WO2014156214A1 - 無機質焼結体製造用バインダー - Google Patents
無機質焼結体製造用バインダー Download PDFInfo
- Publication number
- WO2014156214A1 WO2014156214A1 PCT/JP2014/050223 JP2014050223W WO2014156214A1 WO 2014156214 A1 WO2014156214 A1 WO 2014156214A1 JP 2014050223 W JP2014050223 W JP 2014050223W WO 2014156214 A1 WO2014156214 A1 WO 2014156214A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- meth
- weight
- binder
- acrylic acid
- green sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F261/00—Macromolecular compounds obtained by polymerising monomers on to polymers of oxygen-containing monomers as defined in group C08F16/00
- C08F261/08—Macromolecular compounds obtained by polymerising monomers on to polymers of oxygen-containing monomers as defined in group C08F16/00 on to polymers of unsaturated aldehydes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B18/00—Layered products essentially comprising ceramics, e.g. refractory products
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/46—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates
- C04B35/462—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates based on titanates
- C04B35/465—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates based on titanates based on alkaline earth metal titanates
- C04B35/468—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates based on titanates based on alkaline earth metal titanates based on barium titanates
- C04B35/4682—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates based on titanates based on alkaline earth metal titanates based on barium titanates based on BaTiO3 perovskite phase
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
- C04B35/645—Pressure sintering
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F261/00—Macromolecular compounds obtained by polymerising monomers on to polymers of oxygen-containing monomers as defined in group C08F16/00
- C08F261/12—Macromolecular compounds obtained by polymerising monomers on to polymers of oxygen-containing monomers as defined in group C08F16/00 on to polymers of unsaturated acetals or ketals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G4/00—Fixed capacitors; Processes of their manufacture
- H01G4/002—Details
- H01G4/018—Dielectrics
- H01G4/06—Solid dielectrics
- H01G4/08—Inorganic dielectrics
- H01G4/12—Ceramic dielectrics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/345—Refractory metal oxides
- C04B2237/346—Titania or titanates
Definitions
- the present invention provides a ceramic green sheet having excellent mechanical strength and flexibility, particularly when used as a binder for a ceramic green sheet, as well as excellent adhesion and heat decomposability during hot pressing.
- the present invention relates to a binder for manufacturing an inorganic sintered body, and a paste for manufacturing an inorganic sintered body, a ceramic green sheet, and a ceramic laminate using the binder for manufacturing an inorganic sintered body.
- thermoplastic resins and organic compounds are mixed with inorganic powders such as alumina, silica, zirconia, mullite, silicon carbide, silicon nitride, and barium titanate.
- inorganic powders such as alumina, silica, zirconia, mullite, silicon carbide, silicon nitride, and barium titanate.
- a method is widely used in which a green molded body is obtained and the obtained molded body is fired to sinter the inorganic powder while decomposing and scattering the binder.
- a ceramic green sheet formed into a thin film into a sheet shape is used.
- the ceramic green sheet was prepared by uniformly mixing a ceramic raw material powder and a binder resin, a plasticizer, an antifoaming agent, a dispersant and an organic solvent with a mixing device such as a ball mill, and applying the slurry to a support. Thereafter, it is produced by removing the solvent by drying.
- a PET film that has been subjected to a release treatment is used as a support, and a conductive paste serving as an internal electrode is applied on a ceramic green sheet by screen printing or the like.
- a conductive paste serving as an internal electrode is applied on a ceramic green sheet by screen printing or the like.
- the multilayer ceramic capacitors are also required to be downsized and large in capacity. Therefore, at present, using ceramic powder with a finer particle size than the conventional one (for example, the particle size is 500 nm or less) and stacking 200 or more thin green sheets (for example, 5 ⁇ m or less) to obtain a multilayer ceramic Attempts have been made to make capacitors.
- As a binder used for such a ceramic green sheet higher performance than the conventional one is required in terms of sheet strength imparting effect when a ceramic green sheet is used and thermal decomposition during firing.
- Patent Document 1 discloses a method for producing a ceramic green sheet having excellent adhesion during hot pressing by using a mixture of polyvinyl acetal resins having different degrees of polymerization.
- polyvinyl acetal is used alone as the binder resin, the sheet strength is high but the thermal decomposability is poor, so that part of the binder does not decompose and burn out and remains as a residual carbide in the sintered body, or the sintering process.
- Patent Document 2 discloses an acrylic binder that defines resin properties such as an average molecular weight, an acid value, and a glass transition temperature as a binder having excellent sheet strength and flexibility.
- Patent Documents 3 and 4 disclose an acrylic binder containing a phthalate ester or the like in a plasticizer in order to impart flexibility to a ceramic green sheet.
- a phthalate ester or the like in a plasticizer in order to impart flexibility to a ceramic green sheet.
- the binders and ceramic green sheets described in these documents are used, when a thin ceramic green sheet having a thickness of 5 ⁇ m or less is produced, sufficient sheet strength and flexibility cannot be obtained. There was a problem that the ceramic green sheet was damaged at the time of peeling or punching.
- the present invention provides a ceramic green sheet having sufficient mechanical strength and flexibility, especially when used as a binder for a ceramic green sheet, as well as adhesiveness and heat decomposability during hot pressing.
- An object is to provide an excellent binder for producing an inorganic sintered body, an inorganic sintered body producing paste using the binder for producing an inorganic sintered body, a ceramic green sheet, and a ceramic laminate.
- the present invention is a binder for producing an inorganic sintered body containing a graft copolymer having a unit made of polyvinyl butyral and a unit made of poly (meth) acrylic acid, and the polyvinyl butyral has a degree of polymerization of 800 to For producing an inorganic sintered body having 5000, a hydroxyl group amount of 20 to 40 mol%, a butyralization degree of 60 to 80 mol%, and a glass transition temperature of a unit composed of the above poly (meth) acrylic acids is 0 to 110 ° C. It is a binder.
- the present invention is described in detail below.
- the present inventors have adhesiveness during hot pressing.
- the present invention is completed by finding that a ceramic green sheet that is excellent in thermal decomposability and has sufficient mechanical strength and flexibility can be obtained particularly when used as a binder for a ceramic green sheet. It came to.
- the binder for producing an inorganic sintered body of the present invention contains a graft copolymer (hereinafter, also simply referred to as a graft copolymer) having a unit made of polyvinyl butyral and a unit made of poly (meth) acrylic acid.
- a graft copolymer having a unit made of polyvinyl butyral and a unit made of poly (meth) acrylic acid.
- “unit consisting of polyvinyl butyral” and “unit consisting of poly (meth) acrylic acid” are “polyvinyl butyral” and “poly (meth) acrylic acid” existing in the graft copolymer. That means.
- the graft copolymer having a unit composed of polyvinyl butyral and a unit composed of poly (meth) acrylic acid is converted into a “unit composed of polyvinyl butyral” or “unit composed of poly (meth) acrylic acid” constituting the main chain.
- a branched copolymer in which “units composed of polyvinyl butyral” or “units composed of poly (meth) acrylic acids” constituting side chains different from the main chain are bonded.
- the graft copolymer having a unit made of polyvinyl butyral and a unit made of poly (meth) acrylic acid is a graft copolymer and has high sheet strength when used as a binder for a ceramic green sheet.
- a green sheet can be obtained.
- the part having a polyvinyl butyral structure and the part having a poly (meth) acrylic acid structure contained in the binder resin are not phase-separated macroscopically and exist in the binder uniformly. Therefore, performances such as flexibility and thermal decomposability can be sufficiently exhibited.
- the viscosity increase when it is made into a slurry is small, so there is no need to use an excess organic solvent, the preparation workability is good, and the ceramic green sheet has excellent coating properties.
- the ceramic green sheet has excellent coating properties.
- a slurry is obtained.
- the low elastic modulus unit can relieve stress and give sufficient flexibility when used as a binder for ceramic green sheets. it can.
- stress or the like acts during punching or during hot pressing after lamination, the stress can be absorbed effectively, so that the generation of cracks in the ceramic green sheet can be effectively suppressed.
- the structure of the graft copolymer having the unit made of the polyvinyl butyral and the unit made of poly (meth) acrylic acid is designed according to the application. For example, when a unit made of polyvinyl butyral forms a trunk and a unit made of poly (meth) acrylic acid forms a branch, a unit made of poly (meth) acrylic acid forms a trunk and a unit made of polyvinyl butyral
- a branch is formed, the case where a polymer having the above structure is mixed, the case where both of the above structure are included in the same polymer, and the like are mentioned.
- the molecular weight of the graft copolymer is not particularly limited, but the number average molecular weight (Mn) is 10,000 to 400,000, the weight average molecular weight (Mw) is 20,000 to 800,000, and the ratio (Mw / Mn) thereof is 2. It is preferably 0 to 40.
- Mn, Mw, and Mw / Mn are within such ranges, when the graft copolymer is used as a binder for a ceramic green sheet, the sheet strength and flexibility can be balanced. Moreover, since the slurry viscosity does not become too high and the dispersibility of the inorganic powder is improved, a uniform ceramic green sheet can be formed, which is preferable.
- the lower limit of the degree of polymerization of the unit composed of polyvinyl butyral (hereinafter also referred to as polyvinyl butyral unit) is 800, and the upper limit is 5000.
- the degree of polymerization of the polyvinyl butyral unit is less than 800, the sheet strength of the obtained ceramic green sheet may be weakened, and cracking or breakage tends to occur.
- it exceeds 5000 the hardness will be too high, the flexibility will be lowered, and the adhesiveness may be lowered, which may cause adhesion failure such as delamination in the laminating process by hot pressing.
- the preferred lower limit is 1000 and the preferred upper limit is 4500.
- the polyvinyl butyral unit has a vinyl acetate unit, a vinyl alcohol unit, and a vinyl butyral unit that are usually contained in polyvinyl butyral.
- the content of the vinyl alcohol unit (hydroxyl group amount) in the polyvinyl butyral unit has a lower limit of 20 mol% and an upper limit of 40 mol%.
- the amount of the hydroxyl group is less than 20 mol%, the flexibility of the sheet when formed into a green sheet becomes too strong, and the peelability from the support becomes poor. Further, the strength of the obtained sheet is weakened, and the dispersibility of the ceramic powder is lowered.
- the amount of the hydroxyl group exceeds 40 mol%, hardness increases due to hydrogen bonding, so that not only sufficient flexibility cannot be obtained, but also the viscosity when made into a slurry increases, and uneven coating occurs when applied to a support. Occurs and a homogeneous ceramic green sheet cannot be obtained.
- a preferred lower limit is 25 mol% and a preferred upper limit is 35 mol%.
- the content (butyralization degree) of the vinyl butyral unit in the polyvinyl butyral unit has a lower limit of 60 mol% and an upper limit of 80 mol%.
- the content of the vinyl butyral unit is less than 60 mol%, not only sufficient flexibility cannot be obtained, but also the viscosity when made into a slurry increases, and uneven coating occurs when applied to a support, If a homogeneous ceramic green sheet cannot be obtained and the content of vinyl butyral units exceeds 80 mol%, the strength of the resulting sheet will be weak.
- a preferred lower limit is 65 mol%
- a preferred upper limit is 75 mol%.
- the vinyl acetate unit content (acetyl group amount) in the polyvinyl butyral unit is not particularly limited, but it is preferably 30 mol% or less in view of sheet strength when used as a raw material for a ceramic green sheet. If it exceeds 30 mol%, the glass transition temperature of the polyvinyl butyral unit is lowered and the flexibility becomes too high, so that the handling properties of the green sheet are deteriorated and the sheet strength and flexibility cannot be balanced.
