WO2013191270A1 - Procédé de production de verre et d'élément optique - Google Patents
Procédé de production de verre et d'élément optique Download PDFInfo
- Publication number
- WO2013191270A1 WO2013191270A1 PCT/JP2013/067050 JP2013067050W WO2013191270A1 WO 2013191270 A1 WO2013191270 A1 WO 2013191270A1 JP 2013067050 W JP2013067050 W JP 2013067050W WO 2013191270 A1 WO2013191270 A1 WO 2013191270A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- glass
- melting
- optical
- sample
- atmosphere
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B3/00—Charging the melting furnaces
- C03B3/02—Charging the melting furnaces combined with preheating, premelting or pretreating the glass-making ingredients, pellets or cullet
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/16—Special features of the melting process; Auxiliary means specially adapted for glass-melting furnaces
- C03B5/167—Means for preventing damage to equipment, e.g. by molten glass, hot gases, batches
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/16—Special features of the melting process; Auxiliary means specially adapted for glass-melting furnaces
- C03B5/235—Heating the glass
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Definitions
- the present invention relates to a glass having excellent transmittance and a method of manufacturing an optical element.
- the high refractive index optical glass usually contains a large amount of high refractive index components such as Ti, Nb, W and Bi as glass components. These components are easily reduced in the melting process of the glass, and these reduced components absorb light on the short wavelength side of the visible light range, so the glass may be colored (hereinafter referred to as "reduced color" ) Increases.
- the high refractive index component which is easily reduced is reacted (oxidized) with a noble metal material such as platinum which is widely used as a crucible material, and causes a noble metal ion generated by oxidizing the noble metal to be dissolved in the molten glass.
- a noble metal material such as platinum which is widely used as a crucible material
- Noble metal ions dissolved in the molten glass absorb visible light, thereby increasing the color of the glass.
- Patent Document 1 proposes a technique of bubbling non-oxidizing gas during glass melting and a technique of reheating and heat-treating the glass once obtained.
- oxygen in the atmosphere may react with a noble metal material such as platinum which is a material of the melting container.
- a noble metal material such as platinum which is a material of the melting container.
- platinum dioxide PtO 2
- Pt 4+ platinum ions
- Patent Document 1 the technique of bubbling non-oxidizing gas as in Patent Document 1 alone can not sufficiently suppress the dissolution of a noble metal such as platinum in the glass, and still significantly reduces the coloring of the high refractive index optical glass. It was difficult.
- This invention is made in view of such a situation, and an object of this invention is to provide the manufacturing method of the glass excellent in the transmittance
- the gist of the present invention for the purpose of solving such problems is as follows. [1] A glass raw material containing at least one or more components of TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3 is heated and melted in a melting vessel in a melting step (i) to obtain a molten glass, The manufacturing method of the glass which performs operation which raises the moisture content in molten glass.
- a step (ii) of flowing the molten glass out of the melting vessel The method further includes the step (iii) of forming the molten glass, The method for producing glass according to any one of the above [1] to [5], wherein at least one of the step (ii) and the step (iii) is performed in an oxidizing atmosphere.
- the method further includes the step (iv) of heat-treating the glass, The method for producing glass according to any one of the above [1] to [6], wherein the step (iv) is performed in an oxidizing atmosphere.
- the transmittance of glass can be dramatically improved.
- the amount of the noble metal such as platinum dissolved in the glass can be significantly reduced.
- the method for producing glass of the present embodiment heats and melts a glass material containing at least one or more components of TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3 in a melting vessel to obtain a molten glass
- a melting vessel to obtain a molten glass
- an operation to increase the amount of water in the molten glass is performed.
- the operation to increase the moisture in the molten glass is preferably to supply moisture into the melting vessel (hereinafter, first embodiment), or the glass material contains moisture.
- the melting container is substantially sealed (second embodiment).
- the operation which raises the moisture content in molten glass is raising the moisture content in molten glass rather than the moisture content in molten glass when not performing such operation. If the operation to increase the water content in the molten glass is not performed, the water content in the molten glass decreases with the passage of time. An operation of reducing and suppressing the reduction of the amount of water in the molten glass is also included in the operation of increasing the amount of water in the molten glass.
- the glass produced by the production method of the present embodiment includes a high refractive index component (at least one or more components of TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3 ), and the glass is strongly colored. Even in this case, the coloration of the glass can be significantly reduced by heat treating the glass in an oxidizing atmosphere in a later step. That is, after heat treatment, the glass obtained by the manufacturing method of the present embodiment has little color and has extremely excellent transmittance.
- the present inventors estimate that the reason why such an effect can be obtained is as follows.
- the molten glass Melting on the reduction side can suppress dissolution of metal ions (ions of the metal constituting the melting vessel) into the molten glass.
- the melting vessel is alloyed as described above.
- the degree of coloring of the glass is enhanced by reduction of the high refractive index component even if the molten glass is not excessively reduced, the degree of reduction of coloring is small even if the glass is subjected to heat treatment in a later step.
- the coloring can be greatly reduced by heat-treating the glass once obtained while forming a state in which the metal material constituting the melting vessel is ionized and is not dissolved in the molten glass. You can make a glass.
- H + is considered to be suitable as such an ion, but to make H + more mobile, introduce OH ⁇ into the glass structure so that H + can hop from OH ⁇ . It is believed that this can increase the oxidation rate during heat treatment.
- a raw material component having a high water content may be used as a glass raw material, such as a hydroxide such as orthophosphoric acid, aluminum hydroxide or calcium hydroxide.
- a glass raw material such as a hydroxide such as orthophosphoric acid, aluminum hydroxide or calcium hydroxide.
- Moisture evaporates in the process of melting into molten glass and in the state of high temperature molten glass.
- the batch raw material is initially contained in the batch raw material The contained water is lost during culletization, and the water is also lost during the remelting process in the melting vessel. Therefore, regardless of which method is employed to produce the glass, the water content of the glass is usually extremely low. As a result, this glass can not be heat-treated to significantly reduce its color.
- the melting vessel may be substantially sealed in the heating and melting process while using a glass material containing water. Also in this case, since the airtightness of the melting vessel is enhanced, when the glass raw material is heated and melted in the melting vessel, the moisture contained in the glass raw material can be suppressed from transpiration to the outside of the melting vessel. Therefore, as a result, it is easy to increase the water content of the glass.
- the glass raw material containing water can be obtained using orthophosphoric acid, a hydroxide, etc. as mentioned above.
- the glass raw material containing water can be obtained also by introduce
- the cullet raw material glass raw material containing water
- the water adhering to the surface is removed when the cullet is dried.
- the water taken into the cullet contributes to the increase of the water content in the molten glass obtained by the remelting (heating and melting process).
- a glass component having a strong action of taking in and holding water in the glass that is, a phosphoric acid component (eg, orthophosphate, metaphosphate, pyrophosphate etc.) It is also effective to use
- a glass material containing a phosphoric acid component it is particularly preferable to use a glass material containing a phosphoric acid component.
- the phosphoric acid component include orthophosphoric acid (H 3 PO 4 ), and in addition, pyrophosphoric acid (H 4 P 2 O 7 ) and various phosphates (especially hydration) )
- various known phosphoric acid compounds may be used, and two or more kinds may be used in combination.
- the water content of the obtained glass is high, and as a result, when the glass is heat-treated, it is possible to significantly reduce the coloration.
- the water content of the glass is higher than when the second embodiment is performed alone. Can be further enhanced, and the color reduction effect is also high.
- the operation of increasing the water content in the molten glass is performed by supplying the water into the melting container in the heating and melting step.
- water can be supplied to the molten glass from the outside, and as a result, the water content of the glass can be increased.
- the manner of supplying water into the melting vessel is not particularly limited, but the first supplying manner of supplying water vapor into the atmosphere near the liquid surface of the molten glass, the second supplying of water vapor while bubbling water vapor into the molten glass It is preferable that it is any selected from the supply aspect and the 3rd supply aspect which combined the 1st supply aspect and the 2nd supply aspect.
- Moisture is usually preferably supplied in the form of water vapor (gas), but for example, it is a glass raw material powder (solid) having a high water content, the remaining components excluding water being substantially the same components as glass. It may be supplied in a form.
- the operation of increasing the water content in the molten glass is performed by using a glass material containing water and by substantially sealing the melting container in the heating and melting step. That is, the molten glass containing water is sealed in a very narrow space called a melting vessel. For this reason, it is possible to suppress the evaporation of water by increasing the water vapor partial pressure in the atmosphere in the vicinity of the liquid surface of the molten glass. As a result, the water content of the glass can be increased.
- the method for substantially sealing the melting container is not particularly limited, for example, if the melting container is a container having an opening, the opening of the melting container may be covered. In this case, the heating and melting process is performed in a state where the molten glass is confined in a sealed space surrounded by the melting vessel and the lid. The lid may simply be placed on the melting vessel so as to close the opening of the melting vessel. In this case, if the pressure in the sealed melting container is increased, it is possible to ensure a substantially sealed state in which the gas in the melting container gradually leaks to the outside. However, after closing the opening of the melting vessel, a pressing force is applied so that the lid is in pressure contact with the opening so that the lid is strongly fixed to the melting vessel, or the opening is sealed, etc. And the airtightness in the melting vessel may be further enhanced.
- the opening is opened other than the embodiment in which the opening of the melting container is directly covered or the opening is directly sealed.
- the melting container in the state where the part is open is disposed in a closed melting container storage chamber in the melting furnace. Then, the embodiments (1) to (3) may be combined appropriately.
- the operation of increasing the amount of water in the molten glass is carried out according to the first embodiment in the method for producing glass of this embodiment. That is, it is preferable to perform at least one of a process of adding water vapor to the melting atmosphere and a process of bubbling a gas containing water vapor in the molten material as the operation of increasing the water content in the molten glass.
- the method of adding water vapor to the melting atmosphere is not particularly limited.
- a connecting pipe is inserted into the crucible through an opening provided in the melting apparatus, and a gas containing water vapor is optionally passed through this pipe.
- the method of supplying to the space in a cage etc. are mentioned.
- the flow rate of the gas containing water vapor supplied to the space in the crucible is not particularly limited, and can be adjusted based on the measurement result of ⁇ OH of the experimentally produced glass.
- a relatively small amount of steam can be supplied to obtain a glass having a desired ⁇ OH.
- the volume in the glass melting furnace becomes larger than the volume in the crucible, so to set ⁇ OH to a desired value, A relatively large amount of water vapor will be supplied into the glass melting furnace.
- the flow rate of gas, the flow rate of steam, the additional flow rate of atmosphere, and the feed rate of steam are values converted to 25 ° C. and 1 atm.
- a well-known method can be used.
- a platinum or platinum alloy pipe is inserted into the melt in the melting vessel, and a gas containing water vapor is blown into the melt through the pipe, near the bottom of the melting vessel consisting of the same material as the material of the melting vessel.
- the bubble diameter of the gas containing water vapor blown into the melt is preferably 0.01 to 100 mm in diameter, more preferably 0.1 to 30 mm. By setting it as the said range, it is thought that the moisture content in molten glass can be raised effectively. In addition, when the bubble diameter is too small, there is a problem that the bubbling pipe inserted into the melt tends to be clogged.
