WO2010130890A1 - Procédé de fabrication d'une bande métallique revêtue présentant un aspect amélioré - Google Patents
Procédé de fabrication d'une bande métallique revêtue présentant un aspect amélioré Download PDFInfo
- Publication number
- WO2010130890A1 WO2010130890A1 PCT/FR2010/000357 FR2010000357W WO2010130890A1 WO 2010130890 A1 WO2010130890 A1 WO 2010130890A1 FR 2010000357 W FR2010000357 W FR 2010000357W WO 2010130890 A1 WO2010130890 A1 WO 2010130890A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- weight
- equal
- less
- strip
- metal strip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/012—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of aluminium or an aluminium alloy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/013—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/043—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C18/00—Alloys based on zinc
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C18/00—Alloys based on zinc
- C22C18/04—Alloys based on zinc with aluminium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/14—Removing excess of molten coatings; Controlling or regulating the coating thickness
- C23C2/16—Removing excess of molten coatings; Controlling or regulating the coating thickness using fluids under pressure, e.g. air knives
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/14—Removing excess of molten coatings; Controlling or regulating the coating thickness
- C23C2/16—Removing excess of molten coatings; Controlling or regulating the coating thickness using fluids under pressure, e.g. air knives
- C23C2/18—Removing excess of molten coatings from elongated material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/14—Removing excess of molten coatings; Controlling or regulating the coating thickness
- C23C2/16—Removing excess of molten coatings; Controlling or regulating the coating thickness using fluids under pressure, e.g. air knives
- C23C2/18—Removing excess of molten coatings from elongated material
- C23C2/20—Strips; Plates
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
- C23C30/005—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process on hard metal substrates
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12229—Intermediate article [e.g., blank, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12389—All metal or with adjacent metals having variation in thickness
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/1241—Nonplanar uniform thickness or nonlinear uniform diameter [e.g., L-shape]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12785—Group IIB metal-base component
- Y10T428/12792—Zn-base component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12785—Group IIB metal-base component
- Y10T428/12792—Zn-base component
- Y10T428/12799—Next to Fe-base component [e.g., galvanized]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12951—Fe-base component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12951—Fe-base component
- Y10T428/12958—Next to Fe-base component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12951—Fe-base component
- Y10T428/12972—Containing 0.01-1.7% carbon [i.e., steel]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12951—Fe-base component
- Y10T428/12972—Containing 0.01-1.7% carbon [i.e., steel]
- Y10T428/12979—Containing more than 10% nonferrous elements [e.g., high alloy, stainless]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12993—Surface feature [e.g., rough, mirror]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
- Y10T428/2495—Thickness [relative or absolute]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/263—Coating layer not in excess of 5 mils thick or equivalent
- Y10T428/264—Up to 3 mils
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/263—Coating layer not in excess of 5 mils thick or equivalent
- Y10T428/264—Up to 3 mils
- Y10T428/265—1 mil or less
Definitions
- the invention relates to a method for manufacturing a metal strip having an improved appearance, more particularly intended to be used for the manufacture of skin parts for motorized land vehicles, without being limited thereto.
- Steel sheets for the manufacture of parts for land motor vehicles are generally coated with a zinc-based, corrosion-resistant metallic layer deposited either by hot dipping in a zinc-based liquid bath or by electroplating in an electrolytic bath comprising zinc ions.
- the galvanized sheets for the manufacture of skin parts are then shaped and assembled to form a blank body, which is then coated with at least one layer of paint, which provides increased protection against corrosion and good surface appearance.
- paint which provides increased protection against corrosion and good surface appearance.
- a total paint thickness of between 90 and 120 ⁇ m, consisting of a layer of cataphoresis 20 to 30 ⁇ m thick, a layer of primer paint from 40 to 50 ⁇ m, and a base coat of 30 to 40 ⁇ m, for example.
- the corrugation W (waviness in English) of the surface is a geometric irregular softness, pseudoperiodic, of rather long wavelength (0.8 to 10 mm) that one distinguishes from the roughness R which corresponds to the geometrical irregularities low wavelengths ( ⁇ 0.8mm).
- the arithmetic average Wa of the corrugation profile expressed in ⁇ m, has been retained to characterize the corrugation of the surface of the sheet, and the corrugation measurements have been carried out with a cut-off threshold of 0 , 8 mm and designated by Wa o , 8 -
- the object of the invention is therefore to provide a method of manufacturing a metal strip coated with an anticorrosive coating, the waving Wa 0i8 of which is reduced compared to the strips of the prior art, thus making it possible to manufacture painted metal parts requiring a reduced total paint thickness compared to the parts of the prior art.
- a first object of the invention is constituted by a method of manufacturing a metal strip having a corrosion protection metal coating, comprising the steps of:
- magnesium from 0.1 to 8% by weight of magnesium, for an aluminum content greater than or equal to 0.2% and less than 4% by weight or a content greater than 5% and less than or equal to 8% by weight magnesium, for an aluminum content greater than or equal to 4% and less than or equal to 8% by weight, and comprising up to 0.3% by weight of addition elements, the balance being zinc and unavoidable impurities, then
- the atmosphere prevailing in said confinement zone having an oxidizing power lower than that of an atmosphere consisting of 4% by volume of oxygen and 96% by volume of nitrogen and greater than that of an atmosphere consisting of 0.15% by volume of oxygen and 99.85% by volume of nitrogen.
- the method according to the invention may further comprise the following characteristics, taken alone or in combination: the confinement caissons have a height of at least
- the confinement caissons are supplied with gas having an oxidizing power lower than that of an atmosphere consisting of 4% by volume of oxygen and 96% by volume of nitrogen, and preferably greater than that of an atmosphere consisting of 0.15% by volume of oxygen and 99.85% by volume of nitrogen; the belt is furthermore passed in a confinement zone situated before the spin line,
- the dewatering gas consists of nitrogen
- the metal strip is a steel strip.
- the subject of the invention is also a cold-rolled and hot-dip-coated metal strip, which can be obtained by the method according to the invention and the metal coating of which has a corrugation Wa 0, 8 less than or equal to at 0.70 ⁇ m, preferably less than or equal to 0.65 ⁇ m and comprises from 0.2 to 8% by weight of aluminum and magnesium in the following proportions:
- magnesium from 0.1 to 8% by weight of magnesium, with an aluminum content greater than or equal to 0.2% and less than 2% by weight or
- the metal strip according to the invention is made of steel.
