WO2010143526A1 - ポリグリコール酸繊維の製造方法 - Google Patents
ポリグリコール酸繊維の製造方法 Download PDFInfo
- Publication number
- WO2010143526A1 WO2010143526A1 PCT/JP2010/058763 JP2010058763W WO2010143526A1 WO 2010143526 A1 WO2010143526 A1 WO 2010143526A1 JP 2010058763 W JP2010058763 W JP 2010058763W WO 2010143526 A1 WO2010143526 A1 WO 2010143526A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- pga
- yarn
- polyglycolic acid
- undrawn
- undrawn yarn
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/62—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polyesters
- D01F6/625—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polyesters derived from hydroxy-carboxylic acids, e.g. lactones
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/05—Filamentary, e.g. strands
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D10/00—Physical treatment of artificial filaments or the like during manufacture, i.e. during a continuous production process before the filaments have been collected
- D01D10/04—Supporting filaments or the like during their treatment
- D01D10/0409—Supporting filaments or the like during their treatment on bobbins
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02J—FINISHING OR DRESSING OF FILAMENTS, YARNS, THREADS, CORDS, ROPES OR THE LIKE
- D02J1/00—Modifying the structure or properties resulting from a particular structure; Modifying, retaining, or restoring the physical form or cross-sectional shape, e.g. by use of dies or squeeze rollers
- D02J1/22—Stretching or tensioning, shrinking or relaxing, e.g. by use of overfeed and underfeed apparatus, or preventing stretch
- D02J1/228—Stretching in two or more steps, with or without intermediate steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/91—Heating, e.g. for cross linking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9135—Cooling of flat articles, e.g. using specially adapted supporting means
- B29C48/914—Cooling drums
Definitions
- the present invention relates to a method for producing a polyglycolic acid fiber, and more particularly to a method for producing a polyglycolic acid fiber including a step of storing undrawn yarn after melt spinning a polyglycolic acid resin.
- Fibers made of polyglycolic acid are used in various fields such as medical treatment as fibers having biodegradability and bioabsorbability, and have been conventionally produced by a direct spinning drawing method (SDY method).
- SDY method direct spinning drawing method
- the SDY method is drawn without winding after spinning, if a yarn breakage occurs during drawing, a large amount of resin is discharged in the spinning process, which is inefficient in mass production and produces polyglycolic acid fibers. It was not easy to reduce costs. For this reason, the use of polyglycolic acid fibers has been limited to specific high-value added fields such as surgical sutures.
- polyolefin fibers, nylon fibers, polylactic acid fibers, etc. are produced by winding the unstretched yarn after spinning once, storing it in a can, storing it, and then stretching (for example, JP 2005-350829 A (Patent Document 1), JP 2006-22445 A (Patent Document 2), JP 2007-70750 A (Patent Document 3), JP 2008-174898 A (Patent Document 4). ), And JP-A-2005-307427 (Patent Document 5)).
- the spun unstretched yarn can be bundled and stretched, and it is not necessary to stretch immediately after spinning, and the spinning process and the stretching process are performed independently, so that the productivity is high and mass production is possible. It is a suitable method.
- the present invention has been made in view of the above-mentioned problems of the prior art, and even when unstretched yarn obtained by spinning polyglycolic acid resin is stored for a long time, no sticking occurs and unstretched. It is an object of the present invention to provide a method for producing a polyglycolic acid fiber capable of releasing a yarn relatively easily and drawing.
- the present inventors have found that when an undrawn yarn obtained by spinning a polyglycolic acid resin is stored, the polyglycolic acid in which the amorphous part is highly oriented is stored. It has been found that the glass transition temperature (Tg) of the undrawn yarn decreases with time under high temperature and high humidity, so that the undrawn yarn shrinks and sticking occurs. Further, Tg decreases as the storage temperature increases. The present inventors have found that the tendency is increased and have completed the present invention.
- the method for producing a polyglycolic acid fiber of the present invention includes a step of melt spinning a polyglycolic acid resin to obtain an undrawn yarn, a step of storing the undrawn yarn under a temperature condition of 1 to 20 ° C., And drawing the undrawn yarn after storage to obtain a drawn yarn.
