WO2010038698A1 - 繊維強化樹脂組成物およびその成形体 - Google Patents
繊維強化樹脂組成物およびその成形体 Download PDFInfo
- Publication number
- WO2010038698A1 WO2010038698A1 PCT/JP2009/066765 JP2009066765W WO2010038698A1 WO 2010038698 A1 WO2010038698 A1 WO 2010038698A1 JP 2009066765 W JP2009066765 W JP 2009066765W WO 2010038698 A1 WO2010038698 A1 WO 2010038698A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- thermoplastic resin
- weight
- fiber reinforced
- long fiber
- reinforced thermoplastic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/12—Powdering or granulating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
- C08L23/12—Polypropene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/26—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers modified by chemical after-treatment
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/10—Homopolymers or copolymers of propene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
- C08K7/04—Fibres or whiskers inorganic
- C08K7/14—Glass
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L51/00—Compositions of graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
- C08L51/003—Compositions of graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers grafted on to macromolecular compounds obtained by reactions only involving unsaturated carbon-to-carbon bonds
Definitions
- the present invention relates to a fiber reinforced resin composition and a molded body thereof, and more particularly to a long fiber reinforced thermoplastic resin particle, a long fiber reinforced thermoplastic resin particle blend and a molded body thereof.
- module parts made of the long fiber reinforced resin compositions are used as automotive module parts that require high strength.
- reinforcing fibers due to poor dispersion of the reinforcing fibers contained in the long fiber reinforced resin composition, reinforcing fibers sometimes appeared as a lump on the module component surface.
- module parts made of the long fiber reinforced resin composition have to be used as parts in places where the required level of appearance is low, or the surface thereof needs to be coated.
- Patent Documents 1 to 4 a fiber reinforced resin composition having improved appearance of a molded product obtained has been reported (see Patent Documents 1 to 4).
- Patent Documents 3 to 4 a long fiber reinforced resin composition in which a propylene polymer having a narrow molecular weight distribution and a propylene polymer having a wide molecular weight distribution are combined and melt-kneaded together with reinforcing fibers, and pellets and molded articles comprising the composition are disclosed.
- the high dispersibility of the reinforcing fibers contained in the long fiber reinforced resin composition and the high appearance required by automobile module parts produced by injection molding are not completely satisfied, and further improvement in appearance is required. It was.
- the present invention relates to a long fiber reinforced thermoplastic resin particle and a long fiber, which have a good fiber opening property during molding, an excellent appearance, and a molded article having high mechanical strength such as bending strength. It is an object to provide a reinforced thermoplastic resin particle blend.
- thermoplastic resin produced using a metallocene catalyst a modified polyolefin resin, and a long fiber reinforced thermoplastic resin particle containing a reinforcing fiber, or the long fiber reinforced thermoplastic resin particle.
- a long fiber reinforced thermoplastic resin particle blend consisting of polyolefin resin particles for dilution, with good fiber opening of the reinforcing fiber during molding, excellent appearance, and excellent mechanical strength
- the inventors have found that the present invention can be provided, and have completed the present invention.
- thermoplastic resin (A1) produced using a metallocene catalyst, a modified polyolefin resin (A2) modified with an unsaturated carboxylic acid or a derivative thereof, and a reinforcing fiber (A3).
- a thermoplastic resin (A1) produced using a metallocene catalyst, a modified polyolefin resin (A2) modified with an unsaturated carboxylic acid or a derivative thereof, and a reinforcing fiber (A3).
- Long fiber reinforced thermoplastic resin particles (A) characterized by satisfying 1) to (5).
- the modification amount of the unsaturated carboxylic acid or its derivative is 0.01 to 2% by weight.
- thermoplastic resin (A1) and the modified polyolefin resin (A2) in a total of 100% by weight of the thermoplastic resin (A1), the modified polyolefin resin (A2) and the reinforcing fiber (A3). included.
- the reinforcing fiber (A3) is contained in an amount of 30 to 80% by weight in a total of 100% by weight of the thermoplastic resin (A1), the modified polyolefin resin (A2) and the reinforcing fiber (A3).
- the melting point of the resin component in the long fiber reinforced thermoplastic resin particles (A) is 150 ° C. or higher.
- a total of 100 wt% of the thermoplastic resin (A1) and the modified polyolefin resin (A2) contains 75 to 99 wt% of the thermoplastic resin (A1), and 1 to 25 of the modified polyolefin resin (A2).
- thermoplastic resin (A1) satisfies the following requirements (a-1), (a-2) and (a-3): Reinforced thermoplastic resin particles (A).
- A-1) Melt index (MI; resin temperature 230 ° C., load 21.18 N) is in the range of 100 to 250 g / 10 min.
- A-2) The amount of a component soluble in o-dichlorobenzene at 90 ° C. measured by cross fractionation chromatography (CFC method) is 1% by weight or less.
- CFC method cross fractionation chromatography
- Mw / Mn The molecular weight distribution (Mw / Mn) is less than 3.5.
- thermoplastic resin (A1) is at least one polymer selected from propylene homopolymers and propylene- ⁇ -olefin random copolymers [1] to [3 ]
- the long fiber reinforced thermoplastic resin particles (A) according to any one of the above.
- the reinforcing fiber (A3) is contained in an amount of 5 to 60% by weight in a total of 100% by weight of the long fiber reinforced thermoplastic resin particles (A) and the polyolefin resin particles for dilution (B) [ 5] The long fiber reinforced thermoplastic resin particle blend (C).
- the dilution polyolefin resin particles (B) satisfy the following requirements (b-1), (b-2) and (b-3): [5] or [6] Long fiber reinforced thermoplastic resin particle blend (C).
- B-1) Melt index (MI; resin temperature 230 ° C., load 21.18 N) is in the range of 20 to 70 g / 10 min.
- (B-3) The molecular weight distribution (Mw / Mn) is in the range of 2.5 to 6.0.
- thermoplastic resin particle and a long fiber reinforced thermoplastic resin particle blend which have excellent appearance and can obtain a molded article having high mechanical strength.
- a long fiber reinforced thermoplastic resin particle dry blend comprising a long fiber reinforced thermoplastic resin particle containing a thermoplastic resin having a high fluidity and a polyolefin resin particle for dilution having a low fluidity.
- the molded article of the present invention does not generate a volatile organic compound (VOC), it is suitably used for automobile parts.
- VOC volatile organic compound
- thermoplastic resin particles (A), the long fiber reinforced thermoplastic resin particle blend (C) (hereinafter also simply referred to as “resin blend (C)”) and the molded product thereof according to the present invention will be described in detail. To do.
- the long fiber reinforced thermoplastic resin particles (A) of the present invention include a thermoplastic resin (A1) produced using a metallocene catalyst, a modified polyolefin resin (A2) modified with an unsaturated carboxylic acid or a derivative thereof, and reinforcing fibers. It contains (A3) and satisfies the following requirements (1) to (5). (1) In a total of 100% by weight of the thermoplastic resin (A1) and the modified polyolefin resin (A2), the modification amount of the unsaturated carboxylic acid or its derivative is 0.01 to 2% by weight.
- thermoplastic resin (A1) and the modified polyolefin resin (A2) are contained in a total of 100% by weight of the thermoplastic resin (A1), the modified polyolefin resin (A2) and the reinforcing fiber (A3).
- the reinforcing fiber (A3) is contained in an amount of 30 to 80% by weight in a total of 100% by weight of the thermoplastic resin (A1), the modified polyolefin resin (A2) and the reinforcing fiber (A3).
- the melting point of the resin component in the long fiber reinforced thermoplastic resin particles (A) is 150 ° C. or higher.
- thermoplastic resin (A1) for example, polyolefin resin and polystyrene resin can be used.
- the polyolefin resin include polypropylene resins such as a propylene homopolymer and a propylene- ⁇ -olefin random copolymer, and a 4-methyl-1-pentene polymer resin.
- specific examples of the ⁇ -olefin include ethylene, 1-butene, 1-pentene, 1-hexene and 1-octene, and particularly preferably includes ethylene and 1-butene.
- One ⁇ -olefin may be used alone, or two or more ⁇ -olefins may be used in combination.
- a polypropylene resin is preferable in terms of moldability and heat resistance, and a propylene homopolymer is particularly preferable.
- Specific examples of the polystyrene-based resin include syndiotactic polystyrene.
- thermoplastic resin (A1) As a method for producing the thermoplastic resin (A1), a known production method using a metallocene catalyst including a metallocene compound having a ligand having a cyclopentadienyl skeleton in the molecule is used. / 27124 pamphlet and Japanese Patent Application Laid-Open No. 11-315109 can be used.
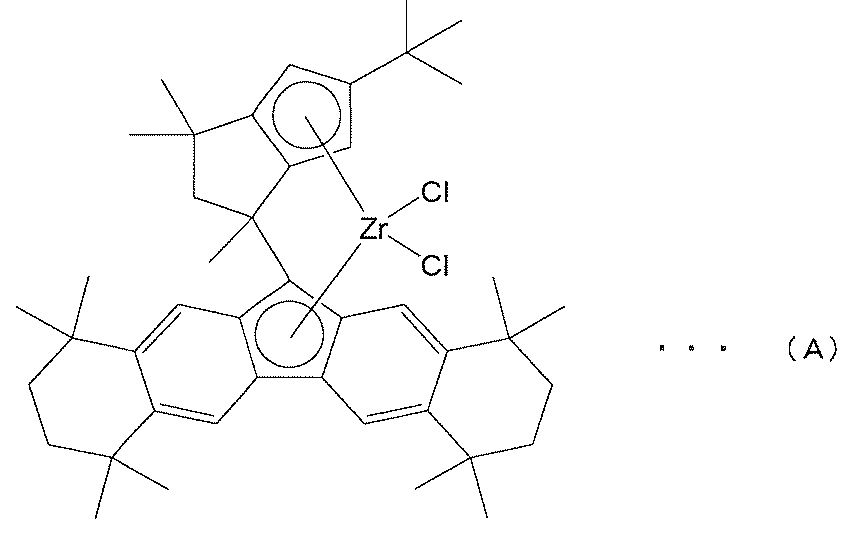
- the metallocene compound include two kinds of metallocene compounds represented by the following general formula [I] and a bridged metallocene compound represented by the following general formula [II] because of its chemical structure. Among these, a bridged metallocene compound is preferable.
- M represents a titanium atom, a zirconium atom, or a hafnium atom
- Q represents a neutral configuration that can be coordinated by a halogen atom, a hydrocarbon group, an anionic ligand, and a lone electron pair.
- a group selected from a ligand, j is an integer of 1 to 4
- Cp 1 and Cp 2 are a cyclopentadienyl group or a substituted cyclopentadienyl group, which may be the same or different from each other;
- a sandwich structure sandwiching M is formed.
- the substituted cyclopentadienyl group is an indenyl group, a fluorenyl group, an azulenyl group, or a group obtained by substituting one or more of these groups with a hydrocarbyl group or a silicon-containing group.
- an indenyl group, a fluorenyl group or an azulenyl group a part of the double bond of the unsaturated ring condensed to the cyclopentadienyl group may be hydrogenated.
- Y represents a divalent hydrocarbon group having 1 to 20 carbon atoms, a divalent halogenated hydrocarbon group having 1 to 20 carbon atoms, a divalent silicon-containing group, and a divalent germanium.
- R a is a hydrocarbon group having 1 to 20 carbon atoms, with 1 to 20 carbon atoms It is a halogenated hydrocarbon group, a hydrogen atom, a halogen atom, or a nitrogen compound residue in which one or two hydrocarbon groups having 1 to 20 carbon atoms are bonded to a nitrogen atom, and may be the same or different from each other. ).
- the polymerization catalyst used in the present invention is a compound capable of forming an ion pair by reacting with a crosslinked metallocene compound, an organometallic compound, an organoaluminum oxy compound, and a metallocene compound represented by the general formula [III], A metallocene catalyst comprising a particulate carrier as required.
- R 1 to R 14 each independently represents a hydrogen atom, a hydrocarbon group, or a silicon-containing group, and may be the same or different.
- the hydrocarbon group methyl group, ethyl group, n-propyl group, allyl group, n-butyl group, n-pentyl group, n-hexyl group, n-heptyl group, n-octyl group, n- Linear hydrocarbon groups such as nonyl and n-decanyl; isopropyl, t-butyl, amyl, 3-methylpentyl, 1,1-diethylpropyl, 1,1-dimethylbutyl, 1 -Branched hydrocarbon groups such as methyl-1-propylbutyl, 1,1-propylbutyl, 1,1-dimethyl-2-methylpropyl and 1-methyl-1-isopropyl-2-methylpropyl; Cyclic saturated hydrocarbon groups such as methyl-1-propyl
- Examples of the silicon-containing group include a trimethylsilyl group, a triethylsilyl group, a dimethylphenylsilyl group, a diphenylmethylsilyl group, and a triphenylsilyl group. Further, adjacent groups among R 5 to R 12 may be bonded to each other to form a ring. Specific examples of the substituted fluorenyl group having R 5 to R 12 include benzofluorenyl group, dibenzofluorenyl group, octahydrodibenzofluorenyl group, octamethyloctahydrodibenzofluorenyl group and octamethyl. Examples thereof include a tetrahydrodicyclopentafluorenyl group.
- R 1 to R 4 substituted on the cyclopentadienyl ring are preferably a hydrogen atom or a hydrocarbon group having 1 to 20 carbon atoms, and more preferably R 2 and R 4 are carbon atoms.
- R 5 to R 12 substituted on the fluorene ring are preferably a hydrogen atom or a hydrocarbon group having 1 to 20 carbon atoms.
- the hydrocarbon group having 1 to 20 carbon atoms include the same hydrocarbon groups as described above.
- Adjacent groups of R 5 to R 12 may be bonded to each other to form a ring, and R 6 to R 7 and R 10 to R 11 are preferably a fluorene ring that is not a hydrogen atom at the same time.
