Alliage d'aluminium de décolletage de la série AA 6xxx
Domaine de l'invention
L'invention se rapporte au domaine des pièces décolletées obtenues à partir de produits filés ou extrudés simples, essentiellement du type barre ou tige, en alliage d'aluminium de la série AAόxxx dont la composition chimique est optimisée en fonction de l'aptitude au filage et au décolletage et qui est en particulier dépourvu d'éléments à bas point de fusion tels que notamment le plomb, le bismuth, l'indium ou l'étain.
Par ailleurs, les caractéristiques mécaniques, de résistance à la corrosion et d'aptitude à l'anodisation de telles pièces sont similaires à celles obtenues à partir d'alliages dits de décolletage contenant du plomb, du type AA6262 ou AA2011.
Etat de la technique
Sauf mention contraire, toutes les valeurs relatives à la composition chimique des alliages sont exprimées en pourcentages pondéraux.
Par ailleurs, tous les alliages d'aluminium dont il est question sont désignés, sauf mention contraire, selon les désignations définies par l' « Aluminum Association » dans les « Registration Record Séries » qu'elle publie régulièrement.
Le décolletage désigne un domaine de fabrication par usinage, en grandes séries, de pièces généralement de révolution (vis, boulon, axe, etc.) par enlèvement de matière à partir de barres ou tiges de métal. Celles-ci, notamment dans le cas des alliages d'aluminium, sont généralement obtenues par filage ou extrusion à partir de billettes.
Les pièces sont ainsi produites à des cadences élevées sur des machines de coupe à commande manuelle ou numérique.
La productivité et l'état de surface ainsi que la précision dimensionnelle de la pièce finale sont les objectifs principaux attachés à ce type de fabrication. Les pièces ainsi produites trouvent leur application dans des domaines variés, de l'horlogerie au matériel médical, en passant par les domaines du transport (aéronautique, ferroviaire, automobile) et industriel (électrique, électronique, hydraulique...).
De nombreux facteurs influent sur l'aptitude au décolletage :
En premier lieu, la nature même du matériau, bien sûr, sa composition chimique et son état métallurgique, mais également la nature de l'outil de coupe et les paramètres associés au procédé.
Ces facteurs sont très interdépendants et il est donc impératif d'associer à tout alliage une gamme d'usinage appropriée.
Les premiers alliages d'aluminium utilisés pour le décolletage dans les années 1930 à
1960 étaient des alliages des séries AAβxxx et AA2xxx contenant outre les éléments de composition habituels pour ces séries, du plomb et du bismuth.
Ces éléments, du fait de leur faible solubilité dans l'aluminium et de leur bas point de fusion, fondent sous l'effet de réchauffement provoqué par l'opération d'usinage et constituent de ce fait des points mous dans une matrice plus dure en aluminium.
Le résultat positif ainsi obtenu réside dans la fragmentation de copeaux de petites tailles lors de ladite opération d'usinage ou décolletage.
Cette fragmentation permet une évacuation rapide de la matière, donc un gain en productivité, mais aussi une évacuation de la chaleur produite, évitant ainsi une dégradation possible de l'état de surface final de la pièce.
Toutefois, du fait de problèmes de toxicité liés à la présence de plomb, la législation européenne limite plus en plus la teneur admissible dans les alliages notamment d'aluminium et en particulier destinés au décolletage. La dernière législation date de Juillet 2008 et limite à 0.4 % la concentration en plomb des alliages d'aluminium dans les domaines de l'automobile et des équipements électriques et électroniques.
Depuis quelques années, les industriels se sont préparés à cette évolution et ont déjà développé des nuances d'alliages de décolletage à basse teneur en plomb, voire même sans plomb.
Leur composition repose sur la présence d'éléments de substitution également à bas point de fusion tels que l'étain, le bismuth ou l'indium.
Ces évolutions sont notamment décrites dans l'article de S. Sircar « X6030, a new lead free machining alloy » paru en 1996 dans la revue « Materials Science Forum » volumes 217-222, pages 1795-1800.
