WO2009157445A1 - 鉄合金物品、鉄合金部材およびその製造方法 - Google Patents
鉄合金物品、鉄合金部材およびその製造方法 Download PDFInfo
- Publication number
- WO2009157445A1 WO2009157445A1 PCT/JP2009/061407 JP2009061407W WO2009157445A1 WO 2009157445 A1 WO2009157445 A1 WO 2009157445A1 JP 2009061407 W JP2009061407 W JP 2009061407W WO 2009157445 A1 WO2009157445 A1 WO 2009157445A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- phosphate
- iron alloy
- metal
- iron
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/82—After-treatment
- C23C22/83—Chemical after-treatment
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/002—Priming paints
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/07—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing phosphates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/02—Preparation of the material, in the area to be joined, prior to joining or welding
- B29C66/026—Chemical pre-treatments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/74—Joining plastics material to non-plastics material
- B29C66/742—Joining plastics material to non-plastics material to metals or their alloys
- B29C66/7428—Transition metals or their alloys
- B29C66/74283—Iron or alloys of iron, e.g. steel
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2222/00—Aspects relating to chemical surface treatment of metallic material by reaction of the surface with a reactive medium
- C23C2222/20—Use of solutions containing silanes
Definitions
- the present invention relates to an iron alloy article including iron and steel (including stainless steel) in which a resin is bonded to at least a part of the surface, and iron subjected to a surface treatment to cover at least a part of the surface with the resin. More particularly, the present invention relates to an iron alloy article and an iron alloy member that are excellent in adhesion between a resin and an iron alloy substrate, and a method for producing the same.
- Iron and iron alloys (the iron alloy in this specification is a concept including steel naturally, and steel includes stainless steel) have high strength and rigidity and are widely used as industrial materials. Further, an iron alloy article in which a resin is bonded to at least a part of the surface of the iron alloy substrate cannot be obtained by the resin molded product alone with the iron alloy substrate, and has a high rigidity and cannot be formed by the iron alloy alone with the resin. It is possible to obtain shape and aesthetics, and it is used in many fields including the aforementioned applications.
- an acidic surface treatment agent is brought into contact with the surface of the metal material and coated on the surface of the metal material as a method that does not require notches or perforations and can apply a bonding force over the entire bonding surface between the resin and the substrate.
- a resin composition containing a silane coupling agent is applied and dried, and then a rubber / metal aqueous adhesive primer and rubber / metal
- Patent Document 1 has been proposed in which a water-based adhesive is applied and dried to vulcanize and bond a rubber material.
- the surface of the iron alloy material of the lead frame material is a roughened surface having fine irregularities by dull roll rolling or etching, and the arithmetic average roughness thereof is A method of forming a sealing material of thermosetting resin such as epoxy resin on the surface area having a surface area substitution value of 0.05 to 1.08 and a surface area substitution value of 1.005 to 1.08, and connector metal
- thermosetting resin such as epoxy resin
- the surface of the metal parts is pretreated with triazine thiols, or the oxidizing power is adjusted so that the surface roughness Ra becomes 1 to 10 ⁇ m.
- Patent Document 3 Multi-functional after micro-etching with an etching solution such as strong permanganic acid aqueous solution or forming an oxide film on the surface with an oxidizing agent
- Patent Document 3 a method in which a nylon resin containing a functional monomer is molded and integrated, and the nylon resin is crosslinked by radiation and subjected to heat treatment at 100 ° C. or higher.
- JP 2001-260235 A Japanese Patent Publication No. 10-270629 JP 2001-047462 A
- the above method has a problem that the process is too complicated and the applicable resin is limited to rubber, thermosetting resin and nylon resin.
- an object of the present invention is to provide an iron alloy article having an excellent bonding force between a resin and an iron alloy using an alkoxysilane-containing triazine thiol and a method for producing the same.
- Another object of the present invention is to provide an iron alloy member for bonding a resin to the surface and to provide a manufacturing method thereof.
- the present invention relates to an iron alloy article comprising a base made of iron or an iron alloy and a resin bonded to at least a part of the surface of the base via a dehydrated silanol-containing triazine thiol derivative coating, the dehydrated silanol-containing triazine Including a metal compound containing at least one selected from the group consisting of hydroxide, carboxylate, phosphate, sulfate, thiosulfate, chloride and perchloride between the thiol derivative coating and It is a featured iron alloy article.
- the present invention is also a method for producing an iron alloy article, in which a resin is bonded to at least a part of an iron alloy substrate made of iron or an iron alloy using an alkoxysilane-containing triazine thiol derivative, the surface of the iron alloy substrate At least part of at least one selected from the group consisting of carboxylic acid, carboxylate, phosphoric acid, phosphate, sulfuric acid, sulfate, thiosulfate, hydrochloric acid, chloride, perchloric acid and perchlorate
- the present invention further includes a base made of iron or an iron alloy, and an iron alloy member in which at least a part of the surface of the base is coated with a dehydrated silanol-containing triazine thiol derivative or a silanol-containing triazine thiol derivative, the base and the base Between the dehydrated silanol-containing triazine thiol derivative coating or the silanol-containing triazine thiol derivative coating, from the group consisting of hydroxide, carboxylate, phosphate, sulfate, thiosulfate, chloride and perchlorate An iron alloy member comprising a metal compound film containing at least one selected.
- the present invention is also a method for producing an iron alloy member in which an alkoxysilane-containing triazine thiol derivative is brought into contact with at least a portion of an iron alloy substrate made of iron or an iron alloy, wherein at least a portion of the surface of the iron alloy substrate. And a solution containing at least one selected from the group consisting of carboxylic acid, carboxylate, phosphoric acid, phosphate, sulfuric acid, sulfate, thiosulfate, hydrochloric acid, chloride, perchloric acid and perchloride And a step of forming a metal compound film, and a step of bringing the metal compound film into contact with an alkoxysilane-containing triazine thiol derivative.
- a metal compound film is introduced on the surface of an iron alloy substrate, and a reactive functional group is introduced on the surface of the metal compound film using an alkoxysilane-containing triazine thiol derivative (for example, an alkoxysilane-containing triazine thiol metal salt).
- an alkoxysilane-containing triazine thiol derivative for example, an alkoxysilane-containing triazine thiol metal salt.
- the inventors of the present invention have examined the reason why a sufficiently high bonding force cannot be obtained even when using an alkoxysilane-containing triazine thiol derivative when bonding an iron alloy substrate and a resin. It was found that there is a high possibility that it is caused by the oxide film on the surface.
- the alkoxysilane part chemically bonds with the metal, and a reactive functional group composed of the triazine thiol derivative part is introduced onto the metal surface.
- This functional group (triazine thiol derivative part) is chemically bonded to the resin, so that the dehydrating silanol-containing triazine thiol derivative (the result of the above-mentioned alkoxysilane part being chemically bonded to the metal is the result of the alkoxysilane-containing triazine thiol).
- the product can be chemically bonded via a product generated from the derivative, thereby making it possible to obtain a strong bonding force.
- the bond between the alkoxysilane group of the alkoxysilane-containing triazine thiol derivative and the metal is prepared by preparing a solution of the alkoxysilane-containing triazine thiol derivative, and immersing the metal in this solution to form a hydroxyl group (OH group) on the metal surface.
- This is performed by reacting an alkoxysilane group.
- a method of removing an oxide film on a metal surface by plasma treatment and introducing a hydroxyl group (OH group) on the metal surface is generally used.
- the present inventors surface-treat the iron alloy substrate to react with and bond to the alkoxysilane group on the metal surface, hydroxide, carboxylate, phosphate, sulfate, thiosulfate,
- the present application in which after forming a metal compound film containing at least one of chloride and perchloride, the iron alloy substrate and the resin disposed on the surface thereof are strongly bonded using alkoxysilane-containing triazine thiol. It came to the invention of description. Details of the present invention will be described below.
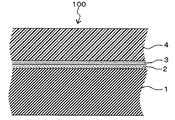
- FIG. 1 is a cross-sectional view schematically showing a part of an iron alloy article according to the present invention, the whole of which is represented by 100.
- An iron alloy substrate 1 made of iron or an iron alloy and a resin layer 4 are bonded via a metal compound film 2 and a dehydrated silanol-containing triazine thiol derivative coating 3 which will be described in detail later.
- FIG. 2 shows a cross section of a conventional iron alloy article 200 in which the iron alloy substrate 1 and the resin layer 4 are joined using the dehydrated silanol-containing triazine thiol derivative 3.
- the conventional iron alloy article 200 does not have the metal compound film 2.
- the metal compound film 2 that is a feature of the iron alloy article 100 according to the present invention is at least selected from the group consisting of hydroxide, carboxylate, phosphate, sulfate, thiosulfate, chloride, and perchloride.
- One. A method of manufacturing the iron alloy article 100 of the present invention in which the iron alloy substrate 1 and the resin 4 are strongly bonded by using the metal compound film 2 will be described in detail below.
- Pretreatment It is preferable to perform a degreasing treatment as a pretreatment before performing a treatment (metal compound treatment) for forming a metal compound film, which will be described in detail later.
- the degreasing treatment may be a method usually used for degreasing the iron alloy base molded product, for example, degreasing using a strong alkali such as sodium hydroxide.
- Preferred degreasing conditions are, for example, degreasing in sodium hydroxide at a concentration of 10 to 100 g / L and a temperature of 50 ° C. to 90 ° C. More preferable conditions are that after preliminary degreasing in sodium hydroxide at a concentration of 10 to 100 g / L (most preferably 10 to 20 g / L) and at a temperature of 50 ° C. to 90 ° C., a concentration of 10 to 100 g / L ( Most preferably, the degreasing is performed in sodium hydroxide at a temperature of 50 to 90 ° C.