- Y which bridges the cyclopentadienyl ring and the fluorenyl ring is a Group 14 element, preferably a carbon atom, a silicon atom or a germanium atom, more preferably a carbon atom.
- R 13 to R 14 substituted for Y are each independently a hydrocarbon group having 1 to 20 carbon atoms, preferably an alkyl group having 1 to 3 carbon atoms or an aryl group having 6 to 20 carbon atoms. More preferably a methyl group, an ethyl group, a phenyl group or a tolyl group.
- R 13 to R 14 may be the same or different and may be bonded to each other to form a ring.
- R 13 to R 14 may be bonded to an adjacent group of R 5 to R 12 or an adjacent group of R 1 to R 4 to form a ring.
- M is a Group 4 transition metal, preferably a titanium atom, a zirconium atom or a hafnium atom.
- Q is a group selected from a halogen atom, a hydrocarbon group, an anionic ligand, and a neutral ligand capable of coordinating with a lone electron pair.
- j is an integer of 1 to 4, and when j is 2 or more, Qs may be the same or different from each other.
- the halogen atom include a fluorine atom, a chlorine atom, a bromine atom, and an iodine atom.
- Specific examples of the hydrocarbon group include the same as those described above.
- anionic ligands include alkoxy groups such as methoxy, t-butoxy and phenoxy; carboxylate groups such as acetate and benzoate; sulfonate groups such as mesylate and tosylate.
- neutral ligands that can be coordinated by lone pairs include organophosphorus compounds such as trimethylphosphine, triethylphosphine, triphenylphosphine, and diphenylmethylphosphine; tetrahydrofuran, diethyl ether, dioxane, and 1,2-dimethoxy And ethers such as ethane.
- At least one of Q is preferably a halogen atom or an alkyl group.
- bridged metallocene compound preferably used in the present invention examples include dimethylmethylene (3-tert-butyl-5-methylcyclopentadienyl) (3,6-ditert-butylfluorenyl) zirconium dichloride, 1-phenylethylidene.
- the compounds disclosed in the above-mentioned WO 01/27124 pamphlet and JP-A-11-315109 can be used without particular limitation.
- an elastomer may be added as necessary to use in the form of a polypropylene resin composition.
- elastomers include propylene- ⁇ -olefin copolymers such as ethylene- ⁇ -olefin random copolymers, ethylene- ⁇ -olefin-nonconjugated polyene random copolymers, hydrogenated block copolymers, other elastic polymers, And a mixture thereof.
- ⁇ -olefin those similar to those already described as the ⁇ -olefin constituting the polyolefin-based resin can be used, and one kind may be used alone, or two or more kinds may be used in combination. Also good.
- a physical blending method for example, a melt blending method may be mentioned.
- the melt blending method is a method of mechanical kneading while heating and plasticizing using a mixing roll, a Banbury mixer or a single or twin screw extruder.
- the polypropylene resin composition comprises a polypropylene resin and a propylene- ⁇ -olefin copolymer
- the polypropylene resin composition in addition to the production by a physical blend method, is produced in a production form of a propylene- ⁇ -olefin block copolymer. May be.
- Propylene- ⁇ -olefin block copolymer is produced by continuously performing the following two steps (Step 1 and Step 2).
- Step 1 Propylene and, if necessary, one or more olefins selected from ethylene and an ⁇ -olefin having 4 or more carbon atoms are (co) polymerized in the presence of a metallocene compound-containing catalyst to produce a propylene homopolymer or propylene A process for producing an ⁇ -olefin copolymer;
- Step 2 Propylene and one or more olefins selected from ethylene and an ⁇ -olefin having 4 or more carbon atoms are copolymerized in the presence of a metallocene compound-containing catalyst to produce ethylene and an ⁇ -olefin having 4 or more carbon atoms.
- thermoplastic resin (A1) As the thermoplastic resin (A1) according to the present invention, the above-described resins may be used singly or in combination of two or more.
- the melting point of the resin component in the long fiber reinforced thermoplastic resin particles (A) is 150 ° C. or higher, preferably 150 to 163 ° C., more preferably 156 to 162 ° C. When the melting point is lower than 150 ° C., the crystallinity is lowered, and mechanical strength such as bending strength at room temperature may be lowered.
- Most of the resin components are thermoplastic resins (A1).
- the (a-1) melt index (MI; resin temperature 230 ° C., load 21.18 N) of the thermoplastic resin (A1) is preferably 100 to 250 g / 10 minutes, more preferably 100 to 150 g / 10 minutes. is there.
- the melt index of the thermoplastic resin (A1) is within the above range, the reinforcing fiber (A3) is easily impregnated with the thermoplastic resin (A1) during the production of the long fiber reinforced thermoplastic resin particles (A) described later.
- the long fiber reinforced thermoplastic resin particles (A) with improved dispersibility of the reinforcing fibers (A3) are obtained. Therefore, when the melt index of the thermoplastic resin (A1) is less than 100 g / 10 minutes, the reinforcing fibers may be difficult to open during molding. Moreover, when the melt index of the thermoplastic resin (A1) exceeds 250 g / 10 minutes, the strength of the long fiber reinforced thermoplastic resin particles (A) may be lowered.
- the molecular weight is adjusted by adjusting the hydrogen concentration introduced during the polymerization. What is necessary is just to blend or knead
- the amount of components soluble in o-dichlorobenzene at 90 ° C. measured by (a-2) cross-fractionation chromatography (CFC method) of the thermoplastic resin (A1) is preferably 1% by weight or less, more preferably 0%. .5% by weight or less, particularly preferably 0.3% by weight or less.
- the elution amount of 90 ° C. or less being 1% by weight or less means that the polymer component constituting the thermoplastic resin (A1) has a low content of low crystallinity and low molecular weight, and is thermoplastic. It means that the resin (A1) has high heat resistance and strength.
- thermoplastic resin produced using a Ziegler-based catalyst has an elution amount at 90 ° C. Is about 3 to 10% by weight. That is, the thermoplastic resin produced using the Ziegler-based catalyst has a low crystallinity and a low molecular weight component content as compared with the thermoplastic resin (A1) according to the present invention, and is inferior in heat resistance and strength.
- thermoplastic resin (A1) according to the present invention has a narrow molecular weight distribution (Mw / Mn) due to the characteristics of the metallocene catalyst. Therefore, prior to the production of the long fiber reinforced thermoplastic resin particles (A), the peroxide is used. Therefore, the production process is efficient and there are almost no volatile organic compounds (VOC) generated in the decomposition process due to the addition of peroxide.
- Mw / Mn narrow molecular weight distribution
- the molecular weight distribution (Mw / Mn) in terms of standard polypropylene measured by (a-3) gel permeation chromatography (GPC) of the thermoplastic resin (A1) is preferably less than 3.5, more preferably 1.5 to 3, particularly preferably 2 to 2.7.
- GPC gel permeation chromatography
- the number average molecular weight (Mn) is usually 2 ⁇ 10 4 to 12 ⁇ 10 4 , preferably 3 ⁇ 10 4 to 10 ⁇ 10 4 , more preferably 4 ⁇ 10 4 to 8 ⁇ 10 4 .
- Mn number average molecular weight
- the content of the thermoplastic resin (A1) is 100% by weight in total of the thermoplastic resin (A1), the modified polyolefin resin (A2) and the reinforcing fiber (A3), and the thermoplastic resin (A1) and the modified polyolefin resin (A2). Is 20 to 70% by weight, preferably 25 to 67% by weight, more preferably 30 to 65% by weight.
- the content of the thermoplastic resin (A1) is preferably 25 to 59% by weight, more preferably 25 to 59% by weight, out of a total of 100% by weight of the thermoplastic resin (A1), the modified polyolefin resin (A2) and the reinforcing fiber (A3). 30 to 57% by weight, particularly preferably 35 to 55% by weight.
- the content of the thermoplastic resin (A1) is less than 25% by weight, the impregnation into the fiber may be reduced.
- the content of the thermoplastic resin (A1) exceeds 59% by weight, it may be difficult to produce the long fiber reinforced thermoplastic resin particles (A) according to the present invention.
- the modified polyolefin resin (A2) modified with the unsaturated carboxylic acid or derivative thereof according to the present invention has a functional group such as a carboxyl group or a carboxylic anhydride group in the polyolefin resin.
- the type of polyolefin resin to be modified is not particularly limited, but it is preferable to use the same thermoplastic resin (A1) as described above.
- thermoplastic resin (A1) when a polypropylene resin is used as the thermoplastic resin (A1), it is preferable to use a modified polypropylene resin as the modified polyolefin resin (A2).
- the modified polyolefin resin (A2) includes a modified propylene homopolymer, a modified propylene- ⁇ -olefin random copolymer, a modified propylene- ⁇ -olefin block copolymer, and the like.
- Graft modification and copolymerization can be used as a modification method of the polyolefin resin.
- unsaturated carboxylic acid used for modification include acrylic acid, methacrylic acid, maleic acid, nadic acid, fumaric acid, itaconic acid, crotonic acid, citraconic acid, sorbic acid, mesaconic acid, angelic acid and phthalic acid. It is done.
- Derivatives include acid anhydrides, esters, amides, imides and metal salts, such as maleic anhydride, itaconic anhydride, citraconic anhydride, nadic anhydride, phthalic anhydride, methyl acrylate, methacrylic acid.
- Examples include methyl acid, ethyl acrylate, butyl acrylate, maleic acid monoethyl ester, acrylamide, maleic acid monoamide, maleimide, N-butylmaleimide, sodium acrylate and sodium methacrylate.
- unsaturated dicarboxylic acids and derivatives thereof are preferable, and maleic anhydride and phthalic anhydride are particularly preferable.
- the modification amount of the unsaturated carboxylic acid or derivative thereof is 0.01 to 2% by weight, preferably 0.05 to 1.8% by weight, out of a total of 100% by weight of the thermoplastic resin (A1) and the modified polyolefin resin (A2). %, More preferably 0.1 to 1.5% by weight.
- the amount of carboxylic acid added in the modified polyolefin resin (A2) is usually 0.1 to 14% by weight, preferably 0.8 to 8% by weight.
- the acid addition amount is determined from the peak area of 1,670 to 1,810 cm ⁇ 1 by measuring the IR spectrum of the modified polyolefin resin.
- the modification of the polyolefin resin may be performed in advance prior to the production of the long fiber reinforced thermoplastic resin particles (A), or may be performed in the melt-kneading process during the production of the particles (A). For example, when it is performed in advance prior to the production of the particles (A), when preparing the long fiber reinforced thermoplastic resin particles (A), for example, an acid-modified polyolefin resin or the like is added to the thermoplastic resin (A1). Add an appropriate amount.
- thermoplastic resin (A1), the polyolefin resin, and the unsaturated carboxylic acid or derivative thereof are kneaded in an extruder using an organic peroxide, thereby unsaturated the polyolefin resin.
- Carboxylic acid or its derivatives are modified by graft copolymerization.
- organic peroxide examples include benzoyl peroxide, lauroyl peroxide, azobisisobutyronitrile, dicumyl peroxide, t-butyl hydroperoxide, ⁇ , ⁇ '-bis (t-butyl peroxide).
- the content of the modified polyolefin resin (A2) is preferably 1 to 5% by weight, more preferably 1.% by weight in the total of 100% by weight of the thermoplastic resin (A1), the modified polyolefin resin (A2), and the reinforcing fiber (A3). 5 to 3.5% by weight.
- the content of the modified polyolefin resin (A2) is less than 1% by weight, the interfacial adhesion between the fiber and the finger may be lowered, and the strength may be lowered.
- the content of the modified polyolefin resin (A2) is more than 5% by weight, the overall molecular weight may be lowered and the strength may be lowered.
- the ratio of the thermoplastic resin (A1) is 75 to 99% by weight and the modified polyolefin resin (A2) is 1 to 25% by weight in the total 100% by weight of the thermoplastic resin (A1) and the modified polyolefin resin (A2).
- the thermoplastic resin (A1) is preferably contained in a proportion of 85 to 98% by weight, and the modified polyolefin resin (A2) is more preferably contained in a proportion of 2 to 15% by weight.
- the reinforcing fiber (A3) according to the present invention is not particularly limited, and examples thereof include organic fibers such as carbon and nylon, inorganic fibers such as basalt and glass fibers, and preferably glass fibers.
- Glass fibers such as E glass (Electrical glass), C glass (Chemical glass), A glass (Alkali glass), S glass (High strength ⁇ ⁇ ⁇ glass) and alkali-resistant glass are melt-spun into filament-like fibers. Can be mentioned.
- glass long fibers are usually used.
- a continuous glass fiber bundle is used as a raw material for the long glass fiber, which is commercially available as glass roving.
- the average fiber diameter is usually 3 to 30 ⁇ m, preferably 13 to 20 ⁇ m, more preferably 16 to 18 ⁇ m, and the number of filament bundles is usually 400 to 10,000, preferably 1,000 to 6,000, More preferably, the number is 3,000 to 5,000.
- the fiber length of the glass fiber in the long fiber reinforced thermoplastic resin particles (A) is usually 4 to 10 mm, preferably 5 to 8 mm, and the fiber diameter is usually 10 to 20 ⁇ m, preferably 13 to 18 ⁇ m.
- the content of the reinforcing fiber (A3) is 30 to 80% by weight, preferably 40 to 70% by weight, out of a total of 100% by weight of the thermoplastic resin (A1), the modified polyolefin resin (A2) and the reinforcing fiber (A3). More preferred is 45 to 65% by weight, and particularly preferred is 45 to 60% by weight.
- productivity may be lowered.
- the content of the reinforcing fiber (A3) is more than 80% by weight, more specifically, more than 70% by weight, the amount of the glass fiber is increased, the impregnation into the fiber is reduced, and the unopened glass fiber is increased. Sometimes.
