WO2011016343A1 - 混繊スパンボンド不織布、その製造方法及びその用途 - Google Patents
混繊スパンボンド不織布、その製造方法及びその用途 Download PDFInfo
- Publication number
- WO2011016343A1 WO2011016343A1 PCT/JP2010/062331 JP2010062331W WO2011016343A1 WO 2011016343 A1 WO2011016343 A1 WO 2011016343A1 JP 2010062331 W JP2010062331 W JP 2010062331W WO 2011016343 A1 WO2011016343 A1 WO 2011016343A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- nonwoven fabric
- mixed fiber
- spunbonded nonwoven
- weight
- thermoplastic resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images








Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
- D04H3/153—Mixed yarns or filaments
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/51104—Topsheet, i.e. the permeable cover or layer facing the skin the top sheet having a three-dimensional cross-section, e.g. corrugations, embossments, recesses or projections
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/51121—Topsheet, i.e. the permeable cover or layer facing the skin characterised by the material
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/513—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its function or properties, e.g. stretchability, breathability, rewet, visual effect; having areas of different permeability
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/514—Backsheet, i.e. the impermeable cover or layer furthest from the skin
- A61F13/51401—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by the material
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/514—Backsheet, i.e. the impermeable cover or layer furthest from the skin
- A61F13/51456—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by its properties
- A61F13/51464—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by its properties being stretchable or elastomeric
- A61F13/51466—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by its properties being stretchable or elastomeric providing stretchability without the use of elastic material
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/514—Backsheet, i.e. the impermeable cover or layer furthest from the skin
- A61F13/51474—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by its structure
- A61F13/51476—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by its structure being three-dimensional, e.g. embossed, textured, pleated, or with three-dimensional features, like gathers or loops
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/082—Melt spinning methods of mixed yarn
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/098—Melt spinning methods with simultaneous stretching
- D01D5/0985—Melt spinning methods with simultaneous stretching by means of a flowing gas (e.g. melt-blowing)
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/02—Yarns or threads characterised by the material or by the materials from which they are made
- D02G3/04—Blended or other yarns or threads containing components made from different materials
- D02G3/045—Blended or other yarns or threads containing components made from different materials all components being made from artificial or synthetic material
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
- D04H3/007—Addition polymers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
- D04H3/009—Condensation or reaction polymers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/16—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic filaments produced in association with filament formation, e.g. immediately following extrusion
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/681—Spun-bonded nonwoven fabric
Definitions
- Patent Document 1 a high-shrinkable fiber sheet and a low-shrinkage or non-shrinkable nonwoven fabric are laminated and integrated, and then heat-treated.
- the method of shrinking a highly shrinkable fiber sheet to form wrinkles on the surface is disclosed in Patent Document 2 as a bulky nonwoven fabric obtained by applying hot air treatment to impart bulkiness and latent crimpable fibers crimped by heat treatment.
- a method of laminating a nonwoven fabric has been proposed.
- the present invention is a mixed fiber spunbonded nonwoven fabric containing 90 to 10% by weight of a thermoplastic resin (A) long fiber and 10 to 90% by weight of a thermoplastic elastomer (B) long fiber that has been subjected to a hydrophilic treatment, Strength ratio in one direction [strength at 20% elongation of elongation at maximum strength (maximum point elongation) / maximum strength) is 40% or less, and bulk density is 0.10 to 0.40 g / cm 3
- the present invention provides a mixed fiber spunbonded nonwoven fabric characterized by being in the range.
- thermoplastic resin (A) Various known thermoplastic resins can be used as the thermoplastic resin (A) as a raw material of the thermoplastic resin long fiber which is one of the components forming the mixed fiber spunbond nonwoven fabric of the present invention.
- the thermoplastic resin (A) is a resinous polymer different from the thermoplastic elastomer (B) described later, and is usually a crystalline polymer having a melting point (Tm) of 100 ° C. or higher or a glass transition temperature. It is an amorphous polymer at 100 ° C. or higher.
- Tm melting point
- a crystalline thermoplastic resin is preferable.
- the maximum point elongation of the nonwoven fabric produced by the known method for producing a spunbond nonwoven fabric using the thermoplastic resin is 50% or more, preferably 70% or more. It is preferable to use a thermoplastic resin (extensible thermoplastic resin) having a property of 100% or more and almost no elastic recovery.
- a thermoplastic resin extendensible thermoplastic resin
- the mixed fiber spunbond nonwoven fabric obtained by blending with the thermoplastic elastomer (B) long fibers is used as, for example, a surface sheet, the mixed fiber spunbond nonwoven fabric is stretched and stretched.
- thermoplastic thermoplastic long fiber and the thermoplastic elastomer (B) long fiber were stretched, when the stress was released, only the thermoplastic elastomer (B) long fiber was elastically recovered and stretched (stretched) Stretchable thermoplastic resin filaments bend without elastic recovery, and a bulky spunbonded nonwoven fabric develops a bulky feeling, and when stretched, the stretchable thermoplastic resin filaments become thin and have good flexibility and touch. At the same time, a non-elongation function can be imparted.
- the upper limit of the maximum point elongation of the spunbonded nonwoven fabric made of the thermoplastic resin (A) is not necessarily limited, it is usually 300% or less.
- high pressure method low density polyethylene linear low density polyethylene (so-called LLDPE) and ethylene polymers such as high density polyethylene, propylene polymers such as polypropylene and polypropylene random copolymers, and polyethylene terephthalate, Polyamide and the like are more preferable.
- LLDPE linear low density polyethylene
- ethylene polymers such as high density polyethylene, propylene polymers such as polypropylene and polypropylene random copolymers, and polyethylene terephthalate, Polyamide and the like are more preferable.
- propylene polymer examples include a propylene homopolymer having a melting point (Tm) of 135 ° C. or higher, or propylene and 10 mol% or less of ethylene, 1-butene, 1-pentene, 1-hexene, 1-octene, 4-methyl.
- Tm melting point
- a propylene / ⁇ -olefin random copolymer having a melting point of 135 to 155 ° C. is a mixed fiber spunbond nonwoven fabric excellent in stretchability, initial hydrophilicity and durable hydrophilicity, flexibility, and touch feeling. Since it is obtained, it is preferable.
- the melt flow rate (MFR: ASTM D 1238, 230 ° C., load 2160 g) is not particularly limited, but is usually 1 to 1000 g / 10 minutes, preferably 5 to 500 g / 10. Min, more preferably in the range of 10-100 g / 10 min.
- the ratio Mw / Mn of the weight average molecular weight (Mw) and the number average molecular weight (Mn) of the propylene polymer according to the present invention is usually 1.5 to 5.0.
- the range of 1.5 to 3.0 is more preferable in that a fiber having good spinnability and particularly excellent fiber strength can be obtained.
- Mw and Mn can be measured by a known method by GPC (gel permeation chromatography).
- the propylene-based polymer has a small amount, preferably 1 to 20% by weight, more preferably 2 to 15% by weight, and still more preferably 4 to 10% by weight.
- the HDPE added to the propylene-based polymer is not particularly limited, but usually has a density of 0.94 to 0.97 g / cm 3 , preferably 0.95 to 0.97 g / cm 3 , and more preferably 0.96 to 0. It is in the range of .97 g / cm 3 .
- the melt flow rate of HDPE (MFR: ASTM D 1238, 190 ° C., load 2160 g) is usually 0.1 to 100 g / 10 min. More preferably, it is in the range of 0.5 to 50 g / 10 minutes, more preferably 1 to 30 g / 10 minutes.
- good spinnability means that yarn breakage does not occur during discharge from the spinning nozzle and during drawing, and filament fusion does not occur.
- thermoplastic elastomer (B) which is one of the components forming the mixed fiber spunbonded nonwoven fabric of the present invention
- various known thermoplastic elastomers can be used, and two or more types of thermoplastic elastomers can be used in combination.
- SBS polystyrene-polybutadiene-polystyrene block copolymer
- SIS polystyrene-polyisoprene-polystyrene block copolymer
- hydrogenated polystyrene-polyethylene-butylene-polystyrene hydrogenated polystyrene-polyethylene-butylene-polystyrene
- SEBS block copolymer
- SEPS polystyrene-polyethylenepropylene-polystyrene block copolymer
- a block copolymer comprising a polymer block composed of a conjugated diene compound such as butadiene or isoprene, or a styrene elastomer as a hydrogenated product thereof; a highly crystalline aromatic polyester Polyester elastomers typified by block copolymers composed of styrene and amorphous aliphatic polyethers; from crystalline, high melting point polyamides and non-crystalline, low glass transition temperature (Tg) polyethers or polyesters
- Polyamide-based elastomers
- Thermoplastic polyurethane elastomers amorphous or low crystalline ethylene / ⁇ -olefin random copolymers, propylene / ⁇ -olefin random copolymers, propylene / ethylene / ⁇ -olefin random copolymers, etc.
- examples thereof include mixed polyolefin elastomers; polyvinyl chloride elastomers; fluorine elastomers and the like.
- Styrenic elastomers include diblock and triblock copolymers based on polystyrene blocks and butadiene rubber blocks or isoprene rubber blocks.
- the rubber block may be unsaturated or completely hydrogenated.
- Specific examples of the styrene elastomer include KRATON polymer (trade name, manufactured by Shell Chemical Co., Ltd.), SEPTON (trade name, manufactured by Kuraray Co., Ltd.), and TUFTEC (trade name, manufactured by Asahi Kasei Kogyo Co., Ltd.). ), Rheostomer (trade name, manufactured by Riken Technos Co., Ltd.) and the like.
- polyester-based elastomers are manufactured and sold under trade names such as HYTREL (trade name, manufactured by EI DuPont Co., Ltd.) and perprene (trade name, manufactured by Toyobo Co., Ltd.). Yes.
- polyamide-based elastomer specifically, for example, it is manufactured and sold under the trade name of PEBAX (trade name, Atofina Japan Co., Ltd.).
- polyvinyl chloride elastomer manufactured and sold under trade names such as Leonil (trade name, manufactured by Riken Technos Co., Ltd.) and Posmir (trade name, manufactured by Shin-Etsu Polymer Co., Ltd.). .
- thermoplastic elastomers (B) polyolefin-based elastomers and thermoplastic polyurethane-based elastomers are preferable.
- thermoplastic polyurethane-based elastomers have stretchability, processability and moisture permeability, and have initial hydrophilicity and durable hydrophilicity. This is preferable because a mixed fiber spunbond nonwoven fabric having excellent properties can be obtained.
- thermoplastic polyurethane elastomers having a solidification start temperature of 65 ° C. or higher, preferably 75 ° C. or higher, and most preferably 85 ° C. or higher are preferred.
- the upper limit of the solidification start temperature is preferably 195 ° C.
- the solidification start temperature is a value measured using a differential scanning calorimeter (DSC), and the temperature of the thermoplastic polyurethane elastomer was increased to 230 ° C. at 10 ° C./min and held at 230 ° C. for 5 minutes.
- the solidification start temperature is 65 ° C. or higher, it is possible to suppress molding defects such as fusion between fibers, yarn breakage, and resin lump when obtaining a mixed fiber spunbond nonwoven fabric.
- the formed mixed fiber spunbond nonwoven fabric can be prevented from being wound around the embossing roller.
- the obtained mixed fiber spunbond nonwoven fabric has little stickiness, and is suitably used for materials that come into contact with the skin, such as clothing, sanitary materials, and sports materials.
- the moldability can be improved by setting the solidification start temperature to 195 ° C. or lower.
- the solidification start temperature of the formed fiber tends to be higher than the solidification start temperature of the thermoplastic polyurethane elastomer used for this.
- the polyol, isocyanate compound and chain extender used as raw materials for the thermoplastic polyurethane elastomer each have an optimal chemical structure.
- the hard segment amount is a weight obtained by dividing the total weight of the isocyanate compound and the chain extender used in the production of the thermoplastic polyurethane-based elastomer by the total amount of the polyol, the isocyanate compound and the chain extender and multiplying by 100. Percent (% by weight) value.
- the hard segment amount is preferably 20 to 60% by weight, more preferably 22 to 50% by weight, and most preferably 25 to 48% by weight.
- the thermoplastic polyurethane-based elastomer preferably has a dimethylacetamide (hereinafter abbreviated as “DMAC”) solvent-insoluble particle number of 3 million particles / g or less, more preferably 2.5 million particles or less, and even more preferably 2 million or less.
- DMAC solvent-insoluble matter in the thermoplastic polyurethane-based elastomer is mainly a lump such as fish eye and gel generated during the production of the thermoplastic polyurethane-based elastomer, and is a hard segment of the thermoplastic polyurethane-based elastomer.
- thermoplastic polyurethane elastomers such as components in which hard segments and / or soft segments are cross-linked by allophanate bonds, burette bonds, etc., and components generated by a chemical reaction between these raw materials .
- hydrophilic treatment agent (hydrophilic agent)>
- hydrophilic treatment agent for imparting hydrophilicity
- examples of the hydrophilic treatment agent for imparting hydrophilicity include surfactants, and among them, nonionic surfactants are preferable.
- nonionic surfactant examples include ether type nonionic surfactants such as polyoxyethylene alkyl ether, polyoxypropylene alkyl ether, polyoxyethylene alkylphenyl ether, polyoxypropylene alkylphenyl ether; Polyhydric alcohol ether type nonionic surfactants; ester type nonionic surfactants such as polyoxyethylene fatty acid esters and polyoxypropylene fatty acid esters; sucrose fatty acid esters, sorbitan fatty acid esters, polyoxyethylene fatty acid esters, polyoxy Polyhydric alcohol ester type nonionic surfactant such as propylene fatty acid ester; fatty acid alkanolamide, alkylene oxide adduct of aliphatic amide having an acyl group having 8 to 18 carbon atoms, etc. Amide nonionic surface active agents.
- ether type nonionic surfactants such as polyoxyethylene alkyl ether, polyoxypropylene alkyl ether, polyoxyethylene alkylpheny
- ether type nonionic surfactants comprising an aliphatic alcohol alkylene oxide adduct having 10 to 40, preferably 12 to 24, more preferably 16 to 22 carbon atoms of the aliphatic alcohol.
