WO2013153698A1 - 加硫物及びその製造方法 - Google Patents
加硫物及びその製造方法 Download PDFInfo
- Publication number
- WO2013153698A1 WO2013153698A1 PCT/JP2012/080559 JP2012080559W WO2013153698A1 WO 2013153698 A1 WO2013153698 A1 WO 2013153698A1 JP 2012080559 W JP2012080559 W JP 2012080559W WO 2013153698 A1 WO2013153698 A1 WO 2013153698A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- vulcanization
- vulcanized
- mass
- parts
- deformation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/04—Carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2011/00—Use of rubber derived from chloroprene as moulding material
Definitions
- the present invention relates to a vulcanizate comprising a chloroprene rubber composition and a method for producing the same. More specifically, the present invention relates to a vulcanized product used in a dynamic environment and a method for producing the same.
- Vulcanized rubber products used in dynamic environments such as transmission belts and tires often undergo repeated deformation during use, but at that time, due to hysteresis loss (deformation loss friction) inherent to viscoelastic bodies. Generates fever. The heat generated during use not only goes against energy saving, but also leads to a shortened life of the vulcanized rubber product due to high temperature degradation.
- the vulcanized rubber product is produced by molding an unvulcanized or semi-vulcanized rubber composition into a predetermined shape and then vulcanizing it.
- a method for producing a vulcanizate having a complicated shape a method of performing vulcanization in two stages has been proposed (see Patent Document 5).
- a part to be processed is in a semi-vulcanized state, and the other part is completely vulcanized to form a preform, and then the preform is in a semi-vulcanized state. This part is deformed so as to have a desired shape, and vulcanized again in this state to obtain a vulcanized product.
- TESPT silane coupling agent
- JP 2010-265431 A JP 2011-038063 A JP 2011-126929 A JP 2011-148891 A JP-A-8-1816
- the rubber component is modified to have a specific terminal structure or a crosslinked structure, or a specific vulcanization system or a modifier as a third component is added to the rubber composition.
- a specific terminal structure or a crosslinked structure or a specific vulcanization system or a modifier as a third component is added to the rubber composition.
- the use of the obtained vulcanized rubber product is limited.
- there is a possibility that the low heat generation effect is mitigated in the molding process and sufficient low heat generation is not exhibited.
- Patent Document 5 is formed and vulcanized step by step from the problem of the molding process of “manufacturing a three-dimensional complicated shape using a simple shape mold”. It is not a technology aimed at reducing heat generation. Further, the non-equilibrium two-stage vulcanization method described in Non-Patent Document 1 can reduce the heat generation of a styrene-butadiene rubber composition containing silica, but it is not effective in the case of containing carbon black. . Further, in Non-Patent Document 1, no consideration has been given to the case where rubber other than styrene butadiene rubber is used.
- the main object of the present invention is to provide a vulcanizate capable of reducing heat generation of a vulcanized product comprising a chloroprene rubber composition containing carbon black by a simpler method and a method for producing the same. To do.
- the vulcanized product according to the present invention is obtained by vulcanizing and molding an unvulcanized rubber composition containing at least a chloroprene polymer and carbon black by a method defined by JIS K6300-2: 2001.
- a semi-vulcanized molded product having a value in the range of t 10 to t 80 was obtained , and the semi-vulcanized molded product was vulcanized again in a state of being entirely deformed, and then the deformation was released.
- the chloroprene polymer here includes not only a homopolymer of 2-chloro-1,3-butadiene (hereinafter simply referred to as chloroprene) but also a copolymer of chloroprene and other monomers.
- Vulcanization characteristic values t 10 to t 80 are values indicating the degree of vulcanization of the vulcanizate, and are obtained by analyzing a vulcanization curve measured with a vibration vulcanization tester in accordance with JIS K6300-2: 2001. It is a value determined by the temperature and time obtained. This vulcanization characteristic value varies depending on the type of rubber material and the blending conditions of the rubber composition. Semi-vulcanized refers to a state in which the degree of vulcanization is higher than that in an unvulcanized state but has not reached the degree of vulcanization required for the final product.
- the carbon black contained in this vulcanizate has, for example, a nitrogen adsorption specific surface area (N 2 SA) defined by JIS K6217 Method A in the range of 30 to 200 m 2 / g.
- the rubber composition may contain 20 to 80 parts by mass of the carbon black with respect to 100 parts by mass of the chloroprene polymer.
- the rubber composition contains 80 parts by mass or less of silica with respect to 100 parts by mass of the chloroprene polymer, and 0.5 to 25 parts by mass of a silane coupling agent with respect to 100 parts by mass of the silica. May be.
- the vulcanized product of the present invention can have a vulcanization characteristic value in the range of, for example, t 50 to t 90 after being vulcanized again with the semi-vulcanized molded body deformed.
- the loss tangent (tan ⁇ ) value A (value measured under conditions of a frequency of 10 Hz and a measurement temperature of 150 ° C. by dynamic elastic modulus measurement according to JIS K6394) in the vulcanizate of the present invention is the rubber composition having the same composition. Is equal to the degree of vulcanization by equilibrium vulcanization, but becomes smaller than the loss tangent value B.
- the equilibrium vulcanization is not a method of vulcanizing the entire semi-vulcanized molded body by deformation as in the present invention, but a general vulcanization method used industrially, and a polymer chain. Means an operation for allowing the vulcanization reaction to proceed in an isotropic arrangement.
- transformation can be made into at least 1 sort (s) selected, for example from compression, expansion
- the vulcanizate of this invention can be used for a power transmission belt, a conveyor belt, a member for motor vehicles, or a tire, for example.
- the method for producing a vulcanizate according to the present invention is obtained by a method prescribed in JIS K6300-2: 2001 by vulcanizing and molding an unvulcanized rubber composition containing at least a chloroprene polymer and carbon black.
- a deformation vulcanization step for releasing the deformation to obtain a vulcanizate having a desired shape.
- the carbon black having a nitrogen adsorption specific surface area (N 2 SA) defined by JIS K6217 Method A of 30 to 200 m 2 / g can be used.
- the rubber composition may contain 20 to 80 parts by mass of the carbon black with respect to 100 parts by mass of the chloroprene polymer.
- the rubber composition may contain 80 parts by mass or less of silica with respect to 100 parts by mass of the chloroprene polymer, and 0.5 to 25 parts by mass of a silane coupling agent with respect to 100 parts by mass of the silica. it can.
- the vulcanized product obtained by the modified vulcanization step can have a vulcanization characteristic value measured by a method defined in JIS K6300-2: 2001 in the range of t 50 to t 90 .
- the loss tangent (tan ⁇ ) value A (value measured at a frequency of 10 Hz and a measurement temperature of 150 ° C. by dynamic elastic modulus measurement according to JIS K6394) of the vulcanizate obtained by the deformation vulcanization step is the same.
- the loss tangent value B of the rubber composition having the same degree of vulcanization by equilibrium vulcanization is smaller than the value B.
- the deformation may be at least one selected from compression, elongation, shear, and twist.
- a vulcanized product comprising a chloroprene rubber composition containing carbon black in a simpler manner by simple process control of vulcanization in an undeformed state and re-vulcanization in a deformed state. Low heat generation can be realized.
- FIG. 6 is a graph comparing the temperature dependence of tan ⁇ of the vulcanizates of Example 1 and Comparative Example 1 with tan ⁇ on the vertical axis and temperature on the horizontal axis.
- the vulcanized product according to the embodiment of the present invention is obtained by vulcanizing and molding an unvulcanized chloroprene rubber composition into a semi-vulcanized molded product, and the semi-vulcanized molded product is again deformed as a whole. It is obtained by releasing the deformation after vulcanization. Specifically, when the vulcanized product of this embodiment is produced, the unvulcanized chloroprene rubber composition is vulcanized and molded until the vulcanization characteristic value is in the range of t 10 to t 80.
- the vulcanization process is performed. And this vulcanizate is used for a power transmission belt, a conveyor belt, a member for vehicles, and a tire, for example.
- the chloroprene rubber composition constituting the vulcanizate of this embodiment contains at least a chloroprene polymer and carbon black.
