WO2015064653A1 - ポリオレフィン組成物およびポリオレフィン延伸フィルムとその製法 - Google Patents
ポリオレフィン組成物およびポリオレフィン延伸フィルムとその製法 Download PDFInfo
- Publication number
- WO2015064653A1 WO2015064653A1 PCT/JP2014/078800 JP2014078800W WO2015064653A1 WO 2015064653 A1 WO2015064653 A1 WO 2015064653A1 JP 2014078800 W JP2014078800 W JP 2014078800W WO 2015064653 A1 WO2015064653 A1 WO 2015064653A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- stretched
- polymer
- polyolefin composition
- olefin polymer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/005—Shaping by stretching, e.g. drawing through a die; Apparatus therefor characterised by the choice of materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/023—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets using multilayered plates or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
- B29C55/14—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial successively
- B29C55/143—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial successively firstly parallel to the direction of feed and then transversely thereto
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
- B29C55/16—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial simultaneously
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
- C08L23/14—Copolymers of propene
- C08L23/142—Copolymers of propene at least partially crystalline copolymers of propene with other olefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0018—Combinations of extrusion moulding with other shaping operations combined with shaping by orienting, stretching or shrinking, e.g. film blowing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0088—Blends of polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/25—Solid
- B29K2105/253—Preform
- B29K2105/256—Sheets, plates, blanks or films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/003—Reflective
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0046—Elastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0077—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2007/00—Flat articles, e.g. films or sheets
- B29L2007/008—Wide strips, e.g. films, webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/10—Homopolymers or copolymers of propene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2201/00—Properties
- C08L2201/10—Transparent films; Clear coatings; Transparent materials
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/16—Applications used for films
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
- C08L2205/025—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group containing two or more polymers of the same hierarchy C08L, and differing only in parameters such as density, comonomer content, molecular weight, structure
Definitions
- the present invention relates to a polyolefin composition, a stretched polyolefin film and a production method thereof.
- Polypropylene stretched film is inexpensive and has excellent transparency, surface gloss, heat resistance, and mechanical properties (for example, rigidity (so-called “waist” of film), strength, and impact resistance). It is used for packaging materials and electrical materials such as capacitors and capacitors, and its demand is rapidly increasing.
- a general method for producing such a polypropylene stretched film is a simultaneous biaxial stretching method using a tubular method, a sequential biaxial stretching method using a heating roll and a tenter (tenter method), or the like.
- the stretching ratio in the machine direction of the film (MD: Machine Direction, also referred to as “flow direction”) and the direction perpendicular to the machine direction (TD: Transverse Direction, also referred to as “transverse direction”) is usually It is done 5 to 12 times. Further, the stretching speed at this time is generally 200 to 525 m / min.
- Patent Document 1 As a measure for improving the stretchability of the film, improvement of the base resin of the film material can be mentioned.
- the melt index and the pentad fraction are in a specific range, and the relationship between the isotactic index and the pentad fraction and the relationship between the melting point and the melting enthalpy each satisfy a specific formula.
- propylene homopolymer exhibits good stretching.
- a propylene homopolymer having a very limited primary structure has a problem of poor versatility even if it is suitable for a specific application.
- Patent Document 2 discloses that a propylene copolymer obtained by copolymerizing propylene and a small amount of ethylene exhibits good stretching.
- the use of the copolymer having the above-described structure has a drawback that the heat resistance of the copolymer and the rigidity of the stretched film are lowered.
- Patent Document 3 discloses that dipentaerythritol contains 100 parts by weight of a polypropylene homopolymer having an isotactic pentad fraction of 0.960 or more as a stereoregularity of a boiling heptane insoluble part determined by 13 C-NMR. It is disclosed that a composition obtained by blending 0.01 to 2.5 parts by weight of an esterified product as a plasticizer exhibits good stretching.
- Patent Document 4 discloses that a good stretch is exhibited by adding a small amount of amorphous polypropylene to crystalline polypropylene as a base material.
- the stretchability is improved, but the heat resistance of the obtained polypropylene blend is lowered, and the rigidity of the film obtained by stretching is also reduced.
- Patent Document 5 discloses a polymer obtained by random copolymerization of propylene and an ⁇ -olefin having 2 to 20 carbon atoms excluding propylene, and has a melting point range of 40 measured by differential scanning calorimetry (DSC). Formed from 1 to 20 wt% of a propylene / ⁇ -olefin random copolymer (A) having a content of ⁇ -olefin other than propylene of 5 to 70 mol% and 80 to 99 wt% of polypropylene resin (B). A polypropylene resin composition is disclosed, which is disclosed to exhibit good stretching.
- DSC differential scanning calorimetry
- JP-A-8-73528 Japanese Patent Publication No. 3-4371 Japanese Patent Laid-Open No. 7-171891 Japanese translation of PCT publication No. 2002-503729 JP 2004-59652 A
- the present invention has been made in view of the above circumstances, and a polypropylene resin composition and a polypropylene that have a stretchable temperature range that extends to a lower temperature range and is excellent in mechanical properties and optical properties after stretching, as compared with conventional polypropylene raw materials. It aims at providing a stretched film and its manufacturing method.
- the present inventors have achieved the above object by blending a small amount of an olefin polymer (A) having a specific structure with a relatively low melting endotherm in a polyolefin composition.
- A olefin polymer having a specific structure
- a relatively low melting endotherm in a polyolefin composition.
- a stretched film having a melting endotherm ( ⁇ HD) of 80 to 120 J / g of the polyolefin composition, which is observed under the measurement conditions, is 0.5% by mass or more and less than 17% by mass. Polyolefin composition.
- a method for producing a stretched polyolefin film [10] The method for producing a stretched polyolefin film according to [9], wherein the stretched polyolefin film is a stretched polypropylene film. [11] A film comprising the polyolefin composition for stretched film according to any one of [1] to [7] is continuously stretched in the machine direction (MD) and then continuously perpendicular to the machine direction. The manufacturing method of the stretched film extended
- a polypropylene resin composition in which the stretchable temperature range is expanded to a lower temperature range and the mechanical properties and optical properties after stretching are excellent as compared with conventional polypropylene raw materials.
- the polypropylene stretched film obtained by stretching this polypropylene resin composition and the production method thereof, even when stretched in a lower temperature region than in the past, compared to the conventional mechanical properties of the film (especially the elastic modulus, Excellent fracture resistance and optical properties (especially transparency and gloss).
- the polyolefin composition for stretched film of the present invention is obtained by using a differential scanning calorimeter (DSC) under a measurement condition in which a sample is held at ⁇ 10 ° C. for 5 minutes in a nitrogen atmosphere and then heated at 10 ° C./min.
- the olefin polymer (A) having a melting endotherm ( ⁇ HD) obtained from the melting endotherm curve of 0 to 80 J / g and the melting endotherm ( ⁇ HD) observed under the above measurement conditions are 80 J / g.
- the “polyolefin composition for stretched film” of the present invention may hereinafter be abbreviated as “polyolefin composition”.
- the melting endotherm ( ⁇ HD) of the polyolefin composition of the present invention is 80 to 120 J / g, preferably 85 to 120 J / g, from the viewpoint of greatly improving the stretchability and the physical properties of the film after stretching.
- the melting endotherm ( ⁇ HD) of the olefin polymer (B) may be more than 80 J / g, and the content of the olefin polymer (A) Any olefin polymer (B) may be used as long as the resulting polyolefin composition has a melting endotherm ( ⁇ HD) of 80 to 120 J / g depending on the melting endotherm ( ⁇ HD). .
- the measurement method of the melting endotherm ( ⁇ HD) of the polyolefin composition and the olefin polymer (B) is the melting endotherm of the olefin polymer (A) and the propylene polymer (A ′) described later ( This is the same as the measurement method of ( ⁇ H ⁇ D), and description thereof is omitted here.
- the polyolefin composition of the present invention contains an olefin polymer (A) having a melting endotherm ( ⁇ HD) of 0 to 80 J / g, and the melting endotherm ( ⁇ HD) of the polyolefin composition of the present invention.
- ⁇ HD melting endotherm
- ⁇ HD melting endotherm
- the content of the olefin polymer (A) is 0.5% by mass or more based on the total content of the olefin polymer (A) and the olefin polymer (B). , Less than 17% by mass, more preferably 0.5% by mass or more and less than 15% by mass, and further preferably 1% by mass or more and less than 10% by mass.
- the content of the olefin polymer (A) is 0 with respect to the total content of the olefin polymer (A) and the olefin polymer (B).
- the content is 5% by mass or more and less than 17% by mass, the stretchability is greatly improved without affecting the mechanical properties and optical properties of the film.
- the olefin polymer (A) has the above melting endotherm ( ⁇ HD) and will be described later. It is preferable that the content of the olefin polymer (A) is in the above range, particularly when the propylene polymer (A ′) is present.
- the melting point is reduced.
- amorphous atactic polypropylene which does not have, it is estimated that it is possible to granulate alone and to increase the content of the soft component in the pellet.
- atactic polypropylene does not have stereoregularity, does not have a long isotactic chain that can be incorporated into lamellae, and is not incorporated into the main component of the lamellae.
- Olefin polymer (A) (especially propylene polymer (A ′)) having the above-mentioned melting endotherm ( ⁇ HD) and having the characteristics described later, although it may bleed as a component Contains a very small amount of long isotactic chains that can be incorporated into lamellae, so that part of it is incorporated into the lamella component, which is the main component, to prevent stickiness on the surface of the film after stretching. It is presumed that this balance is excellent.
- the propylene- ⁇ olefin copolymer using a comonomer such as ethylene or 1-butene which is a conventional technology, has a low melting point and a softness when the comonomer has many constituent units.
- phase separation occurs and film physical properties are significantly impaired.
- it may be compatible with the main component polypropylene resin composition by appropriately controlling the comonomer constituent unit.
- the olefin polymer (A) (particularly the propylene polymer (A ′)) having the melting endotherm ( ⁇ HD) and having the characteristics described later is included in the propylene- ⁇ olefin copolymer.
- the compatibility with the polypropylene resin composition as the main component is remarkably high, and the primary structure is most similar, so that it is presumed that the characteristics of excellent optical properties are exhibited.
- the olefin polymer (A) (particularly the propylene polymer (A ′)) having the melting endotherm ( ⁇ HD) and having the characteristics described later is included in the propylene- ⁇ olefin copolymer. Since the glass transition point is higher than that, there is no decrease in the glass transition point when added to the polypropylene resin composition as the main component. When the glass transition point is lowered, the storage elastic modulus in the normal temperature range (around ⁇ 10 to 40 ° C.) is lowered, so that the molded product feels soft. It is presumed to have an effect of suppressing a decrease in elastic modulus in the living temperature range as compared with the - ⁇ olefin copolymer.
- the olefin polymer (A) (particularly the propylene polymer (A ′)) having the melting endotherm ( ⁇ HD) and having the characteristics described later is included in the propylene- ⁇ olefin copolymer.
- the crystallization speed is low. This is because the propylene- ⁇ -olefin copolymer has high stereoregularity, and the rate of forming a 3/1 helix necessary for crystallization is equivalent to that of a highly stereoregular propylene polymer that does not use a comonomer.
- the disorder of stereoregularity is moderately present in the molecular chain, so the rate of forming a 3/1 helix necessary for crystallization Is derived from the fact that it is significantly slower than a highly stereoregular propylene polymer that does not use a comonomer.
- the crystallization rate of the entire resin composition becomes slow, and if the crystallization rate of the whole resin composition becomes slow, the growth rate of spherulites Is slow, the size of the growing spherulites is reduced, and the spherulite breaking stress during stretching is reduced, so that it is assumed that uniform and easy stretching can be realized.
- the olefin polymer (A) of the present invention is preferably an olefin polymer obtained by polymerizing one or more monomers selected from ethylene and an ⁇ -olefin having 3 to 28 carbon atoms.
- Examples of the ⁇ -olefin having 3 to 28 carbon atoms include propylene, 1-butene, 1-pentene, 4-methyl-1-pentene, 1-hexene, 1-octene, 1-decene, 1-undecene and 1-dodecene.
- ⁇ -olefins having 3 to 24 carbon atoms are preferable, ⁇ -olefins having 3 to 12 carbon atoms are more preferable, ⁇ -olefins having 3 to 6 carbon atoms are more preferable, and 3 to 4 carbon atoms are particularly preferable.
- olefin polymer obtained by polymerizing one of these alone may be used, or an olefin copolymer obtained by copolymerizing two or more of them may be used.
- the term “olefin polymer” simply includes an olefin copolymer.
- an ethylene polymer in which 50 mol% or more of the monomers constituting the polymer is an ethylene monomer
- a polymer (A ′) is more preferred.
- the olefin polymer (A) of the present invention is a polymer added in a small amount to the polyolefin polymer (B), and the olefin polymer (A) of the present embodiment is, for example, a propylene homopolymer.
- a propylene-based polymer (A ′) selected from a polymer, a propylene- ⁇ -olefin graft copolymer, and the like is preferable.
- the propylene polymer (A ′) 50 mol% or more of the monomer constituting the olefin polymer (A) is more preferably a propylene monomer, and the propylene polymer (A ′) May be a polymer satisfying (i) and / or (ii).
- the structural unit of ethylene is contained in excess of 0 mol% and 20 mol% or less.
- 1-butene is contained in an amount of more than 0 mol% and not more than 30 mol%.
- the olefin polymer (B) as the main component is a propylene polymer (B ′)
- the compatibility with the propylene polymer (B ′) as the main component is sufficient.
- the propylene-based polymer (A ′) in the case of a copolymer containing an olefin having 2 carbon atoms (that is, ethylene monomer), is a structural unit of an olefin having 2 carbon atoms (hereinafter referred to as “ethylene”).
- the structural unit " is more than 0 mol%, preferably 20 mol% or less, more than 0 mol%, more preferably 18 mol% or less, more preferably 0 mol%, more preferably 15 mol% or less, Preferably it exceeds 0 mol% and is 13 mol% or less.
- the constituent unit of the olefin having 3 carbon atoms that is, propylene monomer (hereinafter also referred to as “propylene constituent unit”) is 50 mol%.
- a copolymer containing an ⁇ -olefin having 4 or more carbon atoms that is, a 1-butene monomer
- a structural unit of an ⁇ -olefin having 4 or more carbon atoms hereinafter referred to as “1-butene structural unit”. Is more than 0 mol%, preferably 30 mol% or less, more preferably 0 mol%, 27 mol% or less, still more preferably more than 0 mol%, more preferably 5 mol% or less.
- the olefin polymer (B) as the main component is a propylene polymer (B ′)
- the compatibility with the propylene polymer (B ′) as the main component is sufficient.
- the olefin polymer (A) of the present invention is most preferably a propylene homopolymer.
- the polymer may be a polymer using a petroleum / coal-derived monomer or a polymer using a biomass-derived monomer.
- the melting endotherm ( ⁇ HD) of the olefin polymer (A) and the propylene polymer (A ′) is 0 to 80 J / g.
- the melting endotherm ( ⁇ HD) of the olefin polymer (A) and the propylene polymer (A ′) is from 0 to 80 J / g
- the olefin polymer that is the main component of the polyolefin composition for stretched film of the present invention The degree of crystallinity is reduced with respect to the polymer (B) (particularly, when the olefin polymer (B) is a propylene polymer (B ′)).
- the number of tie molecules between lamellae and lamellae is reduced.
- the number of tie molecules is small during stretching, the initial higher-order structure is uniformly deformed, and as a result, uniform stretchability is improved.
- it is 0 to 80 J / g, preferably 10 to 70 J / g, more preferably 20 to 60 J / g, and further preferably 30 to 50 J / g.
- a differential scanning calorimeter (DSC-7, manufactured by Perkin Elmer) is used, and 10 mg of a sample is held at ⁇ 10 ° C. for 5 minutes in a nitrogen atmosphere, and then heated at 10 ° C./min.
- the olefin polymer (A) and the propylene polymer (A ′) of the present invention are preferably propylene polymers satisfying at least one of the following (1) and (2), more preferably the following ( 3) and (4) are satisfied, more preferably the following (5) and (6) are satisfied.
- (1) [mmmm] is 20 to 60 mol%.
- the melting point (Tm-D) defined as the observed peak top is 0-120 ° C.