- the invention also relates to a metal part obtained by deforming a metal strip according to the invention, the coating has a waviness Wa o, 8 less than or equal to 0.65 .mu.m, preferably less than or equal to 0, 60 ⁇ m.
- the invention further relates to a metal part obtained by deformation of a metal strip according to the invention, having also undergone a skin-pass operation before deformation, the coating has a wavulation W o , 8 less than or equal to at 0.70 ⁇ m, preferably less than or equal to 0.60 ⁇ m or even 0.55 ⁇ m.
- the first step of the method according to the invention consists in continuously passing a metal strip B, such as a steel strip, in a coating bath 2 containing molten metal, contained in FIG. A crucible 3.
- a metal strip B such as a steel strip
- the band is generally annealed in a furnace 1 which makes it possible in particular to prepare the surface.
- the running speed of the strip on the industrial lines is generally between 40m / min and 200m / min, for example, and is preferably greater than 120 m / min, or even greater than 150 m / min.
- composition of the coating bath to be used in the process according to the invention is based on zinc and initially contains from 0.2% to 8% by weight of aluminum. This element makes it possible on the one hand to improve the adhesion of the coating to the metal strip and, on the other hand, to protect the strip against corrosion.
- the bath also contains magnesium to improve the corrosion resistance of the galvanized coating and in particular its resistance against red rust.
- Magnesium is present in the following proportions:
- magnesium from 0.1 to 8% by weight of magnesium, with an aluminum content greater than or equal to 0.2% and less than 4% by weight or
- magnesium is present in the following proportions:
- magnesium from 0.1 to 8% by weight of magnesium, with an aluminum content greater than or equal to 0.2% and less than 2% by weight or - A content greater than 5% and less than or equal to 8% by weight of magnesium, for an aluminum content greater than or equal to 2% and less than or equal to 8% by weight.
- magnesium is present in the following proportions:
- magnesium from 0.1 to 8% by weight of magnesium, with an aluminum content greater than or equal to 0.2% and less than 1.5% by weight or
- the corrosion resistance it is preferred to add at least 0.1% by weight, or even 0.2% by weight of magnesium. Its maximum content in the bath is limited to 8% by weight because the coating obtained could have severe cracking problems during the subsequent shaping by stamping, in particular.
- the zone ranging from 0.1 to 5% by weight of magnesium and from 4 to 8% by weight of aluminum is eliminated because the appearance defects are observed to be visible to the naked eye when the strip is submitted. the spinning process confined according to the invention in this composition zone.
- the composition of the bath may also contain up to 0.3% by weight of optional addition elements such as Si, Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Cr, Ni, Zr or Bi .
- optional addition elements such as Si, Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Cr, Ni, Zr or Bi .
- These various elements may allow, among other things, to improve the corrosion resistance of the coating or its fragility or adhesion, for example.
- Those skilled in the art who know their effects on the characteristics of the coating will know how to use them according to the complementary aim sought. It has also been verified that these elements do not interfere with the control of the corrugation obtained by the process according to the invention.
- the bath may contain unavoidable impurities from the crucible feed ingots or even the
- the bath is maintained at a temperature between liquidus +10 ° C. and 700 ° C., the temperature of the liquidus varying according to its composition. For the range of coatings used in the present invention, this temperature will therefore be between 350 and 700 ° C. It will be recalled that the liquidus is the temperature above which an alloy is in the fully molten state.
- the metal strip B coated on its two faces is then subjected to spinning by means of nozzles 4 placed on either side of the band B, nozzles which project a spin gas towards the This conventional operation, well known to those skilled in the art, makes it possible to adjust the thickness of the coating precisely while it has not yet solidified.
- One of the essential characteristics of the process according to the invention consists in choosing a dewatering gas having an oxidizing power lower than that of an atmosphere consisting of 4% by volume of oxygen and 96% by volume of nitrogen. It will be possible in particular to use pure nitrogen or argon or else mixtures of nitrogen or argon and oxidizing gases such as, for example, oxygen, mixtures of CO and CO2 or mixtures of H2 and H2O. It is also possible to use mixtures of CO and CO2 or mixtures of H2 and H2O without addition of inert gas.
- the other essential characteristic of the process according to the invention is the passage in a delimited confinement zone:
- the atmosphere prevailing in the confinement zone having an oxidizing power lower than that of an atmosphere composed of 4% by volume of oxygen and 96% by volume of nitrogen and greater than that of an atmosphere consisting of 0.15 % by volume of oxygen and 99.85% by volume of nitrogen.
- Kelvin, and ⁇ G the free energy variation associated with the reaction, found in the thermodynamic tables, in calories per mole or Joules per mole depending on the value taken for the constant R.
- pO 2 must be between 0.0015 and 0.04 in the containment caissons 5.
- the present inventors have indeed found that by using a dewatering gas according to the invention and by passing the strip in such a confinement zone, surprisingly a coating having a smaller corrugation than that of the coated strips was obtained. of the prior art.
- the term "spinning line" is understood to mean the shortest segment connecting the nozzle and the sheet, corresponding to the minimum path carried out by the dewatering gas, as designated by the letter L in FIG.
- the containment caissons 5 used in the process according to the invention may be fed with low oxidizing gas, or even inert or may simply be fed by the flow of spin gas escaping from the nozzles.
- the oxidizing power of the dewatering gas and of the confinement atmosphere is limited to that presented by a mixture consisting of 4% by volume of oxygen in 96% by volume of nitrogen, since beyond this degree of oxidation, the corrugation of the coating is not improved over the prior art.
- a low limit is imposed on the oxidizing power of the confinement atmosphere, which is fixed to the oxidizing power of a mixture consisting of 0.15% by volume of oxygen in 99.85% by volume of nitrogen, since if this confinement atmosphere is not sufficiently oxidizing, its use will favor the vaporization of zinc from the not yet solidified coating, vapors which can then come to foul the containment box and / or redeposit on the band thus creating defects unacceptable aspects.