- a surfactant (AE type nonionic surfactant) and an ester type nonionic surfactant having an ester with a fatty acid having 8 to 18 carbon atoms are preferred.
- the mixed fiber spunbond nonwoven fabric includes various stabilizers such as heat stabilizers and weather stabilizers; slip agents, antifogging agents, lubricants, dyes, pigments, natural oils, synthetic oils, waxes and the like as optional components. Can be added.
- various stabilizers such as heat stabilizers and weather stabilizers; slip agents, antifogging agents, lubricants, dyes, pigments, natural oils, synthetic oils, waxes and the like as optional components. Can be added.
- antioxidants examples include anti-aging agents such as 2,6-di-t-butyl-4-methylphenol (BHT); tetrakis [methylene-3- (3,5-di-t-butyl-4- Hydroxyphenyl) propionate] methane, 6- (3,5-di-t-butyl-4-hydroxyphenyl) propionic acid alkyl ester, 2,2′-oxamide bis [ethyl-3- (3,5-di-t- Butyl-4-hydroxyphenyl)] propionate, Irganox® 1010 (hindered phenol antioxidant: trade name); fatty acid metals such as zinc stearate, calcium stearate, calcium 1,2-hydroxystearate A salt etc. can be mentioned. These may be used alone or in combination of two or more.
- BHT 2,6-di-t-butyl-4-methylphenol
- tetrakis [methylene-3- (3,5-di-t-butyl-4- Hydroxyphenyl
- the mixed fiber spunbonded nonwoven fabric of the present invention has stretchability, liquid diffusibility, and liquid by having a strength ratio in at least one direction of 40% or less and a bulk density in the range of 0.10 to 0.40 g / cm 3. Excellent transpiration.
- a mixed fiber spunbonded nonwoven fabric whose strength ratio and bulk density do not satisfy the above ranges may be inferior in stretchability, liquid diffusibility, and liquid transpiration.
- the mixed fiber spunbonded nonwoven fabric of the present invention preferably has an air permeability of 40 cm 3 / cm 2 / sec or more, more preferably in the range of 50 to 420 cm 3 / cm 2 / sec.
- the pressing area of the mixed fiber spunbond nonwoven fabric can be selected as appropriate, and the liquid diffusion area, the transpiration time, and the air permeability can be adjusted.
- the pressing area is small, the liquid diffusion area is narrow and the liquid transpiration time becomes long, so that usually at least 20% or more, preferably 25% or more of the mixed fiber spunbonded nonwoven fabric is pressed. It is preferable.
- the shape of the pressing part of the mixed fiber spunbonded nonwoven fabric partly pressed is not particularly limited, and various shapes, for example, linear (striped) as shown in FIGS. 3 and 4, such as FIG. Wavy line, zigzag shape as in FIG. 6, island shape (dot shape) as in FIG. 7, circular shape as in FIG. 8, annular shape, oval shape, lattice pattern as in FIG. 9, checkered pattern, or floral pattern , Animal designs, character designs, etc.
- the mixed fiber spunbond nonwoven fabric of the present invention may be a single layer nonwoven fabric or a multilayer nonwoven fabric of two or more layers.
- the same fiber mixing ratio is obtained as long as the amount of the thermoplastic elastomer (B) long fibers in the thermoplastic resin (A) long fibers subjected to the hydrophilic treatment is in the above range. Even if it is the nonwoven fabric of these, you may be comprised from the nonwoven fabric from which a fiber mixing rate mutually differs. Or you may be comprised from the nonwoven fabric from which a fabric weight, a fiber diameter, the addition amount of a hydrophilizing agent, etc. differ mutually.
- each layer may be laminated after stretching and / or pressing, or may be stretched and / or pressed after lamination, and only one of the layers may be stretched and / or pressed. You may give it. In this case, by using the pressed layer so as to contact the skin, better liquid diffusibility and liquid transpiration can be obtained.
- the pressed nonwoven fabric ie, the mixed fiber spunbond nonwoven fabric of the present invention
- the air permeability is lowered.
- a part of the stretched mixed fiber spunbond nonwoven fabric precursor may be pressed, or the whole surface or most of the mixed fiber spunbond nonwoven fabric is pressed.
- the laminate is stretched, preferably stretched by 1.5 to 10 times, so that the air permeability is 120. It can be in the range of ⁇ 420 cm 3 / cm 2 / sec.
- thermoplastic resin (A) long fibers forming the mixed fiber spunbond nonwoven fabric of the present invention have been subjected to a hydrophilic treatment, but the thermoplastic elastomer (B) long fibers have not necessarily been subjected to a hydrophilic treatment. Also good.
- thermoplastic elastomer (B) long fibers are preferably 20% by weight or more, and 30% by weight or more. More preferably, it is preferably 80% by weight or less, more preferably 70% by weight or less, from the viewpoint of workability (stickiness resistance).
- the fiber diameter (average value) of the thermoplastic resin (A) long fiber and the thermoplastic elastomer (B) long fiber forming the mixed fiber spunbond nonwoven fabric according to the present invention is usually 50 ⁇ m or less, preferably 40 ⁇ m or less, and more preferably. Is in the range of 30 ⁇ m or less.
- the fiber diameters of the thermoplastic resin (A) long fiber and the thermoplastic elastomer (B) long fiber may be the same or different.
- the method for producing a mixed fiber spunbond nonwoven fabric of the present invention comprises a web comprising 90 to 10% by weight of a thermoplastic resin (A) long fiber subjected to a hydrophilic treatment and 10 to 90% by weight of a thermoplastic elastomer (B) long fiber. After heat-sealing a part of the web, the web is stretched in at least one direction, relaxed, and then the relaxed web is pressed.
- a thermoplastic resin A
- B thermoplastic elastomer
- the entire surface of the web may be pressed, or a part of the web may be pressed.
- a part of the web is pressed, it can be pressed with various known patterns as described above.
- the mixed fiber spunbonded nonwoven fabric according to the present invention is a known method for producing a spunbonded nonwoven fabric, for example, Japanese Patent Application Laid-Open No. 2004 using the thermoplastic resin (A) and the thermoplastic elastomer (B) that have been subjected to the hydrophilic treatment. It can be produced by applying the method described in Japanese Patent No. 244791.
- thermoplastic resin (A) and the thermoplastic elastomer (B) that have been hydrophilized are melted in separate extruders, and the melted polymer is individually separated into a large number of spinning holes (nozzles).
- the thermoplastic resin (A) and the thermoplastic elastomer (B) are simultaneously and independently discharged from different spinning holes and then melt-spun thermoplastic resin (A).
- the long fibers are drawn (pulled) with drawn air and deposited on the moving collection surface.
- the temperature can usually be set to 180 to 240 ° C, preferably 190 to 230 ° C, more preferably 200 to 225 ° C.
- the temperature of the cooling air is not particularly limited as long as the temperature at which the polymer is solidified, but is usually in the range of 5 to 50 ° C., preferably 10 to 40 ° C., more preferably 15 to 30 ° C.
- the wind speed of the stretched air is usually in the range of 100 to 10,000 m / min, preferably 500 to 10,000 m / min.
- a part of the deposited web is heat-sealed before stretching, but may be pressed and hardened using a nip roll before heat-sealing.
- the embossed area ratio is usually 5 to 20%, preferably 5 to 10%, and the non-embossed unit area is 0.5 mm 2 or more, preferably 4 to 40 mm. It is in the range of 2 .
- the non-embossed unit area is the maximum area of a quadrilateral inscribed in the embossment in the smallest unit of the non-embossed part surrounded by the embossed part on all four sides. Examples of the stamped shape include a circle, an ellipse, an ellipse, a square, a rhombus, a rectangle, a square, and a continuous shape based on these shapes.
- thermoplastic elastomer (B) long fiber having elasticity between the embosses and the thermoplastic resin (A) long fiber substantially lower in elasticity (elongated fiber) than the thermoplastic elastomer (B) long fiber has a large degree of freedom. Exists. Therefore, such a structure reduces residual strain and imparts good stretchability to the web.
- the stretchable range is small, but the stress is improved.
- the stretchable range can be increased, but when the embossed pitch is increased, the residual strain tends to be slightly increased.
- the partially heat-sealed web is stretched in at least one direction and then relaxed.
- the stretched thermoplastic elastomer (B) long fibers recover elastically and return to the length before stretching, but the thermoplastic resin (A) long fibers are stretched. Since the length of the thermoplastic resin (A) long fiber is more bent than the thermoplastic elastomer (B) long fiber, it presses the web, preferably presses an area of 20% or more. By doing so, a mixed fiber spunbonded nonwoven fabric having a high bulk density of 0.10 to 0.40 g / cm 3 and excellent liquid diffusibility and liquid transpiration is obtained. Moreover, the balance of air permeability, liquid diffusibility, and liquid transpiration can be adjusted by increasing / decreasing the pressing area.
- the temperature is usually in the range of 10 to 100 ° C., preferably less than 20 to 80 ° C., and heat may be generated during stretching. Therefore, a method of stretching while cooling the gear is adopted if necessary. May be.
- pressing is a method different from the hot embossing. That is, the heat embossing is a method of increasing the strength of the nonwoven fabric by fusing the fibers constituting the nonwoven fabric, and the air permeability of the heat embossed portion is almost eliminated.
- pressing in the present invention is a means for imparting good liquid diffusibility and liquid transpiration by pressing, and the air permeability of the pressed part is lower than that of the non-pressed part. However, it must be kept at 40 cm 3 / cm 2 / second or more.
- the web can be continuously pressed by a method of passing the web between heated pressure rolls, and the heating temperature is from the melting point of the thermoplastic resin (A) long fiber to ⁇ 100 ° C. to the thermoplastic resin ( A) Melting point of long fiber ⁇ 10 ° C., preferably thermoplastic resin (A) Melting point of long fiber ⁇ 70 ° C.
- the mixed fiber spunbond nonwoven fabric of the present invention may be laminated with other layers depending on various uses.
- Other layers laminated on the mixed fiber spunbonded nonwoven fabric of the present invention are not particularly limited, and various layers can be laminated depending on applications.
- a knitted fabric, a woven fabric, a non-woven fabric, a film, and the like can be given.
- thermal embossing thermal fusion methods such as ultrasonic fusion
- mechanical entanglement methods such as needle punch, water jet
- Various known methods such as a method using an adhesive such as a hot melt adhesive and a urethane-based adhesive, extrusion lamination, and the like can be adopted.
- nonwoven fabric laminated on the mixed fiber spunbond nonwoven fabric of the present invention examples include various known nonwoven fabrics such as a spunbond nonwoven fabric, a melt blown nonwoven fabric, a wet nonwoven fabric, a dry nonwoven fabric, a dry pulp nonwoven fabric, a flash spun nonwoven fabric, and a spread nonwoven fabric.
- These non-woven fabrics may be non-stretchable non-woven fabrics.
- the non-stretchable nonwoven fabric has an elongation at break of about 50% in MD (flow direction and longitudinal direction of nonwoven fabric) or CD (direction perpendicular to the flow direction of nonwoven fabric and transverse direction) and returns stress after elongation. Say something that does not generate.
- thermoplastic resin used for the porous film is preferably a polyolefin such as high-pressure method low-density polyethylene, linear low-density polyethylene (so-called LLDPE), high-density polyethylene, polypropylene, polypropylene random copolymer, or a composition thereof.
- a polyolefin such as high-pressure method low-density polyethylene, linear low-density polyethylene (so-called LLDPE), high-density polyethylene, polypropylene, polypropylene random copolymer, or a composition thereof.
- the mixed fiber spunbond nonwoven fabric of the present invention is excellent in initial hydrophilicity and durable hydrophilicity, and also in liquid diffusibility and liquid transpiration, so that the surface sheet of the absorbent article, the second sheet, and the sheet that wraps the absorbent body (core wrap) ) Or a back sheet. Furthermore, it is excellent in moisture permeability, breathability, flexibility, fluff resistance, stretchability, and touch feeling, and has little stickiness, so it is suitable for the aforementioned applications.
- thermoplastic polyurethane elastomer (TPU) used in Examples and Comparative Examples were performed according to the following methods.
- Solidification start temperature [° C] It measured with the differential scanning calorimeter (DSC220C) connected to the SSC5200H disk station by Seiko Denshi Kogyo Co., Ltd. As a sample, about 8 mg of ground TPU was collected in an aluminum pan, covered with a cover and crimped. As a reference, alumina was similarly collected as a reference. After setting the sample and reference at a predetermined position in the cell, a flow rate of 40 Nml / min. The measurement was performed under a nitrogen stream. Temperature rising rate 10 ° C./min. The temperature was raised from room temperature to 230 ° C. and maintained at this temperature for 5 minutes, and then 10 ° C./min. The temperature was lowered to ⁇ 75 ° C. The starting temperature of the exothermic peak derived from the solidification of TPU recorded at this time was measured and used as the solidification starting temperature (unit: ° C.).
- Reagent A 180 g of reagent A and 2.37 g of TPU pellets were precisely weighed in a 200 cc glass bottle, and the soluble content in TPU was dissolved over 3 hours, and this was used as a measurement sample.
- a 100 ⁇ m aperture tube was attached to Multisizer II, the solvent in the apparatus was replaced with reagent A, and the degree of vacuum was adjusted to about 3000 mmAq.
- 120 g of reagent A was weighed into a well-washed sample beaker, and it was confirmed that the amount of pulses generated by blank measurement was 50 or less.
- TPU weight ⁇ [(I) / 100) ⁇ (B) / [(B) + (C)] ⁇ ⁇ (D)
- Ratio of heat of fusion of hard domain Measured by a differential scanning calorimeter (DSC220C) connected to an SSC5200H disk station manufactured by Seiko Instruments Inc.
- DSC220C differential scanning calorimeter
- SSC5200H disk station manufactured by Seiko Instruments Inc.
- a sample about 8 mg of ground TPU was collected in an aluminum pan, covered with a cover and crimped.
