WO2014129285A1 - 丸鋸 - Google Patents
丸鋸 Download PDFInfo
- Publication number
- WO2014129285A1 WO2014129285A1 PCT/JP2014/052160 JP2014052160W WO2014129285A1 WO 2014129285 A1 WO2014129285 A1 WO 2014129285A1 JP 2014052160 W JP2014052160 W JP 2014052160W WO 2014129285 A1 WO2014129285 A1 WO 2014129285A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- rake face
- circular saw
- rake
- base metal
- reference line
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D61/00—Tools for sawing machines or sawing devices; Clamping devices for these tools
- B23D61/02—Circular saw blades
- B23D61/04—Circular saw blades with inserted saw teeth, i.e. the teeth being individually inserted
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D61/00—Tools for sawing machines or sawing devices; Clamping devices for these tools
- B23D61/02—Circular saw blades
- B23D61/021—Types of set; Variable teeth, e.g. variable in height or gullet depth; Varying pitch; Details of gullet
Definitions
- This invention relates to a circular saw that cuts a workpiece such as a steel material with a tip provided on an outer peripheral portion.
- a circular saw used for cutting a workpiece such as a steel material chips are brazed at predetermined intervals on the outer periphery of a disk-shaped base metal, and cutting edges are formed on the chips (see, for example, Patent Document 1).
- the chip has a flank formed on the outer periphery of the chip and a rake surface formed on the front surface in the rotational direction of the chip, and a cutting edge is formed by a ridge where the flank and the rake surface intersect.
- the tip of a circular saw that cuts relatively hard workpieces such as steel materials has a rake angle of the rake face that contacts the cutting edge set to a negative angle.
- the second rake face is connected to the inside of the rake face in the radial direction.
- the second rake face is formed on an imaginary line connecting the cutting edge from the rotation center of the circular saw to secure a wide tooth bag defined on the front side in the rotation direction of the chip, or rotated with respect to the imaginary line. In general, it is formed so as to have a positive angle inclined backward in the direction.
- the chip is brazed to the stepped installation portion formed on the tooth body on the outer peripheral portion of the base metal, with the back surface facing the rear side in the rotation direction and the bottom surface facing the rotation center side, and the second rake surface is formed. It is fixed with it facing the tooth bag.
- the circular saw may bite cutting scraps or a weld bead that has fallen from the workpiece into the cutting edge.
- the tip having the above-mentioned shape is easily damaged, and the stress at the time of biting such as cutting scraps tends to concentrate on the boundary between the second rake face and the base metal, so that the brazed portion is destroyed and the tip falls off. Or other problems may occur.
- the steel pipe body is cut while entraining a cutting waste that accumulates on the inside of the steel pipe along with the cutting and a hard weld bead compared to the steel pipe body. The chip is easily damaged.
- the present invention has been proposed in view of the above-mentioned problems inherent in the conventional circular saws, and has been proposed to suitably solve these problems.
- a circular saw in which the chip is difficult to break and the brazed part is difficult to break. The purpose is to provide.
- the circular saw of the invention In a circular saw having a plurality of chips joined at intervals to the outer periphery of the base metal, and cutting a workpiece with a cutting edge provided on the chips,
- the tip faces a first rake face in contact with the cutting edge and a tooth bag provided on the front side in the rotation direction of the tip, and an inner peripheral edge in the radial direction defines an outer peripheral edge of the base metal.
- a second rake face in contact with The second rake face has a second rake angle formed by a first reference line drawn from the rotation center of the circular saw to the cutting edge and a second reference line passing through the inner edge along the second rake face,
- the gist is that it is formed to have a negative angle.
- the said 1st rake surface is formed so that the 1st rake angle with respect to the said 1st reference line may be a negative angle
- the second rake face is formed radially inward of the first rake face, and the second rake angle is set to be larger on the positive side than the first rake angle.
- tip and a base metal can be suppressed more by setting the 2nd rake face to the negative angle which made the positive side rather than the 1st rake face. .
- the base is configured such that the base extends inward in the radial direction from the inner edge of the second rake face so as to be recessed inward in the radial direction in accordance with the peripheral surface of the base. It is fixed by fitting to the installation part formed in, and joining the peripheral surface of the base to the base metal,
- the gist of the present invention is that a peripheral surface of the base is provided with a dispersive surface that is connected to a radially inner side of an inner edge of the second rake face and is inclined rearward in the rotational direction with respect to the second reference line. To do.
- the teeth of the second rake face of the chip and the base metal are formed. Stress applied to the boundary facing the bag can be reduced.
- the gist of the invention according to claim 4 is that the dispersion surface is formed to be inclined at a positive angle with respect to the first reference line. According to the invention which concerns on Claim 4, the stress concerning the boundary which faces the tooth bag of the 2nd rake face of a chip
- the chip is difficult to break, and the brazed portion can be hardly broken.
- FIG. 3 is a sectional view taken along line AA in FIG. 2. It is explanatory drawing which shows the circular saw of a comparative example. It is explanatory drawing which shows an analysis model.
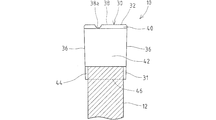
- the circular saw 10 As shown in FIG. 1, the circular saw 10 according to the embodiment is disposed on each of a base 12 formed in a substantially disc shape and a plurality of tooth bodies 14 formed on an outer peripheral portion of the base 12. Chip 30.
- the circular saw 10 is rotated in a predetermined direction with a virtual axis passing through the center of the base metal 12 in the thickness direction of the base metal 12 as a rotation center O.
- the workpiece is cut by pressing against the material.
- the base metal 12 is made of steel such as carbon tool steel or alloy tool steel, and each tooth body 14 is formed so as to protrude radially outward from the main body portion of the base metal 12.
- a plurality of tooth bodies 14 are formed on the outer peripheral portion of the base metal 12 so as to be spaced apart from each other in the rotation direction (circumferential direction) at uniform intervals or non-uniform intervals.
- a tooth bag 16 capable of accommodating a workpiece cutting waste generated when cutting with the chip 30 is formed on the front side in the rotation direction of each chip 30.
- the base metal 12 is provided with an installation portion 18 on the front side in the rotational direction of each tooth body 14.
- the installation portion 18 of the embodiment includes a vertical wall surface 18 a formed to extend in the radial direction corresponding to the back surface 34 facing the rear side in the rotation direction of the tip 30, and teeth corresponding to the base portion 31 of the tip 30. It is defined by a concave surface 18b formed so as to be recessed radially inward from the bottom 17.
- the plurality of tooth bodies 14 are formed in the same shape
- the plurality of chips 30 are formed in the same shape
- all the tooth bags 16 have the same shape. It has become.
- the chip 30 is a single block made of cemented carbide, cermet, CBN (cubic boron nitride), polycrystalline diamond, or the like, or a block-like material made of a composite material obtained by combining these. Further, the chip 30 may form a film on the outer surface.
- the coating may have a single layer structure or a multilayer structure in which the same or different ones are stacked, and a metal, nitride, carbide, one or more elements such as chromium, titanium, aluminum, etc. Mention may be made of layers of carbonitrides, oxides, oxynitrides and the like.
- the chip 30 has a back surface 34 bonded to the vertical wall surface 18a and a peripheral surface of the base 31 bonded to the concave surface 18b.
- the chip 30 has both side surfaces 36 and 36 facing in the width direction (the direction along the rotation axis of the circular saw 10) and a flank 38 formed on the outer peripheral surface facing outward in the radial direction exposed from the base metal 12.
- the surface facing the front side in the rotational direction excluding the peripheral surface of the base 31 fitted in the recess 18 b faces the tooth bag 16.
- the chip 30 is formed such that the dimension in the width direction is slightly larger than the thickness of the base metal 12.
- the chip 30 is formed such that each side surface 36 is a flat surface, and both side surfaces 36, 36 are separated from each other in the radial direction from the inner side toward the outer side.