- the content of the polyvinyl butyral unit contained in the graft copolymer is not particularly limited because it is designed according to the use, but it is preferably 10 to 90% by weight with respect to the whole graft copolymer.
- the content of the polyvinyl butyral unit is less than 10% by weight, the strength of the ceramic green sheet to be obtained may be weak, or sufficient flexibility may not be obtained. In some cases, the decomposability at the time decreases, and the residual carbides contained in the ceramic increase, which may deteriorate the electrical characteristics of the ceramic capacitor.
- a more preferred lower limit is 20% by weight, a more preferred upper limit is 90% by weight, a particularly preferred lower limit is 30% by weight, and a particularly preferred upper limit is 80% by weight.
- the unit composed of the poly (meth) acrylic acid (hereinafter also referred to as a poly (meth) acrylic acid unit) is obtained by polymerizing the monomer (meth) acrylic acid.
- (meth) acrylic acids refers to at least one selected from the group consisting of (meth) acrylic acid esters and (meth) acrylic acid.
- the (meth) acrylic acid ester is not particularly limited as long as the glass transition temperature of the poly (meth) acrylic acid unit is 0 to 110 ° C., but is monofunctional (meth) It is preferable to contain at least one selected from the group consisting of alkyl acrylates, monofunctional (meth) acrylic acid cyclic alkyl esters, and monofunctional (meth) acrylic acid aryl esters.
- the (meth) acrylic acids preferably contain 90% by weight or more of methacrylic acid, and particularly preferably 90% by weight or more of monofunctional methacrylic acid ester.
- the decomposability at the time of firing becomes high, and a binder with little residual carbide can be obtained.
- it when it is set as a slurry, it can be set as a moderate viscosity.
- Examples of the monofunctional (meth) acrylic acid alkyl ester include methyl (meth) acrylate, ethyl (meth) acrylate, n-propyl (meth) acrylate, isopropyl (meth) acrylate, n-butyl (meth) acrylate, and isobutyl.
- the glass transition temperature of the poly (meth) acrylic acid unit can be set to 0 to 110 ° C., and since the decomposability at the time of firing is very high, particularly methyl (meth) acrylate or isobutyl ( (Meth) acrylate is preferred.
- the monofunctional (meth) acrylic acid cyclic alkyl ester include cyclohexyl (meth) acrylate and isobornyl (meth) acrylate.
- Examples of the monofunctional (meth) acrylic acid aryl ester include phenyl (meth) acrylate and benzyl (meth) acrylate.
- the (meth) acrylic acid is a generic term for acrylic acid and methacrylic acid
- the (meth) acrylate is a generic term for acrylate and methacrylate.
- the (meth) acrylic acids may be used alone or in combination of two or more as long as the glass transition temperature of the poly (meth) acrylic acid unit is 0 to 110 ° C.
- the binder in order to lower the glass transition temperature, 3 to 30% by weight of (meth) acrylic acids containing 8 or more carbons in the side chain may be contained. As a result, not only the glass transition temperature of the (meth) acrylic acid unit portion is lowered, but also when used as a binder for a ceramic green sheet, the binder can be made excellent in decomposability during firing.
- Examples of the (meth) acrylic acid ester containing 8 or more carbons in the side chain include n-octyl (meth) acrylate, isooctyl (meth) acrylate, 2-ethylhexyl (meth) acrylate, nonyl (meth) acrylate, and isononyl.
- the (meth) acrylic acid contains 3 to 50% by weight of at least one polar group selected from the group consisting of carboxyl group, hydroxyl group, amide group, amino group, epoxy group and ether group in the molecule. May be.
- a binder having excellent dispersibility of the inorganic fine particles can be obtained.
- (meth) acrylic acid 2-hydroxyethyl (meth) acrylate, 3-hydroxypropyl (meth) acrylate, 4-hydroxybutyl (meth) acrylate, (meth) acrylamide, amino (meth) acrylate
- acrylic acid esters having a polyethylene glycol chain in the ester side chain such as ethyl, dimethylaminoethyl (meth) acrylate, diethylaminoethyl (meth) acrylate, glycidyl (meth) acrylate, and methoxytriethylene glycol methacrylate. It is done.
- the (meth) acrylic acid constituting the poly (meth) acrylic acid preferably contains 3% by weight or more of (meth) acrylic acid having a carboxyl group, a hydroxyl group, an epoxy group or an ether group in the molecule. It is more preferable to contain at least%.
- the glass transition temperature of the poly (meth) acrylic acid unit has a lower limit of 0 ° C. and an upper limit of 110 ° C. By setting it within the above range, a ceramic green sheet having sufficient mechanical strength and flexibility can be obtained when used as a binder for a ceramic green sheet.
- the glass transition temperature of the poly (meth) acrylic acid unit is less than 0 ° C., when used as a binder for a ceramic green sheet, the flexibility is very high and sufficient sheet strength cannot be imparted.
- the green sheet expands and contracts during processing, which hinders dimensional accuracy.
- the difference in glass transition temperature from the polyvinyl acetal unit becomes too large to show uniform physical properties.
- the glass transition temperature of the poly (meth) acrylic acid unit exceeds 110 ° C., the plasticity of the ceramic green sheet is lowered, and the adhesiveness during hot pressing and the processability of the whole process are deteriorated.
- the minimum with a preferable glass transition temperature of the said poly (meth) acrylic acid unit is 20 degreeC, and a preferable upper limit is 105 degreeC.
- the glass transition temperature of the poly (meth) acrylic acid unit is determined by excluding the glass transition temperature derived from the polyvinyl butyral unit estimated from the glass transition temperature of the homopolymer when the graft copolymer is subjected to differential scanning calorimetry. Can be measured.
- the polyvinyl butyral unit is preferentially plasticized, and the glass transition temperature of the polyvinyl butyral unit changes. Therefore, the above-mentioned “being derived from the polyvinyl butyral unit estimated from the glass transition temperature of the homopolymer” It is necessary to estimate the “glass transition temperature” from a homopolymer system to which the same proportion of plasticizer is added.
- the binder for producing an inorganic sintered body of the present invention preferably has an average glass transition temperature of 20 to 80 ° C. obtained using the following formula (1). More preferably, it is 25 to 75 ° C. When the average glass transition temperature is within the range, a ceramic green sheet having both excellent flexibility and excellent sheet strength can be obtained when used as a binder for a ceramic green sheet.
- the average glass transition temperature is less than 20 ° C.
- the flexibility becomes very high, and not only a sufficient sheet strength cannot be imparted, but also the green sheet during processing. May expand and contract, which may hinder dimensional accuracy.
- the average glass transition temperature exceeds 80 ° C.
- the plasticity of the green sheet is reduced, not only the flexibility is lowered, The processability of the entire process may be inferior.
- the content of the poly (meth) acrylic acid unit contained in the graft copolymer is not particularly limited because it is designed according to the use, but it is 10 to 90% by weight with respect to the whole graft copolymer. Is preferred. If the content of the poly (meth) acrylic acid unit is less than 10% by weight, the decomposability at the time of firing is lowered, the residual carbides contained in the ceramic are increased, and the electrical characteristics of the ceramic capacitor are deteriorated. Yes, if it exceeds 90% by weight, the sheet strength of the resulting ceramic green sheet may decrease, or rapid decomposition occurs during firing, and there are defects in the inorganic sintered body sheet due to cracks and cracks accompanying volume shrinkage. For example, the electrical characteristics of the ceramic capacitor may be deteriorated. A preferred lower limit is 15% by weight, a preferred upper limit is 80% by weight, a more preferred lower limit is 20% by weight, and a more preferred upper limit is 70% by weight.
- the graft ratio in the graft copolymer (ratio of units composed of poly (meth) acrylic acid to units composed of polyvinyl butyral in the graft copolymer) is designed according to the use, and is not particularly limited. 10 to 900% by weight is preferred. By being within the above range, when used as a binder for a ceramic green sheet, all of the adhesiveness at the time of hot pressing, the thermal decomposability of the binder at the time of firing, the sheet strength, and the flexibility can be expressed. .
- “graft ratio” represents the ratio of units made of poly (meth) acrylic acid to units made of polyvinyl butyral in the graft copolymer, and can be evaluated by the following method, for example. .
- the obtained resin solution is dried at 110 ° C. for 1 hour, then dissolved in xylene, separated into an insoluble part and a soluble part, and the insoluble part is used as a graft copolymer.
- the weight of the unit which consists of polyvinyl butyral and the unit which consists of poly (meth) acrylic acid can be converted by NMR, and it can calculate using following formula (2).
- the graft copolymer may further have units composed of other monomers.
- the graft copolymer has a unit composed of the other monomer, the intermolecular interaction of the obtained graft copolymer is increased.
- the graft copolymer as a binder, a ceramic having high sheet strength is obtained.
- a green sheet can be formed.
- the other monomer has a polar group, the polar group and the surface of the inorganic powder cause an interaction such as a hydrogen bond, thereby improving the dispersibility of the resulting slurry of the inorganic powder and Even when no agent is blended, a uniform ceramic green sheet can be formed.
- the other monomer has a functional group selected from the group consisting of a hydroxyl group, a carboxyl group, an epoxy group, and an ether group
- the oxygen content in the binder is increased, and radicals effective for thermal decomposition are generated.
- radicals effective for thermal decomposition are generated.
- the other monomer is not particularly limited, but includes at least one polar group selected from the group consisting of a carboxyl group, a hydroxyl group, an amide group, an amino group, an epoxy group, and an ether group in the molecule, and one olefinic double bond.
- Monomers having are preferred. Examples of such monomers include crotonic acid, maleic acid, fumaric acid, citraconic acid, mesaconic acid, itaconic acid, allyl alcohol, vinyl ether, allylamine, and the like.
- a monomer having a hydroxyl group therein is more preferred.
- the content of units composed of other monomers contained in the graft copolymer is not particularly limited because it is designed according to the use, but is preferably 20% by weight or less based on the entire graft copolymer. 10 weight% or less is more preferable, and 5 weight% or less is further more preferable.
- the method for producing the graft copolymer is not particularly limited.
- the mixed monomer containing the (meth) acrylic acid is radically polymerized in the presence of a polymerization initiator in the presence of polyvinyl butyral.
- the said polymerization method is not specifically limited, For example, conventionally well-known polymerization methods, such as solution polymerization, emulsion polymerization, suspension polymerization, block polymerization, are mentioned.
- the solvent used for the solution polymerization is not particularly limited, and examples thereof include ethyl acetate, toluene, dimethyl sulfoxide, ethanol, acetone, diethyl ether, tetrahydrofuran, and a mixed solvent thereof.
- a specific operation method for producing the graft copolymer for example, as a solution polymerization method, a polyvinyl butyral resin and a solvent are charged into a polymerizer equipped with a temperature controller and a stirrer and stirred while heating. After the polyvinyl butyral is dissolved, a monomer containing the (meth) acrylic acid is added thereto, the air in the polymerization vessel is replaced with nitrogen, and a radical polymerization initiator is further added (meta ) A method of polymerizing acrylic acids.
- a polymerization vessel equipped with a temperature controller and a stirrer is charged with a polyvinyl butyral resin, a monomer containing (meth) acrylic acids, pure water, a dispersant, and a radical polymerization initiator.
- a method of polymerizing (meth) acrylic acid by replacing the air with nitrogen and swelling the monomer in the polyvinyl butyral resin and then raising the temperature.
- a monomer containing polyvinyl butyral resin and (meth) acrylic acid is added to a polymerizer equipped with a temperature controller and a stirrer, and the polyvinyl butyral is dissolved in the monomer by stirring while heating. Then, after replacing the air in the polymerization vessel with nitrogen, a radical polymerization initiator is further added to polymerize (meth) acrylic acid.
