WO2014076105A2 - Verfahren zur beschichtung von metallischen oberflächen mit nanokristallinen zinkoxidschichten, wässerige zusammensetzungen hierfür und verwendung der derart beschichteten oberflächen - Google Patents
Verfahren zur beschichtung von metallischen oberflächen mit nanokristallinen zinkoxidschichten, wässerige zusammensetzungen hierfür und verwendung der derart beschichteten oberflächen Download PDFInfo
- Publication number
- WO2014076105A2 WO2014076105A2 PCT/EP2013/073668 EP2013073668W WO2014076105A2 WO 2014076105 A2 WO2014076105 A2 WO 2014076105A2 EP 2013073668 W EP2013073668 W EP 2013073668W WO 2014076105 A2 WO2014076105 A2 WO 2014076105A2
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- zinc
- zinc oxide
- range
- aqueous composition
- oxide layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/02—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition
- C23C18/12—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition characterised by the deposition of inorganic material other than metallic material
- C23C18/125—Process of deposition of the inorganic material
- C23C18/1291—Process of deposition of the inorganic material by heating of the substrate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B82—NANOTECHNOLOGY
- B82B—NANOSTRUCTURES FORMED BY MANIPULATION OF INDIVIDUAL ATOMS, MOLECULES, OR LIMITED COLLECTIONS OF ATOMS OR MOLECULES AS DISCRETE UNITS; MANUFACTURE OR TREATMENT THEREOF
- B82B3/00—Manufacture or treatment of nanostructures by manipulation of individual atoms or molecules, or limited collections of atoms or molecules as discrete units
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B82—NANOTECHNOLOGY
- B82Y—SPECIFIC USES OR APPLICATIONS OF NANOSTRUCTURES; MEASUREMENT OR ANALYSIS OF NANOSTRUCTURES; MANUFACTURE OR TREATMENT OF NANOSTRUCTURES
- B82Y30/00—Nanotechnology for materials or surface science, e.g. nanocomposites
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01B—NON-METALLIC ELEMENTS; COMPOUNDS THEREOF; METALLOIDS OR COMPOUNDS THEREOF NOT COVERED BY SUBCLASS C01C
- C01B13/00—Oxygen; Ozone; Oxides or hydroxides in general
- C01B13/14—Methods for preparing oxides or hydroxides in general
- C01B13/18—Methods for preparing oxides or hydroxides in general by thermal decomposition of compounds, e.g. of salts or hydroxides
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01B—NON-METALLIC ELEMENTS; COMPOUNDS THEREOF; METALLOIDS OR COMPOUNDS THEREOF NOT COVERED BY SUBCLASS C01C
- C01B13/00—Oxygen; Ozone; Oxides or hydroxides in general
- C01B13/14—Methods for preparing oxides or hydroxides in general
- C01B13/34—Methods for preparing oxides or hydroxides in general by oxidation or hydrolysis of sprayed or atomised solutions
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01G—COMPOUNDS CONTAINING METALS NOT COVERED BY SUBCLASSES C01D OR C01F
- C01G9/00—Compounds of zinc
- C01G9/02—Oxides; Hydroxides
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D1/00—Coating compositions, e.g. paints, varnishes or lacquers, based on inorganic substances
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/08—Anti-corrosive paints
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/08—Anti-corrosive paints
- C09D5/10—Anti-corrosive paints containing metal dust
- C09D5/106—Anti-corrosive paints containing metal dust containing Zn
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/02—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition
- C23C18/12—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition characterised by the deposition of inorganic material other than metallic material
- C23C18/1204—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition characterised by the deposition of inorganic material other than metallic material inorganic material, e.g. non-oxide and non-metallic such as sulfides, nitrides based compounds
- C23C18/1208—Oxides, e.g. ceramics
- C23C18/1216—Metal oxides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/02—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition
- C23C18/12—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition characterised by the deposition of inorganic material other than metallic material
- C23C18/1225—Deposition of multilayers of inorganic material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/02—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition
- C23C18/12—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition characterised by the deposition of inorganic material other than metallic material
- C23C18/1229—Composition of the substrate
- C23C18/1241—Metallic substrates
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/68—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous solutions with pH between 6 and 8
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/73—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals characterised by the process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/02—Processes for applying liquids or other fluent materials performed by spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/18—Processes for applying liquids or other fluent materials performed by dipping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/002—Pretreatement
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31652—Of asbestos
- Y10T428/31663—As siloxane, silicone or silane
Definitions
- the invention relates to a process for the coating of metallic surfaces with an aqueous composition for the formation of a corrosion-protecting nanocrystalline zinc oxide layer, to corresponding aqueous compositions and to the use of the surfaces coated by the process according to the invention.
- Such coatings can be produced, for example, by growing nanocrystalline zinc oxide layers, in particular on zinc surfaces or zinc alloy surfaces. Most processes for coating crystalline particle surfaces have very high temperatures and often very long treatment times. They are therefore usually not suitable for the corrosion-protective treatment or pretreatment of metallic surfaces on an industrial scale.
- the object is achieved by a method for coating metallic surfaces with an aqueous composition containing or is an aqueous solution of a zinc salt, by flooding, spraying or dipping, wherein the initial substrate temperature during spraying or immersion in the Range of 5 to 400 ° C, in which the initial substrate temperature during flooding in the range of 100 to 400 ° C and in which on the metallic surface, a corrosion-protective nanocrystalline zinc oxide layer is formed.
- the aqueous composition consists essentially of or consists of an aqueous solution of a zinc salt.
- a largely closed or completely closed coating is preferably produced on the metallic surface, in particular in the region of the interface with the metallic surface.
- the coating according to the invention in particular at the interface with the metallic surface, can preferably consist only of zinc oxide or largely of zinc oxide.
- the coating according to the invention consists of more than 75%, more than 80%, more than 85%, more than 90%, more than 95%, more than 98%, more than 99% or 100%.
- EDX energy dispersive X-ray analysis
- EDX provides inaccurate information eg on levels of alkali metals, alkaline earth metals and light elements such as nitrogen, phosphorus and sulfur.
- a corrosion protection zende nanocrystalline zinc oxide layer formed in which the zinc oxide crystals are optionally together with other phases consistently or substantially continuously connected to each other - especially near the interface with the metallic surface - and / or in which the zinc oxide crystals, if appropriate, completely cover the metallic surface together with other phases.
- a zinc oxide layer is formed in contact with the aqueous composition and / or crystallized.
- zinc oxide crystals or zinc mixed oxide crystals having an average particle diameter and / or crystal diameter in the range of 1 to 200 nm, in particular when viewing the upper side of the coating under the scanning electron microscope SEM and optionally in elongated particles having an average particle length in the range from 10 to 2000 nm are formed or contained in the aqueous composition and / or in the coating formed therefrom - based on measurements on SEM images.
- coatings are formed in which many of the particles or / and crystals protrude from the continuous coating.
- the particles are of such an intrinsic shape that the particles on top of the coating can be said to have idiomorphically formed crystals.
- the individual zinc oxide particles or / and crystals grow so close together that the individual particles or / and crystals can be distinguished from each other only with difficulty or no longer visually under the scanning electron microscope, since they are no longer of a distinct natural shape or / and hardly or no longer sticking out of the coating.
- coatings are often formed in which, in addition to the crystalline zinc oxide, further phases can be recognized.
- a metallic surface of aluminum, aluminum alloy, steel, zinc or / and zinc alloy can be brought into contact with an aqueous composition. It is particularly advantageous if the metallic surface of the substrate has a temperature above 120 ° C and if the substrate is quenched in contact with the aqueous composition. In particular, the metallic surface of the substrate then has a temperature above 140 ° C., above 160 ° C. above 180 ° C.
- the temperature of the aqueous composition may preferably be in the range of 10 to 90 ° C, so that the temperature difference during quenching at least 30 ° C, at least 50 ° C, at least 70 ° C, at least 90 ° C, at least 1 10 ° C, at least 130 ° C, at least 150 ° C, at least 170 ° C, at least 190 ° C, at least 210 ° C, at least 230 ° C, at least 250 ° C, at least 270 ° C, at least 290 ° C, at least 310 ° C, at least 330 ° C, at least 350 ° C, at least 370 ° C or at least 390 ° C.
- the coating produced during quenching can be oxidized, preferably at least an anion such as acetate C 2 H 3 O 2 "is oxidized, for example to acetone, formaldehyde, carbon dioxide. oxide and / or similar phases.
- aqueous compositions according to the invention and the substances contained in them, which can be used in spraying, flooding and / or diving. If certain contents of an aqueous composition are preferably used in one of these types of administration, this has been described above for the respective mode of administration.