- the tip 30 of the embodiment is wider on the cutting edge 32 side than on the base 31 side.
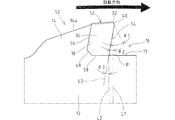
- the tip 30 has a cutting edge 32 at the edge of the flank 38 on the front side in the rotation direction, and a first rake face 40 facing the front side in the rotation direction is formed in contact with the cutting edge 32.
- the flank 38 tilts radially inward from the cutting edge 32 toward the rear side in the rotation direction with respect to a plane orthogonal to the virtual first reference line L1 connecting the rotation center O and the cutting edge 32 with a straight line.
- the cutting edge 32 has other shapes, such as a straight ridge as shown in FIG. 2 or a mountain shape that inclines radially inward from the center in the width direction toward the outside in the width direction. May be.
- the flank 38 may be provided with a nick 38a for dividing the cutting waste (see FIG.
- the nick 38a recessed inward in the radial direction is rotated in the direction of the flank 38. It is formed over the entire length and is disposed at a position deviating from the center in the width direction.
- the tip 30 of the embodiment is tapered by chamfering both corners in the width direction of the flank 38.
- the first rake face 40 is formed as a flat plane over the entire radial direction and width direction, and the first rake angle ⁇ 1 with respect to the first reference line L1 is set to be a negative angle. That is, the first rake face 40 is formed so as to incline forward in the rotational direction as it goes from the radially outer side to the inner side.
- the tip 30 is formed with a second rake face 42 facing the tooth bag 16 provided on the front side in the rotational direction of the tip 30 on the radially inner side of the first rake face 40.
- the second rake face 42 is in contact with the outer peripheral edge of the base 12 defining the tooth bag 16 at the inner edge in the radial direction, and in the embodiment, the inner edge is in contact with the tooth bottom 17 extending substantially along the rotation direction. ing. That is, the boundary P between the tip 30 appearing in the tooth bag 16 and the outer peripheral edge of the base metal 12 is formed at the intersection of the second rake face 42 and the tooth bottom 17. As shown in FIG.
- the second rake face 42 may be formed as a flat plane over the entire radial direction and width direction, or formed as a curved surface that is curved in the radial direction so that the tooth bag 16 side is concave or convex. You can also.
- the second rake face 42 is formed by the first reference line L1 and the second reference line L2, which is an imaginary line that passes straight through the inner edge of the second rake face 42 along the second rake face 42.
- the two rake angles ⁇ 2 are formed to be negative. That is, the second rake face 42 is inclined with respect to the first reference line L1 so as to incline toward the front side in the rotational direction from the radially outer side toward the inner side, and is formed so as not to be parallel to the first reference line L1. .
- the second rake face 42 is formed as a flat surface as in the embodiment, the second reference line L2 and the second rake face 42 coincide, and when the second rake face 42 is a curved surface, The 2 reference line L2 becomes a tangent line passing through the inner edge.
- the second rake face 42 is an angle ⁇ 3 formed by a virtual third reference line L3 that connects the rotation center O of the circular saw 10 and the inner edge of the second rake face 42 with a straight line and the second reference line L2. Is also formed to have a negative angle.
- the second rake face 42 is formed so that the inclination angle of the first rake face 40 is changed from that of the first rake face 40 so that the second rake angle ⁇ 2 is larger on the positive side than the first rake angle ⁇ 1.
- the second rake face 42 (second reference line L2) is formed so as to be inclined rearward (positive side) in the rotational direction with respect to the first rake face 40.
- the second rake face 42 is the first rake face. It is preferable to set the angle so as to incline toward the positive side in the range of 5 ° to 45 ° with respect to the surface 40.
- the 2nd rake face 42 of an Example is formed more largely than the 1st rake face 40 in the radial direction.
- the chip 30 is formed such that the back surface 34 is formed in parallel with the first reference line L1 as shown in FIG. 2, or is inclined forward in the rotational direction as it goes from the radially outer side to the inner side.
- the tip 30 may have the same width in the rotational direction between the second rake face 42 and the rear face 34 in the radial direction, but as shown in FIG. It is preferable to form so that it becomes wider as it goes to.
- the base 31 on the radially inner side extends radially inward from the inner edge of the second rake face 42.
- the tip 30 includes a dispersion surface 44 formed on the circumferential surface of the base portion 31 so as to be inclined to the rear side in the rotation direction with respect to the second reference line L ⁇ b> 2, being connected to the radially inner side of the inner edge of the second rake face 42.
- the dispersion surface 44 is formed so as to incline toward the rear side (positive side) in the rotational direction from the inner edge of the second rake face 42 toward the inner side in the radial direction and to have a positive inclination angle ⁇ 4 with respect to the first reference line L1.
- the dispersion surface 44 is also at a positive angle with respect to the second reference line L2.
- a bottom surface 46 extending so as to be orthogonal to the first reference line L ⁇ b> 1 is connected to the inner side in the radial direction of the dispersion surface 44, and an inclined surface 48 is formed between the back surface 34 and the bottom surface 46. Is done.
- the inclined surface 48 is inclined to the front side (negative side) in the rotational direction as it goes radially inward from the back surface 34, and is formed to have a negative angle with respect to the first reference line L1.
- the peripheral surface of the base portion 31 is formed in a shape in which corner portions before and after the rotation direction are chamfered, and the peripheral surface formed as a multifaceted surface is joined to the concave surface 18 b of the installation portion 18.
- the outer peripheral edge 14 a of the tooth body 14 is connected to the back surface 34 of the chip 30 disposed on the front side in the rotation direction, and the outer peripheral edge 14 a is the cutting edge 32 of the chip 30. It extends more radially inward.
- the outer peripheral edge 14a of the tooth body 14 is formed so as to incline radially outward from the tooth bag 16 side toward the front side in the rotational direction.
- a protrusion 20 is formed on the outer peripheral edge 14 a of the tooth body 14 so as to protrude radially outward from the outer peripheral edge 14 a, and the top of the protrusion 20 on the outer side in the radial direction is more radial than the cutting edge 32 of the tip 30.
- the protrusion 20 is provided on the front side in the rotation direction of the tooth bag 16 and is preferably formed so that the top is located within 1.5 mm inward in the radial direction from the rotation locus of the cutting edge 32 of the tip 30.
- the protrusion 20 of the embodiment protrudes from the outer peripheral edge of the tooth body 14 in a bump shape, and the top is formed in an arc shape. Further, the protrusion 20 is formed so that the edge on the front side in the rotation direction is inclined inward in the radial direction as it goes from the top to the front side in the rotation direction.
- the second rake face 42 is inclined at a negative angle with respect to the first reference line L1
- the impact when the cutting waste or the like hits the front surface in the rotational direction of the chip 30 is affected by the chip 30 and the base metal 12. It is possible to suppress concentration on the boundary P. Therefore, in the circular saw 10, the load on the boundary P between the chip 30 and the base metal 12 having relatively low strength can be suppressed, and the chip 30 breaks from the joint part of the boundary P due to the concentration of stress and the chip 30 is removed from the base metal 12. It is possible to prevent the chip 30 from dropping off or being damaged.
- the circular saw 10 can cut smoothly. Since the circular saw 10 is set to a negative angle in which the second rake face 42 is set to be more positive than the first rake face 40, the load on the boundary P between the chip 30 and the base metal 12 can be further suppressed. it can.
- the base portion 31 radially inward from the second rake face 42 of the chip 30 is fitted into the installation portion 18 of the base metal 12 that is recessed according to the base portion 31, so that not only the back surface 34 but also the base portion 31. Is also joined to the base 12. Since the circular saw 10 receives the cutting force applied to the chip 30 at the joint portion between the peripheral surface of the base portion 31 of the tip 30 and the concave surface 18b of the installation portion 18 of the base metal 12, the stress applied to the joint portion during cutting is reduced. Decrease. Further, according to the embodiment, when an impact is applied to the boundary P facing the tooth bag 16 between the second rake face 42 of the chip 30 and the base metal 12, the base bottom surface of the chip 30 is the second rake face 42.