- the flow rate of the gas containing water vapor blown into the melt is not particularly limited, and can be adjusted based on the measurement result of ⁇ OH of the experimentally produced glass.
- the ⁇ OH of experimentally produced glass is measured, and if the measurement result is smaller than the desired value, the gas flow rate is increased, and conversely, if the measurement result is larger than the desired ⁇ OH value, the gas flow rate Make adjustments to reduce
- the ⁇ OH of glass may be determined experimentally and the flow rate of gas may be adjusted from the measurement result.
- the glass having the desired ⁇ OH can be produced by feeding back the supply amount of water vapor, that is, the flow rate of the gas, to the next production based on the measured value of ⁇ OH of the experimentally produced glass.
- the content of water vapor in the gas containing water vapor is preferably 10% by volume or more, more preferably 20% by volume or more, still more preferably 30% by volume or more, more preferably 40% by volume or more, still more preferably 50% by volume
- the content is more preferably 60% by volume or more, still more preferably 70% by volume or more, particularly preferably 80% by volume or more, and still more preferably 90% by volume or more.
- the content of water vapor is preferably as high as possible, and by setting the content to the above range, in particular, in the finally obtained glass, the color reduction effect can be enhanced, the content of noble metal can be reduced, and the clarity is improved. can do.
- the gas containing water vapor may be one produced or a commercially available one, and may be a mixed gas with another gas.
- another gas air etc. are mentioned, for example.
- the molten material may be stirred in a melting atmosphere to which water vapor is added.
- the operation of increasing the water content in the molten glass is the first operation. It is particularly preferred to carry out the embodiment in combination with the second embodiment.
- the melting vessel is platinum (Pt)
- Pt platinum
- melting of glass is performed in the atmosphere, and oxygen in the atmosphere may react with a noble metal material such as platinum which is a material of the melting vessel.
- a noble metal material such as platinum which is a material of the melting vessel.
- platinum dioxide PtO 2
- Pt 4+ platinum ions
- Noble metal ions dissolved in the molten glass absorb visible light, so the coloring of the glass tends to increase.
- dissolution of metal ions into the molten glass can be suppressed by performing an operation to increase the amount of water in the molten glass.
- the partial pressure of oxygen in the melting atmosphere is reduced by the operation of increasing the amount of water in the molten glass (for example, supplying water into the melting container, etc.), and a platinum material which is a material such as a melting container Etc. to be oxidized.
- platinum dioxide and platinum ions (Pt 4+ ) formed by the reaction of oxygen in the melting atmosphere with a platinum material and the like can be effectively prevented from melting into the molten material (glass), and platinum is obtained in the obtained glass
- the amount of penetration of (Pt) is further reduced.
- the glass manufactured by the manufacturing method of this embodiment has very little content of noble metals, such as Pt originating in manufacturing tools, such as a fusion container. Therefore, there is little coloring of the glass by ultraviolet irradiation called solarization. Therefore, when such a glass is used as an optical element, for example, the secular change of the transmittance is small. Moreover, when fixing an optical element using an ultraviolet curing adhesive, even if it irradiates an ultraviolet-ray to an optical element, the effect that a transmittance
- the content of the noble metal in the obtained glass is 4 ppm or less from the viewpoints of reduction of coloring of the glass due to the noble metal ion, improvement of transmittance, reduction of solarization, reduction of foreign metal particles, and the like.
- the lower limit value of the content of the noble metal is preferably as low as possible, and 3 ppm, 2.7 ppm, 2.5 ppm, 2.2 ppm, 2.0 ppm, 1.8 ppm, 1.6 ppm, 1.4 ppm, 1.2 ppm, 1.1 ppm, It is even more preferable that the upper limit value is lower in the order of 1.0 ppm and 0.9 ppm.
- the lower limit of the content of the noble metal is not particularly limited, it is unavoidably contained in the order of 0.001 ppm.
- noble metals include simple metals such as Pt, Au, Rh and Ir, and alloys such as Pt alloys, Au alloys, Rh alloys, and Ir alloys.
- Pt or a Pt alloy which is excellent in heat resistance and corrosion resistance, is preferable as the melting vessel material and the melting tool material. Therefore, with regard to a glass produced by using a Pt or Pt alloy melting container or a melting tool, the content of Pt contained in the glass is preferably 4 ppm or less.
- the more preferable upper limit of the content of Pt is the same as the more preferable upper limit of the content of the noble metal contained in the glass.
- the lower limit of the content of Pt is not particularly limited, but unavoidably, about 0.001 ppm is included.
- the clarity can be significantly improved.
- a homogeneous, low bubble glass is required.
- a fining step for releasing (defoaming) the dissolved gas in the molten glass, but the fining property of the glass is determined in the molten glass. It depends on the amount of dissolved gas.
- Such amount of dissolved gas is greatly influenced by the composition of the glass (especially the type of raw material), the melting time of the glass and the number of times of melting.
- dissolved gas can be supplemented in the melting process, the problem of clarity is solved.
- the glass manufactured by the manufacturing method of the present embodiment is to increase the amount of dissolved gas in the molten glass by performing an operation to increase the amount of water in the molten glass (for example, supplying water into the melting container, etc.) It is believed that That is, the moisture (for example, water vapor) actively introduced into the molten glass is considered to play a role as a dissolved gas and to improve the clarity of the glass.
- the glass manufacturing method of the present embodiment since the glass has excellent clarity, the time required for the clarification step can be shortened, and the productivity is improved.
- the clarification tank which performs a clarification process is also comprised with metal materials, such as platinum and a platinum alloy. Therefore, as the fining step takes a long time, problems such as the deterioration of the transmittance due to the dissolution of platinum ions into the melt become remarkable.
- the glass manufacturing method of the present embodiment since the time required for the fining step can be shortened, the contact time between the molten glass and the melting vessel or the like can be reduced, and a melt of noble metal ions such as platinum can be obtained. Penetration of is also considered to be able to reduce more.
- the use of the glass obtained by the manufacturing method of this embodiment is not specifically limited, For example, it can use suitably as optical glass.
- the optical glass containing a large amount of high refractive index components (Ti, Nb, W, Bi, etc.) has a remarkable problem of coloration (reduction color) of the glass, but the manufacturing method of this embodiment According to this, it is possible to easily obtain an optical glass having an excellent transmittance while having a high refractive index.
- the optical glass obtained by the manufacturing method of the present embodiment contains a large amount of the high refractive index component as described above, the reduced color can be efficiently reduced by heat treatment. Furthermore, even when a noble metal material such as platinum is used as a melting vessel or the like, it is possible to effectively suppress the dissolution of the noble metal material into the molten glass, and the color originating from the noble metal ion is extremely small.
- the optical glass obtained by the manufacturing method of such this embodiment has the outstanding transmittance
- the amount of dissolved gas in the molten glass can be increased by the operation of increasing the amount of water in the molten glass, and the clarity can be significantly improved. As a result, homogeneous optical glass with less bubbles can be obtained in a short time.
- the glass manufacturing method of the present embodiment publicly known methods can be appropriately adopted for the glass raw material preparation method, the glass raw material heating method, the melting method, and the molten glass forming method except for the matters described in the present specification.
- well-known materials can be appropriately used for the glass raw materials used in the method for producing glass of the present embodiment and the material constituting the melting vessel.
- a material which constitutes a fusion vessel etc. used at the time of preparation of glass a material (for example, metal material, quartz material, etc.) which usually has heat resistance and corrosion resistance in temperature and atmosphere which melts fusion glass is mentioned. It can be used appropriately.
- a molten product exhibiting significant corrosion may be formed, or the molten glass may react with the material constituting the melting vessel or the like to melt the melting vessel. Therefore, when selecting the material which comprises a fusion
- phosphate glass containing a high refractive index component glass comprising P 2 O 5 and at least one oxide selected from TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3
- a molten product is produced that exhibits significant attack. Since such molten products tend to attack even corrosion resistant materials such as platinum, precious metal materials such as platinum are attacked by the above molten products, dissolve in the melt and are formed as foreign matter. And the problem of increasing the coloration of the glass.
- the melting vessel for heating and melting batch materials is selected from materials such as a melting vessel separately from the latter half of the melting process, the clarification process, etc. It is preferable to do.
- a melting container etc. which are used when heating and melting a batch raw material, containers and apparatus made from refractories, such as quartz, are suitable. Refractories such as quartz are corroded by the above-mentioned melt products, but even if they are corroded and mixed in the melt, they become part of the glass composition, so there are few problems like noble metal materials.
- a precious metal container or device made of platinum or platinum alloy since the problem that the molten product corrodes the precious metal material is small, it is preferable to use a precious metal container or device made of platinum or platinum alloy.
- B 2 O 3 and a borate glass containing a high refractive index component (a glass containing at least one oxide selected from TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3 )
- a molten product such as the above-mentioned phosphate glass also attacks noble metal materials
- refractory containers such as quartz tend to be severely attacked. Therefore, as a melting container etc., it is suitable to use containers and instruments made of precious metals such as platinum and platinum alloy which are not easily corroded in the process of manufacturing glass.
- the method for producing glass of the present embodiment it is preferable to use a metal material as a material for forming a melting vessel used for producing glass.
- the metal material it is preferable to use at least one selected from noble metals and noble metal alloys.
- the water content in the molten glass is maintained high as compared with a general method for producing glass.
- the molten glass is in a redox state in which the above-mentioned noble metal or noble metal alloy is not corroded by the molten glass, and the reduced high refractive index component is not alloyed with the material constituting the melting container. Can be maintained.
- platinum, gold or the like as the noble metal and a platinum alloy, gold alloy or the like as the noble metal alloy.
- the heating and melting step is usually a refining step for promoting the defoaming of the molten glass, in addition to the melting step for melting the molten glass by heating the glass raw material to make the molten glass; It is preferable to include a homogenization step in which the temperature of the molten glass after fining is lowered to a viscosity suitable for molding and the mixture is stirred and homogenized.
- a raw material corresponding to the glass component can be weighed and sufficiently mixed to obtain an optical glass having desired characteristics, and a mixed raw material (batch raw material) obtained by mixing and a mixed cullet can be used.
- a culletizing step (rough melt step) of rough melting and batching the batch material is carried out before the melting step (remelt step).
- the cullet is preferably pre-measured for refractive index measurement. If the measured value of the refractive index equals the desired value, the cullet is taken as the formulated cullet and if the measured value of the refractive index deviates from the desired value, the cullet with the refractive index higher than the desired value and the desired value The cullet having a low refractive index is mixed to form a compound cullet.
- the cullet is made of glass, it does not have to be homogeneous glass.
- the cullet may also contain air bubbles.
- the raw material of a batch raw material may be included.
- the composition and optical properties of cullet eg, refractive index, Abbe's number, etc.
- the composition and optical properties of cullet are remelted from cullet to form a homogeneous, bubble-free glass, and the composition and optical properties of this glass are respectively the composition of cullet and the optical properties Do.
- the melting vessel is made of a metal material
- the heating temperature of the glass during the heating and melting process is 800 to 1500 ° C. from the viewpoint of suppressing the ionization of the metal material and securing the water content in the glass. It is preferable to maintain it, more preferably, it is maintained at 1400 ° C. or less, more preferably, 1300 ° C. or less.
- the heating temperature of the glass during the heating and melting step is the highest in the fining step It is preferable to set to, that is, to melt the glass below the fining temperature.
