WO2012057070A1 - 伸線加工性に優れた高炭素鋼線材 - Google Patents
伸線加工性に優れた高炭素鋼線材 Download PDFInfo
- Publication number
- WO2012057070A1 WO2012057070A1 PCT/JP2011/074417 JP2011074417W WO2012057070A1 WO 2012057070 A1 WO2012057070 A1 WO 2012057070A1 JP 2011074417 W JP2011074417 W JP 2011074417W WO 2012057070 A1 WO2012057070 A1 WO 2012057070A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- amount
- mass
- wire drawing
- wire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/06—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0081—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for slabs; for billets
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/525—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length for wire, for rods
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
Definitions
- the present invention is a high carbon steel used for PC steel wires, suspension bridge cables, various wire ropes and the like that are widely used as reinforcing materials for prestressed concrete structures such as buildings and bridges after wire drawing.
- the present invention relates to a wire, and particularly to a high carbon steel wire with improved wire drawing workability.
- High carbon steel wires used for PC steel wires, suspension bridge cables, various wire ropes, etc. are required to have good wire drawing workability from the viewpoint of productivity in addition to high strength and high ductility after wire drawing. . For these reasons, various high-quality high-carbon steel wires that meet the above requirements have been developed.
- Patent Document 1 discloses nitrides and sulfides in steel wires for springs having low C (0.35 to 0.65%) and high Si (1.5 to 2.5%).
- nitrides and sulfides in steel wires for springs having low C (0.35 to 0.65%) and high Si (1.5 to 2.5%).
- a technique for improving the resistance to hydrogen embrittlement by exerting a crystal grain refinement effect and a hydrogen trap effect has been proposed.
- Patent Document 2 proposes a technique for improving wire drawing by defining the formation area of intragranular transformed upper bainite and the growth size of intragranular bainite existing in the cross section of the wire.
- the work hardening ability in wire drawing of a bainite structure is lower than that of pearlite, and sufficient strength cannot be obtained after wire drawing.
- the present invention has been made to solve such problems in the prior art, and an object thereof is to provide a high carbon steel wire having high strength as a steel wire and excellent wire drawing workability. It is in.
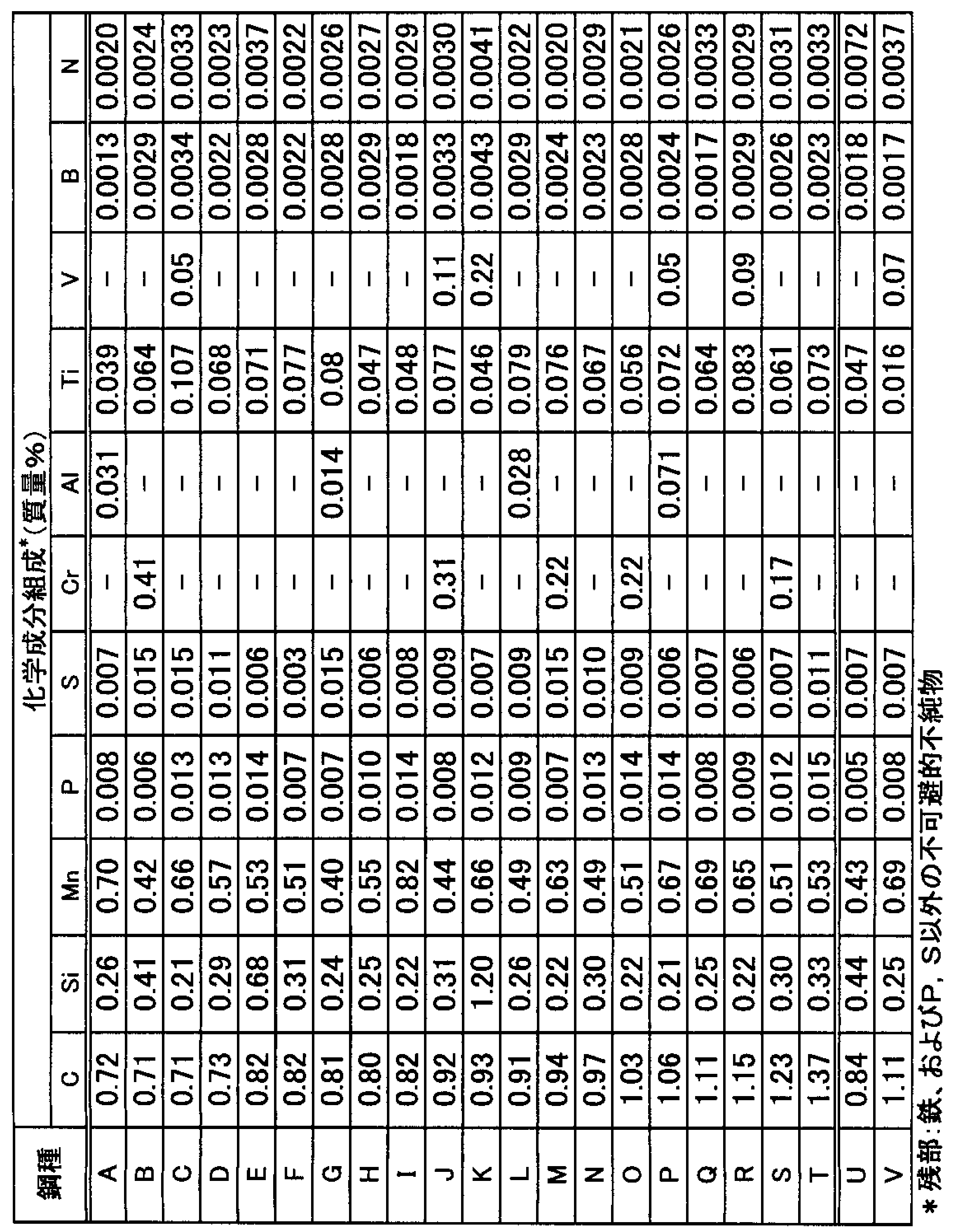
- the high carbon steel wire rod according to the present invention that has solved the above problems includes C: 0.6 to 1.5% (meaning “mass%”, the same applies to the chemical composition), Si: 0.1 to 1.5%, Mn: 0.1 to 1.5%, P: 0.02% or less (not including 0%), S: 0.02% or less (not including 0%), Ti: 0.0. 03 to 0.12%, B: 0.001 to 0.01%, N: 0.001 to 0.005%, solid solution B is 0.0002% or more, and solid solution N is 0.00. It has a gist in that it is 0010% or less, the balance is made of iron and inevitable impurities, and satisfies the relationship of the following formulas (1) and (2). [Sol.