- the peripheral surface of the base 31 is composed of multiple surfaces and the bonding surface of the base metal 12 is formed in accordance with the peripheral surface. Therefore, the bonding area between the chip 30 and the base metal 12 can be increased.
- the bonding strength of the chip 30 to the base metal 12 can be improved.
- the tip 30 is formed so that the width before and after the rotation direction between the second rake face 42 and the rear face 34 becomes wider from the outside in the radial direction toward the inside, so that the periphery of the base 31 joined to the base metal 12 is formed. Since the surface can be widened, the bonding strength of the chip 30 to the base metal 12 can be further improved.
- the circular saw 10 Since the circular saw 10 is provided with a protrusion 20 protruding radially outward on the outer peripheral edge 14a of the tooth body 14 extending to the front side in the rotation direction of the tooth bag 16, the tooth bag is cut by the protrusion 20 during cutting. It is possible to make it difficult for the cutting scraps to be caught in 16. Therefore, the circular saw 10 can suppress the entanglement of the cutting waste into the tooth bag 16 which is one of the factors of the load on the chip 30 by the protrusion 20, so that the chip 30 is damaged or the table near the chip 30. It is possible to prevent the so-called neck breakage in which the gold 12 is broken and broken.
- a test for actually cutting a workpiece was performed on the circular saw 10 of the embodiment shown in FIGS. 1 to 3 and the circular saw 50 of the comparative example shown in FIG. 4, and the two were compared.
- a carbon steel pipe for mechanical structure STKM13A
- the workpiece has an outer diameter of 50.8 mm and a thickness of 5 mm.
- the circular saws 10 and 50 of the examples and comparative examples use a base metal 12 having a thickness of 1.7 mm, an outer diameter of 285 mm, the number of teeth is set to 80, and a cutting edge width of 2 mm. 52 is brazed to the base 12.
- the chips 30 and 52 of Examples and Comparative Examples are cemented carbides having a TiAlN-based film formed on the outer surface.
- the first rake face 40 has a radial width of 0.3 mm
- the second rake faces 42 and 54 have the same radial width.
- the first rake angle ⁇ 1 of the first rake face 40 is ⁇ 25 °
- the second rake angle ⁇ 2 of the second rake face 42 is ⁇ 5 °
- the inclination angle ⁇ 4 of the dispersion surface 44 is 45.
- the back surface 34 is formed in parallel with the first reference line L1.
- the protrusion 20 is formed on the front side in the rotation direction of the tooth bag 16, whereas the circular saw 50 of the comparative example extends on the front side in the rotation direction of the tooth bag 16.
- the outer peripheral edge 14 a of the tooth body 14 is not provided with a shape corresponding to the protrusion 20.
- the first rake face ⁇ 1 of the first rake face 40 is set to ⁇ 25 °
- the second rake angle ⁇ 2 of the second rake face 52 is set to 10 °
- the back face 56 is set to the second rake face 52. Extends in parallel with.
- the chip 52 of the comparative example is formed so that the bottom surface 58 extends along the rotation direction from the boundary P between the second rake face 42 and the base metal 12, and the base 31 is fitted into the base metal 12 as in the embodiment.
- the workpiece was cut while supplying mist at a cutting speed of 358 m / min and a feed amount per tooth of 0.07 mm.
- Two round saws 10 and 50 of the example and the comparative example were prepared for the test, and each test was performed twice. The results are shown in Table 1.
- the circular saw 50 of the comparative example has a lot of biting until it reaches the total number of cuts until it becomes impossible to continue cutting due to abnormalities of the tip 52 such as neck breakage, chipping or chipping. .
- the circular saw 10 of the embodiment can continue the cutting even when the total number of cuts shown in Table 1 is reached, so that the cutting can be continued and more than the comparative example.
- the circular saw 10 of the example hardly bites and the chip 30 is not easily damaged.
- the analysis models 1 to 4 of the circular saw according to the present invention and the analysis model 5 according to the comparative example are created by the finite element method, and the tooth bag 16 is obtained for each of the analysis models 1 to 5.
- the analysis model 1 shown in FIG. 5 (a) is set to the same conditions as the embodiment described in the paragraph [0026] except that the width of the cutting edge 32 of 3 mm and the inclined surface 48 are not present.
- the analysis model 2 shown in FIG. 5B is an analysis model except that the second rake face 42 is extended in the radial direction as it is and the base 31 is fitted into the base metal 12, and the dispersion surface 44 is not provided.
- the analysis model 3 shown in FIG. 5C is a chip 30 having the same shape as the analysis model 2 and is different from the analysis model 2 in that the base 31 of the chip 30 is not fitted into the base metal.
- the analysis model 4 shown in FIG. 5D is obtained by forming a bottom surface 46 along the rotational direction from the second rake face 42 of the analysis model 1, and the base portion is not fitted into the base metal 12.
- the analysis model 5 shown in FIG. 5 (e) is set to the same conditions as the comparative example described in paragraph [0026] except that the width of the cutting edge 32 of 3 mm and the inclined surface 48 are not present.
- analysis model 1 is 15.3 kgf / mm 2
- analysis model 2 is 16.6 kgf / mm 2
- analysis model 3 is 17.3 kgf / mm 2
- analysis model 4 is 16.8 kgf / mm 2.
- mm 2 and analysis model 5 was 22.5 kgf / mm 2 .
- the main stress applied to the boundary P between the second rake face 42 and the base metal 12 is reduced by setting the second rake face 42 of the chip 30 as in the present invention. Further, by fitting the base portion 31 of the chip 30 to the base metal 12, the main stress of the boundary P becomes lower, and by forming the dispersion surface 44 on the base portion 31 fitted to the base metal 12, the boundary boundary is further increased. It can be seen that the main stress of P is lowered.
- the present invention is not limited to the above-described configuration, and can be modified as follows, for example.
- the chip may form an auxiliary rake face between the first rake face and the second rake face.
- the auxiliary rake face is formed so as to incline forward in the rotational direction from the outer side in the radial direction toward the first reference line, and the auxiliary rake angle made with the first reference line is set to a negative angle. , May be parallel to the first reference line.
- the auxiliary rake face may be formed so as to incline toward the rear side in the rotational direction from the outer side in the radial direction toward the inner side with respect to the first reference line, and the auxiliary rake angle may be a positive angle.
- the auxiliary rake face preferably has a negative rake angle.
- the auxiliary rake angle is set to a negative angle inclined to the positive side from the first rake angle
- the second rake angle may be set as a negative angle inclined to the positive side of the auxiliary rake face (
- the tip is not limited to the configuration in which the base is fitted into the base metal, but may have a shape in which the bottom surface extends along the rotational direction through the boundary facing the tooth bag between the second rake face and the base metal. Good.