- the aqueous compositions of the methods of the invention have a pH in the range of from 2 to 13, from 4 to 13, from 5 to 12.5, or from 6 to 12, and a level of zinc in the range of 0.001 to 100 g / L
- the zinc content may initially also be zero when zinc-containing metallic surfaces are contacted. Because of a stain effect, zinc can be taken up from the metallic surface into the aqueous composition.
- water in particular demineralized water, or if appropriate in an aqueous mixture with a proportion of at least one organic solvent, for example on at least one short-chain alcohol having 1 to 5 C atoms, in particular of ethanol, the proportion of all organic solvents in all solvents preferably being zero or in the range from 0.01 to 50% by weight, from 0.1 to 20% by weight, from 0.5 to 12% by weight. %, from 1 to 8 wt .-% or from 2 to 5 wt .-% of all components of the aqueous composition is.
- At least one zinc salt is particularly preferred, in particular chlorides, nitrates, sulfates, phosphorus-containing salts, alcoholates, alkoxides or / and salts of organic acids such as e.g. Zinkacetatdihydrat, Zinkacetylacetonathydrat, zinc citrate dihydrate, zinc nitrate hexahydrate and / or zinc chloride can be selected.
- the content of the aqueous composition of zinc-containing compounds is in the range of 0.001 to 100 g / L based on the content of zinc calculated as the element, more preferably in the range of 0.1 to 80 g / L, of 0.5 to 60 g / L, from 1 to 50 g / L, from 1, 5 to 40 g / L, from 2 to 30 g / L, from 3 to 20 g / L, from 5 to 15 g / L or from 8 to 12 g / L of the added zinc-containing compounds.
- the pH of the aqueous solution is preferably adjusted to be in the range of 4 to 13, of 4.5 to 12, of 5 to 10, of 5.5 to 8 or of 6 to 7. If the pH is less than 5, accelerated dissolution of the metal or alloy of the metallic surface may occur on the substrate. If the pH is greater than 8 or / and the zinc content of the composition is increased, precipitation may occur in baths without additives, for example for stabilization, eg due to lack of complexing, if no complexing agent is added.
- a zinc-containing compound to such aqueous compositions is not absolutely necessary if the composition is to be used to bind zinc-containing metallic surfaces under the selected conditions of use, in which case zinc, if appropriate together with low levels of alloying elements and / or impurities Solution is transferred.
- the term pickling in the sense of this application also includes, if appropriate, alkaline etching.
- the zinc-containing compound for example, at least one base or at least one acid for dissolving zinc from a zinc-containing metallic surface is added or / and is contained in it.
- the content of zinc-free compounds 2.b) which can provide H + ions, OH " ions, other cations and / or other anions and can contribute to the dissolution of zinc from a zinc-containing metallic surface is especially preferred in the range of 0.001 to 400 g / L, more preferably in the range of 0.1 to 120 g / L, of 0.5 to 80 g / L, of 1 to 50 g / L, of 1, 5 to 40 g / L, from 2 to 30 g / L, from 3 to 20 g / L, from 5 to 15 g / L or from 8 to 12 g / L, based on the added or / and contained compounds.
- free compounds 2.b) may alternatively or in addition to the contents of at least one zinc-containing compound 2.a) occur, at low levels of at least one zinc-containing compound 2.a) particularly preferably together with at least one zinc-free compound .b).
- the pH of the aqueous solution is preferably adjusted to be in the range from 4 to 6, from 4.5 to 5.5, from 8 to 13 or from 9 to 11, In order to bring due to the pickling zinc and possibly other cations from the metallic surfaces in solution.
- the method according to the invention is preferably a metallic surface of zinc and / or of a zinc alloy with an aqueous Composition having no zinc content or a content of zinc in the range of 0.001 to 100 g / L as the metal, a zinc content entering the aqueous composition due to a mordanting effect of the aqueous composition, and having a zinc content thereof. Salary increased.
- ingredients may also be added to and / or included in the aqueous compositions:
- a nanocrystalline zinc oxide layer preferably containing at least one hydroxide, oxide, e.g. also a multiple oxide such as e.g. a spinel - / - and / or phosphate in particular each of at least one element selected from the group consisting of aluminum, barium, boron, calcium, iron, hafnium, cobalt, copper, lanthanum, lanthanide, magnesium, manganese, nickel, phosphorus, silicon , Nitrogen, strontium, titanium, yttrium, zinc and zirconium.
- at least one hydroxide, oxide e.g. also a multiple oxide such as e.g. a spinel - / - and / or phosphate in particular each of at least one element selected from the group consisting of aluminum, barium, boron, calcium, iron, hafnium, cobalt, copper, lanthanum, lanthanide, magnesium, manganese, nickel, phosphorus, silicon , Nitrogen, strontium
- the substances formed in this case can be a consequence of a doping of the aqueous composition or of the nanocrystalline zinc oxide layer and / or a consequence of an addition, in particular for property modification or / and optimization.
- dopants and related additives such as especially water- / / and alcohol-soluble compounds preferably of aluminum, barium, boron, calcium, iron, hafnium, cobalt, copper, lanthanum, lanthanide, magnesium, manganese, nickel, phosphorus, silicon, nitrogen , Strontium, titanium, yttrium or / and zirconium.
- They are more preferably in the range of 0.0001 to 15 g / L, from 0.001 to 6 g / L, from 0.1 to 5 g / L, from 0.2 to 4 g / L, from 0.3 to 3 or g / L, from 0.4 to 2 g / L, from 0.5 to 1, 5 g / L or from 0.8 to 1.2 g / L based on the content of metal / metalloid calculated as element of Metal / metalloid-containing compound added or / and are contained in these contents in the aqueous composition, in particular as chlorides, Nitrates, sulfates, phosphorus-containing salts such as orthophosphates and / or as salts of organic compounds such as carboxylic acid salts, alcoholates and / or alkoxides.
- the ratio of zinc calculated as metal to dopant calculated as metal is in the range of 1: 0.00001 to 1: 2, more preferably in the range of 1: 0.0001 to 1: 1, 6, of 1: 0.0001 to 1: 1, 2, from 1: 0.0001 to 1: 0.8, from 1: 0.001 to 1: 0.4 or from 1: 0.03 to 1: 0.1.
- the doping agent may optionally, in particular at a low content, lead to the zinc oxide crystals having foreign atoms and / or impurities or / and being mixed crystals. With limited or increased dopant content, it may also occur as a separate phase besides zinc oxide, e.g. in gussets between zinc oxide columnar crystals, as shown by way of example in FIG.
- this application refers to “zinc oxidetincture” instead of “zinc oxide or zinc mixed Solution oxide”, even if “zinc mixed oxide Practitioner”
- the dopant may also help to improve the properties of the zinc oxide or of the zinc mixed oxide, for example the crystallinity, crystal properties, electrical properties, electrochemical properties, for example the dissolution rate in the case of corrosion or / and the properties of the coating.
- Agents for pH Adjustment and / or for Stabilizing the Aqueous Composition As alkaline agents, it is possible in particular to use primary, secondary and / or tertiary amines or / and amino compounds such as hexamethylenetetramine, aminocarboxylic acids and their derivatives such as ethylene lendiaminetetraacetic acid EDTA, alkali metal hydroxides and / or salts, ammonia, ammonium compounds and / or other salts of organic acids are added to the aqueous composition and / or contained in it. Particularly preferred compounds here are those with a low or missing content of carbon.
- At least one acid such as, for example, a weak organic acid such as citric acid, acetic acid, gluconic acid and / or at least one salt of an acid can be added to the aqueous composition and / or contained in it.
- a weak organic acid such as citric acid, acetic acid, gluconic acid and / or at least one salt of an acid
- At least one agent for pH adjustment or / and for stabilization in a total content of these agents in the range of 0.001 to 60 g / L based on the particular added or / and contained compound, more preferably in the range of 0.01 to 45 g / L, from 0.1 to 30 g / L, from 0.2 to 15 g / L, from 0.5 to 8 g / L or from 1 to 3 g / L of the added or / and contained compounds.
- the pH adjusting agent or / and stabilizing agent may help to ensure controlled deposition, on the other hand, in many embodiments, it may help to achieve a higher degree of crystallinity of the coating of the present invention, which is determined, in particular, by X-ray diffraction can.
- Binders A binder is added only in individual variants. In each case at least one polymer / copolymer, such as, for example, based on acrylate, epoxide, ionomer, polycarbonate, polyester, polyether or / and polyurethane, optionally containing crosslinking agent, silane / silanol / siloxane / polysiloxane - where in the aqueous composition of silane, silanol and / or siloxane is used, polysiloxane or / and silicate such as an alkyl silicate and / or a water glass can be used.
- the addition of a binder may contribute to the coatings produced hereby increasing th corrosion protection and optionally have increased barrier properties.