- the graft efficiency of the unit composed of poly (meth) acrylic acids in producing the graft copolymer is preferably 10% or more, and more preferably 20% or more. When the graft efficiency is less than 10%, the homogeneity of the obtained resin is lost, and the strength and flexibility of the ceramic green sheet are lowered, which is not preferable.
- “grafting efficiency” represents the ratio of (meth) acrylic acid incorporated into the graft copolymer with respect to the total amount of (meth) acrylic acid added. Can be evaluated. The obtained resin solution was dried at 110 ° C.
- the radical initiator is not particularly limited.
- the binder for producing an inorganic sintered body of the present invention may contain conventionally known additives such as a thickener, a plasticizer, a lubricant, and an antistatic agent within a range not impairing the effects of the present invention.
- the plasticizer is not particularly limited, and examples thereof include phthalic acid diesters such as dioctyl phthalate (DOP) and dibutyl phthalate (DBP), adipic acid diesters such as dioctyl adipate, and alkylene glycol diesters such as triethylene glycol 2-ethylhexyl. Can be mentioned. Among them, DOP and triethylene glycol 2-ethylhexyl are preferable because they are low in volatility and easily maintain the flexibility of the sheet.
- DOP dioctyl phthalate
- DBP dibutyl phthalate
- adipic acid diesters such as dioctyl adipate
- a paste for producing an inorganic sintered body is obtained.
- Such a paste for producing an inorganic sintered body is also one aspect of the present invention.
- a ceramic green sheet using the paste for producing an inorganic sintered body of the present invention is also one aspect of the present invention.
- the organic solvent is not particularly limited, and examples thereof include ethyl acetate, toluene, dimethyl sulfoxide, methanol, ethanol, isopropyl alcohol, butanol, acetone, diethyl ether, tetrahydrofuran, and mixed solvents thereof.
- the viscosity of the binder is lowered, and a paste excellent in handleability can be obtained.
- rapid drying can be prevented by containing the organic solvent with a boiling point of 80 degreeC or more, and the surface of the obtained green sheet can be smoothed.
- a ceramic green sheet can be produced by using the binder for producing an inorganic sintered body of the present invention as a binder for molding a ceramic green sheet.
- the method for producing the ceramic green sheet is not particularly limited, and is formed by a known forming method.
- the binder for producing the inorganic sintered body of the present invention is blended with additives such as a dispersant and an antifoaming agent as necessary, and uniformly mixed with an organic solvent and ceramic powder by a mixing device such as a ball mill.
- the slurry is wet-coated on a support such as a PET film by a known method such as a doctor blade method, and the organic solvent is removed by drying.
- a method in which the slurry is granulated by a spray dryer method or the like and then the granule is molded by a dry press method.
- the ceramic green sheet thus obtained is subjected to various processes such as punching as necessary, and used for manufacturing various ceramic products.
- a PET film that has been subjected to a release treatment is used as a support, and a conductive paste serving as an internal electrode is applied on a ceramic green sheet by screen printing or the like.
- a conductive paste serving as an internal electrode is applied on a ceramic green sheet by screen printing or the like.
- a ceramic laminate obtained by laminating a plurality of the ceramic green sheets and heat-pressing them is also one aspect of the present invention.
- the average glass transition temperature of the binder for producing an inorganic sintered body constituting the ceramic green sheet is preferably lower by 10 ° C. or more than the temperature at the time of hot pressing. Thereby, especially the adhesiveness at the time of a hot press becomes favorable.
- the heating press temperature is preferably 50 to 100 ° C. When the heating press temperature is within this temperature range, the ceramic green sheet can be sufficiently adhered while keeping the dimensions of the ceramic green sheet stable.
- Example 1 (1) Preparation of graft copolymer Polyvinyl butyral (degree of polymerization 1700, degree of butyralization 68.0 mol%, hydroxyl content 30.8 mol) in a reaction vessel equipped with a thermometer, stirrer, nitrogen inlet tube, and cooling tube %, Acetyl group amount 1.2 mol%), 25 parts by weight of isobutyl methacrylate and 100 parts by weight of ethyl acetate were added, and polyvinyl butyral was dissolved while stirring. Next, nitrogen gas was blown for 30 minutes to replace the inside of the reaction vessel with nitrogen, and then the inside of the reaction vessel was heated to 75 ° C. while stirring.
- t-hexylperoxypivalate as a polymerization initiator was diluted with 16 parts by weight of ethyl acetate, and the resulting polymerization initiator solution was placed in the reactor over 5 hours. Added dropwise. Thereafter, the mixture was further reacted at 75 ° C. for 3 hours. Next, the reaction solution was cooled to obtain a graft copolymer solution containing a graft copolymer and having a solid content of 30% by weight. Further, 0.3 part by weight of dioctyl phthalate as a plasticizer was added to 10 parts by weight of this solution.
- the obtained slurry for ceramic green sheets was applied onto a PET film that had been subjected to a release treatment so that the thickness after drying was 3 ⁇ m using a coater, air-dried at room temperature for 1 hour, and then heated with a hot-air dryer.
- a ceramic green sheet was obtained by drying at 80 ° C. for 1 hour and then at 120 ° C. for 1 hour.
- Example 2 In Example 1, “(1) Preparation of Graft Copolymer”, except that 20 parts by weight of isobutyl methacrylate and 5 parts by weight of 2-ethylhexyl methacrylate were used instead of 25 parts by weight of isobutyl methacrylate.
- the graft copolymer solution containing the graft copolymer and having a solid content of 30% by weight was obtained. Further, 0.3 part by weight of dioctyl phthalate as a plasticizer was added to 10 parts by weight of this solution.
- Example 3 In Example 1, “(1) Preparation of graft copolymer”, polyvinyl butyral (degree of polymerization 800, degree of butyralization 67.0 mol%, hydroxyl group amount 32.0 mol%, acetyl group amount 1.0 mol%) The same operation as in Example 1 was carried out except that a graft copolymer solution containing a graft copolymer and having a solid content of 30% by weight was obtained. Further, 0.3 part by weight of dioctyl phthalate as a plasticizer was added to 10 parts by weight of this solution.
- Example 4 In Example 1, “(1) Preparation of graft copolymer”, polyvinyl butyral (degree of polymerization 3500, degree of butyralization 67.9 mol%, hydroxyl group content 30.7 mol%, acetyl group content 1.4 mol%) The same operation as in Example 1 was carried out except that a graft copolymer solution containing a graft copolymer and having a solid content of 30% by weight was obtained. Further, 0.3 part by weight of dioctyl phthalate as a plasticizer was added to 10 parts by weight of this solution.
- Example 5 The same operation as in Example 1 except that 25 parts by weight of isobutyl methacrylate and 12 parts by weight of glycidyl methacrylate were used in place of 25 parts by weight of isobutyl methacrylate in “(1) Preparation of graft copolymer” in Example 1. Then, a graft copolymer solution containing a graft copolymer and having a solid content of 40% by weight was obtained. Furthermore, 0.3 part by weight of dibutyl phthalate as a plasticizer was added to 10 parts by weight of this solution.
- Example 6 In Example 1, “(1) Preparation of graft copolymer”, polyvinyl butyral (degree of polymerization 3500, degree of butyralization 67.9 mol%, hydroxyl group content 30.7 mol%, acetyl group content 1.4 mol%) The same procedure as in Example 1 was performed except that 25 parts by weight of methyl methacrylate was used instead of 25 parts by weight of isobutyl methacrylate, and the solid content containing the graft copolymer was 30% by weight. A graft copolymer solution was obtained. Furthermore, 0.6 parts by weight of dibutyl phthalate as a plasticizer was added to 10 parts by weight of this solution.
- Example 7 In Example 1, “(1) Preparation of graft copolymer”, polyvinyl butyral (degree of polymerization 800, degree of butyralization 65.1 mol%, hydroxyl group amount 33.9 mol%, acetyl group amount 1.0 mol%) Except that 30 parts by weight of methyl methacrylate, 5 parts by weight of 2-hydroxyethyl methacrylate, and 5 parts by weight of glycidyl methacrylate were used instead of 25 parts by weight of isobutyl methacrylate. Then, a graft copolymer solution containing a graft copolymer and having a solid content of 50% by weight was obtained.
- Example 8 In "(1) Preparation of graft copolymer” in Example 1, polyvinyl butyral (degree of polymerization 3800, degree of butyralization 66.9 mol%, hydroxyl group amount 31.2 mol%, acetyl group amount 1.9 mol%) And using a graft copolymer in the same manner as in Example 1 except that 20 parts by weight of methyl methacrylate and 5 parts by weight of glycidyl methacrylate were used instead of 25 parts by weight of isobutyl methacrylate. A graft copolymer solution having a solid content of 50% by weight was obtained.
- Example 9 In Example 1, “(1) Preparation of Graft Copolymer”, polyvinyl butyral (degree of polymerization 1700, degree of butyralization 68.1 mol%, hydroxyl content 31.0 mol%, acetyl group content 0.9 mol%) Except that 25 parts by weight of isobutyl methacrylate was used and 3 parts by weight of isobutyltyl methacrylate, 1 part by weight of 2-hydroxyethyl methacrylate and 1 part by weight of glycidyl methacrylate were used. And a graft copolymer solution containing a graft copolymer and having a solid content of 50% by weight was obtained.
- Example 10 In Example 1, “(1) Preparation of graft copolymer”, polyvinyl butyral (degree of polymerization 4000, degree of butyralization 65.9 mol%, hydroxyl group amount 32.2 mol%, acetyl group amount 1.9 mol%)
- the graft copolymer was prepared in the same manner as in Example 1 except that 14 parts by weight of methyl methacrylate and 1 part by weight of 2-hydroxyethyl methacrylate were used instead of 25 parts by weight of isobutyl methacrylate.
- a graft copolymer solution having a solid content of 50% by weight was obtained.
- Example 1 In addition, about the obtained polyvinyl butyral, it was 150,000 when the weight average molecular weight by polystyrene conversion was measured by GPC method using "2690 Separations Model” made from Waters as a column.
- “(2) Production of ceramic green sheet” in Example 1 the same operation as in Example 1 was performed except that the obtained polyvinyl butyral resin solution was used instead of the graft copolymer solution. A ceramic green sheet was obtained.
- “(2) Production of ceramic green sheet” in Example 1 the same operation as in Example 1 was performed except that the obtained polyisobutyl methacrylate solution was used instead of the graft copolymer solution. A ceramic green sheet was obtained. The glass transition temperature of polyisobutyl methacrylate was 52 ° C.
- Example 3 25 parts by weight of polyvinyl butyral (polymerization degree 800, butyralization degree 68.0 mol%, hydroxyl group amount 30.8 mol%, acetyl group amount 1.2 mol%) and polyisobutyl methacrylate (weight average molecular weight 80,000) 25 weights
- “(2) Production of ceramic green sheet” in Example 1 the same operation as in Example 1 was carried out except that the obtained mixed resin solution was used instead of the graft copolymer solution. A green sheet was obtained.
- Example 5 (Comparative Example 5)
- “(1) Preparation of graft copolymer”, in place of 25 parts by weight of isobutyl methacrylate, 20 parts by weight of methyl methacrylate and 5 parts by weight of isobornyl methacrylate were used.
- the graft copolymer solution containing the graft copolymer and having a solid content of 30% by weight was obtained. Further, 0.3 part by weight of dioctyl phthalate as a plasticizer was added to 10 parts by weight of this solution.