- the shape of the protrusion is not limited to the circular arc shape in a side view, and may be a triangular shape, a rectangular shape, or other shapes.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Drilling Tools (AREA)
- Milling Processes (AREA)
- Harvester Elements (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
Abstract
【課題】チップを破損し難くする。 【解決手段】チップ(30)は、該チップ(30)の回転方向前側に設けられた歯袋(16)に面して、半径方向内側の内縁が該歯袋(16)を画成する台金(12)の外周縁に接する第2すくい面(42)を、切れ刃(32)に接する第1すくい面(40)に連ねて備えている。第2すくい面(42)は、丸鋸の回転中心から切れ刃(32)に引いた第1基準線(L1)と、前記内縁を該第2すくい面(42)に沿って通る第2基準線(L2)とがなす第2すくい角(θ2)が、負の角度になるように形成されている。
Description
この発明は、外周部に設けられたチップによって、鋼材などのワークを切削する丸鋸に関するものである。
鋼材などのワークの切削に用いられる丸鋸は、円盤状の台金の外周部に、チップが所定間隔毎にろう付けされ、このチップに切れ刃が形成される(例えば特許文献1参照)。チップは、該チップの外周に形成された逃げ面と、チップの回転方向前面に形成されたすくい面とを有し、逃げ面とすくい面とが交差する稜によって切れ刃が形成される。鋼材等の比較的硬いワークを切削する丸鋸のチップは、切り刃に接するすくい面のすくい角が、負の角度に設定されており、このすくい面の半径方向内側に連ねて第2すくい面を形成し、切り屑の形状を制御することが行われている。第2すくい面は、チップの回転方向前側に画成される歯袋を広く確保するために、丸鋸の回転中心から切れ刃を結んだ仮想線上に形成したり、該仮想線に対して回転方向後側に傾く正の角度になるように形成されることが一般的である。ここで、チップは、台金の外周部の歯体に形成された段状の設置部に、回転方向後側に臨む背面および回転中心側に臨む底面をろう付けして、第2すくい面を歯袋に臨ませた状態で固定される。
前記丸鋸は、ワークの切削時に、切削くずやワークから脱落した溶接ビードなどを、刃先などに噛み込むことがある。前述した形状のチップは、破損したり、切削くず等の噛み込み時の応力が該第2すくい面と台金との境界部に集中し易いので、ろう付け部分が破壊されてチップが脱落したりする等の不具合が起きることがある。特に溶接によって筒状に成形された鋼管を切削する場合には、切削に伴って該鋼管の内側に溜まる切削くずや鋼管本体と比べて硬い溶接ビードを巻き込みつつ鋼管本体を切削することになるので、チップの破損等が生じ易い。
すなわち本発明は、従来の技術に係る丸鋸に内在する前記問題に鑑み、これらを好適に解決するべく提案されたものであって、チップが破損し難くろう付け部分が破壊され難い丸鋸を提供することを目的とする。
前記課題を克服し、所期の目的を達成するため、本願の請求項1に係る発明の丸鋸は、
台金の外周部に互いに間隔をあけて接合された複数のチップを有し、該チップに設けた切れ刃によってワークを切削する丸鋸において、
前記チップは、前記切れ刃に接する第1すくい面と、該チップの回転方向前側に設けられた歯袋に面して、半径方向内側の内縁が該歯袋を画成する台金の外周縁に接する第2すくい面とを有し、
前記第2すくい面は、丸鋸の回転中心から前記切れ刃に引いた第1基準線と、前記内縁を該第2すくい面に沿って通る第2基準線とがなす第2すくい角が、負の角度になるように形成されたことを要旨とする。
請求項1に係る発明によれば、チップの第2すくい面によって切削くず等を歯袋から外周方向へ出すことができると共に、チップと台金との境界への負荷を抑えることができる。従って、応力集中によってチップが台金から脱落したり、チップ自体が破損することを抑えることができる。
台金の外周部に互いに間隔をあけて接合された複数のチップを有し、該チップに設けた切れ刃によってワークを切削する丸鋸において、
前記チップは、前記切れ刃に接する第1すくい面と、該チップの回転方向前側に設けられた歯袋に面して、半径方向内側の内縁が該歯袋を画成する台金の外周縁に接する第2すくい面とを有し、
前記第2すくい面は、丸鋸の回転中心から前記切れ刃に引いた第1基準線と、前記内縁を該第2すくい面に沿って通る第2基準線とがなす第2すくい角が、負の角度になるように形成されたことを要旨とする。
請求項1に係る発明によれば、チップの第2すくい面によって切削くず等を歯袋から外周方向へ出すことができると共に、チップと台金との境界への負荷を抑えることができる。従って、応力集中によってチップが台金から脱落したり、チップ自体が破損することを抑えることができる。
請求項2に係る発明では、前記第1すくい面は、前記第1基準線に対する第1すくい角が負の角度で形成され、
前記第2すくい面は、前記第1すくい面よりも半径方向内側に形成されると共に、前記第2すくい角が前記第1すくい角よりも正側に大きくなるよう設定されたことを要旨とする。
請求項2に係る発明によれば、第2すくい面を第1すくい面よりも正側にした負の角度に設定することで、チップと台金との境界への負荷をより抑えることができる。
前記第2すくい面は、前記第1すくい面よりも半径方向内側に形成されると共に、前記第2すくい角が前記第1すくい角よりも正側に大きくなるよう設定されたことを要旨とする。
請求項2に係る発明によれば、第2すくい面を第1すくい面よりも正側にした負の角度に設定することで、チップと台金との境界への負荷をより抑えることができる。
請求項3に係る発明では、前記チップは、前記第2すくい面の内縁より半径方向内側に延出する基部を、該基部の周面に合わせて半径方向内側へ向けて凹むように前記台金に形成された設置部に嵌め合わせて、該基部の周面を台金に接合することで固定され、
前記チップは、前記第2すくい面の内縁の半径方向内側に連ねて、前記第2基準線に対して回転方向後側に傾いた分散面を、前記基部の周面に備えたことを要旨とする。
請求項3に係る発明によれば、第2すくい面に連ねて該第2すくい面に対して正側に傾斜した分散面を形成することで、チップの第2すくい面と台金との歯袋に臨む境界にかかる応力を低減することができる。
前記チップは、前記第2すくい面の内縁の半径方向内側に連ねて、前記第2基準線に対して回転方向後側に傾いた分散面を、前記基部の周面に備えたことを要旨とする。
請求項3に係る発明によれば、第2すくい面に連ねて該第2すくい面に対して正側に傾斜した分散面を形成することで、チップの第2すくい面と台金との歯袋に臨む境界にかかる応力を低減することができる。
請求項4に係る発明では、前記分散面は、前記第1基準線に対して正の角度で傾斜するよう形成されたことを要旨とする。
請求項4に係る発明によれば、チップの第2すくい面と台金との歯袋に臨む境界にかかる応力をより低減することができる。
請求項4に係る発明によれば、チップの第2すくい面と台金との歯袋に臨む境界にかかる応力をより低減することができる。
本発明に係る丸鋸によれば、チップが破損し難く、ろう付け部分が破壊され難くすることができる。
次に、本発明に係る丸鋸につき、好適な実施例を挙げて、添付図面を参照して以下に説明する。
図1に示すように、実施例に係る丸鋸10は、略円盤状に形成された台金12と、該台金12の外周部に複数形成された歯体14の夫々に配設されたチップ30とを備えている。丸鋸10は、台金12の中心を該台金12の厚み方向に通る仮想的な軸線を回転中心Oとして所定方向に回転されたもとで、チップ30に設けた切れ刃32をワーク(被削材)に押し当てて該ワークを切削する。
前記台金12は、炭素工具鋼や合金工具鋼などの鋼で構成され、該台金12の本体部分から半径方向外側に突出するように各歯体14が形成される。丸鋸10には、複数の歯体14が、台金12の外周部に均一な間隔または不均一な間隔で回転方向(周方向)に互いに離間して形成される。また、回転方向に隣り合う歯体14,14の間には、チップ30で切削した際に生じるワークの切削くず等を収容可能な歯袋16が、各チップ30の回転方向前側に形成される。図2に示すように、台金12には、各歯体14の回転方向前側に設置部18が形成され、この設置部18にチップ30を収容して、チップ30と台金12とがろう付けにより接合される。実施例の設置部18は、チップ30における回転方向後側に面する背面34に対応して半径方向に延在するように形成された縦壁面18aと、チップ30の基部31に対応して歯底17よりも半径方向内側に凹むように形成された凹面18bとから画成される。ここで、実施例の丸鋸10は、複数の歯体14が互いに同一の形状で形成されると共に、複数のチップ30が互いに同一の形状で形成されて、全ての歯袋16の形状も同じになっている。
前記チップ30は、超硬合金、サーメット、CBN(立方晶窒化ホウ素)または多結晶ダイヤモンド等から単体で構成したり、あるいはこれらを複合した複合材で構成されたブロック状物である。また、チップ30は、外面に被膜を形成してもよい。被膜は、単層構造であっても、同じものまたは異なるものを重ねた複層構造の何れであってもよく、クロム、チタン、アルミニウム等の元素を1種類以上含む金属、窒化物、炭化物、炭窒化物、酸化物、酸窒化物などの層を挙げることができる。
