁基板を積層させたものである。そして、各層のコイル部が、各層の絶縁基板に設けられたスルーホールを介して電気的に接続されるようになっている。このような多層基板420には、ステータ450に設けられた突極部240a~240kがそれぞれ通る貫通孔が設けられる。各突極部を貫通孔に通すことで、図18に示すように、各突極部の外側に励磁用のコイル部及び検出用のコイル部が巻回されるように設けられる。
その後、図7のステップS16において、図17に示すロータ300を図18のステータ450に取り付けることで、図19に示すような実施形態1の第3の変形例におけるレゾルバ490としてのインナーステータ型・アウターロータ型の角度検出装置を製造できる。
即ち、実施形態1の第3の変形例におけるレゾルバ490が実施形態1の第2の変形例におけるレゾルバ480と異なる点は、ステータ450の突極部240a~240kの各突極部の支持部の外側に巻回される巻線部材がコイル巻線ではなく多層基板420である点である。
実施形態1の第3の変形例によれば、実施形態1の第2の変形例の効果に加えて、励磁用の巻線部材や検出用の巻線部材を規格通りに精度良く形成できるようになり、励磁用の巻線部材や検出用の巻線部材のコンダクタンスのばらつきを極めて小さくして、検出精度を高めることができるようになる。また、励磁用の巻線数や検出用の巻線数を積層させる基板の数で調整することができ、巻線比を容易に調整することができるようになる。
なお、図12に示す角度検出システム600において、レゾルバ100に代えて実施形態1の第3の変形例におけるレゾルバ490を適用することができる。
〔実施形態2〕
実施形態1又はその変形例におけるレゾルバは、いわゆるインナーステータ型・アウターロータ型の角度検出装置であるものとして説明したが、本発明はこれに限定されるものではなく、本発明に係る角度検出装置としてのレゾルバは、いわゆるアウターステータ型・インナーロータ型であってもよい。
実施形態1又はその変形例におけるレゾルバは、いわゆるインナーステータ型・アウターロータ型の角度検出装置であるものとして説明したが、本発明はこれに限定されるものではなく、本発明に係る角度検出装置としてのレゾルバは、いわゆるアウターステータ型・インナーロータ型であってもよい。
図20は、本発明に係る実施形態2におけるレゾルバの構成例の斜視図を表す。図20において、配線の図示を省略している。なお、図20では、14個の突極部を有し、1相励磁2相出力型のレゾルバを例に説明するが、本発明はこれに限定されるものではない。
実施形態2におけるレゾルバ700は、いわゆるアウターステータ型・インナーロータ型の角度検出装置である。即ち、平面視において環状体(ロータ又はステータ)の内径を構成する縁部(円周部)を内周側(内径側、環状の中心部から近い側)、該環状体の外径を構成する縁部(円周部)を外周側(外径側、環状の中心部から遠い側)とすると、環状のロータの外周側において環状のステータの突極部との間で磁路が形成され、且つステータの突極部の内周側の面がロータの外周側の面と対向し、該ロータの回転角度に応じて、ステータに設けられた検出巻線からの信号が変化する。
実施形態2におけるレゾルバ700は、ステータ(固定子)800と、ロータ(回転子)900とを含む。ステータ800は、磁性材料からなる環(リング)状の平板の外周側(環状の平板の中心部に遠い側)に突出して設けられた後に該平板面に対して起こされた14個の突極部810a、810b、810c、810d、810e、810f、810g、810h、810j、810k、810m、810n、810p、810qを有する。これらの突極部は、環状の平板の外側(外径側)の縁部に形成され、ロータ900と対向する各突極部の内周側の面は平面ではなく環状の平板の中心部を中心とする円弧の一部を形成している。
また、各突極部には、巻線磁芯として、励磁用の巻線部材及び検出用の巻線部材が設けられている。即ち、突極部810aには、巻線磁芯として、励磁用及び検出用の巻線部材820aが設けられ、突極部810bには、巻線磁芯として、励磁用及び検出用の巻線部材820bが設けられ、突極部810cには、巻線磁芯として、励磁用及び検出用の巻線部材820cが設けられ、突極部810dには、巻線磁芯として、励磁用及び検出用の巻線部材820dが設けられ、突極部810eには、巻線磁芯として、励磁用及び検出用の巻線部材820eが設けられる。同様に、突極部810fには、巻線磁芯として、励磁用及び検出用の巻線部材820fが設けられ、突極部810gには、巻線磁芯として、励磁用及び検出用の巻線部材820gが設けられ、突極部810hには、巻線磁芯として、励磁用及び検出用の巻線部材820hが設けられ、突極部810jには、巻線磁芯として、励磁用及び検出用の巻線部材820jが設けられ、突極部810kには、巻線磁芯として、励磁用及び検出用の巻線部材820kが設けられる。更に、突極部810mには、巻線磁芯として、励磁用及び検出用の巻線部材820mが設けられ、突極部810nには、巻線磁芯として、励磁用及び検出用の巻線部材820nが設けられ、突極部810pには、巻線磁芯として、励磁用及び検出用の巻線部材820pが設けられ、突極部810qには、巻線磁芯として、励磁用及び検出用の巻線部材820qが設けられる。