- the storage time in the storage step is preferably 3 hours or more from the viewpoint of productivity.
- the method for producing a polyglycolic acid fiber of the present invention may further include a step of cutting the drawn yarn to obtain staple fibers.
- the method for storing unstretched yarn of polyglycolic acid resin of the present invention is a method including a step of storing unstretched yarn obtained by melt spinning polyglycolic acid resin at a temperature of 1 to 20 ° C. .
- the drawn yarn and the staple fiber are collectively referred to as “polyglycolic acid fiber”.
- “releasing” an undrawn yarn means unwinding so that the undrawn yarn can be drawn. Specifically, the undrawn yarn is wound around a bobbin or stored in a can. Is solved into units that can be stretched (for example, one by one).
- the reason why the unstretched yarn of polyglycolic acid is difficult to stick in the production method of the present invention is not necessarily clear, but the present inventors speculate as follows. That is, the polyglycolic acid resin has higher water absorption than other polyester resins such as polylactic acid, and easily absorbs water during spinning or when an oil agent is applied to undrawn yarn.
- the Tg of the unstretched polyglycolic acid yarn thus absorbed tends to decrease with time during storage, and this tendency increases as the storage temperature increases. And it is guessed that the undrawn yarn in which Tg fell to the storage temperature vicinity shrink
- an undrawn yarn obtained by spinning a polyglycolic acid resin can be stored for a long time without causing sticking, and the undrawn yarn after storage is released relatively easily and drawn. It becomes possible.
- the PGA resin used in the present invention has the following formula (1): — [O—CH 2 —C ( ⁇ O)] — (1)
- a glycolic acid homopolymer consisting only of glycolic acid repeating units represented by hereinafter referred to as “PGA homopolymer”, including a ring-opened polymer of glycolide which is a bimolecular cyclic ester of glycolic acid). .
- the catalyst used when the PGA resin is produced by ring-opening polymerization of glycolide includes tin compounds such as tin halide and tin organic carboxylate; titanium compounds such as alkoxy titanate; aluminum systems such as alkoxyaluminum.
- Known ring-opening polymerization catalysts such as compounds; zirconium-based compounds such as zirconium acetylacetone; antimony-based compounds such as antimony halides and antimony oxides.
- the PGA resin can be produced by a known polymerization method.
- the polymerization temperature is preferably 120 to 300 ° C, more preferably 130 to 250 ° C, particularly preferably 140 to 220 ° C, and more preferably 150 to 200 ° C. Most preferred. When the polymerization temperature is less than the lower limit, the polymerization tends not to proceed sufficiently. On the other hand, when the polymerization temperature exceeds the upper limit, the produced resin tends to be thermally decomposed.
- the polymerization time of the PGA resin is preferably 2 minutes to 50 hours, more preferably 3 minutes to 30 hours, and particularly preferably 5 minutes to 18 hours.
- the polymerization time is less than the lower limit, the polymerization does not proceed sufficiently, whereas when the upper limit is exceeded, the generated resin tends to be colored.
- the weight average molecular weight of the PGA resin is preferably 50,000 to 800,000, and more preferably 80,000 to 500,000.
- the weight average molecular weight of the PGA resin is less than the lower limit, the mechanical strength of the PGA fiber tends to be lowered and the fiber tends to be cut easily.
- the upper limit is exceeded, the melt viscosity tends to be high and spinning tends to be difficult. is there.
- the weight average molecular weight is a polymethylmethacrylate conversion value measured by gel permeation chromatography (GPC).
- the melt viscosity (temperature: 240 ° C., shear rate: 122 sec ⁇ 1 ) of the PGA resin is preferably 1 to 10,000 Pa ⁇ s, more preferably 100 to 6000 Pa ⁇ s, and particularly preferably 300 to 4000 Pa ⁇ s.
- the melt viscosity is less than the lower limit, the mechanical strength of the PGA fiber tends to be lowered, and the fiber tends to be cut easily.
- the upper limit is exceeded, spinning tends to be difficult.