図2に示すように、チップ30は、背面34が縦壁面18aに接合されると共に、基部31の周面が凹面18bに接合される。そして、チップ30は、幅方向(丸鋸10の回転軸に沿う方向)に向いた両側面36,36および半径方向外側に向いた外周面に形成された逃げ面38が台金12から露出すると共に、凹部18bに嵌った基部31の周面を除く回転方向前側に向く面が歯袋16に臨んでいる。図3に示すように、チップ30は、幅方向の寸法が台金12の厚みよりも僅かに大きく形成される。また、チップ30は、各側面36が平面で構成されると共に、両側面36,36が半径方向内側から外側に向かうにつれて互いに離間するように形成される。すなわち、実施例のチップ30は、基部31側の幅より切れ刃32側の幅が広くなっている。
前記チップ30は、逃げ面38における回転方向前側の縁が切れ刃32となっており、この切れ刃32に接して、回転方向前側に向いた第1すくい面40が形成される。逃げ面38は、回転中心Oおよび切れ刃32を直線で結んだ仮想的な第1基準線L1と直交する面に対して、切れ刃32から回転方向後側へ向かうにつれて半径方向内側へ傾くように形成される。なお、切れ刃32は、図2に示すように直線的な稜であっても、幅方向中央部から幅方向外側に向かうにつれて半径方向内側に傾斜する山形であっても、その他の形状であってもよい。また、逃げ面38には、切削くずを分断するためにニック38aを設けてもよく(図3参照)、実施例では半径方向内側に向けて凹んだニック38aが、該逃げ面38における回転方向全長に亘って形成されると共に、幅方向中央から外れた位置に配置される。なお、実施例のチップ30は、逃げ面38における幅方向の両角部が面取りされてテーパ形状になっている。第1すくい面40は、半径方向および幅方向の全体に亘って平坦な平面で形成され、前記第1基準線L1に対する第1すくい角θ1が、負の角度になるように設定されている。すなわち、第1すくい面40は、半径方向外側から内側へ向かうにつれて回転方向前側に傾くよう形成される。
図2に示すように、チップ30には、前記第1すくい面40よりも半径方向内側に、該チップ30の回転方向前側に設けられた歯袋16に面する第2すくい面42が形成される。第2すくい面42は、その半径方向内側の内縁が歯袋16を画成する台金12の外周縁に接し、実施例では該内縁が回転方向に略沿って延在する歯底17に接している。すなわち、歯袋16に現れるチップ30と台金12の外周縁との境界Pが、第2すくい面42と歯底17との交差部で形成される。チップ30には、図2に示すように、第1すくい面40および第2すくい面42を連ねて形成しても、第1すくい面40および第2すくい面42との間に1または複数の補助すくい面を設けてもよい。また、第2すくい面42は、半径方向および幅方向の全体に亘って平坦な平面で形成してもよく、歯袋16側が凹または凸になるように半径方向に湾曲する曲面で形成することもできる。第2すくい面42は、前記第1基準線L1と、該第2すくい面42の内縁を該第2すくい面42に沿って直線的に通る仮想線である第2基準線L2とがなす第2すくい角θ2が、負の角度になるように形成される。すなわち、第2すくい面42は、第1基準線L1に対して、半径方向外側から内側に向かうにつれて回転方向前側に傾く関係になっており、第1基準線L1に平行しないように形成される。ここで、実施例のように第2すくい面42が平面で形成される場合は、第2基準線L2と第2すくい面42とが一致し、第2すくい面42が曲面の場合は、第2基準線L2が前記内縁を通る接線となる。なお、第2すくい面42は、丸鋸10の回転中心Oおよび第2すくい面42の内縁を直線で結んだ仮想的な第3基準線L3と前記第2基準線L2とがなす角θ3についても、負の角度になるよう形成される。
図2に示すように、第2すくい面42は、第1すくい面40と傾斜の角度を変えてあり、第2すくい角θ2が第1すくい角θ1よりも正側に大きくなるよう形成するのがよい(|第1すくい角θ1|>|第2すくい角θ2|)。第2すくい面42(第2基準線L2)は、第1すくい面40に対して、回転方向後側(正側)に傾くように形成され、この場合に第2すくい面42が第1すくい面40に対して5°~45°の範囲で正側に傾くように設定するのがよい。なお、実施例の第2すくい面42は、半径方向の寸法が第1すくい面40よりも大きく形成される。また、チップ30は、背面34が、図2に示すように第1基準線L1と平行に形成したり、半径方向外側から内側へ向かうにつれて回転方向前側に傾けるように形成される。なお、チップ30は、第2すくい面42と背面34との間の回転方向前後の幅が、半径方向に亘って同一であってもよいが、図2に示すように、半径方向外側から内側に向かうにつれて広くなるように形成するのが好ましい。
図2に示すように、実施例のチップ30は、半径方向内側の基部31が第2すくい面42の内縁より半径方向内側に延出している。チップ30は、基部31の周面に、第2すくい面42の内縁の半径方向内側に連ねて、第2基準線L2に対して回転方向後側に傾くように形成された分散面44を備える。分散面44は、第2すくい面42の内縁から半径方向内側へ向かうにつれて回転方向後側(正側)に傾き、第1基準線L1に対して正の角度の傾斜角θ4になるよう形成される。なお、分散面44は、第2基準線L2に対しても正の角度になっている。また、基部31の周面には、分散面44の半径方向内側に第1基準線L1と直交するように延在する底面46が連なり、背面34と底面46との間に傾斜面48が形成される。傾斜面48は、背面34から半径方向内側へ向かうにつれて回転方向前側(負側)に傾き、第1基準線L1に対して負の角度になるよう形成される。このように、基部31の周面は、回転方向前後の角部を面取りした如き形状で形成されて、多面とされた該周面が設置部18の凹面18bに接合される。
図2に示すように、実施例の丸鋸10は、歯体14の外周縁14aが、回転方向前側に配置されたチップ30の背面34に連なり、該外周縁14aがチップ30の切れ刃32より半径方向内側に延在している。歯体14の外周縁14aは、歯袋16側から回転方向前側に向かうにつれて半径方向外側に傾くように形成される。歯体14の外周縁14aには、該外周縁14aから半径方向外側に突出する突部20が形成され、この突部20における半径方向外側の頂部が、チップ30の切れ刃32よりも半径方向内側に位置するよう設定されている。突部20は、歯袋16の回転方向前側に設けられ、チップ30の切れ刃32の回転軌跡から半径方向内側に1.5mm以内の範囲に頂部が位置するように形成するのが望ましい。実施例の突部20は、歯体14の外周縁からコブ状に隆起しており、頂部が円弧状に形成される。また、突部20は、回転方向前側の縁辺が頂部から回転方向前側に向かうにつれて半径方向内側に傾くように形成される。
〔実施例の作用〕
次に、実施例に係る丸鋸10の作用について説明する。実施例の丸鋸10によれば、歯袋16に面する第2すくい面42が第1基準線L1に対して負の角度で傾斜しているので、歯袋16に巻き込んだ切削くず等を、第2すくい面42の傾斜によって歯袋16の外側へ出すことができる。すなわち、丸鋸10は、前述した第2すくい面42を備えたチップ30とすることで、歯袋16に現れるチップ30と台金12との境界Pに加わる衝撃を軽減することができる。また、第2すくい面42が第1基準線L1に対して負の角度で傾斜しているので、切削くず等がチップ30の回転方向前面にぶつかった際の衝撃が、チップ30と台金12との境界Pに集中することを抑制し得る。従って、丸鋸10において、比較的強度に劣るチップ30と台金12との境界Pへの負荷を抑えることができ、応力の集中によって境界Pの接合部分から壊れてチップ30が台金12から脱落したり、チップ30自体が破損することを抑えることができる。特に、筒状に丸めた鋼板の端縁を互いに溶接することで成形された鋼管など、切削に際して、切削くずだけでなく硬い溶接ビードが鋼管内に残留し易いワークであっても、実施例の丸鋸10によれば円滑に切削することができる。丸鋸10は、第2すくい面42を第1すくい面40よりも正側にした負の角度に設定しているので、チップ30と台金12との境界Pへの負荷をより抑えることができる。
次に、実施例に係る丸鋸10の作用について説明する。実施例の丸鋸10によれば、歯袋16に面する第2すくい面42が第1基準線L1に対して負の角度で傾斜しているので、歯袋16に巻き込んだ切削くず等を、第2すくい面42の傾斜によって歯袋16の外側へ出すことができる。すなわち、丸鋸10は、前述した第2すくい面42を備えたチップ30とすることで、歯袋16に現れるチップ30と台金12との境界Pに加わる衝撃を軽減することができる。また、第2すくい面42が第1基準線L1に対して負の角度で傾斜しているので、切削くず等がチップ30の回転方向前面にぶつかった際の衝撃が、チップ30と台金12との境界Pに集中することを抑制し得る。従って、丸鋸10において、比較的強度に劣るチップ30と台金12との境界Pへの負荷を抑えることができ、応力の集中によって境界Pの接合部分から壊れてチップ30が台金12から脱落したり、チップ30自体が破損することを抑えることができる。特に、筒状に丸めた鋼板の端縁を互いに溶接することで成形された鋼管など、切削に際して、切削くずだけでなく硬い溶接ビードが鋼管内に残留し易いワークであっても、実施例の丸鋸10によれば円滑に切削することができる。丸鋸10は、第2すくい面42を第1すくい面40よりも正側にした負の角度に設定しているので、チップ30と台金12との境界Pへの負荷をより抑えることができる。