- alumina was collected as a reference. After setting the sample and reference at a predetermined position in the cell, a flow rate of 40 Nml / min. The measurement was performed under a nitrogen stream. Temperature rising rate 10 ° C./min. The temperature was raised from room temperature to 230 ° C.
- melt viscosity (hereinafter simply referred to as “melt viscosity”)
- melt viscosity (unit: unit: Pa ⁇ s) of TPU at a shear rate of 100 sec ⁇ 1 at 200 ° C. was measured.
- TPU moisture value TPU moisture content (unit: ppm) is measured by combining a moisture content measuring device (Hiranuma Sangyo AVQ-5S) and a moisture vaporizer (Hiranuma Sangyo EV-6). It was. About 2 g of TPU pellets weighed in a heated sample pan were put into a heating furnace at 250 ° C., and the evaporated water was introduced into a titration cell of a moisture measuring device from which residual moisture had been removed in advance and titrated with a Karl Fischer reagent. The titration was completed when no change in the potential of the titration electrode accompanying the change in the amount of water in the cell occurred for 20 seconds.
- MDI Diphenylmethane diisocyanate
- polyol solution 1 628.6 parts by weight of a polyester polyol having a number average molecular weight of 2000 (Mitsui Takeda Chemical Co., Ltd., trade name: Takelac U2024), 2.21 parts by weight of Irganox 1010, and 77.5 weights of 1,4-butanediol Were charged in tank B under a nitrogen atmosphere and adjusted to 95 ° C. with stirring. This mixture is referred to as polyol solution 1.
- the amount of hard segment calculated from these reaction raw materials was 37.1% by weight.
- a high-speed stirrer in which MDI was adjusted to 120 ° C. at a flow rate of 17.6 kg / h and polyol solution 1 at a flow rate of 42.4 kg / h in a liquid feed line via a gear pump and a flow meter.
- the solution was quantitatively passed through, stirred and mixed at 2000 rpm for 2 minutes, and then passed through a static mixer.
- the static mixer unit was connected to the first to third static mixers (temperature 230 ° C.) connected with three static mixers with a pipe length of 0.5 m and an inner diameter of 20 mm ⁇ , and three static mixers with a pipe length of 0.5 m and an inner diameter of 20 mm ⁇ .
- the reaction product flowing out of the fifteenth static mixer was passed through a gear pump and a single-screw extruder (diameter 65 mm ⁇ , temperature 180 to 210) attached with a polymer filter (manufactured by Nagase Sangyo Co., Ltd., trade name: Dena filter) at the tip. And extruded from a strand die. After cooling with water, it was continuously pelletized with a pelletizer. Next, the obtained pellets were charged into a dryer and dried at 100 ° C. for 8 hours to obtain a thermoplastic polyurethane elastomer having a moisture value of 40 ppm.
- thermoplastic polyurethane elastomer was continuously extruded by a single screw extruder (diameter 50 mm ⁇ , temperature 180 to 210 ° C.) and pelletized. It was again dried at 100 ° C. for 7 hours to obtain a thermoplastic polyurethane elastomer (B-1) having a moisture value of 57 ppm.
- the solidification start temperature of B-1 is 103.7 ° C.
- the number of particles insoluble in the DMAC solvent is 1.5 million particles / g
- the hardness by a test piece prepared by injection molding is 86 A
- the melt viscosity at 200 ° C. is 1900 Pa ⁇ s
- hard The heat of fusion ratio of the domain was 35.2%.
- thermoplastic resin composition for mixed fiber spunbond nonwoven fabric Eicosanol ethylene oxide adduct [CH 3 (CH 2 ) 19 —O— (CH 2 CH 2 O) 2.5 —H]: 60 wt%, and MFR: 30 g / 10 min propylene homopolymer: 40 wt%
- Antioxidant trade name: Irgafos 168, manufactured by Ciba
- AE-1 hydrophilic agent
- MFR (according to ASTM D 1238, measured at a temperature of 230 ° C. and a load of 2.16 kg) 60 g / 10 min, a density of 0.91 g / cm 3 , a melting point of 160 ° C. (hereinafter referred to as “PP-1”) (Abbreviated) 96% by weight and MFR (according to ASTM D 1238, measured at a temperature of 190 ° C. and a load of 2.16 kg) 5 g / 10 min, a density of 0.97 g / cm 3 , a melting point of 134 ° C.
- PP-1 melting point of 160 ° C.
- thermoplastic resin composition A-1
- thermoplastic polyurethane elastomer (B-1) and the thermoplastic resin composition (A-1) independently using a 75 mm ⁇ extruder and a 50 mm ⁇ extruder, forming a spunbond nonwoven fabric having a spinneret
- the resin temperature and the die temperature are both 210 ° C.
- the cooling air temperature is 20 ° C.
- the stretching air wind speed is 3750 m / min.
- a web consisting of a mixed long fiber including a long fiber b-1 made of B-1 and a long fiber a-1 made of A-1 is deposited on the collecting surface by melt spinning by a spunbond method.
- -1 A web in which the long fiber a-1 was composed of 50:50 (% by weight) mixed fiber was obtained.
- the spinneret has a nozzle pattern in which b-1 discharge holes and a-1 discharge holes are alternately arranged.
- the nozzle diameter of b-1 (fiber b-1) is 0.75 mm ⁇ and A-1
- the nozzle diameter of (long fiber a-1) is 0.6 mm ⁇
- the nozzle pitch is 8 mm in the vertical direction and 11 mm in the horizontal direction
- the single fiber discharge rate of the long fiber b-1 was 1.08 g / (min ⁇ hole), and the single hole discharge rate of the long fiber a-1 was 0.74 g / (min ⁇ hole).
- the web composed of the mixed long fibers deposited is nipped by a nip roll (linear pressure 10 N / cm) coated on the belt and coated with a non-adhesive material, and then peeled off from the moving belt to form the mixed spunbond web layer 1. Obtained.
- the basis weight of the obtained mixed fiber spunbond web layer 1 was 30 g / m 2 .
- a mixed fiber spunbond web layer 2 (weight per unit area: 30 g / m 2 ) was obtained by the same method as above.
- the embossed pattern had an area ratio of 18%, an embossed area of 0.41 mm 2 , a heating temperature of 105 ° C., and a linear pressure of 70 N / cm.
- the resulting mixture was heat-bonded by heating embossing under conditions to obtain a laminated fiber spunbond web layer (1/2).
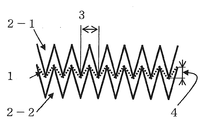
- the obtained mixed fiber spunbond web layer (1/2) was gear stretched in the CD (lateral direction) using a gear processing machine as shown in FIGS.
- the gear rolls mounted on the gear processing machine each had a diameter of 200 mm and a gear pitch of 2.5 mm, and the meshing depth of both rolls was adjusted to 4.5 mm. Thereby, the stretch ratio applied is 374% (3.74 times).
- the mixed fiber spunbonded nonwoven fabric was pressed with the hot roll of heating temperature 120 degreeC and linear pressure 30N / cm conditions, and obtained the mixed fiber spunbonded nonwoven fabric.
- the basis weight of the obtained mixed fiber spunbonded nonwoven fabric was 62 g / m 2 .
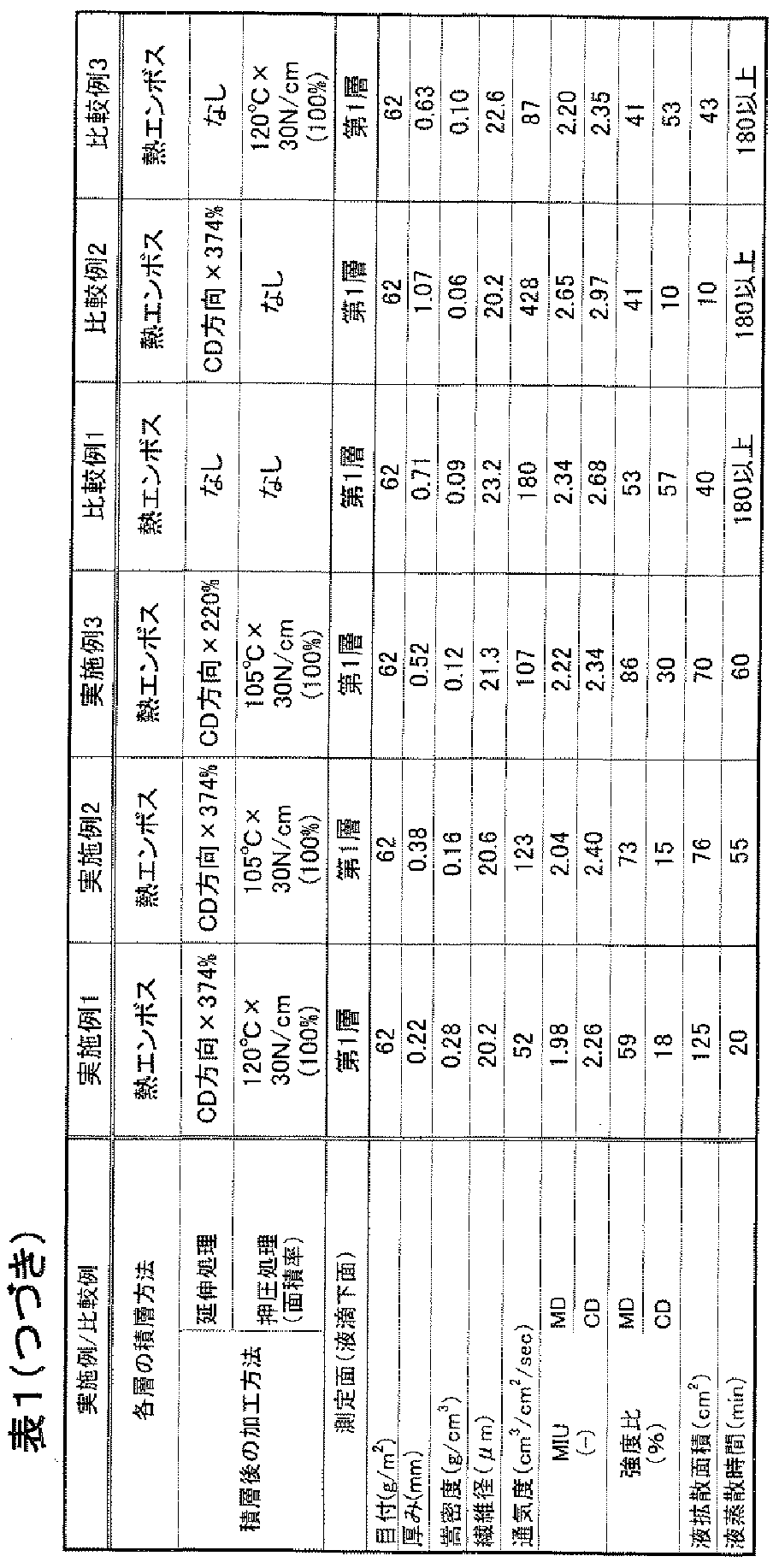
- the obtained mixed fiber spunbonded nonwoven fabric was evaluated by the method described above. The evaluation results are shown in Table 1. (11) The tactile sensation was “I”. Moreover, when this mixed fiber spunbonded nonwoven fabric was stretched to CD, good stretchability was obtained.
- Example 2 A mixed fiber spunbonded nonwoven fabric was sampled by the same method as in Example 1 except that the heating process was performed at 105 ° C. and the linear pressure was 30 N / cm, and the evaluation was performed by the method described above. did. The evaluation results are shown in Table 1. (11) The tactile sensation was “I”. Moreover, when this mixed fiber spunbonded nonwoven fabric was stretched to CD, good stretchability was obtained.
- Example 3 A mixed fiber spunbonded nonwoven fabric was obtained in the same manner as in Example 2 except that in the stretching process performed in Example 2, the roll meshing depth was adjusted to 2.5 mm. In addition, the draw ratio given to CD by this condition will be 220% (2.2 times). This mixed fiber spunbonded nonwoven fabric was evaluated by the method described above. The evaluation results are shown in Table 1. (11) The tactile sensation was “I”. Moreover, when this mixed fiber spunbonded nonwoven fabric was stretched to CD, good stretchability was obtained.
- Example 1 The mixed fiber spunbond web layer (1/2) obtained in Example 1 was evaluated by the method described above without being subjected to stretching and pressing. The evaluation results are shown in Table 1.
- Example 2 Only the extending
- Example 3 Only the pressing process described in Example 1 was applied to the mixed fiber spunbond web layer (1/2) obtained in Example 1, and evaluated by the method described above. The evaluation results are shown in Table 1.
- thermoplastic resin composition for mixed fiber spunbond nonwoven fabric After mixing 96% by weight of PP-1 and 4% by weight of HDPE, 10.7 parts by weight of hydrophilizing agent (AE-1) with respect to 100 parts by weight of PP-1 / HDPE mixture (hydrophilizing agent) 6.42 parts by weight in terms of components) were mixed to prepare a thermoplastic resin composition (A-2).
- thermoplastic resin composition (A-3) was prepared by mixing (0.65 parts by weight in terms of treating agent component).
- thermoplastic polyurethane elastomer (B-1) and the thermoplastic resin composition (A-2) independently using a 75 mm ⁇ extruder and a 50 mm ⁇ extruder, forming a spunbond nonwoven fabric having a spinneret
- the resin temperature and the die temperature are both 210 ° C.
- the cooling air temperature is 20 ° C.
- the stretching air wind speed is 3750 m / min.
- a web consisting of a mixed long fiber including a long fiber b-1 consisting of B-1 and a long fiber a-2 consisting of A-2 is deposited on the collecting surface by melt spinning by a spunbond method.
- a web was obtained in which the long fiber a-2 was a mixed fiber of 65:35 (% by weight).
- the spinneret has a nozzle pattern in which B-1 discharge holes and A-2 discharge holes are alternately arranged.
- the nozzle diameter of B-1 (long fiber b-1) is 0.75 mm ⁇ and A ⁇ No.