- the PGA resin may be used as it is, and various additives such as a heat stabilizer, a terminal blocking agent, a plasticizer, a heat ray absorbent, and other thermoplastic resins may be added as necessary. And may be used as a PGA-based resin composition.
- the method for producing PGA fibers of the present invention includes a step of melt spinning PGA resin to obtain a PGA unstretched yarn, a step of storing the PGA unstretched yarn under a temperature condition of 1 to 20 ° C., A step of drawing an undrawn yarn to obtain a PGA drawn yarn.
- a PGA staple fiber can be manufactured by cutting the PGA drawn yarn obtained by this method.
- the PGA resin is first melted, and then the molten PGA resin is spun to obtain an undrawn PGA yarn.
- a melt spinning method a known method can be employed.
- the melting temperature of the PGA resin is preferably 230 to 300 ° C, more preferably 250 to 280 ° C.
- the melting temperature of the PGA resin is less than the lower limit, the fluidity of the PGA resin is lowered, and the PGA resin is not discharged from the nozzle and tends to be difficult to spin.
- the upper limit is exceeded, the PGA resin is colored. Or tend to pyrolyze.
- Examples of a method for obtaining an undrawn yarn by spinning a molten PGA resin include a known method in which a melted PGA resin is discharged through a spinning nozzle to form a yarn, which is then cooled and solidified.
- the spinning nozzle is not particularly limited, and a known nozzle can be used. There are no particular restrictions on the number of nozzle holes and the hole diameter. Also, the cooling method is not particularly limited, but air cooling is preferable in terms of simplicity.
- the PGA undrawn yarn thus obtained is taken up with a roller or the like and stored. After spinning the PGA resin in this manner, the obtained undrawn yarn is stored, and bundled and drawn to improve the production efficiency of the PGA fiber, and produce the PGA fiber at a low cost. be able to.
- the storage method of the undrawn PGA yarn is not particularly limited, and examples thereof include a method of storing the undrawn PGA undrawn yarn on a bobbin or the like and storing it in a can.
- the take-up speed (roller peripheral speed) is preferably 100 to 4000 m / min, more preferably 1000 to 2000 m / min.
- PGA tends to crystallize, and it tends to be difficult to stretch the undrawn yarn.
- the upper limit is exceeded, orientation crystallization partially proceeds, the draw ratio decreases, and the strength Tend to decrease.
- the PGA undrawn yarn after cooling and solidification may be taken as it is as described above, but in order to improve the release property at the time of drawing, the PGA undrawn yarn is taken up before taking up with a roller or the like. It is preferable to apply a fiber oil.
- the storage temperature of the undrawn PGA yarn in the present invention is 1 to 20 ° C. If the storage temperature is less than 1 ° C, the temperature is too low to be practical. On the other hand, if it exceeds 20 ° C, the glass transition temperature (Tg) of the PGA undrawn yarn will decrease with time, and the PGA will not be drawn. Since yarn sticking occurs, it becomes difficult to draw the undrawn PGA yarn. In addition, when the storage temperature exceeds 15 ° C. and lower than 20 ° C., no sticking occurs when stored for a long time (for example, 6 hours or more), but partial unevenness occurs in the releasability. There is a case. Accordingly, the storage temperature is preferably 1 to 15 ° C. from the viewpoint that no sticking occurs, the release property is uniform and good, and the film can be easily stretched.
- the storage time of the undrawn PGA yarn in the present invention is not particularly limited, but the present invention is used when the undrawn PGA yarn is stored for 3 hours or more (more preferably 6 hours or more) in that the effect of the present invention is remarkably exhibited. It is preferable to apply this manufacturing method.
- the PGA undrawn yarn after 3 hours from the start of storage (preferably after 6 hours) so that the Tg of the undrawn PGA is 35 ° C. or higher, and 38 ° C. or higher. More preferably, it is stored.
- the Tg of the undrawn PGA yarn after storage is less than the lower limit, sticking due to shrinkage tends to occur.
- the PGA drawn yarn can be obtained by drawing after releasing the PGA undrawn yarn stored in this way and then drawing it.