- the time from the start to the end of the heating and melting process is extended, the reduction of high refractive index components promotes ionization of the metal material when the melting vessel is made of a metal material, and the moisture content in the glass tends to decrease. Will be shown. Therefore, it is preferable to set the time from the start to the end of the heating and melting process within 100 hours. The time from the start to the end of the heating and melting process may be appropriately adjusted depending on the size of the volume of the melting container and the like.
- the glass production method of the present embodiment is more preferably carried out by the rough melt-remelt method. That is, the method for producing glass of this embodiment is preferably It has a rough melting process to melt the compounded material to obtain cullet, and a remelt process to remelt the cullet to obtain glass, In at least one of the rough melting step and the remelting step, an operation to increase the amount of water in the molten glass is performed.
- the melting temperature (rough melting temperature) of the batch material at the time of rough melting is preferably in the range of 800 to 1400.degree.
- the temperature of the melt in the rough melt process is the same as the melt temperature of the cullet (remelt temperature) in the remelt process, in order to enhance the refining effect.
- the temperature is preferably lower than the melting temperature of cullet, and particularly preferably lower than the fining temperature in the remelt process.
- the dissolution time in the rough melt process can be appropriately adjusted in consideration of the volume of the crucible and the input amount of the batch material to the crucible, and for example, the dissolution time is 0.1 to 100 hours, more preferably 0.1. It may be in the range of -20 hours.
- the melting temperature (remelting temperature) of the prepared cullet in the remelt step is preferably in the range of 800 to 1,500 ° C. However, in order to further enhance the fining effect, it is preferable to make the remelting temperature lower than the fining temperature.
- the dissolution time in the remelt process can be appropriately adjusted in consideration of the volume of the crucible and the amount of the mixed cullet to be introduced into the crucible. For example, the dissolution time at the time of remelting is preferably 0.1 to 100 hours, more preferably 2 to It may be in the range of 20 hours.
- the atmosphere at the time of melting is not particularly limited, but water vapor is added to the melting atmosphere from the viewpoint of effectively increasing the amount of water in the molten glass. Is preferred.
- Melting atmosphere starts melting in melting atmosphere other than water vapor such as air atmosphere or nitrogen atmosphere first, and water vapor may be added to the melting atmosphere in the middle by operation to increase the amount of water in the molten glass, or melting atmosphere May be previously adjusted to a water vapor atmosphere.
- water vapor may be added to the melting atmosphere in the middle by operation to increase the amount of water in the molten glass, or melting atmosphere May be previously adjusted to a water vapor atmosphere.
- the partial pressure of water vapor in the melting atmosphere when performing the operation to increase the amount of water in the molten glass is higher than the partial pressure of water vapor in the atmosphere, and more preferably higher than the partial pressure of oxygen.
- the upper limit of the water vapor partial pressure is not particularly limited, and for example, the melting atmosphere can be entirely replaced with water vapor.
- the high partial pressure of water vapor in the melting atmosphere throughout the melting process can effectively prevent oxygen from reacting with the melting vessel made of a noble metal material such as platinum, and the amount of dissolution of Pt or the like in the glass can be reduced. It is possible to reduce and effectively prevent the deterioration (decrease) of the transmittance. Furthermore, by maintaining the amount of dissolved gas until just before the clarification step, the improvement effect of the clarity is enhanced.
- the melting step can also involve stirring of the melt for the purpose of homogenization of the melt.
- a well-known method can be used as a stirring method, For example, the method of bubbling gas to a molten material, the method of stirring by a stirring rod, etc. are mentioned.
- bubbling using a gas containing water vapor and stirring of the melt in a melting atmosphere to which water vapor is added are preferable from the viewpoint of homogenizing the melt and increasing the amount of water in the molten glass.
- a glass material containing at least one or more components of TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3 is heated and melted in a melting vessel.
- the method further includes a step (ii) of flowing the molten glass out of the melting container, and a step (iii) of forming the molten glass.
- the clarified and homogenized molten glass flows out from the glass outflow pipe attached to the bottom of the melting vessel.
- the temperature of the glass outflow pipe is adjusted and maintained so that the viscosity is suitable for forming in a temperature range where the flowing molten glass does not devitrify.
- any known forming method can be used as long as the molten glass in the melting container can be formed into a predetermined shape.
- molten glass may be poured into a mold to form a block, or a linear molten glass flow made to flow down from a pipe may be cut at a certain length (certain amount) to form a glass block.
- the shapes of the individual glasses obtained through the forming process may be largely dispersed.
- the obtained glass may be deeply colored, and the coloring can be reduced by performing heat treatment in a later step.
- the method for producing glass of the present embodiment it is preferable to perform at least one of the outflow step (ii) and the forming step (iii) in an oxidizing atmosphere. Thereby, the reduced color of the glass can be efficiently reduced.
- the reduced color derived from the high refractive index component can be reduced by heat treating the glass in an oxidizing atmosphere.
- the oxidation of Ti, Nb, W and Bi tends to proceed more rapidly as the temperature of the glass is higher.
- the glass as hot as possible ie the glass of the melting step (i)
- the glass of the melting step (i) is exposed to an oxidizing atmosphere.
- the melting vessel, the fining tank, etc. is made of a precious metal material etc.
- the glass of the melting step (i) is in contact with the precious metal material, so when the melting atmosphere is an oxidizing atmosphere, the precious metal material is an atmosphere Reacts with oxygen in the inside, and there are problems such as dissolution of precious metal ions in the glass.
- the glass in the outflow step (ii) and the forming step (iii) is lower in temperature than the glass in the melting step (i), but still kept at a sufficiently high temperature as compared to the glass cooled after forming It can be said. Therefore, even in these steps, the effect of reducing the color of the glass by exposing the glass to an oxidizing atmosphere can be fully expected. Furthermore, in the outflow step (ii) and the forming step (iii), since the glass does not come in contact with the noble metal material constituting the melting vessel or the like, it is considered that the above-mentioned problems hardly occur.
- the reduced color can be efficiently reduced without concern for the penetration of the noble metal material or the like into the molten glass. it can.
- the reduction color can be reduced more efficiently.
- the reduced color of the glass is reduced in at least one of the outflow step (ii) and the forming step (iii), so that bubbles and precipitates are formed in the glass after the forming step (iii).
- the manufacturing method of the glass of this embodiment preferably has a heat treatment process (iv) which heat-processes the manufactured glass.
- the heat treatment is preferably performed in an oxidizing atmosphere. This makes it possible to significantly reduce the coloration of the glass obtained.
- the glass obtained through the heat treatment step is less colored and highly transparent, that is, it has a high transmittance in the visible range.
- the heat treatment temperature and the heat treatment time may be appropriately set so as to obtain desired optical characteristics.
- the heat treatment temperature is preferably a temperature (Tg-100 ° C.) lower than the softening point of the glass and 100 ° C. lower than the glass transition temperature Tg.
- heat processing time can be shortened. Further, the heat treatment time can be shortened even if the oxygen partial pressure in the oxidizing atmosphere is increased. As described above, although the heat treatment time changes depending on the heat treatment temperature and the oxygen partial pressure in the oxidizing atmosphere, it may be set so that the coloration of the glass becomes a desired level.
- the heat treatment time is preferably typically 0.1 hour to 100 hours.
- the oxidizing atmosphere is an air atmosphere or an atmosphere having a higher oxygen partial pressure than air, preferably oxygen than air. There is a high partial pressure atmosphere.
- the method for setting it as an oxidative atmosphere is not specifically limited, For example, the method of supplying oxidative atmosphere gas etc. are mentioned.
- the oxidizing atmosphere gas may be a gas containing oxygen, and the oxygen concentration may be, for example, about the same as or higher than that of air.
- an oxidizing atmosphere gas for example, air, a gas obtained by adding oxygen to air, a gas substantially consisting only of oxygen, and the like can be mentioned.
- the glass obtained by the manufacturing method of the present embodiment contains a large amount of water by the operation of increasing the water content in the molten glass, and as described above, after passing through the heat treatment step (iv), the coloring is reduced and excellent Have a good transmittance.
- Moisture contained in such glass is, OH - as the infrared absorption due to, it is possible to quantitatively grasp a spectrophotometer.
- the water content in glass can be grasped
- ⁇ OH ⁇ [ln (B / A)] / t (1)
- t represents the thickness (mm) of the glass used to measure the external transmittance
- A represents a wavelength of 2500 nm when light is incident on the glass in parallel with the thickness direction
- B represents the external transmittance (%) at a wavelength of 2900 nm when light is incident on the glass in parallel with its thickness direction.
- ln is a natural logarithm.
- the unit of ⁇ OH is mm ⁇ 1 .
- external transmittance refers to the ratio of the intensity Iout of transmitted light transmitted through the glass to the intensity Iin of incident light incident on the glass (Iout / Iin), that is, the transmittance in consideration of surface reflection on the surface of the glass.
- the “internal transmittance” described later is the transmittance when there is no surface reflection on the surface of the glass (that is, the transmittance of the glass material itself constituting the glass). Each transmittance is obtained by measuring the transmission spectrum using a spectrophotometer.
- the ⁇ OH represented by the above formula (1) means the absorbance due to the hydroxyl group. Therefore, the concentration of water (and / or hydroxide ion, hereinafter, simply referred to as "water”) contained in the glass can be evaluated by evaluating ⁇ OH. That is, the higher the ⁇ OH, the higher the water content in the glass.
- the ⁇ OH of glass varies depending on the glass composition, production conditions, and the like.
- a glass having a glass composition that easily takes in water tends to have a higher ⁇ OH than a glass having a glass composition that does not easily take in water.
- it compares with the same glass composition by performing operation which raises the moisture content in molten glass, it exists in the tendency for (beta) OH to become high.
- the glass obtained by the manufacturing method of the present embodiment when evaluating whether the water content in the glass is increased, it is necessary to compare the ease with which water is taken in at a similar level.
- the value of ⁇ OH of glass is not particularly limited as long as it can be adjusted, but from the viewpoint of enhancing effects such as color reduction of glass and reduction of noble metal content in glass, The higher the value of ⁇ OH, the better.
- the glass produced by the manufacturing method of the present embodiment satisfies the following formula (1-2). ⁇ OHOH0.4891 ⁇ ln (1 / HR) +2.48 (1-2)
- ln is a natural logarithm.
- HR represents the total amount (mol%) of the content of each component of TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3 in the glass.
- the unit of ⁇ OH is mm ⁇ 1 .
- the result of whether the glass satisfies these formulas can also be an index for determining whether an operation to increase the amount of water in the molten glass has been performed.
- the glass produced by the production method of the present embodiment satisfies the following formula (1-3). ⁇ OH ⁇ 181.39 ⁇ nd -3 -325.75 ⁇ nd -2 + 194.85 ⁇ nd -1 -38.1 ⁇ (1-3)
- nd represents the refractive index of the glass.
- the unit of ⁇ OH is mm ⁇ 1 .
- the production method of the present embodiment it is preferable to carry out an operation to increase the amount of water in the molten glass to such an extent that ⁇ OH of the obtained glass satisfies the above equation (1-3).
- the partial pressure of oxygen in the melting atmosphere is sufficiently reduced, and even when the melting container is made of a noble metal material or the like, reaction between oxygen in the melting atmosphere and the noble metal material can be effectively prevented.