- the mesopentad fraction [mmmm] is an index representing the stereoregularity of the propylene-based polymer, and the stereoregularity increases as the mesopentad fraction [mmmm] increases.
- the olefin polymer (A) is a propylene homopolymer
- the mesopentad fraction [mmmm] is improved in handling property of the propylene polymer and stretchability when added in a small amount to the polyolefin polymer (B). From the viewpoint of the effect, it is preferably 20 to 60 mol%, more preferably 30 to 55 mol%, still more preferably 40 to 50 mol%.
- the rigidity of the olefin polymer (B), which is the main component of the polyolefin composition for stretched films of the present invention is not lowered, and the stretchability is improved.
- it is 60 mol% or less, it is not eutectic with the main component olefin polymer (B), and is compatible with the amorphous part of the main component olefin polymer (B). Extendability can be improved.
- the melting point (Tm-D) of the olefin polymer (A) and the propylene polymer (A ′) is preferably higher from the viewpoint of strength and moldability.
- the temperature is preferably 0 to 120 ° C, more preferably 50 to 100 ° C, still more preferably 55 to 90 ° C, and still more preferably 60 to 80 ° C.
- a differential scanning calorimeter DSC-7, manufactured by Perkin Elmer
- 10 mg of a sample is held at ⁇ 10 ° C. for 5 minutes in a nitrogen atmosphere, and then heated at 10 ° C./min.
- the peak top of the peak observed on the highest temperature side of the melting endotherm curve obtained by the above is defined as the melting point (Tm-D).
- the melting point can be controlled by appropriately adjusting the monomer concentration and reaction pressure.
- the value of [rrrr] / (1- [mmmm]) in the olefin polymer (A) and the propylene polymer (A ′) is preferably 0.1 or less, more preferably 0, from the viewpoint of stickiness. 0.001 to 0.05, more preferably 0.001 to 0.04, and particularly preferably 0.01 to 0.04.
- the mesopentad fraction [mmmm], the racemic pentad fraction [rrrr], and the racemic meso racemic meso pendad fraction [rmrm], which will be described later, are determined by A. Zambelli et al. According to “Macromolecules, 6, 925 (1973) ”, the meso fraction, the racemic fraction, and the racemic meso racemic meso in pentad units in the polypropylene molecular chain measured by the signal of the methyl group in the 13 C-NMR spectrum. It is a fraction. As the mesopentad fraction [mmmm] increases, the stereoregularity increases. Further, triad fractions [mm], [rr] and [mr] described later are also calculated by the above method.
- the molecular weight distribution (Mw / Mn) of the olefin polymer (A) and the propylene polymer (A ′) is preferably less than 4 from the viewpoint of high strength. If the molecular weight distribution (Mw / Mn) is less than 4, low molecular weight components that adversely affect stretchability and film physical properties (for example, mechanical properties and optical properties) are suppressed, and the film properties of the polypropylene stretched film of the present invention described later are described. Is suppressed.
- the molecular weight distribution (Mw / Mn) of the olefin polymer (A) and the propylene polymer (A ′) is preferably 3 or less, more preferably 2.5 or less, and even more preferably 1.5-2. 5.
- the molecular weight distribution (Mw / Mn) is a value calculated from the polystyrene-equivalent weight average molecular weight Mw and number average molecular weight Mn measured by gel permeation chromatography (GPC).
- Racemic meso racemic meso pentad fraction [rmrm] is an index representing the randomness of the stereoregularity of polypropylene, and the randomness of polypropylene increases as the value increases.
- the racemic meso racemic meso pentad fraction [rmrm] of the olefin polymer (A) and the propylene polymer (A ′) is preferably more than 2.5 mol%.
- the racemic meso racemic meso pentad fraction [rmrm] of the olefin polymer (A) and the propylene polymer (A ′) is preferably 2.6 mol% or more, more preferably 2. 7 mol% or more.
- the upper limit is usually preferably about 10 mol%, more preferably 7 mol%, still more preferably 5 mol%, and particularly preferably 4 mol%.
- the value of [mm] ⁇ [rr] / [mr] 2 calculated from the triad fraction [mm], [rr] and [mr] represents an index of randomness of the polymer.
- the value of the above formula is usually 2 or less, preferably 1.8 to 0.5, more preferably 1.5 to 0.5. Range.
- the unit of [mm] and [rr] in the above is mol%.
- the propylene polymer (A ′) can be produced, for example, using a metallocene catalyst as described in WO2003 / 087172.
- a metallocene catalyst as described in WO2003 / 087172.
- those using a transition metal compound in which a ligand forms a cross-linked structure via a cross-linking group are preferred, and in particular, a transition metal compound that forms a cross-linked structure via two cross-linking groups and Metallocene catalysts obtained by combining promoters are preferred.
- (I) General formula (I)
- M represents a metal element of Groups 3 to 10 of the periodic table or a lanthanoid series
- E 1 and E 2 represent a substituted cyclopentadienyl group, an indenyl group, a substituted indenyl group, a heterocyclopentadienyl group, respectively.
- X represents a ⁇ -bonded ligand, and when there are a plurality of X, the plurality of X may be the same or different, and other X, E 1 , E 2 or Y may be cross-linked.
- Y represents a Lewis base, if Y is plural, the plurality of Y may be the same or different, other Y, may be crosslinked E 1, E 2 or X, A 1 and A 2
- q is an integer of 1 to 5 and represents [(valence of M) -2], and r represents an integer of 0 to 3.
- ii-1) a compound capable of reacting with the transition metal compound of component (i) or a derivative thereof to form an ionic complex, and (ii-2) an aluminoxane
- a ligand (1,2 ′) (2,1 ′) double-bridged transition metal compound is preferable.
- the compound of component (ii-1) include triethylammonium tetraphenylborate, tri-n-butylammonium tetraphenylborate, trimethylammonium tetraphenylborate, tetraethylammonium tetraphenylborate, methyl tetraphenylborate (tri- n-butyl) ammonium, benzyl tetraphenylborate (tri-n-butyl) ammonium, dimethyldiphenylammonium tetraphenylborate, triphenyl (methyl) ammonium tetraphenylborate, trimethylanilinium tetraphenylborate, methylpyridinium tetraphenylborate, tetra Benzylpyridinium phenylborate, methyl tetraphenylborate (2-cyanopyridinium), tetrakis (p
- Examples of the aluminoxane as the component (ii-2) include known chain aluminoxanes and cyclic aluminoxanes.
- a propylene-based polymer (A ′) may be produced by using the organoaluminum compound in combination.
- the olefin polymer (B) of the present invention is the main component of the polyolefin composition for stretched film of the present invention, and is a base resin for the stretched polyolefin film of the present invention described later.
- the olefin polymer (B) of the present embodiment is obtained by using a differential scanning calorimeter (DSC), holding the sample at ⁇ 10 ° C. for 5 minutes in a nitrogen atmosphere, and then raising the temperature at 10 ° C./min.
- DSC differential scanning calorimeter
- the melting endotherm obtained from the obtained melting endotherm curve ( ⁇ HD) is not particularly limited as long as it is an olefin polymer (B) exceeding 80 J / g, and 50 mol% or more of the monomer constituting the polymer is contained.
- a propylene-based polymer capable of obtaining excellent film properties is preferable.
- Propylene polymers include propylene homopolymer, propylene-ethylene block copolymer, propylene-butene block copolymer, propylene- ⁇ -olefin block copolymer, propylene-ethylene random copolymer, propylene-butene random.
- a propylene-based polymer (B ′) selected from a copolymer, a propylene- ⁇ -olefin random copolymer, a propylene- ⁇ -olefin graft copolymer and the like is preferable.
- the olefin polymer (B) of the present invention is particularly preferably a propylene-ethylene random copolymer or a propylene homopolymer.
- the polymer using the monomer derived from petroleum or coal may be sufficient as said polymer, and the polymer using the monomer derived from biomass may be sufficient as it.
- the polyolefin composition for stretched film of the present invention is an antioxidant, a heat stabilizer, a weather stabilizer, an antistatic agent, a slip agent, an antiblocking agent, if necessary, as long as the object of the present invention is not impaired.
- Antifogging agents, lubricants, nucleating agents, petroleum resins, hydrogenated petroleum resins, dyes, pigments, natural oils, synthetic oils, waxes, fillers, elastomers, and the like can be blended.
- As the antioxidant a hindered phenol-based, sulfur-based, lactone-based, organic phosphite-based, organic phosphonite-based antioxidant, or an antioxidant obtained by combining several of these can be used.
- amides of saturated or unsaturated fatty acids such as lauric acid, palmitic acid, oleic acid, stearic acid, erucic acid and ariaic acid, or bisamides of these saturated or unsaturated fatty acids can be used.
- erucic acid amide and ethylenebisstearic acid amide are preferable.
- the slip agent is preferably blended in the range of 0.01 to 5 parts by mass with respect to 100 parts by mass of the polyolefin composition.
- Antiblocking agents include finely powdered silica, finely powdered aluminum oxide, finely powdered clay, powdery or liquid silicon resin, polytetrafluoroethylene resin, finely powdered crosslinked resin such as crosslinked acrylic resin or methacrylic resin powder Can be mentioned. Of these, finely divided silica and finely powdered crosslinked resin are preferred.
- elastomer styrene-based, olefin-based, ester-based, soft vinyl chloride-based, urethane-based, amide-based, butadiene-isoprene-based elastomers, or an elastomer obtained by combining several of these can be used.
- the elastomer is preferably blended in the range of 1 to 20 parts by mass with respect to 100 parts by mass of the polyolefin composition.
- the stretched polyolefin film of the present invention is a stretched film obtained by molding the polyolefin composition for stretched film of the present invention.
- the stretched polyolefin film include a stretched polyethylene film, a stretched polypropylene film, and a stretched polybutene film, but a stretched polypropylene film is preferred because of having excellent film properties.
- the kind of stretched polyolefin film is determined by the kind of the olefin polymer (B) which is a base resin of the stretched polyolefin film and is also the main component of the polyolefin composition for stretched film.
- the stretched polyolefin film of the present invention has at least one layer composed of the polyolefin composition for stretched film of the present invention, and is a film formed by orienting this layer in a uniaxial or biaxial direction. Furthermore, the polyolefin stretched film of the present invention can be formed into a multilayer film by laminating a polyolefin composition that functions as a sealant layer and a skin layer on a layer adjacent to the layer made of the polyolefin composition for stretched film of the present invention.
- the resin composition used for the sealant layer and the skin layer examples include a resin having gas barrier properties (such as ethylene-vinyl alcohol copolymer) and a resin having rigidity (such as nylon) in addition to the polyolefin composition.
- the innermost and outer layers of the multilayer film may be provided with a thin film having gas barrier properties.
- the thickness of the stretched polyolefin film of the present invention is not particularly limited, but is usually 1 to 200 ⁇ m, preferably 1 to 80 ⁇ m, more preferably 1 to 50 ⁇ m, and further preferably 1 to 30 ⁇ m.
- the stretched polypropylene film is superior in stretchability, mechanical properties, and optical properties as compared to a stretched polypropylene film using a conventional polypropylene raw material, and also has a thin film and production line.
- the speed can be increased, and the breaking frequency is reduced as compared with the prior art.
- torque can be reduced, the mechanical load can be reduced, and higher discharge can be achieved.
- the polyolefin composition for stretched films of the present invention is melt-extruded and hung from a T-shaped die in a curtain shape, and immediately after this, the molten film is solidified by a cooling roll to obtain a primary film or sheet. Subsequently, stretching is performed by a subsequent stretching apparatus.
- a preferable resin temperature at the time of the melt extrusion is 180 to 300 ° C., more preferably 200 to 280 ° C.
- the cooling roll temperature is preferably 0 to 120 ° C., more preferably 10 to 100 ° C.
- the primary film or sheet obtained by extrusion can be further stretched by uniaxial stretching or biaxial stretching to obtain a stretched polyolefin stretched film.
- the stretching method examples include continuous biaxial stretching by the tenter method, simultaneous biaxial stretching by the tenter method, and simultaneous biaxial stretching by the inflation method.
- a batch-type biaxial stretching apparatus may be used.
- the draw ratio can be appropriately determined according to the use of the stretched film, but it is uniaxially stretched or biaxially stretched 2 to 12 times in the machine direction (MD) and / or the direction perpendicular to the machine direction (TD). It is preferable to do.
- sequential biaxial stretching for example, when the film is first oriented by stretching in the MD direction and then stretched in the TD direction, the stretching ratio in the MD direction is high. If it is too high, it is known that when the draw ratio in the TD direction is increased, a problem that the film is easily broken occurs.
- the primary film is reheated to a temperature suitable for stretching (longitudinal (TD) stretching temperature; preferably 70 to 180 ° C., more preferably 80 to 170 ° C.), and is slowly (previous) ) Stretch in the machine direction (MD) between the roll and the fast (rear) roll.
- TD longitudinal
- MD machine direction
- the film enters the tenter part and is further heated (transverse (MD) stretching temperature; preferably 140 to 175 ° C., more preferably 145 to 170 ° C.) while holding both ends of the film stretched in the MD direction.
- MD machine direction
- TD vertical direction
- the film after the stretching treatment is subjected to heat treatment (heat setting temperature; preferably 140 to 175 ° C., more preferably 145 to 170 ° C.) to stabilize the film properties and to wind the film with a winder.
- the obtained stretched film may be further adjusted to an appropriate width and length with a machine such as a slitter to have a shape according to the purpose.
- the stretched polyolefin film of the present invention can also be obtained by using a biaxial simultaneous tenter type stretching method in which stretching in the machine direction (MD) and vertical direction (TD) is performed simultaneously as described above.
- the polyolefin composition for stretched films of the present invention is not limited to a stretched film manufacturing method, and a molding method having a stretching process, particularly any molding method (extrusion blow molding) that is once solidified and then reheated and stretched. It is presumed that beneficial effects are exhibited in any of blow molding including injection blow molding and thermoforming.
- blow molding used when molding a bottle
- the polyolefin composition for a stretched film of the present invention when used, when the polyolefin composition for a stretched film of the present invention is used, the unevenness of the bottle thickness (variation) is small due to excellent stretchability, and is uniform. Since the deterioration of quality unevenness such as bottle strength is suppressed and the transparency is improved, the present invention can be applied to a polypropylene injection stretch blow bottle instead of a polyethylene terephthalate (PET) bottle.
- PET polyethylene terephthalate
- the draw ratio is usually 4 to 50 times in terms of the machine direction (MD) and / or the surface ratio obtained by multiplying the machine direction (TD) by the perpendicular direction (TD).
- the polyolefin composition for stretched films of the present invention When is used, stretchability is further improved, so that a higher surface magnification, for example, a stretching magnification of 50.5 times or more, further 52 times or more is possible.
- a higher surface magnification for example, a stretching magnification of 50.5 times or more, further 52 times or more is possible.
- the film stretched at a high magnification is excellent in rigidity and transparency even if it is thin, and it is possible to suppress shrinkage of the film after stretching.
- the stretched polyolefin film of the invention has a stretchable temperature range that expands to a lower temperature range, and molding is performed under strict molding conditions such that uneven thickness unevenness occurs in conventional polypropylene raw materials or the film derived from it can not be stretched. Even if the film is a film, it is excellent in mechanical properties such as elastic modulus, breaking strength, breaking elongation, and optical properties such as transparency and gloss while maintaining stable stretch molding.
- a method for producing a stretched polypropylene film includes the propylene polymer (A ′) (particularly, low stereoregular polypropylene), the olefin polymer (B) and the propylene polymer. It is a manufacturing method which adds and molds 0.5 mass% or more and less than 17 mass% with respect to the total content with (A ').
- the propylene-based polymer (A ′) (particularly low stereoregular polypropylene) has a narrow composition and a narrow molecular weight distribution, and therefore can be handled as a pellet even at room temperature. Therefore, the film can be formed even if the propylene polymer (A ′) is dry blended with the olefin polymer (B).
- the manufacturing method of the stretched film in this invention is a film which consists of a polyolefin composition for stretched films continuously extending in a machine direction (MD), and then continuously extending in a direction perpendicular to the machine direction (TD). It is a manufacturing method of a stretched film.
- a continuous forming apparatus such as a product manufactured by Bruckner, a product manufactured by JSW, a product manufactured by Mitsubishi Heavy Industries, or a product manufactured by Andritz is used.