- long fiber a-2 (long fiber a-2) has a nozzle diameter of 0.6 mm ⁇ , the nozzle pitch is 8 mm in the vertical direction and 11 mm in the horizontal direction, and the ratio of the number of nozzles is the nozzle for long fiber b-1: for long fiber a-2
- the nozzle was 1: 1.45.
- the single fiber discharge rate of the long fiber b-1 was 1.40 g / (minute / hole), and the single hole discharge amount of the long fiber a-2 was 0.52 g / (minute / hole).
- the web composed of the mixed long fibers deposited is niped by a nip roll (linear pressure 10 N / cm) coated with a non-adhesive material placed on the belt, and then peeled off from the moving belt to form the mixed spunbond web layer 3. Obtained.
- the basis weight of the obtained mixed fiber spunbond web layer 3 was 30 g / m 2 .
- thermoplastic polyurethane elastomer (B-1) and the thermoplastic resin composition (A-3) are melted independently using a 75 mm ⁇ extruder and a 50 mm ⁇ extruder, and then spunbond having a spinneret.
- a nonwoven fabric molding machine length in the direction perpendicular to the machine flow direction on the collecting surface: 800 mm
- both the resin temperature and the die temperature are 210 ° C.
- the cooling air temperature is 20 ° C.
- stretched air wind speed is 3750 m / min.
- a web made of mixed long fibers including the long fibers b-1 consisting of B-1 and the long fibers a-3 consisting of A-3 is deposited on the collecting surface, A web in which the fiber b-1: the long fiber a-3 was a mixed fiber of 30:70 (% by weight) was obtained.
- the spinneret has a nozzle pattern in which B-1 discharge holes and A-3 discharge holes are alternately arranged.
- the nozzle diameter of B-1 (long fiber b-1) is 0.75 mm ⁇ and A ⁇ No.
- the single fiber discharge rate of the long fiber b-1 was 1.65 g / (minute / hole), and the single hole discharge amount of the long fiber a-3 was 1.04 g / (minute / hole).
- the web composed of the mixed long fibers deposited is nipped by a nip roll (linear pressure 10 N / cm) coated with a non-adhesive material placed on the belt, and then peeled off from the moving belt to form the mixed spunbond web layer 4. Obtained.
- the basis weight of the obtained mixed fiber spunbond web layer 4 was 30 g / m 2 .
- the embossed pattern has an area ratio of 18%, an embossed area of 0.41 mm 2 , a heating temperature of 105 ° C., and a linear pressure of 70 N / cm. Heat-bonded with heat embossing to obtain a laminated mixed fiber spunbond web layer (3/4).
- the obtained mixed fiber spunbond web layer (3/4) was stretched and pressed by the same method as in Example 3 to obtain a mixed fiber spunbond nonwoven fabric.
- the obtained mixed fiber spunbond nonwoven fabric was evaluated by the method described above using the mixed fiber spunbond web layer 3 as a surface. The evaluation results are shown in Table 2. (11) The tactile sensation was “I”. Moreover, when this mixed fiber spunbonded nonwoven fabric was stretched to CD, good stretchability was obtained.
- Example 5 The mixed fiber spunbond web layer (3/4) was stretched and pressed by the same method as in Example 3 to obtain a mixed fiber spunbond nonwoven fabric.
- the obtained mixed fiber spunbond nonwoven fabric was evaluated by the method described above using the mixed fiber spunbond web layer 4 as a surface. The evaluation results are shown in Table 2. (11) The tactile sensation was “I”. Moreover, when this mixed fiber spunbonded nonwoven fabric was stretched to CD, good stretchability was obtained.
- Example 6 The mixed fiber spunbond web layer (3/4) was stretched in the same manner as in Example 1, and then pressed in the same manner as in Example 2 to obtain a mixed fiber spunbonded nonwoven fabric.
- the obtained mixed fiber spunbond nonwoven fabric was evaluated by the method described above using the mixed fiber spunbond web layer 3 as a surface. The evaluation results are shown in Table 2. (11) The tactile sensation was “I”. Moreover, when this mixed fiber spunbonded nonwoven fabric was stretched to CD, good stretchability was obtained.
- Example 7 The mixed fiber spunbond web layer (3/4) was stretched in the same manner as in Example 1, and then pressed in the same manner as in Example 2 to obtain a mixed fiber spunbonded nonwoven fabric.
- the obtained mixed fiber spunbond nonwoven fabric was evaluated by the method described above using the mixed fiber spunbond web layer 4 as a surface. The evaluation results are shown in Table 2. (11) The tactile sensation was “I”. Moreover, when this mixed fiber spunbonded nonwoven fabric was stretched to CD, good stretchability was obtained.
- Example 8 A mixed fiber spunbond web layer of 60 g / m 2 was obtained by the same method as in Example 1, and then stretched and pressed by the same method as in Example 1 to obtain a mixed fiber spunbond nonwoven fabric.
- the basis weight of the obtained mixed fiber spunbonded nonwoven fabric was 61 g / m 2 .
- the obtained mixed fiber spunbonded nonwoven fabric was evaluated by the method described above. The evaluation results are shown in Table 2. (11) The tactile sensation was “I”. Moreover, when this mixed fiber spunbonded nonwoven fabric was stretched to CD, good stretchability was obtained.
- Example 9 After obtaining a mixed fiber spunbond web in the same manner as in Example 1 except that the moving speed of the moving belt was changed, the embossed pattern had an area ratio of 18%, an embossed area of 0.41 mm 2 , a heating temperature of 105 ° C., It heat-bonded by the heating embossing of 70 N / cm of linear pressure conditions, and obtained the mixed fiber spunbond web layer 5 of 45 g / m ⁇ 2 >.
- the obtained mixed fiber spunbond web layer 5 was subjected to stretching and pressing in the same manner as in Example 1 to obtain a mixed fiber spunbond nonwoven fabric.
- the basis weight of the obtained mixed fiber spunbonded nonwoven fabric was 45 g / m 2 .
- the obtained mixed fiber spunbonded nonwoven fabric was evaluated by the method described above. The evaluation results are shown in Table 3. (11) The tactile sensation was “I”. Moreover, when this mixed fiber spunbonded nonwoven fabric was stretched to CD, good stretchability was obtained.
- Example 10 ⁇ Manufacture of mixed fiber spunbond web layer>
- the mixed fiber spunbond web layer 4 obtained in Example 4 was thermally bonded by heating embossing with an embossing pattern having an area ratio of 18% and an embossing area of 0.41 mm 2 and a heating temperature of 105 ° C. and a linear pressure of 70 N / cm.
- a mixed fiber spunbond web of 30 g / m 2 was obtained.
- the obtained mixed fiber spunbond web was stretched by the same method as in Example 1 to obtain a mixed fiber spunbond web layer 5.
- the basis weight of the obtained mixed fiber spunbond web layer 5 was 30 g / m 2 .
- the embossed pattern of the mixed fiber spunbond web layer 1 obtained in Example 1 had an area ratio of 18% and an embossed area of 0.41 mm 2 , and was heated by heating embossing at a heating temperature of 105 ° C. and a linear pressure of 70 N / cm. By bonding, a mixed spunbond web of 30 g / m 2 was obtained.
- the obtained mixed fiber spunbond web was stretched in the same manner as in Example 1 to obtain a mixed fiber spunbond web layer 6.
- the basis weight of the obtained mixed fiber spunbond web layer 6 was 30 g / m 2 .
- the mixed fiber spunbond nonwoven fabric obtained in Example 9 is the intermediate layer of the mixed fiber spunbond web layer 5 and the mixed fiber spunbond web layer 6 obtained by the above production method and the mixed fiber spunbond nonwoven fabric obtained in Example 9.
- the embossed pattern After being overlaid so as to be (second layer), the embossed pattern has an area ratio of 18% and an embossed area of 0.41 mm 2 , and is thermally bonded by heating embossing at a heating temperature of 120 ° C. and a linear pressure of 30 N / cm.
- a laminated mixed fiber spunbond nonwoven fabric was obtained.
- the obtained mixed fiber spunbond nonwoven fabric was evaluated by the method described above using the mixed fiber spunbond web layer 5 as a surface.
- the evaluation results are shown in Table 3. (11)
- the tactile sensation was “H”.
- this mixed fiber spunbond nonwoven fabric was stretched to CD, good stretchability was obtained.
- the mixed fiber spunbond nonwoven fabric obtained in Example 9 is the intermediate layer of the mixed fiber spunbond web layer 5 and mixed fiber spunbond web layer 6 obtained in Example 10 and the mixed fiber spunbond nonwoven fabric obtained in Example 9.
- the embossed pattern After being overlaid so as to be (second layer), the embossed pattern has an area ratio of 18% and an embossed area of 0.41 mm 2 , and is thermally bonded by heating embossing at a heating temperature of 120 ° C. and a linear pressure of 30 N / cm.
- a laminated mixed fiber spunbond nonwoven fabric was obtained.
- the obtained mixed fiber spunbond nonwoven fabric was evaluated by the method described above using the mixed fiber spunbond web layer 6 as a surface.
- the evaluation results are shown in Table 3. (11)
- the tactile sensation was “H”.
- this mixed fiber spunbonded nonwoven fabric was stretched to CD, good stretchability was obtained.
- Example 12 The mixed fiber spunbonded nonwoven fabric obtained in Example 11 was stretched 100% to CD, and then evaluated by the method described above with the mixed fiber spunbond web layer 5 as the surface. The evaluation results are shown in Table 3. (11) The tactile sensation was “H”. Moreover, when this mixed fiber spunbonded nonwoven fabric was stretched to CD, good stretchability was obtained.
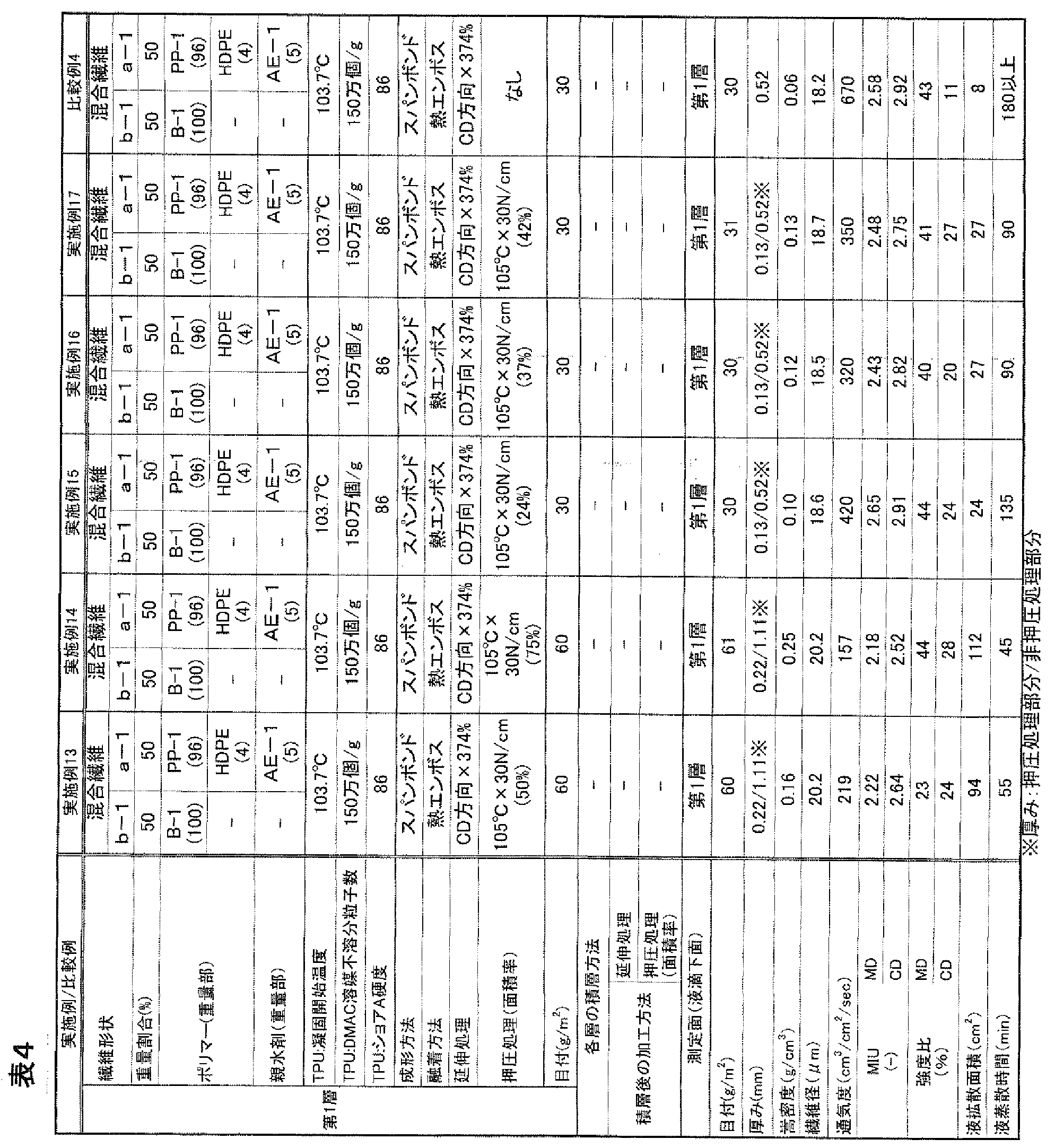
- Example 13 ⁇ Manufacture of mixed fiber spunbond nonwoven fabric> After collecting the mixed fiber spunbond web in the same manner as in Example 1 except that the moving speed of the moving belt was changed, the embossed pattern had an area ratio of 18%, an embossed area of 0.41 mm 2 , a heating temperature of 105 ° C., The mixture was heat-bonded by heating embossing under a linear pressure of 70 N / cm, to obtain a mixed fiber spunbond web 7 of 60 g / m 2 .
- the obtained mixed fiber spunbond web 7 was subjected to stretching processing in the same manner as in Example 1, the area ratio was 50%, the pressing portion width was 8 mm, and the heating temperature was 105 ° C.
