WO2014069020A1 - リサイクル性と耐食性に優れた黄銅合金 - Google Patents
リサイクル性と耐食性に優れた黄銅合金 Download PDFInfo
- Publication number
- WO2014069020A1 WO2014069020A1 PCT/JP2013/060652 JP2013060652W WO2014069020A1 WO 2014069020 A1 WO2014069020 A1 WO 2014069020A1 JP 2013060652 W JP2013060652 W JP 2013060652W WO 2014069020 A1 WO2014069020 A1 WO 2014069020A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mass
- test
- resistance
- brass
- lead
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




















Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
- C22C9/04—Alloys based on copper with zinc as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/02—Making non-ferrous alloys by melting
Definitions
- the present invention relates to a brass alloy, and more particularly to a brass alloy that is used as an alloy material for water supply devices such as valves and joints and has excellent recyclability and corrosion resistance.
- the lead-free brass alloy mainly for water supply equipment is composed of bismuth containing Bi as a free cutting additive, silicon containing Si as well, and almost no copper and zinc containing no free cutting additive.
- three types such as 40/60 brass (hereinafter: 40/60 brass) are mainly put into practical use.
- the lead-free forging brass material of Patent Document 1 As a bismuth-based lead-free brass alloy, for example, the lead-free forging brass material of Patent Document 1 has been proposed. In this brass material, machinability is improved by containing Bi as an alternative to lead. Furthermore, in patent document 2, the valve for water gate valves which suppressed the elution of lead with the brass alloy containing Bi is proposed. As the silicon-based lead-free brass alloy, for example, free-cutting copper alloys of Patent Document 3 and Patent Document 4 have been proposed. These copper alloys are intended to obtain industrially satisfactory machinability by containing Si while preventing lead from being contained in copper.
- JP 2005-105405 A Japanese Patent No. 4225540 Japanese Patent No. 3734372 Japanese Patent No. 3917304
- alloys mixed with free cutting additives such as Bi and Si have a problem in recyclability.
- copper alloys containing Bi and Si are taken over to smelters, etc. at prices that are significantly cheaper than their original values after they are removed from the recycling system.
- the 40/60 brass series is relatively easy to recycle because it does not contain Bi or Si, but there is a problem in corrosion resistance.
- Corrosion resistance which is generally a problem with brass, is stress corrosion cracking resistance and dezincing resistance.
- lead-free brass has a problem with stress corrosion cracking resistance and is often lower than lead-containing brass. . This is because lead-containing brass alloys have stress corrosion cracking resistance secured by Pb, but lead-free 40/60 brass-based alloys contain almost no Pb.
- dezincing resistance is also required when used with highly corrosive soft water, and erosion / corrosion resistance is also required when used in devices that adjust the flow rate with a small opening. In some cases.
- the present invention has been developed as a result of intensive studies in view of the above-mentioned circumstances, and the object of the present invention is to ensure machinability while preventing the inclusion of lead and to easily process Bi, Si, and the like. It is to provide a brass alloy excellent in recyclability and corrosion resistance while avoiding the addition of.
- the brass alloy having excellent recyclability and corrosion resistance of the present invention has at least Cu: 58.0 to 63.0 mass%, Sn: 1.0 to 2.0 mass%, and Sb: 0.05.
- the stress corrosion cracking resistance and machinability are improved with a content of ⁇ 0.29 mass% and the balance of Zn and inevitable impurities.
- the brass alloy excellent in recyclability and corrosion resistance of the present invention has at least Cu: 59.2 to 61.9 mass%, Sn: 1.0 to 2.0 mass%, and Sb: 0.05 to 0.29 mass%. , The balance is made of Zn and inevitable impurities, and the hot workability is stabilized and the machinability is improved.
- the brass alloy having excellent recyclability and corrosion resistance according to the present invention is one in which Ni: 0.05 to 1.5 mass% is contained in the copper alloy and stress corrosion cracking resistance is improved by the interaction between the Ni and Sb. It is.
- the brass alloy having excellent recyclability and corrosion resistance according to the present invention has Ni of 0.10 to 0.25 mass% so that the SCC resistance can be reliably obtained while the hot ductility is prevented from being lowered.
- the brass alloy excellent in recyclability and corrosion resistance according to the present invention is one in which Ni uniformly disperses Sn and Sb in the ⁇ phase and improves the stress corrosion cracking resistance.
- the brass alloy excellent in recyclability and corrosion resistance of the present invention has Sn: 1.1 to 1.6 mass% and Sb: 0.08 to 0.10 mass%.
- the brass alloy having excellent recyclability and corrosion resistance according to the present invention is obtained by improving the dezincing resistance by adding P: 0.05 to 0.2 mass% to the copper alloy.
- Bi becomes necessary to ensure machinability while preventing the inclusion of lead and facilitate processing, and to strictly control the content.
- This improves the recyclability by avoiding the addition of Si and Si, and improves the corrosion resistance such as stress corrosion cracking resistance, dezincing resistance, erosion and corrosion resistance equivalent to the case of containing Bi and Si. Corrosion resistance can be stabilized.
- the stress corrosion cracking resistance can be further improved by the interaction of Ni and Sb, and the corrosion resistance can be stabilized.
- the brass alloy of the present invention has at least Cu: 58.0 to 63.0 mass%, Sn: 1.0 to 2.0 mass%, Sb: 0.05 to 0.29 mass%, the balance being Zn and inevitable impurities
- a brass alloy with excellent recyclability and corrosion resistance preferably contains Ni: 0.05 to 1.5 mass%. Further, this brass alloy may contain P: 0.05 to 0.2 mass%.
- Sn 1.0-2.0 mass%
- Sn is an element that improves corrosion resistance such as stress corrosion cracking resistance (SCC resistance), dezincing resistance, erosion / corrosion resistance, etc. in brass alloys.
- SCC resistance stress corrosion cracking resistance
- dezincing resistance erosion / corrosion resistance
- erosion / corrosion resistance etc.
- Sn is an essential element that mainly improves SCC resistance. It is.
- SCC resistance stress corrosion cracking resistance
- dezincing resistance erosion / corrosion resistance
- erosion / corrosion resistance etc.
- it is an essential element that mainly improves SCC resistance. It is.
- the content is 1.1 mass% or more by utilizing a synergistic effect of Sb and Ni described later, and 1.4 mass%.
- SCC resistance can be ensured while emphasizing hot workability, such as a forged valve having a relatively large diameter and a thin forged product.
- the content of Sn hardens the alloy and may reduce mechanical properties (particularly elongation) and impair the reliability of the product. Therefore, the content is set to 2.0 mass% or less, and more preferably 1.8 mass% or less.
- the cold workability is particularly important, it is preferably 1.3 mass% or less, and in order to obtain excellent cold workability, it is preferably 1.6 mass% or less.
- Sb 0.05 to 0.29 mass%
- Sb is known as an element that improves the dezincing resistance and SCC resistance of brass alloys.
- it is an essential element that drastically improves the SCC resistance by the inclusion of Sn, which will be described later, and the improvement and stabilization of the SCC resistance, and further by the synergistic effect with Ni.
- it is necessary to contain 0.05 mass%, and the effect is more surely obtained if the content is 0.07 mass% or more.
- the minimum necessary content for obtaining corrosion resistance is preferably 0.15 mass%, more preferably 0.10 mass%.
- Sb is known as an element that improves the machinability of a brass alloy when it is contained in an amount of 0.3 to 2.0 mass%.
- the precipitation of a ⁇ phase due to the inclusion of 1.0 mass% or more of Sn As a premise, it is possible to obtain a machinability improving effect (particularly chip crushability) even if the Sb content is 0.29 mass% or less by dissolving Sb in the ⁇ phase. Thereby, it can prevent that elongation becomes small by the production
- the machinability improving effect is obtained with a content of at least 0.07 mass%.
- Sb shows a value in the vicinity of 0.07 to 0.10 mass%. Since inclusion of Sb exceeding 0.10 mass% requires special consideration regarding safety, the value in the vicinity thereof is appropriate as ground data indicating SCC resistance considering market distribution.
- Ni 0.05 to 1.5 mass%
- Ni is known as an element that improves the mechanical properties and corrosion resistance of brass alloys.
- SCC resistance the general opinion is that there is some effect, but as will be described later, when Ni is contained in an alloy based on 40/60 brass + Sn (Naval brass), the SCC resistance decreases. It has become clear.
- Sn 1.0 to 2.0 (preferably Sn: 1.1 to 1.6) mass%
- Sb 0.05 to 0 .29 (preferably Sb: 0.08 to 0.10)
- SCC resistance was improved in the range of mass%, that is, the existence of a synergistic effect of Sb and Ni with respect to SCC resistance.
- the upper limit is 1.5 mass%, more preferably 1.0 mass%, and Ni is an element that decreases hot ductility.
- the upper limit is 0.5.mass%, more preferably 0.25 mass%.
- Cu 58.0 to 63.0 mass% Brass products are produced through processes of hot working (hot extrusion, hot forging) and cold working (drawing). Furthermore, mechanical properties, machinability, corrosion resistance, and the like are required as material characteristics depending on the application.
- the Cu content is determined by taking these into consideration. Originally, the Cu content can be adjusted according to the Sn, Ni, Sb, and P contents added to the brass alloy for various purposes. Although it should be made, in this invention, a component range is determined as follows in general. It is generally known that the cold workability of brass bars can be stably implemented at approximately 58.0 mass% or more. Further, it is generally known that the hot workability is important to adjust the ⁇ phase having a high deformability at about 600 to 800 ° C.
- the upper limit of the Cu content satisfying such conditions is preferably 63.0 mass%, more preferably 62.5 mass%.
- the content is preferably 61.9 mass% or less.
- the upper limit should be about 61.0 mass%, and in order to ensure better hot forgeability, it should be 60.8 mass% or less.
- the lower limit is preferably 59.2 mass%, and in order to obtain further excellent cold workability, it is 61.0 mass% or more. Is good. In order to obtain more excellent dezincing resistance, it is preferable to set the lower limit to 60.0 mass%.
- P 0.05 to 0.2 mass%
- P is a known element as an element for improving the dezincing resistance of brass.
- the effect of improving the dezincing resistance of P is obtained with a content of 0.05 mass% or more, and more preferably 0.08 mass% or more.
- the excessive content particularly reduces the hot workability due to the formation of a hard intermetallic compound, so the upper limit is preferably set to 0.2 mass%.
- P is an element that improves machinability (particularly chip crushability) by the formation of the intermetallic compound, and a remarkable effect is obtained at about 0.08 mass% at which the intermetallic compound of P is generated.
- the effect of improving the machinability increases with an increase in the P content.
- the lower limit of the hot workability is also taken into consideration, and the upper limit is preferably set to 0.15 mass%, more preferably 0.10 mass%.
- Pb 0.3 mass% or less If the upper limit of Pb is strictly controlled, the use of a limited melting material is forced and the cost of the alloy is increased, so a certain amount may be allowed from the viewpoint of recyclability. desirable. On the other hand, Pb is harmful to the human body and should be reduced as much as possible. If NSF61-Section8-Annex F, which is one of the elution standards for tap water, is assumed to be clear, it depends on the product shape. The upper limit of Pb is preferably set to 0.3 mass% or less. Furthermore, according to NSF61-Annex G, which is one of the Pb content regulations, Pb is allowed up to 0.25 mass% as a weighted average of wetted parts.
- the upper limit of Pb is likely to be 0.1 mass%. Therefore, when used for electrical and electronic parts, the upper limit of Pb is preferably 0.1 mass%. Furthermore, considering the registration of CDA as an antibacterial material, the upper limit is preferably 0.09 mass%.