- the total content of all binders in a total content in the range of 0.001 to 10 g / L based on the respective added or / and contained compounds can be used, more preferably in the range of 0.01 to 8 g / L, from 0.05 to 6 g / L, from 0.1 to 4 g / L, from 0.2 to 2.5 g / L or from 0.25 to 1, 5 g / L of the added or / and contained compounds.
- Additives In many aqueous compositions at least one additive is used. In particular, in each case at least one wetting agent, biocide, defoamer, complexing agent or / and leveling agent can be used as additives, provided that they do not already occur as such in one of the abovementioned substance groups, in particular at least one surfactant, where in particular low-carbon or / and carbon-free compounds are particularly preferred.
- the total content of all additives in a total content in the range of 0.001 to 10 g / L based on the respective added or / and contained compounds can be used, more preferably in the range of 0.01 to 8 g / L, from 0.05 to 6 g / L, from 0.1 to 4 g / L, from 0.2 to 2.5 g / L or from 0.25 to 1, 5 g / L of the added or / and contained compounds.
- the aqueous composition may preferably contain at least one agent for pH adjustment or / and for stabilization of the aqueous composition 4.), at least one binder 5.) or / and at least one additive 6.).
- the aqueous composition according to the invention wherein the content of zinc-containing compounds as the content of elemental Zinc is given and the remaining compounds are stated with the content of the substances, wherein a content of compounds 2.a) or compounds 2.b) is required: a) 0 or 0.001 to 100 g / L zinc-containing compounds. 2 a) and b) 0 or 0.001 to 300 g / L of zinc-free compounds 2.b) and 0 or 0.0001 to 50 g / L of doping agent,
- 0 or 0.0001 to 60 g / L means for pH adjustment or / and for stabilization of the aqueous composition
- the weight ratio of zinc containing compounds including zinc ions to the total solids content is in the range of 80 to 100 weight percent, from 85 to 99 weight percent, from 90 to 98 weight percent, or from 95 to 97 weight percent. -%.
- the weight ratio of zinc in zinc containing compounds including zinc ions to the total solids content is in the range of 40 to 80 wt% or 50 to 60 wt%.
- the aqueous composition of the invention contains, wherein the content of zinc-containing compounds is given as the content of elemental zinc, the remaining compounds are given by the content of the substances and wherein a content of compounds 2.a) or compounds .b) is required: a) 0 or 0.001 to 80 g / L of zinc-containing compounds 2. a) or a) 20 to 100 g / L of zinc-containing compounds 2. a) and b) 0 or 0.01 to 240 g / L of zinc-free compounds 2.b) as well c) at least one of the following components:
- composition according to the invention comprises:
- composition according to the invention comprises:
- the object is also achieved with an aqueous composition according to the independent substance claim.
- the object is further achieved with a nanocrystalline zinc oxide layer, which is prepared according to at least one of the method claims and / or with an aqueous composition according to the independent substance claim.
- the aqueous compositions of the invention often have a concentration of solids and active ingredients (total concentration) in the range of 10 to 800 g / L. Active ingredients are those that are not solid or often in dissolved form, but can participate in chemical reactions.
- a concentrate may often have a total concentration in the range of 200 to 750 g / L, especially from 400 to 700 g / L. From this, bath compositions can be prepared by dilution, in particular with water.
- the composition according to the invention is used on metallic strip or coil, in particular in a strip coating method. Many of the belt systems used today have a belt speed in the range of 10 to 200 m / min.
- the reaction time between application of the composition and its complete drying can take from a fraction of a second up to about 60 seconds. This can be especially true for the faster tape conditions mean that the aqueous composition is too less reactive and therefore must have a stronger acidity or stronger alkalinity and thus a stronger pickling power.
- its pH is in the range of 2 to 13 in the coating of tapes or coils.
- the concentration of all solids and active ingredients of the aqueous composition for coating in belt systems is often in the range of 200 to 800 or from 300 to 650 g / L.
- a wet film of the aqueous composition is applied to metallic strips or sheets and dried (dry or no-rinse method).
- the drying serves to form a layer by reactions of the composition according to the invention e.g. by thermal oxidation processes.
- the drying often takes place after flooding or spraying and preferably with the residual heat, for example, of the hot-dip galvanizing process.
- the composition according to the invention for flooding or spraying can e.g. be aligned by suitable concentration, spray rate and pH especially for slow or rapid treatment in a belt plant.
- neither the wet film, nor the dried film is rinsed with water, so that the cardsgebeizten from the metallic surface cations and compounds are not removed, but are installed during drying in the coating.
- a corrosion-protecting coating with a high content of zinc oxide Crystals and / or zinc oxide crystals or essentially of zinc oxide crystals are formed.
- the nanocrystalline zinc oxide layer produced according to the invention can be used, irrespective of the type of application chosen here, such as e.g. A), B) o- / / and C) - have a widely varying coating composition.
- it may be characterized in that it contains:
- the nanocrystalline zinc oxide layer of the invention contains:
- the nanocrystalline zinc oxide layer according to the invention comprises: 85 to 100% by weight of zinc oxide and
- the nanocrystalline zinc oxide layer according to the invention contains: 90 to 100 wt .-% zinc oxide and 0 or 0.001 to 10 wt .-% doping elements and
- the nanocrystalline zinc oxide layer according to the invention contains:
- the nanocrystalline zinc oxide layer according to the invention contains:
- zinc oxide in each case zinc oxide must be present, which may optionally also contain doping elements, carbon and / or silicon as zinc mixed oxide.
- doping elements carbon and / or silicon as zinc mixed oxide.
- low levels of carbon and silicon may also act as a doping element.
- a weaker or more crystalline zinc oxide layer is preferably formed.
- This coating can have a zinc oxide content in the range of from 75% to 100% by weight, from 80 to 99% by weight, from 90 to 98% by weight, from 94 to 96% by weight or 97 to 100 parts by weight % exhibit.
- the entire content of zinc oxide in the nanocrystalline zinc oxide layer is formed in crystalline form.
- the entire content of zinc oxide is formed in the nanocrystalline zinc oxide layer of crystalline zinc oxide, the crystal forms of which can be recognized on SEM images. In experiments with the X-ray diffraction, it was demonstrated that the zinc oxide is usually not X-ray amorphous but crystalline.
- simplification is usually referred to as "zinc oxide", even if it is in some cases mixed oxides, if it does not contain details of the composition of the aqueous composition or of the composition of the coating
- a nanocrystalline zinc oxide layer containing at least one corrosion inhibitor, on at least one silane / silanol / siloxane / polysiloxane can be present , on at least one polysiloxane, on at least one organic polymer / copolymer, on at least one silicate and / or on at least one additive, etc.
- Suitable corrosion inhibitors may be, for example, those derived from doping additives and of inorganic or organometallic nature are, or / and added corrosion inhibitors and / or nitrogen compounds such as azoles and / or amines.
- the coating produced according to the invention may have a layer thickness in the range from 0.002 to 20 ⁇ m, with a nanocrystalline zinc oxide layer frequently having a layer thickness in the range from 0.002 to 5 ⁇ m, from 0.005 to 2 ⁇ m, from 0.01 to 1 ⁇ m, from 0.01 to .mu.m 0.5 ⁇ or from 0.01 to 0.2 ⁇ may have.
- the corresponding substances may be incorporated in particular in the coating, for example as gusset fillings and / or interface phases.
- a binder may also be at least partially supported on the nanocrystalline zinc oxide layer.
- a content of carbon from in particular carbon-rich compounds may be incorporated in small amounts in the coating or / and be slightly enriched on the rough surface of the coating.
- a content of nitrogen in the coating which could come from, for example, amine, could not be detected in initial experiments.
- the nanocrystalline zinc oxide layer can be dried after application if necessary.
- the nanocrystalline zinc oxide layer can be coated with a further coating composition, preferably after it has been applied, without or with subsequent rinsing with water.
- the nanocrystalline zinc oxide layer can preferably be dried after its application and optionally after that a further coating can be applied.
- the nanocrystalline zinc oxide layer can preferably not be dried completely or not completely after its application, and then a further coating can be applied to the nanocrystalline zinc oxide layer which has not yet dried through.
- at least one further coating in particular based on at least one corrosion inhibitor, a phosphate, a phosphonate, a siloxane or / and polysiloxane prepared from silane.silanol or / and polysiloxane, may optionally be applied to the nanocrystalline zinc oxide layer without drying or drying.
- a polysiloxane in the aqueous composition, a polysiloxane, a compound based on titanium, hafnium, zirconium, yttrium or / and at least one lanthanide such as cerium, an organic polymer / copolymer, an adhesion promoter such as based on carboxylic acid such as polyacrylic acid , a corrosion inhibitor or / and a silicate are applied, for example as a second pretreatment coating and / or at least one coating with at least one binder such as a primer, paint or / and adhesive.