- the content of the reinforcing fibers (A3) contained in the resin blend (C) of the present invention is 100% by weight in total of the long fiber reinforced thermoplastic resin particles (A) and the polyolefin resin particles for dilution (B). It is 20 to 60% by weight, preferably 25 to 40% by weight. When the content of the reinforcing fiber (A3) is less than 20% by weight, the strength of the resulting molded product may be insufficient. When the content of the reinforcing fiber (A3) is more than 60% by weight, the appearance is poor. It may become.
- the surface of the reinforcing fiber (A3) can have a functional group by various surface treatment methods such as electrolytic treatment and sizing agent treatment.
- a sizing agent is preferably used, and a sizing agent containing a coupling agent is particularly preferably used.
- the adhesiveness with the thermoplastic resin (A1) is improved, and a molded article having good strength and appearance can be obtained.
- the sizing agent examples include those containing a coupling agent as described in JP-A No. 2003-253563, for example.
- the coupling agent can be appropriately selected from conventionally known coupling agents such as so-called silane coupling agents such as aminosilane and epoxysilane and titanium coupling agents.
- the sizing agent preferably includes a resin emulsion for easy handling.
- a resin emulsion contained in the sizing agent urethane-based, olefin-based, acrylic-based, nylon-based, butadiene-based, epoxy-based and the like can be used, and among these, urethane-based and olefin-based are preferably used.
- the urethane-based sizing agent is usually an oil-modified type, a moisture-curing type, and a polyisocyanate obtained by polyaddition reaction of a diisocyanate compound and a polyhydric alcohol in a proportion of 50% by weight or more.
- Both a one-component type such as a block type and a two-component type such as a catalyst curable type and a polyol curable type can be used.
- Representative examples include the Bondic series and the Hydran series (both manufactured by DIC Corporation).
- the olefin sizing agent for example, a modified polyolefin resin modified with an unsaturated carboxylic acid or a derivative thereof can be used.
- thermoplastic resin particles (A) ⁇ Long fiber reinforced thermoplastic resin particles (A)>
- the above-mentioned long-fiber reinforced thermoplastic resin particles (A) containing the thermoplastic resin (A1), the modified polyolefin resin (A2) and the reinforcing fiber (A3) should be produced by a known molding method such as a drawing method. Can do.
- a part of the thermoplastic resin (A1), the modified polyolefin resin (A2) and the reinforcing fiber (A3) may be separately melt-kneaded and then mixed (blended).
- the shape of the long fiber reinforced thermoplastic resin particles (A) is usually columnar.
- the particle length of the long fiber reinforced thermoplastic resin particles (A) is usually 4 to 10 mm, preferably 5 to 8 mm.
- the particle length of the long fiber reinforced thermoplastic resin particles (A) is less than 4 mm, the effect of improving rigidity, heat resistance and impact strength is low, and warping deformation may be large.
- the particle length of the long fiber reinforced thermoplastic resin particles (A) exceeds 10 mm, molding may be difficult.
- the reinforcing fibers (A3) having a fiber length of 4 to 10 mm are arranged substantially in parallel. Since the long fiber reinforced thermoplastic resin particles (A) according to the present invention have a large aspect ratio of the reinforced fibers (A3) in the particles (A), it is easy to obtain a resin blend (C) having high strength.
- the long fiber reinforced thermoplastic resin particles (A) are obtained by guiding the roving of thousands of reinforcing fibers (A3) to an impregnation die and melting the thermoplastic resin (A1) and the modified polyolefin resin (A2) (hereinafter simply referred to as “long fiber reinforced thermoplastic resin particles (A3)”).
- molten resin Also referred to as “molten resin” can be easily obtained by uniformly impregnating between filaments and then cutting to a required length.
- the molten resin is supplied from the extruder, while the continuous glass fiber bundle is allowed to pass through, and the glass fiber bundle is impregnated with the molten resin, and then drawn through a nozzle.
- a method of pelletizing to the required length is taken.
- a method may be used in which a polyolefin resin and an unsaturated carboxylic acid or an anhydride thereof are dry-blended using an organic peroxide, introduced into a hopper of an extruder, and supplied while simultaneously modifying.
- the method for impregnation is not particularly limited, and a method in which roving is passed through a resin powder fluidized bed and then heated above the melting point of the resin (Japanese Patent Laid-Open No. Sho 46-4545), using a crosshead die A method of impregnating a roving of reinforcing fibers with a molten thermoplastic resin (Japanese Patent Laid-Open Nos. 62-60625, 63-1332036, 63-264326 and 1-208118) A method in which resin fibers and rovings of reinforcing fibers are mixed and then heated above the melting point of the resin to impregnate the resin (Japanese Patent Laid-Open No.
- an extruder having two or more feed parts may be used, a decomposing agent may be charged from the top feed, and another resin may be charged from the side feed.
- a decomposing agent for example, in the case of a polypropylene resin, an organic peroxide is preferable.
- extruders Two or more extruders (extruding sections) may be used, and at least one of them may be charged with the decomposition agent. Furthermore, a resin, an unsaturated carboxylic acid or a derivative thereof, and a decomposing agent may be charged into at least one place of the extruder.
- the long fiber reinforced thermoplastic resin particles (A) obtained as described above were sealed in a 20 L SUS chamber with 25 g of long fiber reinforced thermoplastic resin particles (A) and left at 65 ° C. for 1 hour. the amount of acetaldehyde dissipated from the particles (a) when the 3.0 [mu] g / m 3 or less, preferably 2.8 ⁇ g / m 3 or less, more preferably 2.7 ⁇ g / m 3 or less.
- the thermoplastic resin (A1) according to the present invention has a narrow molecular weight distribution (Mw / Mn) due to the characteristics of the metallocene catalyst used at the time of production, and thus produces the long fiber reinforced thermoplastic resin particles (A).
- Mw / Mn narrow molecular weight distribution
- the reason why the amount of aldehyde emitted from the long fiber reinforced thermoplastic resin particles (A) is small is that a volatile low molecular weight component accompanying decomposition by a peroxide is not generated.
- thermoplastic resin (A1) since the operation of removing volatile components (VOC, etc.) generated when the thermoplastic resin (A1) is decomposed is not required, the long fiber reinforced thermoplastic resin particles (A) are efficiently used. Can be manufactured.
- thermoplastic resin described in Japanese Patent Application No. 2008-074405 is manufactured using a Ziegler catalyst, it has a wide molecular weight distribution (Mw / Mn) and many low molecular weight components. Prior to production of the plastic resin pellets (particles), it is necessary to add a peroxide to perform decomposition. Therefore, when 25 g of pellets made of a thermoplastic resin produced using a Ziegler-based catalyst are analyzed for the amount of aldehyde, it becomes 6.7 ⁇ g / m 3 , which is obtained from the long fiber reinforced thermoplastic resin particles (A) according to the present invention. Obviously there is a lot of aldehyde emission.
- the content of the long fiber reinforced thermoplastic resin particles (A) according to the present invention is 10 to 90% by weight in a total of 100% by weight of the long fiber reinforced thermoplastic resin particles (A) and the polyolefin resin particles for dilution (B). , Preferably 50 to 90% by weight, more preferably 50 to 80% by weight.
- polyethylene resin particles for dilution (B) for example, polyethylene resins and polypropylene resins can be used. More specifically, examples of the polyethylene resin include low density polyethylene (LDPE) and an ethylene- ⁇ -olefin copolymer. Examples of the polypropylene resin include a propylene homopolymer and a propylene- ⁇ -olefin random copolymer. Examples thereof include a polymer and a propylene- ⁇ -olefin block copolymer. Of these, polypropylene resins are particularly preferable resins.
- LDPE low density polyethylene
- polypropylene resin include a propylene homopolymer and a propylene- ⁇ -olefin random copolymer. Examples thereof include a polymer and a propylene- ⁇ -olefin block copolymer. Of these, polypropylene resins are particularly preferable resins.
- a known production method using a metallocene catalyst or a Ziegler catalyst can be used without any particular limitation.
- the production described in JP-A-11-071431, JP-A-2002-234976, JP-A-2002-249624, the above-mentioned pamphlet of International Publication No. 01/27124, JP-A-11-315109, etc. The method can be used.
- the (b-1) melt index (MI; resin temperature 230 ° C., load 21.18 N) of the polyolefin resin particles (B) for dilution is preferably 20 to 70 g / 10 minutes, more preferably 20 to 60 g / 10 minutes. It is.
- MI melt index
- the viscosity of the resin blend (C) is kept high in the injection cylinder and the shear stress is increased during the injection molding of the resin blend (C). be able to.
- melt index of the polyolefin resin particles for dilution (B) is less than 20 g / 10 minutes, the fluidity of the resin blend (C) may decrease, and the mold transfer may decrease.
- melt index of the polyolefin resin particles for dilution (B) is more than 70 g / 10 minutes, the unopened glass fibers may increase.
- the method for adjusting the melt index of the polyolefin resin particles for dilution (B) to the above range is as already described in the long fiber reinforced thermoplastic resin particles (A).
- the relaxation time ⁇ G ′ ⁇ (G ′′ ⁇ ⁇ ), that is, G ′ ⁇ G ′′ is preferably 0.3 seconds or less (relaxation time ⁇ ⁇ 0.3 seconds).
- the relaxation time ⁇ exceeds 0.3 seconds, the unopened glass fiber (A3) may increase, or for example, it may be difficult to mold a large molded product for automobiles.
- the relaxation time ⁇ of the polyolefin resin particles for dilution (B) is more preferably 0.01 to 0.3 seconds, and particularly preferably 0.05 to 0.28 seconds.
- a relaxation time ⁇ of 0.3 seconds or less is preferable because the fluidity and physical properties are balanced.
- the relaxation time ⁇ When an external force is applied to a material system in an equilibrium state, and after reaching a new equilibrium state or steady state, when the external force is removed, the phenomenon that the system recovers to the initial equilibrium state by the internal motion of the system is called a relaxation phenomenon.
- a characteristic time constant that is a measure of the time required for relaxation is called relaxation time.
- the molten polymer is flowed. At this time, the molecular chain is stretched and aligned in the flow direction (this is referred to as “orientation”).
- orientation the stress applied to the molecules disappears, each molecular chain starts to move, and eventually turns in its own direction (this is called “relaxation of molecular chains”).
- G ′ is the storage elastic modulus and indicates the elastic property of the polyolefin resin
- G ′′ is the loss elastic modulus and indicates the viscous property of the polyolefin resin.
- the molecular weight distribution is changed by decomposing with a peroxide or the like (particularly, a resin having a small ⁇ can be easily obtained by decomposing at a high magnification from those having a high molecular weight).
- Adjust each polymerization condition of multistage polymerization (however, it may be industrially disadvantageous in cost).
- the molecular weight distribution (Mw / Mn) in terms of standard polypropylene measured by (b-3) gel permeation chromatography (GPC) of the polyolefin resin particles for dilution (B) is preferably 2.5 to It is 6.0, more preferably 3.0 to 5.5, particularly preferably 3.5 to 5.5.
- the molecular weight (Mn) is usually 1 ⁇ 10 4 to 12 ⁇ 10 4 , preferably 2 ⁇ 10 4 to 10 ⁇ 10 4 , more preferably 3 ⁇ 10 4 to 8 ⁇ 10 4 .
- Mn number average molecular weight
- the content of the polyolefin resin particles for dilution (B) according to the present invention is 10 to 90% by weight, preferably 100 to 90% by weight, in a total of 100% by weight of the long fiber reinforced thermoplastic resin particles (A) and the polyolefin resin particles for dilution (B). Is 10 to 50% by weight, more preferably 20 to 50% by weight.
- the resin blend (C) of the present invention comprises long fiber reinforced thermoplastic resin particles (A) and polyolefin resin particles for dilution (B). That is, the resin blend (C) of the present invention is substantially a dry blend obtained by physically dry blending the long fiber reinforced thermoplastic resin particles (A) and the polyolefin resin particles for dilution (B). .
- “substantially” means that the resin blend (C) of the present invention may contain the following additives in addition to the long fiber reinforced thermoplastic resin particles (A) and the polyolefin resin particles for dilution (B). That means.
- dispersants for example, dispersants, lubricants, plasticizers, flame retardants, antioxidants (phenolic antioxidants, phosphorus antioxidants and sulfur antioxidants), antistatic agents, copper damage inhibitors, light stabilizers , Ultraviolet absorbers, crystallization accelerators (nucleating agents), foaming agents, cross-linking agents and modifying additives such as antibacterial agents, colorants such as pigments and dyes, carbon black, titanium oxide, bengara, azo pigments, Additives such as anthraquinone pigments, particulate fillers such as phthalocyanine, talc, calcium carbonate, mica and clay, short fiber fillers such as wollastonite, and whiskers such as potassium titanate may be included.
- additives may be added during the production of the long fiber reinforced thermoplastic resin particles (A) and contained in the long fiber reinforced thermoplastic resin particles (A), or may be added when the molded product is produced. May be.
- the resin blend (C) of the present invention can be obtained by dry blending using various known methods such as a V-type blender, a ribbon blender, a Henschel mixer, and a tumbler blender.
- the production conditions can be adjusted as appropriate according to the type of material used, but preferably the long fiber reinforced thermoplastic resin particles (A) and the polyolefin resin particles for dilution (B) are placed in a tumbler blender at 50 ° C. It is desirable to dry blend within 3 minutes under the following conditions.
- the resin blend (C) of the present invention is obtained by taking a sample in an amount of 50 g at 5 locations arbitrarily from the dry blend obtained as described above, and the average value when each weight is measured is long fiber reinforced.
- Thermoplastic resin particles (A) Xg, dilution polyolefin resin particles (B) 50-Xg, and the standard deviation (1 ⁇ ) is usually 4.5 or less, preferably 3.5 or less, more preferably 3.0 or less. It is desirable to be in range. When the standard deviation is within the above range, the resin blend (C) of the present invention is uniformly dispersed, which is preferable.
- the resin blend (C) of the present invention is a dry blend composed of long fiber reinforced thermoplastic resin particles (A) and dilution polyolefin resin particles (B).
- the fiber length of the reinforcing fiber (A3) in the resin blend (C) is maintained, resulting in higher rigidity and impact resistance.