- the stretching temperature and the stretching ratio are not particularly limited and can be appropriately set according to the desired physical properties of the PGA fiber.
- the stretching temperature is preferably 40 to 120 ° C. 2.0 to 6.0 is preferable.
- the PGA drawn yarn thus obtained can be used as a long fiber as it is, or can be cut into a staple fiber.
- Example 1 First, an undrawn PGA yarn was produced using the melt spinning apparatus shown in FIG. In the following description and drawings, the same or corresponding elements are denoted by the same reference numerals, and duplicate descriptions are omitted.
- Pellet PGA resin manufactured by Kureha Corporation, weight average molecular weight: 200,000, melt viscosity (temperature 240 ° C., shear rate 122 sec ⁇ 1 ): 700 Pa ⁇ s, glass transition temperature: 43 ° C., melting point: 220 ° C., size : Diameter 3 mm ⁇ ⁇ length 3 mm
- the cylinder temperature of the extruder 2 was set to 240 to 250 ° C.
- the head temperature, the gear pump temperature, and the spin pack temperature were set to 250 ° C.
- This molten PGA resin is discharged from a 24-hole nozzle 4 (hole diameter: 0.30 mm) using a gear pump 3 at a rate of 0.51 g / min per hole, and air cooled (about 5 ° C.) in a cooling tower 5 to form a filament.
- the PGA undrawn yarn was coated with a fiber oil (surfactant “Delion F-168” manufactured by Takemoto Yushi Co., Ltd.), taken up by the first take-up roller 7 with a peripheral speed of 1200 m / min,
- the PGA undrawn yarn having a single yarn fineness of 4 to 5D was wound around the bobbin 14 every 1000 m through the seventh take-up rollers 8 to 13.
- the bobbin around which the PGA undrawn yarn was wound was placed in a constant temperature and humidity chamber (“HPAV-120-20” manufactured by ISUZU Co., Ltd.) and stored at a temperature of 5 ° C. and a relative humidity of 90% RH for a predetermined time.
- Tg was measured by the following method to evaluate the release property (presence / absence of sticking). The results are shown in Table 1.
- ⁇ Glass transition temperature (Tg)> 10 mg of PGA undrawn yarn was weighed into an aluminum pan with a capacity of 160 ⁇ l and mounted on a differential scanning calorimeter (“DSC-15” manufactured by METTLER TOLEDO Co., Ltd.). After heating at 280 / min, the glass was cooled from 280 ° C. to 50 ° C. at 20 ° C./min, and the glass transition temperature Tg (unit: ° C.) of the undrawn PGA yarn was determined from the exothermic peak obtained during cooling.
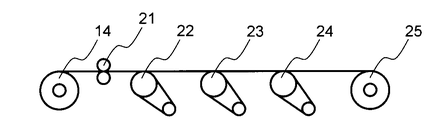
- ⁇ Releasability of undrawn yarn> The bobbin around which the PGA undrawn yarn is wound is mounted on the drawing apparatus shown in FIG. 2, and the PGA undrawn yarn is fed from the bobbin 14 through the feed roller 21 to the first heating roller 22 at a temperature of 60 ° C. and a peripheral speed of 900 m / min. It was wound around a bobbin 25 through a second heating roller 23 with a temperature of 85 ° C. and a peripheral speed of 1800 m / min, and a cooling roller 24.
- the releasability of the PGA undrawn yarn at this time was determined according to the following criteria. A: No sticking was observed, and the release property was uniform and good. B: Adhesion was not observed, but there was partial unevenness in release properties. C: It was stuck and it was difficult to release the undrawn yarn.
- Example 2 The PGA undrawn yarn was stored for a predetermined time in the same manner as in Example 1 except that the storage temperature was changed to 10 ° C., 15 ° C., and 20 ° C. (each relative humidity was 90% RH).
- Tg was measured in the same manner as in Example 1 to evaluate the releasability (presence / absence of sticking). The results are shown in Table 1.
- the polyglycolic acid fiber storage method of the present invention is a method capable of obtaining an unstretched yarn of polyglycolic acid resin having excellent release properties after storage.