- Ti] [Ti] ⁇ [Ti with N] ⁇ [Ti with C] ⁇ [Ti with S] ⁇ 0.002 (mass%) (1) [Ti with C] ⁇ 0.020 (mass%) (2) However, [sol. Ti]: Amount of Ti dissolved in steel (mass%) [Ti]: Total amount of Ti (mass%) [Ti with N]: amount of Ti forming nitride (mass%) [Ti with C]: Amount of Ti forming a carbide (mass%) [Ti with S]: Amount of Ti forming a sulfide (mass%) Each
- a high-strength, high-carbon steel wire rod excellent in wire drawing workability is obtained by appropriately adjusting the chemical component composition and securing the amount of solute Ti and Ti forming a carbide to a predetermined amount or more.
- Such a high carbon steel wire can be realized and is extremely useful as a material for PC steel wires, cables for suspension bridges, various wire ropes and the like.
- Amount of solute Ti [sol. It is a graph which shows the relationship between Ti] and the limit strain which can be drawn. It is a graph which shows the quantity of Ti which forms a carbide
- the present inventors examined from various angles in order to improve the wire drawing workability in a high strength high carbon steel wire. As a result, by adding a sufficient amount of Ti, the solid solution N is changed to Ti nitride, the solid solution N in the steel is reduced as much as possible, and a predetermined amount of the solid solution B is secured, thereby drawing the wire. As a result, it was found that the wire drawing workability was remarkably improved by satisfying the following formulas (1) and (2), and the present invention was completed.
- [Sol. Ti] [Ti] ⁇ [Ti with N] ⁇ [Ti with C] ⁇ [Ti with S] ⁇ 0.002 (mass%) (1) [Ti with C] ⁇ 0.020 (mass%) (2) However, [sol.
- Ti Ti amount dissolved in steel (mass%)
- Ti Total amount of Ti (mass%)
- Ti with N amount of Ti forming nitride (mass%)
- Ti with C Ti amount (mass%) forming the carbonized part
- Ti with S Ti amount (% by mass) forming sulfide Respectively.
- the reason why the wire drawing workability is improved by adopting the above configuration can be considered as follows. That is, by dissolving Ti in the ferrite, the solid solution C is prevented from diffusing due to wire drawing strain, thereby preventing the solid solution C from diffusing. It is considered that aging embrittlement due to dislocation fixation of dissolved C is suppressed. In addition, by securing a predetermined amount of Ti that forms carbide (ie, by precipitating TiC or the like), the solid solution C in the ferrite is slightly reduced, and dislocation fixation of the solid solution C due to wire drawing distortion. It is thought that aging embrittlement due to is suppressed.
- the above formula (1) indicates that the total amount of Ti and the amount of solute Ti obtained from the relationship between Ti forming various compounds of Ti (for example, TiN, TiC and TiS) [sol. Ti] is defined.
- solid-dissolving Ti in ferrite solid-solution Ti prevents diffusion of solid solution C due to strain in wire drawing and suppresses dislocation fixation of solid solution C, thereby suppressing aging embrittlement due to wire drawing. (See Fig. 1 below).
- solid solution Ti amount [sol.Ti] becomes 0.002% or more
- the wire drawing limit strain is rapidly improved.
- solid solution Ti amount [sol. Ti] is preferably 0.003% or more (more preferably 0.004% or more).
- the above equation (2) defines the amount of Ti forming the carbide (precipitation amount of TiC or the like).
- the amount of Ti forming the carbide is preferably 0.021% or more (more preferably 0.022% or more).
- C 0.6-1.5%
- C is an economical and effective strengthening element, and the amount of work hardening at the time of wire drawing and the strength after wire drawing increase as the C content increases.
- the C content is set to 0.6% or more (preferably 0.65% or more, more preferably 0.7% or more).
- the C content is set to 1.5% or less (preferably 1.4% or less, more preferably 1.3% or less).
- Si 0.1 to 1.5%
- Si is an element necessary for deoxidation of steel. It also has the effect of increasing the strength after patenting by dissolving in the ferrite phase in the pearlite structure.
- the lower limit is 0.1% (preferably 0.15% or more, more preferably 0.00). 2% or more).
- the upper limit is 1.5% (preferably 1.4). % Or less, more preferably 1.3% or less).
- Mn 0.1 to 1.5%
- Mn is an element useful as a deoxidizer. It is also effective in increasing the strength of the wire. Further, Mn has an effect of preventing hot embrittlement by fixing S in steel as MnS. In order to exert such effects, the Mn content needs to be 0.1% or more. Preferably it is 0.2% or more, More preferably, it is 0.3% or more.
- Mn is an element that easily segregates, and when its content exceeds 1.5%, segregation occurs particularly in the central part of the wire, and martensite and bainite are generated in the segregated part. Decreases. For these reasons, the Mn content is set to 1.5% or less (preferably 1.4% or less, more preferably 1.3% or less).
- P 0.02% or less (excluding 0%)
- P is an unavoidable impurity and is preferably as small as possible.
- the P content is set to 0.02% or less (preferably 0.01% or less, more preferably 0.005% or less) in the present invention.
- S 0.02% or less (excluding 0%)] S is an inevitable impurity and should be as small as possible. In particular, MnS inclusions are generated and wire drawing workability is deteriorated. Therefore, in the present invention, the S content is set to 0.02% or less (preferably 0.01% or less, more preferably 0.005% or less).
- Ti 0.03-0.12%
- Ti is effective as a deoxidizer, and it exists in the ferrite as solid solution Ti, thereby suppressing the diffusion of solid solution C and forming Ti charcoal / nitride (carbide, nitride and carbonitride).
- Ti charcoal / nitride also has an effect of preventing austenite grains from coarsening.
- the wire drawing workability is improved and the element is effective for increasing the ductility.
- the Ti content is set to 0.03% or more (preferably 0.04% or more, more preferably 0.05% or more).
- the Ti content is set to 0.12% or less (preferably 0.11% or less, more preferably 0.10% or less).