- the chloroprene polymer is a chloroprene homopolymer or a copolymer of chloroprene and another monomer, and is obtained by emulsion polymerization of chloroprene alone or chloroprene and another monomer.
- the chloroprene polymer is classified into a “sulfur-modified type” and a “non-sulfur-modified type” depending on the type of molecular weight modifier used during emulsion polymerization.
- the sulfur-modified type chloroprene polymer polymerizes raw material monomers in the presence of sulfur, and the resulting polymer containing sulfur, which is a molecular weight regulator, is plasticized with thiuram disulfide to a predetermined viscosity. It is manufactured by preparing.
- Non-sulfur-modified chloroprene polymers include mercaptan-modified and xanthogen-modified types.
- the mercaptan-modified type chloroprene polymer is produced by the same method as the above-mentioned sulfur-modified type using alkyl mercaptans such as n-dodecyl mercaptan, tert-dodecyl mercaptan, octyl mercaptan as molecular weight regulators.
- the xanthogen-modified chloroprene polymer is produced by the same method as the sulfur-modified type described above, using an alkyl xanthogen compound as a molecular weight regulator.
- the chloroprene polymer can be classified into, for example, a type having a low crystallization rate, a type having a moderate crystallization rate, and a type having a high crystallization rate based on the crystallization rate.
- the type of chloroprene polymer is not particularly limited, and any type of chloroprene polymer described above may be used.
- Monomers copolymerizable with chloroprene include esters of acrylic acid such as methyl acrylate, butyl acrylate and 2-ethylhexyl acrylate, and methacrylates such as methyl methacrylate, butyl methacrylate and 2-ethylhexyl methacrylate.
- Acid esters such as 2-hydroxyethyl (meth) acrylate, 2-hydroxymethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, and 2,3-dichloro-1
- hydroxy (meth) acrylates such as 2-hydroxyethyl (meth) acrylate, 2-hydroxymethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, and 2,3-dichloro-1
- Examples include 3-butadiene, 1-chloro-1,3-butadiene, butadiene, isoprene, ethylene, styrene, acrylonitrile and the like.
- the monomer that is copolymerized with chloroprene is not limited to one type, and for example, it may be a copolymer of three or more types of monomers including chloroprene. Further, the polymer structure of the chloroprene polymer is not particularly limited.
- the carbon black blended in the chloroprene rubber composition is not particularly limited, and GPF, FEF, HAF, ISAF, SAF, and the like can be used.
- those having a relatively large specific surface area, which has been considered to be inferior in dispersibility, are suitable, and the nitrogen adsorption specific surface area (N 2 SA) defined by the JIS K6217 method A is 30 to 200 m 2 / g.
- N 2 SA nitrogen adsorption specific surface area
- the blending amount of carbon black is preferably 20 to 80 parts by mass with respect to 100 parts by mass of the chloroprene polymer.
- the percolation threshold may be exceeded and the low heat generation effect may not be exhibited. If the blending amount of carbon black exceeds 80 parts by mass with respect to 100 parts by mass of the chloroprene polymer, the low heat generation effect obtained by deforming and vulcanizing the semi-vulcanized molded product may be lost.
- silica and a silane coupling agent may be blended in the chloroprene rubber composition constituting the vulcanizate of the present embodiment.
- Silica compounded in the rubber composition is not particularly limited, and can be arbitrarily selected from those usable as a reinforcing filler for rubber such as wet silica, dry silica and colloidal silica. .
- BET specific surface area measured according to ISO 5794/1 is preferable to use not less than 50m 2 / g, 100m 2 / More than g is more preferable.
- Examples of such silica include “Nipsil (registered trademark) AQ” (BET specific surface area: 190 m 2 / g) and “Nipsil (registered trademark) VN3” manufactured by Tosoh Silica Co., Ltd., and “Ultra” manufactured by Degussa. Jill VN3 "(BET specific surface area: 175 m 2 / g).
- the blending amount of silica in the chloroprene rubber composition is preferably 80 parts by mass or less per 100 parts by mass of the chloroprene polymer. If the amount of silica exceeds 80 parts by mass per 100 parts by mass of the chloroprene polymer, the dispersibility may be lowered and the heat generation may not be sufficiently reduced, and the workability may be abruptly deteriorated.
- the compounding amount of the silane coupling agent is preferably 0.5 to 25 parts by mass with respect to 100 parts by mass of silica.
- the silane coupling agent reacts with OH groups present on the surface of an inorganic filler such as silica and a conjugated diene polymer of a rubber component, and acts as a bonding bridge between the inorganic filler and rubber to form a reinforcing phase. . For this reason, by mix
- the compounding amount of the silane coupling agent is less than 0.5 parts by mass with respect to 100 parts by mass of silica, the reactivity with silica is poor and the above-described addition effect may not be obtained. Moreover, even if it mixes a silane coupling agent exceeding 25 mass parts with respect to 100 mass parts of silica, the improvement of an addition effect will not be seen but it will cause the increase in manufacturing cost.
- silane coupling agent to be blended in the chloroprene rubber composition
- a sulfide-based silane coupling agent, a mercapto-based silane coupling agent, an amino-based silane coupling agent, a glycidic silane coupling agent, and other silane coupling agents are used. be able to.
- sulfide-based silane coupling agents include bis- (3-triethoxysilylpropyl) tetrasulfide, bis- (3-trimethoxynylpropyl) tetrasulfide, bis- (3-methyldimethoxysilylpropyl) tetrasulfide, bis- (2-triethoxysilylethyl) tetrasulfide, bis- (3-triethoxysilylpropyl) disulfide, bis- (3-trimethoxysilylpropyl) disulfide, bis- (3-triethoxysilylpropyl) trisulfide, etc. .
- Mercapto-based silane coupling agents include 3-hexanoylthiopropyltriethoxysilane, 3-octanoylthiopropyltriethoxysilane, 3-decanoylthiopropyltriethoxysilane, 3-lauroylthiopropyltriethoxysilane, 2- Hexanoylthioethyltriethoxysilane, 2-octanoylthioethyltriethoxysilane, 2-decanoylthioethyltriethoxysilane, 2-lauroylthioethyltriethoxysilane, 3-hexanoylthiopropyltrimethoxysilane, 3-octa Noylthiopropyltrimethoxysilane, 3-decanoylthiopropyltrimethoxysilane, 3-lauroylthiopropyltrimethoxysilane, 2-hexano
- Mercapto-based silane coupling agents include 3-aminopropyltrimethoxysilane and 3-aminopropyltriethoxysilane.
- Examples of the glycidic silane coupling agent include ⁇ -glycidoxypropyltrimethoxysilane and ⁇ -glycidoxypropylmethyldiethoxysilane.
- silane coupling agents examples include dithiocarbamic acid-based 3-trimethoxysilylpropyl-N, N-dimethylthiocarbamoyl tetrasulfide, benzothiazolyl-based 3-trimethoxysilylpropylbenzothiazolyl tetrasulfide, and methacrylic acid-based compounds. 3-trimethoxysilylpropyl methacryloyl monosulfide.
- silane coupling agent blended in the chloroprene rubber composition is not limited to these, and any silane coupling agent that does not affect vulcanization or the like may be used. In addition, these silane coupling agents may be used alone or in combination of two or more.
- the chloroprene rubber composition may contain an inorganic filler other than silica in addition to the components described above.
- inorganic fillers other than silica include alumina (Al 2 O 3 ) such as ⁇ -alumina and ⁇ -alumina, alumina monohydrate (Al 2 O 3 .H 2 O) such as boehmite and diaspore, and gibbsite.