- Bi 0.3 mass% or less Bi should be avoided from being mixed into Pb-containing general materials such as C3771 from the viewpoint of recyclability, but if the upper limit is strictly controlled, recyclability is adversely impaired for the same reason as Pb. Even if it is mixed in C3771, it is desirable that the tolerance is about 0.1 mass% within the range where there is no problem. Further, considering that the return material is introduced about 50% with respect to the dissolved weight, Bi allowed 0.2 mass%. Better. On the other hand, although it depends on the Pb content, it is desirable that the Bi content be 0.3 mass% as the upper limit in consideration of embrittlement due to the Bi—Pb eutectic. In addition, dezincification resistance improves by containing Bi of 0.3 mass% or less.
- Inevitable impurities in the embodiment of the lead-free brass alloy in the present invention include Fe, Si, and Mn.
- the machinability of the alloy decreases due to precipitation of hard intermetallic compounds, and adverse effects such as an increase in the frequency of replacement of cutting tools occur. Therefore, Fe: 0.1 mass% or less (0.01 mass% or less when higher corrosion resistance is required), Si: 0.1 mass% or less, and Mn: 0.03 mass% or less have an effect on machinability. Treat as low inevitable impurities.
- 0.1 mass% or less As: 0.1 mass% or less, Al: 0.03 mass% or less, Ti: 0.01 mass% or less, Zr: 0.1 mass% or less, Co: 0.3 mass% or less, Cr: 0.3 mass% or less,
- inevitable impurities include Ca: 0.1 mass% or less, B: 0.1 mass% or less, Se: 0.1 mass% or less, and Cd: 0.1 mass% or less.
- the lead-free brass alloy having excellent recyclability and corrosion resistance according to the present invention is constituted.
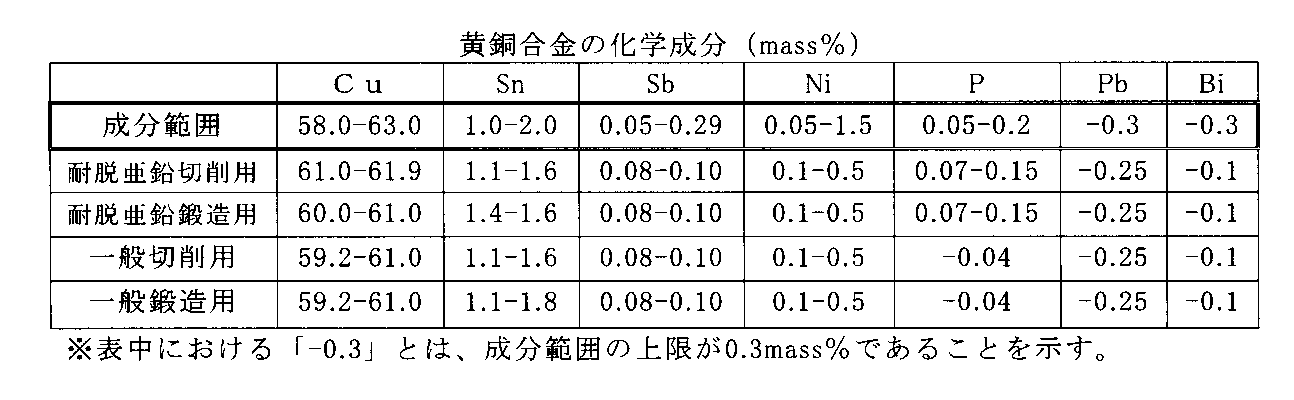
- Table 1 shows a range of components that are desirable as practical chemical components of brass alloys, and a range of components that are desirable for use in dezincing cutting, dezincing forging, general cutting, and general forging.
- the unit of the component range is mass%.
- the remaining Zn is omitted, and the remaining portion includes inevitable impurities.
- stress corrosion cracking resistance of the lead-free brass alloy of the present invention was verified by a test.
- stress corrosion cracking resistance is given as one of the corrosion resistances, and the following tests were performed as evaluation of this stress corrosion cracking resistance.
- a test piece of a test material and a comparative material for comparison a rod material (pulled material having a diameter of 26 or more) processed into an ⁇ 25 ⁇ 35 (Rc1 / 2 screw-in joint) shown in FIG. 1 with an NC processing machine was used.
- the screwing torque of the stainless steel bushing was controlled to 9.8 N ⁇ m (100 kgf ⁇ cm), the ammonia concentration was 14%, and the test chamber temperature was controlled to around 20 ° C.
- a plurality of test materials for the same material were prepared as test materials or comparative materials in the subsequent tests, and each test was performed.
- a test piece into which a bushing is screwed is placed in a desiccator in an atmosphere having an ammonia concentration of 14%, taken out at an arbitrary time, washed with 10% sulfuric acid, and then observed. Observation is carried out using a stereomicroscope (magnification 7 times). If there is no crack, it is judged as ⁇ , if a fine crack (less than 1/2 the thickness) is found, ⁇ is judged.
- a case where a crack of 1/2 or more occurs is judged as ⁇ , and a case where a through-thickness crack occurs is judged as x.
- a lead-containing brass material which is relatively resistant to stress corrosion cracking
- This comparative material was used as a reference.
- the level of the stress corrosion cracking test time is 4 hours, 8 hours, 16 hours, 24 hours, and 48 hours.
- Table 2 shows chemical component values of lead-containing brass materials
- Table 3 shows stress corrosion cracking test results
- Table 4 shows score evaluation results. At this time, the number of the comparative materials was four from the comparative materials 1 to 4.
- the total score is 144 points, and the score percentage considering 1200 points in the case of full marks can be calculated as 12.0%.
- the standard That is, when the score ratio when the stress corrosion cracking resistance test of the lead-free brass alloy of the present invention is 12.0% or more, it is considered that the stress corrosion cracking resistance is generally excellent.
- Example 1-1 Sn-containing comparative alloy (1)
- Table 6 shows the stress corrosion cracking test results and score ratios of these test materials. This test was conducted at test time levels of 2 hours, 4 hours, 8 hours, 16 hours, 24 hours, and 48 hours.
- the score ratios of the test materials 1 to 4 and the test materials 5 to 8 are 25.5% and 19.9%, respectively, which are the above-mentioned standard score ratios. Over 0%.
- these test materials No. Nos. 1 to 8 have stable SCC resistance because a through-thickness crack occurred at 4 hours.
- Example 1-2 (Comparative example alloy containing Sn and Ni (2))
- the rods obtained by adding Ni to the Sn: 1.5 mass% base material shown in the chemical component values of Table 7 are used as test materials.
- a stress corrosion cracking test was performed on the specimen.
- Table 8 the stress corrosion cracking test results and score ratios of these test materials are shown. This test was conducted at test time levels of 2 hours, 4 hours, 8 hours, 16 hours, 24 hours, and 48 hours.
- the score ratio of the specimens 9 to 12 is 4.9%, and the score ratio of the specimens 13 to 16 is 4.6%, which satisfies the standard score ratio of 12.0%. Therefore, it cannot be said that the SCC resistance is excellent.
- the SCC resistance is not improved, and the effect of improving the SCC resistance by Ni alone is not observed. Was confirmed to decrease.
- Example 1-3 Sn, Sb-containing alloy of the present invention (1)
- the stress corrosion was carried out using a rod material obtained by adding Sb to the Sn: 1.5 mass% base material shown in the chemical component values of Table 9 as a test material.
- a crack test was performed.
- Table 10 shows the results of the stress corrosion cracking test and the score ratio. This test was conducted at test time levels of 4 hours, 8 hours, 16 hours, 24 hours, and 48 hours.
- the score ratio of the specimens 17 to 18 is 37.8%, which exceeds the standard score ratio of 12.0% in the case of the lead-containing brass material.
- the SCC resistance is improved and the effect of addition of Sb is observed.
- the thickness penetration crack did not generate
- Example 1-4 (Sn, Sb, Ni-containing alloy of the present invention (2))
- a bar material in which Ni and Sb were simultaneously added to the Sn: 1.5 mass% base material shown in the chemical component values of Table 11 was used as a test material.
- a stress corrosion cracking test was performed.
- Table 12 shows the results of the stress corrosion cracking test and the score ratio. This test was conducted at test time levels of 8, 16, 24, and 48 hours.
- Example 1-5 (Sn, Sb, Ni, P-containing alloy of the present invention (3))
- a bar material in which Ni, Sb, and P are simultaneously added to the Sn: 1.5 mass% base material shown in the chemical component values of Table 13 is used.
- a stress corrosion cracking test was performed as a specimen.
- Table 14 shows the stress corrosion cracking test results and the score ratio. This test was conducted at test time levels of 4 hours, 8 hours, 16 hours, 24 hours, and 48 hours.
- the score ratio is 63.0-88.7% for any of the test materials, which is much higher than 12% for the lead-containing brass material, which is the standard for the SCC test.
- SCC resistance As described above, in the case of simultaneous addition of Ni and Sb (in the case of specimens 20 and 21), the score ratio is 83.3%, and when only SCC resistance is considered, it is sufficient to add only Ni and Sb However, when adding dezincing resistance to this, the addition of P is more effective.
- Example 1-6 (Sn, Sb, Ni, P-containing alloy of the present invention (4))]
- Table 15 shows the chemical component values of the specimens made of the bar material in which Ni, Sb, and P are simultaneously added to the Sn: 1.2 mass% base material
- Table 16 shows the stress corrosion cracking resistance test results and the score ratio. The test was conducted at test time levels of 4 hours, 8 hours, 12 hours, 16 hours, and 24 hours. The score percentage is 34.4 to 63.5%, which exceeds 12%, which is the standard for the SCC test, and no through-thickness cracks occur at 8 hours.
- the Sn content is large. However, even if the Sn content is 1.2 mass% in this test, the lead content is in the range of 60.8 to 62.0 mass% of Cu. It was confirmed that the material has excellent SCC resistance compared to the brass material.
- Example 1-7 (Sn, Sb, Ni, P-containing alloy of the present invention (5))]
- Table 17 shows the chemical composition values of the specimens made of the rods with Sn: 1.2 mass% base material and Sb and P added at the same time to make Ni 0.4 mass%, and
- Table 18 shows the stress corrosion cracking resistance test results. And the score percentage. This test was conducted at test time levels of 4 hours, 6 hours, 8 hours, 16 hours, and 24 hours. The score ratio is 60.2%, which exceeds 12% which is the standard of the SCC test, and no through-thickness cracks occur at 8 hours, and Ni: 0.4 mass% has excellent SCC resistance. It was confirmed that
- the test result and the score ratio as shown in FIG. 9 were obtained.
- the score percentage is 25.5% without the addition of Ni and Sb, and for the lead-free brass material 3, the score percentage is 4.9% with Ni: 0.2 mass% added.
- the score ratio is 37.8%
- the addition of Ni alone does not contribute to the improvement of the SCC resistance, but rather the SCC resistance is lowered.
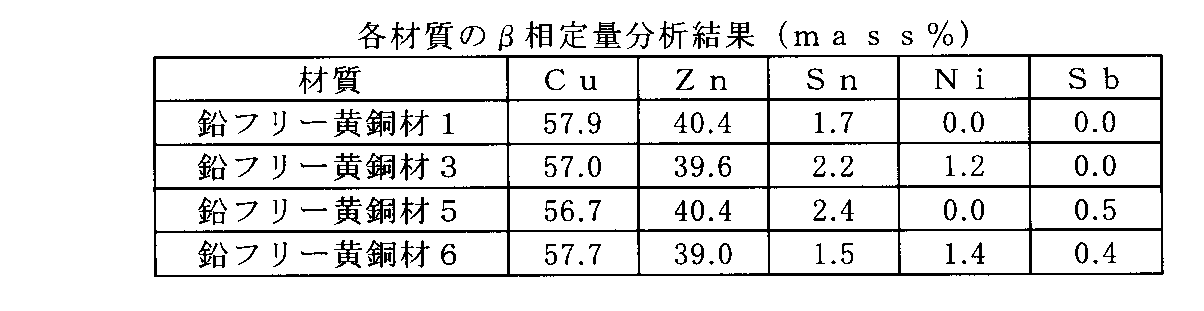
- the ⁇ phase area ratio decreases in the order of lead-free brass material 6> lead-free brass material 5> lead-free brass material 1> lead-free brass material 3, and ⁇ -phase of lead-free brass material 6 with good SCC resistance.
- the area ratio was the largest value of 16.5%. That is, it has been found that the lead-free brass material 6 has few cracks despite the largest amount of ⁇ phase.
- FIGS. 10 to 17 show enlarged photographs of Sn, Ni, and Sb EPMA mapping images in each lead-free brass material.
- Mapping analysis of each element was performed with an electron beam microanalyzer (EPMA).
- the analysis conditions were an acceleration voltage of 15 kV, a beam size of 1 ⁇ m, a beam current of 30 nA, a sample current of 20 nA, a sampling time of 20 (ms), and an analysis field of view of 102.4 ⁇ m ⁇ 102.4 ⁇ m ( ⁇ 3000).
- the concentration of each element is represented by a numerical value and a light and dark color on the right side of the photograph, and the concentration decreases as the numerical value decreases.
- the ⁇ phase had a high Cu concentration
- the ⁇ phase had a Zn concentration
- the ⁇ phase had a high Sn concentration.
- the lead-free brass material 3 nor the lead-free brass material 6 can identify the location. Sb tends to exist in the same place as Sn, and is probably in the ⁇ phase.
- the Sn concentration present in the ⁇ phase differs slightly depending on each material. That is, regarding the lead-free brass material 1 (FIG. 10) and the lead-free brass material 3 (FIG. 11), the ⁇ -phase Sn is partially brightly shown, and it can be seen that the concentration is high. On the other hand, in the lead-free brass material 5 (FIG. 14) to which Sb was added and the lead-free brass material 6 (FIG. 17) to which Ni and Sb were added, a bright portion was not partially observed, and the Sn concentration in the ⁇ phase Is low.
- the part by which Sb which exists in (gamma) phase is shown brighter than the periphery from the mapping result about Sb of the lead-free brass material 5 is seen. From this, it is shown that Sb alone may segregate in the ⁇ phase, although the single addition of Sb functions to suppress the segregation of Sn in the ⁇ phase. Therefore, it is considered that this is one of the reasons why the lead-free brass material 5 does not always exhibit a stable and good SCC resistance. About the lead-free brass material 6 to which Ni and Sb are added at the same time, a portion with high Sn concentration and Sb concentration in the ⁇ phase is not observed, and it is considered that Ni suppresses segregation of Sn and Sb. Therefore, the reason why the SCC resistance is remarkably improved as compared with the lead-free brass material 5 is considered that one of the causes is that Ni has a function of uniformly dispersing Sn and Sb in the ⁇ phase.
