WO2012118053A1 - Acier pour outil de travail à chaud doté d'une excellente ténacité et son procédé de production - Google Patents
Acier pour outil de travail à chaud doté d'une excellente ténacité et son procédé de production Download PDFInfo
- Publication number
- WO2012118053A1 WO2012118053A1 PCT/JP2012/054868 JP2012054868W WO2012118053A1 WO 2012118053 A1 WO2012118053 A1 WO 2012118053A1 JP 2012054868 W JP2012054868 W JP 2012054868W WO 2012118053 A1 WO2012118053 A1 WO 2012118053A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel
- tool steel
- hot
- toughness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/0006—Adding metallic additives
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
Definitions
- the present invention relates to hot tool steel with improved toughness that is optimal for various hot tools such as press dies, forging dies, die casting dies, and extrusion tools, and a method for producing the same.
- hot tools Since hot tools are used in contact with high-temperature workpieces and hard workpieces, they must have both strength and toughness that can withstand thermal fatigue and impact. Therefore, conventionally, for example, SKD61-based alloy tool steel, which is a JIS steel type, has been used as a steel type used in the field of hot tools (hereinafter referred to as hot tool steel). And the method of improving the toughness of the hot tool steel by reviewing the addition amount of the main elements constituting the hot tool steel and further regulating and controlling various impurities such as As, Bi, Sn, Zn, Sb Has been proposed (see Patent Document 1). However, adjusting each of the various impurity elements within the specified range can lead to an increase in manufacturing cost.
- the present inventor has conducted intensive investigations on elements that have not been actively added as alloys in the field of steel materials, regardless of the addition of expensive and special elements. It has been found that the toughness can be greatly improved by adding Zn in a predetermined content range (see Patent Document 2). That is, hot work tool steel containing, by mass, C: 0.3 to less than 0.55%, Si: 1.5% or less, Mn: 1.5% or less, Cr: 3.00 to 5.65% Further, it is a hot tool steel of Zn: 0.001 to 0.015%.
- the Zn addition technique proposed in Patent Document 2 is effective as a new technique for improving the toughness of hot tool steel.
- the scrap of Zn-plated steel can be utilized as a recycling raw material, and it is suitable also for reduction of an environmental load.
- the inventor examined the possibility of compensating for the deterioration of toughness due to other impurity elements, paying attention to the effect of improving toughness by this positive Zn addition. If the permissible amount of these impurity elements can be increased appropriately, the amount of energy used for removing impurities can be reduced while increasing the usage rate of low scrap with a large impurity content, which is expected to increase in the future. It is possible to further reduce the environmental load in the manufacturing process of hot tool steel.
- An object of the present invention is to provide a hot work tool steel excellent in toughness capable of reducing an environmental load and a method for producing the same.
- P phosphorus
- a component adjustment method suitable for achieving the relationship is also clarified, thereby achieving the present invention. did.
- the present invention includes, by mass%, C: 0.3 to less than 0.6%, Si: 1.5% or less, Mn: 1.5% or less, Cr: 3.0 to less than 6.0% Hot tool steel with excellent toughness characterized by Zn: more than 0.0025 to 0.025%, P: 0.005% or more, and Zn / P: more than 0.5 Hot tool steel.
- P 0.01% or more.
- Mo and W may be contained alone or in combination (Mo + 1 / 2W): 3.5% or less, or V: 1.5% or less.
- C 0.3 to less than 0.6%
- Si 1.5% or less
- Mn 1.5% or less
- Ni 1.5% or less (including 0%) Cr: 3.0 to less than 6.0%
- V 1.5% or less
- Nb 0.3% or less
- Co 5.0% or less (including 0%)
- Zn more than 0.0025 to 0.025%
- P 0.005% or more
- Zn / P more than 0.5
- P 0.01% or more.