前記丸鋸10は、チップ30の第2すくい面42より半径方向内側の基部31が、該基部31に合わせて凹んだ台金12の設置部18に嵌め込まれて、背面34だけでなく基部31の周面も台金12に接合される。丸鋸10は、チップ30における基部31の周面と台金12における設置部18の凹面18bとの接合部分でチップ30に加わる切削力を受けるので、切削の際に当該接合部分にかかる応力が減小する。また、実施例によれば、チップ30の第2すくい面42と台金12との歯袋16に臨む境界Pに対して衝撃が加わった際に、チップ30の基部底面が第2すくい面42の内縁(台金12との境界P)から回転方向に沿って延在したり、基部底面が第2すくい面42の内縁から回転方向後側に向かうにつれて半径方向外側に傾く構成と比べて、該境界Pの接合部分の損傷を抑えることができ、チップ30の破損や剥離を防止することができる。更に、チップ30の基部には、第2すくい面42に連ねて該第2すくい面42に対して正側に傾斜した分散面44が形成されているので、チップ30の第2すくい面42と台金12との境界Pの応力が低減され、チップ30のろう付け部分が破壊され難くなり、チップ30の脱落を防止することができる。
前記チップ30は、基部31の周面が多面で構成されると共に該周面に合わせて台金12の接合面が形成されているので、チップ30と台金12との接合面積を増やすことができ、台金12に対するチップ30の接合強度を向上させることができる。チップ30は、第2すくい面42と背面34との間の回転方向前後の幅を、半径方向外側から内側に向かうにつれて広くなるように形成することで、台金12に接合する基部31の周面を広くとることができるから、台金12に対するチップ30の接合強度を更に向上させることができる。
前記丸鋸10には、歯袋16の回転方向前側に延在する歯体14の外周縁14aに半径方向外側に突出する突部20が設けられているので、突部20によって切削時に歯袋16に切削くずを巻き込み難くすることができる。従って、丸鋸10は、突部20によってチップ30への負荷の要因の1つである切削くずの歯袋16への巻き込み自体を抑えることができるから、チップ30の破損やチップ30近傍の台金12が折れて破損する所謂首折れの発生を防止し得る。
図1~3に示す実施例の丸鋸10と図4に示す比較例の丸鋸50とについて、実際にワークを切削する試験を行い、両者を比較した。ワークとしては、鋼板を丸めて突き合わせた端縁を溶接することで筒状に成形された機械構造用炭素鋼管(STKM13A)を用いた。ワークは、外径が50.8mmであり、厚さが5mmである。実施例および比較例の丸鋸10,50は、厚さ1.7mmの台金12を用い、外径が285mmで、歯数が80個に設定され、切れ刃の幅が2mmのチップ30,52を台金12にろう付けしている。実施例および比較例のチップ30,52は、外面にTiAlN系の被膜が形成された超硬合金である。また、実施例および比較例のチップ30,52は、第1すくい面40の半径方向の幅が0.3mmであり、第2すくい面42,54の半径方向の幅が同一に設定されている。実施例のチップ30は、第1すくい面40の第1すくい角θ1が-25°で、第2すくい面42の第2すくい角θ2が-5°で、分散面44の傾斜角θ4が45°で、背面34が第1基準線L1と平行に形成されている。また、実施例の丸鋸10には、歯袋16の回転方向前側に突部20が形成されているのに対し、比較例の丸鋸50は、歯袋16の回転方向前側に延在する歯体14の外周縁14aに前記突部20に対応する形状を備えていない。比較例のチップ52は、第1すくい面40の第1すくい角θ1が-25°で、第2すくい面52の第2すくい角θ2が10°で設定され、背面56が第2すくい面52と平行に延在している。比較例のチップ52は、底面58が第2すくい面42と台金12との境界Pから回転方向に沿って延在するよう形成され、実施例のように基部31が台金12に嵌め込まれていない。実施例および比較例の丸鋸10,50により、切削速度358m/min、1歯当たりの送り量0.07mmの条件で、ミストを供給しつつ前記ワークを切削した。試験は、実施例および比較例の丸鋸10,50を2個ずつ用意し、夫々2回行った。その結果を表1に示す。
比較例の丸鋸50は、首折れやチッピングやチップズレ等のチップ52の異常が発生して継続して切削することができなくなるまでの総カット数に達するまでに噛み込みが多く発生している。これに比べて実施例の丸鋸10は、表1に示す総カット数に達してもチップ30に異常が発生していないので、切削を継続することができ、また比較例よりも多く切削しても噛み込みが少ないことが分かる。このように、実施例の丸鋸10は、噛み込みが生じ難く、チップ30が破損し難いことが確認できる。
図5に示すように、本発明に則した丸鋸の解析モデル1~4と前記比較例に則した解析モデル5を有限要素法により作成し、解析モデル1~5の夫々について、歯袋16に現れるチップ30,52と台金12の境界Pにかかる主応力を解析した。 図5(a)に示す解析モデル1は、3mmの切れ刃32の幅および傾斜面48がないことを除いて段落[0026]で説明した実施例と同じ条件に設定されている。図5(b)に示す解析モデル2は、第2すくい面42をそのまま半径方向に延長して基部31を台金12に嵌め込んだものであり、分散面44を備えていない以外は解析モデル1と同じ条件に設定されている。図5(c)に示す解析モデル3は、解析モデル2と同じ形状のチップ30であり、該チップ30の基部31を台金に嵌め込まない点が解析モデル2と異なっている。図5(d)に示す解析モデル4は、解析モデル1の第2すくい面42から回転方向に沿って底面46を形成したものであり、基部が台金12に嵌め込まれていない。図5(e)に示す解析モデル5は、3mmの切れ刃32の幅および傾斜面48がないことを除いて段落[0026]で説明した比較例と同じ条件に設定されている。
各解析モデルのチップ30,52の刃先に対して30kgfの力を回転方向後側に向けて加えた場合に、第2すくい面42と台金12との歯袋16に臨む境界Pにかかる主応力を求めた。その結果、解析モデル1は15.3kgf/mm2であり、解析モデル2は16.6kgf/mm2であり、解析モデル3は17.3kgf/mm2であり、解析モデル4は16.8kgf/mm2であり、解析モデル5は22.5kgf/mm2であった。すなわち、本発明のようにチップ30の第2すくい面42を設定することで、第2すくい面42と台金12との境界Pにかかる主応力が低減されることが分かる。また、チップ30の基部31を台金12に嵌め合わせることで、前記境界Pの主応力がより低くなり、台金12に嵌め合わせた基部31に分散面44を形成することで、更に前記境界Pの主応力を低くすることが分かる。
(変更例)
前述した構成に限定されず、例えば以下のように変更することも可能である。
(1)チップは、第1すくい面と第2すくい面との間に補助すくい面を形成してもよい。補助すくい面は、第1基準線に対して、半径方向外側から内側へ向かうにつれて回転方向前側に傾くように形成し、該第1基準線との間でなす補助すくい角を負の角度としたり、第1基準線に対して、平行であってもよい。また、補助すくい面は、第1基準線に対して、半径方向外側から内側へ向かうにつれて回転方向後側に傾くように形成し、補助すくい角を正の角度とすることもできる。ここで、補助すくい面は、補助すくい角を負の角度にするのが好ましく、この場合には補助すくい角を、第1すくい角よりも正側に傾いた負の角度で設定すると共に、第2すくい角を、補助すくい面よりも正側に傾いた負の角度で設定するとよい(|第1すくい角|>|補助すくい角|>|第2すくい角|)。
(2)チップは、基部を台金に嵌め込む構成に限られず、第2すくい面と台金との歯袋に臨む境界を通って回転方向に沿って底面が延在する形状であってもよい。
(3)突部の形状は、側面視で円弧形状に限られず、三角形状や矩形状やその他の形状であってもよい。
前述した構成に限定されず、例えば以下のように変更することも可能である。
(1)チップは、第1すくい面と第2すくい面との間に補助すくい面を形成してもよい。補助すくい面は、第1基準線に対して、半径方向外側から内側へ向かうにつれて回転方向前側に傾くように形成し、該第1基準線との間でなす補助すくい角を負の角度としたり、第1基準線に対して、平行であってもよい。また、補助すくい面は、第1基準線に対して、半径方向外側から内側へ向かうにつれて回転方向後側に傾くように形成し、補助すくい角を正の角度とすることもできる。ここで、補助すくい面は、補助すくい角を負の角度にするのが好ましく、この場合には補助すくい角を、第1すくい角よりも正側に傾いた負の角度で設定すると共に、第2すくい角を、補助すくい面よりも正側に傾いた負の角度で設定するとよい(|第1すくい角|>|補助すくい角|>|第2すくい角|)。
(2)チップは、基部を台金に嵌め込む構成に限られず、第2すくい面と台金との歯袋に臨む境界を通って回転方向に沿って底面が延在する形状であってもよい。
(3)突部の形状は、側面視で円弧形状に限られず、三角形状や矩形状やその他の形状であってもよい。