- the ⁇ phase is in the range of Cu content 61 to 65 mass%, Zn content 33 to 36 mass%, and Sn content 0.7 to 1.3 mass%, and there is no significant difference depending on the material.
- the Cu amount is 56 to 58 mass%
- the Zn amount is 39 to 40 mass%
- the Sn amount is 1.5 to 2.4 mass%.
- the Sn concentration of the lead-free brass material 1 and the lead-free brass material 3 with poor SCC resistance was about 9 mass%.
- the lead-free brass material 5 in which Sb resistance was slightly improved by adding Sb the Sn concentration in the ⁇ phase was reduced to about 8 mass%.
- the Sn concentration in the ⁇ phase was further reduced to about 6%. Therefore, it can be seen that the better the SCC resistance, the lower the Sn concentration in the ⁇ phase, and that the segregation of Sn is suppressed. From the above, by adding Ni and Sb at the same time, it is possible to suppress the segregation of Sn and Sb in the ⁇ phase and to uniformly disperse or to prevent the occurrence of cracks. This is considered to be the reason why the SCC resistance of the remarkably excellent.
- Example 2-1 (casting material)
- a sample taken from a casting produced by die casting was used as a test material.
- Table 24 shows the casting conditions at this time.
- the maximum dezincification corrosion depth of the comparative material 5 to which Cu, Zn, and Sn were added was 437 ⁇ m and was evaluated as x. Since the comparative material 6 in which P is added to the comparative material 5 has a maximum dezincification corrosion depth of 154 ⁇ m, and the test material 47 in which Sb is added to the comparative material 5 has a maximum dezincification corrosion depth of 118 ⁇ m, it is determined as “good”. Furthermore, since the specimen 49 to which P was added together with Sb had a maximum dezincification corrosion depth of 62 ⁇ m, it was judged as ⁇ . From the above, it was confirmed that the simultaneous addition of Sb and P is necessary when there is a demand for strict dezincing resistance.
- Example 2-2 (bar material)
- dezincing resistance when a test material was provided with an extruded rod (extruded material of ⁇ 35) was confirmed by a test.
- Table 26 shows the results of the dezincing resistance test at this time.
- the maximum dezincification corrosion depth of the test material 52 not containing P was 445 ⁇ m, which was judged as x.
- all of the test materials 53, 54, 55, and 56 containing P have a maximum dezincification corrosion depth of less than 100 ⁇ m, and on the premise of containing Cu, Sn, and Sb, dezincing resistance is improved by addition of P. It was confirmed to improve.
- a cutting test was conducted to confirm the effect of improving machinability by containing Sb.
- a brass alloy that does not contain lead which is a free-cutting additive element, has a remarkable decrease in machinability as described above.
- Machinability can be broadly divided into four categories: resistance value, tool life, chip crushability, and finished surface quality. Of these, in machine cutting, if the “chip crushability (processability)” is poor, the machine This is the most important in actual production because it causes a problem that chips are not wound and discharged.
- Example 3-1 cutting test
- the test materials having the chemical components shown in Table 27 and the comparative materials for comparison were cut by a cutting test. Then, each cutting result was confirmed.
- the weight of one chip is 0.178 g in the comparative material 9 containing no Sb, the chip is reduced to 0.086 g in the test material 57 containing 0.09% Sb, It was confirmed that the chip becomes fine and the machinability is improved by the inclusion of a small amount.
- Example 3-2 (microstructure observation)
- Table 30 the chemical component of the test material 58 which is a chemical component close to the test material 57 is shown, Furthermore, the enlarged structure micrograph of this test material 49 is shown in FIG. 2, FIG. 3 shows Sb in FIG. The enlarged photograph of EPMA mapping image of is shown.
- the component structure of the test material 58 is similar to that of the test material 57, and the Sb behavior is the same, so that the test material 57 is substituted.
- Example 3-3 (Comparative Example Alloy (1))
- Sb 0.3 to 2.0 mass%
- Mn 0.2 to 1.0 mass%
- the third element Ti, Ni, B, Fe, Se, Mg, Si, Sn, P, rare earth element Is known to be an alloy containing at least two types (from 0.1 mass% to 1.0 mass%), and a hard intermetallic compound containing Sb is formed at a grain boundary to improve machinability.
- Japanese translations of PCT publication No. 2007-517981 Japanese translations of PCT publication No. 2007-517981
- the sample material 57 does not contain Mn
- the content of Sb is as low as 0.08 mass%, does not exist as an intermetallic compound, and is dissolved in the ⁇ phase. It is fundamentally different.
- Example 3-4 (Comparative Example Alloy (2))
- Table 31 shows the chemical composition values of Naval brass
- FIG. 4 shows an enlarged photograph of the microstructure of Newcastle brass.
- Sn content is 1.0 mass% or less
- the ⁇ phase is hardly generated and Sb cannot be dissolved, so that the effect of improving machinability cannot be obtained.
- Example 3-5 (Comparative Example Alloy (3))
- Table 32 shows chemical components of the Bi-containing brass material used in the cutting test.
- Each of the comparative materials was made to contain 1.0 mass% or more of Bi, and was made of a material containing no Sb and 0.08 mass% of Sb, respectively.
- Table 33 shows the results of the cutting test, and Table 34 shows a variance analysis table for the weight of one chip.
- Example 4-1 Evaluation for valve parts
- the ball valve housing is rough-processed, and in this embodiment, a two-piece screw-in type forged ball valve (nominal diameter 1B) is subjected to an inner periphery cutting product, and brass containing P is evaluated. Chips generated during processing were compared using an alloy as the test material 59 and a brass alloy containing no P as the test material 60.
- Table 35 shows chemical components of the test material 59 and the test material 60
- FIGS. 5 and 6 show photographs of the microstructures of the test material 59 and the test material 60, respectively.
- the cutting of the test material is performed by a total bite machining, and the chips generated by this machining are shown in FIGS.
- chips are continuous as shown in FIG. 8, and there is a risk that such continuous chips wrap around the main shaft or the like and stop rotating.
- the chips are relatively divided as shown in FIG. 7, and in this case, the chips can be processed without being entangled with the main shaft or the like. This is because the sample material 59 contains 0.10 mass% of P with respect to the sample material 60, and the chips were divided by the generation of intermetallic compounds such as P and Cu and Ni. .
- a hard and brittle intermetallic compound is formed at the grain boundary due to the P content of 0.10 mass%. Since the hard and brittle P-based intermetallic compound serves as a starting point for chip breaking during the cutting process, chip breakability is improved.
- the main component force, the back component force, and the component force at the time of cutting at this time were measured using a bar (drawing material) in the same manner as in the case of containing Sb, and the cutting force resultant force was obtained from these.
- the cutting test results at this time are shown in Table 36.
- the weight of one chip is 0.310 g for the specimen 60 to which P is not added and 0.110 g for the specimen 59 to which 0.10 mass% of P is added, which is about 1/3.
- the chips become finer and the influence of the intermetallic compound appears remarkably.
- Example 4-2 Evaluation for Bars
- Table 37 shows chemical component values of the specimens made of the rods used in the cutting test
- Table 38 shows the cutting test results.
- the conditions for the cutting test are the same as in Example 3.
- the Sn of the comparative material 9 is 1.5 mass%
- the Sn of the test materials 61 to 63 is 1.1 to 1.2 mass%.
- the weight per chip became small, and the machinability improvement effect by P and Sb was confirmed. Further, there is no great difference between the Ni amount of 0.2 mass% and 0.4 mass%, and the weight per chip is smaller than that of the comparative material 9.
- a forged product sample shown on the left side of FIG. 18 is forged at a forging temperature of 760 ° C. and processed into a ⁇ 25 ⁇ 34 (Rc1 / 2 screwed joint) shown in FIG. 18 by an NC processing machine.
- the screwing torque of the stainless steel bushing was controlled to 9.8 N ⁇ m (100 kgf ⁇ cm), the ammonia concentration being 14%, and the test chamber temperature being 20 ° C.
- the score evaluation method in this case was the same as in Example 1.
- Example 5-1 (Comparative Example Alloy: Confirmation of Reference Value)
- the lead-containing brass forged material was used as a comparative material, and this comparative material was used as a standard for the forged material.
- the level of the stress corrosion cracking test time is 4 hours, 8 hours, 16 hours, and 24 hours.
- Table 39 shows chemical component values of the lead-containing brass forging
- Table 40 shows the stress corrosion cracking test results
- Table 41 shows the score evaluation results.
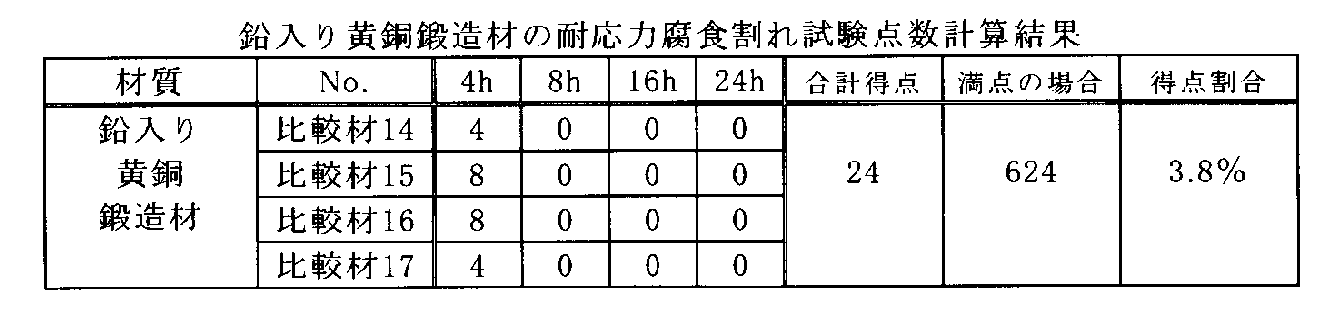
- the number of the comparative materials was four from the comparative materials 14 to 17.
- the total score is 24 points, and the score percentage considering the 624 points in the case of full marks can be calculated as 3.8%. Based on That is, when the score percentage when the stress corrosion cracking resistance test of the lead-free brass forged product of the present invention is 3.8% or more, it is generally excellent in stress corrosion cracking resistance. Further, as a result of the stress corrosion cracking resistance test of the lead-containing brass forged material, a through-thickness crack has occurred for the first time after 8 hours, and has not occurred at the time of 4 hours.
- the fact that a through-thickness crack does not occur at 4 hours is cited as one of the criteria, and it can be determined that the SCC resistance is stable. From these facts, the brass forged alloy having excellent stress corrosion cracking resistance has (1) a score ratio of 3.8% or more when the result of the stress corrosion cracking test is determined by the above judgment, (2 ) When a stress corrosion cracking test is performed, it is mentioned that no through-thickness crack occurs after 4 hours.
- Example 5-2 (invention alloy)
- a stress corrosion cracking test of the test material of the lead-free brass forged alloy of the present invention was performed.
- the test method and test results are shown below.
- Forged samples having chemical component values shown in Table 42 were forged at 760 ° C., processed into an Rc1 / 2 screw joint by an NC processing machine, and subjected to a stress corrosion cracking test.
- Table 43 shows the stress corrosion cracking test results
- Table 44 shows the score evaluation results.
- the number of the test materials was four from the test material 64 to the test material 67.
- the score ratio of the specimens 64 to 67 is 60.3%, which greatly exceeds the score ratio of 3.8% described above. Moreover, even when the test time was 24 hours, no through-thickness crack was generated, and it was confirmed that the SCC resistance was excellent.
- the hot workability of the lead-free brass alloy of the present invention was confirmed by a hot ductility test of the forged product.
- Table 45 shows the chemical component values of the test material and the comparative material at this time.
- Three test materials 68 to 70 were used as the test materials, and lead-containing brass material C3771 was used as the comparative material 18. Extruded bars each having a diameter of 35 mm were used.
- Example 6-1 (Upset test) (1) Test method Samples of ⁇ 35mm x 30mm are heated to each test temperature in an electric furnace, pressed to a thickness of 6mm with a 400t knuckle press, and the state of the sample outer peripheral surface (presence of cracks) is observed. evaluated. As evaluation in this case, ⁇ : no crack / wrinkle, ⁇ : a small number of fine cracks or wrinkles, x: cracks. (2) Test results Table 46 shows the upset test piece appearance evaluation results. In the table, the test materials 68 and 69 had good results over a very wide temperature range as compared with the comparative material 18 which was a general forging brass rod C3771.
- Example 6-2 hot deformation resistance test
