WO2013146644A1 - Film stratifié, procédé de production d'un film stratifié polarisant et procédé de production de plaque de polarisation - Google Patents
Film stratifié, procédé de production d'un film stratifié polarisant et procédé de production de plaque de polarisation Download PDFInfo
- Publication number
- WO2013146644A1 WO2013146644A1 PCT/JP2013/058510 JP2013058510W WO2013146644A1 WO 2013146644 A1 WO2013146644 A1 WO 2013146644A1 JP 2013058510 W JP2013058510 W JP 2013058510W WO 2013146644 A1 WO2013146644 A1 WO 2013146644A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- layer
- polyvinyl alcohol
- laminated film
- base film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/023—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets using multilayered plates or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/0427—Coating with only one layer of a composition containing a polymer binder
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/043—Improving the adhesiveness of the coatings per se, e.g. forming primers
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/30—Polarising elements
- G02B5/3025—Polarisers, i.e. arrangements capable of producing a definite output polarisation state from an unpolarised input state
- G02B5/3033—Polarisers, i.e. arrangements capable of producing a definite output polarisation state from an unpolarised input state in the form of a thin sheet or foil, e.g. Polaroid
- G02B5/3041—Polarisers, i.e. arrangements capable of producing a definite output polarisation state from an unpolarised input state in the form of a thin sheet or foil, e.g. Polaroid comprising multiple thin layers, e.g. multilayer stacks
- G02B5/305—Polarisers, i.e. arrangements capable of producing a definite output polarisation state from an unpolarised input state in the form of a thin sheet or foil, e.g. Polaroid comprising multiple thin layers, e.g. multilayer stacks including organic materials, e.g. polymeric layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2029/00—Use of polyvinylalcohols, polyvinylethers, polyvinylaldehydes, polyvinylketones or polyvinylketals or derivatives thereof as moulding material
- B29K2029/04—PVOH, i.e. polyvinyl alcohol
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/516—Oriented mono-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2551/00—Optical elements
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/10—Homopolymers or copolymers of propene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2429/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal, or ketal radical; Hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Derivatives of such polymer
- C08J2429/02—Homopolymers or copolymers of unsaturated alcohols
- C08J2429/04—Polyvinyl alcohol; Partially hydrolysed homopolymers or copolymers of esters of unsaturated alcohols with saturated carboxylic acids
Definitions
- the present invention relates to a polarizing laminated film having a polarizer layer or a laminated film that can be suitably used as a production intermediate of a polarizing plate. Moreover, this invention relates to the manufacturing method of a light-polarizing laminated film, and the manufacturing method of a polarizing plate.
- the polarizing plate is widely used as a polarized light supplying element and a polarized light detecting element in a liquid crystal display device.
- a polarizing plate a polarizing film made of a polyvinyl alcohol resin and a protective film made of triacetyl cellulose or the like bonded to an adhesive is used.
- a layer made of the coating liquid In the method including the step of forming a polyvinyl alcohol-based resin layer on a base film by applying a coating liquid containing a polyvinyl alcohol-based resin as described above to obtain a laminated film, a layer made of the coating liquid
- the process of drying the base film in which (coating layer) was formed and removing the solvent in a coating layer becomes essential. However, during the drying, defects such as wrinkles and folds may occur in the base film, or the coating solution may accumulate in the defective portions, resulting in poor drying.
- an object of the present invention is a laminated film comprising a polyvinyl alcohol-based resin layer formed by coating a coating liquid containing a polyvinyl alcohol-based resin on a substrate film and subsequent drying. It is an object of the present invention to provide a laminated film in which defects such as wrinkles or folds that may occur in the film and defects in drying of the coating layer associated therewith are sufficiently suppressed.
- Another object of the present invention is to form a laminated film by forming a polyvinyl alcohol-based resin layer by coating a substrate liquid containing a polyvinyl alcohol-based resin on a base film and subsequent drying to obtain a laminated film. And a method for producing a polarizing laminated film or polarizing plate using the polyvinyl alcohol resin layer as a polarizer layer by dyeing, and defects such as wrinkles or folds in the substrate film during drying and the coating layer associated therewith An object of the present invention is to provide a method capable of efficiently producing a polarizing laminated film or a polarizing plate without causing poor drying.
- a base film preparation step for obtaining a base film by heat-treating the thermoplastic resin film After applying a coating liquid containing a polyvinyl alcohol-based resin on at least one surface of the obtained base film, a resin layer forming step of obtaining a laminated film by forming a polyvinyl alcohol-based resin layer by drying, A stretching process for obtaining a stretched film by uniaxially stretching the resulting laminated film; A dyeing step of obtaining a polarizing laminated film by dyeing a polyvinyl alcohol-based resin layer of the obtained stretched film with a dichroic dye to form a polarizer layer;
- the said base film preparation process is a manufacturing method of a light-polarizing laminated film including the process of heat-processing the said thermoplastic resin film at the temperature more than the drying temperature in the said resin layer formation process.
- the primer layer forming coating solution is applied to the surface of the base film on which the coating solution is applied, and then dried. Further comprising a primer layer forming step of forming a primer layer by The said base film preparation process is a manufacturing method of the polarizing laminated film as described in [8] including the process of heat-processing the said thermoplastic resin film at the temperature more than the drying temperature in the said primer layer formation process.
- a base material for preparing a base film comprising a thermoplastic resin film in which a surface layer on which a polyvinyl alcohol-based resin layer is formed at least in the next step is composed of a crystalline thermoplastic resin containing a nucleating agent
- a film preparation process After applying a coating liquid containing a polyvinyl alcohol-based resin on at least one surface of the base film, a resin layer forming step of obtaining a laminated film by forming a polyvinyl alcohol-based resin layer by drying; A stretching process for obtaining a stretched film by uniaxially stretching the resulting laminated film; A dyeing step of obtaining a polarizing laminated film by dyeing a polyvinyl alcohol-based resin layer of the obtained stretched film with a dichroic dye to form a polarizer layer; A method for producing a polarizing laminate film.
- the present invention by using a base film excellent in heat resistance having a tensile elastic modulus at 80 ° C. of 140 MPa or more, defects such as wrinkles or folds that may occur in the base film and coating associated therewith It is possible to provide a laminated film in which problems such as poor drying of layers are sufficiently suppressed.
- the laminated film according to the present invention can be suitably used as a production intermediate for a polarizing laminated film or a polarizing plate.
- a laminated film can be produced without the above-mentioned problems by using a base film excellent in heat resistance having a tensile elastic modulus at 80 ° C. of 140 MPa or more.
- a polarizing laminated film or a polarizing plate can be efficiently produced without impairing stretchability and dyeability.
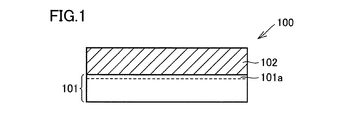
- the base film 101 exhibits high heat resistance, and specifically, the tensile elastic modulus at 80 ° C. is 140 MPa or more.
- the polyvinyl alcohol-based resin layer 102 is a layer formed by applying a coating liquid containing a polyvinyl alcohol-based resin to the base film 101 and then drying it. By forming the polyvinyl alcohol-based resin layer 102 by coating, the thickness of the polyvinyl alcohol-based resin layer 102 can be reduced to 30 ⁇ m or less, preferably 20 ⁇ m or less, more preferably 10 ⁇ m or less.
- the laminated film of the present invention can be suitably used as a production intermediate for a polarizing laminated film having a polarizer layer or a polarizing plate, as will be described in detail later.
- the laminated film 100 shown in FIG. 1 is used as a production intermediate, the laminated film 100 is uniaxially stretched together with the base film 101 and stretched with the stretched film 200 (stretched with the stretched base film 201) shown in FIG. And a stretching step S30 for obtaining a polarizer layer by dyeing the polyvinyl alcohol resin layer 202 of the obtained stretched film 200 with a dichroic dye.
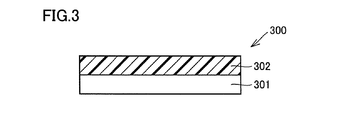
- step S40 a polarizing laminated film 300 in which a polarizer layer 302 is laminated on a base film 301 as shown in FIG. 3 can be manufactured.
- a polarizing laminated film and a polarizing plate can be produced without impairing stretchability and dyeability.
- the tensile elastic modulus at “80 ° C.” is adopted in the present invention.
- the polyvinyl alcohol-type resin layer 102 is formed by making it dry, and the laminated film 100 is manufactured.
- a primer layer-forming coating solution is applied to the surface of the base film 101 on which the polyvinyl alcohol-based resin layer 102 is formed, and then dried. As a result, a primer layer may be formed. Since these drying treatments are generally performed at around 80 ° C., the tensile elastic modulus at 80 ° C. was adopted in the present invention.
- the method 1) can be adopted regardless of whether the thermoplastic resin constituting the thermoplastic resin film is crystalline or amorphous.
- an attenuated total reflection method (Attenuated Total Reflection method: ATR method), a method of measuring specific gravity, or the like can be substituted.
- the crystallinity can be obtained by the following method. That is, first, using an infrared spectrophotometer, the infrared spectrum of the film surface made of a polypropylene resin is measured by the attenuated total reflection method (ATR method).
- the ATR method employed here is a method in which the measurement surface of the base film 101 is directly brought into close contact with the germanium crystal prism, and an infrared spectral spectrum relating to a layer of about several ⁇ m constituting the extreme surface of the base film 101. Can be obtained.
- the method and formula for determining the crystallinity of the film surface made of the polypropylene resin shown here are, for example, the following documents: J. et al. Appl. Polym. Sci. , 2,166 (1959), Kinichi Shinichi and Iwamoto Rekichi, “Material Analysis by Infrared Method: Fundamentals and Applications”, Kodansha Scientific, August 1986, pp. 214-215, This method is generally known.
- thermoplastic resin constituting the base film 101 is preferably excellent in transparency, mechanical strength, thermal stability, stretchability and the like.
- specific examples of such thermoplastic resins include, for example, polyolefin resins such as chain polyolefin resins and cyclic polyolefin resins (norbornene resins, etc.); polyester resins; (meth) acrylic resins; cellulose triacetate, cellulose Cellulose ester resins such as diacetate; Polycarbonate resins; Polyvinyl alcohol resins; Polyvinyl acetate resins; Polyarylate resins; Polystyrene resins; Polyethersulfone resins; Polysulfone resins; Polyamide resins; And mixtures thereof, copolymers, and the like.