- This machine extrudes a polyolefin composition for stretched film from a screw-type extruder, and continuously in a machine direction (MD) in a longitudinal stretching process combining a low speed roll and a high speed roll while preheating on the line.
- MD machine direction
- the film is pre-heated, the both ends along the longitudinal direction of the longitudinally stretched film are sandwiched, and the film is continuously run while running on the heated wide line. Is stretched in the direction perpendicular to the machine direction (TD) to produce a stretched film stretched in one line continuously in the machine direction (MD) and in the direction perpendicular to the machine direction (TD) can do.
- the polyolefin stretched film of the present invention is not particularly limited.
- packaging materials for food use and industrial use electrical materials such as capacitors and capacitors, fibers, stationery, plastic parts, various reusable containers It can be used for a wide range of applications such as laboratory instruments, speaker cones, automobile parts, and banknotes.
- the polymerization temperature is set to 55 ° C., and propylene and hydrogen are continuously supplied so that the hydrogen concentration in the gas phase of the reactor is 8 mol% and the total pressure in the reactor is maintained at 1.0 MPa ⁇ G. Reaction was performed.
- Irganox 1010 manufactured by BASF
- n-heptane as a solvent
- the polymerization temperature is set to 58 ° C., and propylene and hydrogen are continuously supplied so that the hydrogen partial pressure in the gas phase of the reactor is 50 kPa and the total pressure in the reactor is maintained at 1.0 MPa ⁇ G. Reaction was performed.
- Irganox 1010 manufactured by BASF
- n-heptane as a solvent
- FIG. 1 shows an example of a graph of melting endotherm and temperature observed from DSC measurement. As shown in FIG.
- the melting endotherm ⁇ H ⁇ D is a differential scanning calorimeter (Perkin) with a line connecting a point on the low temperature side where there is no change in heat quantity and a point on the high temperature side where there is no change in heat quantity as the baseline. Calculated by calculating the area surrounded by the line portion including the peak of the melting endothermic curve obtained by DSC measurement using DSC-7) manufactured by Elmer Co. and the base line.
- the mesopentad fraction [mmmm], the racemic pentad fraction [rrrr] and the racemic meso racemic meso pendad fraction [rmrm] are described in “Macromolecules, 6, 925 (1973)” by A. Zambelli et al.
- the meso fraction, the racemic fraction, and the racemic meso-racemic meso in the pentad unit in the polypropylene molecular chain measured by the methyl group signal of the 13 C-NMR spectrum. It is a fraction.
- the mesopentad fraction [mmmm] increases, the stereoregularity increases.
- the triad fractions [mm], [rr] and [mr] were also calculated by the above method.
- Weight average molecular weight (Mw), molecular weight distribution (Mw / Mn) measurement The weight average molecular weight (Mw) and molecular weight distribution (Mw / Mn) were determined by gel permeation chromatography (GPC). For the measurement, the following apparatus and conditions were used, and a weight average molecular weight in terms of polystyrene was obtained.
- ⁇ GPC measurement device Column: TOSO GMHHR-H (S) HT Detector: RI detector for liquid chromatogram “WATERS 150C” manufactured by Waters Corporation ⁇ Measurement conditions> Solvent: 1,2,4-trichlorobenzene Measurement temperature: 145 ° C Flow rate: 1.0 ml / min Sample concentration: 2.2 mg / ml Injection volume: 160 ⁇ l Calibration curve: Universal Calibration Analysis program: HT-GPC (Ver.1.0)
- Example 1 3% by mass of propylene polymer (A′-1) of Production Example 1 and propylene polymer (B ′) (PP, manufactured by Prime Polymer Co., Ltd., F133A, melting point: 168 ° C., tensile modulus: 2000 MPa, solid A dry blend of a resin composition having regularity [mmmm]: 97% and melting endotherm ( ⁇ HD): 97 J / g) 97% by mass was measured at 250 ° C. by a 50 mm sheet molding machine manufactured by Thermo Plastics. While extruding, a 1000 ⁇ m thick single layer film was produced. At this time, the temperature of the cooling roll was 50 ° C.
- the obtained single layer film sheet was stretched in the machine direction (MD, longitudinal stretching) by a roll stretching machine manufactured by Iwamoto Seisakusho under the conditions of stretching temperature: 152 ° C. and longitudinal stretching ratio: 5 times, and then manufactured by Iwamoto Seisakusho.
- Films were prepared by stretching in a direction perpendicular to the machine direction (TD, transverse stretching) at a stretching temperature of 164, 165, 166, 167, 168, and 169 ° C. by a table tenter, and Biaxially stretched films having a thickness of 21 ⁇ m and different transverse stretching temperatures were produced under the conditions of preheating time during transverse stretching: 68 seconds, stretching speed: 6500% / min, and stretching ratio: 9.5 times.
- the stretchability of the film was evaluated by the ratio of the number of successes out of the total number of stretches, assuming that the film was stretched three or more times under the same conditions, and no breakage or stretch unevenness was observed.
- the evaluation criteria means that A is a stretching success probability of 75% or more, B is less than 75% of the stretching success probability and 25% or more, and C is a stretching success probability of less than 25% or not stretchable.
- “unstretchable” corresponds to a case where a thickness unevenness or undrawn portion is confirmed in the fracture or appearance.
- the results are shown in Table 2.
- the thickness of the film was measured with a thickness distribution meter (“Millimar C1216” manufactured by Marl). The measurement range was 2 points at 5 cm intervals in the MD direction of the film and 4 points at 5 cm intervals in the TD direction. A value obtained by calculating an average value from the obtained measured values was defined as a film thickness.
- Example 2 5% by mass of the propylene polymer (A′-1) of Production Example 1 and propylene polymer (B ′) (PP, manufactured by Prime Polymer Co., Ltd., F133A, melting point: 168 ° C., tensile modulus: 2000 MPa, solid A dry blend of a resin composition comprising regularity [mmmm]: 97% and melting endotherm ( ⁇ HD): 97 J / g) 95% by mass was formed into a stretched film by the same method as in Example 1, and the film The stretchability of was evaluated. The results are shown in Table 2.
- Example 3 7% by mass of the propylene polymer (A′-1) of Production Example 1 and propylene polymer (B ′) (PP, manufactured by Prime Polymer Co., Ltd., F133A, melting point: 168 ° C., tensile elastic modulus: 2000 MPa, three-dimensional A dry blend of a resin composition comprising regularity [mmmm]: 97%, melting endotherm ( ⁇ HD): 97 J / g) 93% by mass was formed into a stretched film by the same method as in Example 1, and the film The stretchability of was evaluated. The results are shown in Table 2.
- Example 4 5% by mass of the propylene polymer (A′-2) of Production Example 2 and propylene polymer (B ′) (PP, manufactured by Prime Polymer Co., Ltd., F133A, melting point: 168 ° C., tensile modulus: 2000 MPa, solid A dry blend of a resin composition comprising regularity [mmmm]: 97% and melting endotherm ( ⁇ HD): 97 J / g) 95% by mass was formed into a stretched film by the same method as in Example 1, and the film The stretchability of was evaluated. The results are shown in Table 2.
- Example 5 5% by mass of the propylene polymer (A′-1) of Production Example 1 and propylene polymer (B ′) (PP, manufactured by Prime Polymer Co., Ltd., F133A, melting point: 168 ° C., tensile modulus: 2000 MPa, solid A dry blend of a resin composition comprising regularity [mmmm]: 97%, melting endotherm ( ⁇ HD): 97 J / g) 95% by mass is the same as in Example 1 except that the longitudinal stretching temperature is 147 ° C.
- the stretched film was formed by the method described above, and the stretchability of the film was evaluated. The results are shown in Table 2.
- Example 6 5% by mass of the propylene polymer (A′-2) of Production Example 2 and propylene polymer (B ′) (PP, manufactured by Prime Polymer Co., Ltd., F133A, melting point: 168 ° C., tensile modulus: 2000 MPa, solid A dry blend of a resin composition comprising regularity [mmmm]: 97%, melting endotherm ( ⁇ HD): 97 J / g) 95% by mass is the same as in Example 1 except that the longitudinal stretching temperature is 147 ° C. The stretched film was formed by the method described above, and the stretchability of the film was evaluated. The results are shown in Table 2.
- Example 7 5% by mass of the propylene polymer (A′-1) of Production Example 1 and propylene polymer (B ′) (PP, manufactured by Prime Polymer Co., Ltd., F133A, melting point: 168 ° C., tensile modulus: 2000 MPa, solid Example 1 except that a dry blend of a resin composition comprising regularity [mmmm]: 97% and melting endotherm ( ⁇ HD): 97 J / g) 95% by mass was changed to a longitudinal draw ratio of 5.5 times. A stretched film was formed in the same manner as in Example 1, and the stretchability of the film was evaluated. The results are shown in Table 2.
- Example 8 5% by mass of the propylene polymer (A′-2) of Production Example 2 and propylene polymer (B ′) (PP, manufactured by Prime Polymer Co., Ltd., F133A, melting point: 168 ° C., tensile modulus: 2000 MPa, solid Example 1 except that a dry blend of a resin composition comprising regularity [mmmm]: 97% and melting endotherm ( ⁇ HD): 97 J / g) 95% by mass was changed to a longitudinal draw ratio of 5.5 times. A stretched film was formed in the same manner as in Example 1, and the stretchability of the film was evaluated. The results are shown in Table 2.
- a dry blend of a resin composition comprising regularity [mmmm]: 97%, melting endotherm ( ⁇ HD): 97 J / g) 95% by mass is the same as Example 1 except that the longitudinal draw ratio is 6 times.
- the stretched film was formed by the method described above, and the stretchability of the film was evaluated. The results are shown in Table 2.
- the measurement conditions were as follows: a 200 mm ⁇ 15 mm strip-shaped test piece was pulled with a tensile tester at a chuck-to-chuck distance of 150 mm, a tensile speed of 300 mm / min, the elongation (strain) as the horizontal axis, and the stress as the vertical axis.
- a relation line (curve) was drawn on the two-dimensional coordinate axis, and the inclination of the relation line before the yield point was obtained as “elastic modulus”. The higher the modulus of elasticity, the better the stiffness of the film.
- Example 10 For the film sample molded at 168 ° C. in the vertical direction (TD) stretching temperature of Example 2 (hereinafter referred to as “lateral stretching temperature”), the yield stress is used as an index of stretchability, and the elastic modulus, breaking strength, The breaking elongation, haze, and gloss were evaluated. The results are shown in Table 3.
- Example 11 About the film sample shape
- Example 12 With respect to the film sample formed at a transverse stretching temperature of 168 ° C. in Example 7, the yield stress was evaluated as an index of stretchability, and the elastic modulus, rupture strength, rupture elongation, haze, and gloss were evaluated as film physical properties. The results are shown in Table 3.
- Example 13 About the film sample shape
- Example 14 With respect to the film sample molded at a transverse stretching temperature of 168 ° C. in Example 4, the yield stress was evaluated as an index of stretchability, and the elastic modulus, breaking strength, breaking elongation, haze, and gloss were evaluated as film physical properties. The results are shown in Table 3.
- Example 15 About the film sample shape
- Example 16 With respect to the film sample molded at a transverse stretching temperature of 168 ° C. in Example 8, the yield stress was evaluated as an index of stretchability, and the elastic modulus, breaking strength, breaking elongation, haze, and gloss were evaluated as film physical properties. The results are shown in Table 3.
- Example 17 With respect to the film sample molded at a lateral stretching temperature of 164 ° C. in Example 8, the yield stress was evaluated as an index of stretchability, and the elastic modulus, breaking strength, breaking elongation, haze, and gloss were evaluated as film physical properties. The results are shown in Table 3.
- Example 18 With respect to the film sample molded at a transverse stretching temperature of 168 ° C. in Example 9, the yield stress was evaluated as an index of stretchability, and the elastic modulus, breaking strength, breaking elongation, haze, and gloss were evaluated as film physical properties. The results are shown in Table 3.
- Comparative Example 5 About the film sample shape
- Comparative Example 6 About the film sample shape
- Comparative Example 7 F-300SP manufactured by Prime Polymer Co., Ltd. (melting point: 163 ° C., tensile elastic modulus: 1700 MPa, stereoregularity [mmmm]: 90%, melting endotherm ( ⁇ HD): 86J instead of the resin of Comparative Example 5 Except for using only / g), a stretched film was formed in the same manner as in Example 1, and the film sample formed at a transverse stretching temperature of 165 ° C. was measured by using yield stress as an index of stretchability and elasticity as a film property value. Rate, breaking strength, breaking elongation, haze, and gloss were evaluated. The results are shown in Table 3.
- Comparative Example 8 F-300SP manufactured by Prime Polymer Co., Ltd. (melting point: 163 ° C., tensile elastic modulus: 1700 MPa, stereoregularity [mmmm]: 90%, melting endotherm ( ⁇ HD): 86J instead of the resin of Comparative Example 5 / G), a stretched film was molded in the same manner as in Example 1 except that only the film sample was molded and the transverse stretching temperature was 158 ° C. For the film sample, the yield stress was used as the stretchability index, and the elasticity was measured as the film physical property value. Rate, breaking strength, breaking elongation, haze, and gloss were evaluated. The results are shown in Table 3.
- Example 19 15% by mass of the propylene polymer (A′-1) of Production Example 1 and propylene polymer (B ′) (PP, manufactured by Prime Polymer Co., Ltd., F133A, melting point: 168 ° C., tensile elastic modulus: 2000 MPa, three-dimensional Example 1 except that a dry blend of a resin composition having regularity [mmmm]: 97% and melting endotherm ( ⁇ HD): 97 J / g) 85 mass% was set to a transverse stretching temperature of 168 ° C.
- Example 20 15% by mass of the propylene polymer (A′-1) of Production Example 1 and propylene polymer (B ′) (PP, manufactured by Prime Polymer Co., Ltd., F133A, melting point: 168 ° C., tensile elastic modulus: 2000 MPa, three-dimensional Example 1 except that a dry blend of a resin composition having regularity [mmmm]: 97% and melting endotherm ( ⁇ HD): 97 J / g) is 85 mass%, except that the transverse stretching temperature is 161 ° C.
- Example 21 5% by mass of the propylene polymer (A′-1) of Production Example 1 and propylene polymer (B ′′) (PP, manufactured by Prime Polymer Co., Ltd., F-300SP, melting point: 163 ° C., tensile modulus: 1700 MPa Except that the dry stretching of the resin composition comprising stereoregularity [mmmm]: 90% and melting endotherm ( ⁇ HD): 86 J / g) 95% by mass, except that the transverse stretching temperature was 164 ° C. About the stretched film sample shape
- Example 22 5% by mass of the propylene polymer (A′-1) of Production Example 1 and propylene polymer (B ′′) (PP, manufactured by Prime Polymer Co., Ltd., F-300SP, melting point: 163 ° C., tensile modulus: 1700 MPa Except that the dry stretching of the resin composition comprising stereoregularity [mmmm]: 90%, melting endotherm ( ⁇ HD): 86 J / g) 95% by mass, except that the transverse stretching temperature was 156 ° C. About the stretched film sample shape
- Comparative Example 9 20% by mass of the propylene polymer (A′-1) of Production Example 1 and propylene polymer (B ′) (PP, manufactured by Prime Polymer Co., Ltd., F133A, melting point: 168 ° C., tensile modulus: 2000 MPa, solid Example 1 except that a dry blend of a resin composition comprising regularity [mmmm]: 97% and a melting endotherm ( ⁇ HD): 97 J / g) 80% by mass was set to a transverse stretching temperature of 168 ° C.
- the propylene polymer (A ′) which is a low stereoregular polypropylene, was not added to the stretchability and film physical properties (that is, mechanical physical properties and optical physical properties) of Examples 10 to 18. It can be seen that the balance between stretchability and film properties is improved as compared with Comparative Examples 5 to 8.
- Examples 10, 11, 14, and 15 were those in which the propylene polymers (A′-1) and (A′-2) were blended, and the vertical (TD) stretching temperatures were 168 ° C. and 164 ° C., respectively.
- the film properties are good in all cases.
- Comparative Examples 5 and 6 in which no propylene-based polymer (A ′) was blended, when the stretching direction in the vertical direction (TD) was 168 ° C. and 166 ° C., Comparative Example 6 was stretched in the low temperature range. Since the yield stress is higher than that in Comparative Example 5, it can be seen that the stretchability is lowered.
