WO2010104094A1 - サーメットおよび被覆サーメット - Google Patents
サーメットおよび被覆サーメット Download PDFInfo
- Publication number
- WO2010104094A1 WO2010104094A1 PCT/JP2010/053941 JP2010053941W WO2010104094A1 WO 2010104094 A1 WO2010104094 A1 WO 2010104094A1 JP 2010053941 W JP2010053941 W JP 2010053941W WO 2010104094 A1 WO2010104094 A1 WO 2010104094A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cermet
- phase
- amount
- hard
- hard phase
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C29/00—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides
- C22C29/02—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides
- C22C29/04—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbonitrides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/22—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the deposition of inorganic material, other than metallic material
- C23C16/30—Deposition of compounds, mixtures or solid solutions, e.g. borides, carbides, nitrides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C2204/00—End product comprising different layers, coatings or parts of cermet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/30—Self-sustaining carbon mass or layer with impregnant or other layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31678—Of metal
Definitions
- the present invention relates to a cermet and a coated cermet having good fracture resistance and wear resistance used for cutting tools and the like.
- Cermet is used as a cutting tool because of its excellent wear resistance. It is known that a smooth finished surface can be obtained by cutting a workpiece using a cermet cutting tool.
- a cermet technology there is a cermet in which the hardness of the surface portion of the cermet is increased to improve the wear resistance (see, for example, Patent Document 1).
- a cermet whose performance is improved by controlling the structure inside and near the surface of the alloy for example, see Patent Document 2.
- an object of the present invention is to provide a cermet superior in fracture resistance to conventional cermets.
- the present inventors have conducted research on cermet, and as a result, an interfacial phase containing W and having a larger amount of W than the hard phase between the hard phase and the hard phase composed of carbonitride containing Ti as a main component. As a result, it was found that the fracture resistance and abrasion resistance of the cermet are improved, and the present invention has been completed.
- the cermet of the present invention contains W and nitrogen, a hard phase composed of at least one selected from carbide, nitride and carbonitride of a metal containing Ti as a main component, and an iron group metal as a main component.
- the cermet is composed of a binder phase, and the amount of W contained in the entire cermet is 5 to 40% by weight, and the amount of W is larger than the amount of W of the hard phase between the hard phase and the hard phase.
- There is an interfacial phase composed of composite carbonitride the W amount with respect to the entire metal element contained in the interfacial phase is expressed as Wb (atomic%), and the W amount with respect to the entire metal element contained in the hard phase is expressed as Wh (atomic%).
- the atomic ratio of Wb to Wh (Wb / Wh) is 1.7 or more.
- the cermet of the present invention has improved crack resistance by suppressing the progress of cracks generated in the cermet.
- the coated cermet of the present invention is further excellent in wear resistance.
- the cermet of the present invention contains W and nitrogen, a hard phase composed of at least one selected from carbides, nitrides, and carbonitrides of a metal containing Ti as a main component, and an iron group metal as a main component. It consists of a binder phase. In order to manufacture such a cermet, it is achieved by including W and nitrogen as raw material powder and sintering in a mixed gas of argon and nitrogen.
- the hard phase of the present invention comprises at least one selected from carbides, nitrides and carbonitrides of metals containing W and nitrogen and containing Ti as the main component.
- the metal element contained in the hard phase of the present invention requires W and Ti, and periodic tables 4 (Ti, Zr, Hf, etc.), 5 (V, Nb, Ta, etc.), 6 (Cr, etc.) other than W and Ti. It may contain at least one selected from group elements such as Mo and W.
- Ti is the main component and Ti is the largest in atomic ratio among the elements of Groups 4, 5, and 6 included in the hard phase, specifically, the periodic table 4 included in the hard phase.
- Ti contained in the hard phase with respect to the total of the Group 5, 6 elements means 50 atomic% or more. Since the hard phase of the present invention contains W, Ti is 50 to 95 atomic%. In order to make the amount of Ti contained in the hard phase within the above range, it is achieved by setting the ratio of Ti to 50 atomic% or more with respect to the total of Group 4, 5, 6 elements in the raw material powder.
- the hard phase is composed of (1) a composite carbonitride solid solution containing Ti and Group 4, 5, 6 elements other than Ti, and (2) a core of titanium carbonitride. And a carbonitride having a core structure composed of a peripheral part of a composite carbonitride solid solution containing Ti and a periodic group 4, 5 or 6 element other than Ti, and (3) a periodic table 4 other than Ti and Ti.
- a cored structure comprising a core of a composite carbonitride solid solution containing a group 5 or 6 element and a peripheral part of a composite carbonitride solid solution containing a periodic table 4, 5, or 6 element other than Ti and Ti It is at least one kind of carbonitride, and (4) titanium carbonitride is also preferably included.
- the interfacial phase of the present invention is a layered composite carbonitride having an average thickness of 10 to 500 nm formed between the hard phase composed of at least one of the above (1) to (3).
- the interfacial phase of the present invention is a carbonitride whose crystal structure containing Ti and W is NaCl structure.
- the interfacial phase of the present invention is characterized by having a larger amount of W than the adjacent hard phase. Specifically, when the amount of W with respect to the entire metal element contained in the interface phase is expressed as Wb (atomic%) and the amount of W with respect to the entire metal element contained in the hard phase is expressed as Wh (atomic%), Wb with respect to Wh.
- the atomic ratio (Wb / Wh) is 1.7 or more.
- Wb / Wh is 1.7 or more, an effect of suppressing the progress of cracks generated in the cermet is obtained, and when Wb / Wh is less than 1.7, such an effect cannot be obtained.
- Wb / Wh is preferably 1.9 or more, and more preferably 2.1 or more.
- the upper limit value of Wb / Wh is not particularly limited, but is preferably 3.0 or less, and more preferably 2.8 or less.
- the interfacial phase of the present invention W and nitrogen are contained in the cermet raw material powder, sintered in a mixed gas atmosphere of argon and nitrogen, and cooled.
- the solubility of the solute element decreases with cooling, and a hard phase with a larger amount of W than the surface portion of the hard phase precipitates on the surface, but W stably precipitates between the hard phase and the hard phase or at the grain boundary triple points.
- the interface phase which consists of composite carbonitride with more W amounts than the W amount of a hard phase is obtained.
- the interfacial phase is considered to be formed during sintering and cooling.
- One of the conditions for forming the interfacial phase of the present invention is addition of W.
- the amount of W contained in the entire cermet is set to 5 to 40% by weight.
- the amount of W contained in the entire cermet is more preferably 8 to 32% by weight, and particularly preferably 10 to 26% by weight. In order to make the amount of W contained in the cermet within the above range, it is achieved by setting the ratio of W to the total of all components in the raw material powder within the above range.
- the interfacial phase of the present invention is easily formed when the carbonitride having a core structure composed of the peripheral part of the composite carbonitride solid solution containing the above is included.
- the hard phase of the cored structure in the present invention differs from the composition of the core part and the composition of the peripheral part, the core part is granular with a diameter of about 0.05 to 10 ⁇ m, and a part or all of the periphery of the core part is thick. It has a tissue structure that is surrounded by a peripheral part of about 0.05 to 10 ⁇ m.
- the interfacial phase of the present invention is formed outside the hard phase having a core structure.
- Wc the amount of W relative to the entire metal element contained in the core of the hard phase
- Wr the amount of W relative to the entire metal element contained in the peripheral portion of the hard phase
- the bonded phase mainly composed of an iron group metal of the present invention is obtained by dissolving less than 40% by weight of elements in groups 4, 5, and 6 of the periodic table in an iron group metal.