ステータ800が有する突極部810a~810qは、予め平板に形成された後に、折り曲げプレス加工(広義には折り曲げ加工)により、平板面に対して垂直となるように起こされている。
また、ステータ800には、その半径方向よりその円周方向に長い複数の取り付け孔830(実施形態2では、7個)が形成されている。これにより、レゾルバ700は、図示しない固定部材をこれらの取り付け孔830を通して所与の固定板(図示せず)に取り付けられるように構成される。このように取り付け孔830を、ステータ800の円周方向に長くなるように形成することで、ロータ900の回転方向に対しレゾルバ700の固定位置の微調整を容易に行うことができるようになる。
ロータ900は、磁性材料からなり、ステータ800に対して回転自在に設けられている。より具体的には、ロータ900は、ロータ900の回転軸回りの回転によりステータ800の各突極部の内周側の面との間のギャップパーミアンスが変化するようにステータ800に対して回転可能に設けられる。
実施形態2において、突極部810a~810qのそれぞれに設けられる巻線部材820a~820qの巻線の巻き方向は、実施形態1で説明した図2(a)、図2(b)と同様であるため、詳細な説明を省略する。即ち、実施形態2では、図2(a)に示すように、励磁用の巻線部材は、隣接する突極部に設けられる巻線部材の巻線方向が互いに反対方向となるように設けられる。各突極部に設けられる励磁用の巻線部材は、例えばコイル巻線とすることができる。このような励磁用の巻線部材を構成する巻線R1、R2間に、励磁信号が与えられる。
また、実施形態2では、図2(b)に示すように、2相の検出信号を得るために、検出用の巻線部材は2組の巻線部材からなる。2相の検出信号の第1相(例えばSIN相)の検出信号を得るための検出用の巻線部材は、例えば突極部810aから反時計回りに突極部810pまで、1つおきに各突極部に巻回される。一方、2相の検出信号の第2相(例えばCOS相)の検出信号を得るための検出用の巻線部材は、例えば突極部810qから反時計回りに突極部810nまで、1つおきに各突極部に巻回される。第1相の検出信号は、巻線S1、S3間の信号として検出され、第2相の検出信号は、巻線S2、S4間の信号として検出される。各突極部に設けられる検出用の巻線部材は、例えばコイル巻線とすることができる。
なお、実施形態2では、励磁用の巻線部材の巻き方向は、図2(a)に示す方向に限定されるものではない。また、実施形態2では、検出用の巻線部材の巻き方向は、図2(b)に示す方向に限定されるものではない。
このようなステータ800の各突極部には巻線部材が設けられており、ロータ900が回転すると、ロータ900を介して隣接する突極部間で磁気回路が形成される。このとき、実施形態1と同様に、隣接する突極部を通る磁束の向きが反対方向となるように各突極部に巻線部材が設けられている。この結果、ロータ900の回転によって、各突極部との間のギャップパーミアンスの変化に応じて、各突極部に巻回される巻線部材に発生する電流もまた変化し、例えば巻線部材に発生する電流波形を正弦波状にすることができる。
以上のような構成を有するレゾルバ700において、実施形態1と同様に、磁性材料からなるステータ800の材質は、積層電磁鋼板よりも、普通鋼であるSPCC(1枚の鋼板)又は機械構造用炭素鋼であるS45C(1枚の鋼板)であることが望ましい。
更にまた、実施形態2では、実施形態1と同様に、各突極部の先端形状がT字型形状を有し、各突極部の先端部を支持する支持部の周囲に励磁用の巻線部材及び検出用の巻線部材が設けられることが望ましい。
図21は、実施形態2におけるステータ800の上面図を表す。図21において、図20と同一部分には同一符号を付し、適宜説明を省略する。
実施形態2におけるステータ800は、折り曲げプレス加工によって突極部を平板面に対して起こすことで、ステータ800の外径側に突起が存在しない。即ち、折り曲げ加工後のステータ800の最大外径が、各突極部における外径d10である。より具体的には、ステータ800の外径のうち、各突極部における外径d10が、ステータ800の外径のうち隣接する2つの突極部間における外径d11より大きい。このように、ステータ800の外径側の突起が形成されないように突極部を形成することで、突極部を介した磁気回路によって磁気効率が向上し、レゾルバ700の変圧比を増大させることができるようになる。
このように、実施形態2によれば、検出精度を低下させることなく、低コスト化及び信頼性の向上を図ると共に、変圧比を増大させることができるようになる。
次に、上記のような構成を有し、上記した効果を奏することができる実施形態2におけるレゾルバ700は、実施形態1と同様の製造方法により製造することができる。そのため、実施形態2におけるレゾルバ700の製造方法のフロー図の図示を省略する。
図22は、折り曲げプレス加工前の実施形態2におけるステータ800の斜視図を表す。図22において、図20と同一部分には同一符号を付し、適宜説明を省略する。
図23は、折り曲げプレス加工後の実施形態2におけるステータ800の斜視図を表す。図23において、図22と同一部分には同一符号を付し、適宜説明を省略する。