- Example 23 3% by mass of the propylene polymer (A′-1) of Production Example 1 and 97% by mass of the propylene polymer (C ′) (PP, manufactured by Korea Oil Chemical Co., Ltd., 5014L HPT-1, melting point: 166 ° C.)
- a continuous molding pilot machine extruder screw system: 120 mm ⁇ , extruder screw rotation speed: 21 rpm, tenter line speed: 80 m / min, T die width: 280 mm, chill roll diameter: 1500 mm ⁇
- the chill roll temperature was 80 ° C., and water was not circulated in the raw fabric cooling water tank.
- the produced single layer film was preheated with a preheating roll and then stretched in the machine direction (MD, longitudinal stretching) under the conditions of stretching temperature: 135 ° C. and stretching ratio: 4.5 times, and both ends of the film were chucked. It is stretched in a direction perpendicular to the machine direction (TD, transverse stretching) under the conditions of stretching temperature: 150 ° C., stretching ratio: 7.3 times and heat setting temperature: 140 ° C.
- MD machine direction
- TD transverse stretching
- the breaking frequency was 0 when 10 breaks occurred in 10 minutes
- the breaking frequency of 1 to 2 times was regarded as the breaking frequency: ⁇
- the breaking frequency of 3 times or more was regarded as the breaking frequency: x.
- the results are shown in Table 4.
- Example 24 The elastic modulus, breaking strength, breaking elongation, haze, and gloss were evaluated as the breaking frequency and film physical properties when the machine direction (MD) longitudinal stretching ratio of Example 23 was formed at 5.5 times. The results are shown in Table 4.
- Example 25 The elastic modulus, breaking strength, breaking elongation, haze, and gloss were evaluated as the breaking frequency and film property value when the machine direction (MD) line speed of Example 23 was formed at 96 m / min. The results are shown in Table 4.
- Example 26 The elastic modulus, breaking strength, breaking elongation, haze, and gloss were evaluated as the breaking frequency and film property values when the machine direction (MD) line speed of Example 23 was formed at 112 m / min. The results are shown in Table 4.
- Comparative Example 10 When a resin composition comprising only a propylene-based polymer (C ′) (PP, manufactured by Korea Oil Chemical Co., Ltd., 5014L HPT-1, melting point: 166 ° C.) was formed into a film by the same method as in Example 23. The elastic modulus, breaking strength, breaking elongation, haze, and gloss were evaluated as the breaking frequency and film property values. The results are shown in Table 4.
- C ′ propylene-based polymer
- Comparative Example 11 When a resin composition comprising only a propylene-based polymer (C ′) (PP, manufactured by Korea Oil Chemical Co., Ltd., 5014L HPT-1, melting point: 166 ° C.) was formed into a film by the same method as in Example 24. The elastic modulus, breaking strength, breaking elongation, haze, and gloss were evaluated as the breaking frequency and film property values. The results are shown in Table 4.
- C ′ propylene-based polymer
- the polyolefin composition for stretched film of the present invention can be stretched in a lower temperature region and is excellent in mechanical properties and optical properties after stretching. Therefore, packaging materials for food use, industrial use, capacitors, capacitors, etc. It can be used for a wide range of applications such as electrical materials, fibers, stationery, plastic parts, various reusable containers, laboratory instruments, speaker cones, automobile parts, banknotes.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Thermal Sciences (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Physics & Mathematics (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
Abstract
Description
たとえば、特許文献1には、メルトインデックス及びペンタッド分率が特定の範囲にあり、かつアイソタクチック指数とペンタッド分率との関係及び融点と融解エンタルピーとの関係が、それぞれ特定の式を満足するプロピレン単独重合体が良好な延伸を示すことが開示されている。しかし、非常に限られた一次構造が規定されたプロピレン単独重合体は、特定の用途に好適であっても、汎用性に乏しいという側面があった。
特許文献2には、プロピレンと少量のエチレンを共重合することで得られるプロピレン共重合体が良好な延伸を示すことが開示されている。しかし、上記構成の共重合体とすることで、共重合体の耐熱性や延伸したフィルムの剛性が低下するという欠点があった。
たとえば、特許文献3には、沸騰ヘプタン不溶部の立体規則性が13C-NMRで求められるアイソタクチックペンタッド分率として0.960以上のポリプロピレンホモポリマー100重量部に対し、ジペンタエリスリトールのエステル化物を可塑剤として0.01~2.5重量部配合してなる組成物が、良好な延伸を示すことが開示されている。しかし、ジペンタエリスリトールのエステル化物はダイスから溶融樹脂が出る際に、揮発成分として押出機周辺や成形されるフィルムなどを汚染するという欠点があった。
また、特許文献4には、非晶性ポリプロピレンを基材である結晶性ポリプロピレンに少量添加することで良好な延伸を示すことが開示されている。しかし、非晶性ポリプロピレンを添加するにしたがって、延伸性が良好になるものの、得られるポリプロピレンのブレンド物の耐熱性は低下し、延伸により得られるフィルムの剛性も低下するという欠点があった。
また、特許文献5には、プロピレンとプロピレンを除く炭素数2~20のα-オレフィンとのランダム共重合により得られる重合体であって、示差走査熱量分析(DSC)で測定した融点範囲が40~115℃であり、プロピレン以外のα-オレフィン含有量が5~70モル%であるプロピレン・α-オレフィンランダム共重合体(A)1~20wt%およびポリプロピレン樹脂(B)80~99wt%から形成されるポリプロピレン樹脂組成物が開示され、このポリプロピレン樹脂組成物は良好な延伸を示すことが開示されている。しかし、プロピレン・α-オレフィンランダム共重合体(A)を添加するにしたがって、延伸性が良好になるものの、得られるポリプロピレン樹脂組成物の耐熱性は低下し、延伸により得られるフィルムの剛性も低下するという欠点があり、一方、前述の耐熱性やフィルムの剛性を維持しようとすると、逆に、ポリプロピレン樹脂組成物における、十分な延伸性の改良効果が得られないという欠点があった。
本発明は上記事情に鑑みなされたもので、従来のポリプロピレン原料に比べ、延伸可能温度幅がより低温領域に拡大し、かつ、延伸後の力学特性及び光学特性が優れる、ポリプロピレン樹脂組成物およびポリプロピレン延伸フィルムとその製法を提供することを目的とするものである。
本発明者らは、鋭意研究を重ねた結果、ポリオレフィン組成物中に、融解吸熱量が相対的に低い特定の構造を有するオレフィン系重合体(A)を少量配合することで、上記目的が達成されることを見出した。本発明はかかる知見に基づいて完成したものである。
すなわち本発明は、以下の発明を提供する。
〔1〕 示差走査型熱量計(DSC)を用い、試料を窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させる測定条件により得られた融解吸熱カーブから得られる融解吸熱量(ΔH-D)が0~80J/gであるオレフィン系重合体(A)と、前記測定条件で観測される融解吸熱量(ΔH-D)が80J/gを超えるオレフィン系重合体(B)と、を含有するポリオレフィン組成物であって、前記オレフィン系重合体(A)の含有量が、前記オレフィン系重合体(A)とオレフィン系重合体(B)との合計含有量に対して、0.5質量%以上、17質量%未満であり、かつ、前記ポリオレフィン組成物の、前記測定条件で観測される融解吸熱量(ΔH-D)が80~120J/gである、延伸フィルム用ポリオレフィン組成物。
〔2〕 前記オレフィン系重合体(B)がプロピレン系重合体である、上記〔1〕に記載の延伸フィルム用ポリオレフィン組成物。
〔3〕 前記オレフィン系重合体(A)がプロピレン系重合体である、上記〔1〕又は〔2〕に記載の延伸フィルム用ポリオレフィン組成物。
〔4〕 前記オレフィン系重合体(A)が下記(1)及び(2)を満たすプロピレン系重合体である、上記〔1〕~〔3〕のいずれかに記載の延伸フィルム用ポリオレフィン組成物。
(1)[mmmm]が20~60モル%である。
(2)示差走査型熱量計(DSC)を用い、試料を窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させる測定条件により得られた融解吸熱カーブの最も高温側に観測されるピークトップとして定義される融点(Tm-D)が0~120℃である。
〔5〕 更に前記オレフィン系重合体(A)が下記(3)及び(4)を満たす、上記〔4〕に記載の延伸フィルム用ポリオレフィン組成物。
(3)[rrrr]/(1-[mmmm])≦0.1
(4)分子量分布(Mw/Mn)<4.0
〔6〕 更に前記オレフィン系重合体(A)が下記(5)及び(6)を満たす、上記〔4〕又は〔5〕に記載の延伸フィルム用ポリオレフィン組成物。
(5)[rmrm]>2.5モル%
(6)[mm]×[rr]/[mr]2 ≦2.0
〔7〕 前記延伸フィルム用ポリオレフィン組成物が延伸フィルム用ポリプロピレン組成物である、上記〔1〕~〔6〕のいずれかに記載の延伸フィルム用ポリオレフィン組成物。
〔8〕 上記〔1〕~〔7〕のいずれかに記載の延伸フィルム用ポリオレフィン組成物を少なくとも一層以上含み、少なくとも一方向に配向したポリオレフィン延伸フィルム。
〔9〕 上記〔1〕~〔7〕のいずれかに記載の延伸フィルム用ポリオレフィン組成物からなる層を一層以上含むシートを加熱して、一軸又は二軸方向へ、同時又は逐次延伸して得る、ポリオレフィン延伸フィルムの製造方法。
〔10〕 前記ポリオレフィン延伸フィルムがポリプロピレン延伸フィルムである、上記〔9〕に記載のポリオレフィン延伸フィルムの製造方法。
〔11〕 上記〔1〕~〔7〕のいずれかに記載の延伸フィルム用ポリオレフィン組成物からなるフィルムを連続して機械方向(MD)に延伸し、次いで連続して機械方向に対して垂直方向(TD)に延伸する、延伸フィルムの製造方法。
本発明の延伸フィルム用ポリオレフィン組成物は、示差走査型熱量計(DSC)を用い、試料を窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させる測定条件により得られた融解吸熱カーブから得られる融解吸熱量(ΔH-D)が0~80J/gであるオレフィン系重合体(A)と、前記測定条件で観測される融解吸熱量(ΔH-D)が80J/gを超えるオレフィン系重合体(B)と、を含有するポリオレフィン組成物であって、前記オレフィン系重合体(A)の含有量が、前記オレフィン系重合体(A)とオレフィン系重合体(B)との合計含有量に対して、0.5質量%以上、17質量%未満であり、かつ、前記ポリオレフィン組成物の、前記測定条件で観測される融解吸熱量(ΔH-D)が80~120J/gである。
なお、本発明の「延伸フィルム用ポリオレフィン組成物」を、以下「ポリオレフィン組成物」と略す場合がある。
また、本発明のポリオレフィン組成物において、オレフィン系重合体(B)の融解吸熱量(ΔH-D)は、80J/gを超えるものであればよく、前記オレフィン系重合体(A)の含有量と融解吸熱量(ΔH-D)に応じて、得られるポリオレフィン組成物の融解吸熱量(ΔH-D)が80~120J/gになるものであれば、いかなるオレフィン系重合体(B)でもよい。
なお、ポリオレフィン組成物及びオレフィン系重合体(B)の融解吸熱量(ΔH-D)の測定方法は、後述するオレフィン系重合体(A)及びプロピレン系重合体(A’)の融解吸熱量(ΔH-D)の測定方法と同じであり、ここでの記載は省略する。
特に、ポリオレフィン組成物の延伸性が大幅に改善される観点から、ポリオレフィン組成物における非晶成分の割合を増大させるために、オレフィン系重合体(A)が、上記融解吸熱量(ΔH-D)を有し、かつ、前記オレフィン系重合体(A)の含有量が、前記オレフィン系重合体(A)とオレフィン系重合体(B)との合計含有量に対して、0.5質量%以上、17質量%未満であり、より好ましくは0.5質量%以上、15質量%未満、更に好ましくは1質量%以上、10質量%未満である。
特に、フィルムの力学特性及び光学特性に影響を与えることなく、延伸性が大幅に改善される観点から、オレフィン系重合体(A)が、上記融解吸熱量(ΔH-D)を有しかつ後述する特性を有する場合(特に、プロピレン系重合体(A’)である場合)であって、このオレフィン系重合体(A)の含有量が、上記の範囲の含有量であることが好ましい。