- Example 6 (Comparative Example 6)
- Polyvinyl butyral degree of polymerization 800, degree of butyralization 67.0 mol%, hydroxyl group amount 32.0 mol%, acetyl group amount 1.0 mol%)
- the same procedure as in Example 1 was performed except that 25 parts by weight of 2-ethylhexyl methacrylate was used instead of 25 parts by weight of isobutyl methacrylate, and the solid content containing the graft copolymer was 30% by weight.
- % Graft copolymer solution was obtained. Further, 0.3 part by weight of dioctyl phthalate as a plasticizer was added to 10 parts by weight of this solution.
- the obtained ceramic green sheet was peeled from the polyester film, the state of the ceramic green sheet was visually observed, and the strength and peelability were evaluated according to the following criteria.
- X The ceramic green sheet could not be peeled from the polyester film, or cuts and tears were observed on most of the peeled sheet.
- the obtained green sheets were cut into 10 cm square, and 10 sheets were stacked and laminated under the thermocompression bonding conditions of a temperature of 70 ° C., a pressure of 150 kg / cm 2 and a time of 10 minutes.
- the adhesion between the layers was visually observed, and the adhesion was evaluated according to the following criteria. A: No delamination was observed at all, and the film was firmly bonded. ⁇ : Partial delamination was observed. X: A considerable amount of delamination was observed.
- a ceramic green sheet having excellent mechanical strength and flexibility particularly when used as a binder for a ceramic green sheet, is excellent in adhesion and heat decomposability during hot pressing.
- a binder for manufacturing an inorganic sintered body, a ceramic green sheet, and a ceramic laminate using the binder for manufacturing an inorganic sintered body can be provided, and a binder for manufacturing an inorganic sintered body, a ceramic green sheet, and a ceramic laminate using the binder for manufacturing an inorganic sintered body.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Inorganic Chemistry (AREA)
- Structural Engineering (AREA)
- Power Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Graft Or Block Polymers (AREA)
- Compositions Of Oxide Ceramics (AREA)
Abstract
Description
セラミックグリーンシートは、セラミック原料粉末とバインダー樹脂、可塑剤、消泡剤、分散剤及び有機溶剤等をボールミル等の混合装置により均一に混合してスラリーを調整し、このスラリーを支持体に塗布した後、溶剤の乾燥除去を行うことによって製造される。
このようなセラミックグリーンシートに使用されるバインダーとしては、セラミックグリーンシートとした際のシート強度付与効果、及び、焼成時における熱分解性において、従来に比べて高い性能が求められている。加えて、前記のように、薄層のセラミックグリーンシートを200層以上に積み重ねるためには、加熱プレス時の接着性が良好であることが重要となる。
しかしながら、バインダー樹脂としてポリビニルアセタールを単独で用いた場合は、シート強度は高いものの熱分解性が悪いため、バインダーの一部が分解焼失しないで焼結体内に残留炭化物として残存したり、焼結工程で急激に分解飛散することにより成形体にクラックや反りや膨れ等が起こったりする等の問題があった。
しかしながら、これらの文献に記載のバインダー、及び、セラミックグリーンシートを用いた場合においても、厚さ5μm以下の薄膜のセラミックグリーンシートを作製する場合には、充分なシート強度や柔軟性が得られず、剥離時又は打ち抜き時にセラミックグリーンシートが破損する等の問題があった。
以下、本発明を詳述する。
本発明において、「ポリビニルブチラールからなるユニット」及び「ポリ(メタ)アクリル酸類からなるユニット」とは、グラフト共重合体中に存在している「ポリビニルブチラール」、「ポリ(メタ)アクリル酸類」のことをいう。
また、ポリビニルブチラールからなるユニット及びポリ(メタ)アクリル酸類からなるユニットを有するグラフト共重合体は、主鎖を構成する「ポリビニルブチラールからなるユニット」又は「ポリ(メタ)アクリル酸類からなるユニット」に、該主鎖とは異なる側鎖を構成する「ポリビニルブチラールからなるユニット」又は「ポリ(メタ)アクリル酸類からなるユニット」が結合した分岐状の共重合体のことをいう。
また、グラフト共重合体とすることによって、バインダー樹脂中に含まれるポリビニルブチラール構造を有する部分とポリ(メタ)アクリル酸類構造を有する部分がマクロ的に相分離せず、均質にバインダー中に存在することができるため、柔軟性や熱分解性といった性能も十分に発揮することができる。
更に、グラフト共重合体であることで、スラリーとした際の粘度上昇が小さいために過剰の有機溶剤を用いる必要なく、調製作業性が良好であり、且つ、塗工性に優れたセラミックグリーンシート用スラリーが得られるという利点がある。
加えて、弾性率の違う2つのユニットが混在することにより、低弾性率ユニットが応力を緩和することができ、セラミックグリーンシート用のバインダーとして用いた場合に、充分な柔軟性を付与することができる。
また、打ち抜き加工時や、積層後の加熱プレス時に応力等が作用しても、その応力を効果的に吸収できるため、セラミックグリーンシートにクラックが生じることを効果的に抑制することができる。
更に、スラリーとした際の粘度が高くなって、セラミック粉末の分散性が悪くなるだけでなく、支持体へ塗布する際に塗布ムラが発生し、均質なセラミックグリーンシートが得られないことがある。好ましい下限は1000、好ましい上限は4500である。
より好ましい下限は20重量%、より好ましい上限は90重量%、また、特に好ましい下限は30重量%、特に好ましい上限は80重量%である。
なお、本発明において、「(メタ)アクリル酸類」とは、(メタ)アクリル酸エステル及び(メタ)アクリル酸からなる群より選択される少なくとも1種をいう。
また、上記(メタ)アクリル酸類はメタクリル酸類を90重量%以上含有し、特に、単官能メタクリル酸エステルを90重量%以上含有することが好ましい。このことにより、セラミックグリーンシート用のバインダーとして用いた場合、焼成時における分解性が高くなり、残留炭化物が少ないバインダーを得ることができる。また、スラリーとした際に適度な粘度とすることができる。
上記単官能(メタ)アクリル酸環状アルキルエステルとしては、例えば、シクロヘキシル(メタ)アクリレート、イソボルニル(メタ)アクリレート等が挙げられる。
上記単官能(メタ)アクリル酸アリールエステルとしては、例えば、フェニル(メタ)アクリレート、ベンジル(メタ)アクリレート等が挙げられる。
なお、本明細書において、上記(メタ)アクリル酸とは、アクリル酸及びメタクリル酸を総称するものであり、上記(メタ)アクリレートとは、アクリレート及びメタクリレートを総称するものとする。
上記ポリ(メタ)アクリル酸類ユニットのガラス転移温度を0~110℃の範囲内とする方法としては、例えば、以下の式を満たすように(メタ)アクリル酸類を選択するという方法がある。
0≦W1/Tg1+W2/Tg2+・・・≦0.009
W1、W2・・:上記ポリ(メタ)アクリル酸類ユニットを構成する(メタ)アクリル酸類1、(メタ)アクリル酸類2、・・の質量分率
ここでW1+W2+・・=1
Tg1、Tg2・・:上記ポリ(メタ)アクリル酸類ユニットを構成する(メタ)アクリル酸類1、(メタ)アクリル酸類2、・・のホモ重合体のガラス転移温度(゜K)
このことにより、(メタ)アクリル酸類ユニット部分のガラス転移温度が下がるだけでなく、セラミックグリーンシート用のバインダーとして用いた場合に、焼成時における分解性に優れたバインダーとすることができる。
上記側鎖に炭素を8個以上含む(メタ)アクリル酸エステルとしては、例えば、n-オクチル(メタ)アクリレート、イソオクチル(メタ)アクリレート、2-エチルヘキシル(メタ)アクリレート、ノニル(メタ)アクリレート、イソノニル(メタ)アクリレート、デシル(メタ)アクリレート、イソデシル(メタ)アクリレート、ラウリル(メタ)アクリレート、ステアリル(メタ)アクリレート、イソテトラデシル(メタ)アクリレートなどが挙げられる。
具体的には例えば、(メタ)アクリル酸、2-ヒドロキシエチル(メタ)アクリレート、3-ヒドロキシプロピル(メタ)アクリレート、4-ヒドロキシブチル(メタ)アクリレート、(メタ)アクリルアミド、(メタ)アクリル酸アミノエチル、(メタ)アクリル酸ジメチルアミノエチル、(メタ)アクリル酸ジエチルアミノエチル、グリシジル(メタ)アクリレート、メトキシトリエチレングリコールメタクリレート等のポリエチレングリコール鎖をエステル側鎖に有する(メタ)アクリル酸エステル等が挙げられる。
上記範囲内とすることで、セラミックグリーンシート用のバインダーとして用いた場合に、充分な機械的強度、及び、柔軟性を有するセラミックグリーンシートが得られる。
上記ポリ(メタ)アクリル酸類ユニットのガラス転移温度が0℃未満であると、セラミックグリーンシート用のバインダーとして用いた場合、柔軟性が非常に高くなり、充分なシート強度を付与することができないだけでなく、加工時にグリーンシートが伸縮し、寸法精度に支障をきたす。また、ポリビニルアセタールユニットとのガラス転移温度の差が大きくなりすぎて、均質な物性を示すことができない。
逆に、上記ポリ(メタ)アクリル酸類ユニットのガラス転移温度が110℃を超えると、セラミックグリーンシートの可塑性が低くなり、加熱プレス時の接着性や工程全体の加工性に劣るものとなる。
上記ポリ(メタ)アクリル酸類ユニットのガラス転移温度の好ましい下限は20℃、好ましい上限は105℃である。
なお、上記ポリ(メタ)アクリル酸類ユニットのガラス転移温度は、グラフト共重合体を示差走査熱量測定した際、ホモポリマーのガラス転移温度から推定したポリビニルブチラールユニット由来のガラス転移温度を除外することにより測定することができる。
また、後述する可塑剤を添加した場合は、優先的にポリビニルブチラールユニットが可塑化され、ポリビニルブチラールユニットのガラス転移温度が変化するため、上記「ホモポリマーのガラス転移温度から推定したポリビニルブチラールユニット由来のガラス転移温度」は、同割合の可塑剤を添加したホモポリマー系より推定する必要がある。