- Al (OH) 3 aluminum carbonate [Al 2 (CO 3 ) 2 ], magnesium hydroxide [Mg (OH) 2 ], magnesium oxide (MgO), magnesium carbonate (MgCO 3) ), Talc (3MgO ⁇ 4SiO 2 ⁇ H 2 O), attapulgite (5MgO ⁇ 8SiO 2 ⁇ 9H 2 O), titanium white (TiO 2 ), titanium black (TiO 2n-1 ), calcium oxide (CaO), hydroxide calcium [Ca (OH) 2], magnesium aluminum oxide (MgO ⁇ Al 2 O 3) , clay ( l 2 O 3 ⁇ 2SiO 2) , kaolin (Al 2 O 3 ⁇ 2SiO 2 ⁇ 2H 2 O), pyrophyllite (Al 2 O 3 ⁇ 4SiO 2 ⁇ H 2 O), bentonite (Al 2 O 3 ⁇ 4SiO 2 ⁇ 2H 2 O), aluminum silicate (Al 2 SiO 5,
- magnesium silicate Mg 2 SiO 4, MgSiO 3 ), calcium silicate (Ca 2 SiO 4, etc. ), Aluminum calcium silicate (Al 2 O 3 ⁇ CaO ⁇ 2SiO 2 etc.), magnesium calcium silicate (CaMgSiO 4 ), calcium carbonate (CaCO 3 ), zirconium oxide (ZrO 2 ), zirconium hydroxide [ZrO (OH) 2 ⁇ nH 2 O], zirconium carbonate [Zr (CO 3) 2] , as various zeolites Hydrogen for correcting the load, it is possible to use crystalline aluminosilicate containing an alkali metal or alkaline earth metal.
- chloroprene rubber composition as long as the purpose of the present invention is not impaired, various chemicals usually used in the rubber industry, such as vulcanizing agents, vulcanization accelerators, vulcanizing agents such as scorch preventing agents, are used.
- System compounding agent, process oil, anti-aging agent, zinc white, and stearic acid can be blended.
- the vulcanized characteristic value indicates the degree of vulcanization (the degree of vulcanization) in the vulcanized product, and is a value obtained by a method defined in JIS K6300-2: 2001.
- Semi vulcanized molded obtained in this semi-vulcanization process when vulcanization characteristics value was vulcanization degree be less than t 10, the shape is greatly changed by the deformation vulcanization step which will be described later, at the time of molding The shape cannot be maintained.
- the semi-vulcanized molding is, when vulcanization characteristics value was vulcanization degree exceeding t 80, even if the deformation vulcanization step which will be described later, the low heat generation effect is not exhibited.
- the vulcanization conditions (temperature, time, etc.) in the semi-vulcanization molding process are not particularly limited, and are appropriately set according to the type and blending amount of the rubber component and the crosslinking agent blended in the rubber composition. can do.
- the method of deforming the semi-vulcanized molded body is not particularly limited, and examples thereof include compression, elongation, shearing and twisting.
- the deformation method is interpreted from the definitions of strain, stress, elastic modulus, and viscosity, the basic method can be summarized into three types: elongation or compression, shear (shear), and volume compression.
- elongation or compression shear
- volume compression volume compression.
- elongation, compression, shearing and twisting are understood to be different processing forms.
- a suitable effect is expressed in the deformation method of extension, compression, shear, and torsion.
- the amount of deformation of the semi-vulcanized molded body is not particularly limited, depending on the type of rubber component compounded in the rubber composition, the degree of vulcanization of the semi-vulcanized molded body, the type of deformation, etc. It can be set appropriately.
- the deformation rate is preferably 10 to 80%. If the deformation rate is less than 10%, the effect of reducing the exothermic property may not be sufficiently obtained even if the semi-vulcanized molded product is re-cured. If the deformation rate exceeds 80%, an excessive pressure is applied. Not only is it necessary, but the semi-vulcanized molded product may be crushed depending on the type of rubber component.
- a more preferable deformation rate in the case of “compression” is 10 to 50%, and by setting the deformation rate within this range, a vulcanizate having various physical properties and low exothermic properties can be obtained.
- the “deformation rate (%)” defined here is C for the length in the direction of deformation in the semi-vulcanized molded body before deformation, and the length in the direction of deformation for the semi-vulcanized molded body in the deformed state.
- D it is obtained by ⁇ (CD) / C ⁇ ⁇ 100.
- the definitions of the lengths C and D are the same when the deformation is “elongation” described later.
- the deformation rate is preferably 30 to 300%. If the deformation rate is less than 30%, the effect of reducing the heat generation may not be sufficiently obtained even if the semi-vulcanized molded product is re-vulcanized. If the deformation rate exceeds 300%, the type of rubber component Depending on the case, the semi-vulcanized molded product may break or the elasticity of the resulting vulcanizate may be lost.
- a more preferable range of the deformation rate in the case of “elongation” is 40 to 200%, and by setting the deformation rate within this range, a vulcanizate having various physical properties and low exothermic properties can be obtained.
- the deformation rate (%) is obtained by ⁇ (DC) / C ⁇ ⁇ 100.
- the deformation rate is preferably 10 to 200%. If the deformation rate is less than 10%, the effect of reducing the exothermic property may not be sufficiently obtained even if the semi-vulcanized molded product is re-vulcanized. If the deformation rate exceeds 200%, an excessive shear force may be generated. Not only is this necessary, but the semi-vulcanized molded product may be cut depending on the type of rubber component.
- a more preferable range of the deformation rate in the case of “shear” is 10 to 150%, and by setting the deformation rate within this range, a vulcanizate having excellent various physical properties and low exothermic properties can be obtained.
- the deformation rate (%) is obtained by (E / F) ⁇ 100, where E is the shift length and F is the distance between shear planes.
- the maximum deformation rate is preferably 30 to 300%.
- the deformation rate is less than 30%, the effect of reducing the heat generation may not be sufficiently obtained even if the semi-vulcanized molded product is re-cured.
- a more preferable range of the deformation rate in the case of “twisting” is 50 to 200%, and by setting the deformation rate within this range, a vulcanizate having excellent physical properties and low heat generation can be obtained.
- the maximum deformation rate (%) is obtained by (R ⁇ / H) ⁇ 100, where R is the radius of rotation, ⁇ radians is the torsion angle, and H is the sample height.
- the vulcanization conditions (temperature, time, etc.) in the deformation vulcanization process are not particularly limited, and are appropriately determined according to the type and amount of the chloroprene polymer and the crosslinking agent blended in the chloroprene rubber composition. Can be set.
- the degree of vulcanization of the vulcanizate obtained by this deformation vulcanization step is preferably in the range where the vulcanization characteristic value is t 50 to t 90 from the viewpoint of the practicality of the product.
- the vulcanizate obtained by this deformation vulcanization process is a rubber composition having a loss tangent (tan ⁇ ) value A at a frequency of 10 Hz and a measurement temperature of 150 ° C. in a dynamic elastic modulus measurement according to JIS K6394. It becomes smaller than the loss tangent value B of the same vulcanization degree by equilibrium vulcanization. This indicates that the vulcanized product of the present embodiment is less exothermic than the vulcanized product produced by the conventional method.
- the vulcanized product of this embodiment is obtained by vulcanizing a semi-vulcanized molded product having a specific vulcanization degree obtained by vulcanization molding in a deformed state, and then releasing the deformation. Therefore, the dispersibility of the carbon black contained in the chloroprene rubber composition is improved and the molecular network structure including the carbon black is developed, so that tan ⁇ is reduced particularly in the low frequency region.
- the vulcanized product can be reduced in heat generation, and a low heat-generating vulcanized product can be realized by a simple method without deteriorating various physical properties required for the vulcanized rubber product.
- vulcanization is performed in two stages.
- the method described in Patent Document 5 is a method in which molding vulcanization is performed in a plurality of times in order to mold a complex shape. What is the molding method of the vulcanized product of this embodiment? The purpose and technical idea are different.
- the already molded part is not deformed, and the unmolded part is deformed and vulcanized into the target shape. The effect of low heat generation cannot be obtained as in the case of the sulfate.
- the vulcanized product of the present embodiment achieves low heat generation from the viewpoint of the process, not the material, a low heat generating vulcanizate can be realized without increasing the manufacturing cost. And the manufacturing method of the vulcanizate of this embodiment contributes to lifetime improvement of a vulcanized rubber product while contributing to energy saving.
- vulcanizates of Examples and Comparative Examples were prepared by using the carbon black shown in Table 1 below, and the exothermic property was evaluated from the loss tangent (tan ⁇ ) value.