- the noble metal content in the obtained glass can be further reduced.
- the result of whether the glass satisfies these formulas can also be an index for determining whether an operation to increase the amount of water in the molten glass has been performed.
- the upper limit of ⁇ OH of glass obtained by the method for producing glass of the present embodiment is also different depending on the type of glass and production conditions, and is not particularly limited as long as it can be adjusted. Since the amount of volatile matter from the molten glass tends to increase as the ⁇ OH is increased, the ⁇ OH is preferably 10 mm -1 or less, more preferably 8 mm -1 or less, from the viewpoint of suppressing volatilization from the molten glass. preferably 6 mm -1 or less, more preferably 5 mm -1 or less, even more preferably 4 mm -1 or less, even more preferably 3 mm -1 or less, even more preferably to a 2 mm -1 or less.
- the ⁇ OH of the glass can be evaluated regardless of the presence or absence of coloring of the glass (presence or absence of reduced color). Further, since the heat treatment step (iv) is usually performed at a temperature lower than the softening point of the glass, the value of ⁇ OH of the glass does not substantially change before and after that, and it is measured before or after the heat treatment step (iv) May be Therefore, the ⁇ OH of the glass may be measured on any of the transparent glass having undergone the heat treatment step (iv) and the strongly colored glass not having undergone the heat treatment step (iv).
- the refractive index nd of the glass obtained by the manufacturing method of the glass of this embodiment is 1.75 or more.
- the lower limit of the refractive index nd is more preferably 1.80, still more preferably 1.85, and particularly preferably 1.90.
- the upper limit of the refractive index nd is not limited as long as glass can be obtained, but can be, for example, about 2.5.
- the optical system can be made compact and highly functional. From such a viewpoint, the higher the refractive index nd, the better.
- the upper limit of the refractive index nd is preferably 2.4, more preferably 2.3.
- the content of the glass component, the total content, and the content of the additive are represented by mol% in terms of oxide.
- the glass obtained by the manufacturing method of the present embodiment is at least one oxide selected from TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3 as a glass component (hereinafter, “high refractive index Component) is contained.
- the total content of TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3 contained in the glass is 20% or more, more preferably 25% or more, still more preferably 30% or more More preferably, it is 35% or more.
- TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3 exceeds 85%, the devitrification resistance tends to deteriorate, so from the viewpoint of maintaining the devitrification resistance, TiO 2 , Nb
- the total content of 2 O 5 , WO 3 and Bi 2 O 3 is preferably 85% or less, more preferably 80% or less, and still more preferably 75% or less.
- the obtained glass is preferably a P 2 O 5 -containing glass.
- the H + transfer rate during heat treatment is fast, and coloring can be reduced by heat treatment for a short time as compared with other composition systems.
- the glass obtained by the manufacturing method of the present embodiment is preferably a phosphate glass containing a high refractive index component. That is, as a glass component, at least one oxide selected from TiO 2, Nb 2 O 5, WO 3 and Bi 2 O 3, and more preferably an oxide glass containing a P 2 O 5.
- the glass having a P 2 O 5 content greater than the SiO 2 content and a B 2 O 3 content greater than the content of P 2 O 5 in terms of mol% Mention may be made of glasses which are higher than the total content of SiO 2 and B 2 O 3 .
- This embodiment can be applied to a glass composition containing a known composition in which the content of TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3 is in the above range in addition to the compositions exemplified in the examples. .
- the preferable glass composition in this embodiment is demonstrated.
- P 2 O 5 is a glass network forming component and serves to maintain the thermal stability of the glass.
- the content of P 2 O 5 is less than 7%, the thermal stability tends to decrease, so the content of P 2 O 5 is preferably 7% or more.
- the content of P 2 O 5 is preferably in the range of 7 to 40%.
- the lower limit of the content of P 2 O 5 is more preferably 10%, still more preferably 12%, still more preferably 15%, still more preferably 18%.
- the upper limit of the content of P 2 O 5 is more preferably 35%, still more preferably 33%, still more preferably 30%, still more preferably 28%.
- the content of SiO 2 is preferably smaller than the content (M) of P 2 O 5 . More preferably, the range of the content of SiO 2 is 0% to 0.8 ⁇ M [%] in terms of the relationship between the content of SiO 2 and the above-mentioned M (content [%] of P 2 O 5 ). Further preferable range is 0% to 0.5 ⁇ M [%], more preferable range is 0% to 0.3 ⁇ M [%], and still more preferable range is 0% to 0.15 ⁇ M [%] is there.
- B 2 O 3 works to improve the devitrification resistance by containing a small amount.
- the preferable range of the content of B 2 O 3 is 0% or more and less than M [%] More preferable range is 0% to 0.9 ⁇ M [%], more preferable range is 0% to 0.7 ⁇ M [%], and more preferable range is 0% to 0.6 ⁇ M [%], An even more preferable range is 0% to 0.5 ⁇ M [%], a still more preferable range is 0% to 0.4 ⁇ M [%], and a still more preferable range is 0% to 0.35 ⁇ M [%] It is.
- TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3 are components that function to increase the refractive index and also to increase the dispersion, and to improve the chemical durability.
- the devitrification resistance tends to deteriorate as the contents of TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3 increase.
- the upper limit of the content of TiO 2 is preferably 40%, more preferably 35%, still more preferably 33%, and still more preferably 30%. From the top to obtain the effect of introducing TiO 2, preferable lower limit of the content of TiO 2 1%, more preferred lower limit is 3%.
- the content of TiO 2 can also be made 0%.
- the upper limit of the content of Nb 2 O 5 is preferably 45%, more preferably 40%, and still more preferably 35%. From the top to obtain the effect of introducing Nb 2 O 5, preferable lower limit is 5% of the content of Nb 2 O 5, more preferred lower limit is 8%, more preferred lower limit is 11%.
- the content of Nb 2 O 5 can also be made 0%.
- the preferred range of the content of WO 3 is 0 to 30%. From the viewpoint of obtaining the introduction effect of WO 3 described above, the lower limit of the content of WO 3 is preferably 1%, more preferably 3%, and still more preferably 5%. On the other hand, from the viewpoint of maintaining the devitrification resistance, the upper limit of the content of WO 3 is preferably 27%, more preferably 24%, still more preferably 20%, and still more preferably 18%. The content of WO 3 can also be made 0%.
- the preferred range of the content of Bi 2 O 3 is 0 to 35%. From the viewpoint of obtaining the effect of introducing the Bi 2 O 3, Bi 2 O 3 preferred lower limit is 1% of the content of, and more preferable lower limit is 3%, more preferred lower limit is 5%. On the other hand, from the viewpoint of maintaining the devitrification resistance, the upper limit of the content of Bi 2 O 3 is preferably 30%, more preferably 28%, and still more preferably 24%. The content of Bi 2 O 3 can also be 0%.
- the divalent metal components such as BaO, SrO, CaO, MgO and ZnO work to improve the meltability of the glass and to reduce the coloration of the glass. In addition, if it is an appropriate amount, it works to improve the devitrification resistance.
- the content of BaO, SrO, CaO, MgO and ZnO is preferably 0 to 40% in total, since the refractive index tends to be lowered and the devitrification resistance is deteriorated due to the inclusion of an excessive amount, 0 It is more preferable that it is ⁇ 32%.
- the upper limit of the total content of BaO, SrO, CaO, MgO and ZnO is preferably 30%, more preferably 27%, still more preferably 25%.
- the lower limit of the total content of BaO, SrO, CaO, MgO and ZnO is preferably 0.1%, more preferably 0.5%, still more preferably 1%.
- BaO is an effective component for maintaining a high refractive index, so the content of BaO is preferably in the range of 0 to 40%, preferably in the range of 0 to 32%. It is more preferable to do.
- the upper limit of the content of BaO is preferably 30%, more preferably 27%, and still more preferably 25%.
- the lower limit of the content of BaO is preferably 0.1%, more preferably 0.5%, and still more preferably 1%.
- the content of BaO can also be made 0%.
- Alkali metal oxides such as Li 2 O, Na 2 O and K 2 O work to improve the meltability of the glass and to reduce the coloration of the glass. It also lowers the glass transition temperature and the softening temperature and lowers the heat treatment temperature of the glass. However, the inclusion of an excessive amount tends to lower the refractive index and deteriorate the devitrification resistance, so the total content of Li 2 O, Na 2 O and K 2 O is preferably 0 to 40%. 0 to 35% is more preferable, 0 to 32% is more preferable, and 0 to 30% is more preferable. The content of each of Li 2 O, Na 2 O and K 2 O can also be made 0%.
- the content is more than 0% and less than 10%, more preferably 0%, from the viewpoint of obtaining a high refractive index glass. More preferably, it is more than 9%, and more preferably more than 0% and 8% or less.
- the preferable range of the content of Al 2 O 3 is 0 to 12%, more preferable range is 0 to 7%, and further preferable range is 0 to 3%.
- ZrO 2 works to increase the refractive index, and a small amount works to improve the devitrification resistance.
- the preferable range of the content of ZrO 2 is 0 to 16%, more preferably 0 to 12%, and still more preferably 0. A range of -7%, more preferably 0-3%.
- GeO 2 works to increase the refractive index while maintaining resistance to devitrification. Also, GeO 2 works to increase the refractive index, but unlike TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3 , it does not increase the coloration of the glass. However, since it is a very expensive component as compared with other components, the content of GeO 2 should be as low as possible in order to reduce the manufacturing cost of the glass. Therefore, in order to widely spread high refractive index glass products, it is desirable to provide a high refractive index glass with excellent transmittance while reducing the content of GeO 2 . According to this embodiment, by setting the total content of TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3 to 20% or more, excellent transmittance can be obtained without using a large amount of GeO 2. High refractive index glass can be provided.
- the preferable range of the content of GeO 2 is 0 to 10%, more preferably 0 to 5%, still more preferably 0 to 3%, still more preferably 0 to 2%, and still more preferable
- the range is 0 to 1%, the still more preferable range is 0 to 0.5%, and GeO 2 may not be contained.
- a manufacturing cost is not considered, it can use suitably in an effective amount.
- TeO 2 works to increase the refractive index while maintaining resistance to devitrification.
- the content of TeO 2 is preferably in the range of 0 to 10%, more preferably in the range of 0 to 5%, still more preferably in the range of 0 to 3%, and still more preferably in the range of 0 to 2.
- a still more preferable range is 0 to 1%, and a still more preferable range is 0 to 0.5%, and TeO 2 may not be contained.
- Sb 2 O 3 has an oxidizing action and functions to suppress the reduction of TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3 . Therefore, the addition of antimony oxide has conventionally been used to suppress the reduction of the high refractive index component during melting.
- Sb 2 O 3 itself absorbs light in the visible region and oxidizes the melting vessel made of a noble metal by its oxidation action to promote the dissolution of noble metal ions into the molten glass, so the coloration of the glass finally obtained Cause.
- the glass manufacturing method of the present embodiment it is preferable to prepare the glass raw material so that the content of antimony oxide becomes less than 1000 ppm in terms of Sb 2 O 3 in the obtained glass. According to the method for producing glass of the present embodiment, it is possible to reduce the coloration of the glass obtained by heat treating the glass in an oxidizing atmosphere without using the oxidation action of antimony oxide.