- B [B: 0.001 to 0.01% (however, solid solution B is 0.0002% or more)] B has an effect of suppressing precipitation of ferrite. It contributes to the suppression of ferrite precipitation and effectively acts as an element for suppressing vertical cracks in the wire drawing material. When such an effect is exhibited, the presence form of B is solute B, and the solute B needs to be 0.0002% or more. If the B content is less than 0.001%, it is difficult to secure a certain amount of solid solution B, and the effect of suppressing the vertical cracking of the wire drawing material cannot be expected. Therefore, the B content is set to 0.001% or more (preferably 0.0015% or more, more preferably 0.0020% or more).
- the B content is set to 0.01% or less (preferably 0.009% or less, more preferably 0.008% or less).
- N 0.001 to 0.005% (However, solid solution N is 0.0010% or less)]
- N causes embrittlement during wire drawing and deteriorates the wire drawing property. Therefore, it is necessary to precipitate Ti charcoal / nitride with Ti so that the solid solution N is 0.0010% or less. If the N content is excessive, fixation with Ti becomes insufficient and solute N increases, so the upper limit is 0.005% or less (preferably 0.004% or less, more preferably 0.003% or less). did.
- the lower limit is 0.001% or more (preferably 0.0015% or more, more preferably 0.0020% or more). It was.
- the high carbon steel wire of the present invention may further include (a) Al: 0.1% or less (not including 0%), (b) Cr: 0.45% or less (not including 0%) as necessary. ) And / or V: 0.5% or less (not including 0%), etc. are also useful. By including these elements, the characteristics of the high-carbon steel wire rod can be further increased depending on the type. Improved.
- Al 0.1% or less (not including 0%)
- Al is effective as a deoxidizing element, and is effective in preventing coarsening of the austenite grain size by forming AlN.
- the Al content is preferably 0.1% or less (more preferably 0.09% or less, still more preferably 0.8%). 08% or less).
- Al content for exhibiting said effect is 0.005% or more, More preferably, it is 0.010% or more, More preferably, it is 0.015% or more.
- Cr 0.45% or less (not including 0%) and / or V: 0.5% or less (not including 0%)] Both Cr and V are effective in improving the strength of the wire and the wire drawing workability.
- Cr refines the lamella spacing of pearlite and improves the strength of the wire and the wire drawing workability.
- the Cr content is preferably 0.45% or less, more preferably 0.40% or less, and still more preferably 0.35% or less.
- the preferable Cr content for exhibiting the above effect is 0.01% or more, more preferably 0.03% or more, and further preferably 0.05% or more.
- V is dispersed as fine carbonitrides, and has the effect of refining the austenite grain size and nodule size and narrowing the pearlite lamella spacing, which is effective in improving strength and wire drawing workability.
- Miniaturization of austenite grain size and nodule size prevents microcracks that are likely to occur during wire drawing, and suppresses the progress of the generated microcracks, and thus has an effect of reducing the rate of occurrence of disconnection.
- V also improves the corrosion resistance of the wire. However, when the V content is excessive, not only the improvement in corrosion resistance is saturated, but also the toughness and ductility are deteriorated.
- the V content is preferably 0.5% or less, more preferably 0.45% or less, and still more preferably 0.40% or less.
- the preferable V content for exhibiting the above effect is 0.01% or more, more preferably 0.015% or more, and further preferably 0.02% or more.
- the cooling rate solidification rate
- the fixation of free N with Ti can be sufficiently advanced.
- a preferable cooling rate is 0.6 ° C./second or less, and more preferably 0.5 ° C./second or less.
- the cooling rate is preferably 0.05 ° C./second or more, more preferably 0.1 ° C./second or more, and still more preferably. It is 0.2 ° C./second or more.
- the heating temperature of steel slabs (such as billets) before hot rolling be 1200 ° C. or higher.
- a preferable heating temperature is 1210 ° C. or higher, more preferably 1220 ° C. or higher.
- the heating temperature is preferably 1300 ° C. or less, more preferably 1290 ° C. or less, and further preferably 1280 ° C. or less. .
- the heated steel slab is generally descaled by spraying water before hot rolling. It is effective to strengthen this spraying condition so that the hot rolling start temperature (temperature immediately before rough rolling) is 950 ° C. or lower. By reducing the hot rolling start temperature, Ti carbide can be sufficiently precipitated.
- a preferable hot rolling start temperature is 945 ° C. or lower, more preferably 940 ° C. or lower. If it is this temperature range, the coarsening of a precipitate can also be prevented. However, it is effective to set the hot rolling start temperature to 850 ° C. or higher. Fixing of free N with Ti can be sufficiently progressed so that the hot rolling start temperature does not become excessively low.
- the preferred hot rolling heating temperature is 855 ° C. or higher, more preferably 860 ° C. or higher.
- Ti carbide can be sufficiently precipitated by setting the cooling start temperature (cooling start temperature after rolling: mounting temperature on stealmore, etc.) to 800 ° C. or higher and 950 ° C. or lower. .
- the cooling rate from the cooling start temperature to 700 ° C. is 20 ° C./second or more (preferably 25 ° C./second or more, more preferably 30 ° C./second or more), 100 ° C./second or less (preferably 90 ° C./second or less). , More preferably 80 ° C./second or less) is also effective.
- By increasing the cooling rate in this temperature range it is possible to secure the necessary amount of solid solution Ti while precipitating the necessary amount of Ti carbide.
- general conditions may be adopted.
- Ti amount Determined according to ICP emission spectroscopic analysis (JIS G 1258-1).
- Total B amount Determined according to curcumin spectrophotometry (JIS G 1227 Annex 2).
- Total N amount Obtained according to inert gas melting-heat conduction method (JIS G 1228 Annex 4).
- N in the residue is considered to be present in TiN, BN and AlN, and B in the residue is assumed to be all present in BN, and the N concentration (N *), B concentration (B *) Based on the AlN concentration (AlN *), the TiN concentration in the residue is obtained, and Ti [Ti with N] that forms TiN in the residue is calculated from the result.
- Mn in the residue is assumed to be present in MnS, and the concentration of S present as MnS in the residue (S * (MnS) ) is calculated from the Mn concentration (Mn *).
- the S concentration (S * (MnS) ) existing as MnS is subtracted from the S concentration (S *) in the residue, and all remaining S (S * -S * (MnS) ) is replaced by Ti 4 C 2 S 2 .