- the improvement effect of property and durability can be acquired.
- the reinforcing fiber (A3) is preferably contained in an amount of 5 to 60% by weight in a total of 100% by weight of the long fiber reinforced thermoplastic resin particles (A) and the polyolefin resin particles for dilution (B). More preferably, it is contained in an amount of 50% by weight.
- the long fiber reinforced thermoplastic resin particles (A) or the resin blend (C) of the present invention can be molded to produce various molded products.
- a known molding method such as an injection molding method, an extrusion molding method, a hollow molding method, a compression molding method, an injection compression molding method, a gas injection injection molding, and a foam injection molding can be used without any particular limitation.
- the injection molding method, the compression molding method, and the injection compression molding method are preferable, and the injection molding method is particularly preferable.
- the resin blend (C) of the present invention produces a single pellet using a long fiber reinforced resin composition obtained by melting and kneading two types of propylene polymers and reinforcing fibers as described in Patent Documents 3 to 4, for example.
- the long fiber reinforced thermoplastic resin particles (A) and the polyolefin resin particles for dilution (B) are dry blended. Is. Without producing the long fiber reinforced thermoplastic resin particles (A), the thermoplastic resin (A1), the modified polyolefin resin (A2), the reinforcing fibers (A3) and the polyolefin resin particles for dilution (B) are all melted together.
- the reinforcing fiber (A3) When kneaded, the dispersibility of the reinforcing fiber (A3) in the resulting molded article is poor.
- the resin blend (C) of the present invention the long fiber reinforced thermoplastic resin particles (A) and the polyolefin resin particles for dilution (B) are uniformly contained, and the dispersibility of the reinforcing fibers (A3) is also good. is there.
- the reinforcing fiber (A3) is obtained by using the thermoplastic resin (A1) having a high melt index (MI) and a narrow molecular weight distribution (Mw / Mn).
- the polyolefin resin particle for dilution (B) is a polyolefin having a low melt index (MI) and a relatively wide molecular weight distribution (Mw / Mn).
- MI low melt index
- Mw / Mn relatively wide molecular weight distribution
- the molded product obtained by injection molding the resin blend (C) of the present invention is excellent in appearance because the reinforcing fibers (A3) are sufficiently opened. Furthermore, since the fiber length of this reinforcing fiber (A3) is maintained over a long period of time, it is possible to maintain physical properties equivalent to or higher than those of conventional products.
- MI Melt index
- Measuring device CFC T-150A type, manufactured by Mitsubishi Yuka Co., Ltd. Column: Shodex AT-806MS (x 3) Dissolved solution: o-dichlorobenzene Flow rate: 1.0 ml / min Sample concentration: 0.3 wt% / vol% (with 0.1% BHT) Injection volume: 0.5 ml Solubility: Complete dissolution Detector: Infrared absorption detection method, 3.42 ⁇ (2924 cm -1 ), NaCl plate Elution temperature: 0 to 135 ° C, 28 fractions 0, 10, 20, 30, 40, 45, 50, 55 , 60, 65, 70, 75, 80, 85, 90, 94, 97, 100, 103, 106, 109, 112, 115, 118, 121, 124, 127, 135 (° C) For details of the measurement, the sample was heated at 145 ° C.
- the temperature rising elution column capacity is 0.83 ml, and the pipe capacity is 0.07 ml.
- the detector was an infrared spectrometer MIRAN 1A CVF type (CaF 2 cell) manufactured by FOXBORO, and infrared light of 3.42 ⁇ m (2924 cm ⁇ 1 ) was detected by setting the absorbance mode with a response time of 10 seconds.
- the elution temperature was divided into 28 fractions from 0 to 135 ° C. All temperature displays are integers.
- the elution fraction at 94 ° C. indicates a component eluted at 91 to 94 ° C.
- the molecular weight of components that were not coated even at 0 ° C. and the fraction eluted at each temperature were measured, and the molecular weight in terms of polypropylene was determined using a general-purpose calibration curve.
- the SEC temperature is 135 ° C.
- the internal standard injection amount is 0.5 ml
- the injection position is 3.0 ml
- the data sampling time is 0.50 seconds.
- Data processing was performed with the analysis program “CFC data processing (version 1.50)” attached to the apparatus.
- the measuring method is as follows. (I) A 20 L volume SUS chamber is sealed and heated to 65 ° C. (Ii) Collect chamber blank after 1 hour. (Iii) After returning to room temperature, the long fiber reinforced thermoplastic resin particles (A) are charged and purged with clean air. (Iv) The chamber is sealed and warmed again to 65 ° C. (V) After leaving to be sealed for 1 hour, clean air is introduced again, and air containing the diffused gas from the long fiber reinforced thermoplastic resin particles (A) is collected at a sampling flow rate of 200 mL / min for 50 minutes.
- a 2,4-DNPH cartridge was used as the adsorbent.
- the amount of formaldehyde contained in the emitted gas collected from 25 g of the long fiber reinforced thermoplastic resin particles (A) was less than 2 ⁇ g / m 3 .
- Second step The temperature is lowered to 30 ° C. at 10 ° C./min.
- Third step The temperature is raised to 240 ° C. at 10 ° C./min.
- Storage modulus (G ′), loss modulus (G ′′) and relaxation time ( ⁇ ) (Sample preparation conditions)
- ⁇ Molding method Press molding ⁇ Sample size: Thickness: 1mm, Diameter: 2.8mm ⁇ Molding conditions: -Preheating: Mold 200 ° C, 120 seconds without pressure applied-Degassing: Mold 200 ° C, pressurization 0-30kg / cm 2 ⁇ Opening is repeated about 10 times as quickly as possible-Pressurization: Pressure 80kg Cooling at / cm 2 for 60 seconds: Measurement was performed using a cone and plate rheometer under conditions of a cooling mold of 30 ° C. and a pressure of 80 kg / cm 2 for 120 seconds or less.
- Measuring equipment System-4 (trade name), manufactured by Rheometrics Measuring section shape: cone & plate type Measuring conditions: 175 ° C, strain 30% (sinusoidal strain)
- thermoplastic resin (A1) (mPP-1) (1) Production of solid catalyst carrier 300 g of SiO 2 was sampled in a 1 L branch flask, and 800 mL of toluene was put into a slurry. Next, the solution was transferred to a 5 L four-necked flask, and 260 mL of toluene was added. 2830 mL of methylaluminoxane (hereinafter also referred to as “MAO”)-toluene solution (10 wt% solution) was introduced. The mixture was stirred at room temperature for 30 minutes. The temperature was raised to 110 ° C. over 1 hour, and the reaction was carried out for 4 hours.
- MAO methylaluminoxane
- prepolymerization catalyst 404 g of the solid catalyst component prepared in the above (2), 218 mL of triethylaluminum, and 100 L of heptane were charged into an autoclave equipped with a stirrer with an internal volume of 200 L and maintained at an internal temperature of 15 to 20 ° C. 1212 g was charged and reacted with stirring for 180 minutes. After completion of the polymerization, the solid component was precipitated, and the supernatant was removed and washed with heptane twice. The obtained prepolymerized catalyst was resuspended in purified heptane and adjusted with heptane so that the solid catalyst component concentration was 4 g / L.
- This prepolymerized catalyst contained 3 g of polyethylene per 1 g of the solid catalyst component.
- (4) Main polymerization In a jacketed circulation tubular polymerizer with an internal capacity of 58 L, propylene is 40 kg / hour, hydrogen is 5 NL / hour, and the catalyst slurry produced in (3) is 0.8 g / hour as a solid catalyst component, triethylaluminum. 4 ml / hour was continuously supplied, and polymerization was performed in a full liquid state without a gas phase. The temperature of the tubular reactor was 30 ° C., and the pressure was 3.2 MPa / G.
- the obtained slurry was sent to a vessel polymerization vessel with a stirrer having an internal volume of 1000 L and further polymerized.
- propylene was supplied at a rate of 45 kg / hour, and hydrogen was supplied so that the hydrogen concentration in the gas phase was 0.25 mol%.
- Polymerization was performed at a polymerization temperature of 72 ° C. and a pressure of 3.1 MPa / G.
- the obtained slurry was sent to a vessel polymerization vessel equipped with a stirrer having an internal volume of 500 L and further polymerized.
- propylene was supplied at 10 kg / hour, and hydrogen was supplied so that the hydrogen concentration in the gas phase was 0.25 mol%.
- Polymerization was performed at a polymerization temperature of 71 ° C. and a pressure of 3.0 MPa / G.
- thermoplastic resin (A1) (mPP-2) was produced in the same manner as in Production Example 1 except that the polymerization was changed to the method shown below in Production Example 1. ) was manufactured.
- the obtained slurry was sent to a vessel polymerization vessel with a stirrer having an internal volume of 1000 L and further polymerized.
- propylene was supplied at 45 kg / hour, and hydrogen was supplied so that the hydrogen concentration in the gas phase was 0.24 mol%.
- Polymerization was performed at a polymerization temperature of 72 ° C. and a pressure of 3.1 MPa / G.
- the obtained slurry was sent to a vessel polymerization vessel equipped with a stirrer having an internal volume of 500 L and further polymerized.
- propylene was supplied at 10 kg / hour, and hydrogen was supplied so that the hydrogen concentration in the gas phase was 0.24 mol%.
- Polymerization was performed at a polymerization temperature of 71 ° C. and a pressure of 3.0 MPa / G.
- the obtained polypropylene homopolymer was vacuum dried at 80 ° C.
- the resulting polypropylene homopolymer had a number average molecular weight (Mn) of 45,000, a weight average molecular weight (Mw) of 104,000, a molecular weight distribution (Mw / Mn) of 2.3, and a melt index (MI) of 115 g /
- Mn number average molecular weight
- Mw weight average molecular weight
- Mw / Mn molecular weight distribution
- MI melt index
- prepolymerization catalyst 404 g of the solid catalyst component prepared in (1) above 218 mL of triethylaluminum, and 100 L of heptane were charged into an autoclave equipped with a stirrer with an internal volume of 200 L, and maintained at an internal temperature of 15 to 20 ° C. Was reacted with stirring for 180 minutes. After completion of the polymerization, the solid component was precipitated, and the supernatant was removed and washed with heptane twice. The obtained prepolymerized catalyst was resuspended in purified heptane and adjusted with heptane so that the solid catalyst component concentration was 4 g / L.
- This prepolymerized catalyst contained 3 g of polyethylene per 1 g of the solid catalyst component.
- the obtained slurry was sent to a vessel polymerization vessel equipped with a stirrer having an internal volume of 1000 L, and further polymerized.
- propylene was supplied at 45 kg / hour, and hydrogen was supplied so that the hydrogen concentration in the gas phase was 0.20 mol%.
- Polymerization was performed at a polymerization temperature of 72 ° C. and a pressure of 3.1 MPa / G.
- the obtained slurry was sent to a vessel polymerization vessel equipped with a stirrer having an internal volume of 500 L and further polymerized.
- Propylene was supplied to the polymerization vessel at a rate of 10 kg / hour, and hydrogen was supplied so that the hydrogen concentration in the gas phase was 0.20 mol%.
- Polymerization was performed at a polymerization temperature of 71 ° C. and a pressure of 3.0 MPa / G.
- the obtained slurry was sent to a vessel polymerization vessel equipped with a stirrer having an internal volume of 500 L and further polymerized.
- Propylene was supplied to the polymerization vessel at a rate of 10 kg / hour, and hydrogen was supplied so that the hydrogen concentration in the gas phase was 0.20 mol%.
- Polymerization was performed at a polymerization temperature of 69 ° C. and a pressure of 3.0 MPa / G.
- the resulting polypropylene homopolymer has a number average molecular weight (Mn) of 41,000, a weight average molecular weight (Mw) of 94,000, a molecular weight distribution (Mw / Mn) of 2.3, a melt index ( MI) was 165 g / 10 min, the amount of components soluble in o-dichlorobenzene at 90 ° C. was 6% by weight, and the melting point (Tm) was 147 ° C.
- Example 1 Long fiber reinforced thermoplastic resin particles (A) were produced using the pellet production apparatus shown in FIG.
- 10 is a die
- 20 is an extruder that supplies molten resin to the die
- 30 is a roll of a fiber bundle F
- 40 is a tension roll group that applies a constant tension to the fiber bundle F drawn into the die 10.
- 50 is a cooling means for cooling the molten resin-impregnated fiber bundle drawn from the die
- 60 is a fiber bundle pulling roll
- 70 is a long fiber reinforced thermoplastic by cutting the drawn molten resin-impregnated fiber bundle.
- It is a pelletizer as resin particles (A).
- three independent fiber bundles F are simultaneously impregnated with molten resin.
- -Die Attached to the tip of a 50 m ⁇ extruder, and four rods are linearly arranged in the impregnation part.
- -Fiber bundle Glass roving bundled with 4000 glass fibers (A3) having a fiber diameter of 16 ⁇ m surface-treated with aminosilane.
- Preheating temperature 200 ° C
- PP-3 (propylene homopolymer, dilution polyolefin resin particles (B) so that the content of glass fiber (A3) in the obtained resin blend (C) is 40% by weight in the obtained particles (A). )) was dry blended at a blending ratio shown in Table 2 to prepare a resin blend (C).
- test pieces of the long fiber reinforced thermoplastic resin particles (A) and the resin blend (C) were produced under the following conditions and tested for bending strength [MPa] and bending elastic modulus [MPa].
- Injection molding machine FANUC ⁇ 100B (full flight screw) Mold: ISO-compatible tensile dumbbell (two sets) Molding temperature: 250 ° C / 45 ° C The results are shown in Table 2.
- the obtained resin blend (C) was introduced into an injection molding machine (AZ7000, manufactured by Nissei Plastic Industry Co., Ltd.) to produce a 200 mm ⁇ 180 mm ⁇ 3 mm plate-shaped molded body.
- AZ7000 manufactured by Nissei Plastic Industry Co., Ltd.