図24は、巻線部材取り付け工程後の実施形態2におけるステータ800の斜視図を表す。図24において、図20又は図22と同一部分には同一符号を付し、適宜説明を省略する。
図25は、実施形態2におけるロータ取り付け工程の説明図を表す。
図23は、折り曲げプレス加工後の実施形態2におけるステータ800の斜視図を表す。図23において、図22と同一部分には同一符号を付し、適宜説明を省略する。
図24は、巻線部材取り付け工程後の実施形態2におけるステータ800の斜視図を表す。図24において、図20又は図22と同一部分には同一符号を付し、適宜説明を省略する。
図25は、実施形態2におけるロータ取り付け工程の説明図を表す。
実施形態2におけるレゾルバ700は、まず、ステータ形状加工工程においてステータ800の形状を加工した(ステップS10)後に、折り曲げプレス加工工程(折り曲げ工程)において、平板状のステータ800の突極部を折り曲げて、複数の突極部が平板面に対して起こされる(ステップS12)。そして、巻線部材取り付け工程として、ステップS12で起こされた突極部810a~810qの各突極部を巻線磁芯として、各突極部の外側に巻線部材が設けられる(ステップS14)。
即ち、ステップS10のステータ形状加工工程では、ステップS12の折り曲げプレス加工を行うために、図22に示すように、プレス加工により、普通鋼であるSPCC又は機械構造用炭素鋼であるS45Cを材質とする環状の磁性材料からなる平板の外径側の縁部に突極部810a~810q及び取り付け孔830が形成されて、ステータ800の形状が形成される。このとき、図5で説明したように、突極部810a~810qの各突極部の先端形状がT字型形状を有するように、ステータ800が形成される。
そして、ステップS12では、図23に示すように、折り曲げプレス加工により、ステップS10において形成された複数の突極部を起こすように加工される。この結果、突極部810a~810qは、ステータ800の平板面に対してほぼ垂直となるように起こされる。これにより、折り曲げ加工後のステータ800の最大外径が、各突極部における外径となるように、ステータ800が形成される。
ステップS14では、図24に示すように、ステップS12において起こされた突極部のそれぞれに、各突極部の先端部を支持する支持部の周囲に励磁用の巻線部材及び検出用の巻線部材が設けられる。励磁用の巻線部材は、図2(a)に示す巻き方向となるように、各突極部に取り付けられ、検出用の巻線部材は、図2(b)に示す巻き方向となるように、各突極部に取り付けられる。
次に、別工程で、図25に示すロータ900がプレス加工により形成される。実施形態2では、ロータ900は、環状の平板であるが、所与の半径の円周線を基準に、該円周線の1周につき、平面視において外径側の外形輪郭線が2周期で変化する形状を有している。そして、ロータ取り付け工程として、図25に示すような形状を有するロータ900が、ステータ800に対して回転自在となるように、平板面に対して起こされた各突極部の内周側の面とロータ900の外周側(外径側)の面とが対向するように設けられる(ステップS16)。より具体的には、ロータ取り付け工程において、ロータ900は、ロータ900の回転軸回りの回転によりロータ900の外側とステータ800の各突極部の内周側の面との間のギャップパーミアンスが変化するようにステータ800に対して回転可能に設けられる。以上のように、図20に示すような実施形態2におけるレゾルバ700が製造される。
以上説明したように、実施形態2によれば、検出精度を低下させることなく、簡素な方法で、部品点数が少ないレゾルバ700を低コストで製造できるようになる。また、実施形態1と同じサイズであっても、突極部の数を大幅に増やすことができるので、より一層検出精度を向上させることができるようになる。
このような実施形態2においても、実施形態1と同様に、レゾルバ700からの2相の検出信号に基づいて、回転角度に対応したデジタルデータを出力することができる。実施形態2におけるレゾルバ700が適用された角度検出システムは、図12と同様であるため、図示及び説明を省略する。
〔実施形態2の第1の変形例〕
実施形態2におけるレゾルバ700では、ステータ800に設けられた突極部の先端形状がT字型形状を有しているものとして説明したが、本発明はこれに限定されるものではない。ステータの突極部がいわゆるI字型形状を有していてもよい。
実施形態2におけるレゾルバ700では、ステータ800に設けられた突極部の先端形状がT字型形状を有しているものとして説明したが、本発明はこれに限定されるものではない。ステータの突極部がいわゆるI字型形状を有していてもよい。
図26は、実施形態2の第1の変形例におけるステータの構成例の斜視図を表す。図26において、図23と同一部分には同一符号を付し、適宜説明を省略する。