- the iron group metal represents Co, Ni, or Fe.
- the binder phase is mainly composed of one or two of Co and Ni because the mechanical strength is improved, and among them, the adhesiveness between the cermet and the hard film is preferable when the binder phase is mainly composed of Co. Is more preferable.
- the cermet of the present invention contains W, W is dissolved in the iron group metal of the binder phase, but the iron group metal of the binder phase is used to improve the solid solution of the hard phase component or the characteristics of the binder phase.
- the Group 4, 5 and 6 elements of the periodic table may be dissolved in less than 40% by weight, preferably less than 30% by weight.
- the lower limit of the amount of Group 4, 5, and 6 elements dissolved in the binder phase is not particularly limited, but is preferably 2% by weight or more, and more preferably 5% by weight or more.
- the surface of the cermet of the present invention is coated with a hard film such as periodic table 4, 5, 6 element, Al, Si oxide, carbide, nitride and their mutual solid solution, hard carbon film by PVD method or CVD method.
- the coated cermet is excellent in wear resistance.
- Specific examples of the hard film include TiN, TiC, TiCN, TiAlN, TiSiN, AlCrN, Al 2 O 3 , diamond, diamond-like carbon (DLC), and the like.
- the cermet of the present invention contains at least one powder selected from carbides, nitrides, carbonitrides of Group 4, 5, 6 elements of Periodic Table 4 containing W and nitrogen and mainly containing Ti; A mixture of metal powder, (A) raising the temperature to a first heating temperature of 1200 to 1400 ° C. in a non-oxidizing atmosphere; (B) raising the temperature in a mixed gas atmosphere of nitrogen and argon at a pressure of 1 Torr or more from a first heating temperature of 1200 to 1400 ° C.
- At least one powder selected from carbides, nitrides, and carbonitrides of Group 4, 5, and 6 elements of the periodic table containing W and nitrogen as the main components, and iron group metal prepare the powder. These are weighed so as to have a predetermined composition, mixed with a solvent in a wet ball mill, and after mixing, the solvent is evaporated to dry the mixture. A molding wax such as paraffin is added to the obtained mixture to form a predetermined shape. Examples of the molding method include press molding, extrusion molding, and injection molding. The molded mixture is put in a sintering furnace, heated to 350 to 450 ° C. in vacuum to remove wax, and then heated to a first heating temperature of 1200 to 1400 ° C. in vacuum or in a nitrogen atmosphere.
- the mixture is prevented from being oxidized by raising the temperature in a non-oxidizing atmosphere such as a vacuum, a nitrogen atmosphere, an inert gas atmosphere, or a hydrogen atmosphere.
- a non-oxidizing atmosphere such as a vacuum, a nitrogen atmosphere, an inert gas atmosphere, or a hydrogen atmosphere.
- a liquid phase in which W or Mo is dissolved in an iron group metal such as Co or Ni is generated.
- other metal elements are dissolved and the liquid phase amount is increased.
- the mixture is heated from a first heating temperature of 1200 to 1400 ° C. to a second heating temperature of 1480 to 1600 ° C.
- sintering is performed by raising the temperature in a mixed gas atmosphere of nitrogen and argon at a pressure of 1 Torr or more, thereby suppressing denitrification in the process of dissolving fine particles and precipitating on coarse particles.
- the amount of W in the liquid phase is increased.
- the pressure in the mixed gas atmosphere of nitrogen and argon is preferably 1 Torr or more, but if it exceeds 100 Torr, it is difficult to control the surface structure of the cermet. Therefore, the pressure in the mixed gas atmosphere of nitrogen and argon is preferably 1 to 100 Torr. Of these, the nitrogen partial pressure is preferably 25 to 75% of the total pressure.
- the atmosphere in the process of cooling from the second heating temperature to room temperature is preferably a non-oxidizing atmosphere in order to prevent oxidation, and among them, a vacuum, an inert gas atmosphere, and a mixed gas atmosphere of nitrogen and argon are preferable.
- a vacuum, an inert gas atmosphere, and a mixed gas atmosphere of nitrogen and argon are preferable.
- coated cermet of the present invention can be obtained by coating the surface of the cermet of the present invention with the hard film described above by the PVD method or the CVD method.
- TiC powder with an average particle diameter of 1.5 ⁇ m, Ti (C 0.3 , N 0.7 ) powder with an average particle diameter of 1.5 ⁇ m, WC powder with an average particle diameter of 2.0 ⁇ m, average particle diameter A 2.3 ⁇ m NbC powder and a Mo 2 C powder having an average particle size of 1.8 ⁇ m were prepared.
- the final composition is (Ti 0.8 Nb 0.1 W 0.1 ) (C 0.5 N 0.5 ), (Ti 0.85 Nb 0.1 W 0.05 ) (C 0.5 N 0.5 ), (Ti 0.8 Nb 0.1 Mo 0.1 ) (C 0.5 N 0.5 )
- the raw material powder was blended, the blended raw material powder was mixed with a ball mill, and the obtained mixed powder was heat-treated at 2200 ° C. for 2 hours in a nitrogen atmosphere at a pressure of 1 atm.
- the weighed mixed powder was mixed and pulverized by a wet ball mill, and then the solvent was evaporated to dry the mixture.
- Paraffin was added to the dried mixture and press molded.
- the press-molded mixture was put into a sintering furnace, and the temperature was gradually raised to 450 ° C. in a vacuum to evaporate the paraffin. The temperature was raised to the heating temperature. Further, the mixture was heated from a first heating temperature of 1220 ° C. to a second heating temperature of 1550 ° C. in a mixed gas atmosphere of argon and nitrogen at a pressure of 1 Torr with a nitrogen partial pressure of 0.5 Torr, and the nitrogen partial pressure was reduced.
- the structure and composition of the structure constituting the alloy were examined by a scanning electron microscope, an EDS attached to the scanning electron microscope, a transmission electron microscope, and an EDS attached to the transmission electron microscope.
- the results are shown in Table 2.
- the total of Ni and Co contained in the binder phase was 50% by weight or more with respect to the total metal elements contained in the binder phase.
- the total of W, Ti, and Mo contained in the binder phase was less than 40% by weight with respect to the entire metal elements contained in the binder phase, and was dissolved in Ni and / or Co.
- the central part of the sample was cut to prepare a transmission electron microscope observation sample, and a predetermined position on the cermet structure was analyzed by EDS attached to the transmission electron microscope.
- inventive products 1 to 5 an interfacial phase was formed between the hard phase and the hard phase.
- no interfacial phase was formed.
- W amount: Wb (atomic%) with respect to the whole metal element contained in the interface phase existing between the hard phase and the hard phase was measured.
- W amount on the inner side of 200 nm from the interface between the hard phase and the interfacial phase was measured, and the value was defined as Wh (atomic%).
- W amount Wb / Wh (atomic ratio) obtained from Wb (atomic%) is described.
- Wc / Wr 0 (atomic ratio) is a hard phase with a core structure having a core portion that does not contain W (for example, a core portion such as Ti (C, N) or TiC). Is shown.
- the obtained sample was ground and honed to produce an insert having a predetermined shape, and a cutting test under cutting conditions 1 and 2 was performed using the insert.
- the inventive product has a longer working length and a longer life than the comparative product.
- thermal conductivity is high and a thermal crack does not arise.
- the comparative product 4 has a short life because it easily reacts with the work material and has poor wear resistance.
- Cutting test 3 was performed using the obtained invention products 6 and 7 and the invention product 2 having the ISO standard TNGN160408 shape.