- a coating based on at least one phosphonate or based on at least one siloxane / polysiloxane prepared from silane / silanol / siloxane in the aqueous composition is optionally applied to a nanocrystalline zinc oxide layer together with other components which for example, can be used as a second pretreatment coating.
- the primer, lacquer or / and adhesive may in particular have a composition based on polyacrylic acid, acrylate, epoxide, ionomer, phenol, polycarbonate, polyester, polyether, polyurethane or / and vinyl, optionally with a content of crosslinking agent, eg based on Amine, aziridine, azo compound, formaldehyde, imide, imidazole, isocyanate, isocyanurate, melamine, peroxide, triazine, triazole, titanium or / and zirconium compound, silane / silanol / siloxane / polysiloxane or / and additive (s) such as eg be an initiator.
- a content of crosslinking agent eg based on Amine, aziridine, azo compound, formaldehyde, imide, imidazole, isocyanate, isocyanurate, melamine, peroxide, triazine, triazole
- Coating with an aqueous composition by spraying in which case intensive contact of the metallic surface with the aqueous composition can occur, especially at elevated substrate temperatures.
- intensive contact of the metallic surface with the aqueous composition can occur, especially at elevated substrate temperatures.
- essentially or only a fresh composition comes into contact with the metallic surface.
- rapid replacement of the chemical constituents of the treatment solution at the substrate surface is ensured.
- the diffusion layer thickness and thus the chemical gradient between the surface and the interior of the treatment solution is much lower than when diving.
- spraying therefore, results in a high reactivity. As a result, comparatively short treatment times can be achieved.
- This may preferably be carried out at a substrate temperature in the range of 5 to 400 ° C and / or preferably at a temperature of the composition in the range of 5 to 98 ° C, preferably at least one of the two temperatures is at least 50 ° C.
- the substrate temperature is at least 30 ° C above the temperature of the aqueous composition.
- work is carried out at an initial substrate temperature in the range of 5 to 400 ° C and at an initial temperature of the aqueous composition in the range of 5 to 98 ° C, with at least one of the two temperatures being at least 50 ° C , More preferably, the initial temperature of the aqueous composition is in the range of 12 to 95 ° C, 14 to 90 ° C, 16 to 80 ° C, 18 to 60 ° C, or 20 to 40 ° C. Particularly preferred is at an initial substrate temperature in the range of 10 to 400 ° C, 20 to 320 ° C, 40 to 280 ° C, 60 to 240 ° C, 80 to 200 ° C or 100 to 160 ° C.
- At least one zinc-containing compound such as zinc acetate dihydrate is added to the aqueous composition for spraying.
- the injection pressure can be within normal limits when spraying. It is preferably in a range from 0.3 to 5, from 0.8 to 3 bar or from 1 to 2.5 bar. It can be sprayed through corresponding nozzles in one or more jets, from a ring, into at least one curtain or similar.
- the sprayed amount of the aqueous composition is dependent on the concentrations of the chemical elements such as zinc, the spray rate and the spray pressure. It is preferably adjusted so that the spray rate is in the range of 0.1 to 100 ml, from 1 ml to 50 ml, from 2 to 25 ml or from 3 to 15 ml for an area of 200 cm 2 per minute.
- the total content of these agents is preferably in the range from 0.0001 to 60 g / L based on the particular compound added, more preferably in the range of 0.001 to 40 g / L, from 0.01 to 20 g / L, from 0.1 to 15 g / L, from 0.5 to 10 g / L, from 1 to 8 g / L or from 2 to 6 g / L of the added compounds.
- spraying comparatively short coating times can often be chosen so that even fast moving bands or coils can be coated.
- Freshly galvanized or freshly cleaned metallic surfaces usually result in particularly uniform nanocrystalline zinc oxide layers. Basically, therefore, a previous example, alkaline cleaning is not mandatory.
- the composition of the nanocrystalline zinc oxide layer can be adjusted and controlled particularly well.
- the consumption of chemicals is comparatively low, since due to the short contact times hardly precipitations and sludge can form.
- Particularly suitable as temperature and / or as the initial temperature of the aqueous composition during coating are 10 to 40 ° C or even 5 to 98 ° C. But a lower temperature can help to stabilize the coating process, so that as few as possible deposits and possibly no crystals occur due to temperatures above 40 ° C at the less hot surfaces of the equipment. Therefore, it is advantageous to choose the distance of elements and walls of the plants of the spray nozzle so that the temperatures of these elements and walls are not subjected to temperatures above 40 ° C in order to avoid deposits as possible and possible no crystallizates occur at the plants to let.
- the concentrations of the aqueous composition for spraying can be comparatively high because of the necessary reactivity with a short coating time.
- the substrates before coating to temperatures of preferably more than 100 ° C, in particular more than 180 ° C, more than 220 ° C or to heat more than 260 ° C.
- zinc oxide of small size such as less than 100 or less than 50 nm average length of the ZnO crystals and possibly also in less good crystal formation, can occur, in particular especially if no complete oxidation of the zinc compounds can take place.
- Coating with an aqueous composition by flooding preferably using substantially at least one liquid jet for application, which strikes the metallic surface at at least one location, such that the aqueous composition flows over the further metallic surface after impact therefrom ,
- at least one liquid jet if appropriate, more or less large droplets may also occur during the application by flooding.
- the advantages of flooding, especially in comparison to spraying, are the avoidance of spray mist and / or aerosols as well as the simpler and more robust application technology.
- the impact can also be effected in at least one liquid jet, which is formed as at least one liquid curtain.
- the possibly excess composition can be adjusted with a squeegee roller to a certain thickness of the liquid film.
- flooding is preferably carried out at an initial substrate temperature in the range of 100 to 400 ° C, wherein in principle when contacting and / or after contacting with the aqueous composition and substrate temperatures in the range of 400 to 5 ° C may occur by cooling the substrate. But substrate temperatures below 50 ° C are often undesirable. It is particularly preferred to operate at a temperature and / or initial temperature of the composition in the range of 5 to 98 ° C.
- the temperature of the aqueous composition is in the range of from 12 to 95 ° C, from 14 to 90 ° C, from 16 to 80 ° C, from 18 to 60 ° C, or from 20 to 40 ° C. Particularly preferred is at an initial substrate temperature in the range of 5 to 400 ° C, 20 to 320 ° C, 40 to 280 ° C, 60 to 240 ° C, 80 to 200 ° C or 100 to 160 ° C. worked.
- the total content of these agents is preferably in the range from 0.0001 to 60 g / L, based on the particular compound added, particularly preferably Range from 0.001 to 40 g / L, from 0.01 to 20 g / L, from 0.1 to 15 g / L, from 0.5 to 10 g / L, from 1 to 8 g / L or from 2 to 6 g / L of the added compounds.
- the substrates are to be heated to temperatures of preferably more than 100 ° C, in particular more than 180 ° C, more than 220 ° C or more than 260 ° C before coating.
- temperatures preferably more than 100 ° C, in particular more than 180 ° C, more than 220 ° C or more than 260 ° C before coating.
- 5 to 98 ° C, 8 to 60 ° C, 10 to 40 ° C or 12 to 32 ° C are suitable as the temperature and / or the initial temperature of the aqueous composition in coating.
- the aqueous composition may optionally be kept low or highly agitated when flooded.
- zinc oxide may be smaller in size and inferior in crystal form than spraying.
- Dipping coating is preferably prepared by immersion in a bath of the composition of the invention having an initial bath temperature upon initial immersion of a substrate or in extended or continuous operation, especially after at least a first quenching operation in the range of 40 to 98 ° C.
- Particularly preferred when immersed at an initial temperature of the bath composition is the initial immersion of the substrate in the range of 45 to 95 ° C, 50 to 90 ° C, 55 to 85 ° C, 60 to 80 ° C, or 65 to 75 ° C worked.
- the initial substrate temperature may generally be in the range of about 5 to 400 ° C, preferably in the range of 10 to 98 ° C, 15 to 90 ° C, 18 to 80 ° C, 20 to 60 ° C or 22 to 40 ° C or in rare cases also in the range of 30 to 80 ° C or 40 to 60 ° C.
- the aqueous composition can be moved little or a lot when diving - by the type of immersion, retrieval or / and the forced bath movement.
- the content of the zinc-containing compounds 2.a) is particularly preferably in the range from 0.001 to 100 g / L, from 0.01 to 80 g / L, from 0.1 to 40 g / L, from 0.3 up to 20 g / L, from 0.5 to 12 g / L, from 0.8 to 8 g / L or from 1 to 3 g / L of the added and / or contained zinc-containing compounds calculated as elemental zinc.
- a zinc-free composition 2.b) can be used for dissolving zinc from a zinc-containing metallic surface.