実施形態2の第1の変形例におけるステータ850は、磁性材料からなる環状の平板に、該平板面に対して起こされた14個の突極部840a、840b、840c、840d、840e、840f、840g、840h、840j、840k、840m、840n、840p、840qを有する。これらの突極部は、環状の平板の外側(外径側)の縁部に形成され、各突極部には、巻線磁芯として、励磁用の巻線部材及び検出用の巻線部材が設けられている。そして、各突極部は、いわゆるI字型形状を有し、突極部の先端部の幅と、該突極部の支持部の幅とがほぼ等しい。
なお、図26においても、ステータ850の外径側に、突極部間に突起が形成されておらず、折り曲げ加工後のステータ850の最大外径が、各突極部における外径となるように形成される。
図27は、実施形態2の第1の変形例におけるレゾルバの構成例の斜視図を表す。図27において、配線の図示を省略している。なお、図27において、図20又は図26と同一の部分には同一符号を付し、適宜説明を省略する。
実施形態2の第1の変形例におけるレゾルバ880は、いわゆるアウターステータ型・インナーロータ型の角度検出装置である。実施形態2の第1の変形例におけるレゾルバ880が実施形態2におけるレゾルバ700と異なる点は、ステータの突極部の先端形状がI字型形状を有している点である。
このような実施形態2の第1の変形例によれば、実施形態2のステータを加工するよりも、加工工程を簡素化でき、実施形態2と同様に、部品点数を削減しながら、低コスト化及び信頼性の向上を図ることができるようになる。また、この第1の変形例によれば、巻線磁芯を通る磁束を増加させることができるので、突極部の数が少ない場合には、検出精度をより一層向上させることができる。
なお、図12に示す角度検出システム600において、レゾルバ100に代えて実施形態2の第1の変形例におけるレゾルバ880を適用することができる。
以上、本発明に係る角度検出装置を上記の実施形態に基づいて説明したが、本発明はこれに限定されるものではなく、その要旨を逸脱しない範囲において実施することが可能であり、例えば、次のような変形も可能である。
(1)上記の各実施形態又はその変形例では、角度検出装置としてのレゾルバが、1相励磁2相出力型であるものとして説明したが、本発明はこれに限定されるものではない。上記の各実施形態におけるレゾルバが、励磁信号が1相以外の相を有する信号であったり、検出信号が2相以外の相を有する信号であってもよい。
(2)上記の各実施形態又はその変形例では、磁性材料からなるステータの材質が普通鋼や機械構造用炭素鋼鋼材であるものとして説明したが、本発明はこれに限定されるものではない。本発明に係るステータは、折り曲げプレス加工に対する信頼性を有している材質で形成されていればよい。
(3)上記の各実施形態又はその変形例では、環状の平板であるロータの形状が、所与の半径の円周線を基準に、該円周線の1周につき、平面視において内径側又は外径側の外形輪郭線を周期的に変化する形状とすることで、ロータの回転により、ステータの突極部とロータとのギャップパーミアンスが変化するものとして説明したが、本発明はこれに限定されるものではない。例えば、平面視において真円の形状を有するロータの回転により、平面視において、ステータの突極部の内周側又は外周側の面の形状を変化させることで、ステータの突極部とロータとのギャップパーミアンスが変化させるようにしてもよい。
100,400,480,490,700,880…レゾルバ、 200,450,800,850…ステータ、 210a,210b,210c,210d,210e,210f,210g,210h,210j,210k,240a,240b,240c,240d,240e,240f,240g,240h,240j,240k,810a,810b,810c,810d,810e,810f,810g,810h,810j,810k,810m,810n,810p,810q,840a,840b,840c,840d,840e,840f,840g,840h,840j,840k,840m,840n,840p,840q…突極部、 212a…先端部、 214a…支持部、 220a,220b,220c,220d,220e,220f,220g,220h,220j,220k,820a,820b,820c,820d,820e,820f,820g,820h,820j,820k,820m,820n,820p,820q…巻線部材、 230,830…取り付け孔、 300,900…ロータ、 410,420…多層基板、 500…R/D変換器、 502…ループフィルタ、 504…バイポーラVCO、 506…アップダウンカウンタ、 508…ROM、 510…出力処理回路、 512…信号発生回路、 600…角度検出システム、 ADD1…加算器、 DAC1,DAC2…デジタルアナログ変換器、 DIF1,DIF2…差動増幅器、 MUL1,MUL2,MUL3…乗算器
Claims (13)
- 磁性材料からなる環状の平板の内周側に形成され折り曲げ加工により起こされた複数の突極部を有し、各突極部を巻線磁芯として励磁用の巻線部材及び検出用の巻線部材が設けられたステータと、
磁性材料からなり、回転軸回りの回転により前記各突極部の外周側の面との間のギャップパーミアンスが変化するように前記ステータに対して回転可能に設けられたロータとを含むことを特徴とする角度検出装置。 - 請求項1において、