- Example 1> (Preparation of unvulcanized rubber composition) 100 parts by mass of chloroprene polymer (PS-40A manufactured by Denki Kagaku Kogyo Co., Ltd .: sulfur-modified type, slow crystallization rate), 35 parts by mass of carbon black (SAF), 1 part by mass of stearic acid, 4 parts of magnesium oxide 1 part by mass, amine-based anti-aging agent (Nocrak (registered trademark) CD: 4,4-bis ( ⁇ , ⁇ -dimethylbenzyl) diphenylamine) manufactured by Ouchi Shinsei Chemical Co., Ltd.), thiourea-based vulcanization accelerator 1.0 part by mass (Axel (registered trademark) 22S: ethylenethiourea manufactured by Kawaguchi Chemical Industry Co., Ltd.), sulfenamide vulcanization accelerator (Noxeller (registered trademark) CZ: N- manufactured by Ouchi Shinsei Chemical Industry Co., Ltd.) (Cyclohexy
- the measurement of the vulcanization characteristic value of the unvulcanized rubber composition was performed in accordance with JIS K6300-2: 2001 “How to obtain vulcanization characteristics using a vibration tester”. In general, the vulcanizate properties are determined by measuring these properties as a function of temperature. The vulcanization characteristic value is measured by a vulcanization tester such as a disk vulcanization tester (rotor vulcanization tester) or a die vulcanization tester (rotorless vulcanization tester). Strain is applied and the accompanying strain or stress is measured.
- FIG. 1 is an example in which torque (M) is plotted on the vertical axis and vulcanization time is plotted on the horizontal axis, and the change in torque over time is recorded.
- a straight line passing through M L + 10% M E , M L + 50% M E , M L + 90% M E and parallel to the time axis is drawn to obtain the intersection with the vulcanization curve, and from the test start time to each intersection It requires the time (vulcanization time), and t 10, t 50 and t 90, respectively.
- Tan ⁇ represented by Equation 2 is an attenuation term and is represented by a ratio of energy dissipated as heat and stored energy.
- the value of tan ⁇ indicates that the mechanical energy applied to the rubber material product is “easy to be dissipated as heat” or “difficult to store”, and the lower the value, the lower the heat generation. .
- Measurement device Leo vibron dynamic viscoelasticity automatic measurement device
- Excitation method Displacement amplitude 10 ⁇ m (strain 0.05%), static tension 5gf
- Sample shape Width: 0.45 cm, Length: 3 cm (however, 2 cm between chucks), Thickness: 0.2 cm
- Measurement frequency 10 Hz
- Measurement temperature conditions 0 ° C to 200 ° C (heating rate: 5 ° C / min)
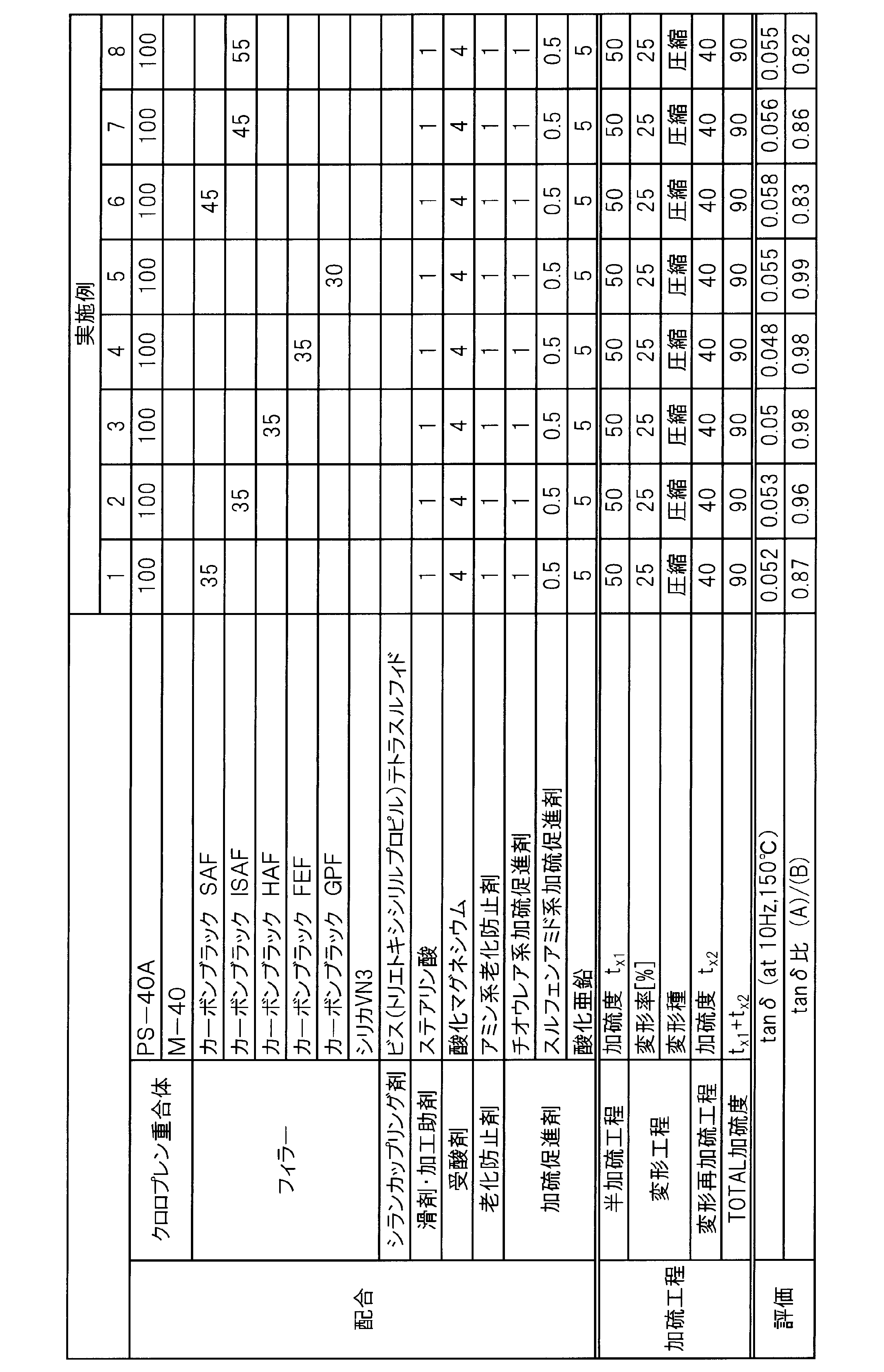
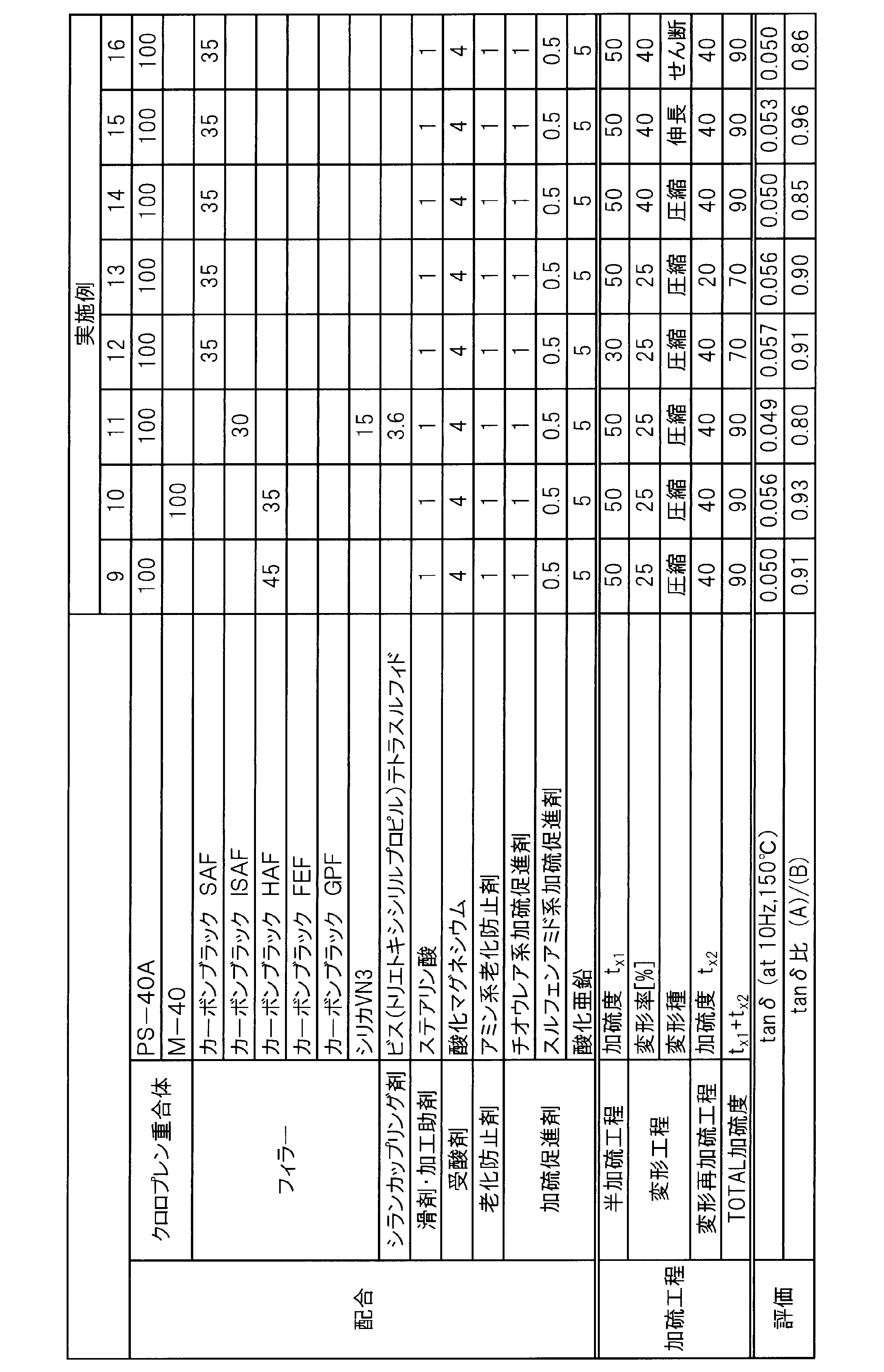
- Example 2 to 14 Under the conditions shown in Tables 2 and 3 below, the vulcanizates of Examples 2 to 14 were prepared in the same manner as in Example 1 under the conditions of formulation, degree of vulcanization, and deformation rate, and tan ⁇ was determined.