- the content of the zinc-free compounds 2.b) for dissolving zinc from a zinc-containing metallic surface more preferably in the range from 0.001 to 300 g / l, from 0.01 to 240 g / l, from 0.1 to 120 g / L, from 0.3 to 60 g / L, from 0.5 to 40 g / L, from 0.8 to 25 g / L or from 1 to 10 g / L of the added or / and contained zinc-free Compounds calculated as the respective compounds.
- the total content of all binders may be in the range from 0.001 to 10 g / L based on the respective added or / and contained compounds. Particularly preferred is a total content of all binders in the range of 0.01 to 8 g / L, from 0.02 to 6 g / L, from 0.05 to 4 g / L, from 0.08 to 1, 5 g / L or from 0.1 to 0.5 g / L of the added or / and contained compounds.
- the layer thickness of a crystalline zinc oxide layer produced by means of dipping depends in particular on the immersion time, on the temperature and on the concentration of the composition.
- the coatings can have a very good formation of the zinc oxide crystals, especially when longer coating times are selected. It is believed that when applied by dipping, the zinc oxide crystals have fewer defects or / and may be able to resist a corrosive attack for longer if the crystals, particles or coatings are grown more slowly than when flooded or sprayed. However, during dipping, the impurities accumulating in the bath and / or the entrained impurities and contents, for example, of dopants and / or zinc can have an effect.
- the coating times usually vary with contact times in the range of 5 seconds to 3 days or of 10 seconds and 2 days or of 1 minute to 2 days.
- the coatings are preferably in the range of 10 minutes to 36 hours, in the range of 12 minutes to 24 hours, in the range of 15 minutes to 16 hours, in the range of 20 minutes to 12 hours, in the range of 30 minutes to 8 Hours, in the range of 40 minutes to 6 hours, in the range of 50 minutes to 4 hours or in the range of 1 to 2 hours.
- Particularly good coatings can often be achieved even at contact times in the range of 20 to 50 minutes, in particular when working without quenching.
- the coating time can be kept in the range of 1 to 300 seconds or 1 to 30 seconds.
- the substrates are quenched in dipping, it is preferred to operate at an initial substrate temperature in the range of 100 to 500 ° C or from 250 to 400 ° C.
- Particularly good coatings with a dense surface coverage can be achieved at an initial substrate temperature of 200 to 400 ° C.
- the crystals are often platelet-shaped.
- the concentrations are often lower because of the longer coating times, especially when working without quenching.
- metallic surfaces usually result particularly uniform nanocrystalline zinc oxide layers.
- good coatings can result.
- a previous eg alkaline see cleaning is not mandatory, but advisable.
- the temperature of the substrates for coating can be chosen freely and it often suffices a substrate temperature in the range of 5 to 40 ° C, even if higher temperatures can be advantageous.
- the composition of the nanocrystalline zinc oxide sometimes less well adjusted and controlled as when spraying or flooding.
- the aqueous composition may optionally be kept low or in a high agitation state during dipping.
- zinc oxide crystals of lesser size and inferior crystal formation may occur, especially in lower temperature baths. Due to long contact times, precipitations and / or sludge can form increasingly.
- the inventive coating method can be reapplied by re-treating the coated substrate by flooding, spraying or dipping with an aqueous composition after first forming a nanocrystalline zinc oxide layer.
- nanocrystalline zinc oxide layers in a relatively simple manner.
- the aqueous compositions could be stabilized easily and with only minor additions. Also, setting and controlling process conditions and compositions are quite possible. The variation of the aqueous compositions and the compositions of the coatings is pleasingly large and offers a multitude of possibilities of corrosion-resistant coatings. It was surprising that the nanocrystalline zinc oxide layers also have a high paint adhesion to subsequently applied coatings.
- nanocrystalline zinc oxide layers can be produced well even under industrially usable conditions.
- the metallic surface of the substrate has a temperature above 120 ° C. and if the substrate is quenched in contact with the aqueous composition, since it is thus also possible to produce particularly dense and corrosion-resistant coatings in this way.
- the substrates coated according to the invention with coated metallic surfaces can be used in particular in vehicle construction, as architectural elements in the construction industry or for the manufacture of devices and machines, such as e.g. used by electrical appliances or household appliances.
- novel nanocrystalline zinc oxide layers can be used as corrosion-protecting or / and as paint adhesion-increasing coatings, in particular on zinc-containing metallic surfaces.
- compositions were prepared by mixing whose compositions are given in Tables 1 as bath compositions.
- compositions containing 40 g / L of zinc acetate dihydrate for flooding or spraying, 4 g / L of zinc acetate dihydrate for spraying, and 15 g / L of zinc nitrate hexahydrate for immersion were prepared, based on the particular compound used as the zinc source.
- contents of dissolved zinc of 1 1, 7 g / L and for dew at 3.2 g / L were found.
- HDG hot-dip galvanized sheet
- the aqueous solutions When applied by flooding or spraying, the aqueous solutions showed an initial bath temperature of about 22 ° C, when applied in dipping at about 90 ° C.
- the prepared solution was sprayed onto hot-dip galvanized steel having an initial substrate temperature in the range of 200 to 320 ° C.
- the water content evaporated spontaneously.
- a zinc oxide layer formed spontaneously by oxidation of the zinc salts.
- the substrate temperature is more important than the temperature of the aqueous zinc salt solution.
- Example 10 For dipping, an initial bath temperature of about 90 ° C was used at an initial substrate temperature of about 22 ° C. In the dipping under these conditions in Example 10, the dopant formed fine particles, probably ceria, interposed between the columnar ZnO crystals (see Fig. 7). In many examples, coatings each doped with one dopant were prepared, with individual dopants incorporated into the zinc mixed oxide grid. Scanning electron micrographs and Raman spectroscopy measurements show that the ZnO crystals, regardless of the dopant, have similar crystal morphologies and apparently approximately similar degrees of crystallinity of the zinc oxide. All the samples according to the invention showed a strong crystallinity of the zinc oxide.
- the uncoated or inventively coated samples were reasonable to study the corrosion resistance with a layer making epoxy-based adhesive of the 331 P by Dow Chemicals with a hardener Jeffamine ® D400 from Huntsman in a weight ratio of 1, 64: 1 coated, of a Paint layer simulated.
- hot-dip galvanized steel sheet of 1.50 x 4.00 cm in size was carefully glued several times over one another at two parallel short edges using an adhesive tape.
- 7.0 mm were glued on the top of the steel sheet at the edge of the short edge and at the same time adhered to the short side surfaces, wherein a height of the adhesive tape package was formed on the top of 0.12 mm thickness.
- the non-adhered top of the steel sheet was coated with the prepared epoxy-based adhesive in a thickness of 0.12 mm.
- a PTFE block with a large flat surface and coated with an aluminum foil as a counter surface for curing of the epoxy-based adhesive, wherein the sample was clamped onto the coated Teflon block.
- the block, aluminum foil, and adhesive tapes were removed from the epoxy coating or substrate.
- the epoxy coating then showed a layer thickness of 0.12 mm. In this way, a coating was prepared for investigating the corrosion resistance and paint adhesion of painted metallic substrates.
- FIG. 1 shows on the left the scheme of the experimental setup for these measurements, while on the right the principle of calculating the corrosion current I KORR , the corrosion current density and the corrosion potential E KORR is reproduced in a panel diagram.
- the values for I KORR and E KORR correspond to the y and x values of the intersection of the two tangents that were placed on anodic and cathodic branches of the current density-potential curve.
- the current density-potential curves were measured at 25 ° C.
- the measured sum-current density-potential curves are each composed of a cathodic term (left arm) of the oxygen reduction and an anodic term (right arm of the curves) of the metal dissolution.
- the anodic and cathodic current densities of the samples coated according to the invention are compared with an uncoated sample.
- FIG. 2 shows the results of these measurements on a ZnO layer of rod-shaped nanocrystals coated zinc substrate of Example B9 ( ⁇ ) compared to the uncoated zinc substrate of Comparative Example VB16 (D).
- the lowering of the current density due to the ZnO layer can be clearly seen.
- the lower the current density values the better the corrosion resistance. It can be seen from the current density-potential curves in FIG. 2 that the values of the current density for the anodic and for the cathodic potentials due to the ZnO layer of rod-shaped nanocrystals are markedly reduced.