- the present invention is a method for producing a hot tool steel excellent in toughness, the first step of obtaining a molten steel having a component composition of hot tool steel containing P of 0.005 mass% or more, It consists of a second step of adding Zn to the molten steel having the component composition of the hot tool steel and a third step of obtaining the steel ingot by casting the molten steel to which the Zn is added.
- the composition of the steel ingot after casting in the third step includes Zn: more than 0.0025 to 0.025 mass%, P: 0.005 mass% or more, and Zn / P: more than 0.5 hot It is a manufacturing method of hot tool steel excellent in toughness characterized by adding Zn so as to become tool steel.
- the component composition of the molten steel obtained in the first step is mass% and includes P: 0.01% or more, and the component composition of the steel ingot after casting in the third step is mass%.
- the composition of the steel ingot is, in mass%, C: 0.3 to less than 0.6%, Si: 1.5% or less, Mn: 1.5% or less, Cr: 3.0 to 6 It is preferable that the hot tool steel contains less than 0.0%. If necessary, Mo and W may be contained alone or in combination (Mo + 1 / 2W): 3.5% or less, or V: 1.5% or less.
- the most typical component composition of the steel ingot after casting in the third step is mass%, C: 0.3 to less than 0.6%, Si: 1.5% or less, Mn: 1.5 % Or less, Ni: 1.5% or less (including 0%), Cr: 3.0 to less than 6.0%, Mo and W alone or in combination (Mo + 1 / 2W): 3.5% or less, V : 1.5% or less, Nb: 0.3% or less (including 0%), Co: 5.0% or less (including 0%), Zn: more than 0.0025 to 0.025%, P: 0 0.005% or more and Zn / P: more than 0.5, which is a hot tool steel composed of the remaining Fe and inevitable impurities.
- P 0.01% or more.
- the present invention since sufficient toughness can be maintained without managing P contained in hot tool steel as an impurity to an extremely low value, energy consumption for lowering P can be saved and the environment can be saved. Can reduce the load. And the amount of Zn for maintaining sufficient toughness can be accurately adjusted by the addition method of the present invention. As described above, the present invention can drastically improve the toughness of hot tool steel, and is an effective technique for the practical application of hot tool steel that can be applied to a wide variety of uses and environments.
- Example 1 it is the figure which plotted the 2 mmU notch Charpy impact value in room temperature of this invention steel and comparative steel tempered to various hardness with respect to the hardness of a test piece.
- Example 1 it is the figure which plotted the 2 mmV notch Charpy impact value between room temperature and 400 degreeC of this invention steel and comparative steel which were tempered to the hardness of 45HRC with respect to test temperature.
- Example 2 it is the figure which plotted the 2 mmU notch Charpy impact value in room temperature of this invention steel and comparative steel tempered to various hardness with respect to the hardness of a test piece.
- Example 2 it is the figure which plotted the 2 mmV notch Charpy impact value between room temperature to 400 degreeC of this invention steel and comparative steel tempered to the hardness of 45HRC with respect to test temperature.
- a major feature of the present invention resides in that Zn, which has been conventionally treated as an impurity, is positively added in order to improve the toughness of hot work tool steel.
- P which is an element which greatly reduces toughness is in a place where its inclusion is allowed in a specific range by clarifying the relationship with the amount of added Zn of the present invention.
- a large amount of P, which has conventionally been required to be extremely reduced can be tolerated. Therefore, in the selection of raw materials, the amount of high-grade low P scrap used can be reduced, which is suitable for scrap recycling. . Furthermore, the energy and time required for removing P in the refining process can be reduced.
- mass% is simply expressed as%).
- Zn more than 0.0025 to 0.025%
- Zn is the most important additive element for the present invention, and the toughness is remarkably improved by adding Zn. And this effect can fully be acquired by adding exceeding 0.0025%. Preferably it is 0.003% or more. On the other hand, even if a large amount is added, the effect reaches a peak. Furthermore, if excessive segregation occurs at the grain boundary or the like due to excessive addition, this may return and cause deterioration in toughness. Further, the addition technique becomes complicated, so the upper limit was made 0.025%. Preferably it is 0.020% or less, More preferably, it is 0.015% or less.