- the production method of glycolic acid fibers can improve the productivity of polyglycolic acid fibers, and is useful as a production method for mass production of polyglycolic acid fibers.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Artificial Filaments (AREA)
Abstract
Description
また、本発明のポリグリコール酸樹脂未延伸糸の保管方法は、ポリグリコール酸樹脂を溶融紡糸して得られた未延伸糸を1~20℃の温度条件下で保管する工程を含む方法である。
-[O-CH2-C(=O)]- (1)
で表されるグリコール酸繰り返し単位のみからなるグリコール酸の単独重合体(以下、「PGA単独重合体」という。グリコール酸の2分子間環状エステルであるグリコリドの開環重合体を含む。)である。
先ず、図1に示す溶融紡糸装置を用いて、PGA未延伸糸を作製した。なお、以下の説明および図面中、同一または相当する要素には同一の符号を付し、重複する説明は省略する。
PGA未延伸糸10mgを容量160μlのアルミパンに秤量し、これを示差走査熱量測定装置(メトラー・トレド(株)製「DSC-15」)に装着して、-50℃から280℃まで20℃/分で加熱した後、280℃から50℃まで20℃/分で冷却し、冷却時に得られた発熱ピークからPGA未延伸糸のガラス転移温度Tg(単位:℃)を求めた。
PGA未延伸糸を巻きつけたボビンを図2に示す延伸装置に装着し、PGA未延伸糸をボビン14からフィードローラー21を介して温度60℃、周速900m/分の第1加熱ローラー22で引き出し、温度85℃、周速1800m/分の第2加熱ローラー23、および冷却ローラー24を介してボビン25に巻き取った。このときのPGA未延伸糸の解除性を以下の基準で判定した。
A:膠着は観察されず、解除性は均一かつ良好であった。
B:膠着は観察されなかったが、解除性に部分的なムラがあった。
C:膠着しており、未延伸糸を解除することは困難であった。
保管温度を10℃、15℃、20℃(それぞれ相対湿度は90%RH)に変更した以外は実施例1と同様にしてPGA未延伸糸を所定時間保管した。保管前後のPGA未延伸糸について、実施例1と同様にしてTgを測定し、解除性(膠着の有無)を評価した。その結果を表1に示す。
保管温度を30℃、40℃(それぞれ相対湿度は90%RH)に変更した以外は実施例1と同様にしてPGA未延伸糸を所定時間保管した。保管前後のPGA未延伸糸について、実施例1と同様にしてTgを測定し、解除性(膠着の有無)を評価した。その結果を表1に示す。

Claims (4)
- ポリグリコール酸樹脂を溶融紡糸して未延伸糸を得る工程と、
前記未延伸糸を1~20℃の温度条件下で保管する工程と、
前記保管後の未延伸糸を延伸して延伸糸を得る工程と
を含むポリグリコール酸繊維の製造方法。 - 前記延伸糸を切断してステープルファイバーを得る工程をさらに含む請求項1に記載のポリグリコール酸繊維の製造方法。
- 前記保管工程における保管時間が3時間以上である、請求項1または2に記載のポリグリコール酸繊維の製造方法。
- ポリグリコール酸樹脂を溶融紡糸して得られた未延伸糸を1~20℃の温度条件下で保管する工程を含むことを特徴とするポリグリコール酸樹脂未延伸糸の保管方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011518400A JP5662932B2 (ja) | 2009-06-08 | 2010-05-24 | ポリグリコール酸繊維の製造方法 |
| US13/376,710 US8840823B2 (en) | 2009-06-08 | 2010-05-24 | Method for producing polyglycolic acid fiber |
| CN2010800253819A CN102459724B (zh) | 2009-06-08 | 2010-05-24 | 聚乙醇酸纤维的制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009137247 | 2009-06-08 | ||
| JP2009-137247 | 2009-06-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010143526A1 true WO2010143526A1 (ja) | 2010-12-16 |
Family
ID=43308781
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/058763 Ceased WO2010143526A1 (ja) | 2009-06-08 | 2010-05-24 | ポリグリコール酸繊維の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8840823B2 (ja) |
| JP (1) | JP5662932B2 (ja) |
| CN (1) | CN102459724B (ja) |
| TW (1) | TW201111570A (ja) |
| WO (1) | WO2010143526A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022070091A (ja) * | 2020-10-26 | 2022-05-12 | 株式会社クレハ | ポリグリコール酸繊維およびその製造方法 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8899317B2 (en) | 2008-12-23 | 2014-12-02 | W. Lynn Frazier | Decomposable pumpdown ball for downhole plugs |