- the preferable range of the content of Sb 2 O 3 is 0 ppm or more and less than 1000 ppm.
- the upper limit of the content of Sb 2 O 3 is more preferably as small as possible in the order of 900 ppm, 800 ppm, 700 ppm, 600 ppm, 500 ppm, 400 ppm, 300 ppm, 200 ppm, 100 ppm. It is not necessary to contain Sb 2 O 3 .
- the total content of SrO, BaO, ZnO, Li 2 O, Na 2 O, K 2 O, Al 2 O 3 , ZrO 2 , GeO 2 , TeO 2 and Sb 2 O 3 is 90% or more. , 92% or more, more preferably 95% or more, still more preferably 96% or more, still more preferably 97% or more, still more preferably 98% or more More preferably, it is more preferably 99% or more.
- the total content may be 100%.
- Ta 2 O 5 , Y 2 O 3 , La 2 O 3 , Gd 2 O 3 , Yb 2 O 3 , In 2 O 3 , Ga 2 O 3 , SnO 2 , CeO 2 , F, etc. are also contained if they are in small amounts be able to.
- the total content of Ta 2 O 5 , Y 2 O 3 , La 2 O 3 , Gd 2 O 3 , Yb 2 O 3 , In 2 O 3 , Ga 2 O 3 and F is preferably 0 to 10%. , 0 to 7% is more preferable, 0 to 5% is more preferable, 0 to 3% is more preferable, 0 to 1% is still more preferable, and 0 to 0. Even more preferably, it is 5%.
- F is not a component to be contained in a large amount.
- a preferable range of the content of F is 0 to 3%, a more preferable range is 0 to 1%, a further preferable range is 0 to 0.5%, and it is more preferable that substantially no F is contained.
- a substance or additive that has absorption in the visible range such as Cu, Cr, Mn, Fe, Co, Ni, V, Mo, Nd, Eu, Er, Tb, Ho, Pr, etc. It is preferable not to contain it.
- the inclusion of unavoidable impurities is not excluded. Therefore, although it is most preferable that the above-mentioned components be completely used in the glass raw material, it is sufficient that the used amount is substantially zero, that is, even when trace amounts are inevitably mixed in the glass raw material as impurities. preferable.
- a glass raw material according to a glass component, an oxide, phosphoric acid, phosphate (polyphosphate, metaphosphate, pyrophosphate etc.), boric acid, boric anhydride, boric acid anhydride, carbonate, nitrate, sulfuric acid
- Known glass materials such as salts and hydroxides can be used.
- the application of the glass obtained by the production method of the present embodiment is not particularly limited, for example, it can be suitably used as an optical glass.
- a known method may be applied. For example, molten glass is molded to produce a glass material for press molding. Next, this glass material is reheated and press-molded to produce an optical element blank. Furthermore, it processes by the process including grinding
- molten glass is molded to produce a glass material for press molding, and this glass material is heated and precision press molded to produce an optical element.
- a molten glass may be molded to produce a glass molded body, and the glass molded body may be processed to produce a glass material for press molding.
- a molten glass is molded to produce a glass molded body, and the molded body is processed to produce an optical element.
- the optical functional surface of the produced optical element may be coated with an antireflective film, a total reflection film or the like according to the purpose of use.
- an optical element various lenses, such as a spherical lens, an aspheric lens, a macro lens, and a lens array, a prism, a diffraction grating, etc. can be illustrated.
- the manufacturing method of the following optical glass is one of the preferable another form, Comprising:
- the manufacturing method of the glass of this invention is not limited to the manufacturing method of the following optical glass.
- the material for an optical glass produced by using the method of producing a glass of the first embodiment and / or the method of producing a glass of the second embodiment is oxidized
- An optical glass having a refractive index nd of 1.9 or more is produced through at least a heat treatment step (iv) of heat treatment in a thermal atmosphere.
- the “material for optical glass” is a glass produced through a forming step of forming the molten glass in the melting container into a predetermined shape, and the glass in a deeply colored state before being subjected to heat treatment Means
- “optical glass” means the glass which heat-processed the raw material for optical glass of the state colored strongly. That is, “optical glass” is glass whose coloring is reduced by heat treatment as compared with “material for optical glass”.
- materials for optical glass” and “optical glass” “glass materials for press molding” manufactured using “materials for optical glass” or “optical glass”, “optical elements” and “other glass”
- the articles are all amorphous glass and not crystallized glass.
- the oxidizing atmosphere gas may be any gas containing oxygen, and the oxygen concentration may be, for example, about the same as or higher than that of air.
- an oxidizing atmosphere gas for example, air, a gas obtained by adding oxygen to air, a gas substantially consisting only of oxygen, and the like can be mentioned.
- the heat treatment temperature and the heat treatment time may be set appropriately so as to obtain desired optical characteristics.
- the optical glass obtained through a heat treatment process has a high less transparent coloring, the water contained in the optical glass, OH - in the infrared absorption attributable, to quantitatively grasp a spectrophotometer Is possible.
- the water content in the optical glass is the water content in the material for optical glass and the material for optical glass It is apparent that the water content is proportional to or strongly correlated with the water content in the molten glass at the same time.
- suitable manufacturing conditions for producing the material for optical glass that is, the method and amount of supplying water into the melting container, and as the glass raw material It becomes extremely easy to grasp the kind of material used and the compounding amount (in particular, the compounding amount of the phosphoric acid component). Therefore, by measuring and grasping the optical properties (especially the transmittance) and the water content of the optical glass, it is possible to easily determine suitable manufacturing conditions for manufacturing the material for optical glass based on the results.
- the water content in optical glass can be grasped
- FIG. 2 shows No. 1 shown in Table 1.
- No. 1 used for measurement of the graph shown in FIG. The optical glass having the composition of No.
- the raw material for optical glass which consists of a composition of 1 is heat-processed at 600 degreeC in air
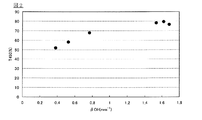
- FIG. 1 The external transmittance at a wavelength of 450 nm when light is incident on the optical glass having a thickness of 5 mm in parallel to the thickness direction with respect to the ⁇ OH value when the ⁇ OH value of the optical glass having the composition of 3 is changed It is the graph which showed the change of (T450).
- the optical glass having the composition of No. 2 has no.
- the raw material for optical glass which consists of 2 compositions is heat-processed at 570 degreeC in air
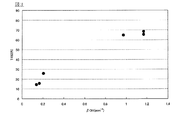
- the ⁇ OH value, the refractive index nd and the Abbe number ⁇ ⁇ d shown in FIG. 2, FIG. 3 and Table 1 are values measured in the state of the optical glass after heat treatment.
- the glass composition of No. 4 has a total content of TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3 of 30 mol% or more, and further contains P 2 O 5 .
- the ⁇ OH values at a plurality of points shown in FIG. 2 are values set by adjusting the amount of water vapor per unit time when water vapor is introduced near the liquid surface of the molten glass in the production of the material for optical glass. is there. At this time, all production conditions other than the amount of water vapor were the same. That is, the ⁇ OH value was increased or decreased by the increase or decrease of the amount of water vapor.
- This point also applies to the ⁇ OH values of a plurality of points shown in FIG. As apparent from FIGS. 2 and 3, it can be seen that the external transmittance (T450) also increases as the ⁇ OH value increases.
- the coloring degree of the optical glass can be quantified by ⁇ 80 which is an index indicating the coloring degree.
- ⁇ 80 is the thickness of the optical glass based on the measured internal transmittance after measuring the internal transmittance in the wavelength range of 280 to 700 nm when light is incident on the optical glass in parallel with the thickness direction Means the wavelength (nm) at which the internal transmittance (internal transmittance ⁇ ) calculated assuming that L is 10 mm is 80%. In other words, it means that the internal transmittance at a thickness of 10 mm is 80% or more in the wavelength range of ⁇ 80 or more in the wavelength range of 280 to 700 nm.
- T1 is a surface reflection loss measured in a wavelength range of 280 nm to 1550 nm when light is incident in parallel with the thickness direction for the first sample having a thickness of d1 (mm)
- a transmittance (%) including T2 is a wavelength of 280 nm when light is incident in parallel to the thickness direction of a second sample having a thickness of d2 (mm) made of the same glass as the first sample It represents transmission (%) including surface reflection loss measured in the range of ⁇ 1550 nm.
- ⁇ 80 is calculated using the result of transmittance measurement at wavelengths of 280 to 700 nm, the transmittances T1 and T2 may be measured in the range of wavelengths of 280 to 700 nm.
- ⁇ d represents a difference d2-d1 (mm) between the thickness d1 and the thickness d2, and the thickness d1 and the thickness d2 satisfy the relationship of d1 ⁇ d2.
- ⁇ 80 increases as the total content of TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3 increases.
- the total content of TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3 in mol% is X
- the relationship between X and ⁇ 80 is as shown in the following equation (3). Therefore, it is difficult to significantly improve ⁇ 80.
- a represents a constant (1.8359 nm / mol%)
- b represents a constant (351.06 nm).
- the heat treatment step is performed using a material having a high water content for optical glass, and therefore, it is easy to satisfy the following formula (4).
- the heat treatment temperature and the heat treatment time in the heat treatment step can be appropriately set so as to satisfy the following equation (4). ⁇ 80 ⁇ aX + b (4)
- a and b are the same as those shown in Formula (3).
- an optical glass satisfying the following Formula (5) or the following Formula (6) can be produced by appropriately selecting the heat treatment temperature and the heat treatment time in the heat treatment step.
- a is the same as that shown in the formula (3), and c represents a constant (348.06 nm).
- d represents a constant (345.06 nm).
- the heat treatment process for the purpose of color reduction of performing the heat treatment in an oxidative atmosphere (for the purpose of reducing the coloration of the material for optical glass) using the manufactured material for optical glass
- the manufactured material for optical glass It is also possible to produce a glass material for press molding or an optical element containing an optical glass having a ratio nd of 1.9 or more.
- post-steps carried out as necessary other than the heat treatment step for the purpose of color reduction for example, forming steps by pouring into a press or a mold, cutting steps, polishing steps, heat treatment steps (but heat treatment for the purpose of color reduction)
- the various known processes (aside from the process) can be appropriately carried out before and after the heat treatment process for the purpose of color reduction.
- the glass material for press molding is a glass material for obtaining a press-formed product, specifically, an optical element blank or an optical element.
- a method of producing a glass material for press molding for example, (1) a flowing molten glass flow is separated to form a molten glass mass, and the glass material for press molding finally obtained in the process of cooling the molten glass mass
- a method of producing a glass material for press molding by performing a heat treatment step for reducing color on the material for optical glass after molding the material for optical glass of the same shape and size, (2) a molten glass as a mold And casting the glass block (material for optical glass) into a glass block, and producing a glass material for press molding in a post-processing step including a heat treatment step for the purpose of reducing the color of the glass block.
- Examples of the optical element include various lenses such as a spherical lens and an aspheric lens, and a prism.
- Examples of the method of producing an optical element include the methods shown in the following (1) to (3).
- the present invention is not limited to the embodiment at all, and it is needless to say that the present invention can be practiced in various modes without departing from the scope of the present invention. .