- the atmosphere in these additional containment boxes has an oxidizing power greater than that of an atmosphere consisting of 0.15% by volume of oxygen and 99.85% by volume of nitrogen.
- spin nozzles Although all kinds of spin nozzles can be used for the implementation of the method according to the invention, it will be more particularly preferred to choose nozzles whose outlet orifice is in the form of a blade whose width exceeds that of strip to put on. This type of nozzle makes it possible to achieve good confinement of the lower part of the spinning zone. In particular, it is possible to advantageously use nozzles of triangular cross-section as diagrammatically represented in FIG. 1. These nozzles are generally located at 30 or even 40 cm from the surface of the bath.
- the coated sheet When the coated sheet is completely cooled, it can undergo a skin-pass operation that gives it a texture to facilitate its subsequent shaping. Indeed, the operation of the skin-pass makes it possible to transfer to the surface of the sheet a sufficient roughness so that its shaping is carried out under good conditions, by favoring a good retention of the oil applied on the front plate its formatting.
- This skin-pass operation is generally performed for metal sheets intended for the manufacture of body parts for land motor vehicles. When the metal sheets according to the invention are intended for the manufacture of household appliances, for example, this additional operation is not carried out.
- the skin-shaped sheet or not is then shaped, for example by stamping, bending or profiling, and preferably by stamping, to form a part that can then be painted.
- the painted part can be passed through a hot air or induction furnace, or under UV lamps or under a device beam scattering electrons.
- the painted part is soaked in a cataphoresis bath, and applied successively, a primer coat, a base coat of paint, and optionally a layer of finishing varnish.
- a primer coat for the production of parts for the automobile, it is soaked in a cataphoresis bath, and applied successively, a primer coat, a base coat of paint, and optionally a layer of finishing varnish.
- the cataphoresis layer Before applying the cataphoresis layer on the part, it is previously degreased and phosphated to ensure the adhesion of cataphoresis.
- the cataphoresis layer provides the part with additional protection against corrosion.
- the primer coat usually applied by spray, prepares the final appearance of the part and protects it from gravel and UV.
- the base coat of paint gives the piece its color and its final appearance.
- the varnish layer gives the surface of the part a good mechanical resistance, a resistance against aggressive chemical agents and a good surface appearance.
- the layer of paint (or paint system) used to protect and guarantee an optimal surface appearance to galvanized parts for example, has a cataphoresis layer 10 to 20 ⁇ m thick, a primer coat of less than 30 ⁇ m, and a base coat of less than 40 microns.
- the thicknesses of the different layers of paint are generally as follows:
- cataphoresis layer less than 10 to 20 ⁇ m
- base paint layer less than 20 ⁇ m and advantageously less than 10 ⁇ m
- - Varnish layer preferably less than less than 30 microns.
- the paint system may also not include a cataphoresis layer, and include only one layer of primer paint and a base coat of paint and possibly a layer of varnish. testing
- the tests are carried out from a cold-rolled IF-Ti steel sheet metal which is passed through a crucible containing a zinc-based metal bath comprising variable proportions of aluminum and magnesium. It is maintained at a temperature of 70 ° C. above the liquidus of the composition.
- the coating obtained is wrung with nitrogen, by means of two conventional nozzles so as to obtain a coating thickness of about 7 .mu.m.
- the path of the steel strip between the coating bath outlet and the post-spin zone is subdivided into four zones:
- zone 1 going from the bath outlet to a distance of 10 cm below the spinning line; a zone 2 going from the end of zone 1 to the spin line;
- zone 3 going from the end of zone 2 to a distance of 10 cm above the spinning line
- zone 4 from the end of zone 3 until the solidification of the metal coating.
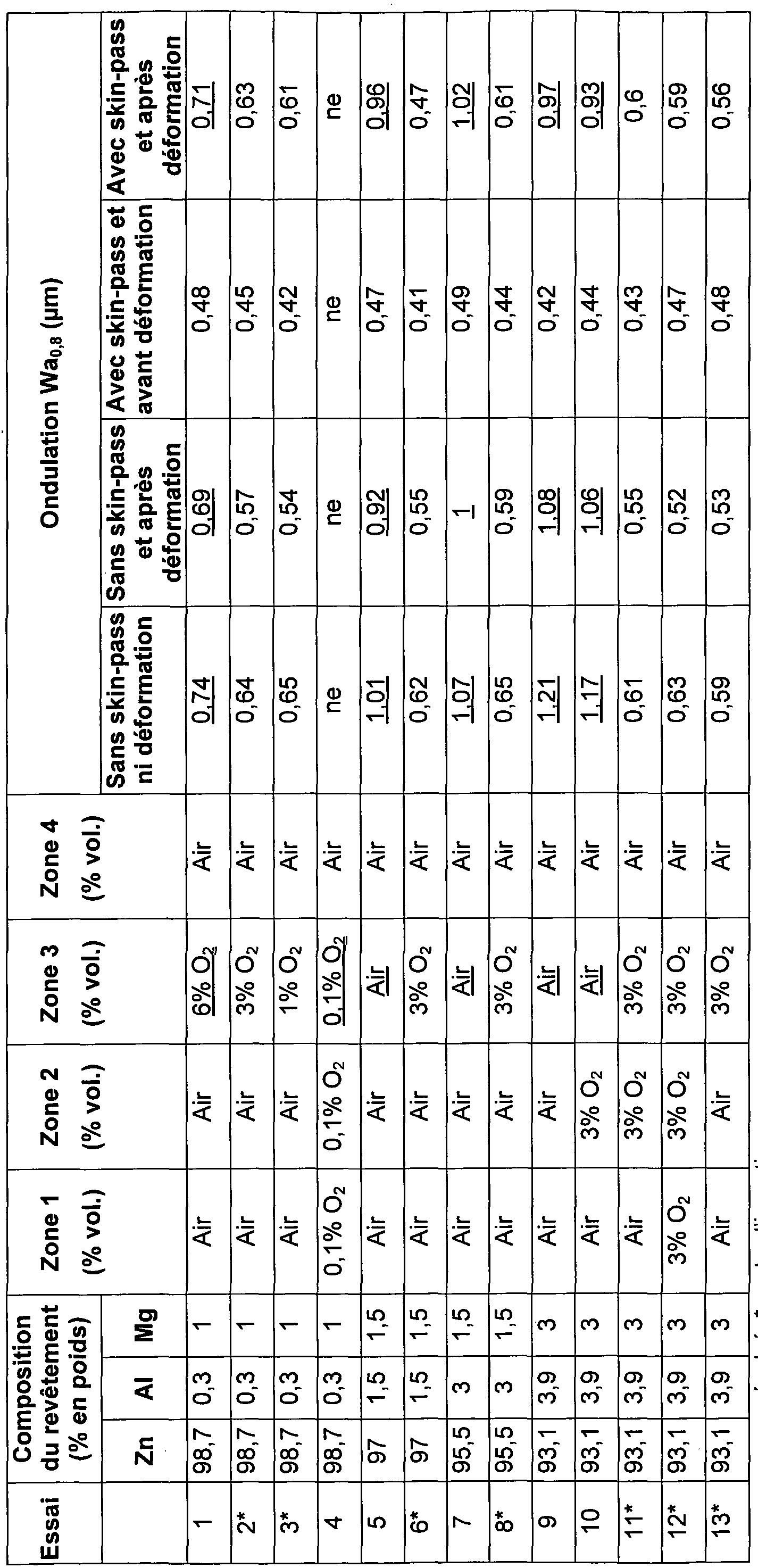
- containment boxes are set up with various nitrogen-based atmospheres comprising a volume fraction of oxygen as indicated in the following table, or constituted by air. Specific sensors make it possible to check the oxygen content in the caissons.