- P 0.005% or more
- P is an element that segregates at the prior austenite grain boundaries during the heat treatment such as tempering and embrittles the grain boundaries. Therefore, in order to improve the toughness of hot tool steel, it is an impurity element that has been usually managed as low as possible.
- the toughness degradation effect due to P can be compensated for by making maximum use of the above-described toughness improving effect by the addition of Zn. And the remarkable effect of Zn addition required for this can be acquired by adjustment of Zn addition amount with respect to P content mentioned later.
- the hot tool steel of the present invention can tolerate a P content of 0.005% or more. Even if it is preferably 0.01% or more, more preferably 0.02% or more, sufficient toughness can be maintained.
- -Zn / P More than 0.5 Even when the hot tool steel of the present invention contains 0.005% or more of P, it is necessary to ensure a Zn addition amount sufficient to maintain sufficient toughness. Therefore, it is necessary to adjust the Zn addition amount with respect to the P content. Specifically, sufficient toughness can be ensured by setting the value of Zn / P to more than 0.5. Preferably it is more than Zn / P: 0.55. A Zn / P value exceeding 0.55 is a preferable condition even when 0.01% or more of P, further 0.02% or more of P is contained.
- Zn is not adjusted at the same timing as other additive elements, but is adjusted in advance to the component composition of the hot tool steel and added to the molten steel with a fixed P content.
- the elapsed time until the subsequent casting can be shortened, and the fluctuation of the Zn / P ratio due to the volatilization of Zn or the like can be suppressed.
- Zn is added to the first step of obtaining molten steel having a component composition of hot tool steel containing 0.005 mass% or more of P, and to the molten steel having the component composition of hot tool steel. It consists of a 2nd process and the 3rd process which casts the molten steel which added said Zn, and obtains a steel ingot.
- the composition of the steel ingot after casting in the third step includes Zn: more than 0.0025 to 0.025 mass%, P: 0.005 mass% or more, and Zn / P: This is a method for producing hot tool steel in which Zn is added so that the hot tool steel exceeds 0.5.
- P contained in the steel ingot after casting in the third step is preferably 0.01% by mass or more, more preferably 0.02% by mass or more.
- -1st process It is the process of obtaining the molten steel of the component composition of the hot tool steel containing 0.005 mass% or more of P.
- the second step described later can be specialized in adjusting the Zn content exclusively. And since it can transfer to casting of the 3rd process mentioned later immediately after a predetermined amount of Zn addition, it is easy to adjust Zn content of the steel ingot after casting exactly.
- “to obtain molten steel having a component composition of hot tool steel” means that before the second step described later, the molten steel of hot tool steel adjusted to various component compositions is used. It means to make a state.
- the process is not limited to alloy addition applied to molten steel, and may be an operation of preparing raw materials before melting, for example. And after melt
- content of P which the molten steel obtained at the 1st process contains becomes like this. Preferably it is 0.01 mass% or more, More preferably, it is 0.02 mass% or more.
- -2nd process It is the process of adding Zn to the molten steel of the hot tool steel by a 1st process.
- the 2nd process of this invention does not exclude the process for the purpose other than adding Zn. Therefore, at this time, if there is a slight difference between the elemental composition other than Zn and the component composition of the target steel ingot, fine adjustment is performed again unless a new refining treatment is performed. Also good.
- -3rd process It is the process of casting the molten steel by a 2nd process, and obtaining a steel ingot.
- hot tool steel that satisfies the component composition of the present invention is melted.
- the casting in the third step of the present invention is not limited to the ordinary ingot casting method, and may be a continuous casting method or other special ingot casting methods.
- Hot tool steel refers to steel having a component composition defined in JIS-G-4404, for example.
- standard steel types such as JIS
- conventionally proposed hot work tool steel can also be applied.
- Element types other than those defined in the above hot work tool steel can be added as necessary.