- the base film 101 may have a single-layer structure composed of one resin layer composed of one or two or more thermoplastic resins, or a plurality of resin layers composed of one or two or more thermoplastic resins.
- a laminated multilayer structure may be used.
- the chain polyolefin-based resin examples include homopolymers of chain olefins such as polyethylene resins and polypropylene resins, and copolymers composed of two or more chain olefins.
- the base film 101 made of a chain polyolefin-based resin is preferable in that it is easily stretched stably at a high magnification.
- the base film 101 is made of polypropylene resin (polypropylene resin which is a homopolymer of propylene, copolymer mainly composed of propylene, etc.), polyethylene resin (polyethylene resin which is a homopolymer of ethylene or ethylene). More preferably, the main component is a copolymer or the like.
- the copolymer mainly composed of propylene which is one example suitably used as the thermoplastic resin constituting the base film 101, is a copolymer of propylene and another monomer copolymerizable therewith.
- Examples of other monomers copolymerizable with propylene include ethylene and ⁇ -olefin.
- ⁇ -olefin an ⁇ -olefin having 4 or more carbon atoms is preferably used, and more preferably an ⁇ -olefin having 4 to 10 carbon atoms.
- Specific examples of the ⁇ -olefin having 4 to 10 carbon atoms include, for example, linear monoolefins such as 1-butene, 1-pentene, 1-hexene, 1-heptene, 1-octene and 1-decene; Branched monoolefins such as methyl-1-butene, 3-methyl-1-pentene, 4-methyl-1-pentene; and vinylcyclohexane.
- the copolymer of propylene and other monomers copolymerizable therewith may be a random copolymer or a block copolymer.
- the content of the other monomer in the copolymer is, for example, 0.1 to 20% by weight, preferably 0.5 to 10% by weight.
- the content of other monomers in the copolymer can be determined by measuring infrared (IR) spectrum according to the method described on page 616 of "Polymer Analysis Handbook" (1995, published by Kinokuniya Shoten). Can be sought.
- polypropylene resin a propylene homopolymer, a propylene-ethylene random copolymer, a propylene-1-butene random copolymer, or a propylene-ethylene-1-butene random copolymer is preferably used.
- the stereoregularity of the polypropylene resin is substantially isotactic or syndiotactic.
- the base film 101 made of a polypropylene-based resin having substantially isotactic or syndiotactic stereoregularity has relatively good handleability and excellent mechanical strength in a high temperature environment.
- the cyclic polyolefin resin is a general term for resins that are polymerized using a cyclic olefin as a polymerization unit, and is described in, for example, JP-A-1-240517, JP-A-3-14882, JP-A-3-122137, and the like. Resin.
- cyclic polyolefin resin examples include ring-opening (co) polymers of cyclic olefins, addition polymers of cyclic olefins, copolymers of cyclic olefins and chain olefins such as ethylene and propylene (typically Random copolymers), graft polymers obtained by modifying them with an unsaturated carboxylic acid or a derivative thereof, and hydrides thereof.
- norbornene resins using norbornene monomers such as norbornene and polycyclic norbornene monomers as cyclic olefins are preferably used.
- cyclic polyolefin resins examples include “Topas” (TOPAS ADVANCED POLYMERS GmbH, available from Polyplastics Co., Ltd.), “Arton” (manufactured by JSR Co., Ltd.). “ZEONOR” (manufactured by Nippon Zeon Co., Ltd.), “ZEONEX” (manufactured by Nippon Zeon Co., Ltd.), “Apel” (manufactured by Mitsui Chemicals, Inc.), and the like.
- film names such as “ESCINA” (manufactured by Sekisui Chemical Co., Ltd.), “SCA40” (manufactured by Sekisui Chemical Co., Ltd.), “ZEONOR FILM” (manufactured by Nippon Zeon Co., Ltd.), etc.
- You may use the commercial item of the cyclic polyolefin resin film made as the base film 101 or the thermoplastic resin film whose tensile elasticity modulus in 80 degreeC for forming this is less than 140 Mpa.
- the base film 101 may be composed of one kind of cyclic polyolefin-based resin, may be composed of a mixture of two or more kinds of cyclic polyolefin-based resins, or may be composed of two or more kinds of cyclic polyolefin-based resins. You may be comprised from the copolymer.
- polyester resin examples include polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, polybutylene naphthalate, polytrimethylene terephthalate, polytrimethylene naphthalate, polycyclohexane dimethyl terephthalate, polycyclohexane dimethyl naphthalate and the like. It is done.
- the base film 101 may be composed of one kind of polyester resin, may be composed of a mixture of two or more polyester resins, or a copolymer of two or more polyester resins. You may be comprised from.
- any appropriate (meth) acrylic resin can be adopted as the (meth) acrylic resin.
- the (meth) acrylic resin include, for example, poly (meth) acrylic acid esters such as polymethyl methacrylate, methyl methacrylate- (meth) acrylic acid copolymer, methyl methacrylate- (meth) acrylic acid ester Copolymer, methyl methacrylate-acrylic ester- (meth) acrylic acid copolymer, (meth) methyl acrylate-styrene copolymer (MS resin, etc.), polymer having an alicyclic hydrocarbon group (for example, Methyl methacrylate-cyclohexyl methacrylate copolymer, methyl methacrylate- (meth) acrylate norbornyl copolymer, etc.).
- C 1-6 alkyl poly (meth) acrylate such as poly (meth) acrylate is used, more preferably methyl methacrylate as a main component (50 to 100% by weight, preferably 70 to 100% by weight). %) Is used.
- the base film 101 may be composed of one kind of (meth) acrylic resin, may be composed of a mixture of two or more kinds of (meth) acrylic resins, or may be composed of two or more kinds of ( You may be comprised from the copolymer of the meth) acrylic-type resin.
- Examples of commercially available cellulose triacetate are “Fujitac TD80” (manufactured by Fuji Film Co., Ltd.), “Fujitac TD80UF” (manufactured by Fuji Film Co., Ltd.), “Fujitac TD80UZ” (Fuji Film ( Co., Ltd.), “Fujitac TD40UZ” (manufactured by FUJIFILM Corporation), “KC8UX2M” (manufactured by Konica Minolta Opto Corporation), “KC4UY” (manufactured by Konica Minolta Opto Corporation), and the like.
- the base film 101 may be composed of one kind of cellulose ester resin, may be composed of a mixture of two or more kinds of cellulose ester resins, or may be composed of two or more kinds of cellulose ester resins. You may be comprised from the copolymer.
- Polycarbonate resin is available in various products. Examples of commercially available polycarbonate-based resins are all “Panlite” (manufactured by Teijin Chemicals Ltd.), “Iupilon” (manufactured by Mitsubishi Engineering Plastics), “SD Polyca” (Sumitomo Dow). (Manufactured by Dow Chemical Co., Ltd.).
- the base film 101 may be composed of one type of polycarbonate resin, may be composed of a mixture of two or more types of polycarbonate resins, or is a copolymer of two or more types of polycarbonate resins. You may be comprised from.
- thermoplastic resins may be added to the base film 101 in addition to the above thermoplastic resin.
- additives include ultraviolet absorbers, antioxidants, lubricants, plasticizers, mold release agents, anti-coloring agents, flame retardants, nucleating agents, antistatic agents, pigments, and coloring agents.
- the content of the thermoplastic resin in the base film 101 is preferably 50 to 100% by weight, more preferably 50 to 99% by weight, still more preferably 60 to 98% by weight, and particularly preferably 70 to 97% by weight. .
- the content of the thermoplastic resin in the base film 101 is less than 50% by weight, the high transparency inherent in the thermoplastic resin may not be sufficiently exhibited.
- the melting point of the thermoplastic resin constituting the base film 101 is preferably 110 ° C. or higher, and more preferably 130 ° C. or higher.
- the melting point of the thermoplastic resin is a value measured at a temperature increase rate of 10 ° C./mim based on ISO3146.
- the thickness of the substrate film 101 can be determined as appropriate, but generally it is preferably 1 to 500 ⁇ m, more preferably 1 to 300 ⁇ m, further preferably 5 to 200 ⁇ m, from the viewpoint of workability such as strength and handleability. Most preferred is 150 ⁇ m.
- the polyvinyl alcohol-based resin layer 102 is a layer formed by applying a coating liquid containing a polyvinyl alcohol-based resin to the base film 101 and then drying the coating liquid. This is the layer that becomes the polarizer layer 302 through S30 and the dyeing step S40. According to such a forming method by coating, the thickness of the polyvinyl alcohol-based resin layer and thus the polarizer layer can be reduced, which is advantageous for thinning the polarizing laminated film and the polarizing plate. Moreover, since the base film 101 excellent in heat resistance having a tensile elastic modulus at 80 ° C. of 140 MPa or more is used, defects such as wrinkles or folds during drying of the coating layer and drying of the coating layer associated therewith are obtained. Problems such as defects can be effectively suppressed.
- the polyvinyl alcohol-based resin layer 102 may be formed only on one surface of the base film 101 or on both surfaces. Since it is possible to obtain two polarizing plates from one polarizing laminated film while suppressing curling of the polarizing laminated film and the film that may occur during the production of the polarizing plate when formed on both sides, the production efficiency of the polarizing plate This is also advantageous.
- the thickness of the polyvinyl alcohol-based resin layer 102 in the laminated film 100 is preferably 3 to 30 ⁇ m, and more preferably 5 to 20 ⁇ m. If it is the polyvinyl alcohol-type resin layer 102 which has the thickness in this range, the dyeing
- the polarizer layer 302 can be obtained. When the thickness of the polyvinyl alcohol-based resin layer 102 exceeds 30 ⁇ m, the thickness 302 of the polarizer layer may exceed 10 ⁇ m. Moreover, when the thickness of the polyvinyl alcohol-based resin layer 102 is less than 3 ⁇ m, the film becomes too thin after stretching and the dyeability tends to deteriorate.