- three sets of samples are taken. The first series does not undergo other modifications, the second series is stamped according to a mode of equibiaxial deformation to 3.5% (Marciniak), the third series is first subjected to a skin-pass operation with a rate lengthening of 1, 5%, then stamped as the second. As and when the tests progress, the Wao. ⁇ ripple values are measured .
- This measurement consists in acquiring by mechanical palpation, without pad, a profile of the sheet of a length of 50 mm, measured at 45 ° of the rolling direction. We deduct from the signal obtained the approximation of its The waveform Wa is then isolated from the roughness Ra by a Gaussian filter with a cut-off of 0.8 mm. The results obtained are summarized in the following table:
- Tests 5, 7, 9 and 10 show that, by not controlling the spinning of the coating, ripple values according to the prior art are obtained which are far from those which can be reached according to the invention.
- Test 4 did not make it possible to evaluate the corrugation of the coating obtained, because of one-off aspect defects considered to be unacceptable for a product for bodywork parts (entrainment of mattes, jet lines). notes that the tests 2, 3, 6, 8, 11-13 according to the invention make it possible to obtain previously inaccessible levels of ripple.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Coating With Molten Metal (AREA)
- Laminated Bodies (AREA)
- Pharmaceuticals Containing Other Organic And Inorganic Compounds (AREA)
Abstract
Description
Claims
Priority Applications (17)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FIEP10723639.0T FI2430207T4 (fi) | 2009-05-14 | 2010-05-07 | Menetelmä parannetun ulkonäön omaavan päällystetyn metallinauhan valmistamiseksi |
| US13/320,367 US9181614B2 (en) | 2009-05-14 | 2010-05-07 | Method for manufacturing a coated metal strip with an enhanced appearance |
| MX2011012005A MX2011012005A (es) | 2009-05-14 | 2010-05-07 | Procedimiento de fabricacion de una banda metalica revestida que presenta un aspecto mejorado. |
| BRPI1010794-0A BRPI1010794B1 (pt) | 2009-05-14 | 2010-05-07 | Tiras metálicas e peças metálicas |
| CA2761772A CA2761772C (fr) | 2009-05-14 | 2010-05-07 | Procede de fabrication d'une bande metallique revetue presentant un aspect ameliore |
| EP10723639.0A EP2430207B2 (fr) | 2009-05-14 | 2010-05-07 | Pièce métallique revêtue présentant un aspect amélioré |
| CN201080028689.9A CN102459683B (zh) | 2009-05-14 | 2010-05-07 | 生产具有改善外观的涂覆金属带材的方法 |
| RU2011150823/02A RU2501883C9 (ru) | 2009-05-14 | 2010-05-07 | Способ получения металлической полосы с покрытием, имеющей улучшенный внешний вид |
| PL10723639.0T PL2430207T5 (pl) | 2009-05-14 | 2010-05-07 | Powlekana część metalowa mająca polepszony wygląd |
| ES10723639T ES2620025T5 (en) | 2009-05-14 | 2010-05-07 | Coated metal part having an improved appearance |
| MA34349A MA33272B1 (fr) | 2009-05-14 | 2010-05-07 | Procede de fabrication d'une bande metallique revetue presentant un aspect ameliore |
| KR1020117029982A KR101420486B1 (ko) | 2009-05-14 | 2010-05-07 | 향상된 외형을 갖는 코팅된 금속 스트립의 제조 방법 |
| JP2012510327A JP5669824B2 (ja) | 2009-05-14 | 2010-05-07 | 改善された外観を有する被覆金属バンドを製造する方法 |
| UAA201114768A UA110094C2 (uk) | 2009-05-14 | 2010-07-05 | Спосіб одержання металевої смуги з покриттям, що має покращений зовнішній вигляд |
| ZA2011/08239A ZA201108239B (en) | 2009-05-14 | 2011-11-10 | Method for manufacturing a coated metal strip with an enhanced appearance |
| US14/851,523 US10344368B2 (en) | 2009-05-14 | 2015-09-11 | Coated metal strip having an improved appearance |
| US16/409,273 US11371128B2 (en) | 2009-05-14 | 2019-05-10 | Coated metal band having an improved appearance |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FRPCT/FR2009/000561 | 2009-05-14 | ||
| PCT/FR2009/000561 WO2010130883A1 (fr) | 2009-05-14 | 2009-05-14 | Procede de fabrication d'une bande metallique revetue presentant un aspect ameliore |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US13/320,367 A-371-Of-International US9181614B2 (en) | 2009-05-14 | 2010-05-07 | Method for manufacturing a coated metal strip with an enhanced appearance |
| US14/851,523 Division US10344368B2 (en) | 2009-05-14 | 2015-09-11 | Coated metal strip having an improved appearance |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010130890A1 true WO2010130890A1 (fr) | 2010-11-18 |
Family
ID=41264474