De même, les brevets EP 07937324 et EP 1214456 de « Reynolds Métal Company » revendiquent respectivement des alliages des familles AA6xxx et AA2xxx avec addition d'étain et indium, et de la famille AA6xxx avec addition de bismuth seulement ou bismuth et étain.
De la même façon, la demande EP 761834 de « Kaiser Aluminium » porte sur des alliages de la série AA6xxx avec addition d'étain et de bismuth, alors que les demandes EP 0964070 et EP 0982410 d' « Alusuisse » portent sur des alliages de la série AA2xxx avec addition respectivement d'étain ou de bismuth et d'étain.
Problème posé
Les alliages précités, contenant des éléments de substitution à bas point de fusion tels que l'étain, le bismuth ou l'indium, ne présentent pas exactement les mêmes performances lors du décolletage que les alliages contenant du plomb, alors que l'interdiction totale de ce dernier pourrait intervenir à relativement court terme. Par ailleurs, ces alliages posent parfois des problèmes de fragilité due au mouillage total des joints de grains lors du décolletage par les phases issues des éléments de substitution à bas point de fusion .
Une solution à ce problème consiste dans l'utilisation d'un alliage dont la matrice à base d'aluminium comporte des particules plus dures, à l'origine de la création et de la propagation de fissures lors de l'opération de décolletage, ces fissures favorisant la fragmentation des copeaux.
Le type des particules et leur distribution ont évidemment une incidence particulièrement notable sur le comportement de l'alliage lors du décolletage mais aussi sur l'usure des outils de coupe utilisés pour cette opération.
Les solutions de ce type connues de l'art antérieur reposent toutes sur l'addition de silicium à une teneur minimale de 1.5 % qui correspond à la limite de solubilité du silicium dans l'aluminium.
L'alliage de silicium ainsi constitué comporte des phases dures à base de silicium, à l'origine de la création et de la propagation des fissures précitées. En effet, ces phases empêchent le glissement des grains lors de la déformation induite par l'opération d'usinage, ou décolletage, ce qui donne naissance à des cavités puis des fissures et favorise donc la fragmentation des copeaux.
L'effet d'autres éléments, tels que notamment le fer, le manganèse et le nickel, séparément, a également fait l'objet d'investigations, mais il ne permet pas d'atteindre des performances comparables à celles des alliages contenant du plomb en quantité significative.
Ceci est illustré notamment par l'article de S. Yoshihara et al. « The influence of additional éléments of aluminium alloy on machinability » paru en 1998 dans la revue « Aluminum Alloys » volume 3, pages 2029-2034.
Par contre, le couplage du silicium à une forte teneur (Si > 1.5 %) et d'un autre élément, comme le fer ou le cuivre par exemple, à une teneur significative, a été reporté comme tout à fait bénéfique sur le comportement lors du décolletage,
Ainsi, les demandes JP 9249931, US 6059902 et JP2002206132 de « Kobe Steel » portent sur des alliages à très bonne usinabilité se fondant sur une teneur en silicium supérieure à 1.5 % associée à la présence de manganèse ou cuivre ou encore fer et chrome.
Ces diverses solutions présentent toutefois l'inconvénient lié à la présence du silicium à une teneur relativement élevée, à savoir une aptitude au filage non optimisée, avec notamment un risque de brûlure lors de cette opération, se traduisant par des défauts de surface sur le produit final.
Objet de l'invention
L'invention a donc pour objet un produit filé, du type barre ou tige ou encore tube, présentant une très bonne aptitude au décolletage, sans addition de silicium à des teneurs supérieures ou égales à 1.5 %, en alliage d'aluminium corroyé de décolletage de composition chimique, exprimée en pourcentages pondéraux :
0.8 < Si <1.5 %, de préférence : 1.0 < Si < 1.5 % 1.0 < Fe < 1.8 %, de préférence : 1.0 < Fe < 1.5 % Cu : < 0.1 % Mn : < 1 %, de préférence < 0.6 %
Mg : 0.6 - 1.2 %, de préférence 0.6 - 0.9 % Ni : < 3.0 %, de préférence 1.0 - 2.0 % Cr : < 0.25 % Ti : < 0.1 % autres éléments < 0.05 % chacun et 0.15 % au total, reste aluminium.