- Test method A sample of ⁇ 10mm x 15mmL is heated to a predetermined heating temperature at each test temperature in an electric furnace, a weight with a constant load is dropped from a predetermined height, and a load is applied to the heated sample.
- the deformation resistance is calculated and evaluated from the thickness before and after the test.
- W is the weight of the weight (kg)
- H is the weight drop height (mm)
- V is the volume of the sample (m 3 )
- h 0 the sample height before deformation (mm)
- h is after deformation.
- the height (mm) is shown.
- Test results Table 47 shows the hot deformation resistance values of the test materials 68 to 70 and the comparative material 18 at each temperature. From the results shown in the table, it was confirmed that the resistance value of the test material was suppressed to such a degree that the resistance value slightly increased from the resistance value of the comparative material (C3771) at any material and heating temperature.
- Example 7-1 (tensile strength)] (1) Test method A No. 4 test piece is used as a test piece, and the test method conforms to JIS Z 2241 “Metal material tensile test method”. (2) Test results All of the test material 68, the test material 69, and the test material 70 exceeded the tensile strength of the comparative material 18 (C3771) and satisfied the reference value of 315 MPa or more.
- Example 7-2 (elongation) (1) Test method A No. 4 test piece is used as a test piece, and the test method conforms to JIS Z 2241 “Metal material tensile test method”. (2) Test Results Although all of the test material 68, the test material 69, and the test material 70 were less than the elongation of the comparative material 18, the standard value of 15% or more was satisfied.
- Example 7-3 (hardness)] (1) Test Method According to JIS Z 2244 “Vickers Hardness Test—Test Method”, the vicinity of 1 / 3R was measured from the outer periphery of the bar cross section. In addition, the standard of hardness used the standard of C3604. (2) Test result All of the test material 68, the test material 69, and the test material 70 exceeded the hardness of the comparative material 18, and satisfied the reference value of 80 Hv or more. Table 48 shows the test results of the mechanical properties regarding the tensile strength, elongation, and hardness.
- the crevice jet corrosion test is a crevice jet corrosion test in which a circular disk-shaped nozzle and a test piece are stacked with a gap of 0.4 mm, and a nozzle having a diameter of ⁇ 1.6 mm provided at the center of the upper disk in the gap
- a test solution 1% cupric chloride aqueous solution
- the test solution fills the gap and flows radially on the surface of the test piece.
- the flow rate of the test solution is 0.4 L / min, and the flow rate in the nozzle is 3.3 m / sec.
- the erosion / corrosion corrosion resistance was evaluated by mass loss, maximum corrosion depth, and corrosion form.
- Test results Fig. 20 shows the results of the crevice jet corrosion test. From the test results shown in the figure, the mass loss and the maximum corrosion depth of the test material 69 and the test material 71 are significantly lower than those of the comparative material 18 and have excellent erosion / corrosion resistance. confirmed.
- liquid contact part of a water contact component such as a valve or a faucet using the brass alloy of the present invention is washed by, for example, the method described in Japanese Patent No. 3345569 to prevent lead elution.
- cleaning is performed with a cleaning solution in which an inhibitor is added to nitric acid to delead the surface layer of the wetted part, and a film is formed on the copper surface of the surface layer to suppress corrosion due to nitric acid.
- hydrochloric acid and / or benzotriazole is preferably used, and the cleaning solution preferably has a nitric acid concentration of 0.5 to 7 wt% and a hydrochloric acid concentration of 0.05 to 0.7 wt%.
- the nickel salt adhering to the liquid contact part surface layer of water contact parts is described in patent 4197269, for example
- the substrate is washed by the above method and treated effectively with a washing solution containing nitric acid and hydrochloric acid added as an inhibitor at a treatment temperature (10 ° C. to 50 ° C.) and a treatment time (20 seconds to 30 minutes).
- the nickel salt may be washed and removed, and the wetted part surface layer may be effectively subjected to denicking treatment in a state where a film is formed on the wetted part surface with the hydrochloric acid.
- the cleaning solution preferably has a nitric acid concentration of 0.5 to 7 wt% and a hydrochloric acid concentration of 0.05 to 0.7 wt%.
- a liquid contact part of a water contact part such as a valve or a faucet using the brass alloy of the present invention is prevented by e.g. Also good.
- a water contact part such as a valve or a faucet using the brass alloy of the present invention is prevented by e.g. Also good.
- at least the wetted part of the copper alloy piping equipment in which cadmium is solid-dissolved is formed with an organic substance composed of an unsaturated fatty acid, and the surface of the wetted part of this piping equipment is covered with zinc to cover the zinc. Suppresses the elution of cadmium in solid solution.
- the unsaturated fatty acid is preferably an organic substance containing a monounsaturated fatty acid, a diunsaturated fatty acid, a triunsaturated fatty acid, a tetraunsaturated fatty acid, a pentaunsaturated fatty acid, or a hexaunsaturated fatty acid.
- the unsaturated fatty acid is preferably an organic substance containing a monounsaturated fatty acid oleic acid or a diunsaturated fatty acid linoleic acid.
- the oleic acid of the monounsaturated fatty acid is preferably 0.004 wt% ⁇ oleic acid concentration ⁇ 16.00 wt%.
- the brass alloy with excellent recyclability and corrosion resistance according to the present invention has recyclability and stress corrosion cracking resistance, as well as machinability, mechanical properties (tensile strength, elongation), dezincing resistance, erosion and corrosion resistance,
- the present invention can be widely applied to all fields that require casting crack resistance and further impact resistance.
- an ingot is manufactured using the brass alloy of the present invention, and this is provided as an intermediate product, or the alloy of the present invention is processed and formed, for example, forged, so as to have wetted parts, building materials, and electricity. ⁇ Mechanical parts, marine parts, hot water related equipment, etc. can be provided.
- the members / parts suitable for the brass alloy excellent in recyclability and corrosion resistance of the present invention are water contact parts such as valves and faucets, that is, ball valves, hollow balls for ball valves, butterfly valves, gate valves. , Globe valves, check valves, valve stems, water taps, fittings such as water heaters and hot water flush toilet seats, water supply pipes, connection pipes and fittings, refrigerant pipes, electric water heater parts (casing, gas nozzle, pump parts, burners Etc.), strainers, water meter parts, submersible sewage parts, drain plugs, elbow pipes, bellows, toilet flanges, spindles, joints, headers, branch plugs, hose nipples, faucet fittings, stopcocks, water supply / drainage Water faucet supplies, sanitary ware fittings, shower hose fittings, gas appliances, building materials such as doors and knobs, home appliances, Saya pipes Dda adapter, automotive cooler parts, fishing parts, microscope parts, water meter parts, meter parts, can be
- toilet articles, kitchen articles, bathroom articles, toilet articles, furniture parts, living room articles, sprinkler parts, door parts, gate parts, vending machine parts, washing machine parts, air conditioner parts, gas welder parts Widely used in parts for heat exchangers, solar water heater parts, molds and parts, bearings, gears, parts for construction machinery, parts for railway vehicles, parts for transportation equipment, materials, intermediate products, final products and assemblies Applicable.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Domestic Plumbing Installations (AREA)
- Heat Treatment Of Steel (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Lubricants (AREA)
- Conductive Materials (AREA)
- Powder Metallurgy (AREA)
Abstract
Description
シリコン系の鉛フリー黄銅合金としては、例えば、特許文献3や特許文献4の快削性銅合金が提案されている。これらの銅合金では、銅への鉛の含有を防ぎつつ、Siを含有させて工業的に満足しうる被削性を得ようとするものである。
さらに、腐食性の強い軟水で使用する場合には耐脱亜鉛性も必要になり、微小開度で流量調整するような器具などに使用される場合には、耐エロージョン・コロージョン性も必要になる場合もある。
本発明の黄銅合金は、少なくともCu:58.0~63.0mass%、Sn:1.0~2.0mass%、Sb:0.05~0.29mass%を有し、残部がZn及び不可避不純物からなるリサイクル性と耐食性に優れた黄銅合金である。
この銅合金に対して、Ni:0.05~1.5mass%を含有させることが望ましい。
さらに、この黄銅合金にP:0.05~0.2mass%を含有させてもよい。
Sn:1.0~2.0mass%
Snは、黄銅合金における耐応力腐食割れ性(耐SCC性)、耐脱亜鉛性、耐エロージョン・コロージョン性などの耐食性を向上させる元素であり、本発明においては主として耐SCC性を向上させる必須元素である。Snの含有によりγ相を析出し耐SCC性を向上させるためには、1.0mass%以上の含有が必要である。また、C3771やC3604などの鉛入り黄銅と同等以上の耐SCC性を確保するためには後述するSbやNiの相乗効果を利用して、1.1mass%以上の含有が望ましく、1.4mass%以上含有させると比較的大きな口径の鍛造製バルブや薄肉の鍛造品など、熱間加工性を特に重視しつつ耐SCC性を確保することができる。一方で、Snの含有は合金を硬くし機械的性質(特に伸び)を低下させ製品の信頼性を損ねる可能性があるため、2.0mass%以下とし、より好ましくは1.8mass%以下とする。また、冷間加工性を特に重視する場合には1.3mass%以下とし、優れた冷間加工性を得るためには1.6mass%以下とするのが望ましい。
Sbは、黄銅合金の耐脱亜鉛性と耐SCC性を向上させる元素として知られている。本発明では、後述するSnの含有とともに耐SCC性の向上と安定化、さらにはNiとの相乗効果により耐SCC性を飛躍的に向上させる必須元素である。耐脱亜鉛性と耐SCC性を向上させるためには0.05mass%の含有が必要で、0.07mass%以上の含有でより確実に効果が得られる。一方で過剰に含有してもこれらの効果は飽和することから耐食性を得るための必要最低限必要な含有量として0.15mass%、より好ましくは0.10mass%を上限とするのが望ましい。
また、Sbは、0.3~2.0mass%の含有で黄銅合金の被削性を向上する元素として知られているが、本発明では1.0mass%以上のSnの含有によるγ相の析出を前提として、このγ相にSbを固溶させることによりSbの含有量を0.29mass%以下でも被削性の改善効果(特に切りくずの破砕性)を得ることが可能である.これにより、過剰なSbの含有による金属間化合物の生成により伸びが小さくなることを防ぐことができる。被削性の改善効果は、少なくとも0.07mass%以上の含有量で得られる。なお、後述する各実施例において、Sbは0.07~0.10mass%付近の値を示している。0.10mass%を超えるSbの含有は、安全性に関する特別な配慮が必要であることから、この付近の値は、市場流通性を考慮した耐SCC性を示す根拠データとして適切である。
Niは、黄銅合金の機械的性質や耐食性を向上する元素として知られている.耐SCC性に関しては、多少の効果があるとの見解が一般的であるが、後述するように40/60黄銅+Sn(ネーバル黄銅)をベースとする合金にNiを含有すると耐SCC性が低下することが明らかになっている。一方で、40/60黄銅+Sn +SbをベースとしNiを含有した場合、Sn:1.0~2.0(好ましくはSn:1.1~1.6)mass%及びSb:0.05~0.29(好ましくはSb:0.08~0.10)mass%の範囲において耐SCC性が向上し、つまり耐SCC性に関してSbとNiによる相乗効果の存在が明らかになった。これにより飛躍的に耐SCC性を向上かつ安定化させ、伸びを低下させるSnの含有量を低くすることが可能となった。Niの耐SCC性向上効果は0.05mass%以上の含有で得られ、0.10mass%以上の含有でより確実となる。一方で過剰の含有は硬質な金属間化合物の生成により被削性などが低下することから1.5mass%、より好ましくは1.0mass%を上限とし、また、Niは熱間延性を低下させる元素でもあることから0.5.mass%、より好ましくは0.25mass%を上限とするのが良い。
黄銅製品は、熱間加工(熱間押出し、熱間鍛造)、冷間加工(引き抜き)の工程を経て生産される。更に、材料特性として、機械的性質、被削性、耐食性などが用途に応じて求められる。
Cu含有量は、これらを加味して決定されるものであり、本来は、黄銅合金中に種々の目的で添加されているSn、Ni、Sb、P含有量に応じてCu含有量の調整がなされるべきであるが、本発明では、概ね以下のように成分範囲を決定する。
黄銅棒の冷間加工性は、おおよそ58.0mass%以上で安定して実施可能であることが一般的に知られている。また、熱間加工性は、約600~800℃において変形能が高いβ相を60%以上100%未満となるCu含有量に調整することが重要と一般的に知られている。このような条件を満たすCu含有量の上限は63.0mass%、より好ましくは62.5mass%を上限とするのが良い。
安定した熱間加工性を得たり被削性を向上させるためには、61.9mass%以下とするのが良い。とりわけ熱間鍛造用として使用する場合には、上限を61.0mass%程度にすべきであり、より優れた熱間鍛造性を確保するためには、60.8mass%以下とするのが良い。
冷間加工用として使用する場合、優れた伸びを確保することが必要なので下限は59.2mass%とするのが良く、さらに優れた冷間加工性を得るためには61.0mass%以上とするのが良い。また、より優れた耐脱亜鉛性を得るためには60.0mass%を下限とするのが良い。
Pは、黄銅の耐脱亜鉛性を向上させる元素として公知の元素である。ISO6509-1981の耐脱亜鉛腐食試験において、最大脱亜鉛腐食深さが200μmなどの厳しい耐脱亜鉛性の要求がある場合には、本発明合金においてSbの含有とともにPの含有が必須である。Pの耐脱亜鉛性向上効果は0.05mass%以上の含有で得られ、より確実には0.08mass%以上とするのが良い。一方で、過剰な含有は硬質の金属間化合物の生成により特に熱間加工性を低下させることから、上限を0.2mass%とするのが良い。
また、Pは上記金属間化合物の生成により被削性(特に切りくずの破砕性)を改善する元素であり、Pの金属間化合物が生成する0.08mass%程度で顕著な効果が得られる。被削性を向上する効果はPの含有量の増加とともに大きくなるが、上記熱間加工性の低下も考慮して0.15mass%、より好ましくは0.10mass%を上限とするのが良い。
Pbの上限を厳しく管理してしまうと限られた溶解材料の使用を強いられ合金のコストアップ要因となることから、リサイクル性の観点からは一定量を許容することが望ましい。一方で、Pbは人体に対し有害であるため可能な限り減らすことが望ましく、水道水への溶出基準のひとつであるNSF61-Section8-Annex Fのクリアを前提とした場合、製品形状にもよるがPbの上限は0.3mass%以下とすることが望ましい。さらに、Pbの含有規制のひとつであるNSF61-Annex Gによると、Pbは接液部品の加重平均で0.25mass%までは許容されることから、この規格に準拠するなら鉛の上限は0.25mass%とするのが望ましい。また、RoHs指令の暫定基準の4mass%が撤廃された場合、Pbの上限は0.1mass%となる可能性が高い。したがって電気電子部品などに使用される場合はPbの上限は0.1mass%とするのが望ましい。さらにはCDAの抗菌素材としての登録を考慮した場合、0.09mass%を上限とするのが望ましい。
Biはリサイクル性の観点からC3771などのPb入り一般材への混入は避けるべきであるが、上限を厳しく管理するとPbと同じ理由から逆にリサイクル性を損なう。C3771に混入しても問題の無い範囲で0.1mass%程度の許容が望ましく、さらに溶解重量に対し50%程度をリターン材を投入することを考慮すれば、Biは0.2mass%は許容したほうが良い。一方で、Pbの含有量にもよるが、Bi-Pb共晶による脆化を考慮するとBi含有量は0.3mass%を上限にすることが望ましい。
なお、0.3mass%以下のBiを含有することにより、耐脱亜鉛性が向上する。
本発明における鉛フリー黄銅合金の実施形態の不可避不純物としては、Fe、Si、Mnが挙げられる。これらの元素を含有すると、硬い金属間化合物の析出により合金の切削性が低下し、切削工具の交換頻度が上昇するなどの悪影響を生ずる。従って、Fe:0.1mass%以下(より高い耐食性が要求される場合には0.01mass%以下)、Si:0.1mass%以下、Mn:0.03mass%以下を、切削性への影響が低い不可避不純物として扱う。
その他、As:0.1mass%以下、Al:0.03mass%以下、Ti:0.01mass%以下、Zr:0.1mass%以下、Co:0.3mass%以下、Cr:0.3mass%以下、Ca:0.1mass%以下、B:0.1mass%以下、Se:0.1mass%以下、Cd:0.1mass%以下が不可避不純物として挙げられる。
ステンレス製ブッシングのねじ込みトルクを9.8N・m(100kgf・cm)、アンモニア濃度を14%、試験室温度を20℃前後に管理するものとした。また、この耐応力腐食割れ性試験において、以降の各試験における供試材又は比較材は、同一材質について複数の供試材を用意し、各試験を実施した。応力腐食割れ試験は、ブッシングをねじ込んだ供試品を、アンモニア濃度14%雰囲気中のデシケータに設置後、任意の時間で取出し、10%硫酸にて洗浄後、観察を行う。観察は実体顕微鏡(倍率7倍)を用いて行い、割れが発生していないものを○判定、微細な割れ(肉厚の1/2以下)が発生しているものを△判定、肉厚の1/2以上の割れが発生しているものを▲判定、肉厚貫通亀裂が発生しているものを×判定とする。また、試験後の判定を定量的に表すために、○:3点、△:2点、▲:1点、×:0点とし、それぞれの点数と試験時間を掛け合わせた数値を水準毎に合計し、合計得点として評価した。