| US8079413B2 (en) | 2008-12-23 | 2011-12-20 | W. Lynn Frazier | Bottom set downhole plug |
| US9062522B2 (en) | 2009-04-21 | 2015-06-23 | W. Lynn Frazier | Configurable inserts for downhole plugs |
| US9181772B2 (en) | 2009-04-21 | 2015-11-10 | W. Lynn Frazier | Decomposable impediments for downhole plugs |
| US9109428B2 (en) | 2009-04-21 | 2015-08-18 | W. Lynn Frazier | Configurable bridge plugs and methods for using same |
| US9562415B2 (en) | 2009-04-21 | 2017-02-07 | Magnum Oil Tools International, Ltd. | Configurable inserts for downhole plugs |
| US9163477B2 (en) | 2009-04-21 | 2015-10-20 | W. Lynn Frazier | Configurable downhole tools and methods for using same |
| US9127527B2 (en) | 2009-04-21 | 2015-09-08 | W. Lynn Frazier | Decomposable impediments for downhole tools and methods for using same |
| CN105544086A (zh) * | 2015-12-02 | 2016-05-04 | 江苏金松生物科技有限公司 | 一种聚乙醇酸缝线制造方法 |
| WO2021111804A1 (ja) | 2019-12-02 | 2021-06-10 | 花王株式会社 | 溶融紡糸用樹脂組成物及びその製造方法、並びに繊維の製造方法 |
| CN113249815A (zh) * | 2021-05-18 | 2021-08-13 | 东华大学 | 一种生物可降解pga熔融纺丝成形的方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2000055403A1 (fr) * | 1999-03-15 | 2000-09-21 | Asahi Kasei Kabushiki Kaisha | Fibre de poly(trimethylene terephtalate) |
| JP2001336028A (ja) * | 2000-05-30 | 2001-12-07 | Toray Ind Inc | 低収縮脂肪族ポリエステル繊維およびその製造方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4936921A (ja) * | 1972-08-17 | 1974-04-05 | ||
| US5133739A (en) * | 1990-02-06 | 1992-07-28 | Ethicon, Inc. | Segmented copolymers of ε-caprolactone and glycolide |
| US5288516A (en) * | 1993-02-11 | 1994-02-22 | E. I. Du Pont De Nemours And Company | Process of producing bioabsorbable filaments |
| DE60014408T2 (de) | 1999-06-18 | 2005-11-17 | Toray Industries, Inc. | Polymilchsäureharz, daraus enthaktene Textilprodukte und Verfahren zur Herstellung von Textilprodukten |
| US6763559B2 (en) * | 2002-04-25 | 2004-07-20 | Scimed Life Systems, Inc. | Cold drawing process of polymeric yarns suitable for use in implantable medical devices |
| JP4925555B2 (ja) | 2003-03-28 | 2012-04-25 | 株式会社クレハ | ポリグリコール酸系樹脂組成物およびその成形物 |
| WO2005080658A1 (ja) * | 2004-02-23 | 2005-09-01 | Teijin Fibers Limited | エアレイド不織布用合成短繊維 |
| JP2005350829A (ja) | 2004-06-14 | 2005-12-22 | Nippon Ester Co Ltd | 耐加水分解性に優れたポリ乳酸繊維 |
| JP2006022445A (ja) | 2004-07-09 | 2006-01-26 | Toray Ind Inc | ポリ乳酸繊維及びその製造方法 |
| JP4856913B2 (ja) | 2005-09-05 | 2012-01-18 | 帝人株式会社 | 高強度ポリ乳酸繊維とその製造方法 |
| JP2007321268A (ja) * | 2006-05-31 | 2007-12-13 | Toray Ind Inc | 脂肪族ポリエステル繊維およびそれからなる繊維製品 |