- sodium salts such as sodium carbonate, sodium bicarbonate, borax, silicates such as sodium orthosilicate, sodium silicate, primary sodium phosphate, secondary sodium phosphate, tertiary sodium phosphate
- Degreasing may be performed using various phosphates such as sodium phosphate, sodium pyrophosphate, and sodium hexametaphosphate.
- the iron alloy substrate 1 is made of iron or an iron alloy, and any iron alloy used in the industry can be used as the iron alloy.
- iron alloys are carbon steel, alloy steel, nickel chromium steel (nickel chromium stainless steel), nickel chromium molybdenum steel, chromium steel, chromium molybdenum steel, manganese steel.
- the shape may be any shape including a plate shape such as a rolled plate, a tubular shape such as a pipe, and a cylindrical shape such as a wire.
- metal compound treatment After the degreasing treatment (pretreatment), the surface of the iron alloy substrate 1 is subjected to the following metal compound treatment (also referred to as “compound treatment”) to produce hydroxide, carboxylate, phosphate, sulfate. Then, a metal compound film 2 (also referred to as “compound film”) containing at least one of thiosulfate, chloride, and perchloride is formed.
- the metal compound treatment is carried out using at least one of the following acids or compounds.
- the “metal” in the “metal compound coating” shown in this specification refers to the metal contained in the iron alloy substrate 1 and the metal contained in the solution (metal compound treatment liquid) used in the metal compound treatment shown in detail below. Means at least one of
- the metal compound treatment may be performed using an aqueous solution of an alkali metal salt such as a sodium salt or potassium salt of a carboxylic acid such as lauric acid, palmitic acid or stearic acid.
- an alkali metal salt such as a sodium salt or potassium salt of a carboxylic acid such as lauric acid, palmitic acid or stearic acid.
- a metal compound film 2 mainly composed of alkali metal salts of these carboxylic acids and hydroxides is formed on the surface of the iron alloy substrate 1.
- the metal compound film 2 may contain the iron salt and / or metal salt of the carboxylic acid.
- the metal compound treatment may be performed using an aqueous solution of a metal salt of formic acid, acetic acid, oxalic acid, or succinic acid.
- a metal compound film 2 mainly composed of a metal salt of these carboxylic acids and / or a hydroxide is formed on the surface of the iron alloy substrate 1.
- the metal compound film 2 may contain the iron salt of the carboxylic acid.
- the aqueous solution preferably has a concentration of 0.5 to 100 g / L and a temperature of 30 to 70 ° C.
- the metal compound treatment is performed using a salt solution.
- the phosphoric acid referred to in this specification is phosphoric acid in a broad sense including orthophosphoric acid, metaphosphoric acid, pyrophosphoric acid, triphosphoric acid, tetraphosphoric acid, and the like, and phosphate refers to orthophosphoric acid, metaphosphoric acid, pyrolinic acid. It is a concept including a compound of phosphoric acid in a broad sense such as acid, triphosphoric acid, and tetraphosphoric acid.
- the metal compound film 2 mainly composed of iron phosphate and / or metal phosphate and / or hydroxide is formed on the surface of the iron alloy substrate 1.
- the surface of the iron alloy substrate 1 is subjected to a metal compound treatment using an aqueous solution of a phosphate (metal salt of phosphoric acid) such as sodium calcium phosphate and zirconium phosphate. It is possible to form a metal compound film 2 containing an object as a main component.
- a phosphate metal salt of phosphoric acid
- metal salt film 2 of phosphate and / or hydroxide may contain iron phosphate and / or metal phosphate.
- a plurality of phosphates other than iron phosphate and metal phosphate may be included by performing a metal compound treatment in a solution in which different types of metal phosphates are mixed.
- the aqueous solution when the metal compound treatment is performed using an aqueous solution of zirconium phosphate, the aqueous solution preferably has a concentration of 1 to 100 g / L and a temperature of 20 to 90 ° C.
- the aqueous solution preferably has a concentration of 5 to 30 g / L and a temperature of 20 to 90 ° C. Is more preferably 25 ° C. to 75 ° C.
- Sulfuric acid, sulfate salt Metal compound treatment is performed using sulfuric acid or an aqueous metal salt solution of sulfuric acid such as sodium sulfate, manganese sulfate, calcium sulfate, titanyl sulfate, zirconium sulfate, potassium sulfate, sodium sulfate.
- sulfuric acid a metal compound film 2 mainly composed of iron sulfate, metal sulfate or hydroxide, or a mixture thereof is formed on the surface of the iron alloy substrate 1.
- aqueous metal salt solution of sulfuric acid such as sodium sulfate, manganese sulfate, calcium sulfate, titanyl sulfate, zirconium sulfate, potassium sulfate, sodium sulfate
- a metal compound mainly composed of these metal salts and / or hydroxides A film 2 is formed.
- the obtained metal compound film 2 may contain iron sulfate and / or a metal sulfate.
- the aqueous solution preferably has a concentration of 0.5 to 30 g / L and a temperature of 30 to 60 ° C.
- the metal compound treatment is performed using an aqueous solution of thiosulfate such as sodium thiosulfate and calcium thiosulfate.
- a metal compound film 2 mainly composed of these thiosulfates and / or hydroxides is formed on the surface of the iron substrate 1.
- the obtained metal compound film 2 may contain iron thiosulfate and / or metal thiosulfate.
- the aqueous solution preferably has a concentration of 20 to 50 g / L and a temperature of 40 to 60 ° C.
- Hydrochloric acid, chloride Metal compound treatment is performed using hydrochloric acid or an aqueous metal salt solution of hydrochloric acid such as sodium chloride, potassium chloride, calcium chloride, magnesium chloride, iron chloride, and aluminum chloride.
- hydrochloric acid a metal compound film 2 mainly composed of iron chloride, metal chloride or hydroxide, or a mixture thereof is formed on the surface of the iron alloy substrate 1.
- an aqueous metal salt solution such as sodium chloride, potassium chloride, calcium chloride, magnesium chloride, iron chloride, or aluminum chloride is used, a metal compound film 2 mainly composed of these metal salts and / or hydroxides is formed.
- the obtained metal compound film 2 may contain iron chloride and / or metal chloride.
- the aqueous solution preferably has a concentration of 5 to 100 g / L and a temperature of 50 to 90 ° C.
- the metal compound treatment is performed using an aqueous metal salt solution of perchloric acid.
- a metal compound film 2 mainly composed of iron chloride, metal chloride or hydroxide, or a mixture thereof is formed on the surface of the iron alloy substrate 1.
- the aqueous metal salt solution of perchloric acid such as sodium perchlorate, potassium perchlorate, calcium perchlorate, ammonium perchlorate, iron perchlorate, copper perchlorate, nickel perchlorate, A metal compound film 2 mainly composed of these metal salts and / or hydroxides is formed.
- the obtained metal compound film 2 may contain iron chloride and / or metal chloride.
- the aqueous solution preferably has a concentration of 1 to 50 g / L and a temperature of 30 to 60 ° C.
- a method using a sulfuric acid compound (or sulfuric acid) or a thiosulfuric acid compound is preferable, and a method using a sulfuric acid compound (or sulfuric acid) is more preferable.
- permeates the metal compound film 2 reacts with the metal compound film 2, and the alkoxysilane of a triazine thiol derivative hydrolyzes and produces
- the phosphoric acid group and / or hydroxyl group of the compound undergoes a dehydration reaction by heat treatment and is chemically bonded. In this way, a stronger bond can be obtained between the resulting dehydrated silanol-containing triazine thiol derivative coating 3 and the metal compound film 2.
- the relatively thick metal compound film 2 disperses and absorbs stress generated between the resin 4 and the metal compound film 2, and the resin 4 is peeled off and the metal compound film. 2 has the effect of preventing the occurrence of cracks.
- the concentration and temperature of phosphoric acid or phosphate are preferably 5 to 50 g / L as described above, and the temperature of the solution is preferably 30 to 60 ° C. Within this range, it is possible to obtain a dense metal compound film 2 in a relatively short time.
- the metal compound treatment using the above solution not only immerses the whole or part of the iron alloy substrate 1 in the solution (metal compound treatment solution) but also all or part of the surface of the iron alloy substrate 2. Coating the solution by spraying, coating, etc., or contacting with the solution.
- the metal compound film 2 is not necessarily formed on the entire surface of the iron alloy substrate 2, and may be formed only on necessary portions as appropriate.
- the above metal compound treatments can be combined. That is, you may perform a metal compound process using the solution which mixed the solution (metal compound process liquid) used for the several metal compound process mentioned above. Moreover, after performing a metal compound process using one kind of the solution (metal compound process liquid) used for the metal compound process mentioned above, a metal compound process is further performed using another kind of metal compound process liquid. Also good.
- the metal compound coating 2 obtained by the above-described metal compound treatment is often roughened. That is, the surface roughness of the metal compound coating 2 is often rougher than the surface roughness of the iron alloy substrate 1 before the metal compound treatment.
- the arithmetic average roughness Ra is obtained by performing the above-described metal compound treatment on the surface of the iron alloy substrate 1 having an arithmetic average roughness Ra of 0.09 ⁇ m or less as defined in Japanese Industrial Standard (JIS B0601: 2001).
- a metal compound film 2 having a thickness of 0.10 ⁇ m or more can be formed.
- the surface roughening of the metal compound coating 2 can increase the contact area between the dehydrated silanol-containing triazine thiol derivative coating 3 formed on the metal compound coating 2 and the metal compound coating 2, and thus contributes to an improvement in bonding strength. .
- the alkoxysilane-containing triazine thiol derivative used may be a known one such as an alkoxysilane-containing triazine thiol metal salt. That is, it is represented by the general formula shown in the following (Formula 1) or (Formula 2).