- the following are preferred component compositions of the hot work tool steel produced by the present invention. The reason for the numerical limitation will be described.
- C is an element that increases the wear resistance and seizure resistance by partly forming a solid solution in the matrix to give strength and partly forming carbides. is there. Further, when C, which is a solid interstitial atom, is co-added with a substitution atom having a high affinity with C such as Cr, the I (interstitial atom) -S (substitution atom) effect; It acts as a resistance and is also expected to increase the strength of steel. However, excessive addition causes a decrease in toughness and hot strength. Therefore, it is preferable to set it to 0.3 to less than 0.6%. More preferably, it is less than 0.55%.
- Si 1.5% or less Si is a deoxidizing agent during steel making and an element that enhances the machinability of the material. In order to obtain these effects, addition of less than 0.2% may be performed, but addition of 0.2% or more is preferable. However, since it will lead to the formation of ferrite if too much, it is preferably 1.5% or less.
- Mn has the effect of improving hardenability, suppressing the formation of ferrite, and obtaining appropriate quenching and tempering hardness. Moreover, since it exists as MnS of a nonmetallic inclusion, there is a great effect in improving machinability. In order to obtain these effects, addition of less than 0.1% may be performed, but addition of 0.1% or more is preferable. However, if it is too much, the viscosity of the base is increased and the machinability is lowered, so the content is preferably 1.5% or less.
- Cr 3.0 to less than 6.0%
- Cr is an element that enhances hardenability and forms carbides, and has an effect on strengthening the base and improving wear resistance. And it is an element which contributes also to the improvement of temper softening resistance and high temperature strength. However, excessive addition causes a decrease in hardenability and high temperature strength. Therefore, 3.0 to less than 6.0% is preferable. More preferably, it is 5.65% or less.
- Mo and W are single or composite (Mo + 1 / 2W): 3.5% or less Mo and W are single or composite for precipitating or agglomerating fine carbides by tempering to give strength and improving softening resistance. Can be added.
- the amount of addition at this time can be defined together with the Mo equivalent of (Mo + 1 / 2W) since W is about twice the atomic weight of Mo (of course, either one or both may be added) Can be added together).
- addition of less than 1.0% may be sufficient as the value of (Mo + 1 / 2W)
- addition of 1.0% or more is preferable.
- the value of (Mo + 1 / 2W) is preferably 3.5% or less.
- V 1.5% or less V has the effect of forming carbides and improving base strengthening and wear resistance.
- the temper softening resistance is increased and the coarsening of crystal grains is suppressed, thereby contributing to the improvement of toughness.
- addition of less than 0.5% may be performed, but addition of 0.5% or more is preferable. However, since too much will lead to a decrease in machinability and toughness, it is preferably made 1.5% or less.
- Ni 1.5% or less
- Ni is an element that suppresses the formation of ferrite. Also, together with C, Cr, Mn, Mo, W, etc., it imparts excellent hardenability to hot tool steel and forms a martensite-based structure even when the cooling rate during quenching is slow, resulting in toughness It is an effective element for preventing a decrease in the amount. Furthermore, since the essential toughness of the base is also improved, it is added as necessary in the present invention. However, if it is too much, the base becomes thicker and the machinability decreases. Therefore, even when it is added, the content is preferably 1.5% or less. In addition, when adding, 0.1% or more is preferable.
- Nb has the effect of forming a carbide
- the temper softening resistance is increased and the coarsening of the crystal grains is suppressed to contribute to the improvement of toughness. Therefore, in the present invention, it is added as necessary. However, if too much, machinability and toughness are reduced. Therefore, even when it is added, the content is preferably 0.3% or less. When adding, 0.05% or more is preferable.
- Co 5.0% or less
- Co forms a protective oxide film that is extremely dense and has good adhesion on the surface when the hot tool steel according to the present invention is used as a tool.
- This oxide film prevents metal contact with the counterpart material, suppresses temperature rise on the tool surface, and provides excellent wear resistance. Therefore, in this invention, it adds as needed. However, if it is too much, the toughness is lowered, so even if it is added, it is preferably 5.0% or less. When adding, 0.3% or more is preferable.