- M-40 mercaptan-modified type, medium crystallization rate
- Example 11 silica (Nipsil (registered trademark) VN3 manufactured by Tosoh Silica Co., Ltd.) was blended together with carbon black.
- Example 15 With the formulation, vulcanization degree, and deformation rate conditions shown in Table 3 below, the deformation method during vulcanization deformation was set to “elongation”, and the vulcanized product of Example 15 was otherwise processed in the same manner as in Example 1. Produced. At that time, the 2mm sheet thickness semi-vulcanized molded body after vulcanization molding was fixed with a gripping tool, stretched and held in the line direction by 40%, and revulcanized in a heat atmosphere at 170 ° C. .
- Example 16> With the formulation, vulcanization degree, and deformation rate conditions shown in Table 3 below, the deformation method at the time of vulcanization deformation was set to “shear”, and the vulcanized product of Example 16 was otherwise processed in the same manner as in Example 1. Produced. At that time, after fixing the half-vulcanized molded body of 2 mm sheet thickness after vulcanization with a gripping tool, fix the central part with another gripping tool, and then move the central gripping tool in the line direction. 40% shear holding was performed, and revulcanization was performed in a hot atmosphere at 170 ° C.
- the vulcanizates of Examples 1 to 16 produced within the scope of the present invention are the loss at a frequency of 10 Hz and a measurement temperature of 150 ° C. in the dynamic elastic modulus measurement according to JIS K6394.
- the value of tangent (tan ⁇ ) (A) was smaller than the value of loss tangent (B) of a rubber composition having the same composition and having an equal degree of vulcanization by equilibrium vulcanization.
- (A / B) is 0.87, which is less than 1.
- FIG. 2 is a diagram comparing the temperature dependence of tan ⁇ of the vulcanizates of Example 1 and Comparative Example 1, with tan ⁇ on the vertical axis and temperature on the horizontal axis. As shown in FIG. 2, it was confirmed that the vulcanized product of Example 1 has the effect of reducing heat generation under an environment of about 30 ° C. or higher, and the effect increases as the temperature increases.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Thermal Sciences (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Description
ここでいうクロロプレン重合体は、2-クロロ-1,3-ブタジエン(以下、単にクロロプレンという。)の単独重合体だけでなく、クロロプレンと他の単量体との共重合体も含む。
加硫特性値t10~t80は、加硫物の加硫度を示す値であり、JIS K6300-2:2001に準拠して振動加硫試験機で測定した加硫曲線を解析することにより得られる温度及び時間により決定される値である。この加硫特性値は、ゴム材料の種類やゴム組成物の配合条件によっても変化する。
半加硫は、未加硫の状態よりは加硫度が高いが、最終製品として必要とされる加硫度には至っていない状態を指す。
この加硫物に含有されるカーボンブラックは、例えば、JIS K6217のA法で規定される窒素吸着比表面積(N2SA)が30~200m2/gの範囲のものである。
前記ゴム組成物には、クロロプレン重合体100質量部に対して、前記カーボンブラックが20~80質量部配合されていてもよい。
前記ゴム組成物には、クロロプレン重合体100質量部に対してシリカが80質量部以下配合されると共に、該シリカ100質量部に対してシランカップリング剤が0.5~25質量部配合されていてもよい。
本発明の加硫物は、半加硫成形体に変形を加えた状態で再度加硫した後の加硫特性値を、例えばt50~t90の範囲にすることができる。
本発明の加硫物における損失正接(tanδ)の値A(JIS K6394に準拠する動的弾性率測定により、周波数10Hz、測定温度150℃の条件で測定した値)は、同一組成のゴム組成物を平衡加硫により同等の加硫度にしたものの損失正接の値Bよりも小さくなる。
ここで、平衡加硫とは、本発明のように半加硫成形体全体に変形を加えて加硫する方法ではなく、工業的に利用される一般的な加硫方法であり、高分子鎖が等方的配置をとる状態で加硫反応を進行させる操作を意味する。
また、前記変形は、例えば圧縮、伸長、せん断及びねじりから選択される少なくとも1種とすることができる。
そして、本発明の加硫物は、例えば伝動ベルト、コンベアベルト、自動車用部材又はタイヤに用いることができる。
この製造方法では、前記カーボンブラックとして、JIS K6217のA法で規定される窒素吸着比表面積(N2SA)が30~200m2/gのものを使用することができる。
前記ゴム組成物には、クロロプレン重合体100質量部に対して前記カーボンブラックを20~80質量部配合してもよい。
前記ゴム組成物には、クロロプレン重合体100質量部に対してシリカを80質量部以下配合すると共に、該シリカ100質量部に対してシランカップリング剤を0.5~25質量部配合することもできる。
前記変形加硫工程により得られる加硫物は、JIS K6300-2:2001で規定される方法で測定した加硫特性値をt50~t90の範囲にすることができる。
前記変形加硫工程により得られる加硫物の損失正接(tanδ)の値A(JIS K6394に準拠する動的弾性率測定により、周波数10Hz、測定温度150℃の条件で測定した値)は、同一組成のゴム組成物を平衡加硫により同等の加硫度にしたものの損失正接の値Bよりも小さくなる。
前記変形は、圧縮、伸長、せん断及びねじりから選択される少なくとも1種とすることができる。
本実施形態の加硫物を構成するクロロプレンゴム組成物は、少なくとも、クロロプレン重合体とカーボンブラックとを含有する。ここで、クロロプレン重合体は、クロロプレンの単独重合体又はクロロプレンと他の単量体との共重合体であり、クロロプレン単独又はクロロプレンと他の単量体とを乳化重合することにより得られる。
本実施形態の加硫物を製造する際は、先ず、前述した未加硫のクロロプレンゴム組成物を加硫成形して、加硫特性値がt10~t80の範囲の半加硫成形体を得る(半加硫成形工程)。ここで、「加硫特性値」とは、加硫物における加硫の度合い(加硫度)を示すものであり、JIS K6300-2:2001で規定される方法により求められる値である。
前述した半加硫成形工程で得た半加硫成形体(加硫度:t10~t80)を、全体的に変形させた状態で再度加硫し、その後変形を解除して、目的とする形状の加硫物を得る(変形加硫工程)。半加硫成形体は、形状が保持される加硫度まで加硫されているため、変形加硫工程で得られる加硫物と半加硫成形体とでは大きな形状変化はないが、変形加硫後の加硫物は半加硫成形体に比べて一定の永久歪みをもつものとなる。

(未加硫ゴム組成物の作製)
クロロプレン重合体(電気化学工業株式会社製 PS-40A:硫黄変性タイプ,結晶化速度遅い)100質量部に対し、カーボンブラック(SAF)を35質量部、ステアリン酸を1質量部、酸化マグネシウムを4質量部、アミン系老化防止剤(大内新興化学工業株式会社製 ノクラック(登録商標)CD:4,4-ビス(α,α-ジメチルベンジル)ジフェニルアミン)を1質量部、チオウレア系加硫促進剤(川口化学工業株式会社製 アクセル(登録商標)22S:エチレンチオ尿素)を1.0質量部、スルフェンアミド系加硫促進剤(大内新興化学工業株式会社製 ノクセラー(登録商標)CZ:N-シクロヘキシル-2-ベンゾチアゾリルスルフェンアミド)を0.5質量部、及び酸化亜鉛を5.0質量部配合し、8インチロールを用いて混練りした。
未加硫ゴム組成物の加硫特性値の測定は、JIS K6300-2:2001の「振動式試験機による加硫特性の求め方」に準拠して行なった。一般に、加硫物の諸特性値は、温度の関数としてこれら諸性質を測定することによって求められる。加硫特性値は、ディスク加硫試験機(ローター加硫試験機)、ダイ加硫試験機(ローターレス加硫試験機)などの加硫試験機によって測定され、これら装置によって試料に繰り返し応力又は歪が加えられ、付随して発生する歪又は応力が計測される。
2mmシート厚の金型を用いて、未加硫ゴム組成物を、170℃で1.5分間プレスすることで、加硫成形し、シート状の半加硫成形体を得た。
この半加硫成形体を、1.5mmシート厚の金型に入れて、25%の圧縮変形率の条件下、170℃で、3.5分間(t90-t50=3.5分)プレス再加硫して、実施例1のクロロプレンゴム加硫物を得た。
前述した方法で作製した実施例1の加硫物について、損失正接(tanδ)を測定した。具体的には、動的粘弾性試験(JIS K 6394)を行い、下記数式1で定義される複素弾性率Ε*を求めた。ここで、下記数式1に示す複素弾性率Ε*の実数部Ε’は貯蔵弾性率、虚数部Ε”は損失弾性率である。また、歪みと応力の時間的遅れを表す位相角δは、損失角と呼ばれ、そのtanとして表わされる損失正接tanδは下記数式2により定義される。


・測定器:レオバイブロン動的粘弾性自動測定器
・加振方法:変位振幅10μm(歪み0.05%)、静的張力5gf
・試料形状:幅:0.45cm、長さ:3cm(ただしチャック間2cm)、厚さ:0.2cmの板状
・測定周波数:10Hz
・測定温度条件:0℃~200℃(昇温速度:5℃/min)
下記表2及び表3に示す配合、加硫度及び変形率条件で、実施例1と同様の方法で、実施例2~14の加硫物を作製し、tanδを求めた。なお、実施例10では、クロロプレン重合体に、電気化学工業株式会社製 M-40(メルカプタン変性タイプ,結晶化速度中庸)を用いた。また、実施例11では、カーボンブラックと共に、シリカ(東ソー・シリカ株式会社製 Nipsil(登録商標)VN3)を配合した。
下記表3に示す配合、加硫度及び変形率条件で、加硫変形の際の変形方式を「伸長」とし、それ以外は実施例1と同様の方法で、実施例15の加硫物を作製した。その際、加硫成形後の2mmシート厚の半加硫成形体を、両端をつかみ具で固定し、列理方向に40%伸長保持させ、170℃の熱雰囲気下、再加硫を実施した。
下記表3に示す配合、加硫度及び変形率条件で、加硫変形の際の変形方式を「せん断」とし、それ以外は実施例1と同様の方法で、実施例16の加硫物を作製した。その際、加硫成形後の2mmシート厚の半加硫成形体を、両端をつかみ具で固定すると共に、中央部を別のつかみ具で固定後、中央つかみ具を列理方向に移動させて40%せん断保持させ、170℃の熱雰囲気下、再加硫を実施した。
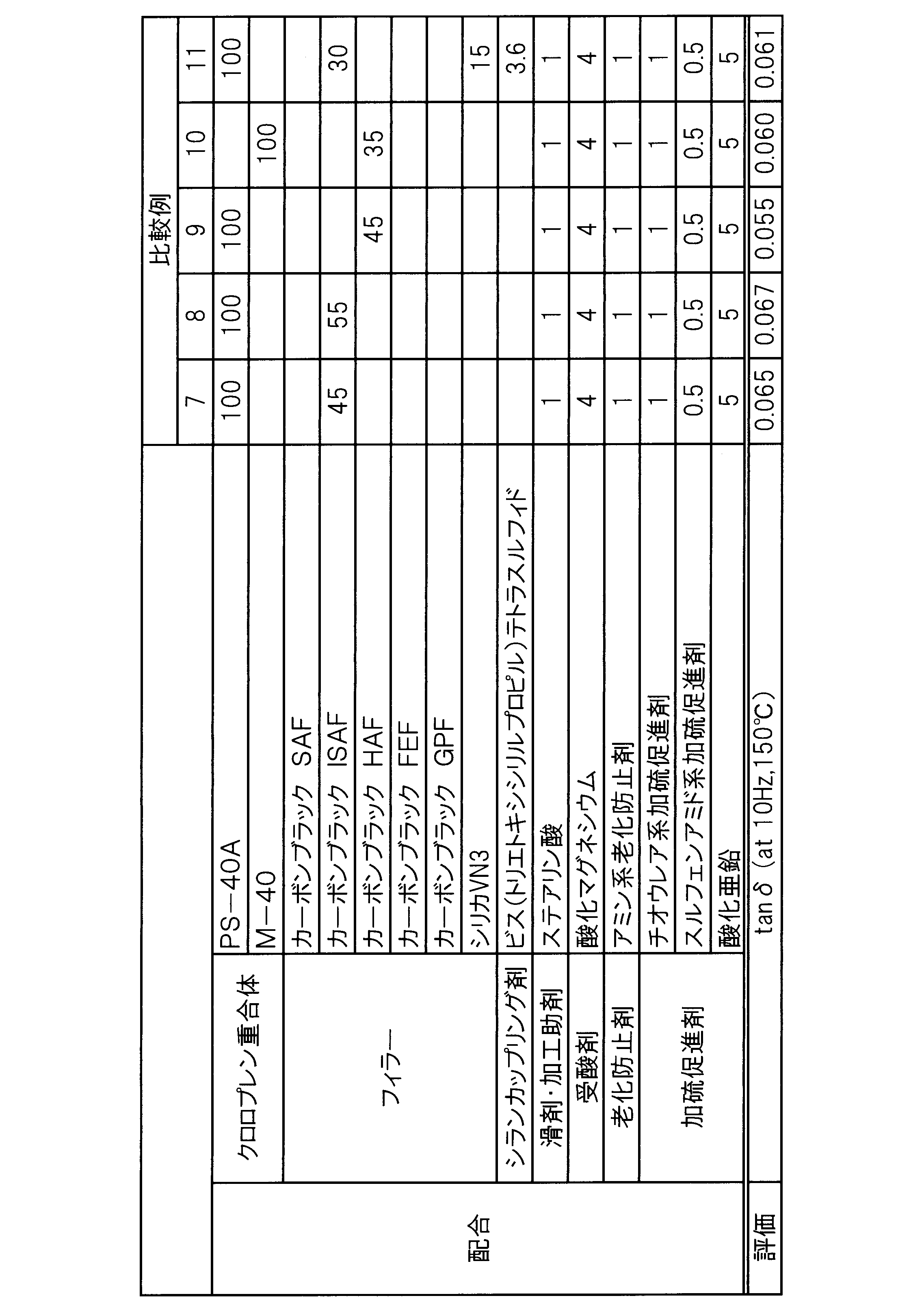
(平衡加硫工程)
実施例1と同様の方法により、下記表4及び表5に示す配合で作製した未加硫のゴム組成物を、2mmシート厚の金型を使用し、170℃で5分間プレス加硫して、下記表4及び表5に示す加硫度の比較例1~11の加硫物を作製し、そのtanδを求めた。以上の結果を下記表2~5にまとめて示す。

Claims (15)
- クロロプレン重合体とカーボンブラックとを少なくとも含有する未加硫のゴム組成物を加硫成形してJIS K6300-2:2001で規定される方法により求められる加硫特性値がt10~t80の範囲となる半加硫成形体とし、該半加硫成形体を全体的に変形させた状態で再度加硫した後、変形を解除して得た加硫物。
- 前記カーボンブラックは、JIS K6217のA法で規定される窒素吸着比表面積(N2SA)が30~200m2/gであることを特徴とする請求項1に記載の加硫物。
- 前記ゴム組成物は、クロロプレン重合体100質量部に対して前記カーボンブラックを20~80質量部含有することを特徴とする請求項1又は2に記載の加硫物。
- 前記ゴム組成物は、更に、クロロプレン重合体100質量部に対してシリカを80質量部以下含有すると共に、該シリカ100質量部に対してシランカップリング剤を0.5~25質量部含有することを特徴とする請求項1~3のいずれか1項に記載の加硫物。
- 変形を加えた状態で再度加硫した後の加硫特性値がt50~t90の範囲であることを特徴とする請求項1~4のいずれか1項に記載の加硫物。
- JIS K6394に準拠する動的弾性率測定において、周波数10Hz、測定温度150℃の損失正接(tanδ)の値Aが、同一組成のゴム組成物を平衡加硫により同等の加硫度にしたものの損失正接の値Bよりも小さいことを特徴とする請求項1~5のいずれか1項に記載の加硫物。
- 前記変形が、圧縮、伸長、せん断及びねじりから選択される少なくとも1種であることを特徴とする請求項1~6のいずれか1項に記載の加硫物。
- 伝動ベルト、コンベアベルト、自動車用部材又はタイヤに用いられることを特徴とする請求項1~7のいずれか1項に記載の加硫物。
- クロロプレン重合体とカーボンブラックとを少なくとも含有する未加硫のゴム組成物を加硫成形してJIS K6300-2:2001で規定される方法により求められる加硫特性値がt10~t80の範囲となる半加硫成形体を得る半加硫成形工程と、
前記半加硫成形体を全体的に変形させた状態で再度加硫し、その後、変形を解除して目的とする形状の加硫物を得る変形加硫工程と、
を有する加硫物の製造方法。 - 前記カーボンブラックは、JIS K6217のA法で規定される窒素吸着比表面積(N2SA)が30~200m2/gであることを特徴とする請求項9に記載の加硫物の製造方法。
- 前記ゴム組成物に、クロロプレン重合体100質量部に対して前記カーボンブラックを20~80質量部配合することを特徴とする請求項9又は10に記載の加硫物の製造方法。
- 前記ゴム組成物に、クロロプレン重合体100質量部に対してシリカを80質量部以下配合すると共に、該シリカ100質量部に対してシランカップリング剤を0.5~25質量部配合することを特徴とする請求項9~11のいずれか1項に記載の加硫物の製造方法。
- 前記変形加硫工程により得られる加硫物は、JIS K6300-2:2001で規定される方法で測定した加硫特性値がt50~t90の範囲であることを特徴とする請求項9~12のいずれか1項に記載の加硫物の製造方法。
- 前記変形加硫工程により得られる加硫物は、JIS K6394に準拠する動的弾性率測定において、周波数10Hz、測定温度150℃の損失正接(tanδ)の値Aが、同一組成のゴム組成物を平衡加硫により同等の加硫度にしたものの損失正接の値Bよりも小さいことを特徴とする請求項9~13のいずれか1項に記載の加硫物の製造方法。
- 前記変形が、圧縮、伸長、せん断及びねじりから選択される少なくとも1種であることを特徴とする請求項9~14のいずれか1項に記載の加硫物の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020147031285A KR20150003282A (ko) | 2012-04-11 | 2012-11-27 | 가황물 및 그 제조방법 |
| CN201280072314.1A CN104220227B (zh) | 2012-04-11 | 2012-11-27 | 硫化物及其制备方法 |
| US14/391,667 US9156961B2 (en) | 2012-04-11 | 2012-11-27 | Vulcanizate and process for producing same |
| EP12873939.8A EP2837478B1 (en) | 2012-04-11 | 2012-11-27 | Vulcanizate and process for producing same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012089829A JP5721182B2 (ja) | 2012-04-11 | 2012-04-11 | 加硫物及びその製造方法 |
| JP2012-089829 | 2012-04-11 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013153698A1 true WO2013153698A1 (ja) | 2013-10-17 |
Family
ID=49327296
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/080559 Ceased WO2013153698A1 (ja) | 2012-04-11 | 2012-11-27 | 加硫物及びその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9156961B2 (ja) |
| EP (1) | EP2837478B1 (ja) |
| JP (1) | JP5721182B2 (ja) |
| KR (1) | KR20150003282A (ja) |
| CN (1) | CN104220227B (ja) |
| TW (1) | TWI565716B (ja) |
| WO (1) | WO2013153698A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017033414A1 (ja) * | 2015-08-24 | 2017-03-02 | 高周波粘弾性株式会社 | タイヤ及びタイヤの特性評価方法 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014104724A (ja) * | 2012-11-29 | 2014-06-09 | Denki Kagaku Kogyo Kk | ゴム成形体の製造装置 |
| JP6231369B2 (ja) * | 2013-12-12 | 2017-11-15 | 住友電気工業株式会社 | 耐摩耗性ゴム組成物及びゴム被覆ケーブル |
| JP2017002174A (ja) * | 2015-06-09 | 2017-01-05 | 株式会社ブリヂストン | ホース用ゴム組成物及びホース |
| JP6737075B2 (ja) * | 2016-08-30 | 2020-08-05 | 住友ゴム工業株式会社 | 加硫促進剤及び架橋剤を含むゴム組成物における、加硫促進剤及び架橋剤が関与する架橋反応の架橋反応速度を算出する方法 |
| EP3715409B1 (en) * | 2017-11-24 | 2021-10-06 | Denka Company Limited | Sulfur-modified chloroprene rubber composition, vulcanized product, molded article using said vulcanized product and method for producing sulfur-modified chloroprene rubber composition |
| EP3778174B1 (en) * | 2018-03-30 | 2023-06-07 | Toray Industries, Inc. | Method for manufacturing molded article |
| WO2020189518A1 (ja) * | 2019-03-20 | 2020-09-24 | デンカ株式会社 | 硫黄変性クロロプレンゴム及びその製造方法、硫黄変性クロロプレンゴム組成物、加硫物、並びに、成形品 |
| JP7209586B2 (ja) * | 2019-05-31 | 2023-01-20 | デンカ株式会社 | ゴム組成物、該ゴム組成物の加硫物及び成形品 |
| JP7209587B2 (ja) * | 2019-05-31 | 2023-01-20 | デンカ株式会社 | ゴム組成物、該ゴム組成物の加硫物及び成形品 |
| JP2023075373A (ja) * | 2020-04-21 | 2023-05-31 | デンカ株式会社 | ゴム組成物、該ゴム組成物の加硫物及び加硫成形体 |
| JP7570431B2 (ja) * | 2020-11-26 | 2024-10-21 | デンカ株式会社 | ゴム組成物、該ゴム組成物の加硫物、および該ゴム組成物の加硫成形体 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05337971A (ja) * | 1992-06-10 | 1993-12-21 | Nok Corp | 積層ゴム製品の製造方法 |
| JPH081816A (ja) | 1994-06-27 | 1996-01-09 | Toyoda Gosei Co Ltd | 曲りホースの製造方法 |
| JPH1034764A (ja) * | 1996-07-17 | 1998-02-10 | Mitsuboshi Belting Ltd | 両面歯付ベルトとその製造方法 |
| JP2007145292A (ja) * | 2005-11-30 | 2007-06-14 | Bridgestone Corp | ランフラットタイヤ |
| JP2010265431A (ja) | 2009-05-18 | 2010-11-25 | Bridgestone Corp | ゴム組成物及びそれを用いた空気入りタイヤ |
| JP2011038063A (ja) | 2009-08-06 | 2011-02-24 | Kawaguchi Kagaku Kogyo Kk | ゴムの耐リバージョン性、耐熱性及び動的低発熱性を向上させる加硫剤 |
| JP2011126929A (ja) | 2009-12-15 | 2011-06-30 | Sumitomo Rubber Ind Ltd | インナーライナー用ゴム組成物及び空気入りタイヤ |
| JP2011148891A (ja) | 2010-01-21 | 2011-08-04 | Yokohama Rubber Co Ltd:The | ジエン系ゴム組成物 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB981877A (en) * | 1961-05-26 | 1965-01-27 | Dunlop Rubber Co | Improvements in and relating to the production of vulcanized rubber compositions |
| CN1148405C (zh) * | 1999-11-02 | 2004-05-05 | 电气化学工业株式会社 | 氯丁二烯系橡胶组合物 |
| JP2007039585A (ja) * | 2005-08-04 | 2007-02-15 | Sumitomo Rubber Ind Ltd | ゴム組成物およびこれを用いた空気入りタイヤ |
| JP2007292302A (ja) * | 2006-03-28 | 2007-11-08 | Tokai Rubber Ind Ltd | 曲り形状の樹脂複合ホース及びその製造方法 |
-
2012
- 2012-04-11 JP JP2012089829A patent/JP5721182B2/ja not_active Expired - Fee Related
- 2012-11-27 EP EP12873939.8A patent/EP2837478B1/en not_active Not-in-force
- 2012-11-27 US US14/391,667 patent/US9156961B2/en active Active
- 2012-11-27 KR KR1020147031285A patent/KR20150003282A/ko not_active Withdrawn