- the processing time can be extended compared to the cermet of Invention 2.
- a cermet and a coated cermet having good fracture resistance and wear resistance are provided.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Inorganic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Powder Metallurgy (AREA)
Abstract
本発明は、Wと窒素を含有し、Tiを主成分とする金属の炭化物、窒化物及び炭窒化物から選択される少なくとも1種からなる硬質相と、鉄族金属を主成分とする結合相とから構成されるサーメットであって、サーメット全体に含まれるW量が5~40重量%であり、硬質相と硬質相との間に硬質相のW量よりもW量が多い複合炭窒化物からなる界面相が存在し、界面相に含まれるW量をWb(原子%)と表し、硬質相に含まれるW量をWh(原子%)と表したとき、Whに対するWbの原子比(Wb/Wh)が1.7以上であることを特徴とする、耐欠損性および耐摩耗性に優れたサーメットを提供する。
Description
本発明は、切削工具などに用いられる耐欠損性および耐摩耗性が良好なサーメットおよび被覆サーメットに関する。
サーメットは耐摩耗性に優れるため切削工具として用いられる。サーメット製切削工具を用いて被削材を切削加工すると平滑な仕上げ面が得られることが知られている。サーメットの従来技術としては、サーメット表面部の硬度を高めて耐摩耗性を向上させたサーメットがある(例えば、特許文献1参照。)。また、合金内部および表面付近で組織を制御して性能を向上させたサーメットがある(例えば、特許文献2参照。)。
近年、切削加工において高能率化が求められている。切削工具の交換回数を減らすことにより高能率加工が可能となるため、これまでより長寿命の切削工具が求められてきた。従来のサーメットは欠損しやすいため寿命が向上しにくいという問題があった。本発明は、このような問題を解決するためになされたものであり、従来のサーメットよりも耐欠損性に優れたサーメットを提供することを目的とする。
本発明者らは、サーメットの研究を行ってきたところ、Wを含有し、Tiを主成分とする炭窒化物からなる硬質相と硬質相との間に硬質相よりもW量が多い界面相を形成させると、サーメットの耐欠損性および耐摩耗性が向上するという知見を得て本発明を完成するに至った。
すなわち、本発明のサーメットは、Wと窒素を含有し、Tiを主成分とする金属の炭化物、窒化物及び炭窒化物から選択される少なくとも1種からなる硬質相と、鉄族金属を主成分とする結合相とから構成されるサーメットであって、サーメット全体に含まれるW量が5~40重量%であり、硬質相と硬質相との間に硬質相のW量よりもW量が多い複合炭窒化物からなる界面相が存在し、界面相に含まれる金属元素全体に対するW量をWb(原子%)と表し、硬質相に含まれる金属元素全体に対するW量をWh(原子%)と表したとき、Whに対するWbの原子比(Wb/Wh)が1.7以上であることを特徴とするものである。
本発明のサーメットは、サーメット内に発生したクラックの進展を抑止して、耐欠損性を向上させた。本発明の被覆サーメットは、さらに耐摩耗性に優れる。
本発明のサーメットは、Wと窒素を含有し、Tiを主成分とする金属の炭化物、窒化物及び炭窒化物から選択される少なくとも1種からなる硬質相と、鉄族金属を主成分とする結合相とから構成される。このようなサーメットを製造するためには、原料粉末としてW及び窒素を含み、アルゴンと窒素の混合ガス中で焼結することにより達成される。
本発明の硬質相は、Wと窒素を含有し、Tiを主成分とする金属の炭化物、窒化物及び炭窒化物から選択される少なくとも1種からなる。本発明の硬質相に含まれる金属元素は、WとTiを必須とし、WとTi以外の周期表4(Ti,Zr,Hf等),5(V,Nb,Ta等),6(Cr,Mo,W等)族元素から選択される少なくとも1種を含有していてもよい。本発明において、Tiを主成分とするとは、硬質相に含まれる周期表4,5,6族元素の中でTiが原子比率で最も多く、具体的には、硬質相に含まれる周期表4,5,6族元素の合計に対して硬質相に含まれるTiは50原子%以上であることを意味する。なお、本発明の硬質相はWを含むので、Tiは50~95原子%になる。硬質相に含まれるTiの量を上記範囲にするためには、原料粉末中における周期表4,5,6族元素の合計に対するTiの割合を50原子%以上にすることにより達成される。
本発明の硬質相の形態を詳しく述べると、硬質相は(1)TiとTi以外の周期表4,5,6族元素とを含む複合炭窒化物固溶体、(2)炭窒化チタンの芯部と、TiとTi以外の周期表4,5,6族元素とを含む複合炭窒化物固溶体の周辺部とからなる有芯構造の炭窒化物、(3)TiとTi以外の周期表4,5,6族元素とを含む複合炭窒化物固溶体の芯部と、TiとTi以外の周期表4,5,6族元素とを含む複合炭窒化物固溶体の周辺部とからなる有芯構造の炭窒化物、の少なくとも1種からなり、(4)炭窒化チタンを含んでも好ましい。
本発明の界面相は、前記(1)~(3)の少なくとも1種からなる硬質相と硬質相の間に形成される平均厚さ10~500nmの層状の複合炭窒化物である。本発明の界面相は、TiとWを含む結晶構造がNaCl構造の炭窒化物である。本発明の界面相は隣接する硬質相よりもW量が多いことを特徴とする。具体的には、界面相に含まれる金属元素全体に対するW量をWb(原子%)と表し、硬質相に含まれる金属元素全体に対するW量をWh(原子%)と表したとき、Whに対するWbの原子比(Wb/Wh)は1.7以上となる。Wb/Whが1.7以上であると、サーメット内に発生したクラックの進展を抑止する効果が得られ、Wb/Whが1.7未満の場合は、そのような効果が得られない。Wb/Whは、好ましくは1.9以上であり、さらに好ましくは2.1以上である。Wb/Whの上限値は特に限定されないが、好ましくは3.0以下であり、さらに好ましくは2.8以下である。
本発明の界面相を形成させるためには、サーメットの原料粉末にWおよび窒素を含ませて、アルゴンと窒素の混合ガス雰囲気中で焼結し、冷却すると、冷却される過程において、結合相中の溶質元素の溶解度が冷却と共に減少し、硬質相表面部よりもWの量が多い硬質相がその表面に析出するが、硬質相と硬質相の間や粒界三重点にWが安定に析出し、硬質相のW量よりもW量が多い複合炭窒化物からなる界面相が得られる。なお、界面相は焼結中および冷却中に形成されると考えられる。本発明の界面相を形成させる条件の一つにWの添加が挙げられる。サーメット全体に含まれるW量が5重量%未満の場合、十分なクラック抑止効果のある界面相が得られない。また、サーメット全体に含まれるW量が40重量%を超えて多い場合、硬質相の耐摩耗性が低下する。そのため、サーメット全体に含まれるW量を5~40重量%とした。その中でもサーメット全体に含まれるW量が8~32重量%であるとさらに好ましく、10~26重量%であることが特に好ましい。サーメットに含まれるWの量を上記範囲にするためには、原料粉末中における全成分の合計に対するWの割合を上記範囲にすることにより達成される。
本発明の硬質相が(3)TiとTi以外の周期表4,5,6族元素とを含む複合炭窒化物固溶体の芯部と、TiとTi以外の周期表4,5,6族元素とを含む複合炭窒化物固溶体の周辺部とからなる有芯構造の炭窒化物からなると、本発明の界面相が形成されやすい。本発明における有芯構造の硬質相とは、芯部の組成と周辺部の組成は異なり、芯部は直径約0.05~10μmの粒状であり、芯部の周囲の一部または全部を厚さ約0.05~10μmの周辺部が取り囲むような組織構造を持っている。なお、本発明の界面相は、有芯構造の硬質相の外側に形成される。有芯構造の硬質相の中でも、硬質相の芯部に含まれる金属元素全体に対するW量をWc(原子%)と表し、硬質相の周辺部に含まれる金属元素全体に対するW量をWr(原子%)と表したとき、Wrに対するWcの原子比(Wc/Wr)は1.4以下であると本発明の界面相が形成されやすく、1.3以下であることが好ましい。Wc/Wrの下限値は特に限定されないが、好ましくは0.5以上であり、さらに好ましくは0.7以上である。