- Main elements that may remain in the steel as inevitable impurities are S, Cu, Al, Ca, Mg, O (oxygen), N (nitrogen), and the like. In order to effectively obtain the effects of the addition of Zn of the present invention, these elements are preferably as low as possible. However, on the other hand, in order to obtain additional functions and effects such as control of the shape of inclusions, other mechanical properties, and improvement in production efficiency, some inclusions and / or additions can be made. In this case, S ⁇ 0.01%, Cu ⁇ 0.25%, Al ⁇ 0.025%, Ca ⁇ 0.01%, Mg ⁇ 0.01%, O ⁇ 0.01%, N ⁇ 0.03 % Range is sufficiently acceptable and is the preferred upper limit of regulation of the present invention.
- the hot tool steel according to the present invention may be subjected to a homogenization heat treatment while processing a steel ingot after casting into a steel material, for example, as a form for sufficiently exerting the toughness improving effect by addition of Zn. preferable.
- the quenching and tempering hardness is preferably 50 HRC or less. More preferably, it is 48 HRC or less.
- the molten steel adjusted to the component composition of hot tool steel containing P of 0.005 mass% or more was maintained by a vacuum induction melting furnace.
- the component composition at this time was adjusted so that it might become the target component composition of the steel ingot after the next Zn addition (that is, injection of Zn source).
- Zn was added to the molten steel and cast to produce a steel ingot of 7 to 10 kg.
- Table 1 shows the composition of the steel ingot after casting. Zn content was measured by fluorescent X-ray analysis.
- the present invention steel is obtained by adding Zn to the component composition of the commonly used hot work tool steel JIS-SKD61 (P standard: 0.030% or less) so as to satisfy the Zn / P ratio of the present invention. A large amount of P is allowed.
- S, Cu, Al, Ca, Mg, O, and N are not added (including the case where Al is added as a deoxidizer in the melting step), and S ⁇ 0.
- the results were 01%, Cu ⁇ 0.25%, Al ⁇ 0.025%, Ca ⁇ 0.01%, Mg ⁇ 0.01%, O ⁇ 0.01%, and N ⁇ 0.03%.
- comparative steels 1 to 6 in Table 1 were also prepared in order to explain the effect of the addition of Zn of the present invention. These comparative steels are obtained by increasing only the P content of SKD61 without adding Zn (except comparative steel 6). And S, Cu, Al, Ca, Mg, O, and N are not added (however, including the case where Al is added as a deoxidizing agent in the dissolving step), S ⁇ 0.01%, Cu ⁇ 0 .25%, Al ⁇ 0.025%, Ca ⁇ 0.01%, Mg ⁇ 0.01%, O ⁇ 0.01%, and N ⁇ 0.03%.
- FIG. 1 shows the results of a 2 mm U notch Charpy impact test at room temperature for each of the inventive steels 1, 3, 5 to 7 and the comparative steels 1 and 3 to 6 at room temperature.
- the Charpy test piece was in the TL direction according to ASTM E399-90.
- the inventive steels 1, 3 and comparative steel 1 containing the same level of P, the inventive steel 5 and comparative steel 3, and the inventive steels 6, 7 and comparative steel 4, the Zn / P of the invention
- the inventive steels 1, 3, 5 to 7 to which Zn is added so as to satisfy the ratio are superior in Charpy impact value to the comparative steels 1, 3, and 4 to which Zn is not added.
- the steel 6 of the present invention contains Zn at a high concentration exceeding 0.02%, the addition of Zn results in the same level as the comparative steel 1 having a P of less than 0.01%. Maintains toughness.
- the comparative steel 6 is obtained by adding Zn to the comparative steel 5 containing the same level of P, but does not satisfy the Zn / P of the present invention, and no improvement in toughness is observed.