また、上記融解吸熱量(ΔH-D)を有しかつ後述する特性を有するオレフィン系重合体(A)(特に、プロピレン系重合体(A’))は、上記プロピレン-αオレフィン共重合体に比べてガラス転移点が高いことから、主成分であるポリプロピレン系樹脂組成物に添加した際の、ガラス転移点の低下がない。ガラス転移点が低下すると、通常生活する温度域(-10~40℃付近)での貯蔵弾性率が低下するため、成形品が柔らかく感じてしまうので、プロピレン系重合体(A’)は上記プロピレン-αオレフィン共重合体に比べて生活温度域での弾性率の低下を抑制する効果を持つと推測される。
また、上記融解吸熱量(ΔH-D)を有しかつ後述する特性を有するオレフィン系重合体(A)(特に、プロピレン系重合体(A’))は、上記プロピレン-αオレフィン共重合体に比べて結晶化速度が遅いという特徴を有している。これは、上記プロピレン-αオレフィン共重合体の立体規則性が高く、結晶化に必要な3/1らせんを形成する速度がコモノマーを用いない高立体規則性のプロピレン重合体と同等なのに対して、上記融解吸熱量(ΔH-D)を有するオレフィン系重合体(A)は、立体規則性の乱れが分子鎖に適度に存在しているため、結晶化に必要な3/1らせんを形成する速度がコモノマーを用いない高立体規則性のプロピレン重合体に比べて著しく遅くなることに由来している。結晶化速度が遅い材料を主成分であるポリプロピレン系樹脂組成物に添加した場合、樹脂組成物全体の結晶化速度が遅くなり、樹脂組成物全体の結晶化速度が遅くなると、球晶の成長速度が遅くなり、成長する球晶サイズが小さくなり、延伸時の球晶破壊応力が小さくなるため、均一かつ容易な延伸が実現できると推測される。
本発明のオレフィン系重合体(A)は、エチレン及び炭素数3~28のα-オレフィンから選ばれる1種以上のモノマーを重合してなるオレフィン系重合体が好ましい。
炭素数3~28のα-オレフィンとしては、例えばプロピレン、1-ブテン、1-ペンテン、4-メチル-1-ペンテン、1-ヘキセン、1-オクテン、1-デセン、1-ウンデセン、1-ドデセン、1-トリデセン、1-テトラデセン、1-ペンタデセン、1-ヘキサデセン、1-ヘプタデセン、1-オクタデセン、1-ノナデセン及び1-イコセン等が挙げられる。これらの中でも、好ましくは炭素数3~24のα-オレフィン、より好ましくは炭素数3~12のα-オレフィン、更に好ましくは炭素数3~6のα-オレフィン、特に好ましくは炭素数3~4のα-オレフィン、最も好ましくはプロピレンである。これらのうちの1種を単独で重合したオレフィン系重合体を使用してもよいし、2種以上を組み合わせて共重合して得られるオレフィン系共重合体を使用してもよい。なお、本発明において、単に「オレフィン系重合体」という場合には、オレフィン系共重合体も含まれる。
オレフィン系重合体としては、重合体を構成するモノマーの50モル%以上がエチレンモノマーであるエチレン系重合体、重合体を構成するモノマーの50モル%以上がプロピレンモノマーであるプロピレン系重合体(A’)、重合体を構成するモノマーの50モル%以上がブテンモノマーであるブテン系重合体などが挙げられ、剛性や透明性の観点から優れた成形体物性、例えば、フィルム物性が得られる、プロピレン系重合体(A’)がより好ましい。
本発明のオレフィン系重合体(A)は、ポリオレフィン系重合体(B)に、少量添加される重合体であり、本実施の形態のオレフィン系重合体(A)は、例えば、プロピレン単独重合体、プロピレン-エチレンブロック共重合体、プロピレン-ブテンブロック共重合体、プロピレン-α-オレフィンブロック共重合体、プロピレン-エチレンランダム共重合体、プロピレン-ブテンランダム共重合体、プロピレン-α-オレフィンランダム共重合体またはプロピレン-α-オレフィングラフト共重合体等から選択されるプロピレン系重合体(A’)であることが好ましい。
さらに、前記プロピレン系重合体(A’)は、前記オレフィン系重合体(A)を構成するモノマーの50モル%以上が、プロピレンモノマーであることがより好ましく、前記プロピレン系重合体(A’)が、(i)及び/又は(ii)を満たす重合体であってもよい。
(i)エチレンの構成単位が0モル%を超えて、20モル%以下で含まれる。
(ii)1-ブテンの構成単位が0モル%を超えて、30モル%以下で含まれる。
すなわち、本発明のポリオレフィン組成物において、主成分であるオレフィン系重合体(B)がプロピレン系重合体(B’)である場合、主成分のプロピレン系重合体(B’)との相溶性の観点から、プロピレン系重合体(A’)は、炭素数が2のオレフィン(すなわち、エチレンモノマー)を含有する共重合体の場合には、炭素数が2のオレフィンの構成単位(以下「エチレンの構成単位」ともいう)が、0モル%を超え、20モル%以下が好ましく、0モル%を超え、18モル%以下がより好ましく、0モル%を超え、15モル%以下がさらに好ましく、特に好ましくは0モル%を超え、13モル%以下である。また、炭素数が3のオレフィンを含有する共重合体の場合には、炭素数が3のオレフィン(すなわち、プロピレンモノマー)の構成単位(以下「プロピレンの構成単位」ともいう)が、50モル%以上が好ましく、65モル%以上がより好ましく、75モル%以上が更に好まし、80モル%以上が更に好ましい。また、炭素数が4以上のαオレフィン(すなわち、1-ブテンモノマー)を含有する共重合体の場合には、炭素数が4以上のαオレフィンの構成単位(以下「1-ブテンの構成単位」ともいう)が、0モル%を超え、30モル%以下が好ましく、0モル%を超え、27モル%以下が特に好ましく、更に好ましくは0モル%を超え、5モル%以下が更に好ましい。また、本発明のポリオレフィン組成物において、主成分であるオレフィン系重合体(B)がプロピレン系重合体(B’)である場合、主成分のプロピレン系重合体(B’)との相溶性の観点などから、本発明のオレフィン系重合体(A)は、最も好ましくはプロピレン単独重合体である。なお、上記の重合体は、石油・石炭由来のモノマーを用いた重合体でもよいし、バイオマス由来のモノマーを用いた重合体でもよい。
オレフィン系重合体(A)及びプロピレン系重合体(A’)の融解吸熱量(ΔH-D)は、0~80J/gである。オレフィン系重合体(A)及びプロピレン系重合体(A’)の融解吸熱量(ΔH-D)が0~80J/gの場合、本発明の延伸フィルム用ポリオレフィン組成物の主成分であるオレフィン系重合体(B)(特に、オレフィン系重合体(B)がプロピレン系重合体(B’)である場合)に対して、結晶化度を低減させる。それにより、ラメラ-ラメラ間のタイ分子数が低減する。延伸時にタイ分子数が少ないと初期の高次構造が均一に変形するため、結果として、均一延伸性が向上する。このような観点から、0~80J/g、好ましくは10~70J/g、より好ましくは20~60J/g、更に好ましくは30~50J/gである。
なお、本発明では、示差走査型熱量計(パーキン・エルマー社製、DSC-7)を用い、試料10mgを窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブのピークを含むライン部分と熱量変化の無い低温側の点と熱量変化の無い高温側の点とを結んだ線(ベースライン)とで囲まれる面積を求めることで算出される。
(1)[mmmm]が20~60モル%である。
(2)示差走査型熱量計(DSC)を用い、試料を窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブの最も高温側に観測されるピークトップとして定義される融点(Tm-D)が0~120℃である。
(3)[rrrr]/(1-[mmmm])≦0.1
(4)分子量分布(Mw/Mn)<4.0
(5)[rmrm]>2.5モル%
(6)[mm]×[rr]/[mr]2 ≦2.0
メソペンタッド分率[mmmm]は、プロピレン系重合体の立体規則性を表す指標であり、メソペンタッド分率[mmmm]が大きくなると、立体規則性が高くなる。
オレフィン系重合体(A)がプロピレン単独重合体である場合、そのメソペンタッド分率[mmmm]は、プロピレン系重合体の取り扱い性及びポリオレフィン系重合体(B)へ少量添加した際の延伸性の改良効果の観点から、好ましくは20~60モル%、より好ましくは30~55モル%、更に好ましくは40~50モル%である。メソペンタッド分率[mmmm]が20モル%以上であると、本発明の延伸フィルム用ポリオレフィン組成物の主成分である、オレフィン系重合体(B)の剛性を低下させず、延伸性を改良することができ、60モル%以下であると、主成分であるオレフィン系重合体(B)と共晶化せず、主成分であるオレフィン系重合体(B)の非晶部分に相溶することで延伸性を改良できる。
オレフィン系重合体(A)及びプロピレン系重合体(A’)の融点(Tm-D)は、強度や成形性の観点から高い方が好ましい。好ましくは0~120℃、より好ましくは50~100℃、更に好ましくは55~90℃、より更に好ましくは60~80℃である。
なお、本発明では、示差走査型熱量計(パーキン・エルマー社製、DSC-7)を用い、試料10mgを窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブの最も高温側に観測されるピークのピークトップを融点(Tm-D)とする。融点は、モノマー濃度や反応圧力を適宜調整することで制御可能である。
[rrrr]/(1-[mmmm])の値は、メソペンタッド分率[mmmm]及びラセミペンタッド分率[rrrr]から求められ、ポリプロピレンの規則性分布の均一さを示す指標である。[rrrr]/(1-[mmmm])のこの値が大きくなると既存触媒系を用いて製造される従来のポリプロピレンのように高立体規則性ポリプロピレンとアタクチックポリプロピレンの混合物となり、成形後のポリプロピレン延伸フィルムのべたつきの原因となる。なお、上記における[rrrr]及び[mmmm]の単位は、モル%である。
オレフィン系重合体(A)及びプロピレン系重合体(A’)における[rrrr]/(1-[mmmm])の値は、べたつきの観点から、好ましくは0.1以下であり、より好ましくは0.001~0.05、更に好ましくは0.001~0.04、特に好ましくは0.01~0.04である。
オレフィン系重合体(A)及びプロピレン系重合体(A’)の分子量分布(Mw/Mn)は、高強度の観点から、好ましくは4未満である。分子量分布(Mw/Mn)が4未満であれば、延伸性やフィルム物性(たとえば、力学特性、光学特性)に悪影響を及ぼす低分子量成分が抑制され、後述する本発明のポリプロピレン延伸フィルムのフィルム物性の低下が抑制される。オレフィン系重合体(A)及びプロピレン系重合体(A’)の分子量分布(Mw/Mn)は、好ましくは3以下、より好ましくは2.5以下であり、さらに好ましくは1.5~2.5である。
本発明において、分子量分布(Mw/Mn)は、ゲルパーミエイションクロマトグラフィ(GPC)法により測定したポリスチレン換算の重量平均分子量Mw及び数平均分子量Mnより算出した値である。
ラセミメソラセミメソペンタッド分率[rmrm]は、ポリプロピレンの立体規則性のランダム性を表す指標であり、値が大きいほどポリプロピレンのランダム性が増加する。
オレフィン系重合体(A)及びプロピレン系重合体(A’)のラセミメソラセミメソペンタッド分率[rmrm]は、好ましくは2.5モル%を超える。オレフィン系重合体(A)及びプロピレン系重合体(A’)の[rmrm]が2.5モル%を超えることにより、ランダム性が増し、本発明の延伸フィルム用ポリオレフィン組成物の主成分であるオレフィン系重合体(B)(特に、オレフィン系重合体(B)がプロピレン系重合体(B’)である場合)と共晶化し難くなり、その結果、ポリオレフィン組成物の耐熱性や剛性の低下が抑制される。このような観点から、オレフィン系重合体(A)及びプロピレン系重合体(A’)のラセミメソラセミメソペンタッド分率[rmrm]は、好ましくは2.6モル%以上、より好ましくは2.7モル%以上である。その上限は、通常、好ましくは10モル%程度であり、より好ましくは7モル%、更に好ましくは5モル%、特に好ましくは4モル%である。
(6)[mm]×[rr]/[mr]2
トリアッド分率[mm]、[rr]及び[mr]から算出される[mm]×[rr]/[mr]2の値は、重合体のランダム性の指標を表し、1に近いほどランダム性が高くなり、本発明の延伸フィルム用ポリオレフィン組成物の主成分であるオレフィン系重合体(B)(特に、オレフィン系重合体(B)がプロピレン系重合体(B’)である場合)と共晶化が起こらず、主成分であるオレフィン系重合体(B)(特に、プロピレン系重合体(B’))に対して効率的に延伸性を改良することができる。本発明のオレフィン系重合体(A)及びプロピレン系重合体(A’)は、上式の値が通常2以下、好ましくは1.8~0.5、さらに好ましくは1.5~0.5の範囲である。なお、上記における[mm]及び[rr]の単位は、モル%である。
具体的に例示すれば、
(i)一般式(I)
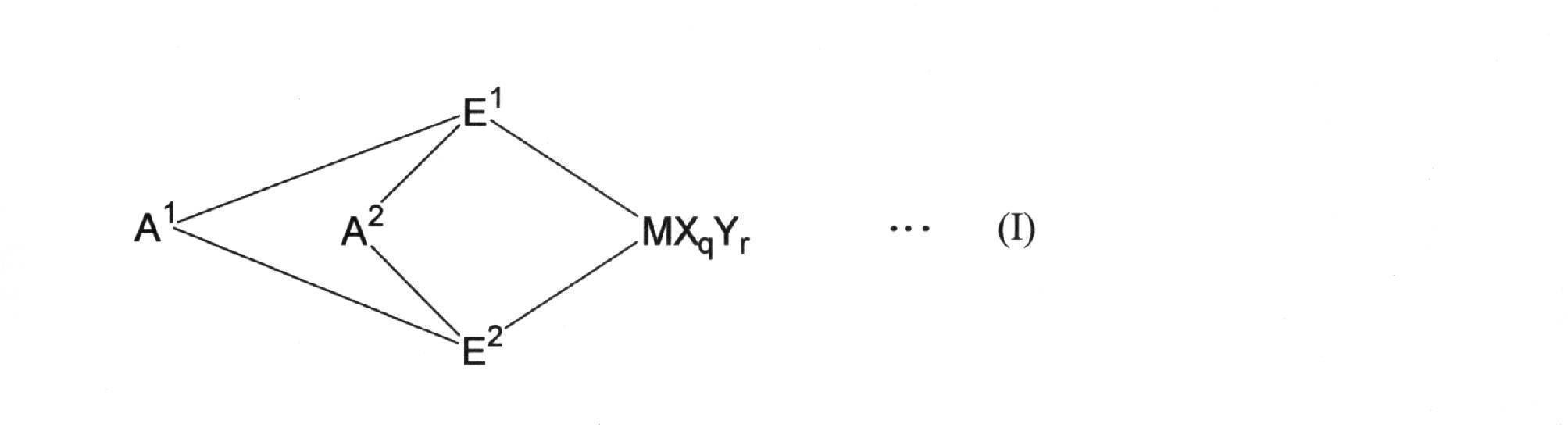
で表される遷移金属化合物、及び(ii)(ii-1)該(i)成分の遷移金属化合物又はその派生物と反応してイオン性の錯体を形成しうる化合物及び(ii-2)アルミノキサンから選ばれる成分を含有する重合用触媒が挙げられる。
本発明のオレフィン系重合体(B)は、本発明の延伸フィルム用ポリオレフィン組成物の主成分であって、後述する本発明のポリオレフィン延伸フィルムの基材樹脂である。本実施の形態のオレフィン系重合体(B)は、示差走査型熱量計(DSC)を用い、試料を窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブから得られる融解吸熱量(ΔH-D)が80J/gを超えるオレフィン系重合体(B)であれば特に限定されず、重合体を構成するモノマーの50モル%以上がエチレンモノマーであるエチレン系重合体、重合体を構成するモノマーの50モル%以上がプロピレンモノマーであるプロピレン系重合体、重合体を構成モノマーの50モル%以上がブテンモノマーであるブテン系重合体などが挙げられるが、剛性や透明性の観点から優れたフィルム物性が得られる、プロピレン系重合体が好ましい。
プロピレン系重合体としては、プロピレン単独重合体、プロピレン-エチレンブロック共重合体、プロピレン-ブテンブロック共重合体、プロピレン-α-オレフィンブロック共重合体、プロピレン-エチレンランダム共重合体、プロピレン-ブテンランダム共重合体、プロピレン-α-オレフィンランダム共重合体、プロピレン-α-オレフィングラフト共重合体等から選択されるプロピレン系重合体(B’)であることが好ましい。更に、ポリオレフィン延伸フィルムの物性(たとえば、力学物性、光学物性)の観点から、本発明のオレフィン系重合体(B)は、特に好ましくはプロピレン-エチレンランダム共重合体もしくは、プロピレン単独重合体である。なお、上記の重合体は、石油又は石炭由来のモノマーを用いた重合体でもよいし、バイオマス由来のモノマーを用いた重合体でもよい。
本発明の延伸フィルム用ポリオレフィン組成物は、本発明の目的を損なわない範囲で、必要に応じてさらに、酸化防止剤、耐熱安定剤、耐候安定剤、帯電防止剤、スリップ剤、アンチブロッキング剤、防曇剤、滑剤、核剤、石油樹脂、水添石油樹脂、染料、顔料、天然油、合成油、ワックス、充填剤、エラストマーなどを配合することができる。
酸化防止剤としては、ヒンダードフェノール系、イオウ系、ラクトーン系、有機ホスファイト系、有機ホスフォナイト系の酸化防止剤、あるいはこれらを数種類組み合わせた酸化防止剤等を使用することができる。
スリップ剤としては、ラウリル酸、パルミチン酸、オレイン酸、ステアリン酸、エルカ酸、ヘベニン酸などの飽和または不飽和脂肪酸のアミド、あるいはこれら飽和または不飽和脂肪酸のビスアマイドを用いることができる。これらの内でも、エルカ酸アミドおよびエチレンビスステアリン酸アミドが好ましい。スリップ剤は、ポリオレフィン組成物100質量部に対して、0.01~5質量部の範囲で配合することが好ましい。
アンチブロッキング剤としては、微粉末シリカ、微粉末酸化アルミニウム、微粉末クレー、粉末状もしくは液状のシリコン樹脂、ポリテトラフロロエチレン樹脂、架橋されたアクリル樹脂やメタクリル樹脂粉末のような微粉末状架橋樹脂を挙げることができる。これらの内では、微粉末シリカおよび微粉末状架橋樹脂が好ましい。
エラストマーとしては、スチレン系、オレフィン系、エステル系、軟質塩ビ系、ウレタン系、アミド系、ブタジエン・イソプレン系のエラストマー、あるいはこれらを数種類組み合わせたエラストマーを用いることができる。これらの中でもスチレン系、オレフィン系、ブタジエン・イソプレン系が好ましい。エラストマーはポリオレフィン組成物100質量部に対して、1~20質量部の範囲で配合することが好ましい。
本発明のポリオレフィン延伸フィルムは本発明の延伸フィルム用ポリオレフィン組成物を成形して得られる延伸フィルムである。ポリオレフィン延伸フィルムとしてはポリエチレン延伸フィルム、ポリプロピレン延伸フィルム、ポリブテン延伸フィルムなどの種類が挙げられるが、優れたフィルム物性を有することからポリプロピレン延伸フィルムが好ましい。
なお、ポリオレフィン延伸フィルムの種類は、ポリオレフィン延伸フィルムの基材樹脂であって延伸フィルム用ポリオレフィン組成物の主成分でもあるオレフィン系重合体(B)の種類によって決定される。
本発明のポリオレフィン延伸フィルムは、本発明の延伸フィルム用ポリオレフィン組成物からなる層を少なくとも一層有するものであり、この層を一軸又は二軸方向へ配向させて成るフィルムである。更に、本発明のポリオレフィン延伸フィルムは、本発明の延伸フィルム用ポリオレフィン組成物からなる層に隣接する層にシーラント層およびスキン層として働くポリオレフィン組成物を積層し、多層フィルムとすることができる。