前記折り曲げ加工後の前記ステータの最小内径が、前記各突極部における内径であることを特徴とする角度検出装置。 - 磁性材料からなる環状の平板の外周側に形成され折り曲げ加工により起こされた複数の突極部を有し、各突極部を巻線磁芯として励磁用の巻線部材及び検出用の巻線部材が設けられたステータと、
磁性材料からなり、回転軸回りの回転により前記各突極部の内周側の面との間のギャップパーミアンスが変化するように前記ステータに対して回転可能に設けられたロータとを含むことを特徴とする角度検出装置。 - 請求項3において、
前記折り曲げ加工後の前記ステータの最大外径が、前記各突極部における外径であることを特徴とする角度検出装置。 - 請求項1乃至4のいずれかにおいて、
各突極部の先端形状がT字型形状を有し、各突極部の先端部を支持する支持部の周囲に前記励磁用の巻線部材及び前記検出用の巻線部材が設けられることを特徴とする角度検出装置。 - 請求項1乃至5のいずれかにおいて、
前記ステータの材質は、普通鋼であるSPCC又は機械構造用炭素鋼であるS45Cであることを特徴とする角度検出装置。 - 請求項1乃至6のいずれかにおいて、
前記ステータに対する前記ロータの回転角に応じた前記巻線部材からの出力信号に対応したデジタル信号を出力する変換器を含むことを特徴とする角度検出装置。 - 磁性材料からなる環状の平板の内周側に形成されたステータの複数の突極部を平板面に対して起こすように折り曲げ加工する折り曲げ工程と、
前記複数の突極部の各突極部を巻線磁芯として、各突極部に励磁用の巻線部材及び検出用の巻線部材を巻装する巻線部材取り付け工程と、
磁性材料からなり回転軸回りの回転により前記各突極部の外周側の面との間のギャップパーミアンスが変化するように前記ステータに対して回転可能なロータを取り付けるロータ取り付け工程とを含むことを特徴とする角度検出装置の製造方法。 - 請求項8において、
前記折り曲げ工程は、
前記折り曲げ加工後の前記ステータの最小内径が、前記各突極部における内径となるように折り曲げ加工することを特徴とする角度検出装置の製造方法。 - 磁性材料からなる環状の平板の外周側に形成されたステータの複数の突極部を平板面に対して起こすように折り曲げ加工する折り曲げ工程と、
前記複数の突極部の各突極部を巻線磁芯として、各突極部に励磁用の巻線部材及び検出用の巻線部材を巻装する巻線部材取り付け工程と、
磁性材料からなり回転軸回りの回転により前記各突極部の内周側の面との間のギャップパーミアンスが変化するように前記ステータに対して回転可能なロータを取り付けるロータ取り付け工程とを含むことを特徴とする角度検出装置の製造方法。 - 請求項10において、
前記折り曲げ工程は、
前記折り曲げ加工後の前記ステータの最大外径が、前記各突極部における外径となるように折り曲げ加工することを特徴とする角度検出装置の製造方法。 - 請求項8乃至11のいずれかにおいて、
前記ステータの各突極部の先端形状がT字型形状を有し、各突極部の先端部を支持する支持部の周囲に前記励磁用の巻線部材及び前記検出用の巻線部材が設けられることを特徴とする角度検出装置の製造方法。 - 請求項8乃至12のいずれかにおいて、
前記ステータの材質は、普通鋼であるSPCC又は機械構造用炭素鋼であるS45Cであることを特徴とする角度検出装置の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/000,661 US8674687B2 (en) | 2008-06-24 | 2009-06-09 | Angle detection device and method of manufacturing the same |
| JP2010517858A JP5002834B2 (ja) | 2008-06-24 | 2009-06-09 | 角度検出装置及びその製造方法 |
| EP20090770017 EP2293022A4 (en) | 2008-06-24 | 2009-06-09 | ANGLE DETECTOR AND MANUFACTURING METHOD THEREFOR |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008164968 | 2008-06-24 | ||
| JP2008-164968 | 2008-06-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009157307A1 true WO2009157307A1 (ja) | 2009-12-30 |
Family
ID=41444376
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/060564 Ceased WO2009157307A1 (ja) | 2008-06-24 | 2009-06-09 | 角度検出装置及びその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8674687B2 (ja) |
| EP (1) | EP2293022A4 (ja) |
| JP (1) | JP5002834B2 (ja) |