本発明の鉄族金属を主成分とする結合相とは、鉄族金属に周期表4,5,6族元素を40重量%未満固溶させたものである。本発明において鉄族金属とはCo、Ni、Feを示す。その中でも、結合相がCo、Niの1種または2種を主成分とすると、機械的強度が向上するのでさらに好ましく、その中でも結合相がCoを主成分とするとサーメットと硬質膜との密着性が向上となるのでさらに好ましい。なお、本発明のサーメットはWを含むため結合相の鉄族金属にWが固溶するが、硬質相成分の結合相への固溶または結合相の特性向上のため、結合相の鉄族金属に周期表4,5,6族元素を40重量%未満、好ましくは30重量%未満固溶させてもよい。結合相に固溶させる周期表4,5,6族元素の量の下限値は特に限定されないが、好ましくは2重量%以上であり、さらに好ましくは5重量%以上である。
本発明のサーメットの表面に、PVD法やCVD法により周期表4,5,6族元素、Al,Siの酸化物、炭化物、窒化物およびそれらの相互固溶体、硬質炭素膜などの硬質膜を被覆した被覆サーメットは耐摩耗性に優れる。硬質膜の具体例としては、TiN,TiC,TiCN,TiAlN,TiSiN,AlCrN,Al2O3,ダイヤモンド,ダイヤモンドライクカーボン(DLC)などを挙げることができる。
本発明のサーメットは、Wと窒素を含有し、Tiを主成分とする周期表4,5,6族元素の炭化物、窒化物、炭窒化物から選択される少なくとも1種の粉末と、鉄族金属の粉末との混合物を、
(A)非酸化雰囲気中で1200~1400℃の第1加熱温度まで昇温させる工程と、
(B)1200~1400℃の第1加熱温度から1480~1580℃の第2加熱温度まで圧力1Torr以上の窒素およびアルゴンの混合ガス雰囲気中で昇温させる工程と、
(C)1480~1600℃の第2加熱温度にて圧力1Torr以上の窒素およびアルゴンの混合ガス雰囲気中で、窒素分圧が0.25Torr以上となるように制御して所定の時間保持して焼結させる工程と、
(D)(C)の工程を終えた混合物を常温に冷却する工程と、
を含むサーメットの製造方法により得ることができる。
(A)非酸化雰囲気中で1200~1400℃の第1加熱温度まで昇温させる工程と、
(B)1200~1400℃の第1加熱温度から1480~1580℃の第2加熱温度まで圧力1Torr以上の窒素およびアルゴンの混合ガス雰囲気中で昇温させる工程と、
(C)1480~1600℃の第2加熱温度にて圧力1Torr以上の窒素およびアルゴンの混合ガス雰囲気中で、窒素分圧が0.25Torr以上となるように制御して所定の時間保持して焼結させる工程と、
(D)(C)の工程を終えた混合物を常温に冷却する工程と、
を含むサーメットの製造方法により得ることができる。
具体的には、Wと窒素を含有し、Tiを主成分とする周期表4,5,6族元素の炭化物、窒化物、炭窒化物から選択される少なくとも1種の粉末と、鉄族金属の粉末とを用意する。これらを所定の組成になるように秤量し、溶媒とともに湿式ボールミルにて混合し、混合後に溶媒を蒸発させて混合物を乾燥させる。得られた混合物にパラフィン等の成形用のワックスを添加して所定の形状に成形する。なお、成形する方法としては、プレス成形、押出成形、射出成形などを挙げることができる。成形した混合物を焼結炉に入れて、真空中で350~450℃まで昇温してワックスを除去させた後、真空中または窒素雰囲気中で1200~1400℃の第1加熱温度まで昇温させる。このとき、混合物を真空、窒素雰囲気、不活性ガス雰囲気、水素雰囲気などの非酸化雰囲気中で昇温させることにより混合物の酸化を防いでいる。非酸化雰囲気にて1200~1400℃の液相出現温度以上に加熱すると、CoやNiなどの鉄族金属にWやMoなどが溶け込んだ液相が生じる。さらに昇温させると他の金属元素も溶け込み液相量が増大する。混合物を1200~1400℃の第1加熱温度から1480~1600℃の第2加熱温度まで圧力1Torr以上の窒素とアルゴンの混合ガス雰囲気中で窒素分圧が0.25Torr以上となるような雰囲気中で昇温させ、同様の雰囲気中で第2加熱温度にて所定の時間保持して焼結する。この過程において、微小な粒子は液相に溶解し、粗大な粒子上に析出し、エネルギー的に安定な組織の形成が進行する。微小な粒子が溶解して、粗大な粒子を形成する際に、液相に溶解したWは窒化物を形成しにくいため、一度溶解したWは炭窒化物の粒子上に析出しにくい。このため、第2加熱温度での緻密化および組織安定化の進行に伴い、液相中のW量は増加する。このとき、圧力1Torr以上の窒素とアルゴンの混合ガス雰囲気中で昇温して焼結を行うことにより、微小な粒子が溶解して粗大な粒子上に析出する過程において脱窒を抑えてサーメット組織の変質を防ぐとともに液相中のW量を高める。なお、窒素とアルゴンの混合ガス雰囲気の圧力は1Torr以上が好ましいが、100Torrを超えるとサーメットの表層組織を制御しにくいため、窒素とアルゴンの混合ガス雰囲気の圧力は1~100Torrが好ましい。また、そのうちの窒素分圧は全圧に対して25~75%が好ましい。25%未満では脱窒を防ぐことができず、75%を超えて多くなるとサーメット表面の組織制御が難しい。第2加熱温度から常温に冷却する過程において液相中の溶質の溶解度が冷却とともに減少する。液相に溶解したWは炭窒化物の硬質相上に析出しにくく、炭窒化物の硬質相と炭窒化物の硬質相との間や粒界三重点に析出しやすい。そのため、硬質相と硬質相との間や粒界三重点にWを多く含んだ界面相が形成される。なお、第2加熱温度から常温に冷却する過程における雰囲気は、酸化を防止するために非酸化雰囲気が好ましく、その中でも真空、不活性ガス雰囲気、窒素とアルゴンの混合ガス雰囲気が好ましい。以上のような工程により、硬質相と硬質相との間にWが多い界面相が形成された本発明のサーメットを得ることができる。
さらに、本発明のサーメットの表面に、PVD法やCVD法により前記した硬質膜を被覆することにより本発明の被覆サーメットを得ることができる。
複合炭窒化物固溶体の原料粉末として、平均粒径1.5μmのTiC粉、平均粒径1.5μmのTi(C0.3,N0.7)粉、平均粒径2.0μmのWC粉、平均粒径2.3μmのNbC粉、平均粒径1.8μmのMo2C粉を用意した。最終組成が(Ti0.8Nb0.1W0.1)(C0.5N0.5)、(Ti0.85Nb0.1W0.05)(C0.5N0.5)、(Ti0.8Nb0.1Mo0.1)(C0.5N0.5)となるように原料粉末を配合し、配合した原料粉末をボールミルで混合し、得られた混合粉末を圧力:1気圧の窒素雰囲気中にて2200℃で2時間の熱処理を行った。冷却後、得られた複炭窒化物の塊状物を粉砕して、平均粒径1.5μmの(Ti0.8Nb0.1W0.1)(C0.5N0.5)粉、平均粒径2.5μmの(Ti0.85Nb0.1W0.05)(C0.5N0.5)粉、平均粒径2.6μmの(Ti0.8Nb0.1Mo0.1)(C0.5N0.5)粉を得た。
サーメットの原料粉末として、平均粒径1.5μmのTi(C0.5N0.5)粉、平均粒径1.9μmのZrC粉、平均粒径1.8μmのTaC粉、平均粒径2.3μmのNbC粉、平均粒径2.0μmのWC粉、平均粒径1.8μmのMo2C粉、平均粒径1.4μmのCo粉、平均粒径1.6μmのNi粉を用意した。それらと平均粒径1.5μmの(Ti0.8Nb0.1W0.1)(C0.5N0.5)粉、平均粒径2.5μmの(Ti0.85Nb0.1W0.05)(C0.5N0.5)粉、平均粒径2.6μmの(Ti0.8Nb0.1Mo0.1)(C0.5N0.5)粉を用いて、表1に示す配合組成に秤量した。なお、配合組成からサーメットの原料粉末全体に含まれるW量(重量%)を求め、その値を表1に併記した。
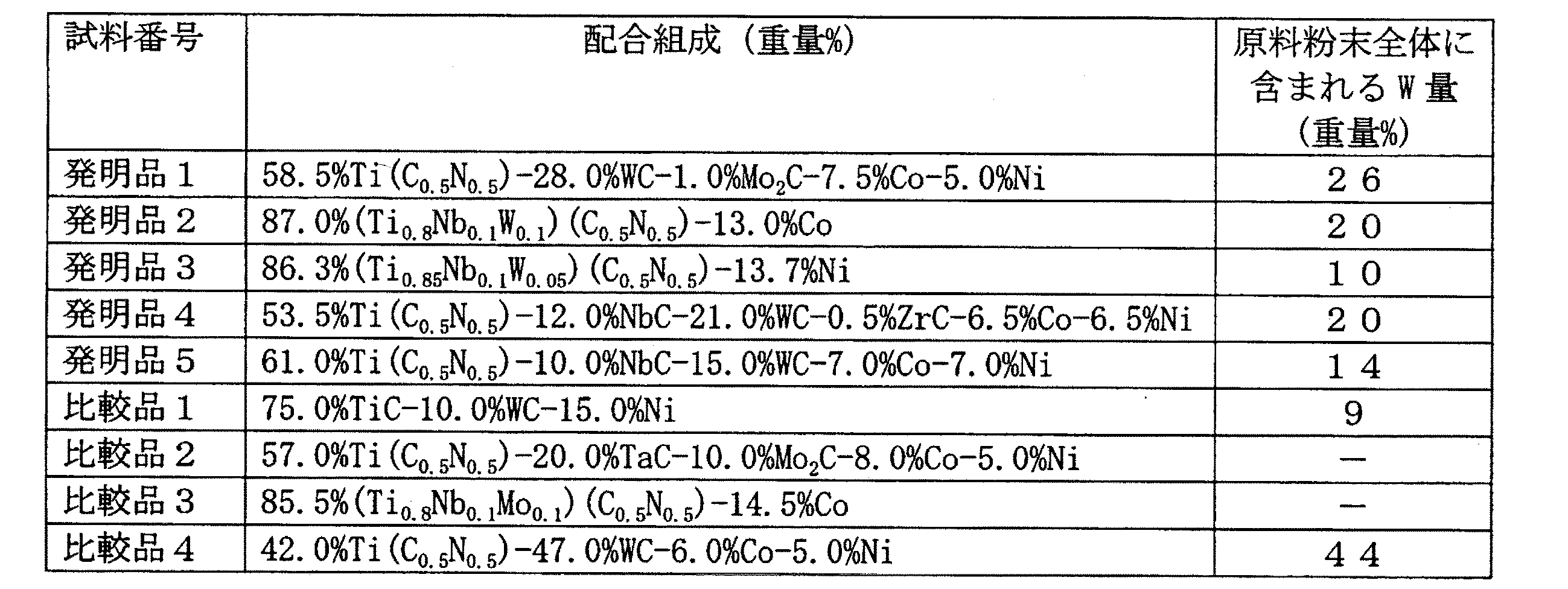