- a film gate was used as a mold and a full flight screw was used as a screw. Molding was performed under the conditions of a resin temperature of 250 ° C., a mold temperature of 45 ° C., and a filling speed of 20 mm / second.
- a test piece was prepared from the obtained molded body, and a vibration fatigue test was performed. The results are shown in Tables 3-4. Tables 3 to 4 show the number of vibrations when the test piece is damaged under each stress condition.
- Example 2 to 5 are plots of the results shown in Tables 3 to 4.
- the number of unopened fibers of Example 1 was set to 100, and the ratio of the number of unopened fibers of Example 2 and Comparative Example 1 to the unopened fiber number was determined as the unopened index according to the following formula.
- Unopened index (Number of unopened fibers) ⁇ (Number of unopened fibers in Example 1) ⁇ 100
- Example 2 In Example 1, long fiber reinforced thermoplastic resin particles (A) and resin blend (C) were obtained in the same manner as in Example 1 except that mPP-2 shown in Table 1 was used as the thermoplastic resin (A1). Prepared. Table 2 shows the mixing ratio of each component.
- Example 1 The obtained resin blend (C) was molded in the same manner as in Example 1 to prepare a test piece.
- the results of the vibration fatigue test are shown in Tables 3 to 4 and FIGS.
- Table 2 shows the mixing ratio of each component.
- Example 2 long fiber reinforced thermoplastic resin particles and long fiber reinforced particle blends were prepared in the same manner as in Example 1 except that PP-1 shown in Table 1 was used as the thermoplastic resin. Table 2 shows the mixing ratio of each component.
- PP-1 is a propylene homopolymer (Y-6005GM, melt index (MI) 60, manufactured by Prime Polymer Co., Ltd.), peroxide bis (t-butyldioxyisopropyl) benzene (Percadox 14, 0.1% by weight of Kayaku Akzo Co., Ltd.) was added and melt kneaded.
- the melting point (Tm) of PP-1 (decomposed product of Y-6005GM) was 163 ° C.
- Example 1 The obtained long fiber particle blend was molded in the same manner as in Example 1 to prepare a test piece.
- the results of the vibration fatigue test are shown in Tables 3 to 4 and FIGS.
- Comparative Example 1 it can be seen that the test piece breaks with a smaller number of vibrations than in Examples 1 and 2. The tendency was particularly remarkable when a vibration fatigue test was performed at 90 ° C.
- Example 3 As a comparison with Example 1, the resin components contained in the resin blend (C) of Example 1, namely, mPP-1 (thermoplastic resin (A1)), PP-2 (modified polyolefin resin (A2)) and PP -3 (polyolefin resin particles for dilution (B)) were melted and kneaded all together to produce a polyolefin resin. Long fiber reinforced thermoplastic resin particles were produced using this polyolefin resin. Using the obtained long fiber reinforced thermoplastic resin particles, molding was carried out in the same manner as in the Examples to prepare test pieces. As a result, compared with Example 1, the dispersibility of the glass fiber was remarkably poor, and many glass lumps due to poor dispersion occurred.
- mPP-1 thermoplastic resin
- PP-2 modified polyolefin resin
- PP -3 polyolefin resin particles for dilution
- the molded body comprising the long fiber reinforced thermoplastic resin particles (A) or the long fiber reinforced thermoplastic resin particle blend (C) of the present invention is an automotive part (front end, fan sheroud, cooling fan, engine under cover, engine cover, Radiator box, side door, sliding door, back door inner, back door outer, outer plate, fender, roof rail, door handle, door trim, luggage box, wheel cover and handle), motorcycle / bicycle parts (luggage box, handle and wheel) , Housing-related parts (hot water flush toilet parts, bathroom parts, bathtub parts, chair legs, valves and meter boxes), washing machine parts (tubs and balance rings, etc.), fans for wind power generators, power tool parts, mowing machines Handle and It can be suitably used for applications such as chromatography scan joint.
- automotive part front end, fan sheroud, cooling fan, engine under cover, engine cover, Radiator box, side door, sliding door, back door inner, back door outer, outer plate, fender, roof rail, door handle, door trim, luggage box, wheel cover and handle),
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Reinforced Plastic Materials (AREA)
Abstract
Description
例えば、特許文献3~4では、分子量分布の狭いプロピレン重合体および分子量分布の広いプロピレン重合体を組み合わせ、強化繊維と共に溶融混練した長繊維強化樹脂組成物と、該組成物からなるペレットおよび成形体が報告されている。しかし、長繊維強化樹脂組成物中に含まれる強化繊維の分散性向上や射出成形によって生産される自動車モジュール部品が要求する高い外観性を完全に満たすものではなく、さらなる外観性の改善が求められていた。
〔1〕メタロセン触媒を用いて製造された熱可塑性樹脂(A1)、不飽和カルボン酸またはその誘導体で変性された変性ポリオレフィン樹脂(A2)および強化繊維(A3)を含有してなり、下記要件(1)~(5)を満たすことを特徴とする長繊維強化熱可塑性樹脂粒子(A)。
(1)熱可塑性樹脂(A1)および変性ポリオレフィン樹脂(A2)の合計100重量%中、不飽和カルボン酸またはその誘導体の変性量が0.01~2重量%である。
(2)熱可塑性樹脂(A1)、変性ポリオレフィン樹脂(A2)および強化繊維(A3)の合計100重量%中、熱可塑性樹脂(A1)および変性ポリオレフィン樹脂(A2)が合計で20~70重量%含まれる。
(3)熱可塑性樹脂(A1)、変性ポリオレフィン樹脂(A2)および強化繊維(A3)の合計100重量%中、強化繊維(A3)が30~80重量%含まれる。
(4)長繊維強化熱可塑性樹脂粒子(A)25gを20L容のチェンバー内に密閉して65℃で1時間放置したときに長繊維強化熱可塑性樹脂粒子(A)から放散されるアセトアルデヒドの量が3.0μg/m3以下である。
(5)長繊維強化熱可塑性樹脂粒子(A)中の樹脂成分の融点が150℃以上である。
(a-1)メルトインデックス(MI;樹脂温度230℃、荷重21.18N)が100~250g/10分の範囲にある。
(a-2)クロス分別クロマトグラフィー(CFC法)により測定した90℃のo-ジクロロベンゼンに可溶な成分の量が1重量%以下である。
(a-3)分子量分布(Mw/Mn)が3.5未満である。
(b-1)メルトインデックス(MI;樹脂温度230℃、荷重21.18N)が20~70g/10分の範囲にある。
(b-2)コーン&プレートレオメーターで測定した貯蔵弾性率G’および損失弾性率G’’から計算される角周波数ω=1(rad/秒)のときの緩和時間λが0.3秒以下である。
(b-3)分子量分布(Mw/Mn)が2.5~6.0の範囲にある。
〔9〕〔5〕~〔7〕のいずれかに記載の長繊維強化熱可塑性樹脂粒子ブレンド(C)を用い、成形して得られる成形体。
本発明の長繊維強化熱可塑性樹脂粒子(A)は、メタロセン触媒を用いて製造された熱可塑性樹脂(A1)、不飽和カルボン酸またはその誘導体で変性された変性ポリオレフィン樹脂(A2)および強化繊維(A3)を含有してなり、下記要件(1)~(5)を満たすことを特徴とする。
(1)熱可塑性樹脂(A1)および変性ポリオレフィン樹脂(A2)の合計100重量%中、不飽和カルボン酸またはその誘導体の変性量が0.01~2重量%である。
(2)熱可塑性樹脂(A1)、変性ポリオレフィン樹脂(A2)および強化繊維(A3)の合計100重量%中、熱可塑性樹脂(A1)および変性ポリオレフィン樹脂(A2)が20~70重量%含まれる。
(3)熱可塑性樹脂(A1)、変性ポリオレフィン樹脂(A2)および強化繊維(A3)の合計100重量%中、強化繊維(A3)が30~80重量%含まれる。
(4)長繊維強化熱可塑性樹脂粒子(A)25gを20L容のチェンバー内に密閉して65℃で1時間放置したときに長繊維強化熱可塑性樹脂粒子(A)から放散されるアセトアルデヒドの量が3.0μg/m3以下である。
(5)長繊維強化熱可塑性樹脂粒子(A)中の樹脂成分の融点が150℃以上である。
本発明に係る熱可塑性樹脂(A1)としては、例えば、ポリオレフィン系樹脂およびポリスチレン系樹脂などを用いることができる。ポリオレフィン系樹脂としては、具体的には、プロピレン単独重合体およびプロピレン-α-オレフィンランダム共重合体などのポリプロピレン系樹脂ならびに4-メチル-1-ペンテン重合体樹脂などが挙げられる。ここで、α-オレフィンとしては、具体的には、エチレン、1-ブテン、1-ペンテン、1-ヘキセンおよび1-オクテンなどが挙げられ、特に好ましくはエチレンおよび1-ブテンなどが挙げられる。α-オレフィンは一種単独で用いてもよいし、二種以上を組み合わせて用いてもよい。このうち、成形性および耐熱性の点で、ポリプロピレン系樹脂が好ましく、特にプロピレン単独重合体が好ましい。ポリスチレン系樹脂としては、具体的には、シンジオタクチックポリスチレンなどが挙げられる。


本発明に係る熱可塑性樹脂(A1)としてポリプロピレン系樹脂を使用する場合、耐衝撃性を改良する目的で、必要に応じてエラストマーを添加してポリプロピレン系樹脂組成物の形態で使用してもよい。エラストマーとしては、エチレン-α-オレフィンランダム共重合体などのプロピレン-α-オレフィン共重合体、エチレン-α-オレフィン-非共役ポリエンランダム共重合体、水素添加ブロック共重合体、その他弾性重合体、およびこれらの混合物などが挙げられる。α-オレフィンとしては、ポリオレフィン系樹脂を構成するα-オレフィンとしてすでに述べたものと同様のものを使用することができ、一種単独で使用してもよいし、二種以上を組み合わせて使用してもよい。
[工程1]プロピレンならびに、必要に応じて、エチレンおよび炭素数4以上のα-オレフィンから選ばれる一種以上のオレフィンをメタロセン化合物含有触媒の存在下で(共)重合し、プロピレン単独重合体またはプロピレン-α-オレフィン共重合体を製造する工程。
[工程2]プロピレンならびに、エチレンおよび炭素数4以上のα-オレフィンから選ばれる一種以上のオレフィンをメタロセン化合物含有触媒の存在下で共重合して、エチレンおよび炭素数4以上のα-オレフィンが工程1よりも多く含まれるプロピレン-α-オレフィン共重合体を製造する工程。
長繊維強化熱可塑性樹脂粒子(A)中の樹脂成分の融点は150℃以上、好ましくは150~163℃、より好ましくは156~162℃である。融点が150℃より低いと、結晶化度が低くなり、室温での曲げ強度などの機械強度が低下することがある。なお、上記樹脂成分のほとんどは熱可塑性樹脂(A1)である。
本発明に係る不飽和カルボン酸またはその誘導体で変性された変性ポリオレフィン樹脂(A2)は、ポリオレフィン樹脂中にカルボキシル基または無水カルボン酸基などの官能基を有するものである。