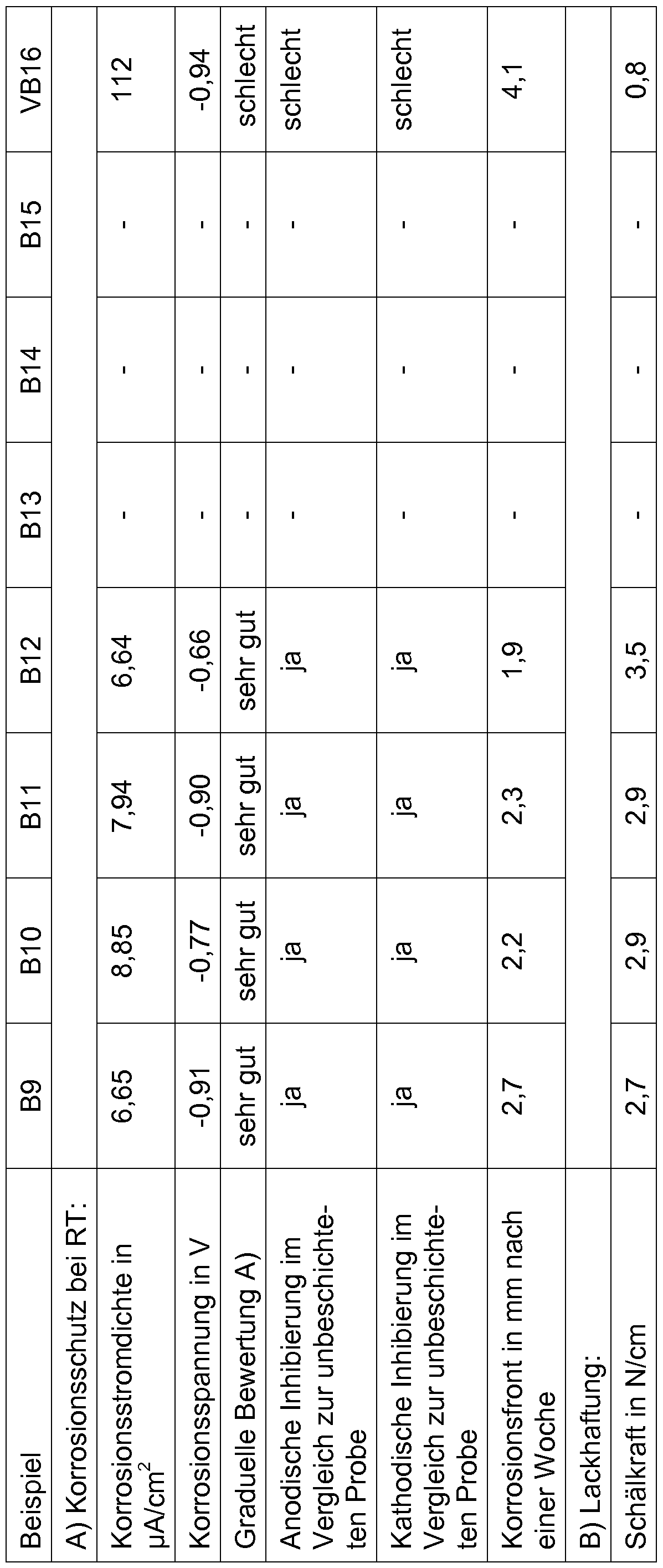
- the measurements of the corrosion current density gave values in the range from 0.6 to 9 ⁇ cm 2 for the zinc sheets coated with the ZnO layer according to the invention. The lower the measured values of the corrosion current density, the better they are. These are classified as good to excellent. In comparison, the uncoated reference specimens gave values of 15 ⁇ cm 2 (VB8) or even 1 10 ⁇ cm 2 (VB16), which indicate a clear or very strong tendency to corrode.
- FIG. 3 shows the diagram of the structure for the corrosion and delamination tests. Samples, each 1.5 x 4.0 cm in size, were stored in a chamber in the presence of> 98% humidity at a room temperature of 21 ⁇ 1 ° C for one week. The course of the corrosion front was observed from the beginning of the defect. After one week of testing, the lengths ⁇ I of the corroded areas were measured on the samples. The shorter the corroded length ⁇ I at the end of the test time, the better the corrosion resistance.
- the blank corrosion determination in the salt spray test was carried out on coated hot-dip galvanized steel sheets in a salt spray chamber in the neutral salt spray test (NSS test) according to DIN EN ISO 9227. During spraying tests, a corrosion resistance of 5 days was achieved without optimizing the spray technique 1% red rust at a zinc oxide layer thickness of 0.025 ⁇ achieved.
- the substrates were optionally coated according to the invention with nanocrystalline zinc oxide layers.
- the substrates were coated with an epoxy-based adhesive film as for the corrosion tests.
- wet soil testing the samples were stored in a chamber in the presence of> 97% humidity at 40 ° C for one day. Thereafter, the adhesive film was peeled from the samples starting at the free metal edge by pulling the layer at right angles upwards.
- Example 5 shows a scanning electron micrograph of a microfine zinc oxide layer produced by spraying. It was prepared at an initial substrate temperature of 290 ⁇ 4 ° C and an initial temperature of the aqueous solution containing 40 g / L zinc acetate dihydrate at 22 ° C by syringing at 20 mL / min and 2 bar for 30 s (Example B1).
- FIG. 6 shows a scanning electron micrograph of a zinc oxide layer of Example B9 produced in immersion. It was prepared at an initial bath temperature of 90 ⁇ 2 ° C from an aqueous solution of 0.05 M zinc nitrate hexahydrate and 0.05 M hexamethylenetetraamine over a coating time of 30 minutes.
- FIG. 7 shows a scanning electron micrograph of a Ce-doped zinc oxide layer of Example B10 produced by dipping. It was prepared at an initial bath temperature of 90 ⁇ 2 ° C from an aqueous solution of 0.05 M zinc nitrate hexahydrate, 0.05 M hexamethylenetetraamine and 0.002 M ceric nitrate hexahydrate with a coating time of 30 min. The scanning electron micrograph reveals single globular particles of darker color, possibly ceria particles.
- Table 1 Compositions and process steps for the formation of the zinc oxide coating and the properties of the coatings produced herewith
- samples VB8, VB16 and VB24 were not coated and also not wetted with water, whereby sample VB8 was heated to 280-320 ° C for comparison, so that a comparison of the uncoated zinc-rich substrates coated according to the invention substrates of samples B1 to B7, B32 and B33 for spraying, B9 to B15 for diving and B17 to B23 for flooding is possible.
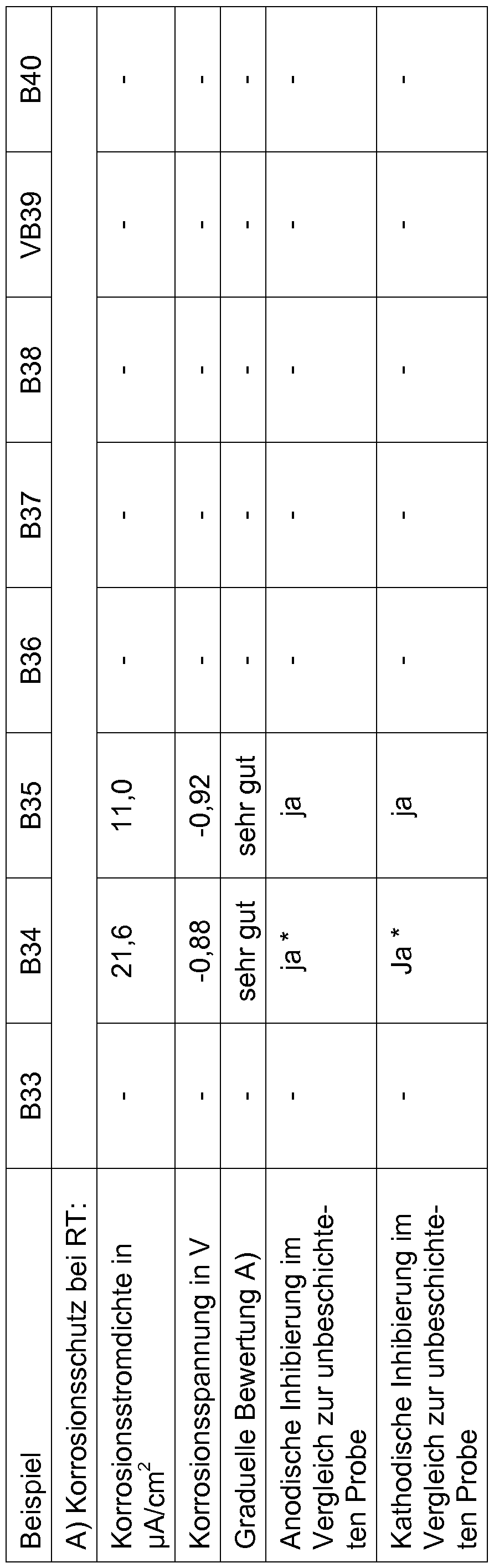
- the following series of samples show variations of spray quenching and immersion, with sample VB38 being almost uncoated because the substrate and the aqueous zinc salt solution were at 25 ° C and because the pH is near neutral.