[実施例1-1(Sn含有の比較例合金(1))]
Snを添加したときの応力腐食割れ性を確認するために、表5の化学成分値に示したSn:1.5mass%をベースとして製造した棒材を供試材とした。表6にこれらの供試材の耐応力腐食割れ試験結果と得点割合を示す。尚、本試験は、試験時間水準2時間、4時間、8時間、16時間、24時間、48時間で行った。


次いで、Niを添加したときの応力腐食割れ性を確認するために、表7の化学成分値に示したSn:1.5mass%ベース材にNiを添加した棒材を供試材とし、これらの供試材に耐応力腐食割れ試験を実施した。表8において、これらの供試材の耐応力腐食割れ試験結果と得点割合を示す。尚、本試験は、試験時間水準2時間、4時間、8時間、16時間、24時間、48時間で行った。


続いて、Sbを添加したときの応力腐食割れ性を確認するために、表9の化学成分値に示したSn:1.5mass%ベース材にSbを添加した棒材を供試材として応力腐食割れ試験を行った。表10に耐応力腐食割れ試験結果と得点割合を示す。尚、本試験は、試験時間水準4時間、8時間、16時間、24時間、48時間で行った。


Ni、Sbを添加したときの応力腐食割れ性を確認するために、表11の化学成分値に示したSn:1.5mass%ベース材にNiとSbを同時に添加した棒材を供試材として応力腐食割れ試験を行った。表12に耐応力腐食割れ試験結果と得点割合を示す。尚、本試験は試験時間水準8時間、16時間、24時間、48時間で行った。


Ni、Sb、Pを添加したときの応力腐食割れ性を確認するために、表13の化学成分値に示したSn:1.5mass%ベース材にNi、Sb、Pを同時に添加した棒材を供試材として応力腐食割れ試験を行った。表14に耐応力腐食割れ試験結果と得点割合を示す。尚、本試験は、試験時間水準4時間、8時間、16時間、24時間、48時間で行った。

表15にSn:1.2mass%ベース材にNi、Sb、Pを同時に添加した棒材からなる供試材の化学成分値を、表16に耐応力腐食割れ試験結果と得点割合を示す。尚、本試験は、試験時間水準4時間、8時間、12時間、16時間、24時間で行った。得点割合は34.4~63.5%といずれもSCC試験の基準である12%を上回っており、8時間時点で肉厚貫通亀裂の発生もない。優れた耐応力腐食割れ性を持たせるためには、Sn量が多い方が好ましいが、本試験で行ったSn量1.2mass%でも、Cu量60.8~62.0mass%の範囲で鉛入り黄銅材と比較して優れた耐SCC性を有していることが確認できた。

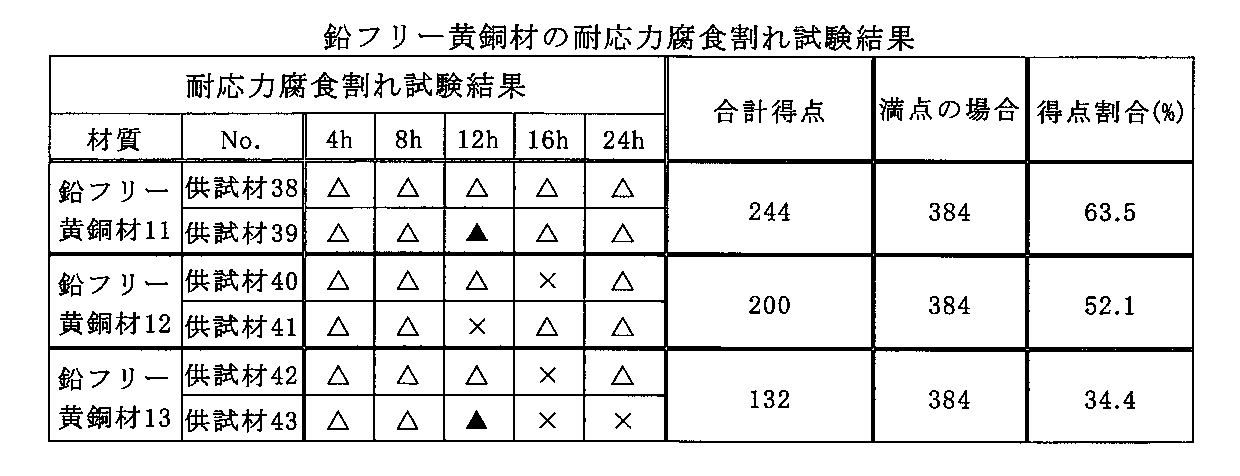
表17にSn:1.2mass%ベース材にSb、Pを同時に添加し、Niを0.4mass%とした棒材からなる供試材の化学成分値を、表18に耐応力腐食割れ試験結果と得点割合を示す。尚、本試験は、試験時間水準4時間、6時間、8時間、16時間、24時間で行った。得点割合は60.2%とSCC試験の基準である12%を上回っており、8時間時点で肉厚貫通亀裂の発生もなく、Ni:0.4mass%でも優れた耐SCC性を有していることが確認された。