- an optical glass is exemplified, but any glass product in which coloring by a reducing component causes a problem can be suitably used for manufacturing various glass products regardless of the optical element.
- a glass product an optical window material, glass for solar cells, a cover glass etc. are mentioned, for example.
- the glass which concerns on this embodiment is suitable as a material for optical elements, it is preferable that it is amorphous (amorphous) glass.
- a method of producing an optical element made of glass for example, there is a method of heating and softening a glass material to form it.
- the crystallized glass in which the crystal phase is dispersed in the glassy material is unsuitable for the above forming method.
- the crystal phase in the crystallized glass may scatter light to reduce the performance as an optical element.
- Amorphous glass does not have such a problem.
- this embodiment exemplifies the method of melting a raw material mainly using a crucible as an example of the manufacturing method of optical glass, as a melting container, the tube made of quartz etc. which both ends opened is used. It is also good.
- a tube made of quartz or the like is fixed in an inclined state in a glass melting furnace.
- an opening is provided at a position corresponding to the lower end of the lower end of the tube.
- Raw material batch material or cullet
- the melt flows slowly in the tube and flows out one after another from the lower open side of the tube.
- the effluent passes through the opening at the bottom of the furnace and is dropped one after another into water in a water tank previously disposed under the opening at the bottom of the glass melting furnace to form cullet.
- the raw material is melted using a tube made of quartz or the like, but instead of the tube, a crucible made of quartz or the like may be used.
- a crucible made of quartz or the like may be used.
- raw materials are put in a crucible made of quartz etc., heated and melted to form a melt, and then the melt is cast in water or poured out on a cooled heat-resistant plate to produce cullet. Good.
- Example 1 [Preparation of batch material] First, when producing optical glass with desired characteristics, phosphoric acid, barium metametaphosphate, titanium oxide, niobium oxide, tungsten oxide, bismuth oxide, boric acid, barium carbonate, barium carbonate, sodium carbonate, potassium carbonate as raw materials of glass And silicon oxide were prepared respectively. Next, the above raw materials are appropriately selected and weighed so that the glass composition of the finally obtained optical glass becomes the oxide compositions I to VIII shown in Table 2, and sufficiently mixed to produce batch raw materials I to VIII. did.
- the cullet taken out of the water is dried, a part of the cullet is sampled for measuring the refractive index, put in a platinum crucible and melted, and the obtained glass melt is clarified and homogenized, and then cast in a mold After molding and holding at a temperature near the glass transition temperature, cooling was performed at a temperature decrease rate of 30 ° C./hour.
- the refractive index nd of the sample for refractive index measurement thus obtained was measured by the refractive index measurement method defined by the Japan Optical Glass Industrial Standard.
- a cullet was prepared so as to obtain a desired refractive index to obtain a prepared cullet for producing an optical glass.
- the temperature of the crucible was raised to a clarifying temperature (range of 900 to 1450 ° C.) to clarify (refining step). Subsequently, the temperature of the crucible was lowered to the homogenization temperature, and the mixture was homogenized by stirring with a stirrer (homogenization step).
- a clarifying temperature range of 900 to 1450 ° C.
- the volume in the melting furnace (the volume of the space in the furnace made of a refractory that stores the crucible), and the residence time of the melting material in the melting furnace (after the cullet is introduced into the platinum melting container, The time until the molten glass flows out is shown in Table 3.
- a platinum pipe is inserted from outside the melting furnace into a platinum crucible disposed in the furnace, and water vapor (H 2 O 100% by volume) is introduced into the space in the platinum crucible through the platinum pipe. And supplied.
- water vapor H 2 O 100% by volume
- the flow rate of the supplied water vapor is shown in Table 3.
- steam shown in Table 3 is the value converted into the flow volume in normal temperature and normal pressure, and a unit is a liter / minute.
- the molten glass thus homogenized flows out of the platinum glass outflow pipe attached to the bottom of the crucible in an air atmosphere (effluence process) and is poured into a mold disposed below the outflow pipe, whereby a long length is obtained.
- the glass block (width 150 mm ⁇ thickness 10 mm) was molded (molding step).
- the optical glass sample was processed to prepare a cylindrical measurement sample (diameter 5 mm, height 20 mm).
- the glass transition temperature Tg of the obtained measurement sample was measured using a thermomechanical analyzer (TMA) at a temperature rising rate of + 10 ° C./min.
- ln is a natural logarithm
- the thickness t corresponds to the distance between the two planes.
- the external transmittance also includes the reflection loss on the surface of the glass sample, and is the ratio of the intensity of the transmitted light to the intensity of the incident light incident on the glass sample (transmitted light intensity / incident light intensity). Also, the higher the value of ⁇ OH, the more water is contained in the glass. The results are shown in Table 7.
- T450 (H) The optical glass sample was heat-treated by raising the temperature at a rate of + 100 ° C./hour, holding it at a predetermined holding temperature for 100 hours, and decreasing the temperature at a rate of ⁇ 30 ° C./hour in an air atmosphere.
- holding temperature changes according to a composition, it was set as the temperature shown in Table 5 according to the oxide composition of each optical glass sample.
- the heat-treated optical glass sample was processed to prepare a plate-like glass sample having a thickness of 10 mm, which was optically polished parallel to each other and flat on both sides.
- the external transmittance T450 (H) at 450 nm of the plate-like glass sample thus obtained was determined using a spectrophotometer. The larger the value of T450 (H), the better the transmittance, meaning that the coloration of the glass is reduced. The results are shown in Table 7.
- the optical glass sample was heat-treated under the same conditions as in the case of T450 (H).
- the heat-treated optical glass sample was processed to prepare a plate-like glass sample having a thickness of 10 mm ⁇ 0.1 mm, which was optically polished parallel to each other and flat on both sides.
- T450 (L) 0.5 to 0.7 cc of molten glass which has been subjected to the homogenization process when producing an optical glass sample, and a mold for floating molding (concave portion receiving the molten glass is formed of a porous body, a porous body It was poured into the recess of the mold having a structure in which the gas spouted from the surface of the recess, the gas was spouted from the recess, an upward wind pressure was applied to the molten glass block on the recess, and the glass block was formed in a floating state.
- the temperature of the above glass gob is raised at a rate of + 100 ° C./hour, held at a predetermined holding temperature and holding time, and lowered at a rate of -30 ° C./hour to obtain a spherical optical glass sample after heat treatment.
- holding temperature and holding time change according to a composition, it was set as the temperature and time which are shown in Table 6 according to the oxide composition of each optical glass sample.
- the obtained spherical optical glass sample was processed to prepare a plate-like glass sample having a thickness of 5 mm, which was optically polished on both sides parallel to each other and flat.
- the external transmittance T450 (L) at 450 nm of the plate-like glass sample thus obtained was determined using a spectrophotometer. The larger the value of T450 (L), the better the transmittance, and the shorter the heat treatment, the less the coloration of the glass.
- Bubble breakage 40 cc of molten glass (glass melt) before starting the clarifying process in preparing an optical glass sample is collected and clarified in another platinum crucible in the atmosphere for a fixed time, and the glass melt is It was cooled in a platinum crucible and solidified. In this process, the color was reduced to such an extent that the number of bubbles contained in the glass could be counted. The solidified glass was then removed from the platinum crucible.
- the inside of the glass was subjected to magnified observation (100 ⁇ ) using an optical microscope (magnification: 20 to 100 ⁇ ), and the number of bubbles contained in the glass was counted.
- the same observation was carried out for each of the measurement samples having different clarifying times, and the clarifying time of the measurement sample, in which the number of bubbles remaining in the glass was 100 / kg or less, was evaluated as the defoaming time. The shorter the defoaming time, the better the clarity.
- Table 7 The results are shown in Table 7.
- an optical glass sample having a high ⁇ OH can be obtained (Sample 13 to Sample 16, Sample 24 to Sample 26, Sample 33 to Sample 35, Sample 43 to sample 46, sample 53 to sample 56, sample 63 to sample 66, sample 72, sample 73, and sample 82 to sample 84). That is, it is expected that the optical glass sample produced by the production method of the present invention has a high water content in the glass.
- the values of T450 (H) and T450 (L), which are values indicating the transmittance of the optical glass sample after heat treatment, are It is large and the value of ⁇ 70 (or ⁇ 80) is small. From these results, it was confirmed that the optical glass sample produced by the production method of the present invention has excellent transmittance after heat treatment.
- the transmittance is dramatically improved by a short time heat treatment, and the thickness of the measurement sample is In view of the above, it was confirmed that the transmittance was equivalent to the transmittance (the value of T450 (H)) after the heat treatment for 100 hours.
- the optical glass sample produced by the production method of the present invention also has a significantly reduced Pt content. This result is considered to be that the optical glass sample produced by the production method of the present invention is prevented from deterioration of the transmittance due to Pt ions, and the optical glass sample produced by the production method of the present invention is excellent in transmittance It agrees with having.
- the optical glass sample produced by the production method corresponding to the comparative example of the present invention is produced with the same oxide composition by the production method of the present invention because the operation to increase the water content in the molten glass is not performed. It was confirmed that the value of ⁇ OH is smaller than that of the optical glass sample (Sample 11, Sample 12, Sample 21 to Sample 23, Sample 31, Sample 32, Sample 41, Sample 42, Sample 51, Sample 52, Sample 61, sample 62, sample 71, and sample 81). That is, it is expected that the optical glass sample produced by the production method corresponding to the comparative example of the present invention has a lower water content in the glass than the optical glass sample produced by the production method of the present invention.
- Such an optical glass sample produced by the production method corresponding to the comparative example of the present invention has a transmission of glass after heat treatment compared to an optical glass sample produced with the same oxide composition according to the production method of the present invention It was confirmed that the rate was low, the amount of dissolved Pt was large, and the time required for defoaming was also increased.
- an optical glass having excellent transmittance after heat treatment can be obtained. Further, according to the manufacturing method of the present invention, since a good optical glass can be obtained even if the time required for the clarification step and the heat treatment step is shortened, the production cost can be significantly reduced and the productivity is also improved.
- Example 2 Optical glass samples were produced under the same conditions as Samples 51 to 56 of Example 1 except that antimony oxide (Sb 2 O 3 ) was added to batch raw material V as a glass raw material (Samples 51a to 56a).
- the amount of antimony oxide added is shown in Table 8. In addition, a unit is ppm with respect to 100 mass% of batch raw materials.
- Example 3 The molten glass (molten glass just before starting the outflow step) manufactured by the same method as the sample 55 of Example 1 is allowed to flow out (outflow step) in the atmosphere, and cast into a mold to be formed (forming step) ), And annealing (annealing step) at a temperature decrease rate of ⁇ 100 ° C./hour to produce an optical glass sample (sample 55 b).
- each treatment atmosphere at the time of performing the outflow step and the forming step is changed to the air atmosphere to form an oxidizing atmosphere (an atmosphere in which oxygen is added to air to increase the oxygen partial pressure).
- Another optical glass sample (sample 55c) was produced in the same manner.
- the oxidizing atmosphere was adjusted as follows.
- the molten glass was covered with a cover at a zone where the molten glass flowed out and formed, oxygen gas was supplied into the cover, and the oxygen partial pressure in the atmosphere, ie, the atmosphere where the molten glass flowed out and formed, was higher than the oxygen partial pressure in the atmosphere.