| WO (1) | WO2009157307A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024224658A1 (ja) * | 2023-04-28 | 2024-10-31 | ミネベアミツミ株式会社 | 角度センサ及び回転機器 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009061032A1 (de) * | 2009-05-15 | 2010-11-18 | Tyco Electronics Belgium Ec Bvba | Magnetoelektronischer Winkelsensor, insbesondere Reluktanzresolver |
| JP2014150703A (ja) * | 2013-02-04 | 2014-08-21 | Tamagawa Seiki Co Ltd | レゾルバステータ構造 |
| FR3003027A1 (fr) | 2013-03-05 | 2014-09-12 | Precilec | Capteur angulaire inductif |
| US10823786B2 (en) | 2017-07-28 | 2020-11-03 | Northstar Battery Company, Llc | Battery with internal monitoring system |
| JP6556218B2 (ja) * | 2017-12-22 | 2019-08-07 | 本田技研工業株式会社 | レゾルバロータ及びこれを備えた回転電機 |
| WO2021195118A1 (en) | 2020-03-23 | 2021-09-30 | Moog Inc. | Variable reluctance resolver using surface mounted inductors and/or transformers |
| CN212785100U (zh) * | 2020-09-08 | 2021-03-23 | 苏州元联科技创业园管理有限公司 | 一种铁芯片的折弯工装 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0833299A (ja) * | 1994-07-11 | 1996-02-02 | Fujitsu Ltd | モータ及びこれを有するディスク装置 |
| JPH0951640A (ja) * | 1995-08-04 | 1997-02-18 | Seiko Epson Corp | モータのヨーク構造 |
| JP2000292119A (ja) | 1999-04-01 | 2000-10-20 | Tamagawa Seiki Co Ltd | 角度検出装置 |
| JP2000292120A (ja) | 1999-04-01 | 2000-10-20 | Tamagawa Seiki Co Ltd | 角度検出装置 |
| JP2001352734A (ja) * | 2000-06-09 | 2001-12-21 | Tamagawa Seiki Co Ltd | 角度検出装置 |
| JP2004205345A (ja) * | 2002-12-25 | 2004-07-22 | Tamagawa Seiki Co Ltd | レゾルバの補正方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3059131A (en) * | 1961-05-10 | 1962-10-16 | Cons Electronies Ind Corp | Synchronous motors |
| JP2698013B2 (ja) * | 1993-01-19 | 1998-01-19 | 彰 石崎 | 位置検出装置 |
| US6137204A (en) * | 1998-05-22 | 2000-10-24 | Nsk Ltd. | VR-type resolver |
| JP4602749B2 (ja) * | 2004-12-10 | 2010-12-22 | ミネベア株式会社 | 扁平型レゾルバ |
| JP4236056B2 (ja) * | 2006-02-08 | 2009-03-11 | 三菱電機株式会社 | 磁石発電機 |
| US8669760B2 (en) * | 2008-05-15 | 2014-03-11 | Tamagawa Seiki Co., Ltd. | Angle detection system and method of manufacturing the same |
-
2009
- 2009-06-09 EP EP20090770017 patent/EP2293022A4/en not_active Withdrawn
- 2009-06-09 US US13/000,661 patent/US8674687B2/en not_active Expired - Fee Related
- 2009-06-09 WO PCT/JP2009/060564 patent/WO2009157307A1/ja not_active Ceased
- 2009-06-09 JP JP2010517858A patent/JP5002834B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0833299A (ja) * | 1994-07-11 | 1996-02-02 | Fujitsu Ltd | モータ及びこれを有するディスク装置 |
| JPH0951640A (ja) * | 1995-08-04 | 1997-02-18 | Seiko Epson Corp | モータのヨーク構造 |
| JP2000292119A (ja) | 1999-04-01 | 2000-10-20 | Tamagawa Seiki Co Ltd | 角度検出装置 |
| JP2000292120A (ja) | 1999-04-01 | 2000-10-20 | Tamagawa Seiki Co Ltd | 角度検出装置 |
| JP2001352734A (ja) * | 2000-06-09 | 2001-12-21 | Tamagawa Seiki Co Ltd | 角度検出装置 |
| JP2004205345A (ja) * | 2002-12-25 | 2004-07-22 | Tamagawa Seiki Co Ltd | レゾルバの補正方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2293022A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024224658A1 (ja) * | 2023-04-28 | 2024-10-31 | ミネベアミツミ株式会社 | 角度センサ及び回転機器 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20110133965A1 (en) | 2011-06-09 |
| EP2293022A4 (en) | 2014-01-15 |
| US8674687B2 (en) | 2014-03-18 |
| JPWO2009157307A1 (ja) | 2011-12-08 |
| JP5002834B2 (ja) | 2012-08-15 |
| EP2293022A1 (en) | 2011-03-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5083782B2 (ja) | 角度検出装置及びその製造方法 | |
| JP5002834B2 (ja) | 角度検出装置及びその製造方法 | |
| JP5182752B2 (ja) | 角度検出装置及びその製造方法 | |
| US20120274185A1 (en) | Motor rotor and motor | |
| JPWO2014200105A1 (ja) | 誘導型位置検出装置 | |
| EP2853861B1 (en) | Position detection device | |
| US10655987B2 (en) | Resolver | |
| JP5098087B2 (ja) | 回転角度検出装置 | |
| JP7270903B2 (ja) | 平板型エンコーダ | |
| JP6867386B2 (ja) | レゾルバ | |
| JP2012018086A (ja) | 回転位置センサ | |
| JP2009270914A (ja) | レゾルバ及び角度検出装置 | |
| JP3429464B2 (ja) | バリアブルリラクタンス型角度検出器 | |
| CN115276361B (zh) | 一种磁阻式旋转变压器的绕线方法 | |
| EP4256276B1 (en) | A variable reluctance position sensor | |
| JP7527603B2 (ja) | 角度検出器 | |
| JP4701347B2 (ja) | 回転検出器およびスロット面被覆構造 | |
| JP2011220851A (ja) | 回転角センサ | |
| JPH0716104U (ja) | 磁気レゾルバ | |
| JP2006138738A (ja) | 磁気式エンコーダ装置 | |
| KR20170056485A (ko) | 레졸버 | |
| JP2015094720A (ja) | 位置検出装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09770017 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010517858 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009770017 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13000661 Country of ref document: US |