即ち、Niの単独添加では耐SCC性向上に寄与せず、むしろ耐SCC性が低下する。Sbの単独添加では、若干耐SCC性が向上するが16時間時点でも肉厚貫通亀裂が発生しており、必ずしも安定して良好な耐SCC性とはいえない。また、Ni、Sbを同時添加することにより、顕著に耐SCC性が向上している。従って、本発明の黄銅合金において、Ni、Sbそれぞれの元素の単独添加ではなく、同時添加することによるNiとSbの交互作用により、耐SCC性が向上することが確認された。
亀裂の発生数測定の試験と分析結果を示す。
SCC試験後サンプルのミクロ観察を行い、材質によって亀裂の発生に傾向があるか調査を行った。観察結果を以下に示す。観察結果として、ミクロ組織はいずれの材質もα相、β相、γ相からなっている、亀裂はいずれの材質もα相、β相から発生している、発生した亀裂は、いずれの材質もα粒内、β粒内、結晶粒界を通っており、材質間の差はみられない、亀裂の終点は、いずれの材質もα粒内、粒界、γ相であり、材質間の差はみられないなどの傾向がみられた。

各材質について、β相から発生する亀裂の数が異なることが分かった。組成により、β相の割合が異なることが考えられるため、各材質についてβ相の面積率測定を行った。測定は、各材質のミクロ組織写真を500倍で10枚撮影し、点算法によりβ相の面積率を求めた。この測定結果を表20に示す。β相面積率は、鉛フリー黄銅材6>鉛フリー黄銅材5>鉛フリー黄銅材1>鉛フリー黄銅材3の順に減少しており、耐SCC性が良好な鉛フリー黄銅材6のβ相面積率が16.5%と最も大きい値を示した。即ち、鉛フリー黄銅材6は最もβ相が多いにも関わらず、亀裂の発生が少ないことが判明した。

各元素のマッピング分析は、電子線マイクロアナライザー(EPMA)にて行った。分析条件は、加速電圧15kV、ビームサイズ1μm、ビーム電流30nA、試料電流20nA、サンプリングタイム20(ms)、分析視野102.4μm×102.4μm(×3000)とした。
マッピングは、写真の右側にある数値と明暗色により各元素の濃度を表しており、数値が低くなるにつれて濃度が低くなる。α相はCu濃度が高く、β相はZn濃度が、γ相についてはSn濃度が高いことが確認された。また、Niについては、鉛フリー黄銅材3、鉛フリー黄銅材6のいずれも存在箇所が特定できない。Sbについては、Snの箇所と同じ場所に存在している傾向にあり、おそらくγ相にあるものと思われる。
また、鉛フリー黄銅材5のSbについてのマッピング結果から、γ相中に存在するSbが周囲よりも明るく示されている部分がみられる。このことから、Sbの単独添加はγ相中のSnの偏析を抑制する働きがあるものの、Sb自身がγ相中に偏析する可能性があることを示している。従って、鉛フリー黄銅材5が必ずしも安定して良好な耐SCC性を示さない場合があるのは、このことが原因の一つと考えられる。
Ni、Sbを同時添加した鉛フリー黄銅材6については、γ相中のSn濃度やSb濃度の高い箇所がみられず、NiがSnやSbの偏析を抑制しているものと考えられる。従って、鉛フリー黄銅材5と比較して顕著に耐SCC性が向上する理由として、Niがγ相中のSnやSbを均一に分散させる働きがあることが原因の一つと考えられる。
マッピング分析で各相に特定の元素が存在していることが分かったため、定量分析を行った。各相の定量分析は、波長分散型X線分析装置(WDX)にて行った。分析条件は、加速電圧15kV、ビーム電流10nAで実施した。60/40黄銅の場合、ポイント分析において、加速電圧15kVの場合、1μm程度のビームの広がりや深さ方向へX線発生領域が広がると計算されている。したがって、比較的大きなサイズの相を選定して分析を行った。α相、β相、γ相の定量分析結果をそれぞれ表21~表23に示す。なお、各分析値は、含有量そのものではない。また、Niの値は、その存在有無を示す参考値である。


以上のことから、Ni、Sbを同時添加することにより、γ相中のSnやSbの偏析を抑制し、均一に分散させたり、亀裂の発生を抑制したりすることが、鉛フリー黄銅材6の耐SCC性が顕著に優れる理由として考えられる。
供試材として、金型鋳造で製作した鋳物から採取したものを使用した。このときの鋳造条件を表24に示す。


なお、Niを0.2mass%程度添加した比較材7、8、及び供試材48、50の結果から、耐脱亜鉛腐食性に対するNiの微量添加の効果は小さいことが確認された。
また、供試材48(最大脱亜鉛腐食深さ194μm)にBiを微量に添加した供試材51は最大脱亜鉛腐食深さ92μmであることから、Biの含有が耐脱亜鉛性の向上に効果のあることが確認された。
次に、鉛フリー黄銅合金として、押出棒(φ35の押出材)により供試材を設けた場合の耐脱亜鉛性について試験により確認した。このときの耐脱亜鉛試験の結果を表26に示す。

ここで、快削添加元素である鉛を含有しない黄銅合金は、前記したように著しく切削性が低下することが知られている。切削性は、抵抗値、工具寿命、切りくずの破砕性、仕上がり表面品位と4項目に大別できるが、このうち、機械切削加工では「切りくずの破砕性(処理性)」が悪いと機械に切りくずが巻付き排出されない不具合が生じてしまうため、実生産上最も重要である。
Sbの含有により、被削性の改善(特に、切りくずの破砕性)を検証するために、表27に示した化学成分の供試材及びこれと比較するための比較材を切削試験により切削し、それぞれの切削結果を確認した。


測定した主分力、背分力、送分力の結果と、計算した合力の値を表29の切削試験結果に示す。

続いて、表30において、供試材57に近い化学成分である供試材58の化学成分を示し、さらに図2にこの供試材49のミクロ組織の拡大写真、図3に図2におけるSbのEPMAマッピング画像の拡大写真を示す。この供試材58の成分組織は供試材57に類似しており、Sb挙動が同一であるため供試材57の代用とするものである。

Sbが固溶したγ相は、固溶強化により硬質で脆化し切削加工時に切りくずが分断する起点となるため、切りくず破砕性が向上する。
なお、Sb:0.3~2.0mass%、Mn:0.2~1.0mass%かつ第3元素:Ti、Ni、B、Fe、Se、Mg、Si、Sn、P、希土類元素の中から少なくとも2種以上を含む(0.1mass%~1.0mass%)合金であり、Sbを含む硬質の金属間化合物が結晶粒界に生成し被削性を改善する黄銅合金が知られている(特表2007-517981号公報)。しかし、供試材57は、Mnを含有していない上に、Sbの含有が0.08mass%と低く金属間化合物で存在せず、γ相に固溶しているため被削性改善メカニズムが根本的に異なっている。
また、表31にネーバル黄銅の化学成分値、図4にこのネーバル黄銅のミクロ組織の拡大写真を示す。ネーバル黄銅の場合、Snの含有が1.0mass%以下ではγ相がほとんど生成せずSbを固溶できないため、被削性改善の効果が得られない。

ここで、Bi含有黄銅合金でSbが被削性に与える効果を検証するために切削試験を実施した。表32に切削試験で用いたBi含有黄銅材の化学成分を示す。何れの比較材もBiを1.0mass%以上含有させるものとし、それぞれSb無、Sb0.08mass%含有させた材料とした。表33に切削試験の結果、表34に切りくず1片重量の分散分析表を示す。


このように快削添加物Biを1mass%以上含有している合金では、Biの被削性向上効果がSbと比較して著しく大きいため、Sbの被削性向上効果を確認することが不可能である。
[実施例4-1(バルブ部品を対象とした評価)]
この場合、ボールバルブのハウジングを荒加工するものとし、本実施例においては、ツーピース型ねじ込み式鍛造製ボールバルブ(呼び径1B)のボデー内周切削加工品を評価対象とし、Pを含有した黄銅合金を供試材59、Pを含有しない黄銅合金を供試材60として加工時に発生した切りくずを比較した。表35において供試材59、供試材60の化学成分をそれぞれ示し、図5、図6においてそれぞれ供試材59、供試材60のミクロ組織の写真を示す。


続いて、Snを1.2mass%とした場合のP及びSbの含有による被削性を検証する。切削試験に使用した棒材からなる供試材の化学成分値を表37に、切削試験結果を表38に示す。切削試験の条件は実施例3と同様である。この結果を実施例3における比較材9の結果と比較すると、比較材9のSnが1.5mass%であることに対して、供試材61~63のSnは1.1~1.2mass%であるにもかかわらず、切りくず1片当たりの重量が小さくなり、PおよびSbによる被削性向上効果が確認された。また、Ni量が0.2mass%および0.4mass%で大差はなく、比較材9と比較して切りくず1片当たりの重量が小さくなる。


鉛入り黄銅鍛造材についての耐応力腐食割れ性について評価するために、鉛入り黄銅鍛造材を比較材とし、この比較材を鍛造材の基準とした。応力腐食割れ試験時間の水準は、4時間、8時間、16時間、24時間とする。表39に鉛入り黄銅鍛造材の化学成分値を、表40に耐応力腐食割れ試験結果を、表41に点数評価結果を示す。このときの比較材の個数を比較材14~比較材17までの4個とした。


また、鉛入り黄銅鍛造材の耐応力腐食割れ試験の結果、肉厚貫通亀裂が8時間経過の時点で初めて発生しており、4時間の時点では発生していない。従って、耐応力腐食割れ試験を行った際に、4時間時点で肉厚貫通亀裂が発生していないことも基準の1つとして挙げられ、安定した耐SCC性を有すると判断できる。
これらのことから、耐応力腐食割れ性に優れる黄銅鍛造合金としては、(1)耐応力腐食割れ試験の結果を前記判定で判定したときの得点割合が3.8%以上であること、(2)耐応力腐食割れ試験を行った際に、4時間経過の時点で肉厚貫通亀裂の発生がないことが挙げられる。
続いて、本発明の鉛フリー黄銅鍛造合金の供試材の耐応力腐食割れ試験を行った。その試験方法と試験結果を以下に示す。
表42に示す化学成分値の鍛造サンプルを760℃で鍛造し、NC加工機によりRc1/2ねじ込み継手に加工し、耐応力腐食割れ試験を行った。表43に耐応力腐食割れ試験結果を、表44に点数評価結果を示す。このときの供試材の個数を供試材64~供試材67までの4個とした。