シーラント層およびスキン層に使用する樹脂組成物としては、ポリオレフィン組成物の他に、ガスバリアー性をもつ樹脂(エチレン-ビニルアルコール共重合体など)、剛性をもつ樹脂(ナイロンなど)が挙げられる。また、多層フィルムの最内外層には、ガスバリア性を有する薄膜を備えてもよい。本発明のポリオレフィン延伸フィルムの厚みに特に制限はないが、通常1~200μm、好ましくは1~80μm、より好ましくは1~50μm、更に好ましくは1~30μmである。
本発明のポリオレフィン延伸フィルムの製造方法は、本発明の延伸フィルム用ポリオレフィン組成物を含む層を一層以上含むシートまたはフィルムを再加熱して、一軸又は二軸方向へ、同時又は逐次延伸してポリオレフィン延伸フィルムを得る製造方法である。
以下に、本発明のポリオレフィン延伸フィルムの一般的な製法として、一例を説明する。なお、本発明では、以下の製法に限るものではない。
本発明の延伸フィルム用ポリオレフィン組成物を溶融押出ししてT型のダイスからカーテン状に垂らし、直後にこの溶融膜を冷却ロールによって固化させ一次フィルム又はシートを得る。続いて、後続の延伸装置により延伸を行う。なお、上記溶融押出時の好ましい樹脂温度は、180~300℃、より好ましくは200~280℃である。また、冷却ロール温度は、好ましくは、0~120℃、より好ましくは10~100℃である。
押出により得られた一次フィルム又はシートを更に一軸延伸又は二軸延伸等により延伸して、延伸成形されたポリオレフィン延伸フィルムを得ることもできる。延伸方法は、押出したフィルム又はシートを連続して、テンター方式による逐次二軸延伸や同時二軸延伸、インフレーション方式による同時二軸延伸が挙げられる。また、バッチ式の二軸延伸装置を使用してもよい。延伸倍率は延伸フィルムの用途に応じて適宜決定することができるが、機械方向(MD)及び/又は機械方向に対して垂直方向(TD)について、それぞれ2~12倍に一軸延伸又は二軸延伸することが好ましい。
また、一般的に、逐次二軸延伸を行う場合、例えば、先にMD方向への延伸によってフィルムを配向させた後に、さらに、TD方向への延伸を行う場合に、MD方向の延伸倍率が高すぎると、TD方向への延伸倍率を高めた場合に、フィルムが破断しやすくなるといった不具合が発生することが知られている。本発明の延伸フィルム用ポリオレフィン組成物を用いた場合は、良好な延伸性が得られるため、高延伸倍率での成形も可能となり、例えば、適切な延伸温度を設定したうえで、MD方向では、5倍以上、さらには5.5倍以上での延伸が可能であり、また当該MD方向への延伸後に、TD方向に9倍以上、さらには9.5倍以上での延伸も可能である。
テンター方式による逐次二軸延伸では、この一次フィルムを延伸に適した温度(縦(TD)延伸温度;好ましくは、70~180℃、より好ましくは80~170℃)に再加熱され、遅(前)ロールと速(後)ロール間で機械方向(MD)に延伸する。次いで、テンター部に入り、MD方向に延伸したフィルムの両端を保持したまま更に加熱(横(MD)延伸温度;好ましくは、140~175℃、より好ましくは145~170℃)し、機械方向に対して垂直方向(TD)に延伸される。最後に延伸処理後のフィルムを熱処理(熱固定温度;好ましくは、140~175℃、より好ましくは145~170℃)することでフィルム物性を安定化させ巻き取り機によって巻き上げる。得られた延伸フィルムは、さらに、スリッター等の機械で適切な幅や長さに調整して、目的に応じた形状にしてもよい。また、上記に示したような機械方向(MD)及び垂直方向(TD)の延伸を同時に行う二軸同時テンター式延伸方式を用いても、本発明のポリオレフィン延伸フィルムを得ることが可能である。
また、一般的に延伸フィルムを製造する際に延伸温度が低温であるとき、得られる延伸フィルムの力学特性や光学特性は高温領域で延伸された延伸フィルムに比べ優れることが知られており、本発明のポリオレフィン延伸フィルムは延伸可能温度幅がより低温領域に拡大し、従来のポリプロピレン原料では偏肉ムラが発生したり、それに由来するフィルムの破断が起きることで延伸できないような厳しい成形条件で成形したフィルムであっても、安定した延伸成形を維持しつつ、かつ、弾性率や破断強度、破断伸度などの力学特性に優れ、また透明性や光沢などの光学特性に優れる。
前記延伸フィルムの製造方法には、例えば、Bruckner製、JSW製、三菱重工製、Andritz製などの連続成形装置が、用いられる。この装置は、スクリュー系の押出機から延伸フィルム用ポリオレフィン組成物を押出し、ライン上で予備加熱しながら、低速ロールと高速ロールとを組み合わせた縦延伸工程にて連続的にして機械方向(MD)に延伸させ、さらに、縦延伸されたフィルムを走行させながら、予備加熱し、縦延伸フィルムの長手方向に沿った両端を挟持して、加熱された幅広ライン上を走行させながら、連続的にフィルムを機械方向に対して垂直方向(TD)に横延伸させることによって、一ラインで連続的に、機械方向(MD)と機械方向に対して垂直方向(TD)とに延伸された延伸フィルムを製造することができる。
攪拌機付きの内容積20Lのステンレス製反応器に、n-ヘプタンを20L/hr、トリイソブチルアルミニウムを15mmol/hr、さらに、ジメチルアニリニウムテトラキスペンタフルオロフェニルボレート、(1,2’-ジメチルシリレン)(2,1’-ジメチルシリレン)-ビス(3-トリメチルシリルメチルインデニル)ジルコニウムジクロライドと、トリイソブチルアルミニウムとプロピレンとを質量比1:2:20で、事前に接触させて得られた触媒成分を、ジルコニウム換算で6μmol/hrで連続供給した。
重合温度を55℃に設定し、反応器の気相部の水素濃度が8mol%、反応器内の全圧が1.0MPa・Gに保たれるように、プロピレンと水素を連続供給し、重合反応を行った。
得られた重合溶液に、安定剤としてイルガノックス1010(BASF社製)をその含有割合が1000質量ppmになるように添加し、次いで溶媒であるn-ヘプタンを除去することにより、低結晶性ポリプロピレンのプロピレン系重合体(A’-1)を得た。
攪拌機付きの内容積20Lのステンレス製反応器に、n-ヘプタンを20L/hr、トリイソブチルアルミニウムを15mmol/hr、さらに、ジメチルアニリニウムテトラキスペンタフルオロフェニルボレート、(1,2’-ジメチルシリレン)(2,1’-ジメチルシリレン)-ビス(3-トリメチルシリルメチルインデニル)ジルコニウムジクロライドと、トリイソブチルアルミニウムとプロピレンとを質量比1:2:20で、事前に接触させて得られた触媒成分を、ジルコニウム換算で6μmol/hrで連続供給した。
重合温度を58℃に設定し、反応器の気相部の水素分圧が50kPa、反応器内の全圧が1.0MPa・Gに保たれるように、プロピレンと水素を連続供給し、重合反応を行った。
得られた重合溶液に、安定剤としてイルガノックス1010(BASF社製)をその含有割合が500質量ppmになるように添加し、次いで溶媒であるn-ヘプタンを除去することにより、低結晶性ポリプロピレンのプロピレン系重合体(A’-2)を得た。
示差走査型熱量計(パーキン・エルマー社製、DSC-7)を用い、試料10mgを窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブから得られる融解吸熱量を、融解吸熱量ΔH-Dとして求めた。また、得られた融解吸熱カーブの最も高温側に観測されるピークのピークトップから融点(Tm-D)を求めた。
図1にDSC測定から観測される融解吸熱量と温度のグラフの例を示す。
融解吸熱量ΔH-Dは、図1に示されているように熱量変化の無い低温側の点と熱量変化の無い高温側の点を結んだ線をベースラインとして、示差走査型熱量計(パーキン・エルマー社製、DSC-7)を用いた、DSC測定により得られた融解吸熱カーブのピークを含むライン部分と当該ベースラインとで囲まれる面積を求めることで算出される。
以下に示す装置および条件で、13C-NMRスペクトルの測定を行った。なお、ピークの帰属は、エイ・ザンベリ(A.Zambelli)等により「Macromolecules,8,687(1975)」で提案された方法に従った。
装置:日本電子(株)製JNM-EX400型13C-NMR装置
方法:プロトン完全デカップリング法
濃度:220mg/ml
溶媒:1,2,4-トリクロロベンゼンと重ベンゼンの90:10(容量比)混合溶媒
温度:130℃
パルス幅:45°
パルス繰り返し時間:4秒
積算:10000回
M=m/S×100
R=γ/S×100
S=Pββ+Pαβ+Pαγ
S:全プロピレン単位の側鎖メチル炭素原子のシグナル強度
Pββ:19.8~22.5ppm
Pαβ:18.0~17.5ppm
Pαγ:17.5~17.1ppm
γ:ラセミペンタッド連鎖:20.7~20.3ppm
m:メソペンタッド連鎖:21.7~22.5ppm
ゲルパーミエイションクロマトグラフィ(GPC)法により、重量平均分子量(Mw)および分子量分布(Mw/Mn)を求めた。測定には、下記の装置および条件を使用し、ポリスチレン換算の重量平均分子量を得た。
<GPC測定装置>
カラム :TOSO GMHHR-H(S)HT
検出器 :液体クロマトグラム用RI検出器 ウォーターズ・コーポレーション製「WATERS 150C」
<測定条件>
溶媒 :1,2,4-トリクロロベンゼン
測定温度 :145℃
流速 :1.0ml/分
試料濃度 :2.2mg/ml
注入量 :160μl
検量線 :Universal Calibration
解析プログラム:HT-GPC(Ver.1.0)
JIS K7210に準拠し、温度230℃、荷重2.16kgの条件で測定した。

以下に、延伸可能温度幅に関する、延伸性評価を行った。
製造例1のプロピレン系重合体(A’-1)3質量%とプロピレン系重合体(B’)(PP、プライムポリマー(株)製、F133A、融点:168℃、引張弾性率:2000MPa、立体規則性[mmmm]:97%、融解吸熱量(ΔH-D):97J/g)97質量%とからなる樹脂組成物のドライブレンド物をサーモ・プラスティックス工業製50φmmシート成形機によって250℃で押出しながら、1000μm厚の単層フィルムを作製した。このとき、冷却ロールの温度は50℃であった。得られた単層フィルムのシートを岩本製作所製ロール延伸機により、延伸温度:152℃及び縦延伸倍率:5倍の条件で機械方向に延伸(MD、縦延伸)し、次いで、岩本製作所製のテーブルテンターにより、延伸温度:164、165、166、167、168、169℃で、それぞれ機械方向に対して垂直方向(TD、横延伸)に延伸してフィルムを作製することとし、かつ、それぞれの横延伸時の、予熱時間:68秒、延伸速度:6500%/分、延伸倍率:9.5倍の条件で横延伸温度の異なる、厚さ21μmの二軸延伸フィルムを作製した。フィルムの延伸性の評価は、同一条件で3回以上の延伸を行い、破断および延伸ムラのみられなかった場合を成功として、全延伸回数の内の成功回数の割合で評価した。評価基準は、Aが延伸成功確率75%以上、Bが延伸成功確率75%未満で25%以上、Cが延伸成功確率25%未満又は延伸不可を意味する。また、延伸不可は、破断ないし外観での厚みムラや引き残しが確認された場合が該当する。結果を表2に示す。
なお、フィルムの厚みは、厚み分布計(Marl社製、「MillimarC1216」)で測定した。測定範囲は、フィルムのMD方向に5cm間隔で2点、TD方向に5cm間隔で4点を測定した。得られた測定値から平均値を算出した値をフィルム厚みとした。
製造例1のプロピレン系重合体(A’-1)5質量%とプロピレン系重合体(B’)(PP、プライムポリマー(株)製、F133A、融点:168℃、引張弾性率:2000MPa、立体規則性[mmmm]:97%、融解吸熱量(ΔH-D):97J/g)95質量%からなる樹脂組成物のドライブレンドを、実施例1と同様の方法で延伸フィルムを成形し、フィルムの延伸性を評価した。結果を表2に示す。
製造例1のプロピレン系重合体(A’-1)7質量%とプロピレン系重合体(B’)(PP、プライムポリマー(株)製、F133A、融点:168℃、引張弾性率:2000MPa、立体規則性[mmmm]:97%、融解吸熱量(ΔH-D):97J/g)93質量%からなる樹脂組成物のドライブレンドを、実施例1と同様の方法で延伸フィルムを成形し、フィルムの延伸性を評価した。結果を表2に示す。
製造例2のプロピレン系重合体(A’-2)5質量%とプロピレン系重合体(B’)(PP、プライムポリマー(株)製、F133A、融点:168℃、引張弾性率:2000MPa、立体規則性[mmmm]:97%、融解吸熱量(ΔH-D):97J/g)95質量%からなる樹脂組成物のドライブレンドを、実施例1と同様の方法で延伸フィルムを成形し、フィルムの延伸性を評価した。結果を表2に示す。
製造例1のプロピレン系重合体(A’-1)5質量%とプロピレン系重合体(B’)(PP、プライムポリマー(株)製、F133A、融点:168℃、引張弾性率:2000MPa、立体規則性[mmmm]:97%、融解吸熱量(ΔH-D):97J/g)95質量%からなる樹脂組成物のドライブレンドを、縦延伸温度を147℃とした以外は実施例1と同様の方法で延伸フィルムを成形し、フィルムの延伸性を評価した。結果を表2に示す。
製造例2のプロピレン系重合体(A’-2)5質量%とプロピレン系重合体(B’)(PP、プライムポリマー(株)製、F133A、融点:168℃、引張弾性率:2000MPa、立体規則性[mmmm]:97%、融解吸熱量(ΔH-D):97J/g)95質量%からなる樹脂組成物のドライブレンドを、縦延伸温度を147℃とした以外は実施例1と同様の方法で延伸フィルムを成形し、フィルムの延伸性を評価した。結果を表2に示す。
製造例1のプロピレン系重合体(A’-1)5質量%とプロピレン系重合体(B’)(PP、プライムポリマー(株)製、F133A、融点:168℃、引張弾性率:2000MPa、立体規則性[mmmm]:97%、融解吸熱量(ΔH-D):97J/g)95質量%からなる樹脂組成物のドライブレンドを、縦延伸倍率を5.5倍とした以外は実施例1と同様の方法で延伸フィルムを成形し、フィルムの延伸性を評価した。結果を表2に示す。
製造例2のプロピレン系重合体(A’-2)5質量%とプロピレン系重合体(B’)(PP、プライムポリマー(株)製、F133A、融点:168℃、引張弾性率:2000MPa、立体規則性[mmmm]:97%、融解吸熱量(ΔH-D):97J/g)95質量%からなる樹脂組成物のドライブレンドを、縦延伸倍率を5.5倍とした以外は実施例1と同様の方法で延伸フィルムを成形し、フィルムの延伸性を評価した。結果を表2に示す。
製造例2のプロピレン系重合体(A’-2)5質量%とプロピレン系重合体(B’)(PP、プライムポリマー(株)製、F133A、融点:168℃、引張弾性率:2000MPa、立体規則性[mmmm]:97%、融解吸熱量(ΔH-D):97J/g)95質量%からなる樹脂組成物のドライブレンドを、縦延伸倍率を6倍とした以外は実施例1と同様の方法で延伸フィルムを成形し、フィルムの延伸性を評価した。結果を表2に示す。
プロピレン系重合体(B’)(PP、プライムポリマー(株)製、F133A、融点:168℃、引張弾性率:2000MPa、立体規則性[mmmm]:97%、融解吸熱量(ΔH-D):97J/g)のみからなる樹脂組成物を、実施例1と同様の方法で延伸フィルムを成形し、フィルムの延伸性を評価した。結果を表2に示す。
プロピレン系重合体(B’)(PP、プライムポリマー(株)製、F133A、融点:168℃、引張弾性率:2000MPa、立体規則性[mmmm]:97%、融解吸熱量(ΔH-D):97J/g)のみからなる樹脂組成物を、縦延伸温度を147℃とした以外は実施例1と同様の方法で延伸フィルムを成形し、フィルムの延伸性を評価した。結果を表2に示す。
プロピレン系重合体(B’)(PP、プライムポリマー(株)製、F133A、融点:168℃、引張弾性率:2000MPa、立体規則性[mmmm]:97%、融解吸熱量(ΔH-D):97J/g)のみからなる樹脂組成物を、縦延伸倍率を5.5倍とした以外は実施例1と同様の方法で延伸フィルムを成形し、フィルムの延伸性を評価した。結果を表2に示す。
プロピレン系重合体(B’)(PP、プライムポリマー(株)製、F133A、融点:168℃、引張弾性率:2000MPa、立体規則性[mmmm]:97%、融解吸熱量(ΔH-D):97J/g)のみからなる樹脂組成物を、縦延伸倍率を6倍とした以外は実施例1と同様の方法で延伸フィルムを成形し、フィルムの延伸性を評価した。結果を表2に示す。

特に、実施例7、8と比較例3との対比、または実施例9と比較例4との対比から、低立体規則性ポリプロピレンであるプロピレン系重合体(A’)を添加することで、通常、二軸延伸ポリプロピレンフィルムの成形条件である、機械方向(MD)延伸倍率5倍×垂直方向(TD)延伸倍率9.5~10倍よりも高い延伸倍率で延伸することが可能になることが分かる。
次に、延伸温度及び延伸倍率を変化させ、得られたフィルムの力学物性及び光学物性について評価した。
延伸応力測定は、MD延伸後のフィルムを、さらにテーブルテンター(岩本製作所社製)を用いてTD延伸を行った際に、当該MD延伸フィルムをチャックで挟んでTD延伸倍率を変化させた時に検出される応力を、テーブルテンターに付属の検出器にて検出した。横軸をTD延伸倍率として、検出された応力を縦軸とした二次元座標軸上に関係線(曲線)を引き、関係線の最初の変曲点(低延伸倍率から高延伸倍率に延伸倍率を変化させた際に現れる最初の変曲点)の最大値を降伏延伸応力として求めた。降伏延伸応力は値が小さいほど、均一延伸が可能となり、延伸性に優れる。