- a temperature range of 280-320 ° C is specified for a substrate, a temperature gradient was used.
- composition of the aqueous solutions was varied with the indicated dopants, wherein in the table molar ratios are given.
- additional aminopropylethoxysilane (APS) was added, which is why the layer thickness is greater.
- additional tetraethyl orthosilicate tetraethoxysilane (TEOS) was added, sample B22 additionally sodium water glass and B40 polyacrylic acid.
- the coatings have proven best by spraying or dipping. If a relatively cool and eg room-tempered substrate is immersed in a hot aqueous zinc salt solution for longer, in particular for about 15 or 20 minutes, very well-formed coatings with clear crystal morphologies of the crystalline zinc oxide (B9 to B15) are obtained. If a hot substrate, for example, with a substrate temperature in the range of 200 to 400 ° C is immersed in an aqueous zinc salt solution, resulting in very short treatment times of eg 1 to 15 seconds and at high temperature differences between substrate initial temperature and bath initial temperature of eg 150 to 350 ° C Temperature difference well-formed coatings especially at higher temperature differences (B33 to B38, B40).
- Quenching at Dipping treatments is therefore outstandingly suitable industrially.
- good coatings are obtained, which improve with increasing temperature up to 300 or 320 ° C. (B25 to B30). Due to the short treatment times during spraying, there are good opportunities to use this treatment method industrially. Care must be taken when spraying that the temperature distribution and the treatment with spray liquid are very uniform in order to obtain good coatings.
- the salt spray results in blank corrosion protection can be significantly improved with further optimization of the spray technology, but are already sufficient for initial industrial applications.
- the platelet-shaped zinc oxide crystals often exhibited a mean crystal size of about 5 to 20 nm in the quenching experiments.
- the corrosion protection at room temperature was determined according to the previously described methods. In the determination of the corrosion front, the initial effect of the blank corrosion and then a transitional stage of the infiltration under the polymer layer are detected. For the other methods of determination the blank corrosion is determined.
- the corrosion protection of the nanocrystalline zinc oxide layers according to the invention for a layer thickness of approximately 0.025 ⁇ m may be regarded as extraordinary. be highly regarded. Because zinc phosphate layers typically show layer thicknesses of about 2.5 to 3 ⁇ compared to this.
- Example B1 to B4 and B9 to B12 produced by spraying or dipping had even caused an approximately 15 to 20-fold reduction in the corrosion currents in the corrosion current density measurements. They had achieved a more than threefold increase in adhesion in the peel tests.
- the corrosion current density measurements illustrate the rates of anodic and cathodic corrosion reactions.
- the values of the corrosion current density measurements for zinc phosphate coatings which can be related to the zinc oxide layers according to the invention as industry-standard anticorrosive coatings, are often in the range from 1 to 20 ⁇ cm 2 according to the specialist literature. The smaller the values, the better they are. They are dependent on the coating time, wherein for short coating times of, for example, 30 seconds for zinc phosphate layers, the lowering of the corrosion current density is caused by a strong inhibition of the cathodic reactions. This indicates that the zinc phosphate coating has not yet been sufficiently closed, whereas the zinc oxide layers according to the invention correspond in comparison to the corrosion current density measurements for closed zinc oxide layers, which should be of higher quality in this respect.
- the layers of the invention exhibited a more than three-fold increase in paint adhesion B, possibly due to the increased surface area and surface structure of the ZnO layer, and possibly also due to the improved surface chemistry.
- the paint adhesion can be rated as good or very good in the measurements.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Inorganic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Wood Science & Technology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Nanotechnology (AREA)
- Ceramic Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- General Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Composite Materials (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Treatment Of Metals (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Paints Or Removers (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
Description







Claims
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2015123552A RU2672754C2 (ru) | 2012-11-19 | 2013-11-13 | Способ нанесения покрытий на металлические поверхности при помощи нанокристаллических слоев оксида цинка, водная композиция для этого и применение поверхностей с нанесенными таким образом покрытиями |
| CA2890827A CA2890827A1 (en) | 2012-11-19 | 2013-11-13 | Method for coating metallic surfaces with nanocrystalline zinc oxide layers, aqueous compositions for same and use of such coated surfaces |
| CN201380070649.4A CN105283412A (zh) | 2012-11-19 | 2013-11-13 | 用纳米晶氧化锌层涂布金属表面的方法、用于此目的的含水组合物以及这类涂布表面的用途 |
| MX2015006127A MX365287B (es) | 2012-11-19 | 2013-11-13 | Un método para recubrir superficies metálicas de un sustrato con una capa de óxido de zinc nanocristalino resistente a la corrosión. |
| EP13791796.9A EP2920108A2 (de) | 2012-11-19 | 2013-11-13 | Verfahren zur beschichtung von metallischen oberflächen mit nanokristallinen zinkoxidschichten, wässerige zusammensetzungen hierfür und verwendung der derart beschichteten oberflächen |
| AU2013346860A AU2013346860B2 (en) | 2012-11-19 | 2013-11-13 | Method for coating metallic surfaces with nanocrystalline zinc oxide layers, aqueous compositions therefor and use of the surfaces coated in this way |
| US14/441,005 US9970113B2 (en) | 2012-11-19 | 2013-11-13 | Method for coating metallic surfaces with nanocrystalline zinc oxide layers, aqueous compositions therefor and use of the surfaces coated in this way |
| BR112015010909A BR112015010909A2 (pt) | 2012-11-19 | 2013-11-13 | processo para revestir superfícies metálicas com camadas de óxido de zinco nanocristalinas, composições aquosas para esse fim e uso das superfícies revestidas dessa maneira |
| ZA2015/04445A ZA201504445B (en) | 2012-11-19 | 2015-06-19 | Method for coating metallic surfaces with nanocrystalline zinc oxide layers, aqueous compositions therefor and use of the surfaces coated in this way |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102012221106 | 2012-11-19 | ||
| DE102012221106.3 | 2012-11-19 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| WO2014076105A2 true WO2014076105A2 (de) | 2014-05-22 |
| WO2014076105A8 WO2014076105A8 (de) | 2014-07-24 |
| WO2014076105A3 WO2014076105A3 (de) | 2014-09-12 |
Family
ID=50625794
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/EP2013/073668 Ceased WO2014076105A2 (de) | 2012-11-19 | 2013-11-13 | Verfahren zur beschichtung von metallischen oberflächen mit nanokristallinen zinkoxidschichten, wässerige zusammensetzungen hierfür und verwendung der derart beschichteten oberflächen |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US9970113B2 (de) |
| EP (1) | EP2920108A2 (de) |
| KR (1) | KR20150085071A (de) |
| CN (1) | CN105283412A (de) |
| AU (1) | AU2013346860B2 (de) |
| BR (1) | BR112015010909A2 (de) |
| CA (1) | CA2890827A1 (de) |
| DE (1) | DE102013223048A1 (de) |
| MX (1) | MX365287B (de) |
| RU (1) | RU2672754C2 (de) |
| WO (1) | WO2014076105A2 (de) |
| ZA (1) | ZA201504445B (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9644102B2 (en) | 2014-05-23 | 2017-05-09 | A Et A Mader | Method of manufacturing a corrosion-resistant sacrificial protective coating |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107586493A (zh) * | 2016-07-06 | 2018-01-16 | 赫普有限公司 | 水基底漆组合物、由其获得的底漆及含该底漆的双层体系 |
| US12311641B2 (en) * | 2018-06-28 | 2025-05-27 | Nelumboinc. | Coincident surface modifications and methods of preparation thereof |
| CN114555861A (zh) * | 2019-09-26 | 2022-05-27 | 恩欧富涂料(亚太)株式会社 | 防锈处理方法及经防锈处理的物品 |