秤量した混合粉末を湿式ボールミルにて混合・粉砕した後、溶媒を蒸発させて、混合物を乾燥した。乾燥させた混合物にパラフィンを添加して、プレス成形した。ここで、発明品1~5については、プレス成形した混合物を焼結炉に入れて、真空中で450℃まで徐々に昇温してパラフィンを蒸発させた後、真空中で1220℃の第1加熱温度まで昇温させた。さらに、混合物を1220℃の第1加熱温度から1550℃の第2加熱温度までを窒素分圧が0.5Torrである圧力1Torrのアルゴンと窒素の混合ガス雰囲気中で昇温させ、窒素分圧が0.5Torrである圧力1Torrのアルゴンと窒素の混合ガス雰囲気中で1550℃の第2加熱温度にて50分間保持して焼結した。焼結後、アルゴンと窒素の混合ガス雰囲気中で常温まで冷却して発明品1~5のサーメットを得た。一方、比較品1~4については、プレス成形した混合物を焼結炉に入れて、真空中で450℃まで徐々に昇温してパラフィンを蒸発させた後、真空中で1280℃まで昇温させた。さらに、混合物を1280℃から1550℃まで真空中で昇温させ、真空中で1550℃にて50分間保持して焼結した。焼結後、アルゴン雰囲気にして1550℃の焼結温度から常温まで冷却して比較品1~4のサーメットを得た。
得られた試料について、走査型電子顕微鏡、走査型電子顕微鏡付属のEDS、透過型電子顕微鏡、透過型電子顕微鏡付属のEDSによって合金を構成する組織の構成および組成を調べた。それらの結果は表2に示した。なお、いずれの試料においても、結合相に含まれるNiとCoの合計は、結合相に含まれる金属元素全体に対して50重量%以上であった。また、結合相に含まれるW,TiおよびMoの合計は、結合相に含まれる金属元素全体に対して40重量%未満であり、Niおよび/またはCoに固溶していた。

試料の中央部分を切断して、透過型電子顕微鏡観察用試料を作製し、サーメット組織上の所定の位置を透過型電子顕微鏡付属のEDSにより分析した。発明品1~5では、硬質相と硬質相との間に界面相が形成されていた。比較品1~4は界面相が形成されていなかった。硬質相と硬質相との間に存在する界面相に含まれる金属元素全体に対するW量:Wb(原子%)を測定した。硬質相に含まれる金属元素全体に対するW量:Wh(原子%)を調べるため、硬質相と界面相の界面から200nm内部側のW量を測定し、その値をWh(原子%)とした。それらの値からWhに対するWbの原子比:Wb/Whを求めた。また硬質相における芯部に含まれる金属元素全体に対するW量:Wc(原子%)を測定した。硬質相における周辺部に含まれる金属元素全体に対するW量:Wr(原子%)を測定した。それらの値からWrに対するWcの原子比:Wc/Wrを求めた。これらの結果は表3に示した。なお、有芯構造をとらないTi(C,N)粒子からなる硬質相に隣接して界面相が存在するが、Ti(C,N)粒子からなる硬質相に含まれるW量:Wh(原子%)がゼロであるため、Wb/Whが無限大になる。そのため、表3には、Wを含む有芯構造の硬質相またはWを含む複合炭窒化物固溶体の硬質相に含まれるW量:Wh(原子%)と、それらに隣接する界面相に含まれるW量:Wb(原子%)とから求められるWb/Wh(原子比)を記載した。また、表3においてWc/Wr=0(原子比)とは、Wを含まない芯部(例えば、Ti(C,N)やTiCなどの芯部)を持つ有芯構造の硬質相であることを示している。

得られた試料に研削とホーニングを施して、所定の形状のインサートを作製し、それらを用いて切削条件1,2の切削試験を行った。
[切削試験1]
耐欠損性評価試験
試料形状:ISO規格TNGN160408
被削材:S48C(形状:円柱に4本の溝を入れた略円柱状)
切削速度:160m/min
切り込み:2.0mm
送り量:0.2mm/rev
雰囲気:湿式切削
試験回数:3回
寿命の判定基準:欠損するまでの衝撃回数を寿命とする。なお、衝撃回数が30000回になるまでに欠損しない場合は、その時点で試験を終了する。
耐欠損性評価試験
試料形状:ISO規格TNGN160408
被削材:S48C(形状:円柱に4本の溝を入れた略円柱状)
切削速度:160m/min
切り込み:2.0mm
送り量:0.2mm/rev
雰囲気:湿式切削
試験回数:3回
寿命の判定基準:欠損するまでの衝撃回数を寿命とする。なお、衝撃回数が30000回になるまでに欠損しない場合は、その時点で試験を終了する。

表4に示されるように発明品は、比較品よりも耐欠損性に優れ、長寿命であることが分かる。
[切削試験2]
耐摩耗性評価試験
試料形状:ISO規格SPGN120408
被削材:SCM440(形状:ブロック状)
カッター:有効径が160mmのカッターに試験の目的で1個のインサートを取り付けたもの。
切削速度:150m/min
切り込み:2.0mm
送り量:0.22mm/tooth(F=64mm/min)
雰囲気:乾式切削
寿命の判定基準:欠損したとき、または、最大逃げ面摩耗量VBmaxが0.3mm以上になったときを寿命とする。
耐摩耗性評価試験
試料形状:ISO規格SPGN120408
被削材:SCM440(形状:ブロック状)
カッター:有効径が160mmのカッターに試験の目的で1個のインサートを取り付けたもの。
切削速度:150m/min
切り込み:2.0mm
送り量:0.22mm/tooth(F=64mm/min)
雰囲気:乾式切削
寿命の判定基準:欠損したとき、または、最大逃げ面摩耗量VBmaxが0.3mm以上になったときを寿命とする。

表5に示されるように、発明品は比較品よりも加工長が長く、長寿命であることが分かる。比較品4のようにWCが多いと、熱伝導率が高く、サーマルクラックが生じない。しかしながら、比較品4は被削材と反応しやすく耐摩耗性に劣るため短寿命となった。
発明品2のサーメットに研削とホーニングを施して、ISO規格TNGN160408形状の切削インサートを作製し、その表面に表6に示す硬質膜を被覆し、発明品6、7を作製した。

得られた発明品6、7およびISO規格TNGN160408形状の発明品2を用いて切削試験3を行った。
[切削試験3(耐摩耗試験)]
耐摩耗性評価試験
被削材:S53C(形状:円柱状)
切削速度:140m/min
切り込み:2.0mm
送り量:0.25mm/rev
雰囲気:乾式切削
寿命の判定基準:欠損したとき、または、最大逃げ面摩耗量VBmaxが0.3mm以上になったときを寿命とする。
耐摩耗性評価試験
被削材:S53C(形状:円柱状)
切削速度:140m/min
切り込み:2.0mm
送り量:0.25mm/rev
雰囲気:乾式切削
寿命の判定基準:欠損したとき、または、最大逃げ面摩耗量VBmaxが0.3mm以上になったときを寿命とする。

発明品2のサーメットに硬質膜を被覆した発明品6、7の被覆サーメットは耐摩耗性に優れるので、発明品2のサーメットよりも加工時間を延ばすことが出来た。
本発明によれば、耐欠損性および耐摩耗性が良好なサーメットおよび被覆サーメットが提供される。
Claims (11)
- Wと窒素を含有し、Tiを主成分とする金属の炭化物、窒化物及び炭窒化物から選択される少なくとも1種からなる硬質相と、鉄族金属を主成分とする結合相とから構成されるサーメットであって、サーメット全体に含まれるW量が5~40重量%であり、硬質相と硬質相との間に硬質相のW量よりもW量が多い複合炭窒化物からなる界面相が存在し、界面相に含まれる金属元素全体に対するW量をWb(原子%)と表し、硬質相に含まれる金属元素全体に対するW量をWh(原子%)と表したとき、Whに対するWbの原子比(Wb/Wh)が1.7以上であることを特徴とするサーメット。
- 硬質相の芯部に含まれる金属元素全体に対するW量をWc(原子%)と表し、硬質相の周辺部に含まれる金属元素全体に対するW量をWr(原子%)と表したとき、Wrに対するWcの原子比(Wc/Wr)は0.5以上、1.4以下である請求項1に記載のサーメット。
- サーメット全体に含まれるW量が10~26重量%である請求項1または2に記載のサーメット。