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/FR2009/000561 Ceased WO2010130883A1 (fr) | 2009-05-14 | 2009-05-14 | Procede de fabrication d'une bande metallique revetue presentant un aspect ameliore |
| PCT/FR2010/000357 Ceased WO2010130890A1 (fr) | 2009-05-14 | 2010-05-07 | Procédé de fabrication d'une bande métallique revêtue présentant un aspect amélioré |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/FR2009/000561 Ceased WO2010130883A1 (fr) | 2009-05-14 | 2009-05-14 | Procede de fabrication d'une bande metallique revetue presentant un aspect ameliore |
Country Status (16)
| Country | Link |
|---|---|
| US (3) | US9181614B2 (fr) |
| EP (1) | EP2430207B2 (fr) |
| JP (1) | JP5669824B2 (fr) |
| KR (1) | KR101420486B1 (fr) |
| CN (1) | CN102459683B (fr) |
| CA (1) | CA2761772C (fr) |
| ES (1) | ES2620025T5 (fr) |
| FI (1) | FI2430207T4 (fr) |
| HU (1) | HUE031389T2 (fr) |
| MA (1) | MA33272B1 (fr) |
| MX (1) | MX2011012005A (fr) |
| PL (1) | PL2430207T5 (fr) |
| RU (1) | RU2501883C9 (fr) |
| UA (1) | UA110094C2 (fr) |
| WO (2) | WO2010130883A1 (fr) |
| ZA (1) | ZA201108239B (fr) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102671843A (zh) * | 2012-05-21 | 2012-09-19 | 西安交通大学 | 一种波纹状织构化表面的制备方法 |
| KR101568548B1 (ko) * | 2013-12-25 | 2015-11-11 | 주식회사 포스코 | 표면품질이 우수한 용융도금강판의 제조방법 및 제조장치 |
| EP2893051B1 (fr) | 2012-09-03 | 2019-02-13 | Voestalpine Stahl GmbH | Procédé d'application d'un revêtement de protection sur un produit plat en acier |
| US11332816B2 (en) | 2017-12-26 | 2022-05-17 | Posco | Zinc alloy plated steel material having excellent surface quality and corrosion resistance |
| US11396691B2 (en) | 2016-12-22 | 2022-07-26 | Posco | Alloy-plated steel material having excellent corrosion resistance and high surface quality |
| US11505858B2 (en) | 2016-12-22 | 2022-11-22 | Posco | Alloy-plated steel material having excellent crack resistance, and method for manufacturing same |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2119804A1 (fr) | 2008-05-14 | 2009-11-18 | ArcelorMittal France | Procédé de fabrication d'une bande métallique revêtue présentant un aspect amélioré |
| WO2010130884A1 (fr) | 2009-05-14 | 2010-11-18 | Arcelormittal Investigacion Y Desarrollo Sl | Procédé de fabrication d'une bande métallique revêtue présentant un aspect amélioré |
| WO2010130883A1 (fr) * | 2009-05-14 | 2010-11-18 | Arcelormittal Investigacion Y Desarrollo Sl | Procede de fabrication d'une bande metallique revetue presentant un aspect ameliore |
| WO2014135753A1 (fr) | 2013-03-06 | 2014-09-12 | Arcelormittal Investigacion Y Desarrollo, S.L. | Procédé de réalisation d'une tôle à revêtement znal avec un essorage optimisé, tôle, pièce et véhicule correspondants |
| KR101577174B1 (ko) * | 2013-05-13 | 2015-12-11 | 아르셀러미탈 인베스티가시온 와이 데살롤로 에스엘 | 알루미늄 성분 및 ZnAlMg 합금 코팅된 스틸 성분의 조립체 |
| MX388823B (es) * | 2013-12-20 | 2025-03-20 | Arcelormittal | Proceso para producir una hoja metalica revestida con znalmg con un barrido optimizado y hoja metalica correspondiente. |
| US9816168B2 (en) | 2013-12-20 | 2017-11-14 | Arcelormittal | Method for producing a sheet having a ZnAlMg coating with optimized wiping |
| KR102240205B1 (ko) * | 2014-01-30 | 2021-04-14 | 아르셀러미탈 | 전기아연도금된 시트로부터 낮은 파형을 가지는 부품들을 제조하는 방법, 대응 부품 및 차량 |
| KR101758717B1 (ko) * | 2016-05-17 | 2017-07-18 | 동국제강주식회사 | 표면 품질이 우수한 용융도금강판을 제조하기 위한 질소구름을 형성하기 위한 장치 및 이를 이용한 아연-알루미늄합금도금강판을 제조하는 방법 |
| EP3488025B1 (fr) * | 2016-07-20 | 2021-01-27 | Tata Steel IJmuiden B.V. | Procédé d'application d'un revêtement zn/al/mg |
| KR101830549B1 (ko) * | 2016-12-14 | 2018-02-20 | 주식회사 포스코 | 프레스 성형성 및 도장 선영성이 우수한 용융아연도금강판의 제조방법 및 이에 의해 제조된 용융아연도금강판 |
| EP3673091B1 (fr) | 2017-08-22 | 2021-10-13 | ThyssenKrupp Steel Europe AG | Utilisation d'un acier trempé et revenu (q et p) pour la fabrication d'un élément mis en forme pour des applications d'usure |
| DE102017216572A1 (de) | 2017-09-19 | 2019-03-21 | Thyssenkrupp Ag | Schmelztauchbeschichtetes Stahlband mit verbessertem Oberflächenerscheinungsbild und Verfahren zu seiner Herstellung |
| WO2020007459A1 (fr) | 2018-07-04 | 2020-01-09 | Thyssenkrupp Steel Europe Ag | Tôle fine à froid galvanisée possédant des propriétés de matériau homogènes |
| KR101934524B1 (ko) * | 2018-08-24 | 2019-01-02 | 김상호 | Mg이 포함된 용융아연도금강판의 제조방법 및 제조장치 |
| WO2020048601A1 (fr) | 2018-09-06 | 2020-03-12 | Thyssenkrupp Steel Europe Ag | Tôle fine à froid zinguée dotée de propriétés tribologiques i améliorées |
| WO2020048602A1 (fr) | 2018-09-06 | 2020-03-12 | Thyssenkrupp Steel Europe Ag | Tôle fine à froid zinguée aux propriétés tribologiques ii améliorées |