- the volume ratio of oxygen in the atmosphere for flowing out and forming the molten glass was approximately 30% to 40%.
- the refractive index nd, the Abbe number dd, and the glass transition temperature Tg were substantially the same as the values shown in the oxide composition V of Example 1. Further, ⁇ OH was 1.31 mm ⁇ 1 .
- the sample 55c produced by setting the oxygen partial pressure of the atmosphere at the time of flowing out and forming the molten glass higher than the oxygen partial pressure in the atmosphere flows out and forms the molten glass in the atmosphere. It was confirmed that the transmittance in the visible range is high and the color is low compared to the sample 55b produced.
- Example 4 The optical glass samples (glass blocks) produced in Examples 1 to 3 were divided, and further processed if necessary, to obtain glass materials for press molding corresponding to the respective optical glasses.
- the glass material for press molding obtained in this manner was heated, softened and pressed in the atmosphere to produce an optical element blank having a lens shape.
- the obtained optical element blank was annealed in the atmosphere, and was further processed by grinding, polishing and the like to produce glass optical elements such as lenses and prisms corresponding to the samples of Examples 1 to 3. .
- the temperature-fall rate at the time of annealing was set so that the refractive index of an optical element might turn into a desired value.
- Optical glass sample (Sample 13 to Sample 16, Sample 24 to Sample 26, Sample 33 to Sample 35, Sample 43 to Sample 46, Sample 53 to Sample 56, Sample 63 to Sample 66, Samples prepared by the manufacturing method of the present invention 72, Sample 73, Sample 82 to Sample 84, Sample 53a to Sample 56a, Sample 55b and Sample 55c), the optical element produced in the process from forming of the molten glass to processing of the optical element blank, etc. It was confirmed that the coloring was significantly reduced by the heat treatment in the oxidizing atmosphere of
- optical glass sample glass (Sample 11, Sample 12, Sample 21 to Sample 23, Sample 31, Sample 32, Sample 41, Sample 42, Sample 51, Sample 52) manufactured by the manufacturing method corresponding to the comparative example of the present invention.
- the optical element manufactured using the sample 61, the sample 62, the sample 71, the sample 81, the sample 51b, and the sample 52b) has an oxidizing atmosphere such as the atmosphere between molding of the molten glass and processing of the optical element blank. Even after the heat treatment in, it was confirmed that the coloring remained and the reduction effect of the coloring was low.
- Examples A1 to A6 and Examples B1 to B6) The raw materials of the batch are roughly melted to prepare cullet, and the cullet is put into a platinum crucible, heated, melted and shaped. 1 to No.
- Each optical glass of the composition of 4 was produced in the following procedures. First, phosphate, orthophosphoric acid, oxides, carbonates, nitrates and sulfates were weighed and thoroughly mixed to prepare a raw material (batch raw material). Next, this batch raw material was put into a container made of quartz. 1 and No. The glass No. 2 was heated in the range of the liquidus temperature LT to 1400 ° C. 3 and No. The glass No. 4 was heated at a liquidus temperature LT to 1300 ° C. to form a molten glass, and this molten glass was dropped into water to prepare a cullet raw material.
- the cullet raw material was reconstituted, and was put into a platinum crucible (fusion container) and a platinum lid was placed.
- the cullet raw material in the platinum crucible was heated within the range of the liquidus temperature LT to 1300 ° C. of the glass composition of the cullet raw material to melt the cullet raw material and melt vitrify (melting step).
- the temperature of the liquidus temperature LT to 1400 ° C. to clarify
- the temperature of the liquidus temperature LT to 1300 ° C. lowers and stirs and homogenizes (homogenization) Step)
- the clarified and homogenized molten glass is drained from the glass outflow pipe and cast in a mold to form a glass block (material for optical glass).
- the water vapor flow rate per unit time supplied into the platinum crucible is shown in Table 9 and Table 10.
- the water vapor flow rate shown in Table 9 and Table 10 is a value converted to the flow rate at normal temperature, and the unit is liter / minute.
- the platinum crucible is sealed with a platinum lid without an opening, and the platinum crucible is sealed from the melting process through the clarification process to the homogenization process. It controlled the transpiration of water from cullet raw material and molten glass in the process of melting.
- each glass block (material for optical glass) consisting of 2 glasses is raised to 600 ° C from 25 ° C over 2 hours in the atmosphere, and annealing (heat treatment) is performed at 600 ° C to form a glass block (material for optical glass) An operation to reduce the color was performed. Thereafter, the glass block was cooled to normal temperature at a temperature lowering rate of -30 ° C / hour.
- maintained at 600 degreeC is 1 hour.
- the temperature of each glass block (material for optical glass) consisting of 4 glasses is raised to 570 ° C. from 25 ° C.
- the measured values of the refractive index nd and the Abbe number dd shown in Table 1 are values measured using a sample cooled at a cooling rate of 30 ° C. per hour, and the measured values of the liquidus temperature LT After reheating and holding for 2 hours, it is cooled to room temperature, and the presence or absence of crystal precipitation inside the glass is confirmed by an optical microscope, and the lowest temperature at which no crystal is observed is taken as the liquidus temperature.
- Examples A1 to A3 in Table 9 are data on optical glass prepared from a platinum pipe without introducing water vapor into the melting vessel, and Examples A4 to A6 are samples from platinum pipes to the melting vessel. It is data about the optical glass produced by introducing water vapor.
- the use of a phosphoric acid raw material and the improvement of the airtightness of the melting container introduce water into the molten glass and suppresses the dissipation of water vapor from the melting container.
- the water vapor partial pressure in the melting vessel is also positively increased.
- Example A4 Comparing the T450 and ⁇ 80 of the optical glass of Example A1 to Example A3 with the T450 and ⁇ 80 of the optical glass of Example A4 to Example A6, Example A4 in which the water vapor partial pressure in the melting vessel is positively increased
- the optical glass of Example A6 also has a larger ⁇ OH value. Then, it is understood from the results of visual observation of the glass block before and after heat treatment described later that the degree of coloring is significantly reduced.
- Examples B4 to B6 are from platinum pipes to a melting vessel It is data about the optical glass produced by introducing water vapor.
- Example B1 to Example B3 by using a phosphoric acid raw material and by enhancing the airtightness of the melting vessel, water is introduced into the molten glass and the dissipation of water vapor from the melting vessel is suppressed.
- Example B4 to Example B6 the water vapor partial pressure in the melting vessel is also positively increased.
- Example B4 Comparing the T450 and ⁇ 80 of the optical glass of Example B1 to Example B3 with the T450 and ⁇ 80 of the optical glass of Example B4 to Example B6, Example B4 in which the water vapor partial pressure in the melting vessel is positively increased
- the optical glass of Example B6 also has a larger ⁇ OH value. Then, it is understood from the results of visual observation of the glass block before and after heat treatment described later that the degree of coloring is significantly reduced.
- Examples A1 to A6 and Examples B1 to B6 platinum crucibles were used as the melting vessel, but materials for optical glass are manufactured using platinum alloy crucibles, gold crucibles, and gold alloy crucibles. Even when the obtained material for optical glass was heat-treated in an oxidizing atmosphere, the coloration thereof could be significantly reduced, and as a result, an optical glass with less coloration could be obtained. Furthermore, in Examples A4 to A6 and Examples B4 to B6, water vapor was supplied through a pipe into a covered platinum crucible, but similar effects may be obtained by bubbling water vapor into molten glass in the platinum crucible. You can get the effect. The composition of optical glass to be produced is shown in Table 1 2 or No. Even when the glass composition is changed to No. 4, no. 1 and No. Similar results are obtained with the glass composition of 3.
- Examples A4 to A6 and B4 to B6 steam obtained by boiling water using a boiler was used as steam supplied into the platinum crucible.
- water vapor obtained by other methods can also be appropriately used.
- water is sprayed in the form of a mist into a refractory glass melting furnace that accommodates a melting vessel such as a platinum crucible and steamed to increase the partial pressure of water vapor in the atmosphere inside the glass melting furnace and inside the melting vessel Good.
- water may be supplied into the glass melting furnace using a pump, and the water in the melting furnace may be boiled to vaporize the water, and the partial pressure of water vapor in the glass melting atmosphere may be increased, or other methods. May be used.
- the moisture content in the optical glass material can be increased also by using these methods.
- Example A1 A glass block (raw material for optical glass) was produced in the same manner as in Examples A1 to A3 except that the melting vessel was not opened but in an open state, and then heat treatment was performed in the same manner as in Examples A1 to A6. However, the degree of coloring of the heat-treated glass block (optical glass) was greater than in Examples A1 to A6.
- No. 1 described in Table 1 is a glass composition.
- No. 1 instead of the composition of No. 1 A glass block (material for optical glass) was produced and heat-treated in the same manner as in Comparative Example A1 except that the composition of No. 2 was used.
- the degree of coloring of the heat-treated glass block (optical glass) was greater than in Examples A1 to A6.
- Comparative Example B1 A glass block (material for optical glass) was produced in the same manner as in Examples B1 to B3 except that the melting vessel was not opened but in an open state, and then heat treatment was performed in the same manner as in Examples B1 to B6. However, the degree of coloring of the heat-treated glass block (optical glass) was greater than in Examples B1 to B6.
- No. 1 described in Table 1 is a glass composition.
- No. 3 instead of No. 3 A glass block (material for optical glass) was produced and heat-treated in the same manner as in Comparative Example B1 except that the composition No. 4 was used. However, the degree of coloring of the heat-treated glass block (optical glass) was greater than in Examples B1 to B6.
- Comparative Example A2 A glass block (material for optical glass) was produced in the same manner as in Examples A4 to A6 except that nitrogen gas was introduced instead of water vapor into the melting vessel, and then heat treatment was performed in the same manner as in Examples A1 to A6. . However, the degree of coloring of the heat-treated glass block (optical glass) was much larger than that of the glass block (optical glass) of Comparative Example A1.
- No. 1 described in Table 1 is a glass composition.
- No. 1 instead of the composition of No. 1 A glass block (material for optical glass) was produced in the same manner as in Comparative Example 2 except that the composition of No. 2 was used, and was heat-treated. However, the results were similar to Comparative Example A2.
- Comparative Example B2 A glass block (material for optical glass) was produced in the same manner as in Examples B4 to B6 except that nitrogen gas was introduced instead of water vapor into the melting vessel, and then heat treatment was performed in the same manner as in Examples B1 to B6. . However, the coloring degree of the heat treated glass block (optical glass) was much larger than the glass block (optical glass) of Comparative Example B1.
- No. 1 described in Table 1 is a glass composition.
- No. 3 instead of No. 3 A glass block (material for optical glass) was produced and heat-treated in the same manner as in Comparative Example B2, except that the composition No. 4 was used. However, the results were similar to Comparative Example B2.
- Example 3 A glass block (material for optical glass) is produced in the same manner as in Examples A4 to A6 except that a reducing gas such as carbon monoxide gas is introduced into the melting vessel in place of water vapor, and then Examples A1 to A6 and Heat treatment was performed in the same manner. However, the coloring degree of the heat-treated glass block (optical glass) was much larger than that of the glass block (optical glass) of Comparative Example 1.