変性に用いる不飽和カルボン酸としては、例えば、アクリル酸、メタクリル酸、マレイン酸、ナジック酸、フマル酸、イタコン酸、クロトン酸、シトラコン酸、ソルビン酸、メサコン酸、アンゲリカ酸およびフタル酸などが挙げられる。また、その誘導体としては、酸無水物、エステル、アミド、イミドおよび金属塩などがあり、例えば、無水マレイン酸、無水イタコン酸、無水シトラコン酸、無水ナジック酸、無水フタル酸、アクリル酸メチル、メタクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、マレイン酸モノエチルエステル、アクリルアミド、マレイン酸モノアミド、マレイミド、N-ブチルマレイミド、アクリル酸ナトリウムおよびメタクリル酸ナトリウムなどが挙げられる。これらの中でも、不飽和ジカルボン酸およびその誘導体が好ましく、特に無水マレイン酸および無水フタル酸が好ましい。
例えば、上記粒子(A)の製造に先立って予め行う場合は、長繊維強化熱可塑性樹脂粒子(A)を調製するときに、熱可塑性樹脂(A1)に、例えば、酸変性したポリオレフィン樹脂などを適量添加する。
本発明に係る強化繊維(A3)としては、特に限定されないが、例えば、カーボンおよびナイロンなどの有機繊維、バサルトおよびガラス繊維などの無機繊維が挙げられ、好ましくはガラス繊維が挙げられる。
長繊維強化熱可塑性樹脂粒子(A)中のガラス繊維の繊維長は、通常4~10mm、好ましくは5~8mmであり、繊維径は、通常10~20μm、好ましくは13~18μmである。
カップリング剤としては、アミノシランやエポキシシランなどのいわゆるシラン系カップリング剤やチタン系カップリング剤などの従来から知られるカップリング剤から適宜選択することができる。
収束剤に含まれる樹脂エマルジョンとしては、ウレタン系、オレフィン系、アクリル系、ナイロン系、ブタジエン系およびエポキシ系などが使用でき、これらのうち、ウレタン系およびオレフィン系を使用することが好ましい。ここで、ウレタン系収束剤は、通常、ジイソシアネート化合物と多価アルコールとの重付加反応により得られるポリイソシアネートを50重量%以上の割合で含有するものであれば、油変性型、湿気硬化型およびブロック型などの一液タイプならびに触媒硬化型およびポリオール硬化型などの二液タイプのいずれも使用できる。代表的なものとしては、ボンディックシリーズやハイドランシリーズ(共にDIC(社)製)などが挙げられる。一方、オレフィン系収束剤としては、例えば、不飽和カルボン酸またはその誘導体で変性された変性ポリオレフィン系樹脂が使用できる。
上述した熱可塑性樹脂(A1)、変性ポリオレフィン樹脂(A2)および強化繊維(A3)を含有してなる長繊維強化熱可塑性樹脂粒子(A)は、引き抜き法など、公知の成形方法で製造することができる。熱可塑性樹脂(A1)、変性ポリオレフィン樹脂(A2)および強化繊維(A3)の一部を別途、溶融混練した後に混合(ブレンド)してもよい。
長繊維強化熱可塑性樹脂粒子(A)の粒子長は通常4~10mmであり、好ましくは5~8mmである。長繊維強化熱可塑性樹脂粒子(A)の粒子長が4mm未満の場合、剛性、耐熱性および衝撃強度の改善効果が低く、反り変形も大きくなることがある。一方、長繊維強化熱可塑性樹脂粒子(A)の粒子長が10mm超の場合、成形が困難となることがある。
本発明に係る長繊維強化熱可塑性樹脂粒子(A)は、該粒子(A)中で強化繊維(A3)のアスペクト比が大きいために、強度の高い樹脂ブレンド(C)が得られやすい。
さらに、押出機の少なくとも1個所に樹脂、不飽和カルボン酸またはその誘導体ならびに分解剤を投入してもよい。
本発明に係る希釈用ポリオレフィン樹脂粒子(B)としては、例えば、ポリエチレン系樹脂およびポリプロピレン系樹脂などを用いることができる。より具体的には、ポリエチレン系樹脂としては、低密度ポリエチレン(LDPE)およびエチレン-α-オレフィン共重合体などが挙げられ、ポリプロピレン系樹脂としては、プロピレン単独重合体、プロピレン-α-オレフィンランダム共重合体およびプロピレン-α-オレフィンブロック共重合体などが挙げられる。このうち、ポリプロピレン系樹脂が特に好ましい樹脂として挙げられる。
希釈用ポリオレフィン樹脂粒子(B)の(b-2)コーン&プレートレオメーターで測定した貯蔵弾性率G’および損失弾性率G’’から計算された角周波数ω=1(rad/秒)のときの緩和時間λ=G’÷(G’’×ω)、すなわち、G’÷G’’は0.3秒以下であるのが好ましい(緩和時間λ≦0.3秒)。緩和時間λが0.3秒超の場合、ガラス繊維(A3)の未開繊が増える、あるいは、例えば自動車用の大型成形品の成形が困難となることがある。
平衡状態にある物質系に外力を加え、新しい平衡状態または定常状態に達した後、外力を取り去ると、その系の内部運動によって、系が初めの平衡状態に回復する現象を緩和現象といい、緩和に要する時間の目安となる特性的な時間定数を緩和時間という。高分子を成形加工する場合、溶融した高分子を流動させるが、このとき、分子鎖は流動方向に引き伸ばされて引き揃えられる(これを「配向する」という)。しかし、引き伸ばしが終わり、流動が終了して冷却が始まると、分子に加わる応力がなくなり、各分子鎖は動き出し、やがて勝手な方向に向いてしまう(これを「分子鎖の緩和」という)。
λ=G’/ωG’’=G’/G’’
で表すことができる。
(1)過酸化物などで分解して分子量分布を変化させる(特に高分子量のものから高い倍率で分解することでλの小さい樹脂を得られやすい)。
(2)分子量分布の異なる複数の樹脂を混合する(高活性触媒の利用や過酸化物を多量に使用し、分解率を上げるなどの方法で分子量分布の狭い樹脂を作り、組み合わせると有効である)。
(3)多段重合の各重合条件を調整する(ただし、工業的にはコスト面で不利な場合がある)。
(4)重合触媒の選定
希釈用ポリオレフィン樹脂粒子(B)の(b-3)ゲルパーミエーションクロマトグラフィー(GPC)で測定した標準ポリプロピレン換算の分子量分布(Mw/Mn)は好ましくは2.5~6.0、より好ましくは3.0~5.5、特に好ましくは3.5~5.5である。分子量(Mn)は、通常1×104~12×104、好ましくは2×104~10×104、より好ましくは3×104~8×104である。数平均分子量(Mn)が上記の範囲にあると、繊維含浸工程のしやすさと機械強度との両立を図る観点で好ましい。
本発明の樹脂ブレンド(C)は、長繊維強化熱可塑性樹脂粒子(A)および希釈用ポリオレフィン樹脂粒子(B)からなる。すなわち、本発明の樹脂ブレンド(C)は、実質的に、長繊維強化熱可塑性樹脂粒子(A)および希釈用ポリオレフィン樹脂粒子(B)を物理的にドライブレンドして得られるドライブレンド物である。ここで「実質的に」とは、本発明の樹脂ブレンド(C)が、長繊維強化熱可塑性樹脂粒子(A)および希釈用ポリオレフィン樹脂粒子(B)に加えて、以下の添加剤を含みうることをいう。
本発明の長繊維強化熱可塑性樹脂粒子(A)または樹脂ブレンド(C)は、成形して各種成形体を製造することができる。
表中の各種パラメータは、以下の方法で測定した。
JIS K 7210-1999に準拠し、樹脂温度230℃、荷重21.18Nの条件で測定した。
クロス分別クロマトグラフ(CFC)を用いて測定した。
各温度でのo-ジクロロベンゼンに可溶な成分の分析は、クロス分別クロマトグラフ(CFC)で行った。CFC測定は組成分別を行う温度上昇溶離分別(TREF)部と、分子量分別を行うGPC部とを備えた下記装置を用いて、下記条件で行い、各温度での量を算出した。
カラム : Shodex AT-806MS(×3本)
溶解液 : o-ジクロロベンゼン
流速 : 1.0 ml/min
試料濃度 : 0.3 wt%/vol%(0.1% BHT入り)
注入量 : 0.5 ml
溶解性 : 完全溶解
検出器 : 赤外吸光検出法、3.42μ(2924 cm-1)、NaCl板
溶出温度 : 0~135℃、28フラクション
0、10、20、30、40、45、50、55、60、65、70、75、80、85、90、94、97、100、103、106、109、112、115、118、121、124、127、135 (℃)
測定の詳細は、試料を145℃で2時間加熱して溶解してから、135℃で保持した後、0℃まで10℃/時間で降温、さらに0℃で60分保持して試料をコーティングさせた。昇温溶出カラム容量は0.83ml、配管容量は0.07mlである。検出器はFOXBORO社製赤外分光器MIRAN 1A CVF型(CaF2セル)を用い、応答時間10秒の吸光度モードの設定で、3.42μm(2924cm-1)の赤外光を検知した。溶出温度は0~135℃までを28フラクションに分けた。温度表示は全て整数であり、例えば94℃の溶出画分とは、91~94℃で溶出した成分のことを示す。0℃でもコーティングされなかった成分および各温度で溶出したフラクションの分子量を測定し、汎用較正曲線を使用して、ポリプロピレン換算分子量を求めた。SEC温度は135℃であり、内標注入量は0.5mlであり、注入位置は3.0mlであり、データサンプリング時間は0.50秒である。データ処理は、装置付属の解析プログラム「CFCデータ処理(バージョン1.50)」で実施した。
ゲルパーミエーションクロマトグラフ(GPC)を用いて測定した。
分子量および分子量分布の測定はウォーターズ社製GPC-150C Plusを用い、以下のようにして測定した。分離カラムは、TSKgel GMH6-HTおよびTSK gel GMH6-HTLであり、カラムサイズはそれぞれ内径7.5mm、長さ600mmであり、カラム温度は140℃とし、移動相にはo-ジクロロベンゼン(和光純薬工業)および酸化防止剤としてBHT(和光純薬工業)0.025重量%を用い、1.0ml/分で移動させ、試料濃度は0.1重量%とし、試料注入量は500μLマイクロリットルとし、検出器として示差屈折計を用いた。標準ポリスチレンは、分子量がMw<1000およびMw>4×106については東ソー社製を用い、1000≦Mw≦4×106についてはプレッシャーケミカル社製を用い、汎用較正法を用いてPPに換算した。なお、PS、PPのMark-Houwink係数はそれぞれ、文献(J. Polym. Sci., Part A-2, 8, 1803 (1970)、Makromol. Chem., 177, 213 (1976))に記載の値を用いた。
測定方法は以下に示す通りである。
(i)容積20LのSUS製のチェンバーを密閉状態にし、65℃に加温する。
(ii)1時間後、チェンバーブランクを採取する。
(iii)室温に戻した後、長繊維強化熱可塑性樹脂粒子(A)を投入し、清浄空気でパージする。
(iv)チェンバーを密閉状態にし、再び65℃に加温する。
(v)1時間密閉放置した後、再び清浄空気を導入しながら、長繊維強化熱可塑性樹脂粒子(A)からの放散ガスを含んだ空気を採取流量200mL/分で50分間採取する。
(vi)採取したガス10Lを溶媒で溶解させて、高速液体クロマトグラフィー(HPLC)により放散ガス中に含まれるアルデヒド類の分析を行う。
示差走査熱量計(DSC、パーキンエルマー社製)を用いて測定を行った。ここで、第3stepにおける吸熱ピークを融点(Tm)と定義した。
(サンプル作製条件)
成形方法:プレス成形
金型 :厚さ0.2mm(サンプルをアルミホイルで挟み、金型を用いてプレス成形)
成形温度:240℃(加熱温度240℃)
プレス圧力:300kg/cm2、プレス時間:1分、
プレス成形後、シートを氷水で冷却し、下記測定容器に約0.4gのシートを封入
測定容器:DSC PANS 10μl BO-14-3015
DSC COVER BO14-3003
(測定条件)
第1step:10℃/分で240℃まで昇温し、10分間保持する。
第3step:10℃/分で240℃まで昇温する。
[貯蔵弾性率(G’)、損失弾性率(G’’)および緩和時間(λ)]
(サンプル作製条件)
◆成形方法 :プレス成形
◆サンプルサイズ :厚み:1mm、直径:2.8mm
◆成形条件 :
・予熱 :金型200℃、圧力をかけない状態で120秒
・ガス抜き:金型200℃、加圧0~30kg/cm2⇒開放を10回程度
可能な限り素早く繰り返す
・加圧 :圧力80kg/cm2で60秒
・冷却 :冷却金型30℃、圧力80kg/cm2で120秒
以下の条件でコーン&プレートレオメーターを用いて測定した。
測定部形状:コーン&プレート型
測定条件:175℃、歪30%(正弦的な歪)
上記条件で貯蔵弾性率G’および損失弾性率G’’を求め、(円板に与える正弦ひずみの)角周波数ω=1(rad/秒)のときの緩和時間λ(秒)を、λ=G’÷(G’’×ω)=G’÷G’’を計算して求めた。
試験機 : 島津製作所製 曲げ試験機 AGS-10KND
テストピースサイズ : L×W×t=120×10×4(mm)
試験条件 : 温度23℃、スパン80mm、試験速度2mm/分
[振動疲労特性]
本発明の樹脂ブレンド(C)から得られた成形体から幅1.01cm、厚さ0.27cmの試験片を切り出し、周波数15Hz、温度23℃および90℃の条件下で、試験片の流れ方向(MD)および直行方向(TD)について振動疲労試験を行った。各々の応力条件で、振動試験を行い、試験片が破損したときの振動回数で振動疲労のしやすさを評価した。
(1)固体触媒担体の製造
1L枝付フラスコにSiO2300gをサンプリングし、トルエン800mLを入れ、スラリー化した。次に5L4つ口フラスコへ移液をし、トルエン260mLを加えた。メチルアルミノキサン(以下、「MAO」ともいう。)-トルエン溶液(10wt%溶液)を2830mL導入した。室温のままで、30分間撹拌した。1時間で110℃に昇温し、4時間反応を行った。反応終了後、室温まで冷却した。冷却後、上澄みトルエンを抜き出し、フレッシュなトルエンで、置換率が95%になるまで、置換を行った。
(2)固体触媒の製造(担体への金属触媒成分の担持)
グローブボックス内にて、5L4つ口フラスコに[3-(1’,1’,4’,4’,7’,7’,10’,10’-オクタメチルオクタヒドロジベンゾ[b,h]フルオレニル)(1,1,3-トリメチル-5-t-ブチル-1,2,3,3a-テトラヒドロペンタレン)]ジルコニウムジクロライドを2.0g秤取した。フラスコを外へ出し、トルエン0.46リットルと(1)で調製したMAO/SiO2/トルエンスラリー1.4リットルを窒素下で加え、30分間撹拌し担持を行った。得られた[3-(1’,1’,4’,4’,7’,7’,10’,10’-オクタメチルオクタヒドロジベンゾ[b,h]フルオレニル)(1,1,3-トリメチル-5-t-ブチル-1,2,3,3a-テトラヒドロペンタレン)]ジルコニウムジクロライド/MAO/SiO2/トルエンスラリーはn-ヘプタンにて99%置換を行い、最終的なスラリー量を4.5リットルとした。この操作は、室温で行った。
(3)前重合触媒の製造
前記の(2)で調製した固体触媒成分404g、トリエチルアルミニウム218mL、ヘプタン100Lを内容量200Lの撹拌機付きオートクレーブに装入し、内温15~20℃に保ちエチレンを1212g装入し、180分間撹拌しながら反応させた。重合終了後、固体成分を沈降させ、上澄み液の除去およびヘプタンによる洗浄を2回行った。得られた前重合触媒を精製ヘプタンに再懸濁させて、固体触媒成分濃度で4g/Lとなるよう、ヘプタンにより調整を行った。この前重合触媒は固体触媒成分1g当たりポリエチレンを3g含んでいた。
(4)本重合
内容量58Lのジャケット付循環式管状重合器にプロピレンを40kg/時間、水素を5NL/時間、(3)で製造した触媒スラリーを固体触媒成分として0.8g/時間、トリエチルアルミニウム4ml/時間を連続的に供給し、気相の存在しない満液の状態にて重合した。管状反応器の温度は30℃であり、圧力は3.2MPa/Gであった。
得られたポリプロピレン単独重合体の数平均分子量(Mn)は42,000、重量平均分子量(Mw)は93,000、分子量分布(Mw/Mn)は2.2、メルトインデックス(MI)は165g/10分、90℃以下の溶出量は0.2重量%、融点(Tm)は156℃であった。
<製造例2>熱可塑性樹脂(A1)(mPP-2)の製造
製造例1において、本重合を以下に示す方法に変えた以外は、製造例1と同様にして熱可塑性樹脂(mPP-2)を製造した。
(1)本重合
内容量58Lのジャケット付循環式管状重合器にプロピレンを40kg/時間、水素を5NL/時間、製造例1(3)で製造した触媒スラリーを固体触媒成分として1.0g/時間、トリエチルアルミニウム4ml/時間を連続的に供給し、気相の存在しない満液の状態にて重合した。管状反応器の温度は30℃であり、圧力は3.2MPa/Gであった。
得られたポリプロピレン単独重合体の数平均分子量(Mn)は45,000、重量平均分子量(Mw)は104,000、分子量分布(Mw/Mn)は2.3、メルトインデックス(MI)は115g/10分、90℃以下の溶出量は0.1重量%、融点(Tm)は156℃であった。
<製造例3>熱可塑性樹脂(mPP-3)の製造
製造例1(1)で製造した固体触媒担体を用い、以下の方法で行った。
(1)固体触媒の製造(担体への金属触媒成分の担持)