- R 1 in the formula is, for example, any one of H—, CH 3 —, C 2 H 5 —, CH 2 ⁇ CHCH 2 —, C 4 H 9 —, C 6 H 5 —, C 6 H 13 —.
- R 2 is, for example, —CH 2 CH 2 —, —CH 2 CH 2 CH 2 —, —CH 2 CH 2 CH 2 CH 2 CH 2 —, —CH 2 CH 2 SCH 2 CH 2 —, —CH 2 CH 2 NHCH 2 CH 2 CH 2 —.
- R 3 is, for example, — (CH 2 CH 2 ) 2 CHOCONHCH 2 CH 2 CH 2 — or — (CH 2 CH 2 ) 2 N—CH 2 CH 2 CH 2 —, where N and R 3 is a ring structure.
- X in the formula is, CH 3 -, C 2 H 5 -, n-C 3 H 7 -, i-C 3 H 7 -, n-C 4 H 9 -, i-C 4 H 9 -, t- One of C 4 H 9 —.
- Y represents CH 3 O-, C 2 H 5 O-, nC 3 H 7 O-, i-C 3 H 7 O-, n-C 4 H 9 O-, i-C 4 H 9 O-, Alkoxy groups such as tC 4 H 9 O—.
- N in a formula is either 1, 2, or 3 numbers.
- M is an alkali metal, preferably Li, Na, K or Ce.
- an alkoxysilane-containing triazine thiol derivative is prepared.
- the solvent to be used may be any solvent that dissolves the alkoxysilane-containing triazine dithiol derivative, and water and alcohol solvents correspond to this.
- water, methanol, ethanol, propanol, carbitol, ethylene glycol, polyethylene glycol, and a mixed solvent thereof can be used.
- a preferred concentration of the alkoxysilane-containing triazine dithiol derivative is 0.001 g to 20 g / L, and a more preferred concentration is 0.01 g to 10 g / L.
- the iron alloy substrate 1 provided with the metal compound film 2 is immersed.
- the preferred temperature range and more preferred temperature range of the solution are 0 ° C. to 100 ° C. and 20 ° C. to 80 ° C., respectively.
- the immersion time is preferably 1 minute to 200 minutes, more preferably 3 minutes to 120 minutes.
- the alkoxysilane portion of the alkoxysilane-containing triazine thiol derivative becomes silanol, and by the heat treatment, the hydroxide, carboxylate, phosphate, sulfate, thiosulfate, chloride contained in the metal compound film 2 described above. Since it is dehydrated with at least one of the product and perchloride, the alkoxysilane-containing triazine thiol derivative after immersion becomes a silanol-containing triazine thiol derivative, which forms a hydrogen-bonded loose bond with the metal compound film 2 to form a chemical bond. A binding force can be obtained.
- this iron alloy member is heated to 100 ° C. to 450 ° C. for the purpose of drying and dehydration reaction promoting heat treatment.
- This heating causes a dehydration bond reaction to occur in the silanol portion of the silanol-containing triazine thiol derivative. Therefore, the silanol-containing triazine thiol derivative is changed into a dehydrated silanol-containing triazine thiol derivative and chemically bonded to the metal compound film 2. To do.
- the dehydrated silanol-containing triazine thiol derivative formed on the metal compound film 2 is appropriately used as a bonding aid as necessary.
- N, N'-m-phenylene dimaleimide which is a dimaleimide, N, N'-hexameethylene dimaleimide, a compound having binding properties by radical reaction, such as dicurmyl peroxide, benzoyl peroxide, etc.
- Immerse in a solution containing peroxide or other radical initiator After immersion, the iron alloy member is dried and heat-treated at 30 ° C. to 270 ° C. for 1 minute to 600 minutes.
- the dehydrated silanol-containing triazine thiol derivative has the metal ion of the triazine thiol metal salt (triazine thiol derivative) portion removed, and the sulfur becomes a mercapto group, and this mercapto group becomes N, N′-m-phenylenedimaleimide. It reacts with one of the two double bonds of maleic acid to form a dehydrated silanol-containing triazine thiol derivative bonded with N, N′-m-phenylene dimaleimide.
- the radical initiator has a function of generating a radical by decomposition by heat such as heating performed when molding a resin, opening the other bond of the two double bonds by the maleic acid, and reacting and bonding with the resin.
- a solution in which a radical initiator such as a peroxide or a redox catalyst is dissolved in an organic solvent such as benzene or ethanol is attached to the surface of the iron alloy member by spraying by dipping or spraying. Air dry.
- the radical initiator generates radicals by thermal decomposition such as heating performed when molding the resin, opens the other bond of the two double bonds by the maleic acid, or forms a metal salt part of the triazine thiol derivative. It works to react and bond with the resin.
- An iron alloy member having the metal compound film 2 and the dehydrated silanol-containing triazine thiol derivative layer 3 on the surface of the iron metal substrate 1 and the resin 4 are bonded (composite integrated) to obtain an iron article 100.
- the resin 4 is disposed so as to be in contact with the dehydrated silanol-containing triazine thiol derivative layer 3 in a heated state.
- the resin 4 and the triazine thiol derivative part of the dehydrated silanol-containing triazine thiol derivative 3 react with the radical of the radical initiator as a chemical, Create a bond.
- the resin may be disposed only on a part of the dehydrated silanol-containing triazine thiol derivative coating 3.
- an iron alloy member including the metal substrate 1, the metal compound film 2, and the dehydrated silanol-containing triazine thiol derivative coating 3 is used as a mold.
- the radical initiator is decomposed by the heat of the mold and the resin, and the triazine thiol derivative coating and the resin are reacted by a radical reaction.
- a welding method for joining the iron alloy member and the resin can be used.
- the mold temperature is 20 to 220 ° C., 5 seconds to 10 minutes, and in the case of the welding method, the oven or hot plate temperature is maintained at 30 to 430 ° C. for 1 minute to 10 hours.
- the temperature needs to be equal to or higher than the decomposition temperature of the radical initiator, and the holding time needs a sufficient time for the radical to form a chemical bond between the triazine thiol derivative and the resin.
- the joining of the iron alloy member and the resin is not limited to the above-described injection molding and the welding method for heating the injection-molded product, and any joining technique for industrially used iron alloy and resin is used. be able to.
- a preferred example of such a joining method is hot plate welding.
- Hot plate welding is a method in which a resin is brought into contact with a heat source such as a hot plate and melted, and the iron alloy member is pressed and joined before the melted resin cools and solidifies.
- any resin that can be used industrially can be used as the resin to be joined, but a resin having an element that reacts with a radical or a functional group is preferable.
- a resin having an element that reacts with a radical or a functional group is preferable.
- preferable resins are phenol resin, hydroquinone resin, cresol resin, polyvinyl phenol resin, resorcin resin, melamine resin, glyphtal resin, epoxy resin, modified epoxy resin, polyvinyl formal resin, polyhydroxymethyl methacrylate and its co-polymer.
- Polymer polyhydroxyethyl acrylate and copolymer, acrylic resin, polyvinyl alcohol and copolymer, polyvinyl acetate, polyethylene terephthalate resin, polyimide resin, polyetherimide resin, polyketoneimide resin, polybutylene terephthalate resin, unsaturated Polyester resin, polyphenylene sulfide resin, polyphenylene oxide resin, polystyrene resin, ABS resin, polycarbonate resin (PC resin), 6-nylon resin , 66-nylon resin, 610-nylon resin, aromatic polyamide resin, urea resin, styrene elastomer resin, olefin elastomer resin, vinyl chloride elastomer resin, urethane elastomer resin, ester elastomer resin, amide elastomer resin, and A composite resin in which two or more selected from these resins are combined, and a reinforced resin in which these resins are reinforced with glass fibers, carbon fibers, ceramics
- the iron alloy article 100 in which the iron alloy substrate 1 and the resin 4 are bonded via the metal compound film 2 and the dehydrated silanol-containing triazine thiol derivative coating 3 can be manufactured.
- the iron alloy article obtained by this method does not require any special machining on the surface of the iron article. Since the resin can be joined without using a relaxation elastic resin or the like, there are advantages in that the number of processing steps is small, the joint is finished cleanly, and can be finished with high dimensional accuracy.
- the product is finished with resin molding accuracy, and the yield of the product can be increased.
- Pretreatment A plate of SUS304 (18Cr-8Ni stainless steel, surface finish No. 2B specified by Japanese Industrial Standard) having a length of 80 mm, a width of 20 mm and a thickness of 1.5 mm and a length of 80 mm and a width of 20 mm A cold rolled steel sheet as defined in SPCC (Japanese Industrial Standard, JIS G 3141: 2005) having a thickness of 1.2 mm was pretreated.
- the pretreatment is carried out by preliminarily degreasing all the samples of Examples and Comparative Examples in a sodium hydroxide aqueous solution having a concentration of 15.0 g / L and a temperature of 60 ° C., and then having a concentration of 75.0 g / L and a temperature. After degreasing in a 70 ° C. aqueous sodium hydroxide solution for 60 seconds, washing with water was performed for 60 seconds, followed by drying in an oven at 80 ° C. for 30 minutes.
- Example 1-1 The sample of Example 1-1 was etched for 300 seconds in an aqueous sulfuric acid solution having a temperature of 60 ° C. and a concentration of 40 to 50 g / L (95% or more of components other than water was sulfuric acid), and then washed with hot water (60 ° C.) and water. For 60 seconds, and then immersed in a sodium hydroxide solution having a concentration of 60 g / L and a temperature of 70 ° C. for 180 seconds to form a metal compound film mainly composed of iron, chromium, nickel, manganese hydroxide and sulfate. Was obtained on the surface of the iron alloy plate.