200mm×15mmの短冊状の試験片を用い引張試験機((株)島津製作所製、オートグラフAG-I)で引張速度300mm/minで引張り、弾性率、破断強度、破断伸度を求めた。
(i)弾性率
引張試験機を用いた垂直方向(TD、横方向)の引張時における弾性率を測定した。測定の条件は、200mm×15mmの短冊状の試験片を用いて、引張試験機でチャック間距離150mm、引張速度300mm/minで引張り、伸度(ひずみ)を横軸とし、応力を縦軸とした二次元座標軸上に関係線(曲線)を引き、降伏点前の関係線の傾きを『弾性率』として求めた。弾性率は値が高いほど、フィルムの剛が優れる。
(ii) 破断強度
上記二次元座標軸上に関係線(曲線)において、試験片が破断する前に試験片に表れる最大の引張応力を『破断強度』として、求めた。
(iii)破断伸度
破断伸度(%)=100×(L-L0)/L0
(式中、L0:試験前の試験片の長さ、L:破断時の試験片の長さ)
(i)透明性測定
JIS K7105およびJIS K7136に準拠して、日本電色工業社製ISOヘイズメーター(NDH2000)を用いて測定した。なお、ヘイズ値が小さいほど透明性が高くなる。
ヘイズ(%)=Td/Tt×100
(式中、Td:拡散透過率、Tt:全光線透過率)
(ii)光沢(グロス)の測定
JIS K7105およびJIS Z8741に準拠して、日本電色工業株式会社製の光沢計「VG2000」を用いて測定した。なお、60度鏡面光沢を測定した。また、グロス値が高いほど光沢性が高くなる。
実施例2の垂直方向(TD)の延伸温度(以下「横延伸温度」という)が168℃で成形したフィルムサンプルについて、延伸性の指標として降伏応力を、フィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表3に示す。
実施例2の横延伸温度が164℃で成形したフィルムサンプルについて、延伸性の指標として降伏応力を、フィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表3に示す。
実施例7の横延伸温度が168℃で成形したフィルムサンプルについて、延伸性の指標として降伏応力を、フィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表3に示す。
実施例7の横延伸温度が165℃で成形したフィルムサンプルについて、延伸性の指標として降伏応力を、フィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表3に示す。
実施例4の横延伸温度が168℃で成形したフィルムサンプルについて、延伸性の指標として降伏応力を、フィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表3に示す。
実施例4の横延伸温度が164℃で成形したフィルムサンプルについて、延伸性の指標として降伏応力を、フィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表3に示す。
実施例8の横延伸温度が168℃で成形したフィルムサンプルについて、延伸性の指標として降伏応力を、フィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表3に示す。
実施例8の横延伸温度が164℃で成形したフィルムサンプルについて、延伸性の指標として降伏応力を、フィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表3に示す。
実施例9の横延伸温度が168℃で成形したフィルムサンプルについて、延伸性の指標として降伏応力を、フィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表3に示す。
比較例1の横延伸温度が168℃で成形したフィルムサンプルについて、延伸性の指標として降伏応力を、フィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表3に示す。
比較例1の横延伸温度が166℃で成形したフィルムサンプルについて、延伸性の指標として降伏応力を、フィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表3に示す。
比較例5の樹脂の替わりにプライムポリマー(株)製のF-300SP(融点:163℃、引張弾性率:1700MPa、立体規則性[mmmm]:90%、融解吸熱量(ΔH-D):86J/g)のみを用いた以外は実施例1と同様の方法で延伸フィルムを成形し、横延伸温度が165℃で成形したフィルムサンプルについて、延伸性の指標として降伏応力を、フィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表3に示す。
比較例5の樹脂の替わりにプライムポリマー(株)製のF-300SP(融点:163℃、引張弾性率:1700MPa、立体規則性[mmmm]:90%、融解吸熱量(ΔH-D):86J/g)のみを用いた以外は実施例1と同様の方法で延伸フィルムを成形し、横延伸温度が158℃で成形したフィルムサンプルについて、延伸性の指標として降伏応力を、フィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表3に示す。
製造例1のプロピレン系重合体(A’-1)15質量%とプロピレン系重合体(B’)(PP、プライムポリマー(株)製、F133A、融点:168℃、引張弾性率:2000MPa、立体規則性[mmmm]:97%、融解吸熱量(ΔH-D):97J/g)85質量%からなる樹脂組成物のドライブレンドを、横延伸温度を168℃とした以外は、実施例1と同様の方法で成形した延伸フィルムサンプルについて、延伸性の指標として降伏応力を、フィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表3に示す。
製造例1のプロピレン系重合体(A’-1)15質量%とプロピレン系重合体(B’)(PP、プライムポリマー(株)製、F133A、融点:168℃、引張弾性率:2000MPa、立体規則性[mmmm]:97%、融解吸熱量(ΔH-D):97J/g)85質量%からなる樹脂組成物のドライブレンドを、横延伸温度を161℃とした以外は、実施例1と同様の方法で成形した延伸フィルムサンプルについて、延伸性の指標として降伏応力を、フィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表3に示す。
製造例1のプロピレン系重合体(A’-1)5質量%とプロピレン系重合体(B”)(PP、プライムポリマー(株)製、F-300SP、融点:163℃、引張弾性率:1700MPa、立体規則性[mmmm]:90%、融解吸熱量(ΔH-D):86J/g)95質量%からなる樹脂組成物のドライブレンドを、横延伸温度を164℃とした以外は、実施例1と同様の方法で成形した延伸フィルムサンプルについて、延伸性の指標として降伏応力を、フィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表3に示す。
製造例1のプロピレン系重合体(A’-1)5質量%とプロピレン系重合体(B”)(PP、プライムポリマー(株)製、F-300SP、融点:163℃、引張弾性率:1700MPa、立体規則性[mmmm]:90%、融解吸熱量(ΔH-D):86J/g)95質量%からなる樹脂組成物のドライブレンドを、横延伸温度を156℃とした以外は、実施例1と同様の方法で成形した延伸フィルムサンプルについて、延伸性の指標として降伏応力を、フィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表3に示す。
製造例1のプロピレン系重合体(A’-1)20質量%とプロピレン系重合体(B’)(PP、プライムポリマー(株)製、F133A、融点:168℃、引張弾性率:2000MPa、立体規則性[mmmm]:97%、融解吸熱量(ΔH-D):97J/g)80質量%からなる樹脂組成物のドライブレンドを、横延伸温度を168℃とした以外は、実施例1と同様の方法で成形した延伸フィルムサンプルについて、延伸性の指標として降伏応力を、フィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表3に示す。
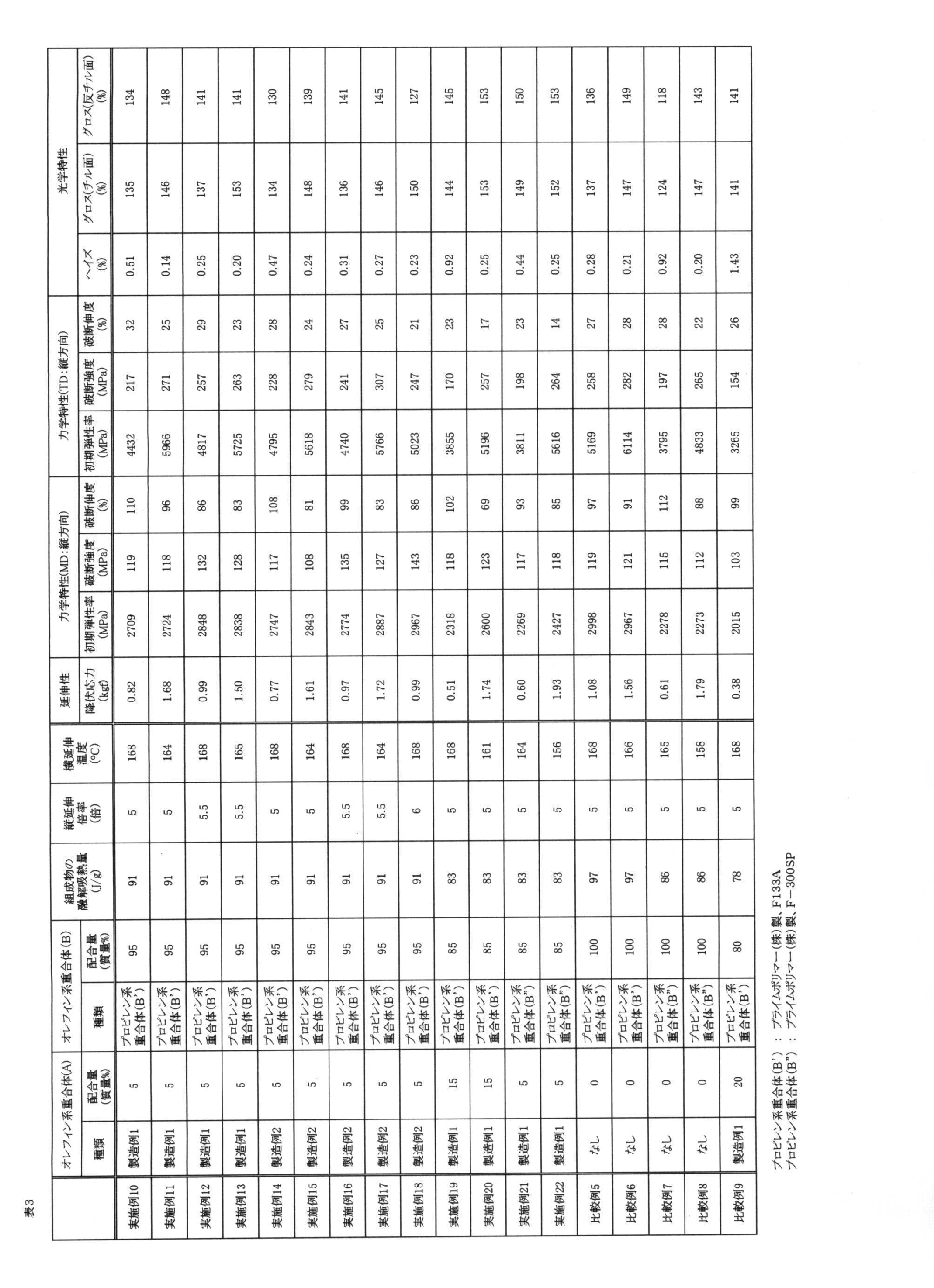
特に、実施例10,11,14,15は、プロピレン系重合体(A’-1)、(A’-2)を配合したものについて、それぞれ垂直方向(TD)延伸温度を168℃と164℃で延伸しているが、いずれもフィルム物性は良好である。これに対し、プロピレン系重合体(A’)を配合しない比較例5,6では、垂直方向(TD)延伸温度を168℃と166℃で延伸した際に、低温域で延伸した比較例6は比較例5に比べ、降伏応力が高くなっていることから、延伸性が低下してしまうことが分かる。また、比較例5,6で用いたプロピレン系重合体より融点の低いプロピレン系重合体を用いた比較例7,8では、延伸温度を変えることで、延伸性と光学特性とのバランスが悪くなっていることが分かる。
更に、実施例18の結果から、低立体規則性ポリプロピレンであるプロピレン系重合体(A’)が無添加の場合では延伸不可能な成形条件(特に、機械方向(MD)延伸倍率が高い場合)でも延伸が可能になり、かつ、フィルム物性(すなわち、力学特性及び光学特性)も格段に優れるという結果が得られた。
以上の結果から、低立体規則性ポリプロピレンであるプロピレン系重合体(A’)が添加された延伸フィルム用ポリオレフィン組成物を用いることにより、延伸性とフィルム物性のバランスに優れたポリプロピレン延伸フィルムが得られることが分かる。
また、実施例21、22の結果から、ポリオレフィン系重合体(B)として、実施例10~18で用いた、プロピレン系重合体(B’)(PP、プライムポリマー(株)製、F133A、融点:168℃、引張弾性率:2000MPa、立体規則性[mmmm]:97%、融解吸熱量(ΔH-D):97J/g)の代わりに、相対的に軟質なプロピレン系重合体(B”)(PP、プライムポリマー(株)製、F-300SP、融点:163℃、引張弾性率:1700MPa、立体規則性[mmmm]:90%、融解吸熱量(ΔH-D):86J/g)を用いても、ポリオレフィン組成物の融解熱吸熱量が近似する比較例7、8に比べ、延伸性に優れ、フィルム物性(すなわち、力学特性及び光学特性)も優れ、特にフィルムにした際の光沢は格段に優れるとことが分かった。
一方、比較例9の結果から、製造例1のプロピレン系重合体(A’-1)の配合量を20質量%に増加させると、機械方向に対して垂直方向(TD、横延伸)における破断強度が低下し、また、ヘイズも低下することが分かった。
製造例1のプロピレン系重合体(A’-1)3質量%とプロピレン系重合体(C’)(PP、大韓油化(株)製、5014L HPT-1、融点:166℃)97質量%とからなる樹脂組成物をBruckner製の連続成形パイロット機(押出機スクリュー系:120mmφ、押出機スクリュー回転数:21rpm、テンターライン速度:80m/min、Tダイ幅:280mm、チルロール直径:1500mmφ)によって溶融樹脂を押出しながら、チルロールで冷却して単層フィルムを作製した。このとき、チルロール温度は80℃で原反冷却用水槽に水は循環させなかった。作製された単層フィルムは、続いて予熱ロールで予熱された後に延伸温度:135℃及び延伸倍率:4.5倍の条件で機械方向に延伸(MD、縦延伸)され、さらにフィルム両端をチャックで固定された状態でテンターを通り、延伸温度:150℃及び延伸倍率:7.3倍及び熱固定温度:140℃の条件で機械方向に対して垂直方向(TD、横延伸)に延伸され、二軸延伸フィルムを作製した。フィルムの延伸性の評価は、一定時間の間で連続成形中のテンター内でのフィルムの破断回数で評価した。具体的には、10分間で破断が0回だったのを、破断頻度:○とし、1~2回の破断回数を破断頻度:△、3回以上の破断回数を破断頻度:×とした。作製したフィルムについては厚みを測り、フィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表4に示す。
実施例23の機械方向(MD)の縦延伸倍率を5.5倍で製膜した際の破断頻度とフィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表4に示す。
実施例23の機械方向(MD)のライン速度を96m/minで製膜した際の破断頻度とフィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表4に示す。
実施例23の機械方向(MD)のライン速度を112m/minで製膜した際の破断頻度とフィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表4に示す。
プロピレン系重合体(C’)(PP、大韓油化(株)製、5014L HPT-1、融点:166℃)のみからなる樹脂組成物を、実施例23と同様の方法で製膜した際の破断頻度とフィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表4に示す。
プロピレン系重合体(C’)(PP、大韓油化(株)製、5014L HPT-1、融点:166℃)のみからなる樹脂組成物を、実施例24と同様の方法で製膜した際の破断頻度とフィルム物性値として弾性率、破断強度、破断伸度、ヘイズ、グロスを評価した。結果を表4に示す。
PP名:5014L HPT-1
製造元:大韓油化(株)
融点(Tm-D):166℃
引張弾性率:1900MPa
立体規則性[mmmm]:97%
融解吸熱量(ΔH-D):95J/g

Claims (11)
- 示差走査型熱量計(DSC)を用い、試料を窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させる測定条件により得られた融解吸熱カーブから得られる融解吸熱量(ΔH-D)が0~80J/gであるオレフィン系重合体(A)と、
前記測定条件で観測される融解吸熱量(ΔH-D)が80J/gを超えるオレフィン系重合体(B)と、を含有するポリオレフィン組成物であって、
前記オレフィン系重合体(A)の含有量が、前記オレフィン系重合体(A)とオレフィン系重合体(B)との合計含有量に対して、0.5質量%以上、17質量%未満であり、
かつ、
前記ポリオレフィン組成物の、前記測定条件で観測される融解吸熱量(ΔH-D)が80~120J/gである、延伸フィルム用ポリオレフィン組成物。 - 前記オレフィン系重合体(B)がプロピレン系重合体である、請求項1に記載の延伸フィルム用ポリオレフィン組成物。
- 前記オレフィン系重合体(A)がプロピレン系重合体である、請求項1又は2に記載の延伸フィルム用ポリオレフィン組成物。
- 前記オレフィン系重合体(A)が下記(1)及び(2)を満たすプロピレン系重合体である、請求項1~3のいずれか1項に記載の延伸フィルム用ポリオレフィン組成物。
(1)[mmmm]が20~60モル%である。
(2)示差走査型熱量計(DSC)を用い、試料を窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させる測定条件により得られた融解吸熱カーブの最も高温側に観測されるピークトップとして定義される融点(Tm-D)が0~120℃である。 - 更に前記オレフィン系重合体(A)が下記(3)及び(4)を満たす、請求項4に記載の延伸フィルム用ポリオレフィン組成物。
(3)[rrrr]/(1-[mmmm])≦0.1
(4)分子量分布(Mw/Mn)<4.0 - 更に前記オレフィン系重合体(A)が下記(5)及び(6)を満たす、請求項4又は5に記載の延伸フィルム用ポリオレフィン組成物。
(5)[rmrm]>2.5モル%
(6)[mm]×[rr]/[mr]2 ≦2.0 - 前記延伸フィルム用ポリオレフィン組成物が延伸フィルム用ポリプロピレン組成物である、請求項1~6のいずれか1項に記載の延伸フィルム用ポリオレフィン組成物。
- 請求項1~7のいずれか1項に記載の延伸フィルム用ポリオレフィン組成物を少なくとも一層以上含み、少なくとも一方向に配向したポリオレフィン延伸フィルム。
- 請求項1~7のいずれか1項に記載の延伸フィルム用ポリオレフィン組成物からなる層を一層以上含むシートを加熱して、一軸又は二軸方向へ、同時又は逐次延伸して得る、ポリオレフィン延伸フィルムの製造方法。
- 前記ポリオレフィン延伸フィルムがポリプロピレン延伸フィルムである、請求項9に記載のポリオレフィン延伸フィルムの製造方法。
- 請求項1~7のいずれか1項に記載の延伸フィルム用ポリオレフィン組成物からなるフィルムを連続して機械方向(MD)に延伸し、次いで連続して機械方向に対して垂直方向(TD)に延伸する、延伸フィルムの製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015545276A JP6482081B2 (ja) | 2013-10-31 | 2014-10-29 | ポリオレフィン組成物およびポリオレフィン延伸フィルムとその製法 |
| US15/031,212 US9688847B2 (en) | 2013-10-31 | 2014-10-29 | Polyolefin composition, oriented polyolefin film, and production method for same |