- FIG. 4 is a flowchart showing a preferred embodiment of a method for producing a laminated film, a polarizing laminated film and a polarizing plate according to the present invention.
- the manufacturing method of the laminated film of this embodiment includes the following steps: A base film preparation step S10 for preparing a base film made of a thermoplastic resin film having a tensile elastic modulus at 80 ° C.
- Resin layer forming step S20 to obtain a laminated film by forming a polyvinyl alcohol-based resin layer by applying a coating liquid containing a polyvinyl alcohol-based resin on at least one surface of the base film, and then drying; Are included in this order.
- the manufacturing method of the light-polarizing laminated film of this embodiment includes the following steps: A base film preparation step S10 for preparing a base film made of a thermoplastic resin film having a tensile elastic modulus at 80 ° C. of 140 MPa or more, Resin layer forming step S20 to obtain a laminated film by forming a polyvinyl alcohol-based resin layer by applying a coating liquid containing a polyvinyl alcohol-based resin on at least one surface of the base film, and then drying; Stretching step S30 to obtain a stretched film by uniaxially stretching the resulting laminated film, Dyeing step S40 to obtain a polarizing laminated film by dyeing a polyvinyl alcohol-based resin layer of the obtained stretched film with a dichroic dye to form a polarizer layer, Are included in this order.
- the polarizing plate is bonded to a protective film on the polarizer layer of the polarizing laminated film obtained by carrying out the dyeing step S40 (bonding step S50). ), And then the substrate film can be peeled off from the bonded film (peeling step S60).
- Base film preparation step S10 This step is a step of preparing a base film 101 made of a thermoplastic resin film having a tensile elastic modulus at 80 ° C. of 140 MPa or more (preferably 150 MPa or more, more preferably 155 MPa or more).
- a method of heat-treating the thermoplastic resin film at a temperature equal to or higher than the drying temperature in the subsequent resin layer forming step S20 and 2) The surface layer 101a of the surface on which at least the polyvinyl alcohol-based resin layer is formed in the thermoplastic resin film.
- the method 1) can be adopted regardless of whether the thermoplastic resin constituting the thermoplastic resin film is crystalline or amorphous.
- the method 2) can be employed when at least the surface layer of the thermoplastic resin film is composed of a crystalline thermoplastic resin.
- the method for increasing the crystallinity of the surface layer 101a to 58% or more includes at least a crystalline thermoplastic resin in addition to the method of heat-treating the thermoplastic resin film as in the method 1).
- the method of making a surface layer contain a nucleating agent can be mentioned.
- base film preparatory process S10 heat-processes a thermoplastic resin film at the temperature more than the drying temperature in subsequent resin layer formation process S20 (henceforth "heat processing process S10").
- -A " or at least the surface layer 101a (the surface layer on which the polyvinyl alcohol-based resin layer 102 is formed in the subsequent resin layer forming step S20) is a crystalline thermoplastic resin containing a nucleating agent. It can comprise a step of preparing a base film 101 made of a thermoplastic resin film (hereinafter referred to as “nucleating agent addition step S10-b”).
- the base film preparation step S10 may include both the heat treatment step S10-a and the nucleating agent addition step S10-b.
- the crystalline thermoplastic resin include, for example, a chain polyolefin resin, a polyester resin, a crystalline cellulose ester resin, a polyvinyl alcohol resin, a polystyrene resin, a polyamide resin, a polyimide resin, and a mixture thereof. And copolymers. More specific examples of the crystalline chain polyolefin resin include, for example, a homopolymer composed of ethylene, propylene or an ⁇ -olefin having 4 to 20 carbon atoms, and a copolymer composed of two or more of these monomers. Etc. Specific examples of the crystalline polyester-based resin include polyethylene terephthalate, polyethylene naphthalate, polybutylene terephthalate, and the like.
- thermoplastic resin film By heat-treating (annealing) the thermoplastic resin film at a temperature equal to or higher than the drying temperature in the resin layer forming step S20, crystallization of the thermoplastic resin film proceeds and the heat resistance of the obtained base film 101 is improved. .
- the drying temperature in resin layer formation process S20 here means the maximum temperature at the time of drying.
- the heat treatment temperature in the heat treatment step S10-a depends on the material of the thermoplastic resin film and the drying temperature in the resin layer forming step S20.
- the heat treatment temperature is dried to prevent poor drying. Since the temperature is preferably 80 ° C. or higher, the heat treatment temperature is preferably 80 ° C. or higher, and more preferably 90 ° C. or higher.
- crystallization of the base film 101 can be favorably progressed if the heat treatment temperature is 80 ° C. or higher, preferably 90 ° C. or higher.
- the heat treatment temperature is usually adjusted to be lower than the phase transition temperature (melting point or glass transition temperature) of the thermoplastic resin film.
- the heat treatment time in the heat treatment step S10-a is preferably 3 seconds to 5 minutes, and preferably 5 seconds to 3 minutes. By setting the heat treatment time to 3 seconds or more, a significant effect of improving the heat resistance of the base film 101 can be obtained. The heat treatment time exceeding 5 minutes is disadvantageous in terms of productivity.
- the heat treatment step S10-a may consist of a single heat treatment step or may be a combination of multi-step heat treatment steps.
- the heat treatment step is a step of heat-treating the thermoplastic resin film at a temperature equal to or higher than the drying temperature in the resin layer forming step S20.
- one or more of the multi-stage heat treatment steps is a step of heat-treating the thermoplastic resin film at a temperature equal to or higher than the drying temperature in the resin layer forming step S20.
- the heat treatment at each stage constituting the heat treatment step S10-a includes, for example, a zone heating method in which the heat treatment is performed by passing through a drying furnace (oven), a method in which the heat treatment is performed by contact with a heat roll, and a thermoplastic resin film. It can be selected from a method of heating and drying while stretching in a direction perpendicular to the conveying direction. For example, a plurality of heat treatment methods may be combined such that the first stage is heated by a hot roll and the second stage is zone heating.
- the heat treatment step S10-a is a combination of multi-step heat treatment steps
- the heat treatment step S10-a is a step of heat-treating the thermoplastic resin film at a temperature lower than the drying temperature in the resin layer forming step S20. Can be included.
- the heat treatment time in the entire heat treatment step S10-a may be 3 seconds to 5 minutes for the same reason as described above. Preferably, it is 5 seconds to 3 minutes.
- the maximum heat treatment temperature and the heat treatment time in the heat treatment step S10-a do not excessively increase the crystallinity of the base film 101.
- it adjusts suitably according to the material etc. of a thermoplastic resin film. If the maximum heat treatment temperature is excessively increased or the heat treatment time is excessively increased, the crystallinity of the base film 101 becomes excessively high and the stretchability tends to be impaired.
- thermoplastic resin film when at least the surface layer of the thermoplastic resin film is composed of a crystalline thermoplastic resin, in order to increase the crystallinity of at least the surface layer 101a in the base film 101 more effectively, heating is performed. You may perform an extending
- the thermoplastic resin film is made of a resin that easily undergoes oriented crystallization, such as a polyester-based resin such as polyethylene terephthalate, the stretching treatment is effective in improving the crystallinity.
- the base film 101 is formed between the base film preparation step S10 and the resin layer formation step S20 described later.
- a primer layer forming step for forming the primer layer can be provided.
- the primer layer can be formed by applying a primer layer forming coating solution to the substrate film 101 and then drying it. Therefore, when this primer layer forming step is carried out, defects such as wrinkles and folds are generated in the base film 101 during drying of the coating layer in the step, or the coating liquid is present in the defective portion.
- the heat treatment step S10-a may include a step of heat treating the thermoplastic resin film at a temperature equal to or higher than the drying temperature in the primer layer forming step. preferable.
- the step of heat-treating the thermoplastic resin film at a temperature equal to or higher than the drying temperature in the primer layer forming step is the same step as the step of heat-treating the thermoplastic resin film at a temperature equal to or higher than the drying temperature in the resin layer forming step S20 described above. It may be a different heat treatment step included in the heat treatment step S10-a.
- thermoplastic resin film at a temperature equal to or higher than the drying temperature in the primer layer forming step
- the base film preparation step S10 includes the nucleating agent addition step S10-b
- at least the surface layer 101a on the surface on which the polyvinyl alcohol-based resin layer 102 is formed in the resin layer forming step S20 contains the nucleating agent.
- a thermoplastic resin film composed of a crystalline thermoplastic resin is produced and used as a base film 101.
- the crystallinity of at least the surface layer 101a can be 58% or more.
- the base film 101 which is a thermoplastic resin film containing a nucleating agent in the surface layer 101a, is added to and kneaded with the nucleating agent in the thermoplastic resin raw material constituting the base film 101, and the nucleating agent-containing thermoplastic resin raw material is used. It can be obtained by forming a film by a known method.
- the nucleating agent is a substance that becomes the nucleus of the crystal. Since many nuclei are formed by the addition of the nucleating agent, the crystallinity of the crystalline thermoplastic resin portion containing the nucleating agent is increased and the heat resistance is improved when the thermoplastic resin material is formed. Thereby, in the next resin layer forming step S20, when heating to dry and remove the solvent in the layer (coating layer) made of the coating liquid, defects such as wrinkles and folds are formed in the base film 101. It is possible to effectively suppress the occurrence of the occurrence of the occurrence of a dry failure due to the coating liquid remaining in the defective portion.
- a chain polyolefin-based resin it is preferable to use a chain polyolefin-based resin. From the viewpoint of physical strength of the obtained base film 101 and suppression of bleeding of the nucleating agent, a single weight composed of an aliphatic monoolefin having 2 to 6 carbon atoms. It is more preferable to use a polymer or copolymer having a number average molecular weight of about 10,000 to 200,000 (preferably 20,000 to 150,000) and a high molecular weight.
- homopolymer or copolymer examples include, for example, homopolypropylene resin, low density polyethylene resin, high density polyethylene resin, copolymer resin of ethylene and ⁇ -olefin having 4 to 6 carbon atoms, ethylene- And propylene copolymer resins.
- the inorganic nucleating agent include, for example, alkali metal hydroxides such as lithium hydroxide, sodium hydroxide, and potassium hydroxide; alkali metal oxides such as sodium oxide; lithium carbonate, sodium carbonate, potassium carbonate, and hydrogen carbonate.