- 2012-11-27 CN CN201280072314.1A patent/CN104220227B/zh not_active Expired - Fee Related
- 2012-11-27 WO PCT/JP2012/080559 patent/WO2013153698A1/ja not_active Ceased
- 2012-12-07 TW TW101146121A patent/TWI565716B/zh not_active IP Right Cessation
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05337971A (ja) * | 1992-06-10 | 1993-12-21 | Nok Corp | 積層ゴム製品の製造方法 |
| JPH081816A (ja) | 1994-06-27 | 1996-01-09 | Toyoda Gosei Co Ltd | 曲りホースの製造方法 |
| JPH1034764A (ja) * | 1996-07-17 | 1998-02-10 | Mitsuboshi Belting Ltd | 両面歯付ベルトとその製造方法 |
| JP2007145292A (ja) * | 2005-11-30 | 2007-06-14 | Bridgestone Corp | ランフラットタイヤ |
| JP2010265431A (ja) | 2009-05-18 | 2010-11-25 | Bridgestone Corp | ゴム組成物及びそれを用いた空気入りタイヤ |
| JP2011038063A (ja) | 2009-08-06 | 2011-02-24 | Kawaguchi Kagaku Kogyo Kk | ゴムの耐リバージョン性、耐熱性及び動的低発熱性を向上させる加硫剤 |
| JP2011126929A (ja) | 2009-12-15 | 2011-06-30 | Sumitomo Rubber Ind Ltd | インナーライナー用ゴム組成物及び空気入りタイヤ |
| JP2011148891A (ja) | 2010-01-21 | 2011-08-04 | Yokohama Rubber Co Ltd:The | ジエン系ゴム組成物 |
Non-Patent Citations (3)
| Title |
|---|
| See also references of EP2837478A4 * |
| YOSHINOBU ISONO: "Gum Zairyo no Atarashii tan6 Seigyo", DAI 23 KAI ELASTOMER TORONKAI KOEN YOSHISHU, 1 December 2011 (2011-12-01), JAPAN, pages 105 - 106, XP008175403 * |
| YOSHINOBU ISONO: "New tan6 for rubber materials", PROCEEDINGS OF 23RD SEMINAR ON ELASTOMERS, THE SOCIETY OF RUBBER SCIENCE AND TECHNOLOGY, JAPAN, 1 December 2011 (2011-12-01), pages 105 - 106 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017033414A1 (ja) * | 2015-08-24 | 2017-03-02 | 高周波粘弾性株式会社 | タイヤ及びタイヤの特性評価方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI565716B (zh) | 2017-01-11 |
| US20150073086A1 (en) | 2015-03-12 |
| EP2837478A1 (en) | 2015-02-18 |
| EP2837478B1 (en) | 2017-07-26 |
| EP2837478A4 (en) | 2016-04-27 |
| JP5721182B2 (ja) | 2015-05-20 |
| US9156961B2 (en) | 2015-10-13 |
| CN104220227B (zh) | 2017-12-15 |
| JP2013216029A (ja) | 2013-10-24 |
| CN104220227A (zh) | 2014-12-17 |
| TW201341406A (zh) | 2013-10-16 |
| KR20150003282A (ko) | 2015-01-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5721182B2 (ja) | 加硫物及びその製造方法 | |
| CN104662078B (zh) | 橡胶组合物、其硫化物以及成型品 | |
| JP5549469B2 (ja) | ゴム組成物およびこれを用いる空気入りタイヤ | |
| JP7069564B2 (ja) | タイヤ用ゴム組成物、タイヤ用ゴム組成物の製造方法及びタイヤ | |
| WO2013099825A1 (ja) | ゴム組成物の製造方法、そのゴム組成物及びそれを用いた空気入りタイヤ | |
| WO2013164912A1 (ja) | 変性天然ゴム及びその製造方法、並びにゴム組成物及びタイヤ | |
| JP2012102288A (ja) | スタッドレスタイヤトレッド用ゴム組成物 | |
| WO2016111230A1 (ja) | 共役ジエン系重合体とオレフィン系重合体とを含むゴム組成物及びそれを用いたタイヤ | |
| CN105073844B (zh) | 橡胶组合物的制造方法和橡胶组合物 | |
| JP2013111940A (ja) | 加硫物及びその製造方法 | |
| JP5373721B2 (ja) | 変性天然ゴムの製造方法 | |
| US10246581B2 (en) | Rubber compositions containing whey protein | |
| JP5134827B2 (ja) | 変性天然ゴムラテックス及びその製造方法、変性天然ゴム及びその製造方法、並びにゴム組成物及びタイヤ | |
| JP6173015B2 (ja) | ゴム組成物及びそれを用いた空気入りタイヤ | |
| WO2023218678A1 (ja) | ゴム物品、及びこれを用いたタイヤ | |
| JP2009173698A (ja) | ゴム組成物の製造方法、ゴム組成物およびそれを用いたタイヤ | |
| JP2014104724A (ja) | ゴム成形体の製造装置 | |
| EP3240822A1 (en) | Terminal-functionalized polymer and related methods | |
| JP6980781B2 (ja) | ゴム組成物、架橋ゴム組成物、ゴム物品及びタイヤ | |
| EP3636705A1 (en) | Rubber composition, crosslinked rubber composition, rubber article, and tire | |
| JP2006249365A (ja) | ゴム組成物及びそれを用いた空気入りタイヤ | |
| EP3231841B1 (en) | Rubber composition and manufacturing method for rubber composition | |
| JP2011219560A (ja) | タイヤトレッド部用ゴム組成物およびこれを用いる空気入りタイヤ | |
| JP2009173737A (ja) | ゴム組成物の製造方法、ゴム組成物およびそれを用いたタイヤ | |
| JP2009173739A (ja) | ゴム組成物の製造方法、ゴム組成物およびそれを用いたタイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12873939 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14391667 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2012873939 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012873939 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20147031285 Country of ref document: KR Kind code of ref document: A |