上記平均ガラス転移温度が範囲内であると、セラミックグリーンシート用のバインダーとして用いた場合に、優れた柔軟性、及び、優れたシート強度を両立するセラミックグリーンシートが得られる。

逆に、上記平均ガラス転移温度が80℃を超えると、セラミックグリーンシート用のバインダーとして用いた場合、グリーンシートの可塑性が低くなり、柔軟性が低下するだけでなく、加熱プレス時の接着性や工程全体の加工性に劣るものとなることがある。
なお、本発明において、「グラフト率」とは、グラフト共重合体中のポリビニルブチラールからなるユニットに対するポリ(メタ)アクリル酸類からなるユニットの比率を表し、例えば、以下の方法により評価することができる。得られた樹脂溶液を110℃で1時間乾燥させた後、キシレンに溶解させ、不溶分と可溶分とに分離し、不溶分をグラフト共重合体とする。得られたグラフト共重合体について、NMRによりポリビニルブチラールからなるユニットとポリ(メタ)アクリル酸類からなるユニットの重量を換算し、下記式(2)を用いて算出することができる。

上記グラフト共重合体が上記他のモノマーからなるユニットを有することにより、得られるグラフト共重合体の分子間相互作用が増大し、該グラフト共重合体をバインダーに用いることによって、シート強度が高いセラミックグリーンシートを形成することができる。更に、上記他のモノマーが極性基を有する場合には、該極性基と無機粉末の表面とが水素結合等の相互作用を起こすことにより、得られるスラリーの無機粉末の分散性を向上させ、分散剤を配合しない場合においても均一なセラミックグリーンシートを形成することができる。更に、上記他のモノマーが、水酸基、カルボキシル基、エポキシ基及びエーテル基からなる群より選択される官能基を有する場合には、バインダー内の酸素含有量が高くなり、熱分解に有効なラジカルが発生することから、バインダーの焼成を助け、残留炭化物が非常に少ないグリーンシートを得ることができる。
上記重合方法は特に限定されず、例えば、溶液重合、乳化重合、懸濁重合、塊状重合等の従来公知の重合方法が挙げられる。
上記溶液重合に用いる溶媒は特に限定されず、例えば、酢酸エチル、トルエン、ジメチルスルホキシド、エタノール、アセトン、ジエチルエーテル、テトラヒドロフラン、及び、これらの混合溶媒等が挙げられる。
また、懸濁重合法としては、温度調整機及び攪拌機付きの重合器に、ポリビニルブチラール樹脂、(メタ)アクリル酸類を含有するモノマー、純水、分散剤、ラジカル重合開始剤を仕込み、重合器内の空気を窒素に置換し、モノマーをポリビニルブチラール樹脂中に膨潤させた後に昇温して、(メタ)アクリル酸類を重合する方法等が挙げられる。
更に、塊状重合法としては、温度調整機及び攪拌機付きの重合器に、ポリビニルブチラール樹脂、(メタ)アクリル酸類を含有するモノマーを添加して、加熱しながら攪拌することによってポリビニルブチラールをモノマーに溶解させた後、重合器内の空気を窒素に置換してから、さらにラジカル重合開始剤を加えて(メタ)アクリル酸類を重合する方法等が挙げられる。
上記グラフト効率が10%未満であると、得られた樹脂の均質性が失われ、セラミックグリーンシートの強度、柔軟性が低下するため好ましくない。
なお、本発明において、「グラフト効率」とは、添加した(メタ)アクリル酸類の全量に対して、グラフト共重合体中に取り込まれた(メタ)アクリル酸類の比率を表し、例えば、以下の方法で評価できる。
得られた樹脂溶液を110℃で1時間乾燥させた後、キシレンに溶解させ、不溶分と可溶分とに分離し、可溶分を(メタ)アクリル酸類のホモポリマー、不溶分をグラフト共重合体とする。
得られたグラフト共重合体について、NMRによりポリ(メタ)アクリル酸類からなるユニットの重量を換算し、下記式(3)を用いてグラフト効率を求めることができる。

これらのラジカル開始剤は単独で用いてもよいし、2種以上を併用してもよい。
上記可塑剤としては特に限定されないが、例えば、ジオクチルフタレート(DOP)、ジブチルフタレート(DBP)等のフタル酸ジエステル、ジオクチルアジペート等のアジピン酸ジエステル、トリエチレングリコール2-エチルヘキシル等のアルキレングリコールジエステル等が挙げられる。なかでも、揮発性が低く、シートの柔軟性を保ちやすいことから、DOP、トリエチレングリコール2-エチルヘキシルが好適である。
上記有機溶剤は特に限定されず、例えば、酢酸エチル、トルエン、ジメチルスルホキシド、メタノール、エタノール、イソプロピルアルコール、ブタノール、アセトン、ジエチルエーテル、テトラヒドロフラン、及び、これらの混合溶媒等が挙げられる。中でも、アルコールを少量でも用いると、バインダーの粘度が下がり、取扱性に優れるペーストが得られる。
また、80℃以上の沸点を持つ有機溶剤を含有することにより、急激な乾燥が防ぐことができ、得られるグリーンシートの表面を平滑にすることができる。
上記セラミックグリーンシートを作製する方法としては、特に限定されず、公知の成形方法によって成形される。例えば、本発明の無機質焼結体製造用バインダーに、必要に応じて分散剤、消泡剤等の添加物を配合し、有機溶媒とセラミック粉末と共にボールミル等の混合装置で均一に混合してスラリーを調製し、該スラリーをPETフィルム等の支持体上にドクターブレード法等の公知の方法により湿式塗布し、有機溶剤を乾燥除去する方法が挙げられる。その他に、上記スラリーをスプレードライヤー法等により顆粒状に造粒した後、該顆粒を乾式プレス法により成形する方法等も挙げられる。
この場合、上記セラミックグリーンシートを構成する無機質焼結体製造用バインダーの平均ガラス転移温度は、加熱プレス時の温度より10℃以上低いことが好ましい。これにより、加熱プレス時における接着性が特に良好となる。また、上記加熱プレス温度は50~100℃であることが好ましい。上記加熱プレス温度がこの温度範囲であると、セラミックグリーンシートの寸法を安定に保ちつつ、充分に接着させることができる。
(1)グラフト共重合体の調製
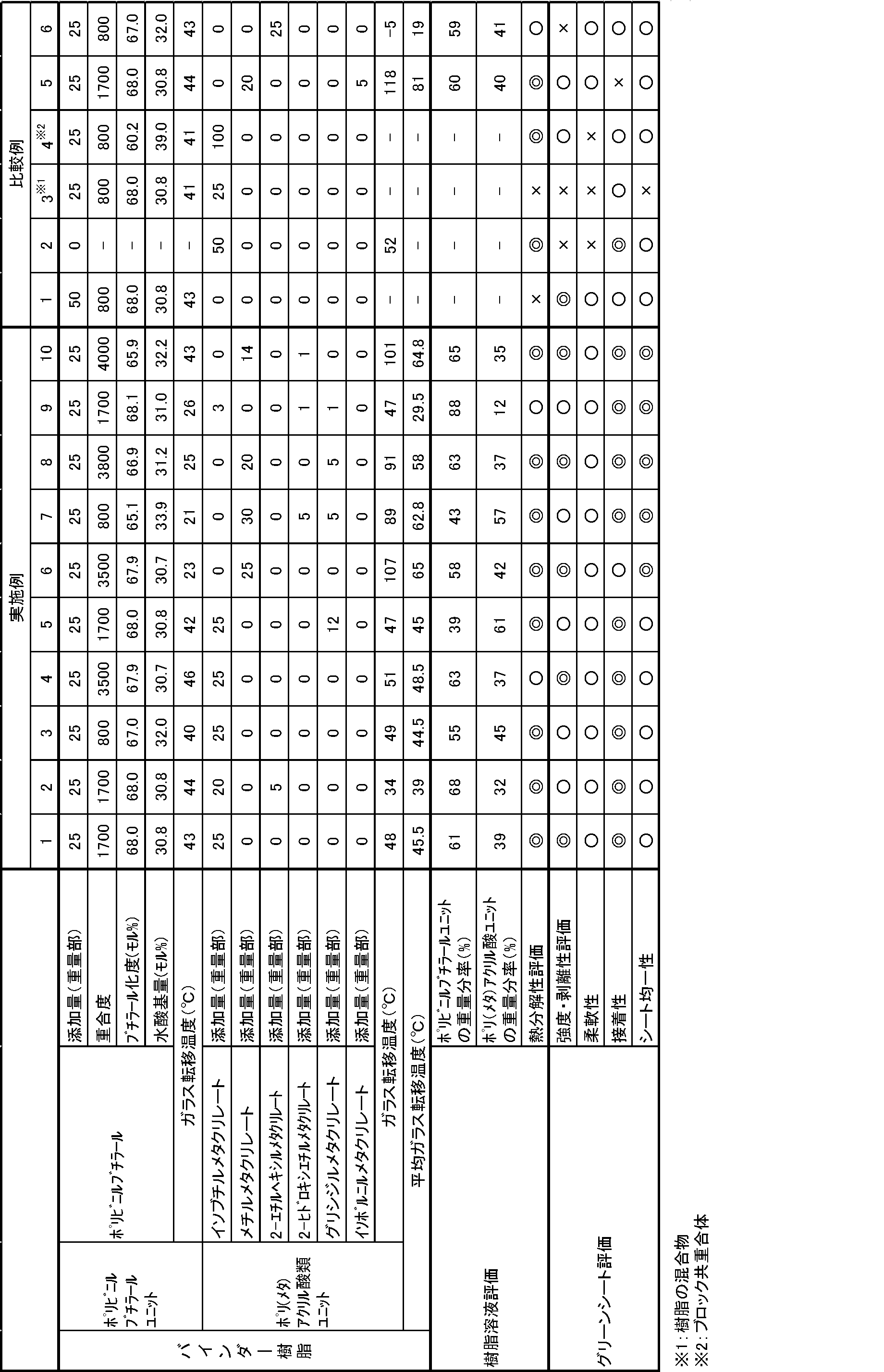
温度計、攪拌機、窒素導入管、冷却管を備えた反応容器内に、ポリビニルブチラール(重合度1700、ブチラール化度68.0モル%、水酸基量30.8モル%、アセチル基量1.2モル%)25重量部と、イソブチルメタクリレート25重量部と、酢酸エチル100重量部とを加え、撹拌しながらポリビニルブチラールを溶解させた。次に、窒素ガスを30分間吹き込んで反応容器内を窒素置換した後、反応容器内を撹拌しながら75℃に加熱した。30分間後、0.5重量部の重合開始剤としてのt-ヘキシルパーオキシピバレートを16重量部の酢酸エチルで希釈し、得られた重合開始剤溶液を上記反応器内に5時間かけて滴下添加した。その後、さらに75℃にて3時間反応させた。
次いで、反応液を冷却することにより、グラフト共重合体を含有する固形分30重量%のグラフト共重合体溶液を得た。更に、本溶液10重量部に可塑剤としてジオクチルフタレートを0.3重量部添加した。
なお、得られたグラフト共重合体の重量平均分子量をカラムとしてWaters社製「2690 Separations Model」を用いて、GPC法によってポリスチレン換算による重量平均分子量を測定したところ、25万であった。
グラフト効率は63%、グラフト率は61%であった。
また、ポリ(メタ)アクリル酸類ユニットのガラス転移温度は48℃、平均ガラス転移温度は45.5℃であった。
得られたグラフト共重合体溶液を希釈溶剤(エタノールとトルエンの混合溶剤、エタノールとトルエンの重量比率は1:1)により希釈し、固形分10重量%の溶液とした。次に、本溶液20重量部にセラミック粉末としてチタン酸バリウム粉末(BT-03、平均粒子径0.3μm、堺化学工業社製)20重量部を添加し、ボールミルを用いて48時間混練してセラミックグリーンシート用スラリーを得た。
次に、得られたセラミックグリーンシート用スラリーを、コーターを用いて乾燥後の厚みが3μmとなるように離型処理したPETフィルム上に塗布し、常温で1時間風乾した後、熱風乾燥機で80℃で1時間、ついで、120℃で1時間乾燥してセラミックグリーンシートを得た。
実施例1の「(1)グラフト共重合体の調製」において、イソブチルメタクリレート25重量部に代えて、イソブチルメタクリレート20重量部及び2-エチルヘキシルメタクリレート5重量部を用いたこと以外は実施例1と同様の操作を行い、グラフト共重合体を含有する固形分30重量%のグラフト共重合体溶液を得た。更に、本溶液10重量部に可塑剤としてジオクチルフタレートを0.3重量部添加した。
なお、得られたグラフト共重合体の重量平均分子量をカラムとしてWaters社製「2690 Separations Model」を用いて、GPC法によってポリスチレン換算による重量平均分子量を測定したところ、27万であった。
また、得られたグラフト共重合体におけるポリ(メタ)アクリル酸類ユニットのガラス転移温度は34℃、平均ガラス転移温度は39℃であった。
次いで、実施例1の「(2)セラミックグリーンシートの作製」と同様にして、セラミックグリーンシートを得た。
次いで、得られたグラフト共重合体溶液を用いた以外は実施例1の「(2)セラミックグリーンシートの作製」と同様にして、セラミックグリーンシートを得た。
実施例1の「(1)グラフト共重合体の調製」において、ポリビニルブチラール(重合度800、ブチラール化度67.0モル%、水酸基量32.0モル%、アセチル基量1.0モル%)を用いたこと以外は実施例1と同様の操作を行い、グラフト共重合体を含有する固形分30重量%のグラフト共重合体溶液を得た。更に、本溶液10重量部に可塑剤としてジオクチルフタレートを0.3重量部添加した。
なお、得られたグラフト共重合体の重量平均分子量をカラムとしてWaters社製「2690 Separations Model」を用いて、GPC法によってポリスチレン換算による重量平均分子量を測定したところ、24万であった。
また、得られたグラフト共重合体におけるポリ(メタ)アクリル酸類ユニットのガラス転移温度は49℃、平均ガラス転移温度は44.5℃であった。
次いで、得られたグラフト共重合体溶液を用いた以外は実施例1の「(2)セラミックグリーンシートの作製」と同様にして、セラミックグリーンシートを得た。
実施例1の「(1)グラフト共重合体の調製」において、ポリビニルブチラール(重合度3500、ブチラール化度67.9モル%、水酸基量30.7モル%、アセチル基量1.4モル%)を用いたこと以外は実施例1と同様の操作を行い、グラフト共重合体を含有する固形分30重量%のグラフト共重合体溶液を得た。更に、本溶液10重量部に可塑剤としてジオクチルフタレートを0.3重量部添加した。
なお、得られたグラフト共重合体の重量平均分子量をカラムとしてWaters社製「2690 Separations Model」を用いて、GPC法によってポリスチレン換算による重量平均分子量を測定したところ、43万であった。
また、得られたグラフト共重合体におけるポリ(メタ)アクリル酸類ユニットのガラス転移温度は51℃、平均ガラス転移温度は48.5℃であった。
次いで、得られたグラフト共重合体溶液を用いた以外は実施例1の「(2)セラミックグリーンシートの作製」と同様にして、セラミックグリーンシートを得た。
実施例1の「(1)グラフト共重合体の調製」において、イソブチルメタクリレート25重量部に代えて、イソブチルメタクリレート25重量部及びグリシジルメタクリレート12重量部を用いたこと以外は実施例1と同様の操作を行い、グラフト共重合体を含有する固形分40重量%のグラフト共重合体溶液を得た。更に、本溶液10重量部に可塑剤としてジブチルフタレートを0.3重量部添加した。
なお、得られたグラフト共重合体の重量平均分子量をカラムとしてWaters社製「2690 Separations Model」を用いて、GPC法によってポリスチレン換算による重量平均分子量を測定したところ、35万であった。
また、得られたグラフト共重合体におけるポリ(メタ)アクリル酸類ユニットのガラス転移温度は47℃、平均ガラス転移温度は45℃であった。
次いで、得られたグラフト共重合体溶液を用いた以外は実施例1の「(2)セラミックグリーンシートの作製」と同様にして、セラミックグリーンシートを得た。
実施例1の「(1)グラフト共重合体の調製」において、ポリビニルブチラール(重合度3500、ブチラール化度67.9モル%、水酸基量30.7モル%、アセチル基量1.4モル%)を用いたこと、及び、イソブチルメタクリレート25重量部に代えて、メチルメタクリレート25重量部を用いたこと以外は実施例1と同様の操作を行い、グラフト共重合体を含有する固形分30重量%のグラフト共重合体溶液を得た。更に、本溶液10重量部に可塑剤としてジブチルフタレートを0.6重量部添加した。
なお、得られたグラフト共重合体の重量平均分子量をカラムとしてWaters社製「2690 Separations Model」を用いて、GPC法によってポリスチレン換算による重量平均分子量を測定したところ、43万であった。
また、得られたグラフト共重合体におけるポリ(メタ)アクリル酸類ユニットのガラス転移温度は107℃、平均ガラス転移温度は65℃であった。