| CN111996521B (zh) * | 2020-08-26 | 2021-05-18 | 西南交通大学 | 一种在生物可降解锌表面构建无机微米花嵌合金属-有机复合纳米簇改性功能层的方法 |
| CN114182238B (zh) * | 2020-09-14 | 2023-06-23 | 天津大学 | 一种阻变型ZnO耐蚀薄膜及其制备方法 |
| CN113455519A (zh) * | 2021-08-17 | 2021-10-01 | 福州市帕柯斯新材料有限公司 | 一种高浓缩安全环保长效消毒液及其制备方法 |
| CN114985005B (zh) * | 2022-07-06 | 2023-11-21 | 华东理工大学 | 改性纤维素纳米晶、负载型金属催化剂及其制备方法和应用 |
| US20240044008A1 (en) * | 2022-08-04 | 2024-02-08 | Robert D. Varrin, Jr. | Method for Coating Nuclear Power Plant Components |
| WO2025154063A1 (en) * | 2024-01-17 | 2025-07-24 | Coreteel Technologies Ltd | Formulations for surface preparations and processes using same |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0744475A1 (de) | 1995-05-23 | 1996-11-27 | Bethlehem Steel Corporation | Verfahren zur Verbesserung der Verformungs- und Verschweisseigenschaften von verzinkten Blattstahl |
| DE10103463A1 (de) | 2001-01-25 | 2002-08-14 | Univ Friedrich Alexander Er | Ultradünne Deckschichten auf metallischen Substraten, Verfahren zu ihrer Herstellung und ihre Verwendung |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5180686A (en) * | 1988-10-31 | 1993-01-19 | Energy Conversion Devices, Inc. | Method for continuously deposting a transparent oxide material by chemical pyrolysis |
| RU2186150C2 (ru) * | 2000-09-28 | 2002-07-27 | Федеральное государственное унитарное предприятие Центральный научно-исследовательский институт черной металлургии им.И.П.Бардина | Способ цинкования стальных изделий |
| BE1015823A3 (fr) * | 2003-12-17 | 2005-09-06 | Ct Rech Metallurgiques Asbl | Procede de revetement d'une surface metallique par une couche ultrafine. |
| US20080280058A1 (en) | 2005-04-14 | 2008-11-13 | Tallinn University Of Technology | Method of Preparing Zinc Oxide Nanorods on a Substrate By Chemical Spray Pyrolysis |
| JP2008297168A (ja) | 2007-05-31 | 2008-12-11 | National Institute Of Advanced Industrial & Technology | ZnOウィスカー膜及びその作製方法 |
| KR20090037574A (ko) * | 2007-10-12 | 2009-04-16 | 삼성전자주식회사 | 산화아연 나노구조체의 제조방법 및 그로부터 제조된산화아연 나노구조체 |
| GB0915376D0 (en) * | 2009-09-03 | 2009-10-07 | Isis Innovation | Transparent conducting oxides |
| US20120061836A1 (en) * | 2010-09-15 | 2012-03-15 | Tao Companies Llc | SPRAY PYROLYSIS OF Y-DOPED ZnO |
-
2013
- 2013-11-13 EP EP13791796.9A patent/EP2920108A2/de not_active Withdrawn
- 2013-11-13 BR BR112015010909A patent/BR112015010909A2/pt not_active Application Discontinuation
- 2013-11-13 KR KR1020157016165A patent/KR20150085071A/ko not_active Withdrawn
- 2013-11-13 RU RU2015123552A patent/RU2672754C2/ru not_active IP Right Cessation
- 2013-11-13 MX MX2015006127A patent/MX365287B/es active IP Right Grant
- 2013-11-13 CN CN201380070649.4A patent/CN105283412A/zh active Pending
- 2013-11-13 WO PCT/EP2013/073668 patent/WO2014076105A2/de not_active Ceased
- 2013-11-13 CA CA2890827A patent/CA2890827A1/en not_active Abandoned
- 2013-11-13 AU AU2013346860A patent/AU2013346860B2/en not_active Ceased
- 2013-11-13 US US14/441,005 patent/US9970113B2/en not_active Expired - Fee Related
- 2013-11-13 DE DE102013223048.6A patent/DE102013223048A1/de not_active Ceased
-
2015
- 2015-06-19 ZA ZA2015/04445A patent/ZA201504445B/en unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0744475A1 (de) | 1995-05-23 | 1996-11-27 | Bethlehem Steel Corporation | Verfahren zur Verbesserung der Verformungs- und Verschweisseigenschaften von verzinkten Blattstahl |
| DE10103463A1 (de) | 2001-01-25 | 2002-08-14 | Univ Friedrich Alexander Er | Ultradünne Deckschichten auf metallischen Substraten, Verfahren zu ihrer Herstellung und ihre Verwendung |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9644102B2 (en) | 2014-05-23 | 2017-05-09 | A Et A Mader | Method of manufacturing a corrosion-resistant sacrificial protective coating |
| US10472524B2 (en) | 2014-05-23 | 2019-11-12 | A Et A Mader | Binder composition, a method of manufacturing a corrosion-resistant sacrificial protective coating using said composition, and a support coated with such a coating |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112015010909A2 (pt) | 2017-07-11 |
| US20150284854A1 (en) | 2015-10-08 |
| WO2014076105A3 (de) | 2014-09-12 |
| RU2015123552A (ru) | 2017-01-10 |
| EP2920108A2 (de) | 2015-09-23 |
| MX365287B (es) | 2019-05-29 |
| RU2672754C2 (ru) | 2018-11-19 |
| WO2014076105A8 (de) | 2014-07-24 |
| US9970113B2 (en) | 2018-05-15 |
| MX2015006127A (es) | 2015-08-05 |
| AU2013346860B2 (en) | 2017-07-27 |
| CA2890827A1 (en) | 2014-05-22 |
| AU2013346860A1 (en) | 2015-06-11 |
| ZA201504445B (en) | 2018-05-30 |
| KR20150085071A (ko) | 2015-07-22 |
| DE102013223048A1 (de) | 2014-05-22 |
| CN105283412A (zh) | 2016-01-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2920108A2 (de) | Verfahren zur beschichtung von metallischen oberflächen mit nanokristallinen zinkoxidschichten, wässerige zusammensetzungen hierfür und verwendung der derart beschichteten oberflächen | |
| EP2255025B1 (de) | Verfahren zur beschichtung von metallischen oberflächen mit einem passivierungsmittel | |
| EP2614175B1 (de) | Verfahren zur beschichtung von metallischen oberflächen mit einem polymer enthaltenden beschichtungsmittel, das beschichtungsmittel und seine verwendung | |
| EP2507408B1 (de) | Mehrstufiges vorbehandlungsverfahren für metallische bauteile mit zink- und eisenoberflächen | |
| DE102008054407B4 (de) | Verfahren zur Beschichtung von metallischen Oberflächen mit einem Aktivierungsmittel vor dem Phosphatieren, entsprechende Aktivierungsmittel sowie Verwendung der mit dem Verfahren beschichteten Substrate | |
| EP3044348B1 (de) | Chrom (iii)-enthaltenden behandlungslösung für ein verfahren zum erzeugen einer korrosionsschützenden überzugsschicht, konzentrat einer solchen behandlungslösung und verfahren zum erzeugen einer korrosionsschützenden überzugsschicht | |
| EP3455392A1 (de) | Konversionsschichten für metallische oberflächen | |
| DE102013202286B3 (de) | Verwendung eines Silan-, Silanol- oder/und Siloxan-Zusatzes zur Vermeidung von Stippen auf Zink-haltigen Metalloberflächen und Verwendung der beschichteten Metallsubstrate | |
| WO2023227522A1 (de) | Verfahren zur alkalischen reinigung von zink-magnesium-legiertem bandstahl | |
| DE202013009813U1 (de) | Verwendung einer Behandlungslösung zur Erzeugung einer korrosionsschützenden Überzugsschicht auf einer Metalldispersionstrockenschicht oder auf einer Oberfläche eines µm-skalierten Metallteilchens | |
| WO2014037088A1 (de) | Behandlungslösung und verfahren zur beschichtung von metalloberflächen | |
| EP3428314B1 (de) | Zusammensetzung und verfahren zur passivierung verzinkter bauteile | |
| DE102023110138A1 (de) | Stahlblech mit doppelschichtigem temporärem Korrosionsschutz | |
| WO2025195866A1 (de) | Verfahren zur reinigung und entfettung von bauteilen umfassend oberflächen von zink-magnesium-schmelztauchveredeltem stahl | |
| WO2018036806A1 (de) | VERWENDUNG EINES HAFTVERMITTLERS ERHÄLTLICH ALS REAKTIONSPRODUKT EINES DI- ODER POLYAMINS MIT α,β-UNGESÄTTIGTEN CARBONSÄUREDERIVATEN ZUR METALLOBERFLÄCHENBEHANDLUNG | |
| DE102015209910A1 (de) | Vorspüle enthaltend ein quartäres Amin zur Konditionierung vor einer Konversionsbehandlung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201380070649.4 Country of ref document: CN |
|
| DPE2 | Request for preliminary examination filed before expiration of 19th month from priority date (pct application filed from 20040101) | ||
| ENP | Entry into the national phase |
Ref document number: 2890827 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14441005 Country of ref document: US Ref document number: MX/A/2015/006127 Country of ref document: MX |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112015010909 Country of ref document: BR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013791796 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2013346860 Country of ref document: AU Date of ref document: 20131113 Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20157016165 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2015123552 Country of ref document: RU Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13791796 Country of ref document: EP Kind code of ref document: A2 |
|
| ENP | Entry into the national phase |
Ref document number: 112015010909 Country of ref document: BR Kind code of ref document: A2 Effective date: 20150513 |