| KR102180798B1 (ko) | 2018-10-19 | 2020-11-19 | 주식회사 포스코 | 용융도금강판의 냉각장치 |
| WO2020122352A1 (fr) * | 2018-12-11 | 2020-06-18 | 김상호 | Procédé de fabrication de tôle d'acier galvanisée à l'état fondu |
| WO2021048593A1 (fr) * | 2019-09-10 | 2021-03-18 | Arcelormittal | Trop-plein mobile pour équipements de revêtement par immersion à chaud en continu |
| EP3827903A1 (fr) | 2019-11-29 | 2021-06-02 | Cockerill Maintenance & Ingenierie S.A. | Procédé de fabrication d'une bande métallique revêtue présentant un aspect amélioré |
| WO2022101667A1 (fr) | 2020-11-16 | 2022-05-19 | Arcelormittal | Procédé de fabrication d'une tôle d'acier à revêtement znalmg, tôle d'acier revêtue correspondante, pièce et véhicule |
| WO2023088625A1 (fr) | 2021-11-18 | 2023-05-25 | John Cockerill Sa | Procédé de fabrication d'une bande métallique revêtue présentant un aspect amélioré et son dispositif d'essuyage |
| CN115612974A (zh) * | 2022-09-01 | 2023-01-17 | 中冶南方(武汉)热工有限公司 | 冷轧镀锌用带钢预氧化装置及其方法 |
| KR20250115055A (ko) | 2024-01-23 | 2025-07-30 | 주식회사 우진이엔지 | 교량용 u리브의 제조방법 |
| WO2025177022A1 (fr) * | 2024-02-21 | 2025-08-28 | Arcelormittal | Procédé de production d'une feuille d'acier revêtu de zinc-aluminium-magnésium (zam) et ladite feuille d'acier |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0038904A1 (fr) * | 1980-04-25 | 1981-11-04 | Nippon Steel Corporation | Procédé pour la fabrication d'une bande d'acier galvanisée à chaud |
| EP0122856A1 (fr) * | 1983-04-13 | 1984-10-24 | Galvanor Ziegler | Procédé et installation pour le revêtement en continu d'une bande à l'aide d'un revêtement oxydable |
| US4557952A (en) * | 1984-07-30 | 1985-12-10 | Armco Inc. | Process for controlling zinc vapor in a finishing process for a hot dip zinc based coating on a ferrous base metal strip |
| US4557953A (en) * | 1984-07-30 | 1985-12-10 | Armco Inc. | Process for controlling snout zinc vapor in a hot dip zinc based coating on a ferrous base metal strip |
| EP0905270A2 (fr) * | 1996-12-13 | 1999-03-31 | Nisshin Steel Co., Ltd. | TOLE D'ACIER PROTEGE PAR BAIN CHAUD DE Zn-Al-Mg, TRES RESISTANTE A LA CORROSION ET AGREABLE D'ASPECT, ET PROCEDE DE PRODUCTION CORRESPONDANT |
| JP2002348651A (ja) * | 2001-05-22 | 2002-12-04 | Nisshin Steel Co Ltd | Mg含有溶融亜鉛基めっき鋼板の製造方法及び製造装置 |
Family Cites Families (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS461268Y1 (fr) | 1970-03-04 | 1971-01-18 | ||
| US4056657A (en) * | 1975-07-16 | 1977-11-01 | Inland Steel Company | Zinc-aluminum eutectic alloy coated ferrous strip |
| JPS5235722A (en) | 1975-09-16 | 1977-03-18 | Nippon Steel Corp | One side molten metal plating method |
| AU544400B2 (en) | 1980-03-25 | 1985-05-23 | International Lead Zinc Research Organization Inc. | Zinc-aluminum alloys and coatings |
| US4421054A (en) * | 1980-04-11 | 1983-12-20 | Bethlehem Steel Corporation | Apparatus for preventing surface blemishes on aluminum-zinc alloy coatings |
| JPH02175852A (ja) | 1988-09-07 | 1990-07-09 | Nippon Steel Corp | 表面平滑性に優れた高耐食性溶融亜鉛―アルミニウム合金めっき鋼板の製造方法 |
| JPH0675728B2 (ja) | 1988-12-27 | 1994-09-28 | 川崎製鉄株式会社 | 鮮映性に優れた表面処理鋼板の製造法 |
| BE1003440A6 (fr) | 1989-12-21 | 1992-03-24 | Centre Rech Metallurgique | Procede pour augmenter la resistance a la corrosion d'un revetement de zinc-aluminium. |
| JP2754126B2 (ja) | 1992-11-26 | 1998-05-20 | 新日本製鐵株式会社 | 外観、耐経時黒変性、耐食性に優れる溶融Zn−Alめっき鋼板 |
| JP3201469B2 (ja) | 1997-11-04 | 2001-08-20 | 日新製鋼株式会社 | Mg含有溶融Zn基めっき鋼板 |
| JP2000336467A (ja) | 1999-03-24 | 2000-12-05 | Kawasaki Steel Corp | 溶融亜鉛めっき鋼板およびその製造方法 |
| JP2001152304A (ja) | 1999-11-30 | 2001-06-05 | Nkk Corp | 表面外観が優れた溶融Al−Zn系合金めっき鋼板の製造方法 |
| WO2002033141A1 (fr) * | 2000-10-19 | 2002-04-25 | Nkk Corporation | Tole d"acier plaque de zinc et procede de preparation de cette tole, et procede de fabrication d"un article forme par usinage a la presse |
| JP3503594B2 (ja) | 2000-12-05 | 2004-03-08 | 住友金属工業株式会社 | 耐黒変性に優れた溶融Zn−Al合金めっき鋼板とその製造方法 |
| JP4655420B2 (ja) | 2001-07-02 | 2011-03-23 | Jfeスチール株式会社 | プレス成形性に優れた溶融亜鉛めっき鋼帯の製造方法 |
| JP3732141B2 (ja) | 2001-11-09 | 2006-01-05 | 新日本製鐵株式会社 | 加工後の耐食性に優れた溶融亜鉛−Al系合金めっき鋼板及びその製造方法 |
| JP3779941B2 (ja) * | 2002-01-09 | 2006-05-31 | 新日本製鐵株式会社 | 塗装後耐食性と塗装鮮映性に優れた亜鉛めっき鋼板 |
| WO2003076679A1 (fr) | 2002-03-08 | 2003-09-18 | Nippon Steel Corporation | Piece en acier a revetement metallique a chaud, hautement resistante a la corrosion, a excellent lisse de surface |