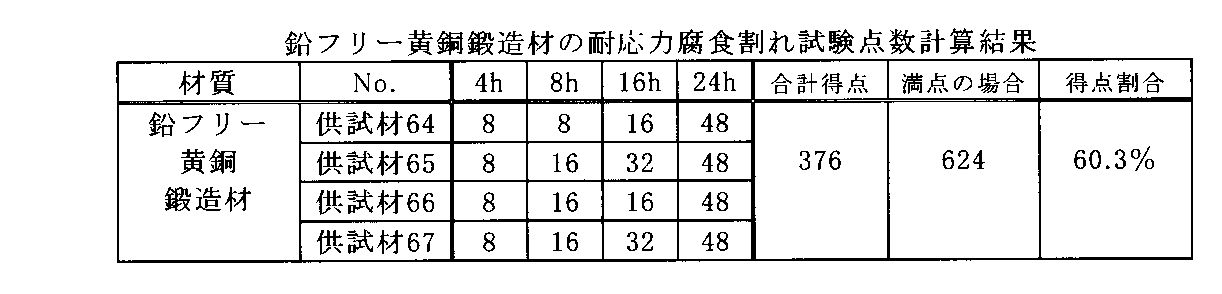
表45にこのときの供試材、比較材の化学成分値を示す。供試材としては3個の供試材68~70とし、比較材18としては鉛入り黄銅材C3771とした。それぞれφ35mmの押し出し棒材を用いた。

(1)試験方法
φ35mm×30mmのサンプルを各試験温度に電気炉にて加熱し、400tナックルプレス機にて6mmの厚さまでサンプルをプレスし、サンプル外周面の状態(割れの有無)を観察し評価した。この場合の評価として、○:割れ無し・シワ無し、△:少数の微細割れもしくはシワ有り、×:割れ有りとした。
(2)試験結果
表46にアプセット試験片外観評価結果を示している。表において、供試材68、69は、一般鍛造用黄銅棒C3771である比較材18に比較して、非常に広い温度範囲にわたって結果が良好であった。Pを添加した供試材70は、500℃~620℃の低温側、860℃の高温側で割れが発生したものの、C3771に比較して広い温度範囲にわたって結果が良好であった。
図19においては、本発明の代表例である供試材69(鉛フリー黄銅材6)と比較材18(C3771)のアプセット試験片外観写真を示している。

(1)試験方法
φ10mm×15mmLのサンプルを各試験温度に電気炉にて所定の加熱温度まで加熱し、一定荷重の重りを所定の高さから落下させ、加熱したサンプルに荷重を付加し、サンプルの試験前後の厚さより、変形抵抗を算出して評価する。

供試材68~70、比較材18の各温度の熱間変形抵抗値を表47に示す。
表の結果より、供試材は、いずれの材質・加熱温度においても、その抵抗値が、比較材(C3771)の抵抗値よりもやや増加する程度にまで抑えられることが確認された。

供試材、及び比較材として、実施例6と同じ供試材68~70、比較材18を用いた。
(1)試験方法
試験片として4号試験片を使用し、その試験方法はJIS Z 2241「金属材料引張試験方法」に準ずる。
(2)試験結果
供試材68、供試材69、供試材70のいずれも比較材18(C3771)の引張強さを上回り、基準値315MPa以上を満足した。
(1)試験方法
試験片として4号試験片を使用し、その試験方法はJIS Z 2241「金属材料引張試験方法」に準ずる。
(2)試験結果
供試材68、供試材69、供試材70のいずれも比較材18の伸びを下回るものの、基準値15%以上を満足した。
(1)試験方法
試験方法はJIS Z 2244「ビッカース硬さ試験-試験方法に」準じ、棒材横断面の外周から1/3R付近を測定した。なお硬さの基準はC3604の基準を用いた。
(2)試験結果
供試材68、供試材69、供試材70のいずれも比較材18の硬さを上回り、基準値80Hv以上を満足した。
以上の引張強さ、伸び、硬さに関する機械的性質の試験結果を、表48に示す。


試験の条件を表50に示す。隙間噴流腐食試験は、隙間噴流腐食試験は円形の円盤状のノズルと試験片を0.4mmの間隔を隔てて重ね、その隙間へ上側の円盤の中心部に設けられた直径φ1.6mmのノズル口を通じて40±5℃の試験液(1%塩化第二銅水溶液)を注入する。試験液は隙間を満たして試験片の表面を放射状に流れる。試験液の流量は0.4L/minで、ノズル内の流速は3.3m/secである。
耐エロージョン・コロージョン腐食性は、質量損失、最大腐食深さ、腐食形態により評価した。