- 界面相が、硬質相と硬質相との間に形成される平均厚さ10~500nmの層状の複合炭窒化物である請求項1~3の何れかに記載のサーメット。
- 界面相が、TiとWを含む、結晶構造がNaCl構造の炭窒化物である請求項1~4の何れかに記載のサーメット。
- 結合相が、鉄族金属に周期表4,5,6族元素を40重量%未満固溶させたものである請求項1~5の何れかに記載のサーメット。
- 結合相が、Co及びNiの1種または2種を主成分とし、周期表4,5,6族元素を2重量%以上、30重量%未満固溶させたものからなる請求項1~6の何れかに記載のサーメット。
- 結合相が、Coを主成分とし、周期表4,5,6族元素を2重量%以上、30重量%未満固溶させたものからなる請求項1~7の何れかに記載のサーメット。
- 請求項1~8の何れかに記載のサーメットの表面に硬質膜を被覆した被覆サーメット。
- 硬質膜が、周期表4,5,6族元素、Al,Siの酸化物、炭化物、窒化物およびそれらの相互固溶体、および炭素からなる群より選択された少なくとも1種をPVD法またはCVD法により形成したものである請求項9記載の被覆サーメット。
- 硬質膜が、TiN,TiC,TiCN,TiAlN,TiSiN,AlCrN,Al2O3,ダイヤモンドおよびダイヤモンドライクカーボンからなる群より選択された少なくとも1種をPVD法またはCVD法により形成したものである請求項9記載の被覆サーメット。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/255,597 US8765272B2 (en) | 2009-03-10 | 2010-03-10 | Cermet and coated cermet |
| EP10750847.5A EP2407263B1 (en) | 2009-03-10 | 2010-03-10 | Cermet and coated cermet |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009-056653 | 2009-03-10 | ||
| JP2009056653 | 2009-03-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010104094A1 true WO2010104094A1 (ja) | 2010-09-16 |
Family
ID=42728383
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/053941 Ceased WO2010104094A1 (ja) | 2009-03-10 | 2010-03-10 | サーメットおよび被覆サーメット |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8765272B2 (ja) |
| EP (1) | EP2407263B1 (ja) |
| JP (1) | JP5559575B2 (ja) |
| WO (1) | WO2010104094A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017136972A1 (zh) * | 2016-02-11 | 2017-08-17 | 广东工业大学 | 金刚石复合涂层、具有该复合涂层的梯度超细硬质合金刀具及其制备方法 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20110117368A1 (en) * | 2008-07-16 | 2011-05-19 | Hideaki Matsubara | Hard Powder, Process for Preparing Hard Powder and Sintered Hard Alloy |
| JP5559575B2 (ja) | 2009-03-10 | 2014-07-23 | 株式会社タンガロイ | サーメットおよび被覆サーメット |
| WO2010150335A1 (ja) | 2009-06-22 | 2010-12-29 | 株式会社タンガロイ | 被覆立方晶窒化硼素焼結体工具 |
| JPWO2011129422A1 (ja) | 2010-04-16 | 2013-07-18 | 株式会社タンガロイ | 被覆cBN焼結体 |
| US8673435B2 (en) | 2010-07-06 | 2014-03-18 | Tungaloy Corporation | Coated cBN sintered body tool |
| CN109457162B (zh) * | 2018-12-29 | 2020-03-06 | 重庆文理学院 | 一种Ti(C,N)基超硬金属复合材料及其制备方法 |
| US11731202B2 (en) | 2021-04-19 | 2023-08-22 | Kennametal Inc. | Coating, method for coating, and coated cutting tool |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61195950A (ja) * | 1985-02-25 | 1986-08-30 | Mitsubishi Metal Corp | 高硬度および高靭性を有する切削工具用サ−メツト |
| JPS6468443A (en) * | 1987-09-09 | 1989-03-14 | Hitachi Metals Ltd | Cermet alloy |
| JPH03170637A (ja) * | 1989-06-26 | 1991-07-24 | Sandvik Ab | 焼結炭窒化物合金 |
| JPH0978174A (ja) * | 1995-09-14 | 1997-03-25 | Mitsubishi Materials Corp | 高強度を有するTi系炭窒化物サーメット |
| JP2628200B2 (ja) | 1988-09-27 | 1997-07-09 | 京セラ株式会社 | TiCN基サーメットおよびその製法 |
| JP3152105B2 (ja) | 1995-05-15 | 2001-04-03 | 三菱マテリアル株式会社 | 炭窒化チタン系サーメット製切削工具 |
| JP2007136656A (ja) * | 2005-10-18 | 2007-06-07 | Ngk Spark Plug Co Ltd | サーメット製インサート及び切削工具 |
Family Cites Families (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3971656A (en) | 1973-06-18 | 1976-07-27 | Erwin Rudy | Spinodal carbonitride alloys for tool and wear applications |
| JPS61227910A (ja) | 1985-04-01 | 1986-10-11 | Sumitomo Electric Ind Ltd | チタン・モリブデン複合炭窒化物粉末の製造法 |
| JPS62265107A (ja) | 1985-10-14 | 1987-11-18 | Sumitomo Electric Ind Ltd | 硬質合金用複炭窒化物の製造法 |
| JPH0698540B2 (ja) | 1986-02-18 | 1994-12-07 | 三菱マテリアル株式会社 | 耐摩耗性のすぐれたサ−メツト製切削工具の製造法 |
| JPH0617531B2 (ja) * | 1986-02-20 | 1994-03-09 | 日立金属株式会社 | 強靭性サ−メツト |
| JP2769821B2 (ja) | 1988-03-11 | 1998-06-25 | 京セラ株式会社 | TiCN基サーメットおよびその製法 |