- the Ti 4 C 2 S 2 concentration in the residue is determined, and [Ti with S] is calculated from this result. In this calculation method, TiS is not formed, and it is assumed (approximate) that all the sulfides are Ti 4 C 2 S 2.
- Solid solution Ti Calculated from the total Ti amount and the Ti concentration (Ti *) obtained in (ii-c).
- Solid solution N Calculated from the total N amount and the N concentration (N *) obtained in (ii-a).
- Solid solution B Calculated from the total B amount and the B concentration (B *) obtained in (ii-d).
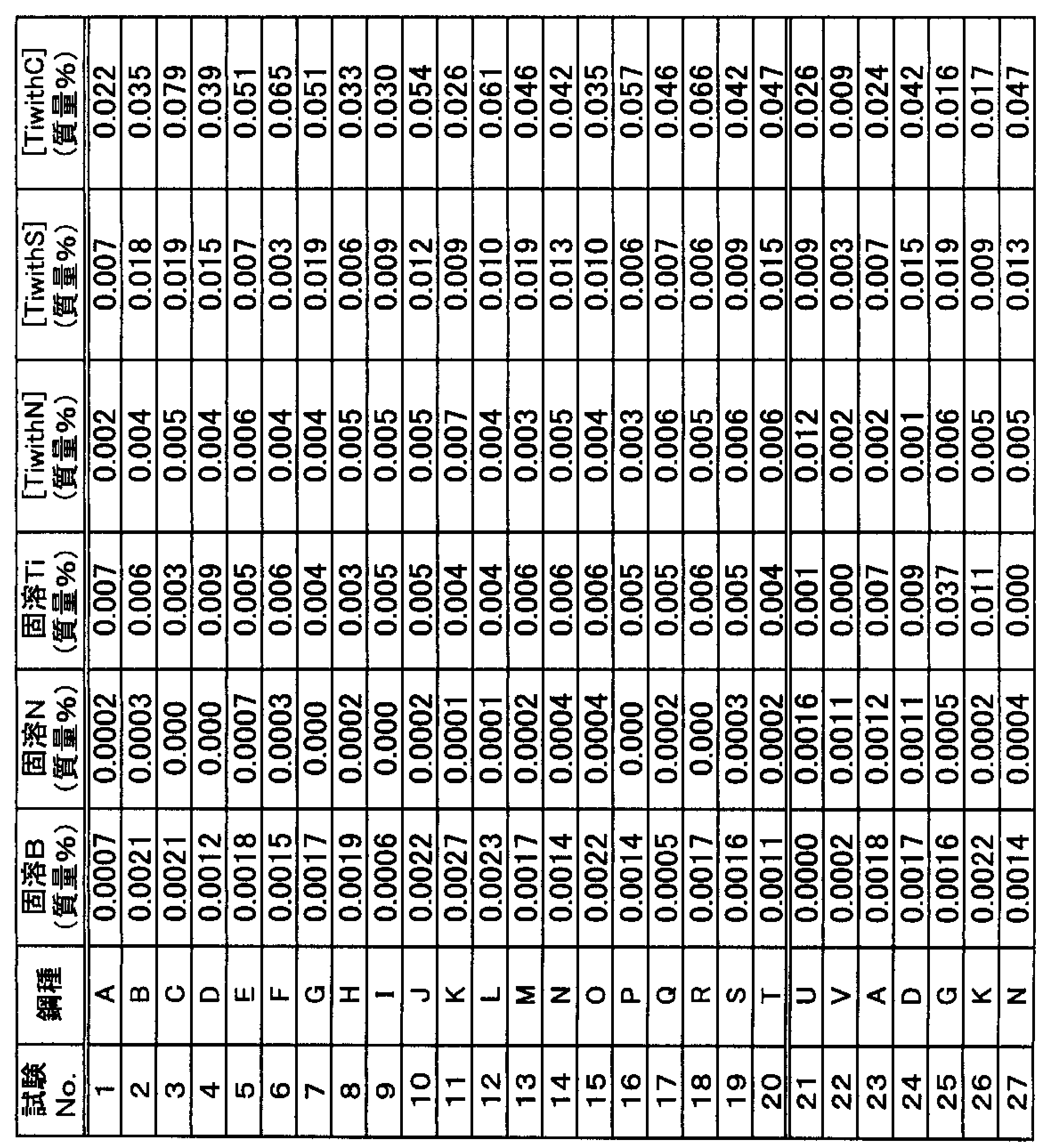
- Table 3 below shows the measurement results of solute Ti, solute B, solute N, [Ti with N], [Ti with C] and [Ti with S] for each wire.
- the wire drawing workability of each wire drawing material obtained above was determined by the following method.
- the wire drawing workability was determined by conducting a twisting test of the wire with all the wire diameters sampled in the trial production.
- the thinnest wire drawing strain with no vertical cracks on the fracture surface after fracture was defined as the limit strain that can be drawn.
- No. Examples 1 to 20 are examples that satisfy the requirements stipulated in the present invention, satisfy the chemical component composition and the relationship of the formulas (1) and (2), have high strength and good wire drawing workability. It turns out that a certain steel wire is obtained.
- No. 21 to 27 are examples that do not satisfy any of the requirements defined in the present invention, and at least any of the characteristics is inferior. Of these, No. No. 21 has a high N content and a solid solution N amount, and good wire drawing workability is not obtained.
- No. No. 22 is an example in which the Ti content and the solute Ti amount are less than the prescribed values (the precipitation amount of TiC and the like is small), and the solute N amount is large, and good wire drawing workability is obtained. Not obtained.
- No. No. 23 has a high solidification rate at the time of casting (Table 2), TiN is not sufficiently generated, a large amount of solute N remains, and wire drawing workability is deteriorated.
- No. No. 24 is an example in which the heating temperature before hot rolling is low (Table 2), the amount of solute N is large, and good wire drawing workability is not obtained.
- No. No. 25 has a high rolling start temperature (Table 2), the amount of precipitation of TiC and the like is small, and good wire drawing workability is not obtained.
- No. No. 26 has a high cooling start temperature (Table 2), the precipitation amount of TiC and the like is small, and good wire drawing workability is not obtained.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Heat Treatment Of Steel (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
Abstract
Description
[sol.Ti]=[Ti]-[Ti with N]-[Ti with C]-[Ti withS]≧0.002(質量%)…(1)
[Ti with C]≧0.020(質量%)…(2)
但し、[sol.Ti]:鋼中に固溶しているTiの量(質量%)
[Ti]:全Tiの量(質量%)
[Ti with N]:窒化物を形成するTiの量(質量%)
[Ti with C]:炭化物を形成するTiの量(質量%)
[Ti with S]:硫化物を形成するTiの量(質量%)
を夫々示す
[sol.Ti]=[Ti]-[Ti with N]-[Ti with C]-[Ti withS]≧0.002(質量%)…(1)
[Ti with C]≧0.020(質量%)…(2)
但し、[sol.Ti]:鋼中に固溶しているTi量(質量%)
[Ti]:全Tiの量(質量%)
[Ti with N]:窒化物を形成するTi量(質量%)
[Ti with C]:炭化部物を形成するTi量(質量%)
[Ti with S]:硫化物を形成するTi量(質量%)
を夫々示す。
Cは、経済的且つ有効な強化元素であり、Cの含有量の増加に伴って伸線時の加工硬化量、伸線後の強度が増大する。C含有量が0.6%未満になると、伸線加工硬化に優れたパーライト組織を得ることが困難となる。従ってC含有量は0.6%以上(好ましくは0.65%以上、より好ましくは0.7%以上)とした。一方、C含有量が過剰になると、オーステナイト粒界にネット状の初析セメンタイトが生成して伸線加工時に断線が発生しやすくなるだけでなく、最終伸線後における線材の靱性・延性が著しく劣化する。こうしたことから、C含有量は1.5%以下(好ましくは1.4%以下、より好ましくは1.3%以下)とした。
Siは鋼の脱酸のために必要な元素である。またパーライト組織中のフェライト相に固溶し、パテンティング後の強度を上げる効果も発揮する。Siの含有量が0.1%未満と少ない場合には、脱酸効果や強度向上効果が不十分となるため、下限は0.1%(好ましくは0.15%以上、より好ましくは0.2%以上)とする。一方、Siの含有量が過剰になると、前記パーライト組織中のフェライト相の延性を低下させ、伸線後の鋼線の延性を低下させるため、その上限を1.5%(好ましくは1.4%以下、より好ましくは1.3%以下)と規定した。
MnはSiと同様に、脱酸剤として有用な元素である。また線材の強度を高めるのにも有効である。更に、Mnは、鋼中のSをMnSとして固定して熱間脆化を防止する効果も有する。こうした効果を発揮させるためには、Mnの含有量は0.1%以上とする必要がある。好ましくは0.2%以上、より好ましくは0.3%以上である。一方、Mnは偏析しやすい元素であり、その含有量が1.5%を超えると、特に線材の中心部に偏析し、その偏析部にはマルテンサイトやベイナイトが生成するので、伸線加工性が低下する。こうしたことから、Mn含有量は1.5%以下(好ましくは1.4%以下、より好ましくは1.3%以下)とした。
Pは不可避的不純物であり、できるだけ少ないほうが好ましい。特に、フェライトを固溶強化するため、伸線加工性の劣化への影響が大きくなる。こうしたことから、本発明ではP含有量が0.02%以下(好ましくは0.01%以下、より好ましくは0.005%以下)とした。
Sは不可避的不純物であり、できるだけ少ないほうが良い。特に、MnS系介在物を生成して伸線加工性を劣化させる。こうしたことから、本発明では、S含有量は0.02%以下(好ましくは0.01%以下、より好ましくは0.005%以下)とした。
Tiは、脱酸剤として有効であり、固溶Tiとしてフェライト中に存在することで、固溶Cの拡散を抑制する他、Ti炭・窒化物(炭化物、窒化物および炭窒化物)を形成することにより、伸線加工による脆化の原因となる固溶Cを低減する効果がある。また、Ti炭・窒化物は、オーステナイト粒の粗大化を防止する効果も有している。その結果、伸線加工性が向上すると共に、高延性化に対しても有効な元素である。こうした効果を発揮させるためには、Ti含有量は0.03%以上(好ましくは0.04%以上、より好ましくは0.05%以上)とした。一方、Ti含有量が過剰になると、オーステナイト中で粗大なTi炭・窒化物を生じ、伸線性が低下する虞がある。従ってTi含有量は、0.12%以下(好ましくは0.11%以下、より好ましくは0.10%以下)とした。
Bは、フェライトの析出を抑制する効果がある。フェライトの析出抑制に寄与し、伸線材の縦割れ抑制元素として有効に作用する。こうした効果が発揮される場合のBの存在形態は、固溶Bであり、固溶Bを0.0002%以上とする必要がある。またB含有量が0.001%未満では、一定量の固溶Bを確保することが難しく、伸線材の縦割れ抑制効果が期待できない。従って、B含有量は0.001%以上(好ましくは0.0015%以上、より好ましくは0.0020%以上)とした。一方、0.01%を超えてBを過剰に含有すると、Fe23(CB)6等の化合物が生成し、固溶Bとして存在するBが低下してしまうので、伸線材の縦割れ抑制効果も低減する。従って、B含有量は0.01%以下(好ましくは0.009%以下、より好ましくは0.008%以下)とした。
Nは、固溶状態では伸線中に脆化を引き起こし、伸線性を劣化させるため、TiによってTi炭・窒化物を析出させて、固溶Nを0.0010%以下とする必要がある。N含有量が過剰になるとTiによる固定が不十分となり、固溶Nが増加するため、その上限を0.005%以下(好ましくは0.004%以下、より好ましくは0.003%以下)とした。一方、N含有量を0.001%未満にするには、製造コストから現実的でないため、その下限は0.001%以上(好ましくは0.0015%以上、より好ましくは0.0020%以上)とした。
Alは脱酸元素として有効であり、またAlNを形成することによりオーステナイト粒度の粗大化防止に有効である。しかしながら、過剰に含有させてもその効果が飽和すると共に、経済性を損なう要因となるので、Al含有量は0.1%以下が好ましい(より好ましくは0.09%以下、更に好ましくは0.08%以下)。尚、上記の効果を発揮させるための好ましいAl含有量は0.005%以上であり、より好ましくは0.010%以上、更に好ましくは0.015%以上である。
CrとVは、いずれも線材の強度や伸線加工性等を向上させるのに有効である。このうちCrは、パーライトのラメラ間隔を微細化し、線材の強度や伸線加工性等を向上させる。しかしながら、Crの含有量が過剰になると未溶解セメンタイトが生成しやすくなったり、変態終了時間が長くなり、熱間圧延線材中にマルテンサイトやベイナイト等の過冷組織が生じる恐れが生じるほか、メカニカクデスケーリング性も悪くなる。従って、Cr含有量は0.45%以下とすることが好ましく、より好ましくは0.40%以下、更に好ましくは0.35%以下である。尚、上記の効果を発揮させるための好ましいCr含有量は0.01%以上であり、より好ましくは0.03%以上、更に好ましくは0.05%以上である。
[測定方法]
全Ti量:ICP発光分光分析法(JIS G 1258-1)に従って求める。
全B量:クルクミン吸光光度法(JIS G 1227 附属書2)に従って求める。
全N量:不活性ガス融解-熱伝導法(JIS G 1228 附属書4)に従って求める。

(ii-b)硫化水素気化分離メチレンブルー吸光光度法(JIS G 1251 附属書7)に従って、残渣中のS濃度(化合物型S濃度:S*)を求める。
(ii-c)残渣を白金るつぼに移し入れ、ガスバーナーでフィルターを灰化した後、アルカリ融剤を加え、加熱して残渣を融解する。融成物に酸を加えて溶解した後、全量フラスコに移し入れ、水を加えて一定容とし、ICP発光分析装置によって測定することにより残渣中のMn濃度(化合物型Mn濃度:Mn*)およびTi濃度(化合物型Ti濃度:Ti*)を求める。
(ii-d)クルクミン吸光光度法(JIS G 1227 附属書2)に従って、残渣中のB濃度(化合物型B濃度:B*)を求める。
(ii-e)ブロムエステル法に従って、残渣中のAlN濃度(AlN*)を求める。
固溶Ti:全Ti量と、(ii-c)で求めたTi濃度(Ti*)から算出する。
固溶N:全N量と、(ii-a)で求めたN濃度(N*)から算出する。
固溶B:全B量と、(ii-d)で求めたB濃度(B*)から算出する。



伸線加工性は、試作でサンプリングした全ての線径で、線材の捻回試験を実施することにより判定した。このときの捻回試験は、前川試験機製作所製のねじり試験機を使用し、GL(チャック間距離)=200mmとした。破断後の破面に縦割れが発生していない最も細い線径の伸線加工歪みを、伸線加工可能な限界歪みとした。また、引張り試験機(島津製作所製のオートグラフを使用)によって、GL(チャック間距離)=200mm、歪み速度10mm/minとして、伸線加工可能な限界歪みでの素線強度についても測定した。

Claims (3)
- C:0.6~1.5%(「質量%」の意味、化学成分組成について以下同じ)、Si:0.1~1.5%、Mn:0.1~1.5%、P:0.02%以下(0%を含まない)、S:0.02%以下(0%を含まない)、Ti:0.03~0.12%、B:0.001~0.01%、N:0.001~0.005%を夫々含有すると共に、固溶Bが0.0002%以上、固溶Nが0.0010%以下であり、残部が鉄および不可避的不純物からなり、且つ下記(1)式および(2)式の関係を満足するものであることを特徴とする伸線加工性に優れた高炭素鋼線材。
[sol.Ti]=[Ti]-[Ti with N]-[Ti with C]-[Ti withS]≧0.002(質量%)…(1)
[Ti with C]≧0.020(質量%)…(2)
但し、[sol.Ti]:鋼中に固溶しているTi量(質量%)
[Ti]:全Tiの量(質量%)
[Ti with N]:窒化物を形成するTi量(質量%)
[Ti with C]:炭化物を形成するTi量(質量%)
[Ti with S]:硫化物を形成するTi量(質量%)
を夫々示す。 - 更に、Al:0.1%以下(0%を含まない)を含有する請求項1に記載の高炭素鋼線材。
- 更に、Cr:0.45%以下(0%を含まない)および/またはV:0.5%以下(0%を含まない)を含有する請求項1に記載の高炭素鋼線材。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020137010681A KR101408406B1 (ko) | 2010-10-29 | 2011-10-24 | 신선 가공성이 우수한 고탄소강 선재 |
| US13/881,750 US9994940B2 (en) | 2010-10-29 | 2011-10-24 | High carbon steel wire rod having excellent drawability |
| ES11836204.5T ES2536981T3 (es) | 2010-10-29 | 2011-10-24 | Alambrón de acero de alto contenido en carbono que tiene excelente aptitud de trefilado |
| BR112013010083A BR112013010083A2 (pt) | 2010-10-29 | 2011-10-24 | fio máquina de aço de alto carbono apresentando excelente estirabilidade |
| EP20110836204 EP2634280B1 (en) | 2010-10-29 | 2011-10-24 | High carbon steel wire rod having excellent wire drawability |
| CA2812469A CA2812469C (en) | 2010-10-29 | 2011-10-24 | High carbon steel wire rod having excellent drawability |
| CN201180050074.0A CN103154295B (zh) | 2010-10-29 | 2011-10-24 | 拉丝加工性优异的高碳钢线材 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010-244311 | 2010-10-29 | ||
| JP2010244311A JP5425744B2 (ja) | 2010-10-29 | 2010-10-29 | 伸線加工性に優れた高炭素鋼線材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012057070A1 true WO2012057070A1 (ja) | 2012-05-03 |
Family
ID=45993778
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/074417 Ceased WO2012057070A1 (ja) | 2010-10-29 | 2011-10-24 | 伸線加工性に優れた高炭素鋼線材 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US9994940B2 (ja) |
| EP (1) | EP2634280B1 (ja) |
| JP (1) | JP5425744B2 (ja) |
| KR (1) | KR101408406B1 (ja) |
| CN (1) | CN103154295B (ja) |
| BR (1) | BR112013010083A2 (ja) |
| CA (1) | CA2812469C (ja) |
| ES (1) | ES2536981T3 (ja) |
| MY (1) | MY170336A (ja) |
| WO (1) | WO2012057070A1 (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5977699B2 (ja) * | 2013-03-27 | 2016-08-24 | 株式会社神戸製鋼所 | 生引き性に優れた高強度鋼線用線材、高強度鋼線、高強度亜鉛めっき鋼線、およびその製造方法 |
| CN103320604B (zh) * | 2013-07-05 | 2014-10-22 | 武汉科技大学 | 控制过共析帘线钢盘条中钛夹杂尺寸的轧制前加热工艺 |
| JP2016014169A (ja) * | 2014-07-01 | 2016-01-28 | 株式会社神戸製鋼所 | 鋼線用線材および鋼線 |
| WO2016024635A1 (ja) * | 2014-08-15 | 2016-02-18 | 新日鐵住金株式会社 | 伸線加工用鋼線 |
| JP6458927B2 (ja) * | 2014-10-07 | 2019-01-30 | 大同特殊鋼株式会社 | 線材圧延性に優れた高強度ばね鋼 |
| MX2017006990A (es) | 2014-12-05 | 2017-08-24 | Nippon Steel & Sumitomo Metal Corp | Barra de alambre de acero con alto contenido de carbono que tiene excelentes propiedades de estiramiento de alambre. |
| US10385427B2 (en) | 2014-12-15 | 2019-08-20 | Nippon Steel Corporation | Wire rod |
| JP2017101296A (ja) * | 2015-12-02 | 2017-06-08 | 株式会社神戸製鋼所 | 耐水素膨れ性に優れた熱間圧延線材 |
| US11414734B2 (en) | 2018-09-25 | 2022-08-16 | Garrett Transportation I Inc | Austenitic stainless steel alloys and turbocharger kinematic components formed from stainless steel alloys |
| CN110144519A (zh) * | 2019-05-16 | 2019-08-20 | 武汉科技大学 | 一种桥梁缆索用钢及其制造方法 |
| JP7469643B2 (ja) * | 2020-05-21 | 2024-04-17 | 日本製鉄株式会社 | 鋼線、非調質機械部品用線材、及び非調質機械部品 |
| US11655527B2 (en) | 2020-07-01 | 2023-05-23 | Garrett Transportation I Inc. | Austenitic stainless steel alloys and turbocharger kinematic components formed from stainless steel alloys |
| CN113684423B (zh) * | 2021-10-26 | 2022-01-28 | 江苏省沙钢钢铁研究院有限公司 | 一种高碳钢盘条 |
| CN117778924A (zh) * | 2023-12-29 | 2024-03-29 | 如皋富美龙金属制品有限公司 | 一种钢丝笼用高强度钢丝的加工方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08295930A (ja) | 1995-04-21 | 1996-11-12 | Nippon Steel Corp | 伸線加工性の優れた線材 |
| JP2007231347A (ja) * | 2006-02-28 | 2007-09-13 | Kobe Steel Ltd | 伸線加工性に優れた線材およびその製造方法 |
| JP2007327084A (ja) * | 2006-06-06 | 2007-12-20 | Kobe Steel Ltd | 伸線加工性に優れた線材およびその製造方法 |
| JP2008133539A (ja) * | 2006-10-31 | 2008-06-12 | Kobe Steel Ltd | 疲労特性と伸線性に優れた硬引きばね用鋼線 |
| WO2008093466A1 (ja) * | 2007-01-31 | 2008-08-07 | Nippon Steel Corporation | 捻回特性に優れるpws用めっき鋼線及びその製造方法 |
| JP2009024245A (ja) * | 2007-07-23 | 2009-02-05 | Kobe Steel Ltd | 疲労特性に優れたばね用線材 |
| JP4423253B2 (ja) | 2005-11-02 | 2010-03-03 | 株式会社神戸製鋼所 | 耐水素脆化特性に優れたばね用鋼、並びに該鋼から得られる鋼線及びばね |
| JP2010229468A (ja) * | 2009-03-26 | 2010-10-14 | Nippon Steel Corp | 高強度平鋼線 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4423253A (en) | 1982-04-26 | 1983-12-27 | Koppers Company, Inc. | Process for separating t-butylated phenols |
| JP3577411B2 (ja) | 1997-05-12 | 2004-10-13 | 新日本製鐵株式会社 | 高靭性ばね鋼 |
| JP2000178685A (ja) * | 1998-12-15 | 2000-06-27 | Sumitomo Metal Ind Ltd | 疲労特性及び伸線加工性に優れた鋼線材とその製造方法 |
| JP3435112B2 (ja) | 1999-04-06 | 2003-08-11 | 株式会社神戸製鋼所 | 耐縦割れ性に優れた高炭素鋼線、高炭素鋼線用鋼材およびその製造方法 |
| JP4464524B2 (ja) | 2000-04-05 | 2010-05-19 | 新日本製鐵株式会社 | 耐水素疲労特性の優れたばね用鋼、およびその製造方法 |
| JP4088220B2 (ja) | 2002-09-26 | 2008-05-21 | 株式会社神戸製鋼所 | 伸線前の熱処理が省略可能な伸線加工性に優れた熱間圧延線材 |
| JP3763573B2 (ja) | 2002-11-21 | 2006-04-05 | 三菱製鋼株式会社 | 焼入れ性と耐孔食性を改善したばね用鋼 |
| KR20040107786A (ko) * | 2003-06-13 | 2004-12-23 | 고려제강 주식회사 | 프리스트레스트 콘크리트 실린더 파이프용 강선 |
| JP4377715B2 (ja) | 2004-02-20 | 2009-12-02 | 株式会社神戸製鋼所 | 捻回特性に優れた高強度pc鋼線 |
| WO2007001057A1 (ja) | 2005-06-29 | 2007-01-04 | Nippon Steel Corporation | 伸線特性に優れた高強度線材およびその製造方法 |
| BRPI0702892B1 (pt) | 2006-06-01 | 2014-11-18 | Nippon Steel & Sumitomo Metal Corporation | Fio máquina de aço |
| JP5315790B2 (ja) | 2008-05-19 | 2013-10-16 | 新日鐵住金株式会社 | 耐遅れ破壊特性に優れた高強度pc鋼線 |
| CN102439094A (zh) | 2009-03-20 | 2012-05-02 | 埃里克·威廉赫恩·蒂特 | 漫反射光的涂料组合物、制备涂料组合物的方法以及漫反射光的制品 |
| KR101470720B1 (ko) | 2010-04-01 | 2014-12-08 | 가부시키가이샤 고베 세이코쇼 | 신선 가공성 및 신선 후의 피로 특성이 우수한 고탄소강 선재 |
-
2010
- 2010-10-29 JP JP2010244311A patent/JP5425744B2/ja not_active Expired - Fee Related
-
2011
- 2011-10-24 ES ES11836204.5T patent/ES2536981T3/es active Active
- 2011-10-24 US US13/881,750 patent/US9994940B2/en not_active Expired - Fee Related
- 2011-10-24 CA CA2812469A patent/CA2812469C/en not_active Expired - Fee Related
- 2011-10-24 BR BR112013010083A patent/BR112013010083A2/pt not_active Application Discontinuation
- 2011-10-24 WO PCT/JP2011/074417 patent/WO2012057070A1/ja not_active Ceased
- 2011-10-24 CN CN201180050074.0A patent/CN103154295B/zh not_active Expired - Fee Related
- 2011-10-24 KR KR1020137010681A patent/KR101408406B1/ko not_active Expired - Fee Related
- 2011-10-24 EP EP20110836204 patent/EP2634280B1/en not_active Not-in-force
- 2011-10-24 MY MYPI2013700676A patent/MY170336A/en unknown
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08295930A (ja) | 1995-04-21 | 1996-11-12 | Nippon Steel Corp | 伸線加工性の優れた線材 |
| JP4423253B2 (ja) | 2005-11-02 | 2010-03-03 | 株式会社神戸製鋼所 | 耐水素脆化特性に優れたばね用鋼、並びに該鋼から得られる鋼線及びばね |
| JP2007231347A (ja) * | 2006-02-28 | 2007-09-13 | Kobe Steel Ltd | 伸線加工性に優れた線材およびその製造方法 |
| JP2007327084A (ja) * | 2006-06-06 | 2007-12-20 | Kobe Steel Ltd | 伸線加工性に優れた線材およびその製造方法 |
| JP2008133539A (ja) * | 2006-10-31 | 2008-06-12 | Kobe Steel Ltd | 疲労特性と伸線性に優れた硬引きばね用鋼線 |
| WO2008093466A1 (ja) * | 2007-01-31 | 2008-08-07 | Nippon Steel Corporation | 捻回特性に優れるpws用めっき鋼線及びその製造方法 |
| JP2009024245A (ja) * | 2007-07-23 | 2009-02-05 | Kobe Steel Ltd | 疲労特性に優れたばね用線材 |
| JP2010229468A (ja) * | 2009-03-26 | 2010-10-14 | Nippon Steel Corp | 高強度平鋼線 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2634280A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5425744B2 (ja) | 2014-02-26 |
| EP2634280A1 (en) | 2013-09-04 |
| JP2012097300A (ja) | 2012-05-24 |
| EP2634280B1 (en) | 2015-05-06 |
| KR101408406B1 (ko) | 2014-06-17 |
| BR112013010083A2 (pt) | 2018-05-08 |
| CA2812469A1 (en) | 2012-05-03 |
| CA2812469C (en) | 2017-04-04 |
| US9994940B2 (en) | 2018-06-12 |
| CN103154295B (zh) | 2015-04-01 |
| US20130216423A1 (en) | 2013-08-22 |
| KR20130058075A (ko) | 2013-06-03 |
| CN103154295A (zh) | 2013-06-12 |
| MY170336A (en) | 2019-07-18 |
| ES2536981T3 (es) | 2015-06-01 |
| EP2634280A4 (en) | 2014-04-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5425744B2 (ja) | 伸線加工性に優れた高炭素鋼線材 | |
| CN113061805B (zh) | 一种600MPa级耐腐蚀稀土钢筋及其生产方法 | |
| JP4538094B2 (ja) | 高強度厚鋼板およびその製造方法 | |
| JP4542624B2 (ja) | 高強度厚鋼板およびその製造方法 | |
| JP5846080B2 (ja) | 耐遅れ破壊特性に優れた高強度鋼材 | |
| JP4324225B1 (ja) | 伸びフランジ性に優れた高強度冷延鋼板 | |
| JP5267048B2 (ja) | 溶接性と板厚方向の延性に優れた厚鋼板の製造方法 | |
| JP5802162B2 (ja) | 線材及びこれを用いた鋼線 | |
| JP5833485B2 (ja) | 線材及びこれを用いた鋼線 | |
| CN106555123B (zh) | 一种耐腐蚀高强屈比抗震钢筋及其生产方法 | |
| JP5977699B2 (ja) | 生引き性に優れた高強度鋼線用線材、高強度鋼線、高強度亜鉛めっき鋼線、およびその製造方法 | |
| JP4319839B2 (ja) | 高強度、高靭性高炭素鋼線材 | |
| JP5482162B2 (ja) | 伸びおよび伸びフランジ特性に優れた引張強度が780MPa以上の高強度熱延鋼板およびその製造方法 | |
| JP2011214058A (ja) | 高強度ステンレス鋼線及びその製造方法 | |
| DE102016117502A1 (de) | Verfahren zur Herstellung eines Warm- oder Kaltbandes und/oder eines flexibel gewalzten Stahlflachprodukts aus einem hochfesten manganhaltigen Stahl und Stahlflachprodukt hiernach | |
| JP6103160B1 (ja) | 高強度薄鋼板およびその製造方法 | |
| JP5233307B2 (ja) | 耐腐食性および冷間鍛造性に優れ環境から水素が入りにくい高強度鋼および金属ボルト | |
| JP5556157B2 (ja) | 伸びおよび伸びフランジ特性に優れた引張強度が780MPa以上の高強度熱延鋼板の製造方法 | |
| JP4319840B2 (ja) | 高強度、高靭性高炭素鋼線材とその製造方法 | |
| WO2017171070A1 (ja) | 耐硫化物応力腐食割れ性に優れた高強度熱間圧延線材 | |
| JPH05255747A (ja) | 耐硫化物腐食割れ性に優れた高張力厚鋼板の製造方法 | |
| JP2017186654A (ja) | 耐硫化物応力腐食割れ性に優れた高強度熱間圧延線材 | |
| WO2016098765A1 (ja) | 線材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201180050074.0 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11836204 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2812469 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011836204 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20137010681 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13881750 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112013010083 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112013010083 Country of ref document: BR Kind code of ref document: A2 Effective date: 20130425 |