- Example 1-1 In the sample of Example 1-2, the strong acid (sulfuric acid) etching of Example 1-1 was changed to 600 seconds.
- Example 1-3 the sample was immersed in an aqueous manganese phosphate solution having a concentration of 7.5 to 10.0 g / L and a temperature of 35 ° C. for 30 seconds, containing manganese phosphate as a main component, and containing iron, chromium, nickel, and manganese.
- a metal compound film containing a hydroxide was obtained on the surface of a SUS304 plate.
- the surface roughness Ra (arithmetic average roughness Ra defined in JIS B0601: 2001) was measured after the metal compound treatment.
- the surface roughness Ra was measured after the above degreasing treatment (pretreatment).
- the surface roughness Ra was measured using a laser microscope VK-8710 manufactured by Keyence Corporation.
- the surface roughness of untreated samples was also measured. Table 1 shows the measurement results of the surface roughness Ra.
- the surface roughness Ra of the untreated sample was 0.08 ⁇ m for SUS304, and 0.34 ⁇ m for SPCC (cold rolled steel sheet).
- the samples of Examples 2-1 to 2-8 were etched for 300 seconds in a sulfuric acid aqueous solution (95% or more of components other than water were sulfuric acid) at a temperature of 60 ° C. and a concentration of 40 to 50 g / L, and then washed with hot water (60 °C) and water washing for 60 seconds each.
- a metal compound film mainly composed of iron, chromium, nickel, manganese hydroxide and sulfate was obtained on the surfaces of the samples of Examples 2-1 to 2-8.
- Ra after the metal compound treatment was 0.15 to 0.23 ⁇ m, an increase of 0.06 to 0.14 ⁇ m compared to the untreated sample.
- Samples of Examples 2-9 to 2-12 were mixed acid aqueous solutions prepared by adding 90 to 120 g / L oxalic acid to 90 to 120 g / L sulfuric acid (95% or more of components other than water were sulfuric acid and Acid) for 600 seconds at a temperature of 60 ° C., then washed with water for 60 seconds, immersed in diluted nitric acid at a concentration of 20 g / L and room temperature for 600 seconds, and then washed with water for 60 seconds.
- a metal compound film containing iron, chromium, nickel, manganese hydroxide and sulfate, oxalate, and nitrate as main components was obtained on the surface of the samples of Examples 2-9 to 2-12.
- Ra after the metal compound treatment was 0.29 to 0.38 ⁇ m, which was 0.21 to 0.30 ⁇ m higher than that of the untreated sample.
- the samples of Examples 2-13 to 2-16 were etched for 300 seconds in an aqueous sulfuric acid solution having a temperature of 60 ° C. and a concentration of 40 to 50 g / L (95% or more of components other than water were sulfuric acid), and washed with hot water (60 ° C. ) And water washing for 60 seconds each, followed by immersion in a phosphoric acid aqueous solution having a temperature of 40 ° C. and a concentration of 10 to 30 g / L (90% or more of components other than water are phosphoric acid) for 180 seconds and then water washing for 60 seconds.
- a metal compound film mainly composed of a metal salt of phosphoric acid and a hydroxide was obtained on the surface of the samples of Examples 2-13 to 2-16.
- Ra after the metal compound treatment was 0.17 to 0.20 ⁇ m, an increase of 0.09 to 0.12 ⁇ m compared to the untreated sample.
- Example 2-17 to 2-20 were etched for 300 seconds in an aqueous sulfuric acid solution having a temperature of 60 ° C. and a concentration of 40 to 50 g / L (95% or more of components other than water were sulfuric acid), and then washed with hot water (60 ) And water washing for 60 seconds, each was immersed in an aqueous hydrochloric acid solution at a temperature of 60 ° C. and a concentration of 90 to 120 g / L (95% or more of components other than water was hydrochloric acid) for 300 seconds, and then washed with water for 60 seconds.
- metal compound films mainly composed of iron, chromium, nickel, manganese hydroxide, sulfate, and chloride were obtained on the sample surfaces of Examples 2-17 to 2-20.
- Ra after the metal compound treatment was 0.18 to 0.19 ⁇ m, an increase of 0.10 to 0.11 ⁇ m compared to the untreated sample.
- the samples of Examples 2-21 to 2-24 were etched for 300 seconds in a sulfuric acid aqueous solution (95% or more of components other than water were sulfuric acid) at a temperature of 60 ° C. and a concentration of 40 to 50 g / L, and then washed with hot water (60 ) And water washing for 60 seconds each, followed by immersion for 300 seconds in a nitric acid aqueous solution (95% or more of components other than water are nitric acid) at a temperature of 60 ° C. and a concentration of 170 to 230 g / L, and washed with water for 60 seconds.
- a metal compound film mainly composed of iron, chromium, nickel, manganese hydroxide, sulfate, and nitrate was obtained on the sample surfaces of Examples 2-21 to 2-24.
- Ra after the metal compound treatment was 0.16 to 0.17 ⁇ m, an increase of 0.08 to 0.09 ⁇ m compared to the untreated sample.
- the samples of Examples 2-25 to 2-33 were etched for 300 seconds in a phosphoric acid aqueous solution (90% or more of components other than water were phosphoric acid) at a temperature of 60 ° C. and a concentration of 30 to 50 g / L, and then washed with hot water (60 ° C.) and water washing were performed for 60 seconds each.
- a metal compound film mainly composed of a metal salt of phosphoric acid and a hydroxide was obtained on the sample surfaces of Examples 2-25 to 2-33.
- Ra after the metal compound treatment was 0.51 to 0.61 ⁇ m, which was increased by 0.17 to 0.27 ⁇ m compared to the untreated sample.
- the samples of Examples 2-34 to 2-36 were etched for 300 seconds in a hydrochloric acid aqueous solution (95% or more of components other than water were hydrochloric acid) at a temperature of 60 ° C. and a concentration of 80 to 100 g / L, and then washed with hot water (60 ° C) and water washing for 60 seconds each.
- a metal compound film mainly composed of iron, manganese chloride and hydroxide was obtained on the sample surfaces of Examples 2-34 to 2-36.
- Ra after the metal compound treatment was 0.58 to 0.67 ⁇ m, an increase of 0.24 to 0.33 ⁇ m compared to the untreated sample.
- the samples of Examples 2-37 to 2-40 were etched for 300 seconds in an aqueous sulfuric acid solution having a temperature of 60 ° C. and a concentration of 40 to 50 g / L (95% or more of components other than water were sulfuric acid), and then washed with hot water (60 °C) and water washing for 60 seconds each, then immersed in a phosphoric acid aqueous solution (90% or more of components other than water is phosphoric acid) at a temperature of 40 ° C and a concentration of 10 to 30 g / L for 180 seconds and washed with water for 60 seconds. .
- metal compound films mainly composed of metal salts and hydroxides of phosphoric acid were obtained on the sample surfaces of Examples 2-37 to 2-40. Ra after the metal compound treatment was 0.77 to 0.86 ⁇ m and increased by 0.34 to 0.52 ⁇ m compared to the untreated sample.
- Examples 2-41 to 2-43 were etched for 300 seconds in an aqueous nitric acid solution having a temperature of 60 ° C. and a concentration of 150 to 200 g / L (95% or more of components other than water were nitric acid), and then washed with water for 60 seconds. .
- a metal compound film mainly composed of iron, manganese nitrate and hydroxide was obtained on the sample surfaces of Examples 2-41 to 2-43.
- Ra after the metal compound treatment was 2.07 to 2.30 ⁇ m, an increase of 1.73 to 1.96 ⁇ m compared to the untreated sample.
- Example 2-44 to 2-46 were immersed in a colloidal solution of zinc phosphate fine particles at a temperature of 30 ° C. and a concentration of 0.5 to 0.75 g / L for 300 seconds and washed with water for 60 seconds.
- zinc phosphate fine particles were adhered to the sample surfaces of Examples 2-44 to 2-46.
- the zinc phosphate fine particles are adhered to the sample surface with a micron-level gap therebetween, and the surface of the sample is not completely covered with the zinc phosphate fine particles (that is, the metal compound film).
- Ra after the metal compound treatment was 0.30 to 0.37 ⁇ m, which was comparable to the untreated sample.
- Comparative Example 1-1 the SUS304 plate subjected only to the above degreasing treatment is referred to as Comparative Example 1-1, and instead of performing the metal compound treatment on the SUS304 plate subjected to the degreasing treatment used in Example 1-2, an aminosilane-based silane coupling agent is used. It was set as Comparative Example 1-2.
- a 1% aqueous solution of KBM-603 (N-2- (aminoethyl) -3-aminopropyltrimethoxysilane) manufactured by Shin-Etsu Chemical Co., Ltd. was prepared, and the SUS304 plate was placed at room temperature. After being immersed in this aqueous solution for 60 seconds, it was dried in an oven at 110 ° C. for 10 minutes.
- Comparative Example 2 shown in Table 2 was used. Samples of -1 to 2-8 were produced. The samples of Comparative Examples 2-1 to 2-8 were all subjected to the degreasing treatment (pretreatment) among the above pretreatments, but were not subjected to the metal compound treatment.
- Comparative Examples 2-1, 2-2, 2-5, and 2-6 only the degreasing treatment was performed.
- the sample of Comparative Example 2-3 was subjected to # 60 paper polishing before the degreasing treatment in addition to the degreasing treatment.
- the sample of Comparative Example 2-4 was subjected to blasting so that the surface roughness Ra was 6.0 ⁇ m or more before the degreasing treatment.
- Comparative Examples 2-7 and 2-8 the sample subjected to the degreasing treatment in the pretreatment was treated with an aminosilane-based silane coupling agent (KBM-603 (N-2- (amino) manufactured by Shin-Etsu Chemical Co., Ltd.). This was prepared by immersing in a 1% aqueous solution of ethyl) -3-aminopropyltrimethoxysilane)) at room temperature for 60 seconds and then drying in an oven at 110 ° C. for 10 minutes.
- KBM-603 N-2- (amino) manufactured by Shin-Etsu Chemical Co., Ltd.
- Examples 2-1 to 2-4, 2-9 to 2-28, 2-34 to 2-45, and Comparative Examples 2-1 to 2-4, 2-7 and 2- Sample 8 was placed in a mold heated to 200 ° C. (the same mold as in Examples 1 to 3), and 1 part of the surface (like in Examples 1 to 3, a part having a length of 12 mm and a width of 20 mm) ) Is injection-molded under the conditions shown below using the resin shown in Table 2 so that it is bonded to the resin (a plate having a length of 80 mm, a width of 20 mm, and a thickness of 3 mm as in Examples 1 to 3). A sample of the article was obtained.
- Examples 2-4, 2-12, 2-16, 2-20, 2-24, 2-28, 2-36, 2-40, 2-43 and 2-45 are manufactured by Mitsubishi Chemical Corporation. Injection molding was performed at a resin temperature of 230 ° C. using PTEE elastomer resin (Primalloy B1600N).
- Example 2-5 and 2-29 a resin plate of ABS resin (Stylac (R) -ABS General Purpose 026) manufactured by Asahi Kasei Chemicals Corporation was used to fix the sample to the shape described above, and the obtained sample was An iron alloy article sample was obtained by placing on a heating body set at 230 ° C. and heat-sealing.
- Example 2-30 a heating element in which a PC / ABS resin (Iupilon MB2215R) resin plate manufactured by Mitsubishi Engineering Plastics Co., Ltd. was fixed to the above-described shape and the obtained sample was set at 260 ° C. An iron alloy article sample was obtained by placing it on and heat-sealing.
- An iron alloy article sample was obtained by placing it on a heating body set to 1 and heat-sealing.
- the resin plate of PPS resin (Fortron PPS 1140A64) manufactured by Polyplastics Co., Ltd. was used to fix to the above shape, and the obtained sample was set at 320 ° C.
- An iron alloy article sample was obtained by placing on the heated body and heat-sealing.
- a PTFE elastomer resin (Primalloy B1600N) resin plate manufactured by Mitsubishi Chemical Corporation was used to fix the above shape, and the obtained sample was heated to 230 ° C.
- An iron alloy article sample was obtained by placing on the body and heat-sealing.
- the metal substrate is fixed using a fixing jig so that the iron plate portion (iron alloy base material) of the iron alloy article sample and the joint surface of the resin are horizontal. Is held at a distance of 100 mm / min by moving the flat chuck in a direction that forms an angle of 90 degrees with the joint surface. The stress obtained by dividing the load by the joining length (length: 20 mm) was determined. The test was performed three times for each sample.
- Table 2 shows the shear strength measurement results of Examples 1-1 to 1-3 and Comparative Examples 1-1 and 1-2. The results in Table 2 show the maximum and minimum values of tests performed three times for each sample.
- Table 3 shows Examples 2-1 to 2-3, 2-5 to 2-7, 2-9 to 2-11, 2-13 to 2-15, 2-17 to 2-19, 2-21 to 2 -23, 2-25 to 2-27, 2-29 to 2-32, 2-34, 2-35, 2-37 to 2-40, 2-42, 2-44, 2-46 and Comparative Example 2
- the shear strength of iron alloy article samples of -1 to 2-4, 2-7, and 2-8 is shown.
- Examples 2-4, 2-8, 2-12, 2-16, 2-20, 2-24, 2-28, 2-33, 2-36, 2-41, 2-43, 2- Table 3 also shows the 90 degree peel strength of the iron alloy article samples of No. 45 and Comparative Examples 2-5 and 2-6.
- the strengths in Table 3 show the average value of the results of three tests for each sample.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Chemical Treatment Of Metals (AREA)
- Laminated Bodies (AREA)
Abstract
Description
以下に本発明の詳細を説明する。
脱水シラノール含有トリアジンチオール誘導体3を用いて、鉄合金基体1と樹脂層4とを接合した従来の鉄合金物品200の断面を図2に示す。従来の鉄合金物品200は、金属化合物皮膜2を有していない。
この金属化合物皮膜2を用いることで鉄合金基体1と樹脂4との間が強く接合されている本発明の鉄合金物品100を製造する方法を以下に詳述する。
詳細を後述する金属化合物皮膜を形成する処理(金属化合物処理)を行う前に、前処理として脱脂処理を行うのが好ましい。
脱脂処理(前処理)の後、鉄合金基体1の表面に、以下に示す金属化合物処理(「化合物処理」ともいう)により、水酸化物、カルボン酸塩、リン酸塩、硫酸塩、チオ硫酸塩、塩化物および過塩化物の少なくとも1つを含む金属化合物皮膜2(「化合物皮膜」ともいう)を形成する。
金属化合物処理は以下に示す、酸または化合物の少なくとも1つを用いて実施する。
タンニン酸のようなカルボン酸水溶液を用い、鉄合金基体1に金属化合物処理を行う。これにより、鉄合金基体1の表面に、カルボン酸の鉄塩および/または金属塩、および/または水酸化物を主成分とする金属化合物皮膜が生成する。
リン酸、例えばリン酸水素亜鉛、リン酸水素マンガン、リン酸水素カルシウムのようなリン酸水素金属塩、例えばリン酸二水素カルシウムのようなリン酸二水素金属塩、および例えばリン酸亜鉛、リン酸マンガン、リン酸カルシウム、リン酸カルシウムナトリウム、リン酸ジルコニウムのようなリン酸金属塩等の-H2PO4、-HPO4または-PO4を含有するリン酸およびリン酸塩の溶液を用い、金属化合物処理を行う。なお、本明細書でいうリン酸とはオルトリン酸、メタリン酸、ピロリン酸、三リン酸、四リン酸等を含む広義のリン酸であり、リン酸塩とは、オルトリン酸、メタリン酸、ピロリン酸、三リン酸、四リン酸等の広義のリン酸の化合物を含む概念である。
硫酸、または硫酸ナトリウム、硫酸マンガン、硫酸カルシウム、硫酸チタニル、硫酸ジルコニウム、硫酸カリウム、硫酸ナトリウムのような硫酸の金属塩水溶液を用い、金属化合物処理を行う。硫酸を用いた場合には、硫酸鉄、硫酸金属塩もしくは水酸化物またはこれらの混合物を主成分とする金属化合物皮膜2が鉄合金基体1の表面に形成される。一方、硫酸ナトリウム、硫酸マンガン、硫酸カルシウム、硫酸チタニル、硫酸ジルコニウム、硫酸カリウム、硫酸ナトリウムのような硫酸の金属塩水溶液を用いると、これら金属塩および/または水酸化物を主成分とする金属化合物皮膜2が形成される。得られた金属化合物皮膜2は、硫酸鉄および/または硫酸金属塩を含んでもよい。
例えば、硫酸カリウム金属塩の水溶液を用いて金属化合物処理を行う場合、水溶液は、濃度0.5~30g/L、温度30~60℃であることが好ましい。
チオ硫酸ナトリウム、チオ硫酸カルシウムのようなチオ硫酸塩の水溶液を用い金属化合物処理を行う。鉄基体1の表面にこれらチオ硫酸塩および/または水酸化物を主成分とする金属化合物皮膜2を形成する。なお、得られた金属化合物皮膜2は、チオ硫酸鉄および/またはチオ硫酸金属塩を含んでもよい。
例えば、チオ硫酸カルシウムの水溶液を用いて金属化合物処理を行う場合、水溶液は、濃度20~50g/L、温度40~60℃であることが好ましい。
塩酸、または塩化ナトリウム、塩化カリウム、塩化カルシウム、塩化マグネシウム、塩化鉄、塩化アルミニウムのような塩酸の金属塩水溶液を用い、金属化合物処理を行う。塩酸を用いた場合には、塩化鉄、金属塩化物もしくは水酸化物またはこれらの混合物を主成分とする金属化合物皮膜2が鉄合金基体1の表面に形成される。一方、塩化ナトリウム、塩化カリウム、塩化カルシウム、塩化マグネシウム、塩化鉄、塩化アルミニウムのような金属塩水溶液を用いると、これら金属塩および/または水酸化物を主成分とする金属化合物皮膜2が形成される。得られた金属化合物皮膜2は、塩化鉄および/または金属塩化物を含んでもよい。
例えば、塩化カリウム金属塩の水溶液を用いて金属化合物処理を行う場合、水溶液は、濃度5~100g/L、温度50~90℃であることが好ましい。