| CN201480058848.8A CN105658722B (zh) | 2013-10-31 | 2014-10-29 | 聚烯烃组合物和聚烯烃拉伸膜及其制造方法 |
| EP14859214.0A EP3064547A4 (en) | 2013-10-31 | 2014-10-29 | Polyolefin composition, oriented polyolefin film, and production method for same |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013226941 | 2013-10-31 | ||
| JP2013-226941 | 2013-10-31 | ||
| JP2014-188270 | 2014-09-16 | ||
| JP2014188270 | 2014-09-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015064653A1 true WO2015064653A1 (ja) | 2015-05-07 |
Family
ID=53004252
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/078800 Ceased WO2015064653A1 (ja) | 2013-10-31 | 2014-10-29 | ポリオレフィン組成物およびポリオレフィン延伸フィルムとその製法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9688847B2 (ja) |
| EP (1) | EP3064547A4 (ja) |
| JP (1) | JP6482081B2 (ja) |
| CN (1) | CN105658722B (ja) |
| WO (1) | WO2015064653A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020007445A (ja) * | 2018-07-06 | 2020-01-16 | 三井化学東セロ株式会社 | 食品用包装フィルムおよび食品用包装体 |
| JP2020175570A (ja) * | 2019-04-17 | 2020-10-29 | 出光ライオンコンポジット株式会社 | 立体造形装置用材料、立体造形装置用フィラメント材料、及び立体造形物の製造方法 |
| JP2021063162A (ja) * | 2019-10-11 | 2021-04-22 | 三井化学株式会社 | 延伸フィルムおよびその用途 |
| US11034826B2 (en) * | 2017-04-20 | 2021-06-15 | Idemitsu Kosan Co., Ltd. | Polypropylene-based resin composition, pellet, and molded object |
| WO2022102414A1 (ja) * | 2020-11-10 | 2022-05-19 | Dic株式会社 | アルコール透過抑制フィルム、及びアルコール透過抑制フィルムを用いた包装材並びに包装体 |
| WO2024058078A1 (ja) * | 2022-09-16 | 2024-03-21 | 王子ホールディングス株式会社 | 二軸延伸ポリプロピレンフィルム、金属化フィルム、及び、コンデンサ |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018024837A (ja) * | 2016-08-05 | 2018-02-15 | 出光興産株式会社 | 発泡成形用樹脂組成物並びにそれを含む発泡成形体及びその製造方法 |
| DE202017003330U1 (de) * | 2017-06-26 | 2018-09-27 | Tesa Se | Klebeband und Folie |
| CA3115748C (en) * | 2018-10-09 | 2023-10-03 | Sunallomer Ltd. | Production method of polypropylene sheet |
Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH034371B2 (ja) | 1983-03-18 | 1991-01-22 | Mitsui Petrochemical Ind | |
| JPH07171891A (ja) | 1993-12-20 | 1995-07-11 | Mitsubishi Chem Corp | ポリプロピレン二軸延伸フィルムの製造方法 |
| JPH0873528A (ja) | 1994-09-09 | 1996-03-19 | Idemitsu Petrochem Co Ltd | プロピレン単独重合体およびそれを用いた二軸延伸フィルム |
| JP2000281723A (ja) * | 1999-03-29 | 2000-10-10 | Idemitsu Petrochem Co Ltd | プロピレン系樹脂組成物及びフィルム、シート |
| JP2002503729A (ja) | 1997-12-03 | 2002-02-05 | ザ ダウ ケミカル カンパニー | ポリプロピレンのブレンド物 |
| JP2002047358A (ja) * | 2000-05-26 | 2002-02-12 | Idemitsu Petrochem Co Ltd | シュリンクフィルム |
| JP2002523544A (ja) * | 1998-08-18 | 2002-07-30 | バセル テクノロジー カンパニー ベスローテン フェンノートシャップ | 固体延伸フィルムの製造に有用なポリプロピレン組成物 |
| JP2002348423A (ja) * | 2001-03-22 | 2002-12-04 | Sumitomo Chem Co Ltd | 延伸フィルム用ポリプロピレン系樹脂組成物、その樹脂組成物の製造方法および延伸フィルム |
| WO2003087172A1 (fr) | 2002-04-12 | 2003-10-23 | Idemitsu Petrochemical Co., Ltd. | Procede de production de polymeres de propylene modifies et polymeres de propylene modifies produits au moyen de ce procede |
| JP2004059652A (ja) | 2002-07-25 | 2004-02-26 | Mitsui Chemicals Inc | ポリプロピレン樹脂組成物および延伸性を改良したポリプロピレン延伸フィルムとその製法 |
| JP2005126462A (ja) * | 2003-10-21 | 2005-05-19 | Sumitomo Chemical Co Ltd | ポリオレフィンフィルム |
| JP2007321084A (ja) * | 2006-06-02 | 2007-12-13 | Sumitomo Chemical Co Ltd | 光学用フィルム |
| JP2009501262A (ja) * | 2005-07-15 | 2009-01-15 | エクソンモービル・ケミカル・パテンツ・インク | 熱可塑性ポリマーブレンドの生成方法 |
| WO2011030893A1 (ja) * | 2009-09-14 | 2011-03-17 | 出光興産株式会社 | スパンボンド不織布および繊維製品 |
| JP2011168944A (ja) * | 2010-01-21 | 2011-09-01 | Idemitsu Kosan Co Ltd | ポリプロピレン系不織布 |
| JP2014205799A (ja) * | 2013-04-15 | 2014-10-30 | 王子ホールディングス株式会社 | 二軸延伸ポリプロピレンフィルム |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7919561B2 (en) | 1996-09-04 | 2011-04-05 | Exxonmobil Chemical Patents Inc. | Process of producing thermoplastic polymer blends |
| DE69941036D1 (de) | 1998-06-25 | 2009-08-06 | Idemitsu Kosan Co | Propylenpolymer und Zusammensetzung damit, Formobjekt und Laminat damit sowie Verfahren zur Herstellung von Propylenpolymer und einer Zusammensetzung damit |
| WO2001090227A1 (fr) | 2000-05-23 | 2001-11-29 | Idemitsu Petrochemical Co., Ltd. | Film |
| SG93930A1 (en) | 2001-03-22 | 2003-01-21 | Sumitomo Chemical Co | Polypropylene-based resin composition for stretched film, process for producing the same and stretched film |
| CN101080461B (zh) * | 2004-12-17 | 2010-09-22 | 埃克森美孚化学专利公司 | 多相聚合物共混物和由此制备的模制品 |
| US7619038B2 (en) * | 2004-12-17 | 2009-11-17 | Exxonmobil Chemical Patents Inc. | Homogeneous polymer blend and articles therefrom |
| US8202941B2 (en) * | 2008-06-27 | 2012-06-19 | Exxonmobil Chemical Patents Inc. | High shrinkage propylene-based films |
-
2014
- 2014-10-29 CN CN201480058848.8A patent/CN105658722B/zh not_active Expired - Fee Related
- 2014-10-29 JP JP2015545276A patent/JP6482081B2/ja active Active
- 2014-10-29 US US15/031,212 patent/US9688847B2/en not_active Expired - Fee Related
- 2014-10-29 EP EP14859214.0A patent/EP3064547A4/en not_active Withdrawn
- 2014-10-29 WO PCT/JP2014/078800 patent/WO2015064653A1/ja not_active Ceased
Patent Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH034371B2 (ja) | 1983-03-18 | 1991-01-22 | Mitsui Petrochemical Ind | |
| JPH07171891A (ja) | 1993-12-20 | 1995-07-11 | Mitsubishi Chem Corp | ポリプロピレン二軸延伸フィルムの製造方法 |
| JPH0873528A (ja) | 1994-09-09 | 1996-03-19 | Idemitsu Petrochem Co Ltd | プロピレン単独重合体およびそれを用いた二軸延伸フィルム |
| JP2002503729A (ja) | 1997-12-03 | 2002-02-05 | ザ ダウ ケミカル カンパニー | ポリプロピレンのブレンド物 |
| JP2002523544A (ja) * | 1998-08-18 | 2002-07-30 | バセル テクノロジー カンパニー ベスローテン フェンノートシャップ | 固体延伸フィルムの製造に有用なポリプロピレン組成物 |
| JP2000281723A (ja) * | 1999-03-29 | 2000-10-10 | Idemitsu Petrochem Co Ltd | プロピレン系樹脂組成物及びフィルム、シート |
| JP2002047358A (ja) * | 2000-05-26 | 2002-02-12 | Idemitsu Petrochem Co Ltd | シュリンクフィルム |
| JP2002348423A (ja) * | 2001-03-22 | 2002-12-04 | Sumitomo Chem Co Ltd | 延伸フィルム用ポリプロピレン系樹脂組成物、その樹脂組成物の製造方法および延伸フィルム |
| WO2003087172A1 (fr) | 2002-04-12 | 2003-10-23 | Idemitsu Petrochemical Co., Ltd. | Procede de production de polymeres de propylene modifies et polymeres de propylene modifies produits au moyen de ce procede |
| JP2004059652A (ja) | 2002-07-25 | 2004-02-26 | Mitsui Chemicals Inc | ポリプロピレン樹脂組成物および延伸性を改良したポリプロピレン延伸フィルムとその製法 |
| JP2005126462A (ja) * | 2003-10-21 | 2005-05-19 | Sumitomo Chemical Co Ltd | ポリオレフィンフィルム |
| JP2009501262A (ja) * | 2005-07-15 | 2009-01-15 | エクソンモービル・ケミカル・パテンツ・インク | 熱可塑性ポリマーブレンドの生成方法 |
| JP2007321084A (ja) * | 2006-06-02 | 2007-12-13 | Sumitomo Chemical Co Ltd | 光学用フィルム |
| WO2011030893A1 (ja) * | 2009-09-14 | 2011-03-17 | 出光興産株式会社 | スパンボンド不織布および繊維製品 |
| JP2011168944A (ja) * | 2010-01-21 | 2011-09-01 | Idemitsu Kosan Co Ltd | ポリプロピレン系不織布 |
| JP2014205799A (ja) * | 2013-04-15 | 2014-10-30 | 王子ホールディングス株式会社 | 二軸延伸ポリプロピレンフィルム |
Non-Patent Citations (3)
| Title |
|---|
| A. ZAMBELLI ET AL., MACROMOLECULES, vol. 6, 1973, pages 925 |
| A. ZAMBELLI ET AL., MACROMOLECULES, vol. 8, 1975, pages 687 |
| See also references of EP3064547A4 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11034826B2 (en) * | 2017-04-20 | 2021-06-15 | Idemitsu Kosan Co., Ltd. | Polypropylene-based resin composition, pellet, and molded object |
| JP2020007445A (ja) * | 2018-07-06 | 2020-01-16 | 三井化学東セロ株式会社 | 食品用包装フィルムおよび食品用包装体 |
| JP7301504B2 (ja) | 2018-07-06 | 2023-07-03 | 三井化学東セロ株式会社 | 食品用包装フィルムおよび食品用包装体 |
| JP2020175570A (ja) * | 2019-04-17 | 2020-10-29 | 出光ライオンコンポジット株式会社 | 立体造形装置用材料、立体造形装置用フィラメント材料、及び立体造形物の製造方法 |
| JP7337531B2 (ja) | 2019-04-17 | 2023-09-04 | 出光ファインコンポジット株式会社 | 立体造形装置用材料、立体造形装置用フィラメント材料、及び立体造形物の製造方法 |
| JP2021063162A (ja) * | 2019-10-11 | 2021-04-22 | 三井化学株式会社 | 延伸フィルムおよびその用途 |
| JP7355591B2 (ja) | 2019-10-11 | 2023-10-03 | 三井化学株式会社 | 延伸フィルムおよびその用途 |
| WO2022102414A1 (ja) * | 2020-11-10 | 2022-05-19 | Dic株式会社 | アルコール透過抑制フィルム、及びアルコール透過抑制フィルムを用いた包装材並びに包装体 