12 台金,16 歯袋,18 設置部,30 チップ,32 切れ刃
40 第1すくい面,42 第2すくい面,44 分散面,L1 第1基準線
L2 第2基準線,θ1 第1すくい角,θ2 第2すくい角
40 第1すくい面,42 第2すくい面,44 分散面,L1 第1基準線
L2 第2基準線,θ1 第1すくい角,θ2 第2すくい角
Claims (4)
- 台金(12)の外周部に互いに間隔をあけて接合された複数のチップ(30)を有し、該チップ(30)に設けた切れ刃(32)によってワークを切削する丸鋸において、
前記チップ(30)は、前記切れ刃(32)に接する第1すくい面(40)と、該チップ(30)の回転方向前側に設けられた歯袋(16)に面して、半径方向内側の内縁が該歯袋(16)を画成する台金(12)の外周縁に接する第2すくい面(42)とを有し、
前記第2すくい面(42)は、丸鋸の回転中心(O)から前記切れ刃(32)に引いた第1基準線(L1)と、前記内縁を該第2すくい面(42)に沿って通る第2基準線(L2)とがなす第2すくい角(θ2)が、負の角度になるように形成された
ことを特徴とする丸鋸。 - 前記第1すくい面(40)は、前記第1基準線(L1)に対する第1すくい角(θ1)が負の角度で形成され、
前記第2すくい面(42)は、前記第1すくい面(40)よりも半径方向内側に形成されると共に、前記第2すくい角(θ2)が前記第1すくい角(θ1)よりも正側に大きくなるよう設定された請求項1記載の丸鋸。 - 前記チップ(30)は、前記第2すくい面(42)の内縁より半径方向内側に延出する基部(31)を、該基部(31)の周面に合わせて半径方向内側へ向けて凹むように前記台金(12)に形成された設置部(18)に嵌め合わせて、該基部(31)の周面を台金(12)に接合することで固定され、
前記チップ(30)は、前記第2すくい面(42)の内縁の半径方向内側に連ねて、前記第2基準線(L2)に対して回転方向後側に傾いた分散面(44)を、前記基部(31)の周面に備えた請求項1または2記載の丸鋸。 - 前記分散面(44)は、前記第1基準線(L1)に対して正の角度で傾斜するよう形成された請求項3記載の丸鋸。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14754288.0A EP2949414B2 (en) | 2013-02-25 | 2014-01-30 | Circular saw blade |
| US14/767,204 US20160001383A1 (en) | 2013-02-25 | 2014-01-30 | Circular saw blade |
| CN201480010372.0A CN105008077B (zh) | 2013-02-25 | 2014-01-30 | 圆锯 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013034207A JP6339764B2 (ja) | 2013-02-25 | 2013-02-25 | 丸鋸 |
| JP2013-034207 | 2013-02-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014129285A1 true WO2014129285A1 (ja) | 2014-08-28 |
Family
ID=51391081
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/052160 Ceased WO2014129285A1 (ja) | 2013-02-25 | 2014-01-30 | 丸鋸 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20160001383A1 (ja) |
| EP (1) | EP2949414B2 (ja) |
| JP (1) | JP6339764B2 (ja) |
| CN (1) | CN105008077B (ja) |
| WO (1) | WO2014129285A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3263259B1 (en) * | 2016-06-30 | 2023-07-12 | Tanitec Corporation | Tip saw for composite material |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10960476B2 (en) | 2016-10-18 | 2021-03-30 | Kanefusa Kabushiki Kaisha | Tipped circular saw blade |
| CN109109104A (zh) * | 2018-09-07 | 2019-01-01 | 大连金河精密工具有限公司 | 单片式开槽刀 |
| PL129948U1 (pl) * | 2018-12-14 | 2023-11-13 | Politechnika Lubelska | Piła z łamaczami wiórów |
| WO2021124927A1 (ja) * | 2019-12-19 | 2021-06-24 | 兼房株式会社 | チップソー |
| WO2021171945A1 (ja) | 2020-02-28 | 2021-09-02 | 兼房株式会社 | 丸鋸刃 |
| KR102148275B1 (ko) * | 2020-02-29 | 2020-08-26 | 곽기웅 | 칩배출부재를 갖는 원형톱 |
| DE102020128920A1 (de) * | 2020-11-03 | 2022-05-05 | WIKUS-Sägenfabrik Wilhelm H. Kullmann GmbH & Co. KG | Superlegierungssägeblatt |
| NO347919B1 (en) | 2023-05-03 | 2024-05-13 | Ra Jacobsen Kenneth | System providing increased cutting accuracy of fibre insulation batts |
| WO2026070982A1 (ja) * | 2024-09-27 | 2026-04-02 | 兼房株式会社 | 丸鋸刃 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07116916A (ja) | 1993-10-25 | 1995-05-09 | Shinkoonan:Kk | ろう付けホットソー及びその製造方法 |
| JPH09216121A (ja) * | 1996-02-14 | 1997-08-19 | Tsune Wagner Carbide:Kk | 丸 鋸 |
| JP2009119869A (ja) * | 2007-11-15 | 2009-06-04 | Wikus Saegenfabrik Wilhelm H Kullmann Gmbh & Co Kg | 石鋸刃 |
| JP2009292142A (ja) * | 2008-12-08 | 2009-12-17 | Ryobi Ltd | 切断機の複合鋸刃 |
| JP2011168035A (ja) * | 2010-02-17 | 2011-09-01 | Trigger:Kk | チップソー及びその製造方法 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB191321297A (en) * | 1913-09-20 | 1914-04-02 | Elmer Ellsworth Smith | Improvements in Milling Cutters, Circular Saws and like Cutting Devices. |
| DE1957024A1 (de) * | 1969-11-13 | 1971-05-27 | Albert Knebel | Kreissaegeblatt zur Metallbearbeitung mit Zaehnen mit eingesetzten Hartmetallkoerpern |
| US4463645A (en) * | 1983-02-22 | 1984-08-07 | Speedcut, Inc. | Circular saw |
| US4604933A (en) * | 1983-10-28 | 1986-08-12 | North American Products Corp. | Carbide-tipped circular saw for metal cutting at low surface speeds |
| US4784033A (en) * | 1986-01-22 | 1988-11-15 | Milford Products Corporation | Triple chip ground carbide tip bandsaw blade with ductile filler |
| DE3711228A1 (de) * | 1987-04-03 | 1988-10-20 | Wagner Maschf Gustav | Schneidezahn sowie mit solchen schneidezaehnen versehene metallsaegen, insbesondere kreissaegeblaetter |
| DE3943321A1 (de) | 1988-12-29 | 1990-07-05 | Ryobi Ltd | Schneideinsaetze fuer kreissaegeblaetter |
| JP3170498B2 (ja) * | 1999-01-29 | 2001-05-28 | 兼房株式会社 | 丸 鋸 |
| US20030233927A1 (en) | 2002-06-19 | 2003-12-25 | Johnson David N. | Circular saw blade for cutting ferrous materials |
| JP2005059124A (ja) * | 2003-08-08 | 2005-03-10 | Tenryu Saw Mfg Co Ltd | 回転鋸 |
| JP2006289558A (ja) * | 2005-04-12 | 2006-10-26 | Tenryu Saw Mfg Co Ltd | ディスクカッター |
| CN100406177C (zh) * | 2005-11-02 | 2008-07-30 | 天龙制锯株式会社 | 旋转锯 |
| JP4853958B2 (ja) * | 2006-06-28 | 2012-01-11 | 株式会社谷テック | チップソー |
| DE102007022001B4 (de) | 2007-05-08 | 2011-06-30 | Leitz GmbH & Co. KG, 73447 | Werkzeug zur spanabhebenden Bearbeitung, insbesondere Kreissägeblatt |
| DE102007054600B4 (de) * | 2007-11-15 | 2013-07-25 | WIKUS-Sägenfabrik Wilhelm H. Kullmann GmbH & Co. KG | Sägeblatt mit einem Grundkörper und Zähnen mit Schneiden |
| DE102009027896B4 (de) | 2009-07-21 | 2011-09-22 | WIKUS-Sägenfabrik Wilhelm H. Kullmann GmbH & Co. KG | Sägeblatt mit Zähnen mit einem Spanumformelement |
| JP5600029B2 (ja) * | 2010-04-19 | 2014-10-01 | アクトテック株式会社 | 回転鋸 |
| US8695465B2 (en) * | 2010-08-18 | 2014-04-15 | Advanced Machine & Engineering Co. | Saw blade stabilizer and method |
| CN202367276U (zh) * | 2011-12-23 | 2012-08-08 | 佛山市南海日东工具制造有限公司 | 抗变形耐切割不掉齿的新型切铁锯片 |
| WO2013098963A1 (ja) * | 2011-12-27 | 2013-07-04 | 株式会社谷テック | 金属切断用チップソー |
-
2013
- 2013-02-25 JP JP2013034207A patent/JP6339764B2/ja active Active
-
2014
- 2014-01-30 US US14/767,204 patent/US20160001383A1/en not_active Abandoned
- 2014-01-30 CN CN201480010372.0A patent/CN105008077B/zh active Active
- 2014-01-30 EP EP14754288.0A patent/EP2949414B2/en active Active
- 2014-01-30 WO PCT/JP2014/052160 patent/WO2014129285A1/ja not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07116916A (ja) | 1993-10-25 | 1995-05-09 | Shinkoonan:Kk | ろう付けホットソー及びその製造方法 |
| JPH09216121A (ja) * | 1996-02-14 | 1997-08-19 | Tsune Wagner Carbide:Kk | 丸 鋸 |
| JP2009119869A (ja) * | 2007-11-15 | 2009-06-04 | Wikus Saegenfabrik Wilhelm H Kullmann Gmbh & Co Kg | 石鋸刃 |
| JP2009292142A (ja) * | 2008-12-08 | 2009-12-17 | Ryobi Ltd | 切断機の複合鋸刃 |
| JP2011168035A (ja) * | 2010-02-17 | 2011-09-01 | Trigger:Kk | チップソー及びその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2949414A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3263259B1 (en) * | 2016-06-30 | 2023-07-12 | Tanitec Corporation | Tip saw for composite material |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2949414A4 (en) | 2016-11-02 |
| EP2949414A1 (en) | 2015-12-02 |
| EP2949414B2 (en) | 2020-10-28 |
| JP6339764B2 (ja) | 2018-06-06 |
| JP2014161942A (ja) | 2014-09-08 |
| CN105008077A (zh) | 2015-10-28 |
| EP2949414B1 (en) | 2017-12-20 |
| US20160001383A1 (en) | 2016-01-07 |
| CN105008077B (zh) | 2018-04-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6339764B2 (ja) | 丸鋸 | |
| US20070172321A1 (en) | Ball endmill | |
| CN111867762B (zh) | 刀片和包括刀片的切削工具组件 | |
| US3973455A (en) | Saw | |
| JP2008264979A (ja) | 穿孔用回転切削工具 | |
| WO2015098360A1 (ja) | カッター | |
| WO2014157135A1 (ja) | ドリル用インサートおよび刃先交換式ドリル | |
| JP2017080864A (ja) | 刃先交換式リーマおよびリーマ用インサート | |
| JP6577293B2 (ja) | チップ付き丸鋸刃 | |
| JP4957000B2 (ja) | 切削工具 | |
| US6321618B1 (en) | Cutting tip having rounded main cutting edge and sharp side cutting edges | |
| JP5300665B2 (ja) | チップソーの製造方法 | |
| JP4142892B2 (ja) | 刃先交換式回転工具 | |
| JP6705890B2 (ja) | チップ、ドリル | |
| JP2011101928A (ja) | 鑞付けドリル | |
| JP5441224B2 (ja) | 突切りバイト | |
| JP2008142834A (ja) | ドリル | |
| JP4359221B2 (ja) | 非鉄金属加工用チップの作製方法 | |
| JPH039945Y2 (ja) | ||
| JP2015166119A (ja) | エンドミル | |
| JP2014193491A (ja) | 刃先交換式回転切削工具およびこれに用いる切削インサート | |
| JP4702804B2 (ja) | 金属切断用丸鋸 | |
| JP4752324B2 (ja) | ピンミラーカッター | |
| JP2001079803A (ja) | チップソー | |
| JP4146763B2 (ja) | 金属切断用丸鋸 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14754288 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14767204 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014754288 Country of ref document: EP |