グローブボックス内にて、5L4つ口フラスコにジフェニルメチレン(3-t-ブチル-5-メチルシクロペンタジエニル)(2,7-t-ブチルフルオレニル)ジルコニウムジクロリドを2.0g秤取した。フラスコを外へ出し、トルエン0.46リットルと製造例1(1)で調製したMAO/SiO2/トルエンスラリー1.4リットルを窒素下で加え、30分間撹拌し担持を行った。得られたジフェニルメチレン(3-t-ブチル-5-メチルシクロペンタジエニル)(2,7-t-ブチルフルオレニル)ジルコニウムジクロリド/MAO/SiO2/トルエンスラリーはn-ヘプタンにて99%置換を行い、最終的なスラリー量を4.5リットルとした。この操作は、室温で行った。
(2)前重合触媒の製造
前記の(1)で調製した固体触媒成分404g、トリエチルアルミニウム218mL、ヘプタン100Lを内容量200Lの撹拌機付きオートクレーブに装入し、内温15~20℃に保ちエチレンを606g装入し、180分間撹拌しながら反応させた。重合終了後、固体成分を沈降させ、上澄み液の除去およびヘプタンによる洗浄を2回行った。得られた前重合触媒を精製ヘプタンに再懸濁して、固体触媒成分濃度で4g/Lとなるよう、ヘプタンにより調整を行った。この前重合触媒は固体触媒成分1g当たりポリエチレンを3g含んでいた。
(3)本重合
内容量58Lの管状重合器にプロピレンを40kg/時間、水素を5NL/時間、製造例3(2)で製造した触媒スラリーを固体触媒成分として1.7g/時間、トリエチルアルミニウム4ml/時間を連続的に供給し、気相の存在しない満液の状態にて重合した。管状反応器の温度は30℃であり、圧力は3.2MPa/Gであった。
図1に示すペレット製造装置を用いて長繊維強化熱可塑性樹脂粒子(A)を製造した。
なお、図1中、10はダイ、20はダイ10へ溶融樹脂を供給する押出機、30は繊維束Fのロール、40はダイ10に引き込まれる繊維束Fに一定の張力を与えるテンションロール群、50はダイ10から引き出された溶融樹脂含浸繊維束を冷却するための冷却手段、60は繊維束の引き出しロール、70は引き出された溶融樹脂含浸繊維束をカッ卜して長繊維強化熱可塑性樹脂粒子(A)とするペレタイザである。この装置では、3本のそれぞれ独立した繊維束Fに、溶融樹脂を同時に含浸させている。
・ダイ:50mφ押出機の先端に取り付け、含浸部に4本のロッドを直線状に配置
・繊維束:アミノシランで表面処理された繊維径16μmのガラス繊維(A3)を4000本束ねたガラスロービング
・予熱温度:200℃
・熱可塑性樹脂(A1)および変性ポリオレフィン樹脂(A2):表1に示すmPP-1(プロピレン単独重合体)およびPP-2(無水マレイン酸変性ポリプロピレン、無水マレイン酸付加量2重量%、H-1100P、株式会社プライムポリマー製)を表2に示す組成比になるようにブレンドして溶融
・溶融温度:280℃
・ロッド:四本6mm(直径)×3mm(長さ)
・傾斜角度:25度
上記条件下において、テンションロール群で繊維束の量を調整しつつダイ内に送り込み含浸を行い、その後、ダイから引き出して冷却し、ペレタイザで粒子長6mmの長繊維強化熱可塑性樹脂粒子(A)を作製した。
射出成形機 : ファナックα100B(フルフライトスクリュー)
金型 : ISO対応引張ダンベル(2本セット取り)
成形温度 : 250℃/45℃
結果を表2に示す。
この射出成形機では、金型としてフィルムゲートを用い、スクリューとしてフルフライトスクリューを用いた。また、樹脂温度250℃、型温45℃、充填速度20mm/秒の条件で成形を行った。
結果を表3~4に示す。表3~4は各応力条件下で試験片が破損したときの振動回数を示している。
また、これら成形体の未開繊部の数を目視で数えた。これらの数を規格化するため、実施例1の成形体の未開繊数を100として、実施例2および比較例1の成形体の未開繊数との比率を、下記式にしたがって未開繊指数として求めた。
未開繊指数=(未開繊数)÷(実施例1の未開繊数)×100
[実施例2]
実施例1において、熱可塑性樹脂(A1)として表1に示すmPP-2を用いたこと以外は実施例1と同様にして、長繊維強化熱可塑性樹脂粒子(A)および樹脂ブレンド(C)を調製した。各成分の配合比を表2に示す。
振動疲労試験の結果を表3~4および図2~5に示す。
[比較例1]
実施例1において、熱可塑性樹脂として表1に示すmPP-3を用いたこと以外は実施例1と同様にして、長繊維強化熱可塑性樹脂粒子および長繊維強化粒子ブレンドを調製した。各成分の配合比を表2に示す。
実施例1において、熱可塑性樹脂として表1に示すPP-1を用いたこと以外は実施例1と同様にして、長繊維強化熱可塑性樹脂粒子および長繊維強化粒子ブレンドを調製した。各成分の配合比を表2に示す。
振動疲労試験の結果を表3~4および図2~5に示す。
比較例1では実施例1~2と比べて、少ない振動回数で試験片が破損することがわかる。また、その傾向は90℃で振動疲労試験を行った場合、特に顕著であった。
実施例1との比較として、実施例1の樹脂ブレンド(C)に含まれる樹脂成分、すなわち、mPP-1(熱可塑性樹脂(A1))、PP-2(変性ポリオレフィン樹脂(A2))およびPP-3(希釈用ポリオレフィン樹脂粒子(B))を全て一括して溶融混練したポリオレフィン樹脂を作製した。このポリオレフィン樹脂を用いて長繊維強化熱可塑性樹脂粒子を作製した。得られた長繊維強化熱可塑性樹脂粒子を用いて実施例と同様にして成形を行い、試験片を作製した。その結果、実施例1と比較してガラス繊維の分散性が著しく悪く、分散不良によるガラス塊が多発した。




20 押出機
30 繊維束Fのロール
40 テンションロール群
50 冷却手段
60 引き出しロール
70 ペレタイザ
Claims (9)
- メタロセン触媒を用いて製造された熱可塑性樹脂(A1)、不飽和カルボン酸またはその誘導体で変性された変性ポリオレフィン樹脂(A2)および強化繊維(A3)を含有してなり、
下記要件(1)~(5)を満たすことを特徴とする長繊維強化熱可塑性樹脂粒子(A)。
(1)熱可塑性樹脂(A1)および変性ポリオレフィン樹脂(A2)の合計100重量%中、不飽和カルボン酸またはその誘導体の変性量が0.01~2重量%である。
(2)熱可塑性樹脂(A1)、変性ポリオレフィン樹脂(A2)および強化繊維(A3)の合計100重量%中、熱可塑性樹脂(A1)および変性ポリオレフィン樹脂(A2)が合計で20~70重量%含まれる。
(3)熱可塑性樹脂(A1)、変性ポリオレフィン樹脂(A2)および強化繊維(A3)の合計100重量%中、強化繊維(A3)が30~80重量%含まれる。
(4)長繊維強化熱可塑性樹脂粒子(A)25gを20L容のチェンバー内に密閉して65℃で1時間放置したときに長繊維強化熱可塑性樹脂粒子(A)から放散されるアセトアルデヒドの量が3.0μg/m3以下である。
(5)長繊維強化熱可塑性樹脂粒子(A)中の樹脂成分の融点が150℃以上である。 - 前記熱可塑性樹脂(A1)および前記変性ポリオレフィン樹脂(A2)の合計100重量%中、熱可塑性樹脂(A1)が75~99重量%含まれ、変性ポリオレフィン樹脂(A2)が1~25重量%含まれることを特徴とする請求項1に記載の長繊維強化熱可塑性樹脂粒子(A)。
- 前記熱可塑性樹脂(A1)が、下記要件(a-1)、(a-2)および(a-3)を満たすことを特徴とする請求項1または2に記載の長繊維強化熱可塑性樹脂粒子(A)。
(a-1)メルトインデックス(MI;樹脂温度230℃、荷重21.18N)が100~250g/10分の範囲にある。
(a-2)クロス分別クロマトグラフィー(CFC法)により測定した90℃のo-ジクロロベンゼンに可溶な成分の量が1重量%以下である。
(a-3)分子量分布(Mw/Mn)が3.5未満である。 - 前記熱可塑性樹脂(A1)が、プロピレン単独重合体およびプロピレン-α-オレフィンランダム共重合体の中から選ばれる少なくとも1種の重合体であることを特徴とする請求項1~3のいずれかに記載の長繊維強化熱可塑性樹脂粒子(A)。
- 請求項1~4のいずれかに記載の長繊維強化熱可塑性樹脂粒子(A)10~90重量%と、
希釈用ポリオレフィン樹脂粒子(B)90~10重量%(ただし、長繊維強化熱可塑性樹脂粒子(A)および希釈用ポリオレフィン樹脂粒子(B)の合計を100重量%とする)とからなる長繊維強化熱可塑性樹脂粒子ブレンド(C)。 - 前記長繊維強化熱可塑性樹脂粒子(A)および前記希釈用ポリオレフィン樹脂粒子(B)の合計100重量%中、強化繊維(A3)が5~60重量%含まれることを特徴とする請求項5に記載の長繊維強化熱可塑性樹脂粒子ブレンド(C)。
- 前記希釈用ポリオレフィン樹脂粒子(B)が、下記要件(b-1)、(b-2)および(b-3)を満たすことを特徴とする請求項5または6に記載の長繊維強化熱可塑性樹脂粒子ブレンド(C)。
(b-1)メルトインデックス(MI;樹脂温度230℃、荷重21.18N)が20~70g/10分の範囲にある。
(b-2)コーン&プレートレオメーターで測定した貯蔵弾性率G’および損失弾性率G’’から計算される角周波数ω=1(rad/秒)のときの緩和時間λが0.3秒以下である。
(b-3)分子量分布(Mw/Mn)が2.5~6.0の範囲にある。 - 請求項1~4のいずれかに記載の長繊維強化熱可塑性樹脂粒子(A)を用い、成形して得られる成形体。
- 請求項5~7のいずれかに記載の長繊維強化熱可塑性樹脂粒子ブレンド(C)を用い、成形して得られる成形体。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09817731.4A EP2345689B1 (en) | 2008-09-30 | 2009-09-28 | Fiber-reinforced resin composition and molded object thereof |
| CN2009801384152A CN102164989B (zh) | 2008-09-30 | 2009-09-28 | 纤维增强树脂组合物及其成型体 |
| US13/121,384 US20110178229A1 (en) | 2008-09-30 | 2009-09-28 | Fiber-reinforced resin composition and molded body thereof |
| US13/604,808 US8420728B2 (en) | 2008-09-30 | 2012-09-06 | Fiber-reinforced resin composition and molded body thereof |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008253384 | 2008-09-30 | ||
| JP2008254206 | 2008-09-30 | ||
| JP2008-253384 | 2008-09-30 | ||
| JP2008-254206 | 2008-09-30 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US13/121,384 A-371-Of-International US20110178229A1 (en) | 2008-09-30 | 2009-09-28 | Fiber-reinforced resin composition and molded body thereof |
| US13/604,808 Division US8420728B2 (en) | 2008-09-30 | 2012-09-06 | Fiber-reinforced resin composition and molded body thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010038698A1 true WO2010038698A1 (ja) | 2010-04-08 |
Family
ID=42073462
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/066765 Ceased WO2010038698A1 (ja) | 2008-09-30 | 2009-09-28 | 繊維強化樹脂組成物およびその成形体 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US20110178229A1 (ja) |
| EP (1) | EP2345689B1 (ja) |
| KR (1) | KR20110089265A (ja) |
| CN (1) | CN102164989B (ja) |
| WO (1) | WO2010038698A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010137305A1 (ja) * | 2009-05-29 | 2010-12-02 | 株式会社プライムポリマー | 長繊維強化樹脂組成物及びその成形体 |
| WO2014084314A1 (ja) * | 2012-11-30 | 2014-06-05 | 三菱レイヨン株式会社 | ペレット混合物、炭素繊維強化ポリプロピレン樹脂組成物、成形体及びペレット混合物の製造方法 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1980992B (zh) * | 2004-05-24 | 2011-01-12 | 普瑞曼聚合物有限公司 | 纤维强化树脂组合物及其成型品 |
| WO2009088033A1 (ja) * | 2008-01-11 | 2009-07-16 | Mitsui Chemicals, Inc. | 変性プロピレン樹脂 |
| US9359492B2 (en) * | 2008-03-21 | 2016-06-07 | Prime Polymer Co., Ltd. | Long-fiber-reinforced resin composition and molded article thereof |
| CN102046711B (zh) * | 2008-03-27 | 2013-04-24 | 住友化学株式会社 | 发泡成型体及发泡成型体的制造方法 |
| JPWO2010073998A1 (ja) * | 2008-12-24 | 2012-06-14 | 住友化学株式会社 | 発泡成形体及び発泡成形体の製造方法 |
| WO2016080425A1 (ja) * | 2014-11-18 | 2016-05-26 | 三井化学株式会社 | 変性エチレン系重合体、接着性樹脂組成物、積層体、その用途 |
| KR101674609B1 (ko) * | 2015-05-07 | 2016-11-09 | 롯데케미칼 주식회사 | 폴리올레핀 수지 단일칩 제조방법 및 폴리올레핀 수지 단일칩 |
| CN105199232A (zh) * | 2015-10-28 | 2015-12-30 | 辽宁石油化工大学 | 一种聚烯烃树脂组合物 |
| KR101791231B1 (ko) * | 2015-12-23 | 2017-10-27 | 주식회사 엘지화학 | 장섬유 강화용 올레핀 중합체의 제조 방법 및 장섬유 |
| PL3434728T3 (pl) * | 2017-07-28 | 2021-06-14 | Borealis Ag | Kompozycja polipropylenowa wzmocniona długimi włóknami węglowymi |
| BR112021008163A2 (pt) | 2018-11-09 | 2021-08-03 | Idemitsu Kosan Co.,Ltd. | pano não tecido e método para fabricar o mesmo |
| JP6741833B1 (ja) * | 2019-08-09 | 2020-08-19 | 住友化学株式会社 | 射出成形品 |
| EP4153678B1 (en) * | 2020-05-22 | 2025-03-26 | Borealis AG | Glass fiber composite |
| EP3913005A1 (en) * | 2020-05-22 | 2021-11-24 | Borealis AG | Glass fiber reinforced composite with narrow mwd polypropylene |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001139702A (ja) * | 1999-11-11 | 2001-05-22 | Asahi Kasei Corp | ガラス繊維強化樹脂成形体 |
| JP2004300293A (ja) * | 2003-03-31 | 2004-10-28 | Idemitsu Petrochem Co Ltd | 長繊維強化樹脂ペレット及びその組成物、並びにこれらの成形体 |
| JP2008179784A (ja) * | 2006-12-26 | 2008-08-07 | Sumitomo Chemical Co Ltd | プロピレン系樹脂組成物とそのペレットおよびそれらからなる成形体 |