- the concentration of the reducing gas is increased, the reduced glass component is alloyed with the platinum crucible and breakage of the crucible occurs. This corresponds to No. 1 described in Table 1 for the glass composition. 2 to No. The same applies to the case of changing to the composition of 4.
- a glass block (optical glass) is colored, but the sheet positioned below the glass block (optical glass) has sufficient transparency (medium transparency).
- Example 7 The optical glasses produced in Examples A1 to A6 and Examples B1 to B6 were processed into glass materials for press molding, heated, softened, and press molded to produce optical element blanks. Further, the optical element blank was processed to produce an optical element such as a spherical lens or a prism. Furthermore, the lens surface and the prism surface were coated with an antireflective film to obtain a final product. No. 1 described in Table 1 2 and No. The glass material for press molding, an optical element blank, and an optical element were similarly produced about the optical glass of 4.
- the preferable thing of another form of this embodiment is a heating and melting process of heating and melting a glass material in a melting vessel in order to obtain a molten glass,
- a heating and melting process of heating and melting a glass material in a melting vessel in order to obtain a molten glass
- An oxide glass comprising at least one oxide selected from TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3 as a glass component, wherein TiO 2 , Nb 2 O 5 , WO 3 and Bi 2
- the material for optical glass which is 30 mol% or more in total content of O 3 is manufactured, It is a manufacturing method of the material for optical glass characterized by supplying moisture in the fusion container in the above-mentioned heating and melting process.
- the manner of supplying water into the melting vessel is a first supplying manner of supplying water vapor into the atmosphere near the liquid surface of the molten glass, and a method of supplying water vapor while bubbling water vapor into the molten glass It is preferable that it is any selected from the 2nd supply aspect and the 3rd supply aspect which combined the 1st supply aspect and the 2nd supply aspect.
- the glass material preferably contains a phosphoric acid component.
- the preferable thing of another form of this embodiment is a heating and melting process of heating and melting a glass material in a melting vessel in order to obtain a molten glass,
- a forming step of forming the molten glass in the melting container into a predetermined shape An oxide glass comprising at least one oxide selected from TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3 as a glass component, wherein TiO 2 , Nb 2 O 5 , WO 3 and Bi 2
- the material for optical glass which is 30 mol% or more in total content of O 3 is manufactured, While the said glass-making feedstock contains water
- the glass material preferably contains a phosphoric acid component.
- the optical glass material further includes P 2 O 5 , and
- the content of P 2 O 5 contained in the material for optical glass is preferably in the range of 10 mol% to 35 mol%.
- the material constituting the melting vessel is preferably at least one metal material selected from noble metals and noble metal alloys.
- a material for optical glass is produced by the method for producing a material for optical glass according to any one of the above, and a heat treatment step of heat treating the material for optical glass in an oxidizing atmosphere
- the optical glass manufacturing method is characterized in that an optical glass having a refractive index nd of at least 1.9 is produced.
- ⁇ 80 of the optical glass satisfies the following expression (4).
- ⁇ 80 is the internal transmittance measured in a wavelength range of 280 to 700 nm when light is incident on the optical glass in parallel with its thickness direction, and then the measured internal transmittance Represents the wavelength (nm) at which the internal transmittance calculated based on the assumption that the thickness of the optical glass is 10 mm is 80%, a represents a constant (1.8359 nm / mol%), b Represents a constant (351.06 nm), and X represents the total content (mol%) of TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3 . ]
- a material for optical glass is produced by the method for producing a material for optical glass according to any one of the above, and a heat treatment step of heat treating the material for optical glass in an oxidizing atmosphere
- a method of manufacturing a glass material for press molding comprising: manufacturing a glass material for press molding made of optical glass having a refractive index nd of 1.9 or more.
- ⁇ 80 of the optical glass satisfies the following expression (4).
- ⁇ 80 is the internal transmittance measured in a wavelength range of 280 to 700 nm when light is incident on the optical glass in parallel with its thickness direction, and then the measured internal transmittance Represents the wavelength (nm) at which the internal transmittance calculated based on the assumption that the thickness of the optical glass is 10 mm is 80%, a represents a constant (1.8359 nm / mol%), b Represents a constant (351.06 nm), and X represents the total content (mol%) of TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3 . ]
- a material for optical glass is produced by the method for producing a material for optical glass according to any one of the above, and a heat treatment step of heat treating the material for optical glass in an oxidizing atmosphere Manufacturing an optical element made of an optical glass having a refractive index nd of 1.9 or more.
- ⁇ 80 of the optical glass satisfies the following expression (4).
- ⁇ 80 is the internal transmittance measured in a wavelength range of 280 to 700 nm when light is incident on the optical glass in parallel with its thickness direction, and then the measured internal transmittance Represents the wavelength (nm) at which the internal transmittance calculated based on the assumption that the thickness of the optical glass is 10 mm is 80%, a represents a constant (1.8359 nm / mol%), b Represents a constant (351.06 nm), and X represents the total content (mol%) of TiO 2 , Nb 2 O 5 , WO 3 and Bi 2 O 3 . ]
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Glass Compositions (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020147035452A KR102186021B1 (ko) | 2012-06-22 | 2013-06-21 | 유리 및 광학 소자의 제조 방법 |
| US14/410,519 US9604872B2 (en) | 2012-06-22 | 2013-06-21 | Glass and optical element production method |
| CN201380033009.6A CN104395247B (zh) | 2012-06-22 | 2013-06-21 | 玻璃和光学元件的制造方法 |
Applications Claiming Priority (16)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-141454 | 2012-06-22 | ||
| JP2012-141453 | 2012-06-22 | ||
| JP2012141454 | 2012-06-22 | ||
| JP2012141452 | 2012-06-22 | ||
| JP2012-141452 | 2012-06-22 | ||
| JP2012141453 | 2012-06-22 | ||
| JP2012-240954 | 2012-10-31 | ||
| JP2012-240955 | 2012-10-31 | ||
| JP2012240955 | 2012-10-31 | ||
| JP2012240953A JP2014024748A (ja) | 2012-06-22 | 2012-10-31 | 光学ガラス、プレス成形用ガラス素材および光学素子 |
| JP2012240954A JP2014024749A (ja) | 2012-06-22 | 2012-10-31 | 光学ガラス、プレス成形用ガラス素材および光学素子 |
| JP2012-240953 | 2012-10-31 | ||
| JP2013-094498 | 2013-04-26 | ||
| JP2013094501 | 2013-04-26 | ||
| JP2013094498 | 2013-04-26 | ||
| JP2013-094501 | 2013-04-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013191270A1 true WO2013191270A1 (fr) | 2013-12-27 |
Family
ID=49768862
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/067050 Ceased WO2013191270A1 (fr) | 2012-06-22 | 2013-06-21 | Procédé de production de verre et d'élément optique |
| PCT/JP2013/067051 Ceased WO2013191271A1 (fr) | 2012-06-22 | 2013-06-21 | Verre, verre optique, matériau de verre brut pour moulage par pression et élément optique |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/067051 Ceased WO2013191271A1 (fr) | 2012-06-22 | 2013-06-21 | Verre, verre optique, matériau de verre brut pour moulage par pression et élément optique |
Country Status (1)
| Country | Link |
|---|---|
| WO (2) | WO2013191270A1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9834465B2 (en) | 2013-09-30 | 2017-12-05 | Hoya Corporation | Optical glass and method for producing the same |
| JP2020117411A (ja) * | 2019-01-18 | 2020-08-06 | Hoya株式会社 | ガラスの透過率の改善を促進させる方法、及びガラスの製造方法及びガラス |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6734630B2 (ja) * | 2015-05-12 | 2020-08-05 | 株式会社オハラ | 光学ガラス |
| JP6755712B2 (ja) * | 2016-05-20 | 2020-09-16 | Hoya株式会社 | 光学製品の製造方法 |
| JP6517411B2 (ja) * | 2017-07-20 | 2019-05-22 | Hoya株式会社 | 光学ガラスおよび光学素子 |
| WO2022046395A1 (fr) * | 2020-08-24 | 2022-03-03 | Corning Incorporated | Réduction au minimum de la formation d'un défaut cristallin de rhodium-platine dans du verre fabriqué dans des systèmes de métal précieux |
| JP7852214B2 (ja) * | 2021-08-23 | 2026-04-28 | 日本電気硝子株式会社 | ガラス材の製造方法及びガラス材 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05178638A (ja) * | 1991-06-26 | 1993-07-20 | Hoya Corp | ファラデー回転ガラス |
| JP2005132713A (ja) * | 2003-10-10 | 2005-05-26 | Nippon Electric Glass Co Ltd | 無アルカリガラスの製造方法及び無アルカリガラス |
| JP2010057893A (ja) * | 2008-08-06 | 2010-03-18 | Nippon Electric Glass Co Ltd | 封止ガラス |
| JP2011042556A (ja) * | 2009-07-24 | 2011-03-03 | Nippon Electric Glass Co Ltd | 光学ガラスの製造方法 |
| JP2011046550A (ja) * | 2009-08-26 | 2011-03-10 | Nippon Electric Glass Co Ltd | 封止ガラスの製造方法および封止ガラス |
-
2013
- 2013-06-21 WO PCT/JP2013/067050 patent/WO2013191270A1/fr not_active Ceased
- 2013-06-21 WO PCT/JP2013/067051 patent/WO2013191271A1/fr not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05178638A (ja) * | 1991-06-26 | 1993-07-20 | Hoya Corp | ファラデー回転ガラス |
| JP2005132713A (ja) * | 2003-10-10 | 2005-05-26 | Nippon Electric Glass Co Ltd | 無アルカリガラスの製造方法及び無アルカリガラス |
| JP2010057893A (ja) * | 2008-08-06 | 2010-03-18 | Nippon Electric Glass Co Ltd | 封止ガラス |
| JP2011042556A (ja) * | 2009-07-24 | 2011-03-03 | Nippon Electric Glass Co Ltd | 光学ガラスの製造方法 |
| JP2011046550A (ja) * | 2009-08-26 | 2011-03-10 | Nippon Electric Glass Co Ltd | 封止ガラスの製造方法および封止ガラス |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9834465B2 (en) | 2013-09-30 | 2017-12-05 | Hoya Corporation | Optical glass and method for producing the same |
| JP2020117411A (ja) * | 2019-01-18 | 2020-08-06 | Hoya株式会社 | ガラスの透過率の改善を促進させる方法、及びガラスの製造方法及びガラス |
| JP7433764B2 (ja) | 2019-01-18 | 2024-02-20 | Hoya株式会社 | ガラスの透過率の改善を促進させる方法、及びガラスの製造方法及びガラス |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2013191271A1 (fr) | 2013-12-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6270350B2 (ja) | ガラスおよび光学素子の製造方法 | |
| JP6009709B1 (ja) | 光学ガラスおよびその製造方法 | |
| JP5826428B1 (ja) | ガラス、光学ガラス、プレス成形用ガラス素材および光学素子 | |
| JP5826429B1 (ja) | ガラス、光学ガラス、プレス成形用ガラス素材および光学素子 | |
| WO2013191270A1 (fr) | Procédé de production de verre et d'élément optique | |
| JP6283512B2 (ja) | ガラスの製造方法および光学素子の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13806170 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20147035452 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14410519 Country of ref document: US |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 13806170 Country of ref document: EP Kind code of ref document: A1 |