図20に隙間噴流腐食試験結果を示す。図の試験結果より、供試材69、供試材71の質量損失、最大腐食深さは比較材18と比較して大きく下回っており、優れた耐エロージョン・コロージョン性を有していることが確認された。
また、本発明の黄銅合金を用いて鋳塊(インゴット)を製造し、これを中間品として提供したり、本発明の合金を加工成形、例えば鍛造成形して、接液部品、建築資材、電気・機械部品、船舶用部品、温水関連機器等を提供することができる。
Claims (7)
- 少なくともCu:58.0~63.0mass%、Sn:1.0~2.0mass%、Sb:0.05~0.29mass%を有し、残部がZn及び不可避不純物からなる耐応力腐食割れ性と被削性を向上させたことを特徴とするリサイクル性と耐食性に優れた黄銅合金。
- 少なくともCu:59.2~61.9mass%、Sn:1.0~2.0mass%、Sb:0.05~0.29mass%を有し、残部がZn及び不可避不純物からなる熱間加工性の安定化と被削性を向上させたことを特徴とするリサイクル性と耐食性に優れた黄銅合金。
- 前記銅合金にNi:0.05~1.5mass%を含有させて当該Niと前記Sbとの交互作用により耐応力腐食割れ性を向上させた請求項1又は2に記載のリサイクル性と耐食性に優れた黄銅合金。
- 前記銅合金にNiを0.10~0.25mass%とし、耐SCC性を確実に得つつ、熱間延性の低下を防止した請求項1又は2に記載のリサイクル性と耐食性に優れた黄銅合金。
- 前記Niがγ相中のSnとSbを均一に分散させて耐応力腐食割れ性を向上させた請求項3又は4に記載のリサイクル性と耐食性に優れた黄銅合金。
- 請求項1又は2において、Sn:1.1~1.6mass%、Sb:0.08~0.10mass%であるリサイクル性と耐食性に優れた黄銅合金。
- 前記銅合金にP:0.05~0.2mass%を含有させて耐脱亜鉛性を向上させた請求項1又は2に記載のリサイクル性と耐食性に優れた黄銅合金。
Priority Applications (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BR112015009918-1A BR112015009918B1 (pt) | 2012-10-31 | 2013-04-08 | Ligas de latão e peça processada |
| US14/439,505 US10006106B2 (en) | 2012-10-31 | 2013-04-08 | Brass alloy and processed part and wetted part |
| KR1020177016183A KR101781183B1 (ko) | 2012-10-31 | 2013-04-08 | 황동 합금과 가공 부품 및 접액 부품 |
| JP2014544336A JP5847326B2 (ja) | 2012-10-31 | 2013-04-08 | 黄銅合金と加工部品及び接液部品 |
| CN201380057339.9A CN104870671A (zh) | 2012-10-31 | 2013-04-08 | 可回收性和耐腐蚀性优异的黄铜合金 |
| EP13851186.0A EP2913414B1 (en) | 2012-10-31 | 2013-04-08 | Brass alloy exhibiting excellent recyclability and corrosion resistance |
| AU2013340034A AU2013340034B2 (en) | 2012-10-31 | 2013-04-08 | Brass alloy and processed part and wetted part |
| ES13851186T ES2704430T3 (es) | 2012-10-31 | 2013-04-08 | Aleación de latón que presenta capacidad de reciclaje y resistencia a la corrosión |
| KR1020157012806A KR101994170B1 (ko) | 2012-10-31 | 2013-04-08 | 황동 합금과 가공 부품 및 접액 부품 |
| CA2888201A CA2888201C (en) | 2012-10-31 | 2013-04-08 | Brass alloy and processed part and wetted part |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-241138 | 2012-10-31 | ||
| JP2012241138 | 2012-10-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014069020A1 true WO2014069020A1 (ja) | 2014-05-08 |
Family
ID=50626955
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/060652 Ceased WO2014069020A1 (ja) | 2012-10-31 | 2013-04-08 | リサイクル性と耐食性に優れた黄銅合金 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US10006106B2 (ja) |
| EP (1) | EP2913414B1 (ja) |
| JP (3) | JP5847326B2 (ja) |
| KR (2) | KR101781183B1 (ja) |
| CN (2) | CN104870671A (ja) |
| AU (1) | AU2013340034B2 (ja) |
| BR (1) | BR112015009918B1 (ja) |
| CA (1) | CA2888201C (ja) |
| ES (1) | ES2704430T3 (ja) |
| WO (1) | WO2014069020A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015166998A1 (ja) * | 2014-04-30 | 2015-11-05 | 株式会社キッツ | 黄銅を用いた熱間鍛造品の製造方法と熱間鍛造品及びこれを用いて成形したバルブや水栓などの接液製品 |
| JP2017110265A (ja) * | 2015-12-17 | 2017-06-22 | パナソニックIpマネジメント株式会社 | 流体用開閉弁及びそれを用いた空気調和機 |
| WO2017204252A1 (ja) * | 2016-05-25 | 2017-11-30 | 三菱伸銅株式会社 | 黄銅合金熱間加工品及び黄銅合金熱間加工品の製造方法 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101781183B1 (ko) * | 2012-10-31 | 2017-09-22 | 가부시키가이샤 기츠 | 황동 합금과 가공 부품 및 접액 부품 |
| US9951959B2 (en) * | 2013-12-20 | 2018-04-24 | Bsh Home Appliances Corporation | Home appliance with improved burner |
| US11136648B2 (en) * | 2016-08-15 | 2021-10-05 | Mitsubishi Materials Corporation | Free-cutting copper alloy, and method for producing free-cutting copper alloy |
| WO2018079507A1 (ja) * | 2016-10-28 | 2018-05-03 | Dowaメタルテック株式会社 | 銅合金板材およびその製造方法 |
| KR101969010B1 (ko) * | 2018-12-19 | 2019-04-15 | 주식회사 풍산 | 납과 비스무트가 첨가되지 않은 쾌삭성 무연 구리합금 |
| CN109897988A (zh) * | 2019-03-08 | 2019-06-18 | 嘉善雄真金属钮扣厂(普通合伙) | 一种应用复合材料的金属纽扣及其生产工艺 |
| US11913641B1 (en) * | 2019-06-19 | 2024-02-27 | BSG Holdings, LLC | Brass burner system and method |
| CN115125414B (zh) * | 2022-07-27 | 2023-05-09 | 宁波金田铜业(集团)股份有限公司 | 一种黄铜合金及其制备方法 |
| KR102881090B1 (ko) | 2023-10-16 | 2025-11-05 | 주식회사 서원 | 우수한 탈아연 부식 저항성을 가지는 무연 내식 황동합금 |
| KR20250145926A (ko) | 2024-03-29 | 2025-10-13 | 주식회사 서원 | 절삭성이 우수한 무연 내식 황동합금 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5438219A (en) * | 1977-09-01 | 1979-03-22 | Furukawa Electric Co Ltd:The | Corrosion resistant brass for radiator |
| JPS5467518A (en) * | 1977-11-09 | 1979-05-31 | Furukawa Electric Co Ltd:The | Anticorrosive copper alloy for radiator |
| JPS61213333A (ja) * | 1985-03-18 | 1986-09-22 | Sanpo Shindo Kogyo Kk | 溶接性に優れた耐食性銅基合金 |
| JPH0527340B2 (ja) | 1982-01-14 | 1993-04-20 | Canon Kk | |
| JPH10152735A (ja) * | 1996-11-26 | 1998-06-09 | Sanpo Shindo Kogyo Kk | 耐海水性銅基合金、魚類用養殖網及び魚類養殖用生簀 |
| JP3345569B2 (ja) | 1997-07-14 | 2002-11-18 | 株式会社キッツ | バルブ・管継手等の銅合金製配管器材の鉛溶出防止法及びその銅合金製配管器材 |
| JP2005105405A (ja) | 2003-09-11 | 2005-04-21 | San-Etsu Metals Co Ltd | 鉛レス鍛造用黄銅材 |
| JP3734372B2 (ja) | 1998-10-12 | 2006-01-11 | 三宝伸銅工業株式会社 | 無鉛快削性銅合金 |
| WO2006016621A1 (ja) * | 2004-08-10 | 2006-02-16 | Sanbo Shindo Kogyo Kabushiki Kaisha | 海水用構造物並びにこれを構成する線状若しくは棒状の銅合金材及びその製造方法 |
| JP3917304B2 (ja) | 1998-10-09 | 2007-05-23 | 三宝伸銅工業株式会社 | 快削性銅合金 |
| JP2007517981A (ja) | 2004-01-15 | 2007-07-05 | ▲寧▼波博威集▲團▼有限公司 | アンチモンを含む無鉛快削性黄銅合金 |
| JP4197269B2 (ja) | 2002-09-09 | 2008-12-17 | 株式会社キッツ | バルブ・管継手等の銅合金製配管器材のニッケル溶出防止法及びその銅合金製配管器材 |
| JP4225540B2 (ja) | 2003-05-19 | 2009-02-18 | 前澤工業株式会社 | 水道用仕切弁及びその弁類 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5445687A (en) * | 1991-11-14 | 1995-08-29 | Toyo Valve Co., Ltd. | Hot working material of corrosion resistant copper-based alloy |
| US5330712A (en) * | 1993-04-22 | 1994-07-19 | Federalloy, Inc. | Copper-bismuth alloys |
| ES2106692T3 (es) * | 1993-04-22 | 1999-08-01 | Federalloy Inc | Accesorios y racores de fontaneria. |
| JP3335002B2 (ja) * | 1994-05-12 | 2002-10-15 | 中越合金鋳工株式会社 | 熱間加工性に優れた無鉛快削黄銅合金 |
| JPH10183275A (ja) * | 1996-11-01 | 1998-07-14 | Toto Ltd | 銅合金、銅合金からなる接水部材及び銅合金の製造方法 |
| JP2002155326A (ja) * | 2000-03-27 | 2002-05-31 | Toto Ltd | 黄銅材およびその製造方法 |
| US20030095887A1 (en) * | 2000-06-30 | 2003-05-22 | Dowa Mining Co., Ltd. | Copper-base alloys having resistance to dezincification |
| JP2004244672A (ja) * | 2003-02-13 | 2004-09-02 | Dowa Mining Co Ltd | 耐脱亜鉛性に優れた銅基合金 |
| DE10308779B8 (de) * | 2003-02-28 | 2012-07-05 | Wieland-Werke Ag | Bleifreie Kupferlegierung und deren Verwendung |
| US20060225816A1 (en) * | 2003-04-10 | 2006-10-12 | Kazuhito Kurose | Copper base alloy |
| JP4431741B2 (ja) * | 2004-03-26 | 2010-03-17 | Dowaメタルテック株式会社 | 銅合金の製造方法 |
| JP4522736B2 (ja) * | 2004-03-30 | 2010-08-11 | 株式会社キッツ | 金型鋳造用銅基合金とこの合金を用いた鋳塊・製品 |
| JP4397963B2 (ja) * | 2006-12-28 | 2010-01-13 | 株式会社キッツ | 耐応力腐食割れ性に優れた鉛レス黄銅合金 |
| US20110064602A1 (en) * | 2009-09-17 | 2011-03-17 | Modern Islands Co., Ltd. | Dezincification-resistant copper alloy |
| KR101832289B1 (ko) * | 2011-04-13 | 2018-02-26 | 산에츠긴조쿠가부시키가이샤 | 단조성, 내응력 부식 균열성 및 내탈아연 부식성이 우수한 구리 베이스 합금 |
| KR101781183B1 (ko) * | 2012-10-31 | 2017-09-22 | 가부시키가이샤 기츠 | 황동 합금과 가공 부품 및 접액 부품 |
-
2013
- 2013-04-08 KR KR1020177016183A patent/KR101781183B1/ko active Active
- 2013-04-08 AU AU2013340034A patent/AU2013340034B2/en not_active Ceased
- 2013-04-08 CN CN201380057339.9A patent/CN104870671A/zh active Pending
- 2013-04-08 EP EP13851186.0A patent/EP2913414B1/en active Active
- 2013-04-08 CA CA2888201A patent/CA2888201C/en active Active
- 2013-04-08 WO PCT/JP2013/060652 patent/WO2014069020A1/ja not_active Ceased
- 2013-04-08 BR BR112015009918-1A patent/BR112015009918B1/pt not_active IP Right Cessation
- 2013-04-08 JP JP2014544336A patent/JP5847326B2/ja active Active
- 2013-04-08 KR KR1020157012806A patent/KR101994170B1/ko active Active
- 2013-04-08 US US14/439,505 patent/US10006106B2/en active Active
- 2013-04-08 ES ES13851186T patent/ES2704430T3/es active Active
- 2013-04-08 CN CN201911173908.1A patent/CN110923500A/zh active Pending
-
2015
- 2015-07-13 JP JP2015139660A patent/JP6059301B2/ja active Active
-
2016
- 2016-12-08 JP JP2016238761A patent/JP6266737B2/ja active Active
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5438219A (en) * | 1977-09-01 | 1979-03-22 | Furukawa Electric Co Ltd:The | Corrosion resistant brass for radiator |
| JPS5467518A (en) * | 1977-11-09 | 1979-05-31 | Furukawa Electric Co Ltd:The | Anticorrosive copper alloy for radiator |
| JPH0527340B2 (ja) | 1982-01-14 | 1993-04-20 | Canon Kk | |
| JPS61213333A (ja) * | 1985-03-18 | 1986-09-22 | Sanpo Shindo Kogyo Kk | 溶接性に優れた耐食性銅基合金 |
| JPH10152735A (ja) * | 1996-11-26 | 1998-06-09 | Sanpo Shindo Kogyo Kk | 耐海水性銅基合金、魚類用養殖網及び魚類養殖用生簀 |
| JP3345569B2 (ja) | 1997-07-14 | 2002-11-18 | 株式会社キッツ | バルブ・管継手等の銅合金製配管器材の鉛溶出防止法及びその銅合金製配管器材 |
| JP3917304B2 (ja) | 1998-10-09 | 2007-05-23 | 三宝伸銅工業株式会社 | 快削性銅合金 |
| JP3734372B2 (ja) | 1998-10-12 | 2006-01-11 | 三宝伸銅工業株式会社 | 無鉛快削性銅合金 |
| JP4197269B2 (ja) | 2002-09-09 | 2008-12-17 | 株式会社キッツ | バルブ・管継手等の銅合金製配管器材のニッケル溶出防止法及びその銅合金製配管器材 |
| JP4225540B2 (ja) | 2003-05-19 | 2009-02-18 | 前澤工業株式会社 | 水道用仕切弁及びその弁類 |
| JP2005105405A (ja) | 2003-09-11 | 2005-04-21 | San-Etsu Metals Co Ltd | 鉛レス鍛造用黄銅材 |
| JP2007517981A (ja) | 2004-01-15 | 2007-07-05 | ▲寧▼波博威集▲團▼有限公司 | アンチモンを含む無鉛快削性黄銅合金 |
| WO2006016621A1 (ja) * | 2004-08-10 | 2006-02-16 | Sanbo Shindo Kogyo Kabushiki Kaisha | 海水用構造物並びにこれを構成する線状若しくは棒状の銅合金材及びその製造方法 |
Non-Patent Citations (2)
| Title |
|---|
| "The effects of tin and nickel on the corrosion behavior of 60Cu-40Zn alloys", JOURNAL OF ALLOYS AND COMPOUNDS, vol. 335, 2002, pages 281 - 289, XP004341483 * |
| See also references of EP2913414A4 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015166998A1 (ja) * | 2014-04-30 | 2015-11-05 | 株式会社キッツ | 黄銅を用いた熱間鍛造品の製造方法と熱間鍛造品及びこれを用いて成形したバルブや水栓などの接液製品 |
| US10533244B2 (en) | 2014-04-30 | 2020-01-14 | Kitz Corporation | Method of producing hot forged product using brass and hot forged product and wetted product such as valve and water faucet molded using the same |
| JP2017110265A (ja) * | 2015-12-17 | 2017-06-22 | パナソニックIpマネジメント株式会社 | 流体用開閉弁及びそれを用いた空気調和機 |
| WO2017104127A1 (ja) * | 2015-12-17 | 2017-06-22 | パナソニックIpマネジメント株式会社 | 流体用開閉弁及びそれを用いた空気調和機 |
| WO2017204252A1 (ja) * | 2016-05-25 | 2017-11-30 | 三菱伸銅株式会社 | 黄銅合金熱間加工品及び黄銅合金熱間加工品の製造方法 |
| JP6304915B1 (ja) * | 2016-05-25 | 2018-04-04 | 三菱伸銅株式会社 | 黄銅合金熱間加工品及び黄銅合金熱間加工品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2014069020A1 (ja) | 2016-09-08 |
| KR101781183B1 (ko) | 2017-09-22 |
| JP6059301B2 (ja) | 2017-01-11 |
| EP2913414B1 (en) | 2018-10-10 |
| US20150275333A1 (en) | 2015-10-01 |
| ES2704430T3 (es) | 2019-03-18 |
| JP5847326B2 (ja) | 2016-01-20 |
| JP6266737B2 (ja) | 2018-01-24 |
| AU2013340034B2 (en) | 2018-03-22 |
| AU2013340034A1 (en) | 2015-05-21 |
| CA2888201C (en) | 2020-06-09 |
| CN110923500A (zh) | 2020-03-27 |
| JP2015206127A (ja) | 2015-11-19 |
| CA2888201A1 (en) | 2014-05-08 |
| BR112015009918B1 (pt) | 2023-04-18 |
| JP2017071861A (ja) | 2017-04-13 |
| BR112015009918A2 (ja) | 2018-04-24 |
| KR101994170B1 (ko) | 2019-06-28 |
| EP2913414A4 (en) | 2016-08-31 |
| KR20170071615A (ko) | 2017-06-23 |
| US10006106B2 (en) | 2018-06-26 |
| EP2913414A1 (en) | 2015-09-02 |
| KR20150070345A (ko) | 2015-06-24 |
| ES2704430T8 (es) | 2019-07-02 |
| CN104870671A (zh) | 2015-08-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6266737B2 (ja) | 耐応力腐食割れ性に優れた黄銅合金と加工部品及び接液部品 | |
| JP6605453B2 (ja) | 黄銅を用いた熱間鍛造品の製造方法と熱間鍛造品及びこれを用いて成形したバルブや水栓などの接液製品 | |
| JP2000319736A (ja) | 銅基合金とこの合金の製造方法並びにこの合金を用いた製品 | |
| JP2016511792A (ja) | 良好な熱成形性を有する、無鉛の、切断が容易な、耐腐食性真鍮合金 | |
| WO2019035225A1 (ja) | 高強度快削性銅合金、及び、高強度快削性銅合金の製造方法 | |
| WO1998045490A1 (fr) | Alliage cuivreux de bonne tenue a la fissuration par corrosion sous contrainte, resistant a la corrosion, se pretant au travail a chaud, et procede de production | |
| JP5143948B1 (ja) | 熱間加工用無鉛黄銅合金 | |
| JP4522736B2 (ja) | 金型鋳造用銅基合金とこの合金を用いた鋳塊・製品 | |
| JP4489701B2 (ja) | 銅基合金 | |
| WO2019035224A1 (ja) | 快削性銅合金、及び、快削性銅合金の製造方法 | |
| US20110142715A1 (en) | Brass alloy | |
| JP2005325413A (ja) | 無鉛白色銅合金とこの合金を用いた鋳塊・製品 | |
| CA2687452C (en) | Brass alloy | |
| JPH11269582A (ja) | 黄銅製鍛造弁・栓類と弁・栓類の黄銅製鍛造部品並びにこれらの製造加工方法 | |
| JP2006111925A (ja) | 銅基合金 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13851186 Country of ref document: EP Kind code of ref document: A1 |
|
| DPE1 | Request for preliminary examination filed after expiration of 19th month from priority date (pct application filed from 20040101) | ||
| ENP | Entry into the national phase |
Ref document number: 2014544336 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2888201 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14439505 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20157012806 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2013340034 Country of ref document: AU Date of ref document: 20130408 Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013851186 Country of ref document: EP |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112015009918 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112015009918 Country of ref document: BR Kind code of ref document: A2 Effective date: 20150430 |