| JP4483956B2 (ja) | 2008-03-06 | 2010-06-16 | 東レ株式会社 | ポリ乳酸繊維の製造方法 |
-
2010
- 2010-05-24 WO PCT/JP2010/058763 patent/WO2010143526A1/ja not_active Ceased
- 2010-05-24 JP JP2011518400A patent/JP5662932B2/ja not_active Expired - Fee Related
- 2010-05-24 US US13/376,710 patent/US8840823B2/en active Active
- 2010-05-24 CN CN2010800253819A patent/CN102459724B/zh not_active Expired - Fee Related
- 2010-06-07 TW TW099118431A patent/TW201111570A/zh unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2000055403A1 (fr) * | 1999-03-15 | 2000-09-21 | Asahi Kasei Kabushiki Kaisha | Fibre de poly(trimethylene terephtalate) |
| JP2001336028A (ja) * | 2000-05-30 | 2001-12-07 | Toray Ind Inc | 低収縮脂肪族ポリエステル繊維およびその製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022070091A (ja) * | 2020-10-26 | 2022-05-12 | 株式会社クレハ | ポリグリコール酸繊維およびその製造方法 |
| JP7602225B2 (ja) | 2020-10-26 | 2024-12-18 | 株式会社クレハ | ポリグリコール酸繊維およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5662932B2 (ja) | 2015-02-04 |
| US20120086147A1 (en) | 2012-04-12 |
| TW201111570A (en) | 2011-04-01 |
| US8840823B2 (en) | 2014-09-23 |
| CN102459724B (zh) | 2013-10-23 |
| CN102459724A (zh) | 2012-05-16 |
| JPWO2010143526A1 (ja) | 2012-11-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5662932B2 (ja) | ポリグリコール酸繊維の製造方法 | |
| JP5535216B2 (ja) | ポリグリコール酸系繊維およびその製造方法 | |
| JP5989084B2 (ja) | 水崩壊性複合繊維およびその製造方法 | |
| CN1847477A (zh) | 显示出储存稳定韧度的可生物降解纤维 | |
| CN106232882A (zh) | 包含脂族聚酯共混物的纤维以及由其形成的纱、丝束和织物 | |
| JP5735536B2 (ja) | ポリグリコール酸系樹脂未延伸糸、それを用いたポリグリコール酸系樹脂延伸糸、およびそれらの製造方法 | |
| EP2716799A1 (en) | High-strength polypropylene fiber and method for producing same | |
| CN101608345B (zh) | 一种生物可降解聚乳酸类纤维的制备方法 | |
| JP2001172821A (ja) | ポリオキシメチレン繊維の製造方法 | |
| JP3554620B2 (ja) | 吸放湿性を有する生分解性複合繊維とその製造法 | |
| JP2012251277A (ja) | 生分解性脂肪族ポリエステル延伸糸およびその製造方法 | |
| JP2011245853A (ja) | ポリグリコール酸系樹脂チューブの製造方法 | |
| JPH1161561A (ja) | 生分解性高配向未延伸糸およびその製造方法 | |
| JPH1161560A (ja) | 生分解性短繊維およびその製造方法 | |
| JP3340797B2 (ja) | 芯鞘複合繊維の溶融紡糸方法 | |
| JP4481509B2 (ja) | ポリエステル混繊糸の製造方法 | |
| JP3554617B2 (ja) | 吸放湿性を有する生分解性複合繊維とその製造法 | |
| JP2002309441A (ja) | 結晶化したポリイミド繊維及びその製造方法 | |
| JP2003221730A (ja) | ポリトリメチレンテレフタレート繊維の溶融紡糸方法 | |
| JPH1060737A (ja) | 高弾性低収縮ポリエステル繊維 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080025381.9 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10786057 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011518400 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13376710 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 10786057 Country of ref document: EP Kind code of ref document: A1 |