Enfin l'invention a également pour objet une pièce décolletée à partir du produit filé tel que défini ci-dessus.
Description des figures
La figure 1 représente les pressions de filage, en MPa, obtenues pour une même longueur de billette selon les divers alliages testés : 6xxx selon l'invention, AA6262 et H Si en référence, dont compositions au chapitre « Exemples ». La figure 2 représente les pressions axiales de coupe, en MPa, lors des tests de perçage, en fonction de la vitesse de coupe en m/min, pour une avance de perçage constante de 0.15 mm/tr et selon les divers alliages testés tels que ci-dessus.
La figure 3 représente les pressions axiales en MPa en fonction de l'avance de perçage en mm/tr, pour une vitesse de coupe constante de 55 m/min, selon ces mêmes alliages testés.
Description de l'invention
L'invention repose sur la constatation par la demanderesse qu'il est possible d'obtenir une très bonne aptitude au décolletage, sans addition de silicium à des teneurs supérieures ou égales à 1.5 %, contrairement à l'art antérieur, en assurant la présence en quantité suffisante de phases intermétalliques au fer dispersées de façon homogène.
Cette caractéristique permet en effet la fragmentation des copeaux requise à cette fin lors de l'opération de décolletage.
Ces phases intermétalliques sont du type AlxFey (Mn5Ni)2S iv, la présence des éléments Mn et Ni étant optionnelle du fait qu'ils apportent un complément par création de particules également favorables au décolletage.
Les produits filés simples, c'est-à-dire du type barres, tiges ou tubes, selon l'invention, présentent un comportement lors du décolletage analogue aux produits de l'art antérieur réalisés à partir des alliages des séries AA6262 ou AA2011 contenant tous deux du plomb et du bismuth. Par ailleurs, les caractéristiques mécaniques, de résistance à la corrosion et d'aptitude à l'anodisation des produits selon l'invention sont similaires à celles obtenues à partir desdits alliages.
Pour ce qui concerne les éléments constitutifs du type d'alliage des produits selon l'invention, leurs teneurs sont justifiées par les considérations suivantes :
Silicium : une teneur minimum de 0.8 % est nécessaire pour obtenir un durcissement structural suffisant via la phase Mg2Si, en tenant compte du « piégeage » de cet élément dans les phases intermétalliques du type AlFeSi caractéristiques des alliages selon l'invention. De manière préférentielle, ce minimum est porté à 1 %. La teneur est strictement inférieure à 1.5 % afin de limiter les risques de brûlure par élévation de la température au cours de l'opération de filage, se traduisant notamment par des défauts de surface du produit extradé.
Fer : il est, avec le silicium, l'un des éléments majeurs des alliages selon l'invention. En effet, sa concentration régit la quantité de phases secondaires précitées, à la base tout particulièrement du comportement au décolletage. A cet effet, une teneur minimum strictement supérieure à 1.0 % est prescrite.
La limite supérieure de 1.8 % permet d'éviter la précipitation de phases au fer primaires lors de la coulée des billettes, ce qui en réduit l'aptitude au filage. Un maximum encore plus préférentiel est de 1.5 %.
Manganèse : optionnel, il peut participer à la formation de phases secondaires favorables au comportement au décolletage. Sa teneur est limitée à 1.0 % du fait de
son effet défavorable sur l'aptitude au filage. Un maximum encore plus préférentiel est de 0.6 %.
Magnésium : avec le silicium, il participe au durcissement structural via la phase Mg2Si. A cette fin, un minimum de 0.6 % est requis.
Sa teneur est limitée à 1.2 %, un durcissement trop prononcé ayant un effet défavorable sur l'aptitude au filage. Un maximum encore plus préférentiel est de 0.9
%.