次いで、得られたグラフト共重合体溶液を用いた以外は実施例1の「(2)セラミックグリーンシートの作製」と同様にして、セラミックグリーンシートを得た。
実施例1の「(1)グラフト共重合体の調製」において、ポリビニルブチラール(重合度800、ブチラール化度65.1モル%、水酸基量33.9モル%、アセチル基量1.0モル%)を用いたこと、及び、イソブチルメタクリレート25重量部に代えて、メチルメタクリレート30重量部、2-ヒドロキシエチルメタクリレート5重量部及びグリシジルメタクリレート5重量部を用いたこと以外は実施例1と同様の操作を行い、グラフト共重合体を含有する固形分50重量%のグラフト共重合体溶液を得た。更に、本溶液10重量部に可塑剤としてジブチルフタレートを0.6重量部添加した。
なお、得られたグラフト共重合体の重量平均分子量をカラムとしてWaters社製「2690 Separations Model」を用いて、GPC法によってポリスチレン換算による重量平均分子量を測定したところ、23万であった。
また、得られたグラフト共重合体におけるポリ(メタ)アクリル酸類ユニットのガラス転移温度は89℃、平均ガラス転移温度は62.8℃であった。
次いで、得られたグラフト共重合体溶液を用いた以外は実施例1の「(2)セラミックグリーンシートの作製」と同様にして、セラミックグリーンシートを得た。
実施例1の「(1)グラフト共重合体の調製」において、ポリビニルブチラール(重合度3800、ブチラール化度66.9モル%、水酸基量31.2モル%、アセチル基量1.9モル%)を用いたこと、及び、イソブチルメタクリレート25重量部に代えて、メチルメタクリレート20重量部及びグリシジルメタクリレート5重量部を用いたこと以外は実施例1と同様の操作を行い、グラフト共重合体を含有する固形分50重量%のグラフト共重合体溶液を得た。更に、本溶液10重量部に可塑剤としてジブチルフタレートを0.6重量部添加した。
なお、得られたグラフト共重合体の重量平均分子量をカラムとしてWaters社製「2690 Separations Model」を用いて、GPC法によってポリスチレン換算による重量平均分子量を測定したところ、45万であった。
また、得られたグラフト共重合体におけるポリ(メタ)アクリル酸類ユニットのガラス転移温度は91℃、平均ガラス転移温度は58℃であった。
次いで、得られたグラフト共重合体溶液を用いた以外は実施例1の「(2)セラミックグリーンシートの作製」と同様にして、セラミックグリーンシートを得た。
実施例1の「(1)グラフト共重合体の調製」において、ポリビニルブチラール(重合度1700、ブチラール化度68.1モル%、水酸基量31.0モル%、アセチル基量0.9モル%)を用いたこと、及び、イソブチルメタクリレート25重量部に代えて、イソブチルチルメタクリレート3重量部、2-ヒドロキシエチルメタクリレート1重量部及びグリシジルメタクリレート1重量部を用いたこと以外は実施例1と同様の操作を行い、グラフト共重合体を含有する固形分50重量%のグラフト共重合体溶液を得た。更に、本溶液10重量部に可塑剤としてジブチルフタレートを0.6重量部添加した。
なお、得られたグラフト共重合体の重量平均分子量をカラムとしてWaters社製「2690 Separations Model」を用いて、GPC法によってポリスチレン換算による重量平均分子量を測定したところ、30万であった。
また、得られたグラフト共重合体におけるポリ(メタ)アクリル酸類ユニットのガラス転移温度は47℃、平均ガラス転移温度は29.5℃であった。
次いで、得られたグラフト共重合体溶液を用いた以外は実施例1の「(2)セラミックグリーンシートの作製」と同様にして、セラミックグリーンシートを得た。
実施例1の「(1)グラフト共重合体の調製」において、ポリビニルブチラール(重合度4000、ブチラール化度65.9モル%、水酸基量32.2モル%、アセチル基量1.9モル%)を用いたこと、及び、イソブチルメタクリレート25重量部に代えて、メチルメタクリレート14重量部及び2-ヒドロキシエチルメタクリレート1重量部を用いたこと以外は実施例1と同様の操作を行い、グラフト共重合体を含有する固形分50重量%のグラフト共重合体溶液を得た。
なお、得られたグラフト共重合体の重量平均分子量をカラムとしてWaters社製「2690 Separations Model」を用いて、GPC法によってポリスチレン換算による重量平均分子量を測定したところ、30万であった。更に、本溶液10重量部に可塑剤としてジブチルフタレートを0.3重量部添加した。
また、得られたグラフト共重合体におけるポリ(メタ)アクリル酸類ユニットのガラス転移温度は101℃、平均ガラス転移温度は64.8℃であった。
次いで、得られたグラフト共重合体溶液を用いた以外は実施例1の「(2)セラミックグリーンシートの作製」と同様にして、セラミックグリーンシートを得た。
ポリビニルブチラール(重合度800、ブチラール化度68.0モル%、水酸基量30.8モル%、アセチル基量1.2モル%)50重量部をエタノールとトルエンの混合溶剤(エタノール:トルエン=1:1)に固形分10重量%で溶解したポリビニルブチラール樹脂溶液を作製した。更に、本溶液10重量部に可塑剤としてジブチルフタレートを0.1重量部添加した。
なお、得られたポリビニルブチラールについて、カラムとしてWaters社製「2690 Separations Model」を用いて、GPC法によってポリスチレン換算による重量平均分子量を測定したところ、15万であった。
次いで、実施例1の「(2)セラミックグリーンシートの作製」において、グラフト共重合体溶液に代えて、得られたポリビニルブチラール樹脂溶液を用いたこと以外は実施例1と同様の操作を行い、セラミックグリーンシートを得た。
ポリイソブチルメタクリレート(重量平均分子量8万)50重量部をエタノールとトルエンの混合溶剤(エタノール:トルエン=1:1)に固形分10重量%で溶解したポリメチルメタクリレート溶液を作製した。更に、本溶液10重量部に可塑剤としてジオクチルフタレートを0.1重量部添加した。
次いで、実施例1の「(2)セラミックグリーンシートの作製」において、グラフト共重合体溶液に代えて、得られたポリイソブチルメタクリレート溶液を用いたこと以外は実施例1と同様の操作を行い、セラミックグリーンシートを得た。
また、ポリイソブチルメタクリレートのガラス転移温度は、52℃であった。
ポリビニルブチラール(重合度800、ブチラール化度68.0モル%、水酸基量30.8モル%、アセチル基量1.2モル%)25重量部と、ポリイソブチルメタクリレート(重量平均分子量8万)25重量部との混合物(重量比で1:1)をエタノールとトルエンの混合溶剤(エタノール:トルエン=1:1)に固形分10重量%で溶解した混合樹脂溶液を作製した。更に、本溶液10重量部に可塑剤としてジブチルフタレートを0.1重量部添加した。
次いで、実施例1の「(2)セラミックグリーンシートの作製」において、グラフト共重合体溶液に代えて、得られた混合樹脂溶液を用いたこと以外は実施例1と同様の操作を行い、セラミックグリーンシートを得た。
温度計、攪拌機、窒素導入管、冷却管を備えた反応容器内に、末端にメルカプト基を有するポリビニルブチラール(重合度800、ブチラール化度60.2モル%、水酸基量39.0モル%、アセチル基量0.8モル%)25重量部と、イソブチルメタクリレート100重量部と、酢酸エチル100重量部とを加え、撹拌しながらポリビニルブチラールを溶解させた。更に、本溶液10重量部に可塑剤としてジオクチルフタレートを0.1重量部添加した。
次に、窒素ガスを30分間吹き込んで反応容器内を窒素置換した後、反応容器内を撹拌しながら75℃に加熱した。
30分間後、0.5重量部の重合開始剤としてのAIBNを16重量部の酢酸エチルで希釈し、得られた重合開始剤溶液を上記反応器内に5時間かけて滴下添加した。
その後、さらに75℃にて3時間反応させた。
次いで、反応液を冷却することにより、ブロック共重合体を含有する固形分20重量%のブロック共重合体溶液を得た。
なお、得られたブロック共重合体の重量平均分子量をカラムとしてWaters社製「2690 Separations Model」を用いて、GPC法によってポリスチレン換算による重量平均分子量を測定したところ、20万であった。
次いで、得られたブロック共重合体溶液を用いた以外は実施例1の「(2)セラミックグリーンシートの作製」と同様にして、セラミックグリーンシートを得た。
実施例1の「(1)グラフト共重合体の調製」において、イソブチルメタクリレート25重量部に代えて、メチルメタクリレート20重量部及びイソボルニルメタクリレート5重量部を用いたこと以外は実施例1と同様の操作を行い、グラフト共重合体を含有する固形分30重量%のグラフト共重合体溶液を得た。更に、本溶液10重量部に可塑剤としてジオクチルフタレートを0.3重量部添加した。
なお、得られたグラフト共重合体の重量平均分子量をカラムとしてWaters社製「2690 Separations Model」を用いて、GPC法によってポリスチレン換算による重量平均分子量を測定したところ、24万であった。
また、得られたグラフト共重合体におけるポリ(メタ)アクリル酸類ユニットにおけるガラス転移温度は118℃、平均ガラス転移温度は81℃であった。
次いで、得られたグラフト共重合体溶液を用いた以外は実施例1の「(2)セラミックグリーンシートの作製」と同様にして、セラミックグリーンシートを得た。
実施例1の「(1)グラフト共重合体の調製」において、ポリビニルブチラール(重合度800、ブチラール化度67.0モル%、水酸基量32.0モル%、アセチル基量1.0モル%)を用いたこと、及び、イソブチルメタクリレート25重量部に代えて、2-エチルヘキシルメタクリレート25重量部を用いたこと以外は実施例1と同様の操作を行い、グラフト共重合体を含有する固形分30重量%のグラフト共重合体溶液を得た。更に、本溶液10重量部に可塑剤としてジオクチルフタレートを0.3重量部添加した。
なお、得られたグラフト共重合体の重量平均分子量をカラムとしてWaters社製「2690 Separations Model」を用いて、GPC法によってポリスチレン換算による重量平均分子量を測定したところ、20万であった。
また、得られたグラフト共重合体におけるポリ(メタ)アクリル酸類ユニットにおけるガラス転移温度は-5℃、平均ガラス転移温度は19℃であった。
次いで、得られたグラフト共重合体溶液を用いた以外は実施例1の「(2)セラミックグリーンシートの作製」と同様にして、セラミックグリーンシートを得た。
上記で得られた樹脂溶液、セラミックグリーンシートの性能を以下の方法で評価した。結果を表1に示した。
得られた樹脂溶液を110℃で1時間乾燥させた後、キシレンに溶解させ、不溶分と可溶分とに分離し、可溶分を(メタ)アクリル酸類のホモポリマー、不溶分をグラフト共重合体とした。
得られたグラフト共重合体について、DSC6200(SII社製)を用いて、昇温速度10℃/分で示差走査熱量測定を行った。
なお、測定された2つのガラス転移温度のうち、ホモポリマーのガラス転移温度から推定したポリビニルアセタールユニット由来のガラス転移温度とは異なるガラス転移温度を、ポリ(メタ)アクリル酸ユニットのガラス転移温度とした。
得られた樹脂溶液を用いて、厚さが100μmのバインダー樹脂からなるフィルムを作製し、これを600℃まで加熱し、完全に分解するか否かを観察して、以下の基準で熱分解性を評価した。
◎:残さがなく、完全に分解した。
○:残さは殆どなく、概ね完全に分解した。
×:明らかな残さがあった。
得られたセラミックグリーンシートをポリエステルフィルムから剥離し、セラミックグリーンシートの状態を目視にて観察し、以下の基準で強度・剥離性を評価した。
◎:セラミックグリーンシートをポリエステルフィルムからきれいに剥離でき、剥離したシートに切れや破れは全く観察されなかった。
○:セラミックグリーンシートをポリエステルフィルムからきれいに剥離でき、剥離したシートのごく一部に、小さな切れが観察された。
×:セラミックグリーンシートをポリエステルフィルムから剥離できない、もしくは、剥離したシートの大部分に切れや破れが観察された。
グリーンシートの中央部を直径2mmのガラス芯棒で押さえ、これを中心とする180°の折り曲げ試験を行い、以下の基準で柔軟性を評価した。
○:クラックの発生は確認できなかった。
×:クラックの発生が確認された。
得られたグリーンシートを10cm角に切断した後、10枚重ねて、温度70℃、圧力150kg/cm2、時間10分間の熱圧着条件で積層させた。層間の接着性を目視にて観察し、以下の基準で接着性を評価した。
◎:まったく層間剥離が認められず、強固に接着していた。
○:層間剥離が一部認められた。
×:層間剥離がかなり多く認められた。
得られたセラミックグリーンシートの状態を目視にて観察し、以下の基準でシート均一性を評価した。
◎:セラミックグリーンシートにムラが無く、均一なシートが得られた。
○:セラミックグリーンシートにムラは殆ど無く、概ね均一なシートが得られた。
×:セラミックグリーンシートに明らかなムラがあった。
Claims (8)
- ポリビニルブチラールからなるユニットとポリ(メタ)アクリル酸類からなるユニットとを有するグラフト共重合体を含有する無機質焼結体製造用バインダーであって、
前記ポリビニルブチラールは、重合度が800~5000、水酸基量が20~40モル%、ブチラール化度が60~80モル%であり、
前記ポリ(メタ)アクリル酸類からなるユニットのガラス転移温度が0~110℃である
ことを特徴とする無機質焼結体製造用バインダー。 - 下記式(1)を用いて得られる平均ガラス転移温度が、20~80℃であることを特徴とする請求項1記載の無機質焼結体製造用バインダー。

- ポリビニルブチラールからなるユニットとポリ(メタ)アクリル酸類からなるユニットとを有するグラフト共重合体は、ポリビニルブチラールからなるユニットを10~90重量%含有し、ポリ(メタ)アクリル酸類からなるユニットを10~90重量%含有することを特徴とする請求項1又は2記載の無機質焼結体製造用バインダー。
- ポリ(メタ)アクリル酸類を構成する(メタ)アクリル酸類は、メタクリル酸類を90重量%以上含有することを特徴とする請求項1、2又は3記載の無機質焼結体製造用バインダー。
- ポリ(メタ)アクリル酸類を構成する(メタ)アクリル酸類は、分子内にカルボキシル基、水酸基、エポキシ基又はエーテル基を有する(メタ)アクリル酸類を3~50重量%含有することを特徴とする請求項1、2又は3記載の無機質焼結体製造用バインダー。
- 請求項1、2、3、4又は5記載の無機質焼結体製造用バインダー、有機溶剤、及び、無機質微粒子を含有することを特徴とする無機質焼結体製造用ペースト。
- 請求項6記載の無機質焼結体製造用ペーストを用いてなることを特徴とするセラミックグリーンシート。
- 請求項7記載のセラミックグリーンシートを複数枚積層して加熱プレスすることにより得られるセラミック積層体であって、無機質焼結体製造用バインダーの平均ガラス転移温度が、加熱プレス時の温度より10℃以上低いことを特徴とするセラミック積層体。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14773417.2A EP2980047B1 (en) | 2013-03-29 | 2014-01-09 | Binder for manufacturing inorganic sintered body |
| US14/781,061 US9447218B2 (en) | 2013-03-29 | 2014-01-09 | Binder for manufacturing inorganic sintered body |
| CN201480003720.1A CN104903275B (zh) | 2013-03-29 | 2014-01-09 | 无机质烧结体制造用粘合剂 |
| KR1020157002624A KR101649455B1 (ko) | 2013-03-29 | 2014-01-09 | 무기질 소결체 제조용 바인더 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-074353 | 2013-03-29 | ||
| JP2013074353A JP5555788B2 (ja) | 2012-05-29 | 2013-03-29 | 無機質焼結体製造用バインダー |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014156214A1 true WO2014156214A1 (ja) | 2014-10-02 |
Family
ID=51625714
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/050223 Ceased WO2014156214A1 (ja) | 2013-03-29 | 2014-01-09 | 無機質焼結体製造用バインダー |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9447218B2 (ja) |
| EP (1) | EP2980047B1 (ja) |
| KR (1) | KR101649455B1 (ja) |
| CN (1) | CN104903275B (ja) |
| TW (1) | TWI546275B (ja) |
| WO (1) | WO2014156214A1 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017104820A1 (ja) * | 2015-12-18 | 2017-06-22 | 積水化学工業株式会社 | 無機質焼結体製造用バインダー |
| WO2017112458A1 (en) * | 2015-12-22 | 2017-06-29 | 3M Innovative Properties Company | Acrylic polyvinyl acetal graphic films |
| CN107001761A (zh) * | 2014-12-08 | 2017-08-01 | 3M创新有限公司 | 丙烯酸聚乙烯醇缩醛膜、组合物以及热粘结性制品 |
| CN107108922A (zh) * | 2014-12-08 | 2017-08-29 | 3M创新有限公司 | 丙烯酸聚乙烯醇缩醛膜和组合物 |
| WO2017112453A3 (en) * | 2015-12-22 | 2017-10-19 | 3M Innovative Properties Company | Acrylic polyvinyl acetal films comprising a second layer |
| US10344188B2 (en) | 2015-12-22 | 2019-07-09 | 3M Innovative Properties Company | Acrylic polyvinyl acetal films comprising an adhesive layer |
| US11167523B2 (en) | 2015-12-22 | 2021-11-09 | 3M Innovative Properties Company | Acrylic films comprising a structured layer |
| US11397286B2 (en) | 2016-06-07 | 2022-07-26 | 3M Innovative Properties Company | Acrylic polyvinyl acetal film for a light directing article |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190052678A (ko) * | 2016-08-26 | 2019-05-16 | 사빅 글로벌 테크놀러지스 비.브이. | 냉간 소결에 의한 세라믹 복합 재료의 제조 방법 |
| JP6879759B2 (ja) | 2017-02-09 | 2021-06-02 | 株式会社日本触媒 | ジルコニア電解質およびその製造方法 |
| CN109207085B (zh) * | 2018-06-29 | 2021-05-07 | 洛阳祺诺塑胶有限公司 | 一种高撕裂强度的聚乙烯醇缩丁醛胶片及其生产制造方法 |
| US12421382B2 (en) | 2018-08-30 | 2025-09-23 | Sekisui Chemical Co., Ltd. | Vehicle composition for inorganic fine particle dispersion, inorganic fine particle-dispersed slurry composition and method for producing inorganic fine particle-dispersed sheet |
| WO2020089126A1 (en) * | 2018-10-30 | 2020-05-07 | Byk-Chemie Gmbh | Ceramic slurry composition and process for producing stacked ceramic component |
| CN113314340B (zh) * | 2021-06-01 | 2023-01-17 | 山东国瓷功能材料股份有限公司 | 一种陶瓷超细粉体流延超薄介质浆料及其成型的陶瓷薄膜 |
| CN116190698A (zh) * | 2021-11-29 | 2023-05-30 | 嘉庚创新实验室 | 一种多层阳极复合陶瓷材料及其制备方法和应用 |
| CN115160938A (zh) * | 2022-07-06 | 2022-10-11 | 四川东材新材料有限责任公司 | 一种高强度、高模量的pvb胶片及其制备方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05194019A (ja) | 1992-01-14 | 1993-08-03 | Taiyo Yuden Co Ltd | 積層セラミック電子部品の製造方法 |
| JPH06237054A (ja) | 1993-02-10 | 1994-08-23 | Ibiden Co Ltd | セラミックス基板用グリーンシート |
| JPH09169569A (ja) | 1995-12-21 | 1997-06-30 | Kyocera Corp | セラミック成形用組成物 |
| JP2001172553A (ja) * | 1999-12-15 | 2001-06-26 | Sekisui Chem Co Ltd | セラミックグリーンシート成形用バインダー |
| JP2004331413A (ja) * | 2003-04-30 | 2004-11-25 | Fujikura Kasei Co Ltd | セラミックグリーンシート成形用バインダおよびその製造方法 |
| JP3739237B2 (ja) | 1999-10-06 | 2006-01-25 | 積水化学工業株式会社 | セラミックスラリー及びこれを用いたグリーンシート |
| JP2013100389A (ja) * | 2011-11-07 | 2013-05-23 | Sekisui Chem Co Ltd | 無機質焼結体製造用バインダー |
| JP2013121906A (ja) * | 2011-11-07 | 2013-06-20 | Sekisui Chem Co Ltd | 無機質焼結体製造用バインダー |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002513835A (ja) * | 1998-05-06 | 2002-05-14 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | ポリビニルブチラールのポリマーブレンド |
| JP3767362B2 (ja) | 1999-12-13 | 2006-04-19 | 株式会社村田製作所 | 積層型セラミック電子部品の製造方法 |
| CN100513463C (zh) * | 2001-08-02 | 2009-07-15 | 旭化成化学株式会社 | 烧结体、树脂粒子及其生产方法 |
| US20040260020A1 (en) | 2001-09-21 | 2004-12-23 | Yoshitaka Miyake | Modified polyvinyl acetal resin |
| JPWO2005032785A1 (ja) | 2003-09-30 | 2007-11-15 | Tdk株式会社 | 積層セラミック電子部品用の誘電体ペーストの製造方法 |
| DE102005023405B4 (de) * | 2005-05-20 | 2008-12-18 | Wacker Polymer Systems Gmbh & Co. Kg | Gepfropfte Polyvinylacetale |
| JP2007273677A (ja) | 2006-03-31 | 2007-10-18 | Tdk Corp | 内部電極用ペースト、積層型セラミック型電子部品、およびその製造方法。 |
| JP5563188B2 (ja) | 2007-05-29 | 2014-07-30 | 株式会社クラレ | グラフト変性ポリビニルアセタールの製法 |
| US8431047B2 (en) | 2008-11-13 | 2013-04-30 | Sekisui Chemical Co., Ltd. | Polyvinyl acetal resin composition |
| JP5857688B2 (ja) * | 2011-11-30 | 2016-02-10 | セイコーエプソン株式会社 | 射出成形用組成物および焼結体の製造方法 |
| JP5827591B2 (ja) * | 2012-04-06 | 2015-12-02 | 積水化学工業株式会社 | 絶縁接着層用樹脂組成物 |
| JP5555788B2 (ja) * | 2012-05-29 | 2014-07-23 | 積水化学工業株式会社 | 無機質焼結体製造用バインダー |
| EP2902439A4 (en) * | 2012-09-28 | 2016-06-15 | Sekisui Chemical Co Ltd | RESIN COMPOSITION ON POLYVINYL ACETAL BASE |
-
2014
- 2014-01-09 EP EP14773417.2A patent/EP2980047B1/en active Active
- 2014-01-09 CN CN201480003720.1A patent/CN104903275B/zh active Active
- 2014-01-09 TW TW103101076A patent/TWI546275B/zh active
- 2014-01-09 US US14/781,061 patent/US9447218B2/en active Active
- 2014-01-09 KR KR1020157002624A patent/KR101649455B1/ko active Active
- 2014-01-09 WO PCT/JP2014/050223 patent/WO2014156214A1/ja not_active Ceased
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05194019A (ja) | 1992-01-14 | 1993-08-03 | Taiyo Yuden Co Ltd | 積層セラミック電子部品の製造方法 |
| JPH06237054A (ja) | 1993-02-10 | 1994-08-23 | Ibiden Co Ltd | セラミックス基板用グリーンシート |
| JPH09169569A (ja) | 1995-12-21 | 1997-06-30 | Kyocera Corp | セラミック成形用組成物 |
| JP3739237B2 (ja) | 1999-10-06 | 2006-01-25 | 積水化学工業株式会社 | セラミックスラリー及びこれを用いたグリーンシート |
| JP2001172553A (ja) * | 1999-12-15 | 2001-06-26 | Sekisui Chem Co Ltd | セラミックグリーンシート成形用バインダー |
| JP2004331413A (ja) * | 2003-04-30 | 2004-11-25 | Fujikura Kasei Co Ltd | セラミックグリーンシート成形用バインダおよびその製造方法 |
| JP2013100389A (ja) * | 2011-11-07 | 2013-05-23 | Sekisui Chem Co Ltd | 無機質焼結体製造用バインダー |
| JP2013121906A (ja) * | 2011-11-07 | 2013-06-20 | Sekisui Chem Co Ltd | 無機質焼結体製造用バインダー |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2980047A4 |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10167386B2 (en) | 2014-12-08 | 2019-01-01 | 3M Innovative Properties Company | Acrylic polyvinyl acetal films and composition |
| US11629250B2 (en) | 2014-12-08 | 2023-04-18 | 3M Innovative Properties Company | Acrylic polyvinyl acetal films and composition |
| CN107001761A (zh) * | 2014-12-08 | 2017-08-01 | 3M创新有限公司 | 丙烯酸聚乙烯醇缩醛膜、组合物以及热粘结性制品 |
| CN107108922A (zh) * | 2014-12-08 | 2017-08-29 | 3M创新有限公司 | 丙烯酸聚乙烯醇缩醛膜和组合物 |
| US10870750B2 (en) | 2014-12-08 | 2020-12-22 | 3M Innovative Properties Company | Acrylic polyvinyl acetal films and composition |
| CN107108922B (zh) * | 2014-12-08 | 2020-08-18 | 3M创新有限公司 | 丙烯酸聚乙烯醇缩醛膜和组合物 |
| CN107001761B (zh) * | 2014-12-08 | 2020-06-16 | 3M创新有限公司 | 丙烯酸聚乙烯醇缩醛膜、组合物以及热粘结性制品 |
| EP3392225A4 (en) * | 2015-12-18 | 2019-06-26 | Sekisui Chemical Co., Ltd. | BINDER FOR THE PRODUCTION OF AN INORGANIC SINTER BODY |
| WO2017104820A1 (ja) * | 2015-12-18 | 2017-06-22 | 積水化学工業株式会社 | 無機質焼結体製造用バインダー |
| JPWO2017104820A1 (ja) * | 2015-12-18 | 2018-10-04 | 積水化学工業株式会社 | 無機質焼結体製造用バインダー |
| CN108430770A (zh) * | 2015-12-22 | 2018-08-21 | 3M创新有限公司 | 丙烯酸类聚乙烯醇缩醛图形膜 |
| US10344188B2 (en) | 2015-12-22 | 2019-07-09 | 3M Innovative Properties Company | Acrylic polyvinyl acetal films comprising an adhesive layer |
| US10493738B2 (en) | 2015-12-22 | 2019-12-03 | 3M Innovative Properties Company | Acrylic polyvinyl acetal graphic films |
| JP2019508513A (ja) * | 2015-12-22 | 2019-03-28 | スリーエム イノベイティブ プロパティズ カンパニー | アクリルポリビニルアセタールグラフィックフィルム |
| JP2019502574A (ja) * | 2015-12-22 | 2019-01-31 | スリーエム イノベイティブ プロパティズ カンパニー | 第2の層を備えたアクリルポリビニルアセタールフィルム |
| WO2017112453A3 (en) * | 2015-12-22 | 2017-10-19 | 3M Innovative Properties Company | Acrylic polyvinyl acetal films comprising a second layer |
| US11034830B2 (en) | 2015-12-22 | 2021-06-15 | 3M Innovative Properties Company | Acrylic polyvinyl acetal films comprising a second layer |
| US11167523B2 (en) | 2015-12-22 | 2021-11-09 | 3M Innovative Properties Company | Acrylic films comprising a structured layer |
| JP7036507B2 (ja) | 2015-12-22 | 2022-03-15 | スリーエム イノベイティブ プロパティズ カンパニー | アクリルポリビニルアセタールグラフィックフィルム |
| WO2017112458A1 (en) * | 2015-12-22 | 2017-06-29 | 3M Innovative Properties Company | Acrylic polyvinyl acetal graphic films |
| US11397286B2 (en) | 2016-06-07 | 2022-07-26 | 3M Innovative Properties Company | Acrylic polyvinyl acetal film for a light directing article |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201437183A (zh) | 2014-10-01 |
| EP2980047A4 (en) | 2017-01-25 |
| KR101649455B1 (ko) | 2016-08-19 |
| EP2980047B1 (en) | 2020-04-15 |
| CN104903275B (zh) | 2017-09-15 |
| US9447218B2 (en) | 2016-09-20 |
| CN104903275A (zh) | 2015-09-09 |
| US20160053039A1 (en) | 2016-02-25 |
| KR20150135186A (ko) | 2015-12-02 |
| EP2980047A1 (en) | 2016-02-03 |
| TWI546275B (zh) | 2016-08-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5555788B2 (ja) | 無機質焼結体製造用バインダー | |
| WO2014156214A1 (ja) | 無機質焼結体製造用バインダー | |
| JP6804989B2 (ja) | 無機質焼結体製造用バインダー | |
| JP5873368B2 (ja) | 無機質焼結体製造用バインダー | |
| JP2004331413A (ja) | セラミックグリーンシート成形用バインダおよびその製造方法 | |
| JP5812811B2 (ja) | 無機質焼結体製造用バインダー | |
| JP2017226560A (ja) | 無機質焼結体製造用ペースト | |
| JP6371616B2 (ja) | セラミック成形用バインダー組成物及びセラミックグリーンシート | |
| JP6631345B2 (ja) | セラミックグリーンシート成形用樹脂組成物およびセラミックグリーンシート成形用材料 | |
| JP2018079616A (ja) | セラミックグリーンシート成形用樹脂組成物およびセラミックグリーンシート成形用材料 | |
| JP6974021B2 (ja) | 燃料電池発電セル製造用バインダー | |
| JP2019055905A (ja) | 無機質焼結体製造用バインダー | |
| JP6971107B2 (ja) | 無機質焼結体製造用バインダー | |
| JP3989830B2 (ja) | セラミックスラリー及びそれを用いたセラミックグリーンシート | |
| JP2018165229A (ja) | 無機質焼結体製造用スラリー | |
| JP2018165230A (ja) | 無機質焼結体製造用バインダー | |
| JP2018165232A (ja) | 無機質焼結体製造用バインダー | |
| JP2018080252A (ja) | セラミックグリーンシート成形用樹脂およびセラミックグリーンシート | |
| JP2018184569A (ja) | 共重合体及び共重合体組成物 | |
| JP2000007442A (ja) | セラミックス粘結剤用樹脂組成物 | |
| JPH10251347A (ja) | セラミック粘結剤用樹脂組成物 | |
| WO2025187705A1 (ja) | 焼成用組成物、グリーンシート、積層セラミックコンデンサ、及び積層セラミックコンデンサの製造方法 | |
| WO2021039139A1 (ja) | 架橋型メタクリレート樹脂粒子および造孔剤 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14773417 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20157002624 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020157002624 Country of ref document: KR |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14781061 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014773417 Country of ref document: EP |