- FIG. 2 shows the results of a 2 mm V notch Charpy impact test between room temperature and 400 ° C. when the steels of the present invention 2, 4 to 7 and comparative steels 2 to 6 were tempered to a hardness of 45 HRC.
- the Charpy test piece was in the TL direction according to ASTM E399-90.
- the Zn / P of the present invention Inventive steels 2, 4 to 7 to which Zn is added so as to satisfy the ratio are superior in Charpy impact value at any test temperature compared to comparative steels 2 to 4 containing the same level of P.
- concentration exceeding 0.02% is comparative steel 2 with P less than 0.01%. Maintains the same level of toughness.
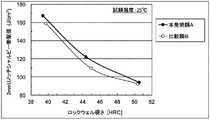
- Invention steel A is obtained by adding Zn to the component composition of hot work tool steel so as to satisfy the Zn / P ratio of the present invention.
- the comparison steel B is set as the component composition equivalent to this invention steel A except not adding Zn.
- S, Cu, Al, Ca, Mg, O, and N were not added (however, Al was added as a deoxidizer in the melting step), S ⁇ 0.01%, Cu ⁇ 0.25%, Al ⁇ 0.025%, Ca ⁇ 0.01%, Mg ⁇ 0.01%, O ⁇ 0.01%, and N ⁇ 0.03%.
- FIG. 3 shows the results of the 2 mm U-notch Charpy impact test at room temperature for the steel A of the present invention and the comparative steel B.
- the Charpy test piece was in the LS direction according to ASTM E399-90.
- These steels have high toughness due to the addition of Ni.
- filled on this is excellent in the Charpy impact value compared with the comparative steel B which did not add Zn.
- FIG. 4 shows the result of a 2 mmV notch Charpy impact test between room temperature and 400 ° C. when the steel A of the present invention and the comparative steel B were tempered to a hardness of 45 HRC.
- the Charpy test piece was in the LS direction according to ASTM E399-90.
- the steel A of the present invention in which Zn was added so as to satisfy the Zn / P ratio of the present invention in both steels having higher toughness as compared with the comparative steel B in which Zn was not added at any test temperature, Excellent Charpy impact value.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
L'invention porte sur un acier pour outil de travail à chaud doté d'une ténacité améliorée et sur un procédé de production de l'acier pour outil de travail à chaud. L'acier pour outil de travail à chaud comprend, en % en masse, une quantité supérieure ou égale à 0,3 % et inférieure à 0,6 % de C, une quantité inférieure ou égale à 1,5 % de Si, une quantité inférieure ou égale à 1,5 % de Mn et une quantité supérieure ou égale à 3,0 % et inférieure à 6,0 % de Cr, et il est caractérisé en ce qu'il contient une quantité supérieure ou égale à 0,0025 % et inférieure ou égale à 0,025 % de Zn et une quantité supérieure ou égale à 0,005 % de P et en ce que le rapport Zn/P est supérieur à 0,5. Le procédé de production d'un acier pour outil de travail à chaud comprend une première étape de préparation d'un acier fondu doté d'une composition chimique d'un acier pour outil de travail à chaud contenant 0,005 % en masse ou plus de P, une deuxième étape