Nickel : tout comme le manganèse, il peut participer à la formation de phases secondaires favorables au comportement au décolletage. Sa teneur est limitée à 3.0 % pour éviter la formation de phases primaires à l'effet fragilisant. Une fourchette préférentielle est de 1.0 à 2.0 %.
Cuivre : sa teneur doit être inférieure à 0.1 % du fait de son fort effet durcissant défavorable quant à l'aptitude au filage.
Chrome : il s'agit d'un élément anti-recristallisant qui, tout comme le manganèse peut former des phases secondaires influant sur la structure granulaire de l'alliage. Sa teneur est maintenue inférieure à 0.25 % du fait de son impact défavorable quant à l'aptitude au filage.
Titane : cet élément agit selon deux modes conjoints : d'une part, il favorise l'affinage du grain d'aluminium primaire, d'autre part, il influe sur la distribution des phases secondaires précitées.
Sa teneur est toutefois limitée à 0.1 % du fait de son impact défavorable quant à l'aptitude au filage.
Dans ses détails, l'invention sera mieux comprise à l'aide des exemples ci-après, qui n'ont toutefois pas de caractère limitatif.
Exemples
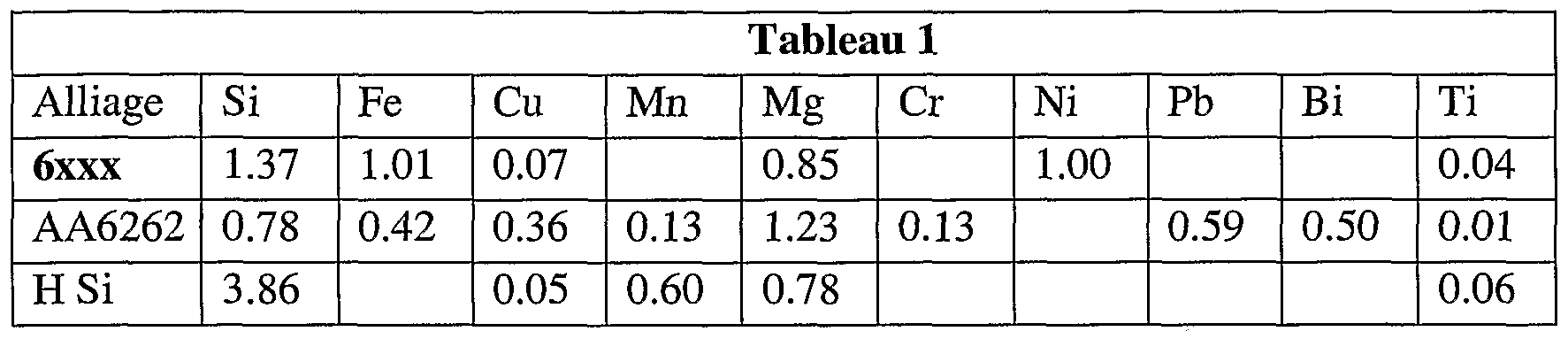
On a élaboré, dans un four électrique à creuset, sous forme de pions à géométrie conique, de hauteur 65 mm, grand diamètre 65 mm et petit diamètre 25 mm, et selon le protocole expérimental de coulée « TP- 1 » conforme à la procédure « Standard Test Procédure for Aluminum alloy Grain Refiners 1990 » de l' « Aluminum Association », trois séries d'alliages dont la composition figure au tableau 1 ci- dessous.
L'alliage 6xxx est selon l'invention alors que les alliages AA6262 et H Si sont des alliages de l'art antérieur, le premier contenant du plomb et du bismuth, le second, dépourvu de ces éléments, couplant une forte teneur en silicium à la présence de manganèse et magnésium. Les pions ont ensuite été homogénéisés à une température de 545°C pendant 5 h 30 min.
Des billettes de diamètre 29.6 mm et de longueur 38 mm ont été usinées puis filées en barres de diamètre 6.7 mm.
Le filage a été réalisé dans les mêmes conditions de température de billette de 480°C et de vitesse de 0.6 m/min. Cette vitesse relativement faible résulte d'une opération de similitude du fait de la taille des échantillons des essais par rapport à des conditions industrielles.
La figure 1 représente les pressions de filage de chaque variante pour une même longueur de billette. La variante selon l'invention présente une meilleure aptitude au filage se traduisant par une pression plus faible de 20 % environ par rapport à la référence AA6262 et d'environ 10 % par rapport à la référence H Si.
Les barres filées ont subi un traitement thermique, du type T6, de mise en solution à une température de 56O0C pendant 15 min, une trempe à l'eau et un revenu
permettant d'obtenir la résistance mécanique maximale, connu également de l'homme du métier sous le nom de « revenu au pic », soit 10 h à 175°C pour les alliages 6xxx selon l'invention et H Si et 10 h à 1600C pour l'alliage AA6262.
Les caractéristiques mécaniques des trois variantes ont été déterminées conformément à la norme EN10002-l.
Elles sont récapitulées au tableau 2 ci-après, à savoir : limite conventionnelle d'élasticité Rpo,2 et charge de rupture Rm en MPa et allongement à la rupture A en %.
Les valeurs minimales, selon la norme EN 755-2, de l'alliage 6262 y sont également indiquées sous la dénomination « Min. 6262 ».
Les caractéristiques mécaniques de résistance Rpo,2 et Rm de l'alliage selon l'invention sont très proches de celles de l'alliage AA6262 et peu inférieures à celles de l'alliage H Si, avec des allongements à rupture du même ordre.
Elles sont, quoiqu'il en soit, largement supérieures aux valeurs minimales typiques, avec un allongement du même ordre.
La microstructure de la variante selon l'invention a été étudiée par microscopie électronique à balayage afin de déterminer la nature, la dispersion et la taille des phases intermétalliques à l'échelle micrométrique.
Elle a révélé la présence majoritaire d'une phase du type AlFeNiSi sous forme de particules d'une taille moyenne de 3 μm avec une fraction surfacique de 5 %.
La demanderesse attribue à la dispersion de cette phase de fraction surfacique relativement importante et sous forme de particules de taille relativement réduite le bon comportement au décolletage avec une fragmentation favorable des copeaux.
L'usinabilité a été caractérisée au moyen du test de perçage conforme à la norme
NFE66-520-8.
Les valeurs des pressions de coupe pour différentes vitesses de coupe et d'avance résultantes sont rapportées en figures 2 et 3.
Les trois variantes présentent une plage de fonctionnement stable tout au long de l'étendue relativement importante des vitesses de coupe (de 10 à 140 m/min).
La variante AA6262 de l'art antérieur requiert un effort inférieur d'environ 20 % par rapport à l'alliage selon l'invention tout comme par rapport à l'alliage H Si de l'art antérieur également, ceci pour une avance de perçage constante de 0.15 mm/tr (figure
2) et d'environ 10 % pour une vitesse de coupe constante de 55 m/min (figure 3).
Compte-tenu des niveaux d'erreur attachées aux mesures d'efforts, cette différence, bien que significative, demeure faible et les comportements des différentes variantes peuvent être considérés comme semblables.
La fragmentation des copeaux a été notée conformément à la même norme européenne NFE66-520-8, de A.l, cas le plus favorable, à D.6, cas le plus défavorable.
Les notes attribuées dans le cas présent sont : A.l : « Elémentaire-Fragmenté en sifflet », B.6 : « Court-Hélicoïdal » et C.6 : « Mi-long- Hélicoïdal », selon ladite norme.
Ces notations ont été effectuées pour diverses vitesses d'avance de perçage de 0.05 à
0.3 mm/tr et pour la même vitesse de coupe de 55 m/min. Les résultats sont récapitulés au tableau 3 ci-dessous.
Ces résultats ne font apparaître que peu de différences, en termes de fragmentation des copeaux lors des tests de perçage, entre l'alliage selon l'invention et les alliages de l'art antérieur, qu'il s'agisse de l'alliage AA6262, contenant plomb et bismuth, ou de l'alliage H Si, à forte teneur en silicium.