| JPH0711048B2 (ja) * | 1988-11-29 | 1995-02-08 | 東芝タンガロイ株式会社 | 高強度窒素含有サーメット及びその製造方法 |
| JP2817274B2 (ja) | 1989-11-08 | 1998-10-30 | 三菱化学株式会社 | ポリオレフインの製造法 |
| JP2771337B2 (ja) | 1990-12-27 | 1998-07-02 | 京セラ株式会社 | 被覆TiCN基サーメット |
| SE470481B (sv) * | 1992-09-30 | 1994-05-24 | Sandvik Ab | Sintrad titanbaserad karbonitridlegering med hårdämnen med kärna-bård-struktur och sätt att tillverka denna |
| JPH06336634A (ja) * | 1993-05-31 | 1994-12-06 | Kyocera Corp | 表面被覆サーメット |
| US6057046A (en) | 1994-05-19 | 2000-05-02 | Sumitomo Electric Industries, Ltd. | Nitrogen-containing sintered alloy containing a hard phase |
| US5882777A (en) | 1994-08-01 | 1999-03-16 | Sumitomo Electric Industries, Ltd. | Super hard composite material for tools |
| JP3866305B2 (ja) | 1994-10-27 | 2007-01-10 | 住友電工ハードメタル株式会社 | 工具用複合高硬度材料 |
| JPH10110234A (ja) | 1996-10-07 | 1998-04-28 | Mitsubishi Materials Corp | 耐欠損性のすぐれた炭窒化チタン系サーメット製切削工具 |
| SE517474C2 (sv) | 1996-10-11 | 2002-06-11 | Sandvik Ab | Sätt att tillverka hårdmetall med bindefasanrikad ytzon |
| DE19704242C1 (de) | 1997-02-05 | 1998-08-27 | Starck H C Gmbh Co Kg | Carbonitrid-Pulver, Verfahren zu ihrer Herstellung sowie deren Verwendung |
| US5939651A (en) | 1997-04-17 | 1999-08-17 | Sumitomo Electric Industries, Ltd. | Titanium-based alloy |
| JP2000044348A (ja) | 1998-07-22 | 2000-02-15 | Nof Corp | 鋳鉄切削加工用高硬度焼結体 |
| JP4375691B2 (ja) | 1999-12-17 | 2009-12-02 | 住友電工ハードメタル株式会社 | 複合高硬度材料 |
| EP1992717B1 (en) | 2000-12-28 | 2012-02-15 | Kabushiki Kaisha Kobe Seiko Sho | Use of a target for arc ion plating to form a hard film |
| JP2002302732A (ja) | 2001-04-09 | 2002-10-18 | Toshiba Tungaloy Co Ltd | 超微粒cBN基焼結体 |
| JP3879113B2 (ja) | 2001-11-02 | 2007-02-07 | 三菱マテリアル株式会社 | 高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具 |
| US6814775B2 (en) | 2002-06-26 | 2004-11-09 | Diamond Innovations, Inc. | Sintered compact for use in machining chemically reactive materials |
| JP2004292842A (ja) | 2003-03-25 | 2004-10-21 | Tungaloy Corp | サーメット |
| JP2005194573A (ja) | 2004-01-07 | 2005-07-21 | Tungaloy Corp | サーメットおよび被覆サーメット並びにそれらの製造方法 |
| JP2005200668A (ja) | 2004-01-13 | 2005-07-28 | Tungaloy Corp | サーメットおよび被覆サーメット並びにそれらの製造方法 |
| JP2006111947A (ja) | 2004-10-18 | 2006-04-27 | Tungaloy Corp | 超微粒子サーメット |
| WO2006070509A1 (ja) | 2004-12-28 | 2006-07-06 | Sumitomo Electric Hardmetal Corp. | 表面被覆切削工具および表面被覆切削工具の製造方法 |
| US7348074B2 (en) | 2005-04-01 | 2008-03-25 | Oc Oerlikon Balzers Ag | Multilayer hard coating for tools |
| KR100792190B1 (ko) | 2005-04-19 | 2008-01-07 | 재단법인서울대학교산학협력재단 | 유심구조가 없는 고용체 분말, 그 제조 방법, 상기 고용체분말을 포함하는 서멧트용 분말, 그 제조 방법, 상기고용체 분말 및 서멧트용 분말을 이용한 유심구조가 없는세라믹스 소결체 및 서멧트 |
| JP2006315898A (ja) | 2005-05-12 | 2006-11-24 | Tungaloy Corp | 立方晶窒化硼素焼結体 |
| US7537822B2 (en) | 2005-05-26 | 2009-05-26 | Hitachi Tool Engineering, Ltd. | Hard-coated member |
| WO2006134944A1 (ja) | 2005-06-14 | 2006-12-21 | Mitsubishi Materials Corporation | サーメット製インサート及び切削工具 |
| JP5157056B2 (ja) | 2005-09-22 | 2013-03-06 | 株式会社タンガロイ | 立方晶窒化硼素焼結体および被覆立方晶窒化硼素焼結体、並びにそれらからなる焼入鋼用切削工具 |
| US7758976B2 (en) | 2005-10-04 | 2010-07-20 | Sumitomo Electric Hardmetal Corp. | cBN sintered body for high surface integrity machining and cBN sintered body cutting tool |
| WO2007110770A2 (en) | 2006-03-29 | 2007-10-04 | Element Six (Production) (Pty) Ltd | Polycrystalline abrasive compacts |
| JP5254552B2 (ja) | 2007-02-01 | 2013-08-07 | 住友電工ハードメタル株式会社 | 表面被覆切削工具 |
| JP2009034781A (ja) | 2007-08-02 | 2009-02-19 | Sumitomo Electric Hardmetal Corp | 表面被覆切削工具 |