過塩素酸、または過塩素酸ナトリウム、過塩素酸カリウム、過塩素酸カルシウム、過塩素酸アンモニウム、過塩素酸鉄、過塩素酸銅、過塩素酸ニッケルのような過塩素酸の金属塩水溶液を用い、金属化合物処理を行う。過塩素酸を用いた場合には、塩化鉄、金属塩化物もしくは水酸化物またはこれらの混合物を主成分とする金属化合物皮膜2が鉄合金基体1の表面に形成される。一方、過塩素酸ナトリウム、過塩素酸カリウム、過塩素酸カルシウム、過塩素酸アンモニウム、過塩素酸鉄、過塩素酸銅、過塩素酸ニッケルのような過塩素酸の金属塩水溶液を用いると、これら金属塩および/または水酸化物を主成分とする金属化合物皮膜2が形成される。得られた金属化合物皮膜2は、塩化鉄および/または金属塩化物を含んでもよい。
例えば、過塩素酸鉄を用いて金属化合物処理を行う場合、水溶液は、濃度1~50g/L、温度30~60℃であることが好ましい。
このため、アルコキシシラン含有トリアジンチオール誘導体が金属化合物皮膜2に浸透して、金属化合物皮膜2と反応するサイトが多くなり、トリアジンチオール誘導体のアルコキシシランが加水分解して生成するシラノールと金属化合物皮膜成分のリン酸基および/または水酸基とが、加熱処理によって脱水反応を起こし、化学的に結合する。この様にして、生成する脱水シラノール含有トリアジンチオール誘導体被覆3と金属化合物皮膜2との間に、より強固な結合を得ることができる。
すなわち、複数の上述した金属化合物処理に用いる溶液(金属化合物処理液)を混合した溶液を用いて金属化合物処理を行ってもよい。また、上述した金属化合物処理に用いる溶液(金属化合物処理液)のうちの一種類を用いて金属化合物処理を行った後、別の種類の金属化合物処理液を用いて更に金属化合物処理を行ってもよい。
例えば、日本工業規格(JIS B0601:2001)で規定される算術平均粗さRaが0.09μm以下である鉄合金基体1の表面に上述の金属化合物処理を施すことで、算術平均粗さRaが0.10μm以上の金属化合物皮膜2を形成することができる。
金属化合物被膜2の表面粗面化は、金属化合物被膜2の上に形成される脱水シラノール含有トリアジンチオール誘導体被膜3と金属化合物皮膜2との接触面積を増加できることから、接合強度の向上に寄与する。
上述の方法により、鉄合金基体1の表面に金属化合物皮膜2を形成した後、金属化合物皮膜2にアルコキシシラン含有トリアジンチオール誘導体を被覆する。
用いるアルコキシシラン含有トリアジンチオール誘導体は、例えばアルコキシシラン含有トリアジンチオール金属塩のような、既知のものでよい。
即ち、以下の(式1)または(式2)に示した一般式で表される。


ラジカル開始剤は、樹脂を成形する際に行う加熱等の熱による分解でラジカルを生じ、上記マレイン酸による2つの二重結合部の他方の結合を開き、樹脂と反応、結合させる作用を有する。
鉄金属基体1の表面に金属化合物皮膜2および脱水シラノール含有トリアジンチオール誘導体層3を有する鉄合金部材と樹脂4とを接合(複合一体化)して鉄物品100を得る。樹脂4は、加熱した状態で脱水シラノール含有トリアジンチオール誘導体層3と接触するように配置される。これにより、樹脂4と脱水シラノール含有トリアジンチオール誘導体3のトリアジンチオール誘導体部分(トリアジンチオール金属塩部分またはビスマレイミド類を結合したトリアジンチオール誘導体)が、ラジカル開始剤のラジカルを媒介として反応し、化学的結合を生じる。
なお、樹脂は、脱水シラノール含有トリアジンチオール誘導体被膜3の一部にのみ配置してもよい。
長さ80mm、幅20mm、厚さ1.5mmのSUS304(日本工業規格で規定されている18Cr-8Niステンレス鋼、表面仕上げNo.2B)の板をおよび長さ80mm、幅20mm、厚さ1.2mmのSPCC(日本工業規格、JIS G 3141:2005で規定されている冷間圧延鋼板を前処理した。
実施例1-1~1-3のサンプルを得るために前記脱脂処理を行ったSUS304板(鉄合金基体)に以下の金属化合物処理を行った。
また、金属化合物処理を行わない比較例サンプル2-1~2-4についての詳細も以下に示す。
なお表1に実施例2-1~2-46および比較例2-1~2-8の作製条件を示す。

表面粗さRaの測定は、株式会社キーエンス製レーザー顕微鏡VK-8710を用い測定した。また、比較のため未処理サンプル(脱脂処理をしていないサンプル)についても表面粗さを測定した。
表面粗さRaの測定結果を表1に示す。未処理サンプルの表面粗さRaはSUS304で0.08μm、SPCC(冷間圧延鋼板)で0.34μmであった。
比較例2-1~2-8のサンプルは、いずれも上述の前処理のうち、脱脂処理(前処理)は実施したが、金属化合物処理は実施しなかった。
比較例2-3のサンプルについては脱脂処理に加えて脱脂処理前に#60番のペーパー研磨を施した。
比較例2-4のサンプルについては脱脂処理に加えて脱脂処理前に表面粗さRaが6.0μm以上になるようブラスト加工を施した。
次に実施例1-1~1-3、比較例1-1、1-2および実施例2-1~2-46のサンプルをアルコキシシラン含有トリアジンチオール溶液中に浸漬した。
用いたアルコキシシラン含有トリアジンチオール誘導体は、トリエトキシシリルプロピルアミノトリアジンチオールモノナトリウムであり、濃度が0.7g/Lとなるようにエタノール95:水5(体積比)の溶媒に溶解し、溶液を得た。このトリエトキシシリルプロピルアミノトリアジンチオールモノナトリウム溶液に室温で30分間浸漬した。
次に実施例1-1~1-3、比較例1-1および比較例1-2のサンプルを120℃に加熱した金型内に配置し、表面の1部が樹脂と接合するように旭化成ケミカルズ株式会社製ABS樹脂(スタイラック(R)―ABS汎用026)を220℃で射出成形し、鉄物品サンプルを得た。
樹脂は金型内で、長さ80mm、幅20mm、厚さ3mmの板となるように成形され、1つの面の端末部の長さ12mm、幅20mmの部分が、上述の処理を行った鉄合金板サンプルの端末部上に配置され長さ12mm、幅20mmの部分と接触し、この部分が接合している。金型を80℃以下に冷却してから得られた鉄合金物品を取り出した。
実施例2-30では、三菱エンジニアリングプラスチックス株式会社製PC/ABS樹脂(ユーピロン MB2215R)の樹脂板を用いて上述の形状となるように固定し、得られたサンプルを260℃に設定した加熱体の上に配置し、熱融着することで鉄合金物品サンプルを得た。
実施例2-6、2-31および2-46では、東レ株式会社製66ナイロン(アミラン CM3001-N)の樹脂板を用いて上述の形状となるように固定し、得られたサンプルを290℃に設定した加熱体の上に配置し、熱融着することで鉄合金物品サンプルを得た。
実施例2-7および2-32では、ポリプラスチックス株式会社製PPS樹脂(フォートロンPPS 1140A64)の樹脂板を用いて上述の形状となるように固定し、得られたサンプルを320℃に設定した加熱体の上に配置し、熱融着することで鉄合金物品サンプルを得た。
実施例2-8および2-33では、三菱化学株式会社製PTEEエラストマー樹脂(プリマロイ B1600N)の樹脂板を用いて上述の形状となるように固定し、得られたサンプルを230℃に設定した加熱体の上に配置し、熱融着することで鉄合金物品サンプルを得た。
このようにして得られた、実施例1-1~1-3,2-1~2-46、比較例1-1、1-2、2-1~2-8に係る鉄合金サンプルの強度を評価した。
実施例1-1~1-3、2-1~2-3、2-5~2-7、2-9~2-11、2-13~2-15、2-17~2-19、2-21~2-23、2-25~2-27、2-29~2-32、2-34、2-35、2-37~2-40、2-42、2-44、2-46および比較例1-1、1-2、2-1~2-4、2-7、2-8の鉄合金物品サンプルを引張試験片として用い、引張試験により接合強度を評価した。
また、実施例2-4、2-8、2-12、2-16、2-20、2-24、2-28、2-33、2-36、2-41、2-43、2-45及び比較例2-5、2-6の鉄合金物品サンプルを90度剥離試験片として用い、90度剥離試験により剥離強度を評価した。

表3の強度は、それぞれのサンプルについて3回試験を行った結果の平均値を示している。

Claims (14)
- 鉄または鉄合金より成る基体と、該基体の表面の少なくとも一部分に、脱水シラノール含有トリアジンチオール誘導体被覆を介して接合する樹脂とを含む鉄合金物品であって、
前記基体と前記脱水シラノール含有トリアジンチオール誘導体被覆との間に、水酸化物、カルボン酸塩、リン酸塩、硫酸塩、チオ硫酸塩、塩化物および過塩化物よりなる群から選ばれる少なくとも1つを含む金属化合物皮膜を含むことを特徴とする鉄合金物品。 - 前記リン酸塩が、リン酸水素金属塩、リン酸二水素金属塩およびリン酸金属塩よりなる群から選択される少なくとも1つであることを特徴とする請求項1に記載の鉄合金物品。
- 前記リン酸塩が、リン酸亜鉛、リン酸水素亜鉛、リン酸マンガン、リン酸水素マンガン、リン酸水素カルシウム、リン酸二水素カルシウム、リン酸カルシウム、リン酸カルシウムナトリウム、リン酸鉄およびリン酸ジルコニウムよりなる群から選択される少なくとも1つであることを特徴とする請求項1に記載の鉄合金物品。
- 前記硫酸塩が、硫酸鉄もしくは硫酸クロムまたはその両方であることを特徴とする請求項1に記載の鉄合金物品。
- 鉄または鉄合金より成る鉄合金基体の少なくとも一部分に、アルコキシシラン含有トリアジンチオール誘導体を用いて樹脂を接合する、鉄合金物品の製造方法であって、
前記鉄合金基体の表面の少なくとも一部に、カルボン酸、カルボン酸塩、リン酸、リン酸塩、硫酸、硫酸塩、チオ硫酸塩、塩酸、塩化物、過塩素酸および過塩素酸塩よりなる群から選ばれる少なくとも1つを含む溶液を用い、金属化合物皮膜を形成する工程と、
前記金属化合物皮膜に、アルコキシシラン含有トリアジンチオール誘導体を接触させる工程と、
前記アルコキシシラン含有トリアジンチオール誘導体を接触させた部分に樹脂を接合する工程を含むことを特徴とする製造方法。 - 前記溶液が、リン酸、リン酸水素金属塩、リン酸二水素金属塩およびリン酸金属塩より選択される少なくとも1つを含むことを特徴とする請求項5に記載の製造方法。
- 前記溶液が、リン酸亜鉛、リン酸水素亜鉛、リン酸マンガン、リン酸水素カルシウム、リン酸二水素カルシウム、リン酸カルシウムナトリウム、リン酸カルシウムおよびリン酸ジルコニウムより選択される少なくとも1つを含むことを特徴とする請求項5に記載の製造方法。
- 鉄または鉄合金より成る基体と、該基体の表面の少なくとも一部分に、脱水シラノール含有トリアジンチオール誘導体またはシラノール含有トリアジンチオール誘導体を被覆した鉄合金部材であって、
前記基体と前記脱水シラノール含有トリアジンチオール誘導体被覆または前記シラノール含有トリアジンチオール誘導体被覆との間に、水酸化物、カルボン酸塩、リン酸塩、硫酸塩、チオ硫酸塩、塩化物および過塩素酸塩よりなる群から選ばれる少なくとも1つを含む金属化合物皮膜を含むことを特徴とする鉄合金部材。 - 前記リン酸塩が、リン酸水素金属塩、リン酸二水素金属塩およびリン酸金属塩よりなる群から選択される少なくとも1つであることを特徴とする請求項8に記載の鉄合金部材。
- 前記リン酸塩が、リン酸亜鉛、リン酸水素亜鉛、リン酸マンガン、リン酸水素マンガン、リン酸水素カルシウム、リン酸二水素カルシウム、リン酸カルシウム、リン酸カルシウムナトリウム、リン酸鉄およびリン酸ジルコニウムよりなる群から選択される少なくとも1つであることを特徴とする請求項8に記載の鉄合金部材。
- 前記硫酸塩が、硫酸鉄または硫酸金属塩であることを特徴とする請求項8に記載の鉄合金部材。
- 鉄または鉄合金より成る鉄合金基体の少なくとも一部分に、アルコキシシラン含有トリアジンチオール誘導体を接触させる鉄合金部材の製造方法であって、
前記鉄合金基体の表面の少なくとも一部に、カルボン酸、カルボン酸塩、リン酸、リン酸塩、硫酸、硫酸塩、チオ硫酸塩、塩酸、塩化物、過塩素酸および過塩素酸塩よりなる群から選ばれる少なくとも1つを含む溶液を用い、金属化合物皮膜を形成する工程と、
前記金属化合物皮膜に、アルコキシシラン含有トリアジンチオール誘導体を接触させる工程とを含むことを特徴とする製造方法。 - 前記溶液が、リン酸、リン酸水素金属塩、リン酸二水素金属塩およびリン酸金属塩より選択される少なくとも1つを含むことを特徴とする請求項12に記載の製造方法。
- 前記溶液が、リン酸亜鉛、リン酸水素亜鉛、リン酸マンガン、リン酸水素マンガン、リン酸水素カルシウム、リン酸二水素カルシウム、リン酸カルシウムナトリウム、リン酸カルシウムおよびリン酸ジルコニウムより選択される少なくとも1つを含むことを特徴とする請求項12に記載の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09770155.1A EP2322691B1 (en) | 2008-06-24 | 2009-06-23 | Iron alloy article, iron alloy member, and method for producing the iron alloy article |
| JP2010518022A JP5648212B2 (ja) | 2008-06-24 | 2009-06-23 | 鉄合金物品、鉄合金部材およびその製造方法 |
| US13/001,249 US9297079B2 (en) | 2008-06-24 | 2009-06-23 | Iron alloy article, iron alloy member, and method for producing the iron alloy article |
| KR1020107029430A KR101254543B1 (ko) | 2008-06-24 | 2009-06-23 | 철 합금물품, 철 합금부재 및 그 제조방법 |
| CN2009801241784A CN102076883B (zh) | 2008-06-24 | 2009-06-23 | 铁合金物品、铁合金构件及其制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008164221 | 2008-06-24 | ||
| JP2008-164221 | 2008-06-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009157445A1 true WO2009157445A1 (ja) | 2009-12-30 |
Family
ID=41444511
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/061407 Ceased WO2009157445A1 (ja) | 2008-06-24 | 2009-06-23 | 鉄合金物品、鉄合金部材およびその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9297079B2 (ja) |
| EP (1) | EP2322691B1 (ja) |
| JP (1) | JP5648212B2 (ja) |
| KR (1) | KR101254543B1 (ja) |
| CN (1) | CN102076883B (ja) |
| TW (1) | TWI397610B (ja) |
| WO (1) | WO2009157445A1 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011093283A1 (ja) * | 2010-01-29 | 2011-08-04 | 日本パーカライジング株式会社 | 金属表面処理剤及び金属表面処理方法 |
| WO2012074083A1 (ja) | 2010-11-30 | 2012-06-07 | 帝人株式会社 | 炭素繊維複合材料の接合部材の製造方法 |
| JP2012158142A (ja) * | 2011-02-02 | 2012-08-23 | Teijin Ltd | 熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料の接合部材の製造方法 |
| US20120231281A1 (en) * | 2009-09-03 | 2012-09-13 | Advanced Technologies, Inc. | Aluminum alloy article, aluminum alloy member, and methods for producing the same |
| WO2013146900A1 (ja) | 2012-03-29 | 2013-10-03 | 帝人株式会社 | 接合部材の製造方法及び接合部材 |
| WO2013153951A1 (ja) | 2012-04-09 | 2013-10-17 | 帝人株式会社 | 接合部材の製造方法、及び接合部材 |
| WO2014007342A1 (ja) | 2012-07-06 | 2014-01-09 | 帝人株式会社 | 繊維強化複合材料-金属部材接合体の製造方法、およびそれに用いる繊維強化複合材料 |
| JP2015153882A (ja) * | 2014-02-13 | 2015-08-24 | 日亜化学工業株式会社 | 発光装置及びその製造方法 |
| JP2017019115A (ja) * | 2015-07-07 | 2017-01-26 | 富士通株式会社 | 接合体、接合体の製造方法、冷却システム、及び情報処理装置 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101134923B1 (ko) * | 2011-08-10 | 2012-04-17 | 한국기초과학지원연구원 | 고분자 수지-알루미늄 결합체 및 이의 제조방법 |
| DE102012213245A1 (de) * | 2012-07-27 | 2014-01-30 | Robert Bosch Gmbh | Geberelement sowie Verfahren zu dessen Herstellung |
| ES2763038T3 (es) | 2015-04-15 | 2020-05-26 | Henkel Ag & Co Kgaa | Revestimientos finos protectores contra corrosión que incorporan polímeros de poliamidoamina |
| CA3011249C (en) * | 2016-01-11 | 2022-11-01 | Ascent Aerospace, Llc | Hybrid lay-up mold |
| CN105970138A (zh) * | 2016-05-20 | 2016-09-28 | 国网山东省电力公司高唐县供电公司 | 输电线路杆塔长效防腐的方法 |
| KR102627720B1 (ko) * | 2016-09-23 | 2024-01-23 | 삼성전자주식회사 | 알루미늄합금-수지 복합체 및 그 제조방법 |
| CN107723693A (zh) * | 2017-11-03 | 2018-02-23 | 安徽新合富力科技有限公司 | 一种钕铁硼合金磷化方法 |
| CN111318435A (zh) * | 2018-12-14 | 2020-06-23 | 北京小米移动软件有限公司 | 壳体表面处理方法及电子设备 |
| CN110656329A (zh) * | 2019-09-28 | 2020-01-07 | 南昌大学 | 一种铁基非晶合金带材的封装方法 |
| CN114747027B (zh) * | 2019-11-29 | 2025-05-30 | 日亚化学工业株式会社 | 光半导体装置用金属结构的制造方法、封装件、以及包含聚烯丙胺聚合物的溶液 |
| CN112779540A (zh) * | 2020-12-15 | 2021-05-11 | 河北中瓷电子科技股份有限公司 | 金属表面处理方法和塑料封装外壳的制备方法 |
| CN118703051B (zh) * | 2024-07-12 | 2025-03-11 | 西南交通大学 | 一种超韧宽温域阻尼弹性体复合材料及其制备方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0299530A (ja) * | 1988-08-08 | 1990-04-11 | Dow Corning Corp | プライマー組成物及びそれを使用する方法 |
| JPH10270629A (ja) | 1997-03-27 | 1998-10-09 | Nikko Kinzoku Kk | 樹脂密着性に優れた鉄合金材 |
| JP2001047462A (ja) | 1999-08-04 | 2001-02-20 | Sumitomo Electric Ind Ltd | 金属−樹脂複合体 |
| JP2001200374A (ja) * | 2000-01-18 | 2001-07-24 | Toa Denka:Kk | 金属表面の反応性保持方法 |
| JP2001260235A (ja) | 2000-03-22 | 2001-09-25 | Yokohama Rubber Co Ltd:The | ゴムと金属との接着方法、および、これを用いた構造体 |
| JP2008164221A (ja) | 2006-12-28 | 2008-07-17 | Matsushita Electric Ind Co Ltd | 冷蔵庫 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1562651A (en) * | 1976-07-20 | 1980-03-12 | Kansai Paint Co Ltd | Surface treatment of metals |
| JPS6176684A (ja) | 1984-09-21 | 1986-04-19 | Sumitomo Metal Ind Ltd | 端面二次密着性に優れた防食被覆鋼材 |
| US5840375A (en) * | 1995-06-22 | 1998-11-24 | Shin-Etsu Chemical Co., Ltd. | Method for the preparation of a highly corrosion resistant rare earth based permanent magnet |
| JPH10195345A (ja) * | 1997-01-10 | 1998-07-28 | Nippon Paint Co Ltd | トリアジンチオール含有防錆コーティング剤、防錆処理方法および防錆処理金属材 |
| JP3669844B2 (ja) * | 1998-08-13 | 2005-07-13 | 日本ペイント株式会社 | リン酸系前処理を含むノンクロム防錆方法 |
| JP3973323B2 (ja) * | 1998-08-13 | 2007-09-12 | 日本ペイント株式会社 | 硫黄含有化合物とリン含有化合物によるノンクロム処理剤 |
| JP4165943B2 (ja) * | 1998-11-18 | 2008-10-15 | 日本ペイント株式会社 | 亜鉛被覆鋼および無被覆鋼の防錆コーティング剤 |
| US6743302B2 (en) * | 2000-01-28 | 2004-06-01 | Henkel Corporation | Dry-in-place zinc phosphating compositions including adhesion-promoting polymers |
| WO2005049314A1 (ja) * | 2003-11-21 | 2005-06-02 | Jfe Steel Corporation | 耐食性、導電性および皮膜外観に優れた表面処理鋼板 |
| JP2005344147A (ja) * | 2004-06-01 | 2005-12-15 | Jfe Steel Kk | 有機樹脂被覆鋼材およびその製造方法 |
| JP4512825B2 (ja) | 2005-02-07 | 2010-07-28 | 国立大学法人岩手大学 | 水溶性アルコキシシラン含有トリアジンジチオール金属塩及びその製造方法、並びにそれを用いた固体表面への反応性付与方法及び表面反応性固体 |
| JP4124471B2 (ja) * | 2005-03-28 | 2008-07-23 | 地方独立行政法人 岩手県工業技術センター | 金属表面の処理方法 |
| JP4660761B2 (ja) * | 2005-07-06 | 2011-03-30 | 国立大学法人岩手大学 | プリント配線基板とその製造方法 |
| JP5034036B2 (ja) * | 2005-11-10 | 2012-09-26 | 国立大学法人岩手大学 | 表面反応性固体,表面反応性固体の製造方法,形状転写型,形状転写型の製造方法 |
| JP4750096B2 (ja) * | 2007-11-07 | 2011-08-17 | 株式会社新技術研究所 | マグネシウム合金物品、マグネシウム合金部材およびその製造方法 |
-
2009
- 2009-06-23 KR KR1020107029430A patent/KR101254543B1/ko not_active Expired - Fee Related
- 2009-06-23 US US13/001,249 patent/US9297079B2/en not_active Expired - Fee Related
- 2009-06-23 WO PCT/JP2009/061407 patent/WO2009157445A1/ja not_active Ceased
- 2009-06-23 CN CN2009801241784A patent/CN102076883B/zh not_active Expired - Fee Related
- 2009-06-23 EP EP09770155.1A patent/EP2322691B1/en not_active Not-in-force
- 2009-06-23 JP JP2010518022A patent/JP5648212B2/ja not_active Expired - Fee Related
- 2009-06-24 TW TW098121189A patent/TWI397610B/zh not_active IP Right Cessation
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0299530A (ja) * | 1988-08-08 | 1990-04-11 | Dow Corning Corp | プライマー組成物及びそれを使用する方法 |
| JPH10270629A (ja) | 1997-03-27 | 1998-10-09 | Nikko Kinzoku Kk | 樹脂密着性に優れた鉄合金材 |
| JP2001047462A (ja) | 1999-08-04 | 2001-02-20 | Sumitomo Electric Ind Ltd | 金属−樹脂複合体 |
| JP2001200374A (ja) * | 2000-01-18 | 2001-07-24 | Toa Denka:Kk | 金属表面の反応性保持方法 |
| JP2001260235A (ja) | 2000-03-22 | 2001-09-25 | Yokohama Rubber Co Ltd:The | ゴムと金属との接着方法、および、これを用いた構造体 |
| JP2008164221A (ja) | 2006-12-28 | 2008-07-17 | Matsushita Electric Ind Co Ltd | 冷蔵庫 |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20120231281A1 (en) * | 2009-09-03 | 2012-09-13 | Advanced Technologies, Inc. | Aluminum alloy article, aluminum alloy member, and methods for producing the same |
| CN102741453A (zh) * | 2010-01-29 | 2012-10-17 | 日本帕卡濑精株式会社 | 金属表面处理剂及金属表面处理方法 |
| JP2011157585A (ja) * | 2010-01-29 | 2011-08-18 | Nippon Parkerizing Co Ltd | 金属表面処理剤及び金属表面処理方法 |
| WO2011093283A1 (ja) * | 2010-01-29 | 2011-08-04 | 日本パーカライジング株式会社 | 金属表面処理剤及び金属表面処理方法 |
| CN102741453B (zh) * | 2010-01-29 | 2014-12-17 | 日本帕卡濑精株式会社 | 金属表面处理剂及金属表面处理方法 |
| RU2560372C2 (ru) * | 2010-11-30 | 2015-08-20 | Тейдзин Лимитед | Способ получения соединительного элемента для углеродного волокнистого композитного материала |
| CN103298601A (zh) * | 2010-11-30 | 2013-09-11 | 帝人株式会社 | 制备用于碳纤维复合材料的接合构件的方法 |
| JP5648069B2 (ja) * | 2010-11-30 | 2015-01-07 | 帝人株式会社 | 炭素繊維複合材料の接合部材の製造方法 |
| WO2012074083A1 (ja) | 2010-11-30 | 2012-06-07 | 帝人株式会社 | 炭素繊維複合材料の接合部材の製造方法 |
| JP2012158142A (ja) * | 2011-02-02 | 2012-08-23 | Teijin Ltd | 熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料の接合部材の製造方法 |
| JPWO2013146900A1 (ja) * | 2012-03-29 | 2015-12-14 | 帝人株式会社 | 接合部材の製造方法及び接合部材 |
| WO2013146900A1 (ja) | 2012-03-29 | 2013-10-03 | 帝人株式会社 | 接合部材の製造方法及び接合部材 |
| US9527230B2 (en) | 2012-03-29 | 2016-12-27 | Teijin Limited | Method for manufacturing joint member and joint member |
| JPWO2013153951A1 (ja) * | 2012-04-09 | 2015-12-17 | 帝人株式会社 | 接合部材の製造方法、及び接合部材 |
| WO2013153951A1 (ja) | 2012-04-09 | 2013-10-17 | 帝人株式会社 | 接合部材の製造方法、及び接合部材 |
| WO2014007342A1 (ja) | 2012-07-06 | 2014-01-09 | 帝人株式会社 | 繊維強化複合材料-金属部材接合体の製造方法、およびそれに用いる繊維強化複合材料 |
| JP2015153882A (ja) * | 2014-02-13 | 2015-08-24 | 日亜化学工業株式会社 | 発光装置及びその製造方法 |
| US10109766B2 (en) | 2014-02-13 | 2018-10-23 | Nichia Corporation | Light emitting device and method for manufacturing same |
| JP2017019115A (ja) * | 2015-07-07 | 2017-01-26 | 富士通株式会社 | 接合体、接合体の製造方法、冷却システム、及び情報処理装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20110159302A1 (en) | 2011-06-30 |
| EP2322691A1 (en) | 2011-05-18 |
| CN102076883A (zh) | 2011-05-25 |
| JPWO2009157445A1 (ja) | 2011-12-15 |
| TW201016889A (en) | 2010-05-01 |
| TWI397610B (zh) | 2013-06-01 |
| JP5648212B2 (ja) | 2015-01-07 |
| CN102076883B (zh) | 2013-02-06 |
| EP2322691B1 (en) | 2018-07-25 |
| EP2322691A4 (en) | 2016-04-20 |
| US9297079B2 (en) | 2016-03-29 |
| KR20110028306A (ko) | 2011-03-17 |
| KR101254543B1 (ko) | 2013-04-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5648212B2 (ja) | 鉄合金物品、鉄合金部材およびその製造方法 | |
| JP4750096B2 (ja) | マグネシウム合金物品、マグネシウム合金部材およびその製造方法 | |
| TWI525217B (zh) | Aluminum alloy article, aluminum alloy member and manufacturing method thereof | |
| TWI734943B (zh) | 複合層合體及其製造方法、以及金屬樹脂接合體及其製造方法 | |
| JP4685139B2 (ja) | アルミニウム合金と樹脂の複合体とその製造方法 | |
| JP5569932B2 (ja) | 金属体と樹脂体を接合した部材およびその製造方法 | |
| CN101578170B (zh) | 金属和树脂的复合体及该复合体的制造方法 | |
| JP5834345B2 (ja) | アルミニウム合金物品、アルミニウム合金部材およびその製造方法 | |
| JP6387301B2 (ja) | アルミ樹脂接合体及びその製造方法 | |
| CN103826822A (zh) | 铝树脂接合体及其制造方法 | |
| WO2009116484A1 (ja) | 亜鉛系鍍金鋼板と被着材の接合体及びその製造方法 | |
| JP5205109B2 (ja) | マグネシウム合金物品およびマグネシウム合金部材 | |
| JP5253416B2 (ja) | 金属と樹脂の複合体とその製造方法 | |
| JP2008162115A (ja) | 金属と樹脂の複合体の製造方法 | |
| JP2017001378A (ja) | 金属樹脂複合成形体及びその製造方法 | |
| JP2010254793A (ja) | 樹脂複合体の製造方法及び樹脂複合体 | |
| TW202104665A (zh) | 表面處理金屬材,複合層合體及金屬-非金屬接合體,以及該等之製造方法 | |
| HK1146597A (en) | Resin-metal bonded article and method for producing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980124178.4 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09770155 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010518022 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20107029430 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009770155 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13001249 Country of ref document: US |