Family Cites Families (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH518165A (de) * | 1970-04-07 | 1972-01-31 | Ici Ltd | Kontinuierliches Verfahren zur Herstellung von faserverstärktem thermoplastischem Material |
| JPS61118235A (ja) | 1984-11-14 | 1986-06-05 | Furukawa Electric Co Ltd:The | 強化プラスチツク成形物の製造方法 |
| JPS6260625A (ja) | 1985-09-12 | 1987-03-17 | Asahi Chem Ind Co Ltd | 長繊維で補強された熱可塑性樹脂線材の製造方法 |
| JPS63132036A (ja) | 1986-11-22 | 1988-06-04 | Nippon Steel Corp | 繊維強化複合材料の製造方法 |
| FR2613661B1 (fr) * | 1987-04-09 | 1989-10-06 | Atochem | Procede de fabrication de profiles de resine thermoplastique renforces de fibres continues, appareillage pour leur obtention |
| US4864964A (en) * | 1987-12-15 | 1989-09-12 | General Electric Company | Apparatus and method for impregnating continuous lengths of multifilament and multi-fiber structures |
| JP2603884B2 (ja) * | 1991-03-05 | 1997-04-23 | 出光エヌエスジー株式会社 | 難燃性樹脂組成物 |
| JP2524945B2 (ja) | 1992-10-05 | 1996-08-14 | 旭ファイバーグラス株式会社 | 連続ガラス繊維強化熱可塑性樹脂ペレットの製造方法 |
| KR100278254B1 (ko) | 1995-11-30 | 2001-01-15 | 고토 기치 | 장섬유 보강 수지 구조물의 제조방법 및 장치 |
| JP3732623B2 (ja) | 1996-08-16 | 2006-01-05 | 出光興産株式会社 | ポリプロピレン系樹脂及びポリプロピレン系樹脂組成物 |
| TW440583B (en) * | 1996-08-16 | 2001-06-16 | Idemitsu Petrochemical Co | Polypropylene resin and polypropylene-based resin composition |
| JP3530020B2 (ja) | 1997-04-25 | 2004-05-24 | 三井化学株式会社 | オレフィン重合用触媒、遷移金属化合物、オレフィンの重合方法およびα−オレフィン・共役ジエン共重合体 |
| TW420693B (en) * | 1997-04-25 | 2001-02-01 | Mitsui Chemicals Inc | Olefin polymerization catalysts, transition metal compounds, and <alpha>-olefin/conjugated diene copolymers |
| JP3234877B2 (ja) | 1998-04-30 | 2001-12-04 | 出光石油化学株式会社 | 繊維強化樹脂ペレットの製造方法 |
| DE60034308T2 (de) * | 1999-10-08 | 2007-12-20 | Mitsui Chemicals, Inc. | Metallocene, ein Verfahren zur deren Herstellung, Olefinpolymerisationskatalysator, und ein Verfahren zur Herstellung von Polyolefinen |
| US6505855B2 (en) * | 2000-04-11 | 2003-01-14 | Nihon Plast Co., Ltd. | Air bag and air bag apparatus |
| JP4570105B2 (ja) | 2000-04-11 | 2010-10-27 | 日本プラスト株式会社 | エアバッグ |
| JP4742211B2 (ja) * | 2000-11-29 | 2011-08-10 | Jnc株式会社 | 長繊維強化ポリプロピレン樹脂組成物および成形品 |
| JP2002234976A (ja) | 2001-02-13 | 2002-08-23 | Idemitsu Petrochem Co Ltd | プロピレン系樹脂組成物 |
| JP5502252B2 (ja) * | 2001-02-16 | 2014-05-28 | マツダ株式会社 | 長繊維強化ポリプロピレン樹脂組成物 |
| JP3921951B2 (ja) | 2001-02-27 | 2007-05-30 | 住友化学株式会社 | ポリプロピレン樹脂組成物およびその製造方法 |
| JP4705699B2 (ja) * | 2001-11-09 | 2011-06-22 | 日本ポリプロ株式会社 | プロピレン系樹脂組成物 |
| JP3811857B2 (ja) | 2001-12-27 | 2006-08-23 | ファイバーグラスジャパン株式会社 | ガラス繊維用集束剤、オレフィン樹脂強化用ガラス繊維、および繊維強化成形用オレフィン樹脂組成物の製造方法 |
| EP1460166B1 (en) * | 2001-12-27 | 2015-10-21 | Fiber Glass Japan Kabushiki Kaisha | Binder for glass fiber, glass fiber for olefin resin reinforcement, and process for producing olefin resin composition for fiber-reinforced molding |
| JP2003226791A (ja) | 2002-02-04 | 2003-08-12 | Idemitsu Petrochem Co Ltd | ポリプロピレン系複合樹脂組成物 |
| ATE301990T1 (de) * | 2003-07-25 | 2005-09-15 | Ferring Bv | Pharmazeutische desmopressin-zubereitung als feste darreichungsform und methode zu ihrer herstellung |
| CN1827677B (zh) * | 2004-12-16 | 2011-06-08 | 住友化学株式会社 | 纤维增强聚丙烯树脂组合物 |
| JP4894255B2 (ja) * | 2004-12-16 | 2012-03-14 | 住友化学株式会社 | 繊維強化ポリプロピレン樹脂組成物 |
| KR100666769B1 (ko) * | 2005-10-17 | 2007-01-09 | 현대자동차주식회사 | 폴리프로필렌계 장섬유 강화 조성물 및 이를 이용하여제조된 도어 쉴드 모듈 플레이트 성형품 |
| JP5296970B2 (ja) * | 2006-09-20 | 2013-09-25 | 日本電気株式会社 | 携帯端末装置及びそれに用いる薄型筐体補強構造 |
| JP5446090B2 (ja) * | 2006-12-26 | 2014-03-19 | 住友化学株式会社 | プロピレン系樹脂組成物とそのペレットおよびそれらからなる成形体 |
| WO2009088033A1 (ja) * | 2008-01-11 | 2009-07-16 | Mitsui Chemicals, Inc. | 変性プロピレン樹脂 |
| US9359492B2 (en) | 2008-03-21 | 2016-06-07 | Prime Polymer Co., Ltd. | Long-fiber-reinforced resin composition and molded article thereof |
| TWI463053B (zh) * | 2009-09-09 | 2014-12-01 | Mitsubishi Rayon Co | 碳纖維束及其製造方法 |
-
2009
- 2009-09-28 CN CN2009801384152A patent/CN102164989B/zh active Active
- 2009-09-28 EP EP09817731.4A patent/EP2345689B1/en active Active
- 2009-09-28 KR KR1020117009689A patent/KR20110089265A/ko not_active Ceased
- 2009-09-28 US US13/121,384 patent/US20110178229A1/en not_active Abandoned
- 2009-09-28 WO PCT/JP2009/066765 patent/WO2010038698A1/ja not_active Ceased
-
2012
- 2012-09-06 US US13/604,808 patent/US8420728B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001139702A (ja) * | 1999-11-11 | 2001-05-22 | Asahi Kasei Corp | ガラス繊維強化樹脂成形体 |
| JP2004300293A (ja) * | 2003-03-31 | 2004-10-28 | Idemitsu Petrochem Co Ltd | 長繊維強化樹脂ペレット及びその組成物、並びにこれらの成形体 |
| JP2008179784A (ja) * | 2006-12-26 | 2008-08-07 | Sumitomo Chemical Co Ltd | プロピレン系樹脂組成物とそのペレットおよびそれらからなる成形体 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2345689A4 * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010137305A1 (ja) * | 2009-05-29 | 2010-12-02 | 株式会社プライムポリマー | 長繊維強化樹脂組成物及びその成形体 |
| WO2014084314A1 (ja) * | 2012-11-30 | 2014-06-05 | 三菱レイヨン株式会社 | ペレット混合物、炭素繊維強化ポリプロピレン樹脂組成物、成形体及びペレット混合物の製造方法 |
| JPWO2014084314A1 (ja) * | 2012-11-30 | 2017-01-05 | 三菱レイヨン株式会社 | ペレット混合物、炭素繊維強化ポリプロピレン樹脂組成物、成形体及びペレット混合物の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2345689A1 (en) | 2011-07-20 |
| US20130059966A1 (en) | 2013-03-07 |
| KR20110089265A (ko) | 2011-08-05 |
| CN102164989B (zh) | 2013-11-27 |
| CN102164989A (zh) | 2011-08-24 |
| EP2345689B1 (en) | 2017-04-12 |
| EP2345689A4 (en) | 2012-08-29 |
| US20110178229A1 (en) | 2011-07-21 |
| US8420728B2 (en) | 2013-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2010038698A1 (ja) | 繊維強化樹脂組成物およびその成形体 | |
| JP5578854B2 (ja) | 変性プロピレン樹脂 | |
| CN103814078A (zh) | 成型组合物 | |
| JPWO2009116608A1 (ja) | 長繊維強化樹脂組成物及びその成形体 | |
| JP2010106263A (ja) | 長繊維強化熱可塑性樹脂粒子 | |
| JP5134594B2 (ja) | 炭素繊維強化プロピレン系複合材料およびその成形体 | |
| JP2019528367A (ja) | シングルサイト触媒を用いて製造したアイソタクチックポリプロピレンとポリエチレンとのブレンドとから成るポリオレフィンブレンドと、その製造方法と、このブレンドから作られた製品 | |
| JP2016074779A (ja) | 繊維強化プロピレン系樹脂組成物 | |
| JP4742211B2 (ja) | 長繊維強化ポリプロピレン樹脂組成物および成形品 | |
| JP7261584B2 (ja) | プロピレン系樹脂組成物及びその射出成形体 | |
| JP5350958B2 (ja) | 長繊維強化粒子ドライブレンド物およびその成形体 | |
| JP5838575B2 (ja) | 変性プロピレン重合体の製造方法 | |
| JP7308011B2 (ja) | プロピレン系樹脂組成物およびその製造方法、ならびに該プロピレン系樹脂組成物を用いた成形体 | |
| JP5766023B2 (ja) | 溶着成形用プロピレン系樹脂組成物およびそれから得られる溶着成形体 | |
| CN113366036B (zh) | 树脂组合物 | |
| JP2022152304A (ja) | プロピレン・α-オレフィン共重合体およびその用途 | |
| WO2017077890A1 (ja) | 樹脂組成物及びその成形体 | |
| JP5893181B2 (ja) | 溶着成形用プロピレン系樹脂組成物およびそれから得られる溶着成形体 | |
| WO2023055728A1 (en) | Low emission glass fiber reinforced propylene polymer composition | |
| CN1380344A (zh) | 聚烯烃塑料熔融接枝烯类单体的力化学方法 | |
| JP6934737B2 (ja) | 炭素系フィラー−オレフィン系樹脂含有複合材用オレフィン系樹脂、当該オレフィン系樹脂を含む組成物、複合材、及び、自動車用材料 | |
| US20190375903A1 (en) | Filler-reinforced resin structure | |
| JP2020111642A (ja) | オレフィン系ランダム共重合体、オレフィン系樹脂組成物、オレフィン系樹脂複合材、及び、自動車用部材 | |
| JP2005336419A (ja) | ポリプロピレン系樹脂組成物及びその成形体 | |
| JP2024121138A (ja) | ガラス長繊維強化ポリプロピレン系樹脂組成物ペレットの製造方法および射出成形体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980138415.2 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09817731 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13121384 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2485/DELNP/2011 Country of ref document: IN |
|
| REEP | Request for entry into the european phase |
Ref document number: 2009817731 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009817731 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20117009689 Country of ref document: KR Kind code of ref document: A |