| US6677058B1 (en) * | 2002-07-31 | 2004-01-13 | Nisshin Steel Co., Ltd. | Hot-dip Zn plated steel sheet excellent in luster-retaining property and method of producing the same |
| JP2004124118A (ja) | 2002-09-30 | 2004-04-22 | Sumitomo Metal Ind Ltd | プレス成形性及び外観に優れた溶融亜鉛めっき鋼板およびその製造方法 |
| JP4174058B2 (ja) | 2002-10-28 | 2008-10-29 | 新日本製鐵株式会社 | 表面平滑性と成形性に優れる高耐食性溶融めっき鋼材と溶融めっき鋼材の製造方法 |
| JP4601268B2 (ja) | 2003-01-21 | 2010-12-22 | Jfeスチール株式会社 | 表面処理亜鉛系めっき鋼板 |
| NZ552722A (en) * | 2004-06-29 | 2010-04-30 | Corus Staal Bv | Hot dip galvanised steel strip with a alloy coating comprising zinc, magnesium and aluminium |
| JP4889212B2 (ja) | 2004-09-30 | 2012-03-07 | 住友金属工業株式会社 | 高張力合金化溶融亜鉛めっき鋼板およびその製造方法 |
| EP1693477A1 (fr) | 2005-02-22 | 2006-08-23 | ThyssenKrupp Steel AG | Bande d'acier revêtu |
| RU2295584C1 (ru) * | 2005-06-14 | 2007-03-20 | Общество с ограниченной ответственностью "Полимет" | Сплав на основе цинка |
| JP5256604B2 (ja) * | 2006-10-06 | 2013-08-07 | 新日鐵住金株式会社 | ガスワイピング装置 |
| JP4987510B2 (ja) | 2007-03-01 | 2012-07-25 | 新日本製鐵株式会社 | 塗装鮮映性とプレス成形性に優れた合金化溶融亜鉛メッキ鋼板およびその製造方法 |
| EP2119804A1 (fr) * | 2008-05-14 | 2009-11-18 | ArcelorMittal France | Procédé de fabrication d'une bande métallique revêtue présentant un aspect amélioré |
| KR101324836B1 (ko) | 2008-10-01 | 2013-11-01 | 신닛테츠스미킨 카부시키카이샤 | 용융 도금 강판의 제조 방법 및 용융 도금 장치 |
| WO2010130884A1 (fr) * | 2009-05-14 | 2010-11-18 | Arcelormittal Investigacion Y Desarrollo Sl | Procédé de fabrication d'une bande métallique revêtue présentant un aspect amélioré |
| WO2010130883A1 (fr) | 2009-05-14 | 2010-11-18 | Arcelormittal Investigacion Y Desarrollo Sl | Procede de fabrication d'une bande metallique revetue presentant un aspect ameliore |
| WO2014135753A1 (fr) | 2013-03-06 | 2014-09-12 | Arcelormittal Investigacion Y Desarrollo, S.L. | Procédé de réalisation d'une tôle à revêtement znal avec un essorage optimisé, tôle, pièce et véhicule correspondants |
| BR112019002875B1 (pt) | 2016-09-20 | 2022-11-22 | Thyssenkrupp Steel Europe Ag | Método para fabricação de produtos de aço plano e produto de aço plano |
| EP3526359A1 (fr) | 2016-10-17 | 2019-08-21 | Tata Steel IJmuiden B.V. | Substrat en acier pour pièces peintes |
| CN109425698A (zh) | 2017-08-23 | 2019-03-05 | 宝山钢铁股份有限公司 | 一种钢板成形后涂装外观质量的快速预判方法 |
-
2009
- 2009-05-14 WO PCT/FR2009/000561 patent/WO2010130883A1/fr not_active Ceased
-
2010
- 2010-05-07 KR KR1020117029982A patent/KR101420486B1/ko active Active
- 2010-05-07 CA CA2761772A patent/CA2761772C/fr active Active
- 2010-05-07 MA MA34349A patent/MA33272B1/fr unknown
- 2010-05-07 ES ES10723639T patent/ES2620025T5/es active Active
- 2010-05-07 HU HUE10723639A patent/HUE031389T2/hu unknown
- 2010-05-07 JP JP2012510327A patent/JP5669824B2/ja active Active
- 2010-05-07 EP EP10723639.0A patent/EP2430207B2/fr active Active
- 2010-05-07 MX MX2011012005A patent/MX2011012005A/es unknown
- 2010-05-07 US US13/320,367 patent/US9181614B2/en active Active
- 2010-05-07 FI FIEP10723639.0T patent/FI2430207T4/fi active
- 2010-05-07 CN CN201080028689.9A patent/CN102459683B/zh active Active
- 2010-05-07 WO PCT/FR2010/000357 patent/WO2010130890A1/fr not_active Ceased
- 2010-05-07 PL PL10723639.0T patent/PL2430207T5/pl unknown
- 2010-05-07 RU RU2011150823/02A patent/RU2501883C9/ru active
- 2010-07-05 UA UAA201114768A patent/UA110094C2/ru unknown
-
2011
- 2011-11-10 ZA ZA2011/08239A patent/ZA201108239B/en unknown
-
2015
- 2015-09-11 US US14/851,523 patent/US10344368B2/en active Active
-
2019
- 2019-05-10 US US16/409,273 patent/US11371128B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0038904A1 (fr) * | 1980-04-25 | 1981-11-04 | Nippon Steel Corporation | Procédé pour la fabrication d'une bande d'acier galvanisée à chaud |
| EP0122856A1 (fr) * | 1983-04-13 | 1984-10-24 | Galvanor Ziegler | Procédé et installation pour le revêtement en continu d'une bande à l'aide d'un revêtement oxydable |
| US4557952A (en) * | 1984-07-30 | 1985-12-10 | Armco Inc. | Process for controlling zinc vapor in a finishing process for a hot dip zinc based coating on a ferrous base metal strip |
| US4557953A (en) * | 1984-07-30 | 1985-12-10 | Armco Inc. | Process for controlling snout zinc vapor in a hot dip zinc based coating on a ferrous base metal strip |
| EP0905270A2 (fr) * | 1996-12-13 | 1999-03-31 | Nisshin Steel Co., Ltd. | TOLE D'ACIER PROTEGE PAR BAIN CHAUD DE Zn-Al-Mg, TRES RESISTANTE A LA CORROSION ET AGREABLE D'ASPECT, ET PROCEDE DE PRODUCTION CORRESPONDANT |
| JP2002348651A (ja) * | 2001-05-22 | 2002-12-04 | Nisshin Steel Co Ltd | Mg含有溶融亜鉛基めっき鋼板の製造方法及び製造装置 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102671843A (zh) * | 2012-05-21 | 2012-09-19 | 西安交通大学 | 一种波纹状织构化表面的制备方法 |
| EP2893051B1 (fr) | 2012-09-03 | 2019-02-13 | Voestalpine Stahl GmbH | Procédé d'application d'un revêtement de protection sur un produit plat en acier |
| KR101568548B1 (ko) * | 2013-12-25 | 2015-11-11 | 주식회사 포스코 | 표면품질이 우수한 용융도금강판의 제조방법 및 제조장치 |
| US11396691B2 (en) | 2016-12-22 | 2022-07-26 | Posco | Alloy-plated steel material having excellent corrosion resistance and high surface quality |
| US11505858B2 (en) | 2016-12-22 | 2022-11-22 | Posco | Alloy-plated steel material having excellent crack resistance, and method for manufacturing same |
| US11332816B2 (en) | 2017-12-26 | 2022-05-17 | Posco | Zinc alloy plated steel material having excellent surface quality and corrosion resistance |
| US11643714B2 (en) | 2017-12-26 | 2023-05-09 | Posco Co., Ltd | Method for manufacturing zinc alloy plated steel material having excellent surface quality and corrosion resistance |
Also Published As
| Publication number | Publication date |
|---|---|
| US9181614B2 (en) | 2015-11-10 |
| ES2620025T3 (es) | 2017-06-27 |
| MA33272B1 (fr) | 2012-05-02 |
| WO2010130883A1 (fr) | 2010-11-18 |
| EP2430207B2 (fr) | 2025-01-22 |
| EP2430207A1 (fr) | 2012-03-21 |
| PL2430207T5 (pl) | 2025-05-05 |
| KR20120028922A (ko) | 2012-03-23 |
| JP2012526915A (ja) | 2012-11-01 |
| US11371128B2 (en) | 2022-06-28 |
| MX2011012005A (es) | 2011-12-08 |
| RU2501883C9 (ru) | 2016-03-20 |
| ZA201108239B (en) | 2012-06-27 |
| RU2501883C2 (ru) | 2013-12-20 |
| FI2430207T4 (fi) | 2025-04-24 |
| PL2430207T3 (pl) | 2017-07-31 |
| US20120107636A1 (en) | 2012-05-03 |
| US20190271066A1 (en) | 2019-09-05 |
| EP2430207B1 (fr) | 2017-01-11 |
| ES2620025T5 (en) | 2025-05-13 |
| CN102459683A (zh) | 2012-05-16 |
| CA2761772C (fr) | 2013-09-03 |
| JP5669824B2 (ja) | 2015-02-18 |
| UA110094C2 (uk) | 2015-11-25 |
| CN102459683B (zh) | 2014-04-23 |
| HUE031389T2 (hu) | 2017-07-28 |
| US20160002763A1 (en) | 2016-01-07 |
| RU2011150823A (ru) | 2013-06-20 |
| KR101420486B1 (ko) | 2014-07-16 |
| CA2761772A1 (fr) | 2010-11-18 |
| BRPI1010794A2 (pt) | 2016-03-29 |
| US10344368B2 (en) | 2019-07-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2430207B1 (fr) | Procédé de fabrication d'une bande métallique revêtue présentant un aspect amélioré | |
| EP2297372B1 (fr) | Procede de fabrication d'une bande metallique revetue presentant un aspect ameliore | |
| EP2430208B1 (fr) | Procede de fabrication d'une bande metallique revetue presentant un aspect ameliore | |
| EP2906734A1 (fr) | PROCÉDÉ DE RÉALISATION D'UNE TÔLE À REVÊTEMENT ZnAl AVEC UN ESSORAGE OPTIMISÉ, TÔLE, PIÈCE ET VÉHICULE CORRESPONDANTS | |
| WO2016120669A1 (fr) | Procédé de préparation d'une tôle revêtue comprenant l'application d'une solution aqueuse comprenant un aminoacide et utilisation associée pour améliorer la résistance à la corrosion | |
| EP3084031B2 (fr) | Procédé de réalisation d'une tôle à revêtement znalmg avec un essorage optimisé et tôle correspondante | |
| WO2016120671A1 (fr) | Procédé de préparation d'une tôle revêtue comprenant l'application d'une solution aqueuse comprenant un aminoacide et utilisation associée pour améliorer les propriétés tribologiques | |
| US12325893B2 (en) | Method for manufacturing a steel sheet with a ZnAlMg coating, corresponding coated steel sheet, part and vehicle |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080028689.9 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10723639 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2010723639 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010723639 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2761772 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012510327 Country of ref document: JP Ref document number: MX/A/2011/012005 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 9291/CHENP/2011 Country of ref document: IN |
|
| ENP | Entry into the national phase |
Ref document number: 2011150823 Country of ref document: RU Kind code of ref document: A Ref document number: 20117029982 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13320367 Country of ref document: US |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: PI1010794 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: PI1010794 Country of ref document: BR Kind code of ref document: A2 Effective date: 20111111 |