d'ajout de Zn à l'acier fondu ayant la composition chimique de l'acier pour outil de travail à chaud et une troisième étape de coulage de l'acier fondu auquel du Zn a été ajouté pour produire un lingot d'acier, la deuxième étape étant une étape d'ajout de Zn de façon à ce qu'une quantité supérieure ou égale à 0,0025 % en masse et inférieure ou égale à 0,025 % en masse de Zn et une quantité supérieure ou égale à 0,005 % en masse de P puissent être contenues dans la composition chimique du lingot d'acier après le coulage dans la troisième étape et l'acier pour outil de travail à chaud puisse avoir un rapport Zn/P supérieur à 0,5.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201280011470.7A CN103403209B (zh) | 2011-03-03 | 2012-02-28 | 韧性优异的热作工具钢及其制造方法 |
| EP12752790.1A EP2682491B1 (fr) | 2011-03-03 | 2012-02-28 | Acier pour outil de travail à chaud doté d'une excellente ténacité et son procédé de production |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-046103 | 2011-03-03 | ||
| JP2011046103 | 2011-03-03 | ||
| JP2011148203 | 2011-07-04 | ||
| JP2011-148203 | 2011-07-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012118053A1 true WO2012118053A1 (fr) | 2012-09-07 |
Family
ID=46757985
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/054868 Ceased WO2012118053A1 (fr) | 2011-03-03 | 2012-02-28 | Acier pour outil de travail à chaud doté d'une excellente ténacité et son procédé de production |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2682491B1 (fr) |
| CN (1) | CN103403209B (fr) |
| TW (1) | TWI447237B (fr) |
| WO (1) | WO2012118053A1 (fr) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101862962B1 (ko) * | 2014-05-28 | 2018-05-30 | 히타치 긴조쿠 가부시키가이샤 | 열간 공구 재료 및 열간 공구의 제조 방법 |
| US10533235B2 (en) | 2014-07-23 | 2020-01-14 | Hitachi Metals, Ltd. | Hot-working tool material, method for manufacturing hot-working tool, and hot-working tool |
| WO2016136401A1 (fr) * | 2015-02-25 | 2016-09-01 | 日立金属株式会社 | Outil de travail à chaud et son procédé de fabrication |
| EP3305934B1 (fr) * | 2016-03-18 | 2020-02-19 | Hitachi Metals, Ltd. | Matériau d'outil de formage à froid et procédé de fabrication d'outil de formage à froid |
| CN114000059B (zh) * | 2018-10-05 | 2022-08-16 | 日立金属株式会社 | 热作工具钢及热作工具 |
| CN112442626A (zh) * | 2019-09-03 | 2021-03-05 | 建德市亚力达工具有限公司 | 一种高速圆切机的切刀制备工艺 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003155540A (ja) | 2001-10-03 | 2003-05-30 | Boehler Edelstahl Gmbh | 熱間加工鋼対象物 |
| JP2004018925A (ja) * | 2002-06-14 | 2004-01-22 | Nippon Steel Corp | 被削性に優れた鋼 |
| JP2004100027A (ja) * | 2002-09-12 | 2004-04-02 | Nippon Steel Corp | 耐低温変態割れ性に優れた液相拡散接合用鋼材 |
| JP2007224418A (ja) | 2006-01-30 | 2007-09-06 | Hitachi Metals Ltd | 靭性に優れた熱間工具鋼 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4886640A (en) | 1988-08-22 | 1989-12-12 | Carpenter Technology Corporation | Hot work tool steel with good temper resistance |
| AT403058B (de) | 1995-03-23 | 1997-11-25 | Boehler Edelstahl | Eisenbasislegierung zur verwendung bei erhöhter temperatur und werkzeug aus dieser legierung |
| SE511758C2 (sv) | 1998-03-27 | 1999-11-22 | Uddeholm Tooling Ab | Stålmaterial för varmarbetsverktyg |
| JP3468126B2 (ja) | 1998-10-14 | 2003-11-17 | 大同特殊鋼株式会社 | 冷間加工性にすぐれたマルテンサイト系耐熱鋼 |
| JP3602102B2 (ja) * | 2002-02-05 | 2004-12-15 | 日本高周波鋼業株式会社 | 熱間工具鋼 |
| JP2004019001A (ja) | 2002-06-20 | 2004-01-22 | Daido Steel Co Ltd | 耐溶損性に優れた熱間工具鋼及び金型部材 |
| KR20120006091A (ko) * | 2006-09-15 | 2012-01-17 | 히타치 긴조쿠 가부시키가이샤 | 인성 및 고온 강도가 우수한 열간 공구강 및 그의 제조 방법 |
| JP4473928B2 (ja) * | 2007-04-18 | 2010-06-02 | 新日本製鐵株式会社 | 被削性と衝撃値に優れた熱間加工鋼材 |
| BRPI0904607A2 (pt) | 2009-11-17 | 2013-07-02 | Villares Metals Sa | aÇo de alta resistÊncia ao revenido |
-
2012
- 2012-02-28 WO PCT/JP2012/054868 patent/WO2012118053A1/fr not_active Ceased
- 2012-02-28 EP EP12752790.1A patent/EP2682491B1/fr not_active Revoked
- 2012-02-28 CN CN201280011470.7A patent/CN103403209B/zh active Active
- 2012-03-02 TW TW101106849A patent/TWI447237B/zh active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003155540A (ja) | 2001-10-03 | 2003-05-30 | Boehler Edelstahl Gmbh | 熱間加工鋼対象物 |
| JP2004018925A (ja) * | 2002-06-14 | 2004-01-22 | Nippon Steel Corp | 被削性に優れた鋼 |
| JP2004100027A (ja) * | 2002-09-12 | 2004-04-02 | Nippon Steel Corp | 耐低温変態割れ性に優れた液相拡散接合用鋼材 |
| JP2007224418A (ja) | 2006-01-30 | 2007-09-06 | Hitachi Metals Ltd | 靭性に優れた熱間工具鋼 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2682491A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103403209B (zh) | 2016-01-13 |
| EP2682491A1 (fr) | 2014-01-08 |
| TW201250011A (en) | 2012-12-16 |
| CN103403209A (zh) | 2013-11-20 |
| EP2682491A4 (fr) | 2015-04-08 |
| EP2682491B1 (fr) | 2018-07-04 |
| TWI447237B (zh) | 2014-08-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6032881B2 (ja) | 熱間金型用鋼 | |
| JP5815946B2 (ja) | 鋼の焼入方法 | |
| JP7305483B2 (ja) | 靱性に優れた熱間工具鋼 | |
| JP6366326B2 (ja) | 高靱性熱間工具鋼およびその製造方法 | |
| KR20050077008A (ko) | 합금 공구용 강 | |
| WO2018182480A1 (fr) | Acier à outils pour travail à chaud | |
| WO2008032816A1 (fr) | Acier à outils pour formage à chaud présentant d'excellentes qualités de rigidité et de résistance à des températures élevées, et son procédé de production | |
| WO2012118053A1 (fr) | Acier pour outil de travail à chaud doté d'une excellente ténacité et son procédé de production | |
| EP2247761B1 (fr) | Procédé de réalisation d'un acier inoxydable durcissable par précipitation, résistant à la fatigue, à rigidité et à résistance élevées | |
| JP5029942B2 (ja) | 靭性に優れた熱間工具鋼 | |
| JP6529234B2 (ja) | 高い靭性と軟化抵抗性を有する高速度工具鋼 | |
| JP4860774B1 (ja) | 冷間工具鋼 | |
| JP4123618B2 (ja) | 高温強度と靱性に優れた熱間工具鋼 | |
| JP6156670B2 (ja) | 熱間工具およびその製造方法 | |
| JP7287448B1 (ja) | 浸炭用温間鍛造部品及びその製造方法 | |
| JP5212772B2 (ja) | 靭性および高温強度に優れた熱間工具鋼 | |
| CZ20032755A3 (cs) | Nástrojová ocel, způsob výroby dílů z této oceli a díl z oceli získaný uvedeným způsobem | |
| JPH02247357A (ja) | 転造ダイス用鋼 | |
| JP2005336553A (ja) | 熱間工具鋼 | |
| JP2009221594A (ja) | 靭性に優れた熱間工具鋼 | |
| JP5907416B2 (ja) | 靭性に優れた熱間工具鋼の製造方法 | |
| JP2007308784A (ja) | 合金鋼 | |
| JP5907415B2 (ja) | 靭性に優れた熱間工具鋼 | |
| JP2018154884A (ja) | 冷間工具鋼 | |
| JP4322239B2 (ja) | 冷間工具鋼及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12752790 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |