WO2015050004A1 - Tissu non revêtu pour coussin gonflable - Google Patents
Tissu non revêtu pour coussin gonflable Download PDFInfo
- Publication number
- WO2015050004A1 WO2015050004A1 PCT/JP2014/074792 JP2014074792W WO2015050004A1 WO 2015050004 A1 WO2015050004 A1 WO 2015050004A1 JP 2014074792 W JP2014074792 W JP 2014074792W WO 2015050004 A1 WO2015050004 A1 WO 2015050004A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fabric
- less
- airbag
- dtex
- woven fabric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R21/00—Arrangements or fittings on vehicles for protecting or preventing injuries to occupants or pedestrians in case of accidents or other traffic risks
- B60R21/02—Occupant safety arrangements or fittings, e.g. crash pads
- B60R21/16—Inflatable occupant restraints or confinements designed to inflate upon impact or impending impact, e.g. air bags
- B60R21/23—Inflatable members
- B60R21/235—Inflatable members characterised by their material
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D1/00—Woven fabrics designed to make specified articles
- D03D1/02—Inflatable articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R21/00—Arrangements or fittings on vehicles for protecting or preventing injuries to occupants or pedestrians in case of accidents or other traffic risks
- B60R21/02—Occupant safety arrangements or fittings, e.g. crash pads
- B60R21/16—Inflatable occupant restraints or confinements designed to inflate upon impact or impending impact, e.g. air bags
- B60R21/23—Inflatable members
- B60R21/235—Inflatable members characterised by their material
- B60R2021/23504—Inflatable members characterised by their material characterised by material
- B60R2021/23509—Fabric
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/02—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyamides
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
- D10B2505/12—Vehicles
- D10B2505/124—Air bags
Definitions
- the present invention relates to a non-coated airbag fabric that is one of safety devices for automobiles. More specifically, the present invention relates to a non-coated airbag fabric that does not break even when exposed to high-temperature and high-pressure gas during airbag deployment, and that is more flexible, lightweight, and compact.
- airbags which have been rapidly installed as one of the safety components of automobiles, are detected by a sensor in the event of a car crash, and the airbag is heated by high-temperature and high-pressure gas generated from the inflator. It is intended to rapidly deploy and prevent and protect the body of the driver or passenger, particularly the head, from colliding with the handle, windshield, door glass or the like.
- airbags for driver and passenger seats that respond to collisions from the front of the car, but also knee airbags that protect the knees, side airbags and side curtain airbags that respond to side collisions, and rear Air bags are also used in preparation for the collision.
- airbags that protect pedestrians that have collided are also known, and their use sites continue to increase.
- inflator a so-called stored gas inflator that releases gas by destroying the stopper of a metal container confined with an inert gas such as helium at high pressure with explosives, or a relatively small gas filled with the heat of combustion of explosives
- inert gas such as helium at high pressure with explosives
- pyroinflator a solid gas generant that combines gas generated from gunpowder at the same time
- ⁇ Pyroinflators can be reduced in size and weight, but have the disadvantage that there are many suspended particulates due to incomplete combustion components generated from explosives and explosive combustion residues. For this reason, since the temperature of the gas flowing into the airbag is higher than that of the conventional inflator, there is a problem that the thermal load applied to the airbag base fabric is large.
- an airbag using a conventional airbag fabric has a large movement distance.
- a phenomenon called “bottoming”, that is, a phenomenon in which an object collides with a joint portion of an airbag base fabric may occur.
- an airbag using a pyroinflator is a silicone-coated cloth, it will not fail the impactor test, but it is not lightweight and compact, and considering the interior design of the car Further, since it is difficult to use in parts that require compactness such as a driver's seat and a passenger seat, non-coated cloth is preferably used.
- An object of the present invention is to solve the above-described conventional problems, and to provide a non-coated base fabric for an air bag that can be used for a pyroinflator without any problem.
- the airbag fabric of the present invention has the following constitutions (1) to (5).
- the dynamic air permeability of the woven fabric is measured under the condition that the maximum pressure is 80 ⁇ 5 kPa based on ASTM D6476 in an environment of 20 ° C.
- the pressure increase A non-coated airbag fabric characterized in that the biaxial elongation strain hysteresis of the fabric when shifting from 50 to 50 kPa from 0.69% to 1.0%.
- the non-coated airbag fabric according to (1) wherein the olefin fiber treating agent is adhered to the fabric in an amount of 0.03% to 0.60% by weight.
- the airbag fabric of the present invention does not break even when exposed to high-temperature and high-pressure gas when the airbag is deployed, and is excellent in flexibility, light weight and compactness, and is particularly suitable for a driver seat and a passenger seat.
- the airbag fabric of the present invention will be described in detail.
- the synthetic fiber used in the woven fabric of the present invention 90% by weight or more, preferably 95% by weight or more, more preferably 100% by weight of nylon 66 having excellent durability against high-temperature gas is used.
- Synthetic fibers may be obtained from raw materials that are partially or wholly reused. There is no problem even if the synthetic fiber contains various additives in order to improve process passability in the raw yarn manufacturing process and the post-processing process.
- the additive include an antioxidant, a heat stabilizer, a smoothing agent, an antistatic agent, a thickener, a flame retardant, and the like.
- this synthetic fiber yarn is a colored yarn, there is no problem.
- the relative viscosity of nylon 66 with sulfuric acid needs to be 3.15 or more and 3.3 or less.
- the lower limit of the relative viscosity is preferably 3.2 or more.
- strain hysteresis tends to be small during dynamic air permeability measurement described later.
- the relative viscosity exceeds the above range, not only the polymerization cost increases, but also the spinning operability tends to deteriorate.
- the accumulated pressure during dynamic air permeability measurement at room temperature can be lowered, and the maximum during dynamic air permeability measurement at high temperature can be reduced. It has been found that the ultimate pressure can be increased. This means that the air permeability of the woven fabric can be kept low both at room temperature and at high temperature. The reason for this is considered to be that since a strain hysteresis is increased, a flexible yarn can be obtained as a yarn by increasing the relative viscosity even if a raw yarn having the same strength and elongation is prepared. When air pressure crossing in the thickness direction of the fabric using this flexible thread is applied, the fibers and filaments that make up the fabric move relatively freely and move in the direction of filling the gaps of the fabric. The air permeability at the time of measuring the degree can be kept low.
- Nylon 66 must contain phenylphosphonic acid or a metal salt thereof as a phosphorus component in an amount of 10 ppm to 60 ppm per polymer weight.
- Phenylphosphonic acid and the like are generally used as a polymerization catalyst.
- the present inventors can use phenylphosphonic acid and the like even at a relatively low relative viscosity, particularly at high temperatures. It was found that a high internal pressure retention performance can be obtained at a dynamic air permeability of. The reason for this is considered that the phosphorus component has an effect of suppressing the breakage of the molecular chain in a high temperature state, and the molecular chain is not easily broken, so that the entanglement between the molecular chains is maintained and the yarn is difficult to stretch.
- the heat generated from the pyroinflator and the presence of the phosphorus component may cause a reaction, resulting in a longer molecular chain. It is also possible that The phosphorus component content is more preferably 15 ppm or more. However, if there is too much phosphorus component, post-polymerization proceeds at the time of spinning to cause gelation, which may deteriorate the spinning operability.
- the phosphorus component content is more preferably less than 40 ppm.
- phenylphosphonic acid or a metal salt thereof may be added at the time of solution polymerization, or phenylphosphinic acid or a metal salt thereof may be added. Any additive may be used because it is oxidized into phenylphosphonic acid and the like.
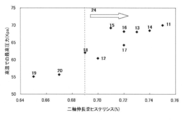
- a large strain hysteresis indicates that the internal pressure is received by the entire base fabric with respect to the instantaneous pressure, and the internal pressure retention capability is high.
- the airbag can be applied to the occupant with a reduced impact, and at the same time, the amount of movement after the occupant collides with the airbag is determined, that is, the amount of “extract air from the airbag” is adjusted. This indicates that it is easy to From these points, the fabric of the present invention is preferable as an airbag.
- the difference between the carboxyl end group concentration and the amino end group concentration of nylon 66 is preferably 25 meq / kg polymer or less.
- the polymer is more preferably 1 to 23 meq / kg, and still more preferably 2 to 22 meq / kg polymer.
- the terminal group concentration difference is large, the internal pressure at the time of measuring the dynamic air permeability of the fabric in a high temperature state tends to be low.
- the amino end group concentration is higher, a tertiary amine is likely to be formed at the time of melting, so that the spinning operability tends to deteriorate.
- Nylon 66 preferably does not use a terminal blocking agent such as monoamine or monocarboxylic acid. When a terminal blocking agent is used, the effect of the phosphorus catalyst may be reduced.
- nylon 66 polymer As for some of the characteristics of the nylon 66 polymer, there are examples of examining yellowing coloring, gel generation and fatigue resistance, but there is no finding that it controls air flow to an instantaneous high-temperature gas as a fabric.
- the total fineness of the raw yarn to be used is preferably 100 dtex or more and 500 dtex or less, more preferably 200 dtex or more and 420 dtex or less, and further more preferably 300 dtex or more and 380 dtex or less. If the total fineness is less than the above range, the tensile strength and tear strength may be insufficient, which may cause a problem in strength. If it exceeds the above range, there is no problem in strength, but the flexibility of the fabric. May damage the skin of the human body at the time of a collision.
- the mechanical properties are preferably 8.0 cN / dtex or more in terms of cutting strength, more preferably 8 in order to satisfy the mechanical properties of the fabric required when used for non-coated airbags. .3 cN / dtex or more. Higher strength is preferable, but the strength of the fiber that can be actually used is 12.0 cN / dtex or less.
- the boiling water shrinkage of the synthetic fiber used in the fabric of the present invention is preferably 6 to 15%. It is more preferably 7% or more, further preferably 8% or more, and particularly preferably 8.5 to 13%. If the boiling water shrinkage is smaller than the above range, it is difficult to obtain the necessary residual shrinkage of the base fabric. When the boiling water shrinkage rate is larger than the above range, the thickness of the woven fabric after shrinkage becomes thick, and at the same time, a gap is formed between the yarns in the weft and weft direction. Cheap.
- the boiling water shrinkage is measured according to JIS-L-1095-9.24 method.
- the single yarn fineness of the yarn constituting the airbag fabric of the present invention is preferably 2 dtex or more and 7 dtex or less. If the single yarn fineness exceeds the above range, the internal pressure during dynamic air permeability measurement tends to be low. On the other hand, when the single yarn fineness is narrower than the above range, the productivity of the fiber tends to deteriorate.
- the single yarn fineness of the yarn constituting the airbag fabric of the present invention needs to be 1 to 4 dtex.
- the single yarn fineness exceeds the above range, not only the storage property is likely to deteriorate, but also the internal pressure at the time of dynamic air permeability measurement tends to be low.
- the productivity of the fiber tends to be deteriorated.
- the thickness of the airbag fabric of the present invention is preferably 0.32 mm or less. More preferably, it is 0.30 mm or less, More preferably, it is 0.28 mm or less. The thinner the thickness, the better the storage. However, in order to reduce the thickness, the fineness to be used becomes small, and the fabric strength may not be maintained. Therefore, the lower limit of the thickness is preferably 0.22 mm or more, more preferably 0.25 mm or more.
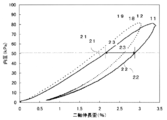
- the airbag fabric of the present invention is depressurized from increased pressure when the dynamic air permeability of the fabric is measured under the conditions of a maximum pressure of 80 ⁇ 5 kPa based on ASTM D6476 in an environment of 20 ° C. ⁇ 65% RH. It is necessary that the biaxial elongation strain hysteresis of the woven fabric when moving at 50 kPa is 0.69% or more. By doing so, when the airbag is inflated and deployed to catch the occupant, leakage of high temperature gas from the fabric is suppressed as much as possible, heating of the fabric due to heat exchange is suppressed, and the fabric is prevented from being broken. The internal pressure can be maintained. Although there is no upper limit on the strain hysteresis, the base fabric used for the airbag is practically 1.0% or less.
- the cover factor (CF) of the airbag fabric of the present invention is preferably 1900 or more and 2300 or less. 2000 to 2300 is more preferable.
- the cover factor is low, the physical properties (tensile strength and tear strength) required for the airbag tend to be low. Also, the cover factor has a great influence on the initial air permeability. A larger cover factor is preferable because the air permeability becomes lower, but there are limitations due to weaving and storage properties.
- the oil component remaining in the airbag fabric of the present invention is preferably 0.03 to 0.60% by weight.
- the internal pressure at the time of dynamic air permeability measurement at high temperature tends to be low.
- the effect of reducing the coefficient of friction between fibers and the effect of a film resulting from the use of a relatively low melting point oil.
- the coefficient of friction between fibers decreases, so the fibers and filaments that make up the fabric move relatively freely and move in the direction of filling the gaps of the fabric. Therefore, the internal pressure at the time of dynamic air permeability measurement can be increased.
- the oil agent having a melting point of 60 ° C. or less, when the hot gas from the inflator hits the cloth, the oil agent melts by heat, and the oil agent moves in a direction to fill the gap of the fabric, Since the surface is covered, the internal pressure during dynamic air permeability measurement can be increased.
- the oil agent is not particularly limited as long as the melting point is 60 ° C. or less, but it has an emulsion form when applied from the step of applying the oil agent, and after application, the coefficient of friction between fibers
- an oil that is present in a solid state at room temperature and melts when hot gas from the inflator hits the cloth is preferable.
- the adhesion amount to the fabric is preferably 0.04 to 0.30% by weight, more preferably 0.05 to 0.25% by weight. If the adhesion amount exceeds 0.60% by weight, the flammability tends to deteriorate.
- limiting in particular about the provision method of an oil agent You may provide as a spinning oil agent, You may provide as a warping oil agent after providing the spinning oil agent of another component. Further, a predetermined amount of oil may be applied by dipping or coating during post-processing of the fabric.
- the value obtained by dividing the cover factor of the fabric by the average value (dtex) of the warp fineness and the weft fineness is X
- the bending stiffness (N) in the warp direction defined by ASTM D4032 is Y. It is preferable that Y ⁇ ⁇ 2.5X + 29 is satisfied.
- Lightweight and compact air bag fabric is one of the required performances, but at the same time, it needs to be strong as an airbag. Obtaining strength can also be achieved by using high fineness, but the use of high fineness increases the thickness of the fabric and inevitably increases the bending resistance.
- the present inventor derives the item of “thickness in consideration of the weave density caused by the fibers present in the fabric” by dividing the cover factor by the fineness, and clarifies an appropriate relationship between this and the bending resistance. Thus, this required performance has been achieved.
- the method for weaving the airbag fabric of the present invention is not particularly limited, but a plain weave is preferable in consideration of the uniformity of the fabric physical properties.
- the warp and weft yarns to be used need not be the same. For example, there is no problem even if the thickness, the number of yarns, and the fiber type are different.
- the effect of the olefinic oil is as described above.
- As an application method there is a method of applying as a spinning oil agent, but the efficiency is poor because it is particularly easy to fall off when weaving with a water jet. When trying to adhere with a spinning oil agent, the oil agent component is likely to be deposited on the heat roller during spinning, and it is necessary to clean it, resulting in poor productivity.
- the airbag fabric of the present invention is preferably heat set at a temperature of 160 ° C. or higher while applying a tension of 200 N / m to 800 N / m in the warp direction after weaving. If the tension in the warp direction at the time of high temperature setting is less than 200 N / m, the quality of the fabric tends to deteriorate. If it exceeds 800 N / m, the shrinkage rate tends to be high. 300 to 600 N / m is more preferable. Moreover, if it is less than 160 degreeC, a shrinkage rate will become high easily, and if it exceeds 230 degreeC, a textile fabric will change easily. 180 to 210 ° C. is more preferable.
- the treatment time is not particularly limited, but is preferably 10 seconds to 10 minutes, more preferably 30 seconds to 5 minutes, particularly preferably 1 minute to 3 minutes.
- the airbag fabric of the present invention is required to have a warp crimp ratio of 10.0 to 13.0% and a weft crimp ratio of 6.0% or less.
- the warp crimp ratio exceeds 13.0%, the mesh portion of the fabric is easily expanded when the fabric is expanded by the pressure at the time of developing the airbag.
- the woven fabric is expanded, the mesh does not increase uniformly, but there is a non-uniformity and an easily spreadable mesh.
- the amount of hot gas that passes through a larger mesh than a relatively smaller mesh is larger, so that a fabric having a particularly large mesh is more easily melted than a fabric having a uniform mesh. .
- the inventor has found that when the crimp rate is high, the movement of the yarn tends to be large, and the degree of expansion is large.
- airbag fabrics have a higher warp crimp rate than weft yarns.
- the warp crimp rate By reducing the warp crimp rate, it is possible to reduce the meshing area and to increase the internal pressure during airbag deployment.
- the crimp rate of the weft exceeds 6.0%, the woven fabric is easily melted even if the crimp rate of the warp is 13.0% or less.
- the crimp ratio of the warp is less than 10.0%, the woven fabric tends to be hard and the flexible compactness is inferior.
- the upper limit of the crimp rate of the warp is preferably 12.5% or less, and more preferably 12.3% or less.
- the lower limit is preferably 10.5% or more, and more preferably 10.6% or more.
- the weft crimp ratio is preferably 5.5% or less.
- the lower limit is preferably 3.0% or more.
- Fineness The fineness was measured by the method described in JIS-L-1095-9.4.1.
- Tensile strength and elongation at break of woven fabric Measured according to JIS-L-1096-8.12.1.
- Bending softness (ASTM) Measured according to ASTM D4032 (2002).
- the pressure accumulation amount was set again, and a new sample was prepared and measured again.
- the relationship between the measured pressure and the aeration rate was taken into a computer using the L5110 evaluation program LABODATA II (manufactured by Textest) to obtain the relationship between biaxial elongation strain and pressure.
- the biaxial elongation strain hysteresis was determined from the difference between the strain amount at the time of pressure reduction at 50 kPa and the strain amount at the time of pressure increase in the obtained figure. The measurement was performed in a room controlled under an environment of 20 ° C. ⁇ 65% RH.
- the fabric after extracting the oil component by the Soxhlet method was used as a sample.
- the sample solution was prepared by dissolving the sample in 96.3 ⁇ 0.1 wt% reagent-grade concentrated sulfuric acid so that the sample concentration was 10 mg / ml, and the number of seconds of water dropping at a temperature of 20 ° C. ⁇ 0.05 ° C.
- the relative viscosity of the solution was measured using an Ostwald viscometer for 6 to 7 seconds.
- Example 1 Phenylphosphonic acid is added to nylon 66 chips obtained by liquid phase polymerization so that the phosphorus component is 50 ppm, and a 5% by weight aqueous solution of copper iodide is added and mixed as an antioxidant, and mixed with respect to the polymer weight. Then, 68 ppm was added and adsorbed as copper. Next, a 50 wt% aqueous solution of potassium iodide and a 20 wt% aqueous solution of potassium bromide were added and adsorbed to 100 parts by weight of the polymer chip to 0.1 parts by weight as potassium, respectively. Was used to obtain nylon 66 pellets having a relative viscosity of sulfuric acid of 3.20.
- the obtained nylon 66 pellets were supplied to an extruder and melt-spun at 297 ° C.
- Each spinneret used had a number of holes corresponding to the number of filaments shown in Table 1, a discharge hole having a diameter of 0.8 mm, and a land length of 2 mm.
- the discharge amount was adjusted by a metering pump so that the total fineness would be the value shown in Table 1, and after drawing and heat setting, it was wound up.
- the obtained raw yarn had a sulfuric acid relative viscosity (RVf) of 3.20.
- RVf sulfuric acid relative viscosity
- the physical properties of the obtained raw yarn are shown in Table 1.
- the obtained raw yarn was used for warp and weft and woven in a water jet loom.
- the number of driven-in yarns was set to 55 warps / 2.54 cm and 55 wefts / 2.54 cm. Then, it was made to pass through a hot-water shrinkage tank without drying, and it was made to pass through a dry finishing process using a suction drum dryer continuously.
- Table 1 shows the physical properties of the obtained fabric.
- the obtained woven fabric had a large strain hysteresis during dynamic air permeability measurement, and had a high maximum pressure during dynamic air permeability measurement during high-temperature heating, and was an uncoated fabric particularly suitable for a pyroinflator.
- Example 2 As in Example 1, except that the spinning temperature is increased and post-polymerization is performed, the relative sulfuric acid viscosity of the fiber is 3.28, and the woven density is set to 53 warps / 2.54 cm and 53 wefts / 2.54 cm. Polymerization, spinning, and weaving were performed. Table 1 shows the properties of the obtained raw yarn and the properties of the woven fabric. The obtained woven fabric had a large strain hysteresis during dynamic air permeability measurement, and had a high maximum pressure during dynamic air permeability measurement during high-temperature heating, and was an uncoated fabric particularly suitable for a pyroinflator.
- Example 3 Polymerization, spinning, and weaving were performed in the same manner as in Example 2 except that “after wax 300” (olefin fiber treatment agent) manufactured by Matsumoto Yushi Seiyaku was applied during aging.
- Table 1 shows the properties of the obtained raw yarn and the properties of the woven fabric.
- the obtained woven fabric had a large strain hysteresis during dynamic air permeability measurement, and had a high maximum pressure during dynamic air permeability measurement during high-temperature heating, and was an uncoated fabric particularly suitable for a pyroinflator.
- Example 4 Polymerization, spinning, and weaving were carried out in the same manner as in Example 3 except that the yarn fineness and the number of filaments were set to 350 decitex 144 filaments by melt spinning, and the number of driven yarns during weaving was 61.
- Table 1 shows the properties of the obtained raw yarn and the properties of the woven fabric.
- the obtained woven fabric had a large strain hysteresis during dynamic air permeability measurement, and had a high maximum pressure during dynamic air permeability measurement during high-temperature heating, and was an uncoated fabric particularly suitable for a pyroinflator.
- Example 5 Polymerization, spinning, and weaving were performed in the same manner as in Example 4 except that polymerization was performed so that the phosphorus component contained in the polymer was 11 ppm, and the number of implantations during weaving was 62.
- Table 1 shows the properties of the obtained raw yarn and the properties of the woven fabric.
- the obtained woven fabric had a large strain hysteresis during dynamic air permeability measurement, and had a high maximum pressure during dynamic air permeability measurement during high-temperature heating, and was an uncoated fabric particularly suitable for a pyroinflator.
- Example 6 Polymerization, spinning, and weaving were performed in the same manner as in Example 5 except that polymerization was performed so that the phosphorus component contained in the polymer was 20 ppm, and the number of implantations during weaving was 61.
- Table 1 shows the properties of the obtained raw yarn and the properties of the woven fabric.
- the obtained woven fabric had a large strain hysteresis during dynamic air permeability measurement, and had a high maximum pressure during dynamic air permeability measurement during high-temperature heating, and was an uncoated fabric particularly suitable for a pyroinflator.
- Example 7 Polymerization and spinning were carried out in the same manner as in Example 6 except that polymerization was performed so that the phosphorus component contained in the polymer was 30 ppm, the yarn fineness and the number of filaments were set to 108 filaments of 400 dtex, and the number of implantations during weaving was 57. Weaving was performed.
- Table 1 shows the properties of the obtained raw yarn and the properties of the woven fabric.
- the obtained woven fabric had a large strain hysteresis during dynamic air permeability measurement, and had a high maximum pressure during dynamic air permeability measurement during high-temperature heating, and was an uncoated fabric particularly suitable for a pyroinflator.
- Example 8 Polymerization and spinning were carried out in the same manner as in Example 7 except that polymerization was carried out so that the phosphorus component contained in the polymer would be 38 ppm, the yarn fineness and the number of filaments were set to 84 filaments of 270 decitex, and the number of implantations during weaving was 70. Weaving was performed. Table 1 shows the properties of the obtained raw yarn and the properties of the woven fabric. The obtained woven fabric had a large strain hysteresis during dynamic air permeability measurement, and had a high maximum pressure during dynamic air permeability measurement during high-temperature heating, and was an uncoated fabric particularly suitable for a pyroinflator.
- Comparative Example 1 Spinning and weaving were carried out in the same manner as in Example 1 except that the polymerization conditions were changed and the yarn fineness and the number of filaments were set to 72 filaments of 470 dtex. Table 1 shows the properties of the obtained raw yarn and the properties of the woven fabric.
- the single yarn fineness was as thick as 6.5 dpf, there was no phosphorus-based additive, and no olefin-based fiber treatment agent was applied, so an airbag with small strain hysteresis was obtained.
- the maximum pressure when measuring the dynamic air permeability during high-temperature heating was low, and the uncoated fabric was not suitable for a pyroinflator.
- Comparative Example 2 Solid phase polymerization so that the relative viscosity of sulfuric acid was 3.10 nylon 66 pellets, the yarn fineness and the number of filaments were set to 144 filaments of 470 dtex, and the drying process conditions were gripped in the weft direction instead of the suction drum Spinning and weaving were carried out in the same manner as in Comparative Example 1 except that the setter drying treatment was performed under the conditions that were not performed. Table 1 shows the properties of the obtained raw yarn and the properties of the woven fabric. In Comparative Example 2, there was no phosphorus additive, the sulfuric acid relative viscosity was as small as 3.10, and there was no application of an olefin fiber treatment agent. At the same time, the maximum pressure when measuring the dynamic air permeability during high-temperature heating was low, and the uncoated fabric was not suitable for a pyroinflator.
- Comparative Example 1 was followed except that the yarn fineness and the number of filaments were set to 144 filaments of 470 dtex. Suspended due to frequent spun yarn breakage.
- the airbag fabric of the present invention can improve the heat resistance and gas leakage prevention property of the airbag when deployed at a high temperature and pressure, and even if it is exposed to a high temperature and pressure gas during deployment of the airbag, the bag may break. In addition, it is excellent in flexibility, light weight and compactness, and is particularly suitable for use in a driver seat and a passenger seat.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Air Bags (AREA)
- Woven Fabrics (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Artificial Filaments (AREA)
Abstract
L'invention concerne une base de tissu non revêtu pour coussins gonflables, qui reçoit des hausses de température de gaz de gonflage. La base de tissu non revêtu est un tissu pour coussins gonflables, qui est composé de fibres synthétiques ayant une finesse de fil unique de 1-4 dtex, et dans lequel la chaîne a un pourcentage de frisure de 10,0-13,0 % et la trame a un pourcentage de frisure de 6,0 % ou moins, les fibres synthétiques étant constituées de nylon 66 ayant une viscosité relative d'acide sulfurique de 3,15-3,3 et contenant un constituant de phosphore dans une quantité de 10-60 ppm. Lorsque la perméabilité à l'air dynamique du tissu est inspectée conformément à ASTM D6476 dans un environnement de 20 °C × 65 % RH, dans des conditions de telle sorte que la pression maximale est 80 ± 5 kPa, l'hystérésis de tension d'extension biaxiale du tissu lorsque la pression chute à 50 kPa est 0,69-1,0 %.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013209006A JP5505552B1 (ja) | 2013-10-04 | 2013-10-04 | ノンコートエアバッグ用織物 |
| JP2013-209006 | 2013-10-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015050004A1 true WO2015050004A1 (fr) | 2015-04-09 |
Family
ID=50941862
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/074792 Ceased WO2015050004A1 (fr) | 2013-10-04 | 2014-09-19 | Tissu non revêtu pour coussin gonflable |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5505552B1 (fr) |
| WO (1) | WO2015050004A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019167820A1 (fr) * | 2018-02-28 | 2019-09-06 | 東洋紡株式会社 | Tissu de base de coussin de sécurité gonflable non revêtu, tissu de base de coussin de sécurité gonflable revêtu, et coussin de sécurité gonflable les utilisant |
| WO2020153446A1 (fr) * | 2019-01-23 | 2020-07-30 | 東洋紡株式会社 | Tissu de base revêtu pour coussin de sécurité gonflable et coussin de sécurité gonflable le comprenant |
| CN116323334A (zh) * | 2020-10-13 | 2023-06-23 | 旭化成株式会社 | 气囊用基布及其制造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09279437A (ja) * | 1996-04-17 | 1997-10-28 | Toray Ind Inc | エアバッグ用基布およびエアバッグ |
| JP2009256860A (ja) * | 2008-03-21 | 2009-11-05 | Toray Ind Inc | エアバッグ用織物およびエアバッグ用織物の製造方法 |
| JP2011168938A (ja) * | 2010-02-22 | 2011-09-01 | Asahi Kasei Fibers Corp | エアバック用ナイロン66繊維およびエアバック |
| JP5413761B1 (ja) * | 2012-05-11 | 2014-02-12 | 東洋紡株式会社 | 衝突時に底着きしにくいエアバッグ用基布 |
| JP5440967B1 (ja) * | 2012-05-11 | 2014-03-12 | 東洋紡株式会社 | ノンコートエアバッグ用織物 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2910469B2 (ja) * | 1992-12-22 | 1999-06-23 | 東レ株式会社 | 産業資材繊維用ナイロン66の製造方法 |
| JP3849818B2 (ja) * | 1996-12-06 | 2006-11-22 | 東レ株式会社 | エアバッグ用基布およびエアバッグとその製造方法 |
-
2013
- 2013-10-04 JP JP2013209006A patent/JP5505552B1/ja active Active
-
2014
- 2014-09-19 WO PCT/JP2014/074792 patent/WO2015050004A1/fr not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09279437A (ja) * | 1996-04-17 | 1997-10-28 | Toray Ind Inc | エアバッグ用基布およびエアバッグ |
| JP2009256860A (ja) * | 2008-03-21 | 2009-11-05 | Toray Ind Inc | エアバッグ用織物およびエアバッグ用織物の製造方法 |
| JP2011168938A (ja) * | 2010-02-22 | 2011-09-01 | Asahi Kasei Fibers Corp | エアバック用ナイロン66繊維およびエアバック |
| JP5413761B1 (ja) * | 2012-05-11 | 2014-02-12 | 東洋紡株式会社 | 衝突時に底着きしにくいエアバッグ用基布 |
| JP5440967B1 (ja) * | 2012-05-11 | 2014-03-12 | 東洋紡株式会社 | ノンコートエアバッグ用織物 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019167820A1 (fr) * | 2018-02-28 | 2019-09-06 | 東洋紡株式会社 | Tissu de base de coussin de sécurité gonflable non revêtu, tissu de base de coussin de sécurité gonflable revêtu, et coussin de sécurité gonflable les utilisant |
| JPWO2019167820A1 (ja) * | 2018-02-28 | 2021-01-07 | 東洋紡株式会社 | エアバッグ用ノンコート基布、エアバッグ用コーティング基布およびそれを用いたエアバッグ |
| US11746446B2 (en) | 2018-02-28 | 2023-09-05 | Toyobo Co., Ltd. | Non-coated airbag base fabric, coated airbag base fabric, and airbag using same |
| WO2020153446A1 (fr) * | 2019-01-23 | 2020-07-30 | 東洋紡株式会社 | Tissu de base revêtu pour coussin de sécurité gonflable et coussin de sécurité gonflable le comprenant |
| CN113330150A (zh) * | 2019-01-23 | 2021-08-31 | 东洋纺株式会社 | 气囊用涂布基布和包括该气囊用涂布基布的气囊 |
| JPWO2020153446A1 (ja) * | 2019-01-23 | 2021-11-25 | 東洋紡株式会社 | エアバッグ用コーティング基布およびそれを含むエアバッグ |
| CN116323334A (zh) * | 2020-10-13 | 2023-06-23 | 旭化成株式会社 | 气囊用基布及其制造方法 |
| JP2024150684A (ja) * | 2020-10-13 | 2024-10-23 | 旭化成株式会社 | エアバッグ用基布及びその製造方法 |
| CN116323334B (zh) * | 2020-10-13 | 2025-08-26 | 旭化成株式会社 | 气囊用基布及其制造方法 |
| JP7789137B2 (ja) | 2020-10-13 | 2025-12-19 | 旭化成株式会社 | エアバッグ用基布及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015071845A (ja) | 2015-04-16 |
| JP5505552B1 (ja) | 2014-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5440967B1 (ja) | ノンコートエアバッグ用織物 | |
| KR101032792B1 (ko) | 에어백용 폴리에스테르 원단 및 그의 제조 방법 | |
| KR101055394B1 (ko) | 에어백용 폴리에스테르 원단 및 그의 제조 방법 | |
| JP5440736B2 (ja) | 衝突時に底着きしにくいエアバッグ用基布 | |
| EP2557211B1 (fr) | Tissu polyester et son procédé de fabrication | |
| KR20150110601A (ko) | 에어백용 직물 및 에어백 | |
| WO2011122802A2 (fr) | Fil polyester et son procédé de fabrication | |
| JP5505552B1 (ja) | ノンコートエアバッグ用織物 | |
| JP2013528719A (ja) | 熱抵抗性に優れたポリエチレンテレフタレート繊維を利用したエアバッグ用織物 | |
| JP6105192B2 (ja) | エアバッグ織物 | |
| KR101902660B1 (ko) | 직물 | |
| JP2015151636A (ja) | エアバッグ用ポリアミド繊維、基布およびその製造方法 | |
| KR20140063946A (ko) | 에어백용 폴리에틸렌테레프탈레이트 섬유 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14850187 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 14850187 Country of ref document: EP Kind code of ref document: A1 |