| JP5059528B2 (ja) | 2007-09-14 | 2012-10-24 | 住友電気工業株式会社 | 立方晶窒化硼素焼結体及びその製造方法 |
| JP2008208027A (ja) | 2008-05-21 | 2008-09-11 | Sumitomo Electric Hardmetal Corp | cBN焼結体 |
| US20110117368A1 (en) | 2008-07-16 | 2011-05-19 | Hideaki Matsubara | Hard Powder, Process for Preparing Hard Powder and Sintered Hard Alloy |
| JP2010031308A (ja) | 2008-07-25 | 2010-02-12 | Sumitomo Electric Ind Ltd | サーメット |
| JP5559575B2 (ja) | 2009-03-10 | 2014-07-23 | 株式会社タンガロイ | サーメットおよび被覆サーメット |
| CN102470446A (zh) | 2009-06-30 | 2012-05-23 | 株式会社图格莱 | 金属陶瓷和被覆金属陶瓷 |
-
2010
- 2010-03-09 JP JP2010051607A patent/JP5559575B2/ja active Active
- 2010-03-10 EP EP10750847.5A patent/EP2407263B1/en active Active
- 2010-03-10 US US13/255,597 patent/US8765272B2/en active Active
- 2010-03-10 WO PCT/JP2010/053941 patent/WO2010104094A1/ja not_active Ceased
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61195950A (ja) * | 1985-02-25 | 1986-08-30 | Mitsubishi Metal Corp | 高硬度および高靭性を有する切削工具用サ−メツト |
| JPS6468443A (en) * | 1987-09-09 | 1989-03-14 | Hitachi Metals Ltd | Cermet alloy |
| JP2628200B2 (ja) | 1988-09-27 | 1997-07-09 | 京セラ株式会社 | TiCN基サーメットおよびその製法 |
| JPH03170637A (ja) * | 1989-06-26 | 1991-07-24 | Sandvik Ab | 焼結炭窒化物合金 |
| JP3152105B2 (ja) | 1995-05-15 | 2001-04-03 | 三菱マテリアル株式会社 | 炭窒化チタン系サーメット製切削工具 |
| JPH0978174A (ja) * | 1995-09-14 | 1997-03-25 | Mitsubishi Materials Corp | 高強度を有するTi系炭窒化物サーメット |
| JP2007136656A (ja) * | 2005-10-18 | 2007-06-07 | Ngk Spark Plug Co Ltd | サーメット製インサート及び切削工具 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2407263A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017136972A1 (zh) * | 2016-02-11 | 2017-08-17 | 广东工业大学 | 金刚石复合涂层、具有该复合涂层的梯度超细硬质合金刀具及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20120003466A1 (en) | 2012-01-05 |
| JP5559575B2 (ja) | 2014-07-23 |
| EP2407263A1 (en) | 2012-01-18 |
| EP2407263A4 (en) | 2017-01-11 |
| US8765272B2 (en) | 2014-07-01 |
| JP2010234519A (ja) | 2010-10-21 |
| EP2407263B1 (en) | 2021-08-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5614460B2 (ja) | cBN焼結体工具および被覆cBN焼結体工具 | |
| JP6677932B2 (ja) | 強断続切削加工においてすぐれた耐チッピング性、耐摩耗性を発揮する表面被覆切削工具 | |
| JP5305056B1 (ja) | 立方晶窒化ほう素基焼結体製切削工具 | |
| WO2011002008A1 (ja) | サーメットおよび被覆サーメット | |
| JP5454678B2 (ja) | サーメットおよび被覆サーメット | |
| JP5559575B2 (ja) | サーメットおよび被覆サーメット | |
| CN105283570B (zh) | 金属陶瓷和切削工具 | |
| CN107000068A (zh) | 耐崩刀性、耐磨性优异的表面包覆切削工具 | |
| JPWO2019116614A1 (ja) | 超硬合金及び切削工具 | |
| WO2012053237A1 (ja) | 耐熱合金の切削加工で優れた耐欠損性を発揮するwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 | |
| JP7388431B2 (ja) | 超硬合金及びそれを基材として含む切削工具 | |
| JP7517483B2 (ja) | 超硬合金及びそれを基材として含む切削工具 | |
| JP2012086297A (ja) | 高速断続切削加工ですぐれた耐チッピング性と耐摩耗性を発揮するwc基超硬合金製切削工具 | |
| JP5594568B2 (ja) | 立方晶窒化ホウ素基超高圧焼結材料製切削工具及び表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具 | |
| JP7170965B2 (ja) | 超硬合金及び被覆超硬合金 | |
| JP5381616B2 (ja) | サーメットおよび被覆サーメット | |
| WO2015141757A1 (ja) | サーメット工具 | |
| JP4069749B2 (ja) | 荒加工用切削工具 | |
| JP7494952B2 (ja) | 超硬合金及びそれを基材として含む切削工具 | |
| JP7473871B2 (ja) | 耐摩耗性および耐欠損性にすぐれたwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 | |
| KR101640644B1 (ko) | 내열충격성이 향상된 Ti계 소결합금 및 이를 이용한 절삭공구 | |
| JP2012086298A (ja) | 鋼の高速断続切削において優れた耐欠損性を発揮する表面被覆wc基超硬合金製切削工具 | |
| JP5892319B2 (ja) | 表面被覆wc基超硬合金製切削工具 | |
| JP5644388B2 (ja) | サーメットおよび被覆サーメット | |
| JP5211445B2 (ja) | 微粒サーメット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10750847 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13255597 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010750847 Country of ref document: EP |