- Alkali metal carbonates such as sodium and potassium hydrogen carbonate; alkaline earth metal hydroxides such as calcium hydroxide, magnesium hydroxide and barium hydroxide; alkaline earth metal oxides such as calcium carbonate and calcium oxide.
- Resin layer forming step S20 This step is a step of obtaining the laminated film 100 by forming the polyvinyl alcohol resin layer 102 on at least one surface of the base film 101.
- the polyvinyl alcohol-based resin layer 102 can be formed by applying a coating liquid containing a polyvinyl alcohol-based resin to one or both sides of the base film 101 and drying the coating layer. .
- the coating liquid is preferably a polyvinyl alcohol resin solution obtained by dissolving a polyvinyl alcohol resin powder in a good solvent (for example, water).
- a good solvent for example, water
- the polyvinyl alcohol resin include polyvinyl alcohol resins and derivatives thereof.
- Derivatives of polyvinyl alcohol resin include polyvinyl formal, polyvinyl acetal, etc., olefins such as ethylene and propylene, unsaturated carboxylic acids such as acrylic acid, methacrylic acid and crotonic acid, and alkyl esters of unsaturated carboxylic acids. And those modified with acrylamide or the like.
- the average degree of polymerization of the polyvinyl alcohol resin is preferably 100 to 10,000, and more preferably 1000 to 10,000. In particular, 1500 to 8000 is more preferable, and 2000 to 5000 is most preferable.
- the average degree of polymerization is a numerical value obtained by a method defined by JIS K 6726 (1994). If the average degree of polymerization is less than 100, it is difficult to obtain preferable optical characteristics. If it exceeds 10,000, the solubility in water deteriorates and it becomes difficult to form a resin layer.
- the polyvinyl alcohol resin is preferably a saponified product.
- the range of the degree of saponification is preferably 80.0 to 100.0 mol%, more preferably 90.0 to 99.5 mol%, and 93.0 to 99.5 mol%. Is more preferable.
- a polyvinyl alcohol resin having a saponification degree of 98.0 to 99.5 mol% can be used.
- the degree of saponification is the unit ratio (mol%) of the ratio of the acetate group contained in the polyvinyl acetate resin, which is the raw material of the polyvinyl alcohol resin, to the hydroxyl group by the saponification step.
- Saponification degree (mol%) (number of hydroxyl groups) ⁇ (number of hydroxyl groups + number of acetate groups) ⁇ 100 It is a numerical value defined by. It can be determined by the method defined in JIS K 6726 (1994).
- polyvinyl alcohol resins examples include “PVA124” (degree of saponification: 98.0 to 99.0 mol%) and “PVA117” (degree of saponification: 98.95) manufactured by Kuraray Co., Ltd. 0-99.0 mol%), “PVA117H” (degree of saponification: 99.5 mol% or more); “AH-26” (degree of saponification: 97.0-98.
- the coating liquid may contain additives such as a plasticizer and a surfactant as necessary.
- a plasticizer a polyol or a condensate thereof can be used, and examples thereof include glycerin, diglycerin, triglycerin, ethylene glycol, propylene glycol, and polyethylene glycol.
- the blending amount of the additive is preferably 20% by weight or less of the polyvinyl alcohol resin.
- the coating liquid is applied to the substrate film 101 by roll coating methods such as wire bar coating, reverse coating, and gravure coating; die coating method; comma coating method; lip coating method; spin coating method; screen coating method; It can be appropriately selected from known methods such as a fountain coating method, a dipping method, and a spray method.
- the drying temperature and drying time of the coating layer are set according to the type of solvent contained in the coating solution.
- the drying temperature is, for example, 50 to 200 ° C., preferably 60 to 150 ° C.
- the drying temperature is preferably 80 ° C. or higher.
- the drying time is, for example, 2 to 20 minutes.
- At least the surface of the base film 101 on the side where the polyvinyl alcohol resin layer 102 is formed may be subjected to corona treatment, plasma treatment, flame treatment, or the like. Good.
- Primer layer forming step As described above, in order to improve the adhesion between the base film 101 and the polyvinyl alcohol-based resin layer 102, between the base film preparing step S10 and the resin layer forming step S20, You may provide the process of forming a primer layer in the surface in which the said coating liquid is coated in the base film 101.
- the primer layer can be formed by applying a primer layer forming coating solution to the substrate film 101 and then drying it.
- the primer layer forming coating solution is not particularly limited as long as it includes a material that exhibits a certain degree of strong adhesion to both the base film 101 and the polyvinyl alcohol-based resin layer 102.
- the primer layer-forming coating solution usually contains a resin component that imparts such adhesion and a solvent.
- a resin component a thermoplastic resin excellent in transparency, thermal stability, stretchability, and the like is preferably used, and examples thereof include (meth) acrylic resins and polyvinyl alcohol resins. Among these, polyvinyl alcohol resins that give good adhesion are preferably used.
- solvent a general organic solvent or an aqueous solvent capable of dissolving the resin component.
- solvents include aromatic hydrocarbons such as benzene, toluene and xylene; ketones such as acetone, methyl ethyl ketone and methyl isobutyl ketone; esters such as ethyl acetate and isobutyl acetate; methylene chloride, trichloroethylene and chloroform Chlorinated hydrocarbons such as ethanol; alcohols such as ethanol, 1-propanol, 2-propanol and 1-butanol.
- the primer layer is formed using a primer layer forming coating solution containing an organic solvent
- the substrate film 101 may be dissolved. Therefore, the solvent should be selected in consideration of the solubility of the film. Is preferred. Considering the influence on the environment, it is preferable to form the primer layer from a coating solution containing water as a solvent.
- a crosslinking agent may be added to the primer layer forming coating solution.
- a suitable crosslinking agent is appropriately selected from known ones such as organic and inorganic based on the type of thermoplastic resin used.
- the crosslinking agent include epoxy-based, isocyanate-based, dialdehyde-based, and metal-based crosslinking agents.
- the epoxy-based crosslinking agent either one-component curable type or two-component curable type can be used.
- Ethylene glycol diglycidyl ether, polyethylene glycol diglycidyl ether, glycerin di or triglycidyl ether, 1,6-hexanediol diester Epoxies such as glycidyl ether, trimethylolpropane triglycidyl ether, diglycidyl aniline, diglycidyl amine and the like can be mentioned.
- dialdehyde-based cross-linking agent examples include glyoxal, malondialdehyde, succindialdehyde, glutardialdehyde, maleidialdehyde, phthaldialdehyde and the like.
- An organometallic compound is a compound having in the molecule at least one structure in which an organic group is bonded directly to a metal atom or an organic group is bonded through an oxygen atom, a nitrogen atom, or the like.
- the organic group means a functional group containing at least a carbon element, and can be, for example, an alkyl group, an alkoxy group, an acyl group, or the like.
- the bond does not mean only a covalent bond, but may be a coordinate bond by coordination of a chelate compound or the like.
- organometallic compound examples include an organotitanium compound, an organozirconium compound, an organoaluminum compound, and an organosilicon compound.
- An organometallic compound may be used individually by 1 type, and may use 2 or more types together.
- organic titanium compound examples include titanium orthoesters such as tetranormal butyl titanate, tetraisopropyl titanate, butyl titanate dimer, tetra (2-ethylhexyl) titanate, tetramethyl titanate; titanium acetylacetonate, titanium tetraacetylacetonate, Examples include titanium chelates such as polytitanium acetylacetonate, titanium octylene glycolate, titanium lactate, titanium triethanolamate, and titanium ethylacetoacetate; and titanium acylates such as polyhydroxytitanium stearate.
- titanium orthoesters such as tetranormal butyl titanate, tetraisopropyl titanate, butyl titanate dimer, tetra (2-ethylhexyl) titanate, tetramethyl titanate
- titanium acetylacetonate titanium tetraacetylacetonate
- organic aluminum compound examples include aluminum acetylacetonate and aluminum organic acid chelate.
- organosilicon compound the compound which has the ligand illustrated by the organic titanium compound and organic zirconium compound which were mentioned above is mentioned, for example.
- a polyvinyl alcohol resin is used as the resin component of the primer layer
- a polyamide epoxy resin, a methylolated melamine resin, a dialdehyde crosslinking agent, a metal chelate compound crosslinking agent and the like are particularly preferable.
- the ratio of the resin component to the crosslinking agent in the primer layer forming coating solution is within the range of about 0.1 to 100 parts by weight of the crosslinking agent with respect to 100 parts by weight of the resin component. And the like, and it is preferable to select from the range of about 0.1 to 50 parts by weight.
- the primer layer forming coating solution preferably has a solid content concentration of about 1 to 25% by weight.
- the thickness of the primer layer is preferably 0.05 to 1 ⁇ m, and more preferably 0.1 to 0.4 ⁇ m.
- the thickness is less than 0.05 ⁇ m, the effect of improving the adhesion between the base film 101 and the polyvinyl alcohol-based resin layer 102 is small, and when the thickness is more than 1 ⁇ m, it is disadvantageous for thinning the polarizing laminated film and the polarizing plate.
- the method of applying the primer layer forming coating solution to the base film 101 can be the same as the coating solution for forming the polyvinyl alcohol-based resin layer.
- the primer layer is applied to the surface (one surface or both surfaces of the base film 101) to which the coating liquid for forming the polyvinyl alcohol-based resin layer is applied.
- the drying temperature and drying time of the coating layer comprising the primer layer forming coating solution are set according to the type of solvent contained in the coating solution.
- the drying temperature is, for example, 50 to 200 ° C., preferably 60 to 150 ° C. When the solvent contains water, the drying temperature is preferably 80 ° C. or higher.
- the drying time is, for example, 30 seconds to 20 minutes.
- Stretching step S30 This step is a step of obtaining the stretched film 200 by uniaxially stretching the laminated film 100 composed of the base film 101 and the polyvinyl alcohol-based resin layer 102 (see FIG. 2).
- the stretching ratio of the laminated film 100 can be appropriately selected depending on the desired polarization characteristics, but is preferably more than 5 times and not more than 17 times, more preferably more than 5 times the original length of the laminated film 100. 8 times or less.
- the draw ratio is 5 times or less, the polyvinyl alcohol-based resin layer 102 is not sufficiently oriented, and the degree of polarization of the polarizer layer 302 obtained through the dyeing step S40 may not be sufficiently high.
- the draw ratio exceeds 17 times, the film is likely to be broken during stretching, and the thickness of the stretched film 200 becomes unnecessarily thin, and the workability and handleability in subsequent processes may be reduced.
- the stretching treatment may be longitudinal stretching that extends in the film longitudinal direction (film transport direction), and may be lateral stretching or oblique stretching that extends in the film width direction.
- Examples of the longitudinal stretching method include inter-roll stretching and compression stretching, and examples of the lateral stretching method include a tenter method.
- As the stretching treatment either a wet stretching method or a dry stretching method can be adopted. However, it is preferable to use the dry stretching method because the stretching temperature can be selected from a wide range.
- the stretching temperature is set to be equal to or higher than the temperature at which the polyvinyl alcohol-based resin layer 102 and the entire base film 101 can be stretched, and preferably the phase transition temperature (melting point or glass transition temperature) of the base film 101. It is in the range of ⁇ 30 ° C. to + 30 ° C., more preferably in the range of ⁇ 30 ° C. to + 5 ° C., and still more preferably in the range of ⁇ 25 ° C. to + 0 ° C.
- the phase transition temperature means the highest phase transition temperature among melting points indicated by the plurality of resin layers.
- Dyeing step S40 This step is a step in which the polyvinyl alcohol resin layer 202 of the stretched film 200 is dyed with a dichroic dye and adsorbed and oriented to form the polarizer layer 302. Through this step, a polarizing laminated film 300 in which the polarizer layer 302 is laminated on one side or both sides of the base film 301 is obtained (see FIG. 3).
- the dyeing step can be performed by immersing the entire stretched film 200 in a solution (dye solution) containing a dichroic dye.
- a solution in which the dichroic dye is dissolved in a solvent can be used.
- the solvent for the dyeing solution water is generally used, but an organic solvent compatible with water may be further added.
- the concentration of the dichroic dye is preferably 0.01 to 10% by weight, more preferably 0.02 to 7% by weight, and further preferably 0.025 to 5% by weight.
- iodine When iodine is used as the dichroic dye, it is preferable to further add an iodide to the dyeing solution containing iodine because the dyeing efficiency can be further improved.
- iodide include potassium iodide, lithium iodide, sodium iodide, zinc iodide, aluminum iodide, lead iodide, copper iodide, barium iodide, calcium iodide, tin iodide, and titanium iodide. Is mentioned.
- the concentration of iodide in the dyeing solution is preferably 0.01 to 20% by weight. Of the iodides, it is preferable to add potassium iodide.
- the ratio of iodine to potassium iodide is preferably in the range of 1: 5 to 1: 100, more preferably in the range of 1: 6 to 1:80. Preferably, it is in the range of 1: 7 to 1:70.
- the immersion time of the stretched film 200 in the dyeing solution is usually in the range of 15 seconds to 15 minutes, preferably 20 seconds to 6 minutes.
- the temperature of the dyeing solution is preferably in the range of 10 to 60 ° C., more preferably in the range of 20 to 40 ° C.
- stretching process in extending process S30 so that the dichroic dye adsorb
- the stretching process is performed so that the total magnification becomes the target magnification.
- a magnification lower than the target After the stretching process is performed, the total magnification is not extended to the target magnification during the dyeing process in the dyeing process S40 (when the dyeing process S40 includes a crosslinking process, the dyeing process and / or the crosslinking process). Examples include an embodiment in which the treatment is performed and then the stretching treatment is performed so that the total magnification becomes the target magnification.
- the dyeing step S40 can include a cross-linking treatment step performed subsequent to the dyeing treatment.
- the crosslinking treatment can be performed by immersing the dyed film in a solution containing a crosslinking agent (crosslinking solution).
- a crosslinking agent conventionally known substances can be used, and examples thereof include boron compounds such as boric acid and borax, glyoxal, and glutaraldehyde.
- a crosslinking agent may be used individually by 1 type, and may use 2 or more types together.
- the crosslinking solution can be a solution in which a crosslinking agent is dissolved in a solvent.
- a solvent for example, water can be used, but an organic solvent compatible with water may be further included.
- the concentration of the crosslinking agent in the crosslinking solution is preferably in the range of 1 to 20% by weight, more preferably in the range of 5 to 15% by weight.
- the crosslinking solution can contain iodide.
- iodide By adding iodide, the polarization characteristics in the plane of the polarizer layer 302 can be made more uniform.
- iodide include potassium iodide, lithium iodide, sodium iodide, zinc iodide, aluminum iodide, lead iodide, copper iodide, barium iodide, calcium iodide, tin iodide, and titanium iodide. Is mentioned.
- the concentration of iodide in the cross-linking solution is preferably 0.05 to 15% by weight, and more preferably 0.5 to 8% by weight.
- the crosslinking treatment can be performed simultaneously with the dyeing treatment by blending a crosslinking agent in the dyeing solution. Moreover, you may perform a bridge
- the specific mode for carrying out the stretching treatment during the crosslinking treatment is as described above.
- the washing process usually includes a water washing process.
- the water washing treatment can be performed by immersing the film after the dyeing treatment or after the crosslinking treatment in pure water such as ion exchange water or distilled water.
- the water washing temperature is usually in the range of 3 to 50 ° C., preferably 4 to 20 ° C.
- the immersion time in water is usually 2 to 300 seconds, preferably 3 to 240 seconds.
- the washing step may be a combination of a water washing step and a washing step with an iodide solution.
- liquids such as methanol, ethanol, isopropyl alcohol, butanol, and propanol can be appropriately contained in the cleaning liquid used in the water cleaning step and / or the cleaning treatment with the iodide solution.
- any appropriate method such as natural drying, blow drying, or heat drying can be adopted as the drying step performed after the washing step.
- the drying temperature is usually 20 to 95 ° C.
- the drying time is usually about 1 to 15 minutes.
- the polarizing laminated film 300 obtained as described above can be used as a polarizing element as it is, and is also useful as an intermediate for producing a polarizing plate comprising a polarizer layer 302 and a protective film.
- the manufacturing method of the polarizing plate of this invention is the process of preparing the above-mentioned polarizing laminated film 300, bonding process S50 which bonds a protective film on the polarizer layer 302 of the polarizing laminated film 300, and obtains a bonding film S50.
- the peeling process S60 which peels and removes the base film 301 from the bonding film is included in this order.
- Pasting step S50 This step is a step of obtaining a bonding film by bonding a protective film on the polarizer layer 302 of the polarizing laminated film 300.
- the protective film can be bonded to the polarizer layer 302 using an adhesive or a pressure-sensitive adhesive.
- the protective films are usually bonded on the polarizer layers 302 on both surfaces. In this case, these protective films may be the same type of protective film or different types of protective films.
- the protective film is, for example, a polyolefin resin such as a chain polyolefin resin (such as a polypropylene resin) or a cyclic polyolefin resin (such as a norbornene resin); a cellulose ester resin such as cellulose triacetate or cellulose diacetate; a polyethylene terephthalate, It can be a film made of a polyester resin such as polyethylene naphthalate or polybutylene terephthalate; a polycarbonate resin; a (meth) acrylic resin; or a mixture or copolymer thereof. Examples of commercially available products such as cyclic polyolefin resins and films thereof, and cellulose triacetate are as described above.
- a polyolefin resin such as a chain polyolefin resin (such as a polypropylene resin) or a cyclic polyolefin resin (such as a norbornene resin); a cellulose ester resin such as cellulose triacetate or
- the protective film can also be a protective film having an optical function such as a retardation film and a brightness enhancement film.
- a retardation film provided with an arbitrary retardation value by stretching a resin film made of the above material (uniaxial stretching or biaxial stretching, etc.) or forming a liquid crystal layer or the like on the film. can do.
- An optical layer such as a hard coat layer, an antiglare layer, or an antireflection layer can be formed on the surface of the protective film opposite to the polarizer layer 302.
- the method for forming these optical layers on the surface of the protective film is not particularly limited, and a known method can be used.
- the optical layer may be formed in advance on the protective film prior to the bonding step S50, or may be formed after the bonding step S50 or after the peeling step S60 described later.
- plasma treatment, corona treatment, ultraviolet irradiation treatment, frame (flame) treatment, Surface treatment (easily bonding treatment) such as saponification treatment can be performed, and among them, corona treatment and saponification treatment are preferable.
- the protective film is made of a cyclic polyolefin-based resin
- plasma treatment or corona treatment is usually performed.
- a saponification process is normally performed.
- the saponification treatment include a method of immersing in an alkaline aqueous solution such as sodium hydroxide or potassium hydroxide.
- the thickness of the protective film is preferably thin, but if it is too thin, the strength decreases and the processability is poor. On the other hand, when too thick, problems, such as transparency falling and the curing time required after bonding, will arise. Therefore, the thickness of the protective film is preferably 90 ⁇ m or less, more preferably 5 to 60 ⁇ m. Further, from the viewpoint of thinning the polarizing plate, the total thickness of the polarizer layer 302 and the protective film is preferably 100 ⁇ m or less, more preferably 90 ⁇ m or less, and further preferably 80 ⁇ m or less.
- Polyvinyl alcohol resins include vinyl alcohol homopolymers obtained by saponifying polyvinyl acetate, which is a homopolymer of vinyl acetate, and copolymers of vinyl acetate and other monomers copolymerizable therewith.
- a polyvinyl alcohol copolymer obtained by saponifying a polymer or a modified polyvinyl alcohol polymer obtained by partially modifying a hydroxyl group thereof can be used.
- the water-based adhesive can include additives such as polyvalent aldehydes, water-soluble epoxy compounds, melamine compounds, zirconia compounds, and zinc compounds. When an aqueous adhesive is used, the thickness of the adhesive layer obtained therefrom is usually 1 ⁇ m or less.
- aqueous adhesive is applied onto the polarizer layer 302 and / or the protective film of the polarizing laminated film 300, and these films are bonded via the adhesive layer, preferably using a bonding roll or the like.
- a pasting process is carried out by pressing and adhering.
- the coating method of the water-based adhesive is not particularly limited, and casting method, Meyer bar coating method, gravure coating method, comma coater method, doctor plate method, die coating method, dip coating method A conventionally known method such as a spraying method can be used.
- drying can be performed, for example, by introducing the film into a drying furnace.
- the drying temperature (drying furnace temperature) is preferably 30 to 90 ° C.
- the drying time can be 10 to 1000 seconds, and from the viewpoint of productivity, it is preferably 60 to 750 seconds, and more preferably 150 to 600 seconds.
- a curing step of curing at room temperature or slightly higher temperature, for example, at a temperature of about 20 to 45 ° C. for about 12 to 600 hours may be provided.
- the curing temperature is generally set lower than the drying temperature.
- the photocurable adhesive refers to an adhesive that is cured by irradiating active energy rays such as ultraviolet rays, for example, an adhesive containing a polymerizable compound and a photopolymerization initiator, an adhesive containing a photoreactive resin, and a binder.
- active energy rays such as ultraviolet rays
- an adhesive containing a polymerizable compound and a photopolymerization initiator an adhesive containing a photoreactive resin
- a binder containing resin and a photoreactive crosslinking agent
- the thing containing resin and a photoreactive crosslinking agent can be mentioned.
- the polymerizable compound include photopolymerizable monomers such as a photocurable epoxy monomer, a photocurable acrylic monomer, and a photocurable urethane monomer, and oligomers derived from the photopolymerizable monomer.
- a drying process is performed as necessary (such as when the photocurable adhesive contains a solvent), and then light is irradiated by activating active energy rays.
- a curing step for curing the curable adhesive is performed.
- the light source of the active energy ray is not particularly limited, but an active energy ray having a light emission distribution at a wavelength of 400 nm or less is preferable.
- the low-pressure mercury lamp, the medium-pressure mercury lamp, the high-pressure mercury lamp, the ultrahigh-pressure mercury lamp, the chemical lamp, and the black light lamp A microwave excitation mercury lamp, a metal halide lamp and the like are preferably used.
- the light irradiation intensity to the photocurable adhesive is appropriately determined depending on the composition of the photocurable adhesive, and the irradiation intensity in the wavelength region effective for activating the polymerization initiator is 0.1 to 6000 mW / cm 2. It is preferable to set to. When the irradiation intensity is 0.1 mW / cm 2 or more, the reaction time does not become too long, and when the irradiation intensity is 6000 mW / cm 2 or less, the light emitted from the light source and the light generated by the curing of the photocurable adhesive There is little possibility of causing yellowing of the curable adhesive and deterioration of the polarizer layer 302.
- the light irradiation time to the photocurable adhesive is also determined appropriately depending on the composition of the photocurable adhesive, and the integrated light amount expressed as the product of the irradiation intensity and the irradiation time is 10 to 10,000 mJ / cm 2. It is preferable to set to. When the integrated light amount is 10 mJ / cm 2 or more, a sufficient amount of active species derived from the polymerization initiator can be generated to advance the curing reaction more reliably, and when it is 10000 mJ / cm 2 or less, the irradiation time is long. It does not become too much and good productivity can be maintained.
- the thickness of the adhesive layer after irradiation with active energy rays is usually about 0.001 to 5 ⁇ m, preferably 0.01 to 2 ⁇ m, more preferably 0.01 to 1 ⁇ m.
- the thickness of the pressure-sensitive adhesive layer can be 1 to 40 ⁇ m, but it is preferably applied thinly, as long as it does not impair the workability and durability characteristics, and specifically 3 to 25 ⁇ m. When the thickness is 3 to 25 ⁇ m, the thickness is favorable for suppressing the dimensional change of the polarizer layer 302 with good workability. When the pressure-sensitive adhesive layer is less than 1 ⁇ m, the tackiness is lowered, and when it exceeds 40 ⁇ m, problems such as the pressure-sensitive adhesive protruding easily occur.
- a protective film In the method of bonding a protective film to the polarizer layer 302 using an adhesive, after the adhesive layer is provided on the protective film surface, it may be bonded to the polarizer layer 302, or the surface of the polarizer layer 302 After providing the pressure-sensitive adhesive layer, a protective film may be bonded here.
- the method for forming the pressure-sensitive adhesive layer is not particularly limited, and a pressure-sensitive adhesive solution containing each component including the above-described base polymer is applied to the surface of the protective film or the polarizer layer 302 and dried. After forming the pressure-sensitive adhesive layer, the protective film and the polarizer layer 302 may be bonded together, or after forming the pressure-sensitive adhesive layer on the separator, the pressure-sensitive adhesive layer is applied to the surface of the protective film or the polarizer layer 302. After the transfer, the protective film and the polarizer layer 302 may be bonded together.
- surface treatment for example, corona treatment
- Etc. may be applied.
- Peeling step S60 This process is a peeling removal process of the base film 301 from the bonding film obtained by bonding a protective film. Through this step, a polarizing plate in which a protective film is laminated on the polarizer layer 302 can be obtained.
- the polarizing laminated film 300 has the polarizer layers 302 on both surfaces of the base film 301 and a protective film is bonded to both of the polarizer layers 302, two polarizing plates are obtained by the peeling step S60. Is obtained.
- the method of peeling and removing the base film 301 is not particularly limited, and can be peeled by the same method as the separator (peeling film) peeling step performed with a normal pressure-sensitive adhesive polarizing plate.
- the base film 301 may be peeled off immediately, or after the bonding step S50, it may be wound up in a roll shape and peeled off while being unwound in the subsequent steps.
- the polarizing plate produced as described above can be used as an optical film in which other optical layers are laminated in practical use.
- the protective film may have the function of such an optical layer.
- a reflective polarizing film that transmits a certain kind of polarized light and reflects polarized light having the opposite properties; a film with an antiglare function having an uneven shape on the surface; a film with a surface antireflection function A reflective film having a reflective function on the surface; a transflective film having both a reflective function and a transmissive function; and a viewing angle compensation film.
- DBEF (available from 3M, Sumitomo 3M Co., Ltd.) can be used as a commercial product equivalent to a reflective polarizing film that transmits certain types of polarized light and reflects polarized light that exhibits the opposite properties.
- APF (manufactured by 3M, available from Sumitomo 3M Limited).
- the viewing angle compensation film examples include an optical compensation film in which a liquid crystal compound is applied to the substrate surface and oriented, a retardation film made of a polycarbonate resin, and a retardation film made of a cyclic polyolefin resin.
- the present invention will be described more specifically with reference to examples. However, the present invention is not limited to these examples.
- the tensile modulus at 80 ° C. of the film and the crystallinity of the film surface layer were determined by the following methods.
- ⁇ Tensile modulus at 80 ° C> A strip-shaped test piece having a length of 100 mm and a width of 40 mm was cut with the film conveyance direction (MD) as the length direction, and measured using a universal testing machine “Autograph AG-I” manufactured by Shimadzu Corporation. This testing machine has a removable thermostat. First, the thermostat in the testing machine was set to 80 ° C., and the direction of the test piece having a length of 100 mm was taken as the tensile direction and held at an initial chuck distance of 80 mm and held for 1 hour or longer. While being kept in the tank, a tensile test was performed at a tensile speed of 30 mm / min, and a tensile modulus was calculated.
- Crystallinity X (%) 109 ⁇ (A 998 -A 920 ) / (A 974 -A 920 ) -31.4 (A 998 , A 974, and A 920 in the formula are as defined above.) was used to calculate the crystallinity X.
- Apparatus Microscopic Fourier transform infrared spectrophotometer “FTS-7000 / UMA600 (microscopic unit)” manufactured by Agilent, Measurement mode: ATR method (prism: Ge, incident angle: 30 °), ⁇ Resolution: 4cm -1 ⁇ Total number of times: 128 times ATR-IR measurement procedure: The surface of a base film made of a polypropylene multilayer film was directly pressed against a Ge (germanium) crystal prism, and an infrared spectrum was obtained.
- the polypropylene multilayer film was heat-treated. Specifically, first, while transporting this polypropylene-based multilayer film, it was brought into contact with a hot roll at 70 ° C. for about 10 seconds (first stage of heat treatment) and then placed in an oven at 80 ° C. for one minute (two stages of heat treatment). Eye), and then heat-treated by staying in an oven at 100 ° C. for 1 minute (heat treatment 3rd stage) to obtain a base film.
- the maximum heat treatment temperature in this heat treatment step is 100 ° C. in the third stage.
- the tensile elasticity modulus in 80 degreeC and the crystallinity degree of the surface layer were calculated
- polyvinyl alcohol powder (“PVA124” manufactured by Kuraray Co., Ltd., average polymerization degree 2400, average saponification degree 98.0 to 99.0 mol%) was dissolved in hot water at 95 ° C.
- a coating solution for forming a polyvinyl alcohol-based resin layer which is an aqueous alcohol solution, was prepared.
- the primer layer is coated on the corona-treated surface using a micro gravure coater.
- the primer coating liquid was continuously applied and dried at 80 ° C. for 3 minutes to form a primer layer having a thickness of 0.2 ⁇ m.
- the above-mentioned coating solution for forming the polyvinyl alcohol-based resin layer was continuously applied onto the primer layer using a comma coater, and then at 90 ° C. for 1 minute, at 70 ° C. for 3 minutes, and then A polyvinyl alcohol resin layer having a thickness of 10.0 ⁇ m was formed on the primer layer by drying at 60 ° C. for 4 minutes to obtain a laminated film.
- the maximum temperature during drying in the primer layer forming step is 80 ° C. as described above, and the maximum temperature during drying in the resin layer forming step is 90 ° C. In any of the drying steps, defects such as wrinkles and folding did not occur in the base film, and drying could be performed without any problem.
- the adhesive solution was applied onto the polarizer layer, and then the saponification treatment was applied to the bonding surface.
- An acetylcellulose (TAC) film (“KC4UY” manufactured by Konica Minolta Opto Co., Ltd., thickness 40 ⁇ m) is bonded to the adhesive solution coating surface on the polarizer layer, and crimped by passing between a pair of bonding rolls. A laminated film was obtained. Subsequently, the base film was peeled and removed from the bonded film to obtain a polarizing plate in which a protective film made of a TAC film was laminated on the polarizer layer via an adhesive layer. At this time, the base film could be easily peeled off.
- TAC acetylcellulose
- Example 2 (1) Production of base film As in (1) of Example 1, except that heat treatment was carried out by bringing the polypropylene multilayer film into contact with a 90 ° C. hot roll for about 10 seconds while carrying the polypropylene-based multilayer film. A base film was obtained. In this heat treatment step, the heat treatment operation is only one stage using a heat roll, and the maximum temperature of the heat treatment is 90 ° C. About this base film, the tensile elasticity modulus in 80 degreeC and the crystallinity degree of the surface layer were calculated
- the maximum temperature during drying in the primer layer forming step is 80 ° C., and the maximum temperature during drying in the resin layer forming step is 90 ° C. In any of the drying steps, defects such as wrinkles and folding did not occur in the base film, and drying could be performed without any problem.
- Example 3 (1) Production of base film After transporting a polypropylene-based multilayer film, it was brought into contact with a 90 ° C. hot roll for about 7 seconds (first heat treatment) and then allowed to stay in an oven at 100 ° C. for 2 minutes (heating) A base film was produced in the same manner as (1) of Example 2 except that the heat treatment was performed by the second step). In this heat treatment step, the maximum heat treatment temperature is 100 ° C. in the second stage. About this base film, the tensile elasticity modulus in 80 degreeC and the crystallinity degree of the surface layer were calculated
- the maximum temperature during drying in the primer layer forming step is 80 ° C., and the maximum temperature during drying in the resin layer forming step is 90 ° C. In any of the drying steps, defects such as wrinkles and folding did not occur in the base film, and drying could be performed without any problem.
- Example 4 (1) Production of substrate film The substrate was formed in the same manner as (1) of Example 2 except that heat treatment was carried out by retaining the polypropylene-based multilayer film in an oven at 110 ° C. for 2 minutes. A material film was prepared. In this heat treatment step, the heat treatment operation is performed only in one stage using an oven, and the maximum heat treatment temperature is 110 ° C. About this base film, the tensile elasticity modulus in 80 degreeC and the crystallinity degree of the surface layer were calculated
- the maximum temperature during drying in the primer layer forming step is 80 ° C., and the maximum temperature during drying in the resin layer forming step is 90 ° C. In any of the drying steps, defects such as wrinkles and folding did not occur in the base film, and drying could be performed without any problem.
- a long polypropylene-based multilayer film having a three-layer structure in which the resin layer made of the above nucleating agent-containing polypropylene was disposed on both sides of the resulting resin layer was used as a base film.
- the total thickness of this base film was 100 ⁇ m, and the thickness ratio of each layer (polypropylene with nucleating agent / W151 / polypropylene with nucleating agent) was 3/4/3.
- the tensile elasticity modulus in 80 degreeC and the crystallinity degree of the surface layer were calculated
- Example 6 (1) Production of base film A polypropylene multilayer film was produced by the same method as (1) of Example 5 except that the blending amount of the nucleating agent was 1% by weight to obtain a base film. About this base film, the tensile elasticity modulus in 80 degreeC and the crystallinity degree of the surface layer were calculated
- the same coating liquid for forming the polyvinyl alcohol-based resin layer as that used in (2) of Example 1 was continuously applied, and then at 80 ° C. for 4 minutes, Dry at 70 ° C. for 2 minutes. At this time, the coating liquid accumulated in the wrinkle portion, and the portion was poorly dried.
- the maximum temperature during drying in the primer layer forming step and the resin layer forming step is 80 ° C.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Polymers & Plastics (AREA)
- Medicinal Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- General Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Polarising Elements (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Coating Of Shaped Articles Made Of Macromolecular Substances (AREA)
- Laminated Bodies (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
- Liquid Crystal (AREA)
Abstract
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020147023239A KR101757035B1 (ko) | 2012-03-29 | 2013-03-25 | 적층 필름, 및 편광성 적층 필름의 제조 방법 및 편광판의 제조 방법 |
| JP2014507851A JP5636134B2 (ja) | 2012-03-29 | 2013-03-25 | 積層フィルム、並びに、偏光性積層フィルムの製造方法及び偏光板の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-076724 | 2012-03-29 | ||
| JP2012076724 | 2012-03-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013146644A1 true WO2013146644A1 (fr) | 2013-10-03 |
Family
ID=49259895
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/058510 Ceased WO2013146644A1 (fr) | 2012-03-29 | 2013-03-25 | Film stratifié, procédé de production d'un film stratifié polarisant et procédé de production de plaque de polarisation |
Country Status (3)
| Country | Link |
|---|---|
| JP (3) | JP5636134B2 (fr) |
| KR (1) | KR101757035B1 (fr) |
| WO (1) | WO2013146644A1 (fr) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015079968A1 (fr) * | 2013-11-29 | 2015-06-04 | 住友化学株式会社 | Polariseur et plaque polarisante le comprenant |
| JP2015106052A (ja) * | 2013-11-29 | 2015-06-08 | 住友化学株式会社 | 偏光子及びそれを含む偏光板 |
| WO2016009800A1 (fr) * | 2014-07-14 | 2016-01-21 | 住友化学株式会社 | Procede pour la production de film multicouche polarisant |
| JP2016110159A (ja) * | 2014-07-29 | 2016-06-20 | 住友化学株式会社 | 偏光板、粘着剤付き偏光板及び液晶表示装置 |
| KR20170093442A (ko) * | 2016-02-05 | 2017-08-16 | 삼성에스디아이 주식회사 | 편광 소자 및 그 제조방법 |
| WO2017149909A1 (fr) * | 2016-03-04 | 2017-09-08 | 日東電工株式会社 | Plaque de polarisation |
| CN107272103A (zh) * | 2016-03-31 | 2017-10-20 | 住友化学株式会社 | 偏振膜的制造方法、层叠膜 |
| CN109917506A (zh) * | 2014-03-04 | 2019-06-21 | 株式会社可乐丽 | 偏振膜 |
| CN111164473A (zh) * | 2017-10-03 | 2020-05-15 | 日东电工株式会社 | 偏振片、图像显示装置及偏振片的制造方法 |
| JP2020076902A (ja) * | 2018-11-09 | 2020-05-21 | 住江織物株式会社 | 床面表示フィルム及びその製造方法並びに該床面表示フィルムを備える車両用床面表示フィルム |
| CN111239858A (zh) * | 2018-11-27 | 2020-06-05 | 住友化学株式会社 | 光学层叠体、柔性显示装置及光学层叠体的制造方法 |
| CN112339378A (zh) * | 2019-08-08 | 2021-02-09 | 住友化学株式会社 | 层叠体 |
| JPWO2023033158A1 (fr) * | 2021-09-03 | 2023-03-09 | ||
| JP2024007774A (ja) * | 2022-07-06 | 2024-01-19 | Toppanホールディングス株式会社 | 包装袋 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101813755B1 (ko) | 2015-05-28 | 2017-12-29 | 삼성에스디아이 주식회사 | 편광판 및 이를 포함하는 표시장치 |
| KR101955201B1 (ko) * | 2015-08-18 | 2019-03-07 | 주식회사 엘지화학 | 박형 편광자, 그의 제조방법, 이를 포함하는 편광판 및 디스플레이 장치 |
| KR101955203B1 (ko) * | 2015-09-02 | 2019-03-07 | 주식회사 엘지화학 | 박형 편광자의 제조방법, 이에 의하여 제조된 박형 편광자, 이를 포함하는 편광판 및 디스플레이 장치 |
| JP6359048B2 (ja) * | 2016-03-31 | 2018-07-18 | 住友化学株式会社 | 偏光フィルムの製造方法 |
| JP6594915B2 (ja) * | 2017-01-06 | 2019-10-23 | 住友化学株式会社 | 偏光フィルムの製造方法 |
| JP6784839B2 (ja) * | 2017-06-22 | 2020-11-11 | 日東電工株式会社 | 積層体および積層体の製造方法 |
| JP7083612B2 (ja) * | 2017-10-18 | 2022-06-13 | 日東電工株式会社 | 光学積層体の製造方法 |
| CN112313549B (zh) * | 2018-06-28 | 2022-09-20 | 日本瑞翁株式会社 | 偏振膜及其制造方法 |
| KR102799658B1 (ko) * | 2022-03-29 | 2025-04-30 | (주)오피아이 | 종이 포장재용 코팅 조성물 및 이를 이용한 포장재 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001343522A (ja) * | 2000-05-31 | 2001-12-14 | Sumitomo Chem Co Ltd | 偏光フィルム及びその製造方法 |
| JP2009093074A (ja) * | 2007-10-11 | 2009-04-30 | Nitto Denko Corp | 偏光板の製造方法、偏光板、光学フィルムおよび画像表示装置 |
| JP2011081399A (ja) * | 2010-11-11 | 2011-04-21 | Sumitomo Chemical Co Ltd | 偏光板の製造方法 |
| JP2011221278A (ja) * | 2010-04-09 | 2011-11-04 | Sumitomo Chemical Co Ltd | 偏光性積層フィルム、偏光板、およびそれらの製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4895769A (en) * | 1988-08-09 | 1990-01-23 | Polaroid Corporation | Method for preparing light polarizer |
| JP2009114333A (ja) * | 2007-11-07 | 2009-05-28 | Konica Minolta Opto Inc | ハードコートフィルム、及びその製造方法 |
| JP2010152334A (ja) * | 2008-11-25 | 2010-07-08 | Nitto Denko Corp | 偏光板付ガラス板の製造方法、偏光板付ガラス板、偏光板付液晶セル |
| WO2010092926A1 (fr) * | 2009-02-13 | 2010-08-19 | 日東電工株式会社 | Corps optique stratifié, film optique, dispositif d'affichage à cristaux liquides utilisant ledit film optique, et procédé de fabrication du corps optique stratifié |
| JP2010243820A (ja) * | 2009-04-07 | 2010-10-28 | Sekisui Chem Co Ltd | 位相差補償フィルムの製造方法、位相差補償フィルム、複合偏光板、偏光板及び液晶表示装置 |
| JP2011150313A (ja) * | 2009-12-21 | 2011-08-04 | Sumitomo Chemical Co Ltd | 偏光板の製造方法 |
| JP5591005B2 (ja) * | 2010-07-26 | 2014-09-17 | 三菱樹脂株式会社 | 離型ポリエステルフィルム |
| JP4975186B1 (ja) * | 2010-12-16 | 2012-07-11 | 日東電工株式会社 | 偏光膜の製造方法 |
| KR20140108693A (ko) * | 2012-01-30 | 2014-09-12 | 코니카 미놀타 가부시키가이샤 | 편광판, 편광판의 제조 방법 및 액정 표시 장치 |
| JPWO2013115178A1 (ja) * | 2012-01-30 | 2015-05-11 | コニカミノルタ株式会社 | 偏光板およびこれを用いた表示装置 |
-
2013
- 2013-03-25 JP JP2014507851A patent/JP5636134B2/ja not_active Expired - Fee Related
- 2013-03-25 KR KR1020147023239A patent/KR101757035B1/ko not_active Expired - Fee Related
- 2013-03-25 WO PCT/JP2013/058510 patent/WO2013146644A1/fr not_active Ceased
-
2014
- 2014-08-27 JP JP2014172890A patent/JP2014238612A/ja active Pending
-
2017
- 2017-04-05 JP JP2017075066A patent/JP2017134415A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001343522A (ja) * | 2000-05-31 | 2001-12-14 | Sumitomo Chem Co Ltd | 偏光フィルム及びその製造方法 |
| JP2009093074A (ja) * | 2007-10-11 | 2009-04-30 | Nitto Denko Corp | 偏光板の製造方法、偏光板、光学フィルムおよび画像表示装置 |
| JP2011221278A (ja) * | 2010-04-09 | 2011-11-04 | Sumitomo Chemical Co Ltd | 偏光性積層フィルム、偏光板、およびそれらの製造方法 |
| JP2011081399A (ja) * | 2010-11-11 | 2011-04-21 | Sumitomo Chemical Co Ltd | 偏光板の製造方法 |
Cited By (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105793747B (zh) * | 2013-11-29 | 2018-12-11 | 住友化学株式会社 | 偏光片及包含所述偏光片的偏光板 |
| JP2015106052A (ja) * | 2013-11-29 | 2015-06-08 | 住友化学株式会社 | 偏光子及びそれを含む偏光板 |
| WO2015079968A1 (fr) * | 2013-11-29 | 2015-06-04 | 住友化学株式会社 | Polariseur et plaque polarisante le comprenant |
| CN105793747A (zh) * | 2013-11-29 | 2016-07-20 | 住友化学株式会社 | 偏光片及包含所述偏光片的偏光板 |
| US9703025B2 (en) | 2013-11-29 | 2017-07-11 | Sumitomo Chemical Company, Limited | Polarizer and polarizing plate including same |
| US9733405B2 (en) | 2013-11-29 | 2017-08-15 | Sumitomo Chemical Company, Limited | Polarizer and polarizing plate including same |
| CN109917506A (zh) * | 2014-03-04 | 2019-06-21 | 株式会社可乐丽 | 偏振膜 |
| WO2016009800A1 (fr) * | 2014-07-14 | 2016-01-21 | 住友化学株式会社 | Procede pour la production de film multicouche polarisant |
| JP2016020955A (ja) * | 2014-07-14 | 2016-02-04 | 住友化学株式会社 | 偏光性積層フィルムの製造方法 |
| JP2016110159A (ja) * | 2014-07-29 | 2016-06-20 | 住友化学株式会社 | 偏光板、粘着剤付き偏光板及び液晶表示装置 |
| KR101871568B1 (ko) * | 2016-02-05 | 2018-06-27 | 삼성에스디아이 주식회사 | 편광 소자 및 그 제조방법 |
| KR20170093442A (ko) * | 2016-02-05 | 2017-08-16 | 삼성에스디아이 주식회사 | 편광 소자 및 그 제조방법 |
| WO2017149909A1 (fr) * | 2016-03-04 | 2017-09-08 | 日東電工株式会社 | Plaque de polarisation |
| CN107272103A (zh) * | 2016-03-31 | 2017-10-20 | 住友化学株式会社 | 偏振膜的制造方法、层叠膜 |
| CN111164473A (zh) * | 2017-10-03 | 2020-05-15 | 日东电工株式会社 | 偏振片、图像显示装置及偏振片的制造方法 |
| JP2020076902A (ja) * | 2018-11-09 | 2020-05-21 | 住江織物株式会社 | 床面表示フィルム及びその製造方法並びに該床面表示フィルムを備える車両用床面表示フィルム |
| JP7168957B2 (ja) | 2018-11-09 | 2022-11-10 | 住江織物株式会社 | 床面表示フィルム及びその製造方法並びに該床面表示フィルムを備える車両用床面表示フィルム |
| CN111239858A (zh) * | 2018-11-27 | 2020-06-05 | 住友化学株式会社 | 光学层叠体、柔性显示装置及光学层叠体的制造方法 |
| CN112339378A (zh) * | 2019-08-08 | 2021-02-09 | 住友化学株式会社 | 层叠体 |
| JP2023037648A (ja) * | 2021-09-03 | 2023-03-15 | 凸版印刷株式会社 | 積層体、包装体及び包装物品 |
| JP2024027164A (ja) * | 2021-09-03 | 2024-02-29 | Toppanホールディングス株式会社 | 積層体、包装体及び包装物品 |
| JP2023037650A (ja) * | 2021-09-03 | 2023-03-15 | 凸版印刷株式会社 | 積層体、包装体及び包装物品 |
| JP2023037649A (ja) * | 2021-09-03 | 2023-03-15 | 凸版印刷株式会社 | 積層体、包装体及び包装物品 |
| JP2023042595A (ja) * | 2021-09-03 | 2023-03-27 | 凸版印刷株式会社 | 積層体、包装体及び包装物品 |
| JP7343067B2 (ja) | 2021-09-03 | 2023-09-12 | 凸版印刷株式会社 | 積層体、包装体及び包装物品 |
| JP7343064B2 (ja) | 2021-09-03 | 2023-09-12 | 凸版印刷株式会社 | 積層体、包装体及び包装物品 |
| JP7343066B2 (ja) | 2021-09-03 | 2023-09-12 | 凸版印刷株式会社 | 積層体、包装体及び包装物品 |
| JP7343062B2 (ja) | 2021-09-03 | 2023-09-12 | 凸版印刷株式会社 | 積層体、包装体及び包装物品 |
| JP7343065B2 (ja) | 2021-09-03 | 2023-09-12 | 凸版印刷株式会社 | 積層体、包装体及び包装物品 |
| JP7563639B2 (ja) | 2021-09-03 | 2024-10-08 | Toppanホールディングス株式会社 | 包装材料、包装体及び包装物品 |
| JPWO2023033158A1 (fr) * | 2021-09-03 | 2023-03-09 | ||
| JP2024027166A (ja) * | 2021-09-03 | 2024-02-29 | Toppanホールディングス株式会社 | 積層体、包装体及び包装物品 |
| JP2024027163A (ja) * | 2021-09-03 | 2024-02-29 | Toppanホールディングス株式会社 | 積層体、包装体及び包装物品 |
| JP2024027162A (ja) * | 2021-09-03 | 2024-02-29 | Toppanホールディングス株式会社 | 積層体、包装体及び包装物品 |
| JP2024027165A (ja) * | 2021-09-03 | 2024-02-29 | Toppanホールディングス株式会社 | 積層体、包装体及び包装物品 |
| JP7563640B2 (ja) | 2021-09-03 | 2024-10-08 | Toppanホールディングス株式会社 | 包装材料、包装体及び包装物品 |
| JP7563637B2 (ja) | 2021-09-03 | 2024-10-08 | Toppanホールディングス株式会社 | 包装材料、包装体及び包装物品 |
| JP7563636B2 (ja) | 2021-09-03 | 2024-10-08 | Toppanホールディングス株式会社 | 包装材料、包装体及び包装物品 |
| JP7563638B2 (ja) | 2021-09-03 | 2024-10-08 | Toppanホールディングス株式会社 | 包装材料、包装体及び包装物品 |
| JP2024007774A (ja) * | 2022-07-06 | 2024-01-19 | Toppanホールディングス株式会社 | 包装袋 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014238612A (ja) | 2014-12-18 |
| JPWO2013146644A1 (ja) | 2015-12-14 |
| KR20140144175A (ko) | 2014-12-18 |
| JP5636134B2 (ja) | 2014-12-03 |
| KR101757035B1 (ko) | 2017-07-11 |
| JP2017134415A (ja) | 2017-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5636134B2 (ja) | 積層フィルム、並びに、偏光性積層フィルムの製造方法及び偏光板の製造方法 | |
| JP5932760B2 (ja) | 偏光子及びそれを含む偏光板 | |
| JP6076035B2 (ja) | 偏光性積層フィルムの製造方法及び偏光板の製造方法 | |
| JP5688427B2 (ja) | 偏光性積層フィルムの製造方法及び偏光板の製造方法 | |
| JP5996516B2 (ja) | 偏光子及びそれを含む偏光板 | |
| JP6262514B2 (ja) | 偏光板 | |
| WO2012096079A1 (fr) | Procédé de fabrication d'un film stratifié polarisant et procédé de fabrication d'une plaque polarisante | |
| JP6855398B2 (ja) | 偏光板、貼合フィルム、及びこれらの製造方法 | |
| WO2015087790A1 (fr) | Plaque de polarisation et dispositif d'affichage | |
| JP6049600B2 (ja) | 偏光子及びそれを含む偏光板 | |
| JP5744095B2 (ja) | 偏光性積層フィルムの製造方法 | |
| JP5643865B2 (ja) | 偏光性積層フィルムの製造方法及び偏光板の製造方法 | |
| WO2014136984A1 (fr) | Procédé de fabrication d'un film stratifié polarisant, et procédé de fabrication d'une plaque de polarisation | |
| JP6342963B2 (ja) | 偏光板 | |
| WO2014136985A1 (fr) | Procédé de fabrication de film stratifié polarisant et procédé de fabrication de plaque polarisante | |
| JP2020073977A (ja) | 偏光板 | |
| JP2020074036A (ja) | 偏光板及び表示装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13768817 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2014507851 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20147023239 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 13768817 Country of ref document: EP Kind code of ref document: A1 |