- a mixed fiber spunbonded nonwoven fabric was obtained by pressing under a linear pressure of 30 N / cm.
- the mixed fiber spunbond nonwoven fabric had a basis weight of 60 g / m 2 and a pressed area ratio of 50%.
- the obtained mixed fiber spunbonded nonwoven fabric was evaluated by the method described above. The evaluation results are shown in Table 4. (11) The tactile sensation was “I”. Moreover, when this mixed fiber spunbonded nonwoven fabric was stretched to CD, good stretchability was obtained.
- Example 14 The mixed fiber spunbond nonwoven fabric obtained in Example 13 was cut into 250 mm (MD) ⁇ 250 mm (CD), rotated 90 ° in the surface direction, and then subjected to pressing in the same manner as in Example 13 to be mixed fiber. A spunbond nonwoven fabric was obtained. The basis weight of the obtained mixed fiber spunbonded nonwoven fabric was 60 g / m 2 , the pressing area ratio was 75%, and the pattern of the pressing part was the same as in FIG. The obtained mixed fiber spunbonded nonwoven fabric was evaluated by the method described above. The evaluation results are shown in Table 4. (11) The tactile sensation was “I”. Moreover, when this mixed fiber spunbonded nonwoven fabric was stretched to CD, good stretchability was obtained.
- Example 15 After obtaining a mixed fiber spunbond web in the same manner as in Example 1 except that the moving speed of the moving belt was changed, the embossed pattern had an area ratio of 18%, an embossed area of 0.41 mm 2 , a heating temperature of 105 ° C., Thermal bonding was performed with heated embossing under a linear pressure of 70 N / cm to obtain a mixed fiber spunbond web 8 of 30 g / m 2 .
- the obtained mixed fiber spunbond web 8 is subjected to stretching processing in the same manner as in Example 1, and then has an area ratio of 24%, a pressing portion width of 2.2 mm, and a heating temperature of 105 having the pattern of FIG.
- a mixed fiber spunbonded nonwoven fabric was obtained by pressing under the conditions of ° C and a linear pressure of 30 N / cm.
- the obtained mixed fiber spunbond nonwoven fabric had a basis weight of 30 g / m 2 and a pressed area ratio of 24%.
- the obtained mixed fiber spunbonded nonwoven fabric was evaluated by the method described above. The evaluation results are shown in Table 4. (11) The tactile sensation was “I”. Moreover, when this mixed fiber spunbonded nonwoven fabric was stretched to CD, good stretchability was obtained.
- Example 16 The mixed fiber spunbonded nonwoven fabric obtained in Example 15 was subjected to pressing under the conditions of an area ratio of 37% having the pattern of FIG. 4 and a pressing part width of 3.3 mm, a heating temperature of 105 ° C., and a linear pressure of 30 N / cm. A mixed fiber spunbond nonwoven fabric was obtained. The basis weight of the obtained mixed fiber spunbonded nonwoven fabric was 30 g / m 2 , and the pressed area ratio was 37%. The obtained mixed fiber spunbonded nonwoven fabric was evaluated by the method described above. The evaluation results are shown in Table 4. (11) The tactile sensation was “I”. Moreover, when this mixed fiber spunbonded nonwoven fabric was stretched to CD, good stretchability was obtained.
- Example 17 The mixed fiber spunbond nonwoven fabric obtained in Example 15 was cut into 250 mm (MD) ⁇ 250 mm (CD), rotated 90 ° in the surface direction, and then subjected to pressing in the same manner as in Example 15 to be mixed fiber. A spunbond nonwoven fabric was obtained. The resulting mixed fiber spunbonded nonwoven fabric had a basis weight of 31 g / m 2 , a pressed area ratio of 42%, and the pattern of the pressed part was the same as in FIG. The obtained mixed fiber spunbonded nonwoven fabric was evaluated by the method described above. The evaluation results are shown in Table 4. (11) The tactile sensation was “I”. Moreover, when this mixed fiber spunbonded nonwoven fabric was stretched to CD, good stretchability was obtained.
- the mixed fiber spunbond nonwoven fabric of the present invention has the characteristics of excellent initial hydrophilicity, durable hydrophilicity, liquid diffusibility, liquid transpiration, flexibility, fluff resistance, stretchability and touch, and less stickiness. Taking advantage of such characteristics, it can be suitably used for sanitary materials, medical materials, industrial materials and the like.
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Biomedical Technology (AREA)
- Public Health (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- Veterinary Medicine (AREA)
- Dermatology (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Nonwoven Fabrics (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Multicomponent Fibers (AREA)
Abstract
Description
本発明の混繊スパンボンド不織布を形成する成分の一つである熱可塑性樹脂長繊維の原料となる熱可塑性樹脂(A)としては、種々公知の熱可塑性樹脂を用い得る。かかる熱可塑性樹脂(A)は、後述の熱可塑性エラストマー(B)とは異なる樹脂状の重合体であって、通常、融点(Tm)が100℃以上の結晶性の重合体あるいはガラス転移温度が100℃以上の非晶性の重合体である。これら熱可塑性樹脂(A)の中でも結晶性の熱可塑性樹脂が好ましい。
本発明の混繊スパンボンド不織布を形成する成分の一つである熱可塑性エラストマー(B)としては、種々公知の熱可塑性エラストマーを用いることができ、2種類以上の熱可塑性エラストマーを併用してもよい。具体的には、例えば、ポリスチレン-ポリブタジエン-ポリスチレンブロックコポリマー(SBSと呼称)、ポリスチレン-ポリイソプレン-ポリスチレンブロックコポリマー(SISと呼称)、それらの水素添加物であるポリスチレン-ポリ・エチレン・ブチレン-ポリスチレンブロックコポリマー(SEBSと呼称)、及びポリスチレン-ポリ・エチレン・プロピレン-ポリスチレンブロックコポリマー(SEPSと呼称)に代表される少なくとも1個のスチレン等の芳香族ビニル化合物から構成される重合体ブロックと少なくとも1個のブタジエンあるいはイソプレン等の共役ジエン化合物から構成される重合体ブロックからなるブロック共重合体あるいはその水素添加物であるスチレン系エラストマー;高結晶性の芳香族ポリエステルと非晶性の脂肪族ポリエーテルから構成されるブロック共重合体に代表されるポリエステル系エラストマー;結晶性で高融点のポリアミドと非晶性でガラス転移温度(Tg)が低いポリエーテルもしくはポリエステルから構成されるブロック共重合体に代表されるポリアミド系エラストマー;ハードセグメントがポリウレタンでソフトセグメントがポリカーボネート系ポリオール、エーテル系ポリオール、カプロラクトン系ポリエステルもしくはアジペート系ポリエステル等から構成されるブロック共重合体に代表される熱可塑性ポリウレタン系エラストマー;非晶性もしくは低結晶性のエチレン・α-オレフィンランダム共重合体、プロピレン・α-オレフィンランダム共重合体、プロピレン・エチレン・α-オレフィンランダム共重合体等を単独、または前記非晶性もしくは低結晶性のランダム共重合体とプロピレン単独重合体あるいはプロピレンと少量のα-オレフィンとの共重合体、高密度ポリエチレン、中密度ポリエチレン等の結晶性のポリオレフィンとを混合したポリオレフィン系エラストマー;ポリ塩化ビニル系エラストマー;フッ素系エラストマー等を例示できる。
熱可塑性ポリウレタン系エラストマーの中でも、凝固開始温度が65℃以上、好ましくは75℃以上、最も好ましくは85℃以上の熱可塑性ポリウレタン系エラストマーが好ましい。凝固開始温度の上限値は195℃が好ましい。ここで、凝固開始温度は、示差走査熱量計(DSC)を用いて測定される値であり、熱可塑性ポリウレタン系エラストマーを10℃/分で230℃まで昇温し、230℃で5分間保持した後、10℃/分で降温させる際に生じる熱可塑性ポリウレタン系エラストマーの凝固に由来する発熱ピークの開始温度である。凝固開始温度が65℃以上であると、混繊スパンボンド不織布を得る際に繊維同士の融着、糸切れ、樹脂塊などの成形不良を抑制することができるとともに、熱エンボス加工の際には成形された混繊スパンボンド不織布がエンボスローラーに巻きつくことを防止できる。また、得られる混繊スパンボンド不織布もベタツキが少なく、たとえば、衣料、衛生材料、スポーツ材料などの肌と接触する材料に好適に用いられる。一方、凝固開始温度を195℃以下にすることにより、成形加工性を向上させることができる。なお、成形された繊維の凝固開始温度はこれに用いた熱可塑性ポリウレタン系エラストマーの凝固開始温度よりも高くなる傾向にある。
a/(a+b)≦0.8 (I)
の関係を満たすことが好ましく、
下記式(II)
a/(a+b)≦0.7 (II)
の関係を満たすことがさらに好ましく、
下記式(III)
a/(a+b)≦0.55 (III)
の関係を満たすことが最も好ましい。
本発明の混繊スパンボンド不織布に初期親水性及び耐久親水性を付与するためには、少なくとも熱可塑性樹脂(A)長繊維に親水性を付与する必要がある。親水性を付与するための親水化処理剤としては、界面活性剤などが挙げられ、中でも非イオン系界面活性剤が好ましい。非イオン系界面活性剤としては、ポリオキシエチレンアルキルエーテル、ポリオキシプロピレンアルキルエーテル、ポリオキシエチレンアルキルフェニルエーテル、ポリオキシプロピレンアルキルフェニルエーテル等のエーテル型非イオン系界面活性剤;アルキルグリコシド等の多価アルコールエーテル型非イオン系界面活性剤;ポリオキシエチレン脂肪酸エステル、ポリオキシプロピレン脂肪酸エステル等のエステル型非イオン系界面活性剤;ショ糖脂肪酸エステル、ソルビタン脂肪酸エステル、ポリオキシエチレン脂肪酸エステル、ポリオキシプロピレン脂肪酸エステル等の多価アルコールエステル型非イオン系界面活性剤;脂肪酸アルカノールアミド、炭素数8~18のアシル基を有する脂肪族アミドのアルキレンオキサイド付加物等のアミド系非イオン系界面活性剤等が挙げられる。
本発明において、混繊スパンボンド不織布には任意成分として、耐熱安定剤、耐候安定剤などの各種安定剤;スリップ剤、防曇剤、滑剤、染料、顔料、天然油、合成油、ワックス等を添加することができる。
本発明の混繊スパンボンド不織布は、親水化処理されてなる熱可塑性樹脂(A)長繊維90~10重量%と、熱可塑性エラストマー(B)長繊維10~90重量%を含む混繊スパンボンド不織布であって、少なくとも一方向の強度比〔最大強度時の伸度(最大点伸度)の20%伸長時における強度/最大強度〕が40%以下、好ましくは、30%以下、および、嵩密度が0.10~0.40g/cm3、好ましくは、0.11~0.35g/cm3の範囲にあることを特徴とする混繊スパンボンド不織布である。
本発明の混繊スパンボンド不織布の製造方法は、親水化処理されてなる熱可塑性樹脂(A)長繊維90~10重量%と、熱可塑性エラストマー(B)長繊維10~90重量%を含むウェッブの一部を熱融着した後、当該ウェブを少なくとも一方向に延伸した後、弛緩させ、次いで、弛緩させたウェブを押圧することを特徴とする。
本発明の吸収性物品は、前記混繊スパンボンド不織布を含む生理用ナプキン、パンティライナー、失禁パッド、紙おむつ等である。吸収性物品は、通常、裏面シート、液透過性の表面シートとの間に吸収体からなる中間層が設けられている。
混繊スパンボンド不織布から200mm(MD)×50mm(CD)の試験片を6点採取した。なお、採取場所はMD、CDともに任意の3箇所とした(計6箇所)。次いで、採取した各試験片を上皿電子天秤(研精工業社製)を用いて、それぞれ質量(g)を測定した。各試験片の質量の平均値を求めた。求めた平均値から1m2当たりの質量(g)に換算し、小数点第2位を四捨五入して各不織布サンプルの目付〔g/m2〕とした。
混繊スパンボンド不織布から100mm(MD)×100mm(CD)の試験片を3点採取した。なお、採取場所は任意の3箇所とした。次いで、採取した各試験片を荷重型厚み計を用いて、JIS L 1096に記載の方法で厚み〔μm〕を測定した。各試験片の厚みの平均値を求め、小数点第2位を四捨五入して各不織布サンプルの厚み〔μm〕とした。
部分的に押圧処理を施した混繊スパンボンド不織布から20mm(MD)×20mm(CD)の試験片を5点採取した。なお、採取場所は任意の5箇所とした。次いで、採取した各試験片について、押圧処理が施されている面積〔m2〕を定規を用いて測定し、試験片の面積(400mm2)で割ることにより押圧面積率〔%〕を算出した。各試験片の押圧面積率の平均値を求め、小数点第1位を四捨五入して各不織布サンプルの押圧面積率〔%〕とした。
(1)目付、および、(2)厚みの測定結果から、代数計算にて1cm3当たりの質量(g)に換算し、小数点第4位を四捨五入して各不織布サンプルの嵩密度〔g/cm3〕とした。また、部分的に押圧処理を施した混繊スパンボンド不織布に対しては、(1)目付、(2)押圧部分の厚み、および、非押圧部分の厚みの測定結果から、押圧部分と非押圧部分の夫々に対して代数計算にて1cm3当たりの質量(g)に換算し、押圧部分の嵩密度と非押圧部分の嵩密度を求めた後、(3)押圧面積率を用いた以下の式で得られる値を、小数点第4位を四捨五入して部分的に押圧処理を施した混繊スパンボンド不織布の嵩密度〔g/cm3〕とした。
=押圧部分の嵩密度×押圧面積率+非押圧部分の嵩密度×(1-押圧面積率)
(5)繊維径〔μm〕
混繊スパンボンド不織布から100mm(MD)×50mm(CD)の試験片を採取し、倍率200倍にて撮影し、その画像を画像寸法計測ソフトウェア(イノテック社製:Pixs2000 Version2.0)により解析した。各試験片について10本の繊維径を測定し、各試験片の繊維径の平均値を求め、小数点第2位を四捨五入して各不織布サンプルの繊維径〔μm〕とした。
混繊スパンボンド不織布から150mm(MD)×150mm(CD)の試験片を5点採取した。なお、採取場所は任意の5箇所とした。次いで、採取した各試験片を通気性試験機(テクステスト(株)製、FX3300)を用いて、JIS L 1096に記載のA法(フラジール法)で通気度〔cm3/cm2/秒〕を測定した。各試験片の通気度の平均値を求め、小数点第1位を四捨五入して各不織布サンプルの通気度〔cm3/cm2/秒〕とした。
混繊スパンボンド不織布から100mm(MD)×100mm(CD)の試験片を3点採取した。なお、採取場所は任意の3箇所とした。次いで、採取した各試験片を表面摩擦係数摩擦感テスター(カトーテック(株)製、KES-SE型)を用いて、日本繊維機械学会発行「風合いの評価の標準化と解析」に記載の手順でMIUを測定した。各試験片のMD方向およびCD方向におけるMIUの平均値を求め、小数点第3位を四捨五入して各不織布サンプルのMIU〔‐〕とした。
混繊スパンボンド不織布から200mm(MD)×50mm(CD)のMD試験片および50mm(MD)×200mm(CD)のCD試験片を各3点採取した。なお、採取場所はMD試験片、CD試験片ともに任意の3箇所とした(計6箇所)。次いで、採取した各試験片を万能引張試験機(インテスコ社製、IM-201型)を用いて、チャック間100mm、引張速度100mm/minの条件にて引っ張り、最大強度〔N〕および最大点伸度(最大強度時の伸度)〔%〕を測定した。また、最大点伸度に0.2を掛けて得られる伸度X〔%〕を計算によって求め、伸度Xでの強度X〔N〕を求め、強度Xを最大強度で除して強度比を求めた。なお、強度比は、MDおよびCDの各3点について夫々の平均値を求め、小数点第1位を四捨五入して各不織布サンプルのMDおよびCDの強度比〔%〕とした。
混繊スパンボンド不織布から200mm(MD)×200mm(CD)の試験片を3点採取した。なお、採取場所は任意の3箇所とした。次いで、採取した各試験片を水平なアクリル板の上に試料を置いた。23℃×50%RHの環境下で試料面より約10mmの高さからスポイトにて人工尿を1ml滴下させ、人工尿が透過した後でサンプル表面に広がった人工尿の拡散状況を、MD方向とCD方向に分けて測定した。
ついで、MD方向の拡散距離をM〔cm〕、CD方向の拡散距離をC〔cm〕として、以下の式で各試験片の液拡散面積を求めた。
各試験片の液拡散面積の平均値を求め、小数点第2位を四捨五入して各不織布サンプルの液拡散面積〔cm2〕とし、この液拡散面積が大きいほど、液拡散性が高いとした。
混繊スパンボンド不織布から200mm(MD)×200mm(CD)の試験片を3点採取し、各試験片を上皿電子天秤(研精工業社製)を用いて、それぞれ質量(g)を測定した。なお、採取場所は任意の3箇所とした。次いで、採取した各試験片を水平なアクリル板の上に試料を置いた。23℃×50%RHの環境下で試料面より約10mmの高さからスポイトにて人工尿を1ml滴下させた後、5min毎に上記方法にて質量(g)を測定し、滴下前の質量になる時間を液蒸散時間〔min〕とした。各試験片の液蒸散時間の平均値を求め、小数点第1位を四捨五入して各不織布サンプルの液蒸散時間〔分(min)〕とした。なお、滴下後180分経過しても適下前の質量に到達しない場合は、液蒸散時間を180分(min)以上とした。
パネラー10人が混繊スパンボンド不織布の手触りを確認し、下記基準で評価した。
セイコー電子工業(株)製SSC5200Hディスクステーションに接続した示差走査熱量計(DSC220C)により測定した。サンプルとして、粉砕したTPUをアルミ製パンに約8mg採取し、カバーを被せクリンプした。リファレンスとして、同様にアルミナをリファレンスとして採取した。サンプルおよびリファレンスをセル内の所定の位置にセットした後、流量40Nml/min.の窒素気流下で測定を行った。昇温速度10℃/min.で室温から230℃まで昇温し、この温度で5分間維持した後、10℃/min.の降温速度で-75℃まで降温させた。このときに記録されたTPUの凝固に由来する発熱ピークの開始温度を測定し、凝固開始温度(単位:℃)とした。
細孔電気抵抗法に基づく粒度分布測定装置としてベックマンコールター社製マルチサーザーIIを使用して測定を行った。5リットルのセパラブルフラスコに、ジメチルアセトアミド(DMAC:和光純薬工業(株)製 特級品)3500gとチオシアン酸アンモニウム(純正化学(株)製 特級品)145.83gとを秤量し、室温にて24時間かけて溶解させた。
式中、(イ):測定用試料のTPU濃度(重量%)、(ロ):ビーカーに秤量した測定用試料の重量(g)、(ハ):ビーカーに秤量した試薬Aの重量(g)、(ニ):測定中(210秒間)にアパーチャーチューブに吸引された溶液量(g)である。
セイコー電子工業(株)製SSC5200Hディスクステーションに接続した示差走査熱量計(DSC220C)により測定した。サンプルとして、粉砕したTPUをアルミ製パンに約8mg採取し、カバーを被せクリンプした。リファレンスとして、同様にアルミナを採取した。サンプルおよびリファレンスをセル内の所定の位置にセットした後、流量40Nml/min.の窒素気流下で測定を行った。昇温速度10℃/min.で室温から230℃まで昇温した。このとき、ピーク温度が90℃以上140℃以下の範囲にある吸熱ピークから求められる融解熱量の総和(a)と、ピーク温度が140℃を超えて220℃以下の範囲にある吸熱ピークから求められる融解熱量の総和(b)を求め、次式によりハードドメインの融解熱量比(単位:%)を求めた。
(15)200℃における溶融粘度(以下、単に「溶融粘度」という。)
キャピログラフ(東洋精機(株)製モデル1C)を用いて、TPUの200℃におけるせん断速度100sec-1の時の溶融粘度(単位:単位:Pa・s)を測定した。長さ30mm、直径は1mmのノズルを用いた。
水分量測定装置(平沼産業社製AVQ-5S)と水分気化装置(平沼産業社製EV-6)とを組み合わせてTPUの水分量(単位:ppm)の測定を行った。加熱試料皿に秤量した約2gのTPUペレットを250℃の加熱炉に投入し、気化した水分を予め残存水分を除去した水分量測定装置の滴定セルに導き、カールフィッシャー試薬にて滴定した。セル中の水分量変化に伴う滴定電極の電位変化が20秒間生じないことをもって滴定終了とした。
TPUの硬さは、23℃、50%相対湿度下においてJIS K-7311に記載の方法に従い測定した。デュロメーターはタイプAを使用した。
ジフェニルメタンジイソシアネート(以下MDIと記す。)をタンクに窒素雰囲気下で装入し、気泡が混入しない程度に攪拌しながら45℃に調整した。
<混繊スパンボンド不織布用の熱可塑性樹脂組成物の調製>
エイコサノールのエチレンオキサイド付加物〔CH3(CH2)19-O-(CH2CH2O)2.5-H〕:60重量%、およびMFR:30g/10分のプロピレン単独重合体:40重量%に酸化防止剤(Ciba社製、商品名Irgafos 168)を0.05重量部加え、230℃で溶融混練して押出し、ペレット状のマスターバッチ(親水化剤AE-1)を用意した。
前記熱可塑性ポリウレタンエラストマー(B-1)と熱可塑性樹脂組成物(A-1)とをそれぞれ独立に75mmφの押出機及び50mmφの押出機を用いて溶融した後、紡糸口金を有するスパンボンド不織布成形機(捕集面上の機械の流れ方向に垂直な方向の長さ:800mm)を用いて、樹脂温度とダイ温度がともに210℃、冷却風温度20℃、延伸エアー風速3750m/分の条件でスパンボンド法により溶融紡糸し、B-1からなる長繊維b-1とA-1からなる長繊維a-1とを含む混合長繊維からなるウェッブを捕集面上に堆積させ、長繊維b-1:長繊維a-1が、50:50(重量%)の混合繊維からなるウェッブを得た。前記紡糸口金は、b-1の吐出孔とa-1の吐出孔とが交互に配列されたノズルパターンを有し、b-1(繊維b-1)のノズル径0.75mmφ及びA-1(長繊維a-1)のノズル径0.6mmφであり、ノズルのピッチが縦方向8mm、横方向11mmであり、ノズル数の比は繊維b-1用ノズル:長繊維a-1用ノズル=1:1.45であった。長繊維b-1の単孔吐出量は1.08g/(分・孔)、長繊維a-1の単孔吐出量0.74g/(分・孔)とした。
実施例1で施した押圧加工の条件を、加熱温度105℃、線圧30N/cmとした以外は、実施例1と同様の方法で混繊スパンボンド不織布を採取し、上記記載の方法で評価した。評価結果を表1に示す。なお、(11)触感は「I」であった。また、この混繊スパンボンド不織布をCDに伸ばしたところ、良好な伸縮性が得られた。
実施例2で施した延伸加工において、ロールの噛み合い深さを2.5mmとなるように調整する以外は実施例2と同様の方法で混繊スパンボンド不織布を得た。なお、本条件によりCDに施される延伸倍率は220%(2.2倍)となる。この混繊スパンボンド不織布を上記記載の方法で評価した。評価結果を表1に示す。なお、(11)触感は「I」であった。また、この混繊スパンボンド不織布をCDに伸ばしたところ、良好な伸縮性が得られた。
実施例1で得た混繊スパンボンドウェブ層(1/2)に延伸加工および押圧加工を施さず、上記記載の方法で評価した。評価結果を表1に示す。
実施例1で得た混繊スパンボンドウェブ層(1/2)に実施例1記載の延伸加工のみを施し、上記記載の方法で評価した。評価結果を表1に示す。
実施例1で得た混繊スパンボンドウェブ層(1/2)に実施例1記載の押圧加工のみを施し、上記記載の方法で評価した。評価結果を表1に示す。

<混繊スパンボンド不織布用の熱可塑性樹脂組成物の調製>
PP-1を96重量%とHDPEを4重量%とを混合した後、親水化剤(AE-1)をPP-1/HDPE混合物100重量部に対して10.7重量部(親水化処理剤成分換算で6.42重量部)混合し、熱可塑性樹脂組成物(A-2)を調製した。
前記熱可塑性ポリウレタンエラストマー(B-1)と熱可塑性樹脂組成物(A-2)とをそれぞれ独立に75mmφの押出機及び50mmφの押出機を用いて溶融した後、紡糸口金を有するスパンボンド不織布成形機(捕集面上の機械の流れ方向に垂直な方向の長さ:800mm)を用いて、樹脂温度とダイ温度がともに210℃、冷却風温度20℃、延伸エアー風速3750m/分の条件でスパンボンド法により溶融紡糸し、B-1からなる長繊維b-1とA-2からなる長繊維a-2とを含む混合長繊維からなるウェッブを捕集面上に堆積させ、長繊維b-1:長繊維a-2が、65:35(重量%)の混合繊維からなるウェッブを得た。前記紡糸口金は、B-1の吐出孔とA-2の吐出孔とが交互に配列されたノズルパターンを有し、B-1(長繊維b-1)のノズル径0.75mmφ及びA-2(長繊維a-2)のノズル径0.6mmφであり、ノズルのピッチが縦方向8mm、横方向11mmであり、ノズル数の比は長繊維b-1用ノズル:長繊維a-2用ノズル=1:1.45であった。長繊維b-1の単孔吐出量は1.40g/(分・孔)、長繊維a-2の単孔吐出量0.52g/(分・孔)とした。
混繊スパンボンドウェブ層3と混繊スパンボンドウェブ層4を重ね合わせた後、エンボスパターンは面積率18%、エンボス面積0.41mm2であり、加熱温度105℃、線圧70N/cm条件の加熱エンボスにて熱接着し、積層された混繊スパンボンドウェブ層(3/4)を得た。
混繊スパンボンドウェブ層(3/4)を実施例3と同様の方法で延伸加工および押圧加工を施し、混繊スパンボンド不織布を得た。得られた混繊スパンボンド不織布の混繊スパンボンドウェブ層4を表面として前記記載の方法で評価した。評価結果を表2に示す。なお、(11)触感は「I」であった。また、この混繊スパンボンド不織布をCDに伸ばしたところ、良好な伸縮性が得られた。
混繊スパンボンドウェブ層(3/4)を実施例1と同様の方法で延伸加工を施した後、実施例2と同様の方法で押圧加工を施し、混繊スパンボンド不織布を得た。得られた混繊スパンボンド不織布の混繊スパンボンドウェブ層3を表面として前記記載の方法で評価した。評価結果を表2に示す。なお、(11)触感は「I」であった。また、この混繊スパンボンド不織布をCDに伸ばしたところ、良好な伸縮性が得られた。
混繊スパンボンドウェブ層(3/4)を実施例1と同様の方法で延伸加工を施した後、実施例2と同様の方法で押圧加工を施し、混繊スパンボンド不織布を得た。得られた混繊スパンボンド不織布の混繊スパンボンドウェブ層4を表面として前記記載の方法で評価した。評価結果を表2に示す。なお、(11)触感は「I」であった。また、この混繊スパンボンド不織布をCDに伸ばしたところ、良好な伸縮性が得られた。
実施例1と同様の方法で60g/m2の混繊スパンボンドウェブ層を得た後、実施例1と同様の方法で延伸加工および押圧加工を施し、混繊スパンボンド不織布を得た。得られた混繊スパンボンド不織布の目付は61g/m2であった。得られた混繊スパンボンド不織布を上記記載の方法で評価した。評価結果を表2に示す。なお、(11)触感は「I」であった。また、この混繊スパンボンド不織布をCDに伸ばしたところ、良好な伸縮性が得られた。

移動ベルトの移動速度を変えた以外は実施例1と同様の方法で混繊スパンボンドウェブを得た後、エンボスパターンは面積率18%、エンボス面積0.41mm2であり、加熱温度105℃、線圧70N/cm条件の加熱エンボスにて熱接着して45g/m2の混繊スパンボンドウェブ層5を得た。
<混繊スパンボンドウェブ層の製造>
実施例4で得た混繊スパンボンドウェブ層4を、エンボスパターンは面積率18%、エンボス面積0.41mm2であり、加熱温度105℃、線圧70N/cm条件の加熱エンボスにて熱接着して30g/m2の混繊スパンボンドウェブを得た。
前記製造方法で得た混繊スパンボンドウェブ層5及び混繊スパンボンドウェブ層6と実施例9で得た混繊スパンボンド不織布とを、実施例9で得た混繊スパンボンド不織布が中間層(第2層)になるように重ね合わせた後、エンボスパターンは面積率18%、エンボス面積0.41mm2であり、加熱温度120℃、線圧30N/cm条件の加熱エンボスにて熱接着し、積層された混繊スパンボンド不織布を得た。
実施例10で得た混繊スパンボンドウェブ層5及び混繊スパンボンドウェブ層6と実施例9で得た混繊スパンボンド不織布とを、実施例9で得た混繊スパンボンド不織布が中間層(第2層)になるように重ね合わせた後、エンボスパターンは面積率18%、エンボス面積0.41mm2であり、加熱温度120℃、線圧30N/cm条件の加熱エンボスにて熱接着し、積層された混繊スパンボンド不織布を得た。
実施例11で得た混繊スパンボンド不織布を、CDに100%伸ばした後、混繊スパンボンドウェブ層5を表面として前記記載の方法で評価した。評価結果を表3に示す。なお、(11)触感は「H」であった。また、この混繊スパンボンド不織布をCDに伸ばしたところ、良好な伸縮性が得られた。

<混繊スパンボンド不織布の製造>
移動ベルトの移動速度を変えた以外は実施例1と同様の方法で混繊スパンボンドウェブを採取した後、エンボスパターンは面積率18%、エンボス面積0.41mm2であり、加熱温度105℃、線圧70N/cm条件の加熱エンボスにて熱接着して60g/m2の混繊スパンボンドウェブ7を得た。
実施例13で得た混繊スパンボンド不織布を250mm(MD)×250mm(CD)にカットし、面方向に90°回転させた後、実施例13と同様の方法で押圧加工を施して混繊スパンボンド不織布を得た。得られた混繊スパンボンド不織布の目付は60g/m2であり、押圧面積率は75%、押圧部のパターンは図9と同様であった。得られた混繊スパンボンド不織布を上記記載の方法で評価した。評価結果を表4に示す。なお、(11)触感は「I」であった。また、この混繊スパンボンド不織布をCDに伸ばしたところ、良好な伸縮性が得られた。
移動ベルトの移動速度を変えた以外は実施例1と同様の方法で混繊スパンボンドウェブを得た後、エンボスパターンは面積率18%、エンボス面積0.41mm2であり、加熱温度105℃、線圧70N/cm条件の加熱エンボスにて熱接着して30g/m2の混繊スパンボンドウェブ8を得た。
実施例15で得た混繊スパンボンド不織布に、図4のパターンを有する面積率37%、押圧部幅3.3mmであり、加熱温度105℃、線圧30N/cm条件で押圧加工を施して混繊スパンボンド不織布を得た。得られた混繊スパンボンド不織布の目付は30g/m2であり、押圧面積率は37%であった。得られた混繊スパンボンド不織布を上記記載の方法で評価した。評価結果を表4に示す。なお、(11)触感は「I」であった。また、この混繊スパンボンド不織布をCDに伸ばしたところ、良好な伸縮性が得られた。
実施例15で得た混繊スパンボンド不織布を250mm(MD)×250mm(CD)にカットし、面方向に90°回転させた後、実施例15と同様の方法で押圧加工を施して混繊スパンボンド不織布を得た。得られた混繊スパンボンド不織布の目付は31g/m2であり、押圧面積率は42%、押圧部のパターンは図9と同様であった。得られた混繊スパンボンド不織布を上記記載の方法で評価した。評価結果を表4に示す。なお、(11)触感は「I」であった。また、この混繊スパンボンド不織布をCDに伸ばしたところ、良好な伸縮性が得られた。
実施例15で得た混繊スパンボンドウェブ8に実施例1記載の延伸加工のみを施し、上記記載の方法で評価した。評価結果を表4に示す。
2-1・・ギア加工機の上部ギアロール
2-2・・ギア加工機の下部ギアロール
3・・・・ギアピッチ
4・・・・噛み合い深さ
5・・・・押圧部
6・・・・非押圧部
Claims (12)
- 親水化処理されてなる熱可塑性樹脂(A)長繊維90~10重量%と、熱可塑性エラストマー(B)長繊維10~90重量%を含む混繊スパンボンド不織布であって、少なくとも一方向の強度比〔最大強度時の伸度(最大点伸度)の20%伸長時における強度/最大強度〕が40%以下、および、嵩密度が0.10~0.40g/cm3の範囲にあることを特徴とする混繊スパンボンド不織布。
- 親水化処理されてなる熱可塑性樹脂(A)が、熱可塑性樹脂(A)100重量部に対して非イオン系界面活性剤を0.1~10重量部の割合で添加してなることを特徴とする請求項1記載の混繊スパンボンド不織布。
- 前記熱可塑性エラストマー(B)が、熱可塑性ポリウレタン系エラストマーであることを特徴とする請求項1または2記載の混繊スパンボンド不織布。
- 前記熱可塑性樹脂(A)が、ポリオレフィンであることを特徴とする請求項1または2記載の混繊スパンボンド不織布。
- ポリオレフィンが、プロピレン系重合体であることを特徴とする請求項4記載の混繊スパンボンド不織布。
- ポリオレフィンが、プロピレン系重合体99~80重量%と高密度ポリエチレン1~20重量%からなるオレフィン系重合体組成物である請求項4記載の混繊スパンボンド不織布。
- 混繊スパンボンド不織布が、少なくとも一方向に延伸されてなる請求項1~6のいずれかに記載の混繊スパンボンド不織布。
- 混繊スパンボンド不織布が、押圧により、熱可塑性樹脂(A)長繊維および熱可塑性エラストマー(B)長繊維の一部が融着してなる請求項1~7のいずれかに記載のスパンボンド不織布。
- 親水化処理されてなる熱可塑性樹脂(A)長繊維90~10重量%と、熱可塑性エラストマー(B)長繊維10~90重量%を含むウェブの一部を熱融着した後、当該ウェブを少なくとも一方向に延伸した後、弛緩させ、次いで、弛緩させたウェブを押圧することを特徴とする混繊スパンボンド不織布の製造方法。
- 弛緩させたウェブを当該ウェブの面積の20%以上を押圧することを特徴とする請求項9記載の混繊スパンボンド不織布の製造方法。
- 押圧が、熱可塑性樹脂(A)長繊維の融点-100℃~熱可塑性樹脂(A)長繊維の融点-10℃、および線圧20N/cm以上で行うことを特徴とする請求項9または10記載の混繊スパンボンド不織布の製造方法。
- 請求項1~8のいずれかに記載の混繊スパンボンド不織布を含んでなる吸収性物品。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/384,721 US20120164908A1 (en) | 2009-08-05 | 2010-07-22 | Mixed fiber spunbonded nonwoven fabric, and method for production and use thereof |
| EP10806342.1A EP2463428B1 (en) | 2009-08-05 | 2010-07-22 | Mixed fiber spunbond non-woven fabric and method for production and application of the same |
| JP2011525848A JP5543464B2 (ja) | 2009-08-05 | 2010-07-22 | 混繊スパンボンド不織布、その製造方法及びその用途 |
| CN201080034285.0A CN102471967B (zh) | 2009-08-05 | 2010-07-22 | 混纤纺粘非织造布、其制造方法以及其用途 |
| DK10806342.1T DK2463428T3 (en) | 2009-08-05 | 2010-07-22 | Spunbond nonwoven mixed fiber fabric and method for making and using the same |
| US15/845,579 US10669660B2 (en) | 2009-08-05 | 2017-12-18 | Method for producing a mixed fiber spunbonded nonwoven web |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009182673 | 2009-08-05 | ||
| JP2009-182673 | 2009-08-05 | ||
| JP2010-023197 | 2010-02-04 | ||
| JP2010023197 | 2010-02-04 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US13/384,721 A-371-Of-International US20120164908A1 (en) | 2009-08-05 | 2010-07-22 | Mixed fiber spunbonded nonwoven fabric, and method for production and use thereof |
| US15/845,579 Division US10669660B2 (en) | 2009-08-05 | 2017-12-18 | Method for producing a mixed fiber spunbonded nonwoven web |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011016343A1 true WO2011016343A1 (ja) | 2011-02-10 |
Family
ID=43544240
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/062331 Ceased WO2011016343A1 (ja) | 2009-08-05 | 2010-07-22 | 混繊スパンボンド不織布、その製造方法及びその用途 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US20120164908A1 (ja) |
| EP (1) | EP2463428B1 (ja) |
| JP (1) | JP5543464B2 (ja) |
| CN (1) | CN102471967B (ja) |
| DK (1) | DK2463428T3 (ja) |
| WO (1) | WO2011016343A1 (ja) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012121123A1 (en) * | 2011-03-04 | 2012-09-13 | Unicharm Corporation | Nonwoven Fabric, and Method For Producing Nonwoven Fabric |
| WO2013145469A1 (ja) * | 2012-03-27 | 2013-10-03 | ユニ・チャーム株式会社 | 伸縮性不織布の製造方法、及び伸縮性不織布 |
| WO2014050666A1 (ja) * | 2012-09-30 | 2014-04-03 | ユニ・チャーム株式会社 | 吸収性物品 |
| WO2014073376A1 (ja) * | 2012-11-12 | 2014-05-15 | 花王株式会社 | 吸収性物品 |
| WO2016009795A1 (ja) * | 2014-07-14 | 2016-01-21 | 株式会社リブドゥコーポレーション | 吸収性物品 |
| JP2016518869A (ja) * | 2013-03-11 | 2016-06-30 | ニコノバム・ユー・エス・エイ・インコーポレイテツド | 口腔パウチ製品を区別するための方法および装置 |
| JP2018035263A (ja) * | 2016-08-31 | 2018-03-08 | 東ソー株式会社 | 生体適合性が高いポリウレタン樹脂で多孔体を調製するための組成物 |
| JP2018140229A (ja) * | 2014-12-12 | 2018-09-13 | 山田 菊夫 | 使い捨て衣類 |
| JP2018178307A (ja) * | 2017-04-13 | 2018-11-15 | 三井化学株式会社 | 不織布積層体 |
| JP2019518150A (ja) * | 2016-08-31 | 2019-06-27 | ファイバーテックス パーソナル ケア アクティーゼルスカブ | 不織布シート及びこれを作る方法 |
| US10920349B2 (en) | 2015-03-09 | 2021-02-16 | Mitsui Chemicals, Inc. | Multilayer nonwoven fabric, stretchable multilayer nonwoven fabric, fiber product, absorbent article, and sanitary mask |
| JP2023077190A (ja) * | 2021-11-24 | 2023-06-05 | アンビック株式会社 | 混繊不織布及びその製造方法 |
| CN117488472A (zh) * | 2023-11-09 | 2024-02-02 | 福建瑞虹贾卡实业有限公司 | 一种多组分网布 |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6112816B2 (ja) * | 2012-09-28 | 2017-04-12 | ユニ・チャーム株式会社 | 吸収性物品 |
| US9925095B2 (en) * | 2014-01-16 | 2018-03-27 | Livedo Usa, Inc. | Absorbent article having liquid-permeable second sheet |
| MY177779A (en) * | 2014-10-17 | 2020-09-23 | Kao Corp | Nonwoven fabric |
| KR101962051B1 (ko) * | 2014-10-30 | 2019-07-17 | 미쓰이 가가쿠 가부시키가이샤 | 스펀본드 부직포, 부직포 적층체, 의료용 의료, 드레이프, 및 멜트블론 부직포 |
| JP2017025425A (ja) * | 2015-07-16 | 2017-02-02 | 小林製薬株式会社 | 脇用汗取りシート |
| CN105332278B (zh) * | 2015-11-26 | 2017-12-05 | 常州市灵达化学品有限公司 | 环境友好型聚烯烃非织造布多次亲水整理剂 |
| CN105520492A (zh) * | 2016-01-12 | 2016-04-27 | 曹顺林 | 一种地毯及其制造方法和设备 |
| CN106109104A (zh) * | 2016-07-30 | 2016-11-16 | 黄山富田精工制造有限公司 | 一种吸收性物品及其制造方法 |
| WO2018098803A1 (zh) * | 2016-12-02 | 2018-06-07 | 3M创新有限公司 | 吸液性复合非织造织物及其制品 |
| BR112019012225B1 (pt) | 2016-12-14 | 2023-02-14 | Pfnonwovens Llc | Laminado não-tecido e método de fabricação de um laminado nãotecido |
| JP6404393B1 (ja) * | 2017-03-30 | 2018-10-10 | 大王製紙株式会社 | 吸収性物品 |
| US20210401099A1 (en) * | 2018-10-12 | 2021-12-30 | Mitsui Chemicals, Inc. | Multilayer nonwoven fabric, stretchable multilayer nonwoven fabric, fiber product, absorbent article, and sanitary mask |
| JP6689943B1 (ja) * | 2018-11-26 | 2020-04-28 | 帝人フロンティア株式会社 | 樹脂構造体 |
| KR20210134340A (ko) * | 2019-03-07 | 2021-11-09 | 주식회사 쿠라레 | 연속 장섬유 부직포, 적층체, 그리고 복합재 및 그 제조 방법 |
| CN112281313A (zh) * | 2020-10-15 | 2021-01-29 | 青岛大学 | 一种高弹性回复纺粘非织造布及其制备方法 |
| CN112430874A (zh) * | 2020-11-26 | 2021-03-02 | 福建省百顺纺织实业有限公司 | 一种纱线加工工艺 |
| DE102021208606B4 (de) | 2021-08-06 | 2025-02-06 | Friedrich-Alexander Universität Erlangen-Nürnberg, Körperschaft des öffentlichen Rechts | Verfahren zur Herstellung eines Polymer-Vliesstoffs |
| CN113529271B (zh) * | 2021-08-27 | 2022-12-23 | 浙江三创无纺布科技有限公司 | 一种应用于婴儿湿巾且伸缩性优异的无纺布制造方法 |
| CN116515314B (zh) * | 2022-01-21 | 2024-08-30 | 江苏盛纺纳米材料科技股份有限公司 | 一种柔软高弹复合非织造材料及其制备方法和用途 |
| CN118048732A (zh) * | 2024-01-23 | 2024-05-17 | 黄河三角洲京博化工研究院有限公司 | 一种高弹性纺粘无纺布及其制备方法 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06128853A (ja) | 1992-10-21 | 1994-05-10 | Kuraray Co Ltd | 衛生材料用不織布 |
| JP2002020957A (ja) | 2000-07-06 | 2002-01-23 | Nippon Kyushutai Gijutsu Kenkyusho:Kk | 複相構造を持った不織布およびその製造法 |
| JP2003073967A (ja) | 2001-08-31 | 2003-03-12 | Mitsui Chemicals Inc | 柔軟性不織布及びその製造方法 |
| JP2003235892A (ja) | 2002-02-19 | 2003-08-26 | Kao Corp | 使い捨ておむつ |
| JP2003250836A (ja) | 2001-12-28 | 2003-09-09 | Kao Corp | 吸収性物品用の表面シート |
| JP2004073759A (ja) | 2002-06-21 | 2004-03-11 | Uni Charm Corp | 吸収性物品 |
| JP2004244791A (ja) | 2003-01-24 | 2004-09-02 | Mitsui Chemicals Inc | 混合繊維、ならびに該混合繊維からなる伸縮性不織布およびその製造方法 |
| JP2006051649A (ja) * | 2004-08-11 | 2006-02-23 | Mitsui Chemicals Inc | 一方向導水性不織布シート |
| JP2006188804A (ja) | 2004-12-06 | 2006-07-20 | Mitsui Chemicals Inc | 親水性部と疎水性部を有する成形体の製造方法 |
| JP2007009403A (ja) * | 2006-10-20 | 2007-01-18 | Mitsui Chemicals Inc | 混合繊維からなる不織布及びその製造方法 |
| JP2007138374A (ja) * | 2005-04-25 | 2007-06-07 | Kao Corp | 伸縮性不織布 |
| WO2008133067A1 (ja) * | 2007-04-17 | 2008-11-06 | Uni-Charm Corporation | 不織布、不織布製造方法、及び、吸収性物品 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH455699A (de) * | 1965-08-16 | 1968-07-15 | Ici Ltd | Verfahren zur Herstellung von verfestigten Nonwovens |
| US4209563A (en) * | 1975-06-06 | 1980-06-24 | The Procter & Gamble Company | Method for making random laid bonded continuous filament cloth |
| US4107364A (en) * | 1975-06-06 | 1978-08-15 | The Procter & Gamble Company | Random laid bonded continuous filament cloth |
| JPS59157366A (ja) * | 1983-02-21 | 1984-09-06 | ユニチカ株式会社 | 透水性、湿潤抑制性長繊維不織布 |
| US4798603A (en) * | 1987-10-16 | 1989-01-17 | Kimberly-Clark Corporation | Absorbent article having a hydrophobic transport layer |
| EP1141454B1 (en) | 1998-12-03 | 2006-03-29 | Dow Global Technologies Inc. | Thermoplastic fibers and fabrics |
| JP4521981B2 (ja) | 2000-11-09 | 2010-08-11 | キヤノン株式会社 | 繊維集合体の製造方法 |
| US20020133131A1 (en) | 2001-01-09 | 2002-09-19 | Krishnakumar Rangachari | Absorbent material incorporating synthetic fibers and process for making the material |
| TWI312820B (en) * | 2003-01-24 | 2009-08-01 | Mitsui Chemicals Inc | Fiber mixture, strech nonwoven fabric comprising the same, and production method for the stretch nonwoven fabric |
| JP4619947B2 (ja) * | 2003-04-22 | 2011-01-26 | 旭化成せんい株式会社 | 高強力不織布 |
| US20050159067A1 (en) * | 2003-11-07 | 2005-07-21 | Mitsui Chemicals, Inc. | Hydrophilic nonwoven fabric |
| JP2006043998A (ja) * | 2004-08-03 | 2006-02-16 | Nippon Petrochemicals Co Ltd | 不織布 |
| US8647553B2 (en) | 2005-04-25 | 2014-02-11 | Kao Corporation | Stretch sheet and process of producing the same |
| BRPI0708134A2 (pt) | 2006-02-21 | 2011-05-17 | Ahlstroem Oy | método para a manufatura de uma tela não-tecida e tela não-tecida |
| KR100996071B1 (ko) * | 2006-05-31 | 2010-11-22 | 미쓰이 가가쿠 가부시키가이샤 | 부직포 적층체 및 그 제조 방법 |
| JP5606310B2 (ja) * | 2008-05-29 | 2014-10-15 | 三井化学株式会社 | 混繊スパンボンド不織布及びその用途 |
-
2010
- 2010-07-22 US US13/384,721 patent/US20120164908A1/en not_active Abandoned
- 2010-07-22 WO PCT/JP2010/062331 patent/WO2011016343A1/ja not_active Ceased
- 2010-07-22 DK DK10806342.1T patent/DK2463428T3/en active
- 2010-07-22 EP EP10806342.1A patent/EP2463428B1/en active Active
- 2010-07-22 JP JP2011525848A patent/JP5543464B2/ja active Active
- 2010-07-22 CN CN201080034285.0A patent/CN102471967B/zh active Active
-
2017
- 2017-12-18 US US15/845,579 patent/US10669660B2/en active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06128853A (ja) | 1992-10-21 | 1994-05-10 | Kuraray Co Ltd | 衛生材料用不織布 |
| JP2002020957A (ja) | 2000-07-06 | 2002-01-23 | Nippon Kyushutai Gijutsu Kenkyusho:Kk | 複相構造を持った不織布およびその製造法 |
| JP2003073967A (ja) | 2001-08-31 | 2003-03-12 | Mitsui Chemicals Inc | 柔軟性不織布及びその製造方法 |
| JP2003250836A (ja) | 2001-12-28 | 2003-09-09 | Kao Corp | 吸収性物品用の表面シート |
| JP2003235892A (ja) | 2002-02-19 | 2003-08-26 | Kao Corp | 使い捨ておむつ |
| JP2004073759A (ja) | 2002-06-21 | 2004-03-11 | Uni Charm Corp | 吸収性物品 |
| JP2004244791A (ja) | 2003-01-24 | 2004-09-02 | Mitsui Chemicals Inc | 混合繊維、ならびに該混合繊維からなる伸縮性不織布およびその製造方法 |
| JP2006051649A (ja) * | 2004-08-11 | 2006-02-23 | Mitsui Chemicals Inc | 一方向導水性不織布シート |
| JP2006188804A (ja) | 2004-12-06 | 2006-07-20 | Mitsui Chemicals Inc | 親水性部と疎水性部を有する成形体の製造方法 |
| JP2007138374A (ja) * | 2005-04-25 | 2007-06-07 | Kao Corp | 伸縮性不織布 |
| JP2007009403A (ja) * | 2006-10-20 | 2007-01-18 | Mitsui Chemicals Inc | 混合繊維からなる不織布及びその製造方法 |
| WO2008133067A1 (ja) * | 2007-04-17 | 2008-11-06 | Uni-Charm Corporation | 不織布、不織布製造方法、及び、吸収性物品 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2463428A4 * |
Cited By (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2681355A4 (en) * | 2011-03-04 | 2015-08-26 | Unicharm Corp | NONWOVEN FABRIC AND PROCESS FOR PRODUCING NONWOVEN FABRIC |
| JP2012184525A (ja) * | 2011-03-04 | 2012-09-27 | Uni Charm Corp | 不織布、及び当該不織布の製造方法 |
| CN103443340B (zh) * | 2011-03-04 | 2016-08-17 | 尤妮佳股份有限公司 | 无纺织物以及用于制造无纺织物的方法 |
| US9546440B2 (en) | 2011-03-04 | 2017-01-17 | Unicharm Corporation | Nonwoven fabric, and method for producing nonwoven fabric |
| CN103443340A (zh) * | 2011-03-04 | 2013-12-11 | 尤妮佳股份有限公司 | 无纺织物以及用于制造无纺织物的方法 |
| WO2012121123A1 (en) * | 2011-03-04 | 2012-09-13 | Unicharm Corporation | Nonwoven Fabric, and Method For Producing Nonwoven Fabric |
| JP2013204162A (ja) * | 2012-03-27 | 2013-10-07 | Uni Charm Corp | 伸縮性不織布の製造方法、及び伸縮性不織布 |
| US9689099B2 (en) | 2012-03-27 | 2017-06-27 | Unicharm Corporation | Process for producing stretch nonwoven fabric, and stretch nonwoven fabric |
| WO2013145469A1 (ja) * | 2012-03-27 | 2013-10-03 | ユニ・チャーム株式会社 | 伸縮性不織布の製造方法、及び伸縮性不織布 |
| CN104684522A (zh) * | 2012-09-30 | 2015-06-03 | 尤妮佳股份有限公司 | 吸收性物品 |
| JP2014068955A (ja) * | 2012-09-30 | 2014-04-21 | Uni Charm Corp | 吸収性物品 |
| US9623141B2 (en) | 2012-09-30 | 2017-04-18 | Unicharm Corporation | Absorbent article |
| WO2014050666A1 (ja) * | 2012-09-30 | 2014-04-03 | ユニ・チャーム株式会社 | 吸収性物品 |
| CN104684522B (zh) * | 2012-09-30 | 2016-08-24 | 尤妮佳股份有限公司 | 吸收性物品 |
| WO2014073376A1 (ja) * | 2012-11-12 | 2014-05-15 | 花王株式会社 | 吸収性物品 |
| JP2016518869A (ja) * | 2013-03-11 | 2016-06-30 | ニコノバム・ユー・エス・エイ・インコーポレイテツド | 口腔パウチ製品を区別するための方法および装置 |
| JP2016019616A (ja) * | 2014-07-14 | 2016-02-04 | 株式会社リブドゥコーポレーション | 吸収性物品 |
| WO2016009795A1 (ja) * | 2014-07-14 | 2016-01-21 | 株式会社リブドゥコーポレーション | 吸収性物品 |
| US10780000B2 (en) | 2014-07-14 | 2020-09-22 | Livedo Corporation | Absorbent article having laminated second sheet with through-holes |
| JP2018140229A (ja) * | 2014-12-12 | 2018-09-13 | 山田 菊夫 | 使い捨て衣類 |
| US10920349B2 (en) | 2015-03-09 | 2021-02-16 | Mitsui Chemicals, Inc. | Multilayer nonwoven fabric, stretchable multilayer nonwoven fabric, fiber product, absorbent article, and sanitary mask |
| JP2018035263A (ja) * | 2016-08-31 | 2018-03-08 | 東ソー株式会社 | 生体適合性が高いポリウレタン樹脂で多孔体を調製するための組成物 |
| JP2019518150A (ja) * | 2016-08-31 | 2019-06-27 | ファイバーテックス パーソナル ケア アクティーゼルスカブ | 不織布シート及びこれを作る方法 |
| JP2018178307A (ja) * | 2017-04-13 | 2018-11-15 | 三井化学株式会社 | 不織布積層体 |
| JP2023077190A (ja) * | 2021-11-24 | 2023-06-05 | アンビック株式会社 | 混繊不織布及びその製造方法 |
| JP7849961B2 (ja) | 2021-11-24 | 2026-04-22 | 株式会社エフアンドエイノンウーブンズ | 混繊不織布及びその製造方法 |
| CN117488472A (zh) * | 2023-11-09 | 2024-02-02 | 福建瑞虹贾卡实业有限公司 | 一种多组分网布 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2463428A4 (en) | 2013-09-11 |
| JPWO2011016343A1 (ja) | 2013-01-10 |
| EP2463428A1 (en) | 2012-06-13 |
| US20120164908A1 (en) | 2012-06-28 |
| US20180105966A1 (en) | 2018-04-19 |
| CN102471967A (zh) | 2012-05-23 |
| US10669660B2 (en) | 2020-06-02 |
| DK2463428T3 (en) | 2016-08-15 |
| EP2463428B1 (en) | 2016-07-06 |
| JP5543464B2 (ja) | 2014-07-09 |
| CN102471967B (zh) | 2015-09-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5543464B2 (ja) | 混繊スパンボンド不織布、その製造方法及びその用途 | |
| JP5606310B2 (ja) | 混繊スパンボンド不織布及びその用途 | |
| JP4472753B2 (ja) | 不織布積層体およびその製造方法 | |
| JP5174802B2 (ja) | 不織布積層体 | |
| JP5534807B2 (ja) | 混繊不織布積層体 | |
| JP5931207B2 (ja) | スパンボンド不織布 | |
| JP2019070221A (ja) | 不織布積層体、伸縮性不織布積層体、繊維製品、吸収性物品及び衛生マスク | |
| JP5606072B2 (ja) | 立体ギャザー用シート | |
| JPWO2010024147A1 (ja) | 繊維、不織布及びその用途 | |
| JP5127690B2 (ja) | 繊維及び不織布 | |
| JP2008213282A (ja) | 不織布積層体及びその製造方法 | |
| JP2008213284A (ja) | 不織布積層体 | |
| KR101571995B1 (ko) | 섬유, 부직포 및 그의 용도 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080034285.0 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10806342 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2010806342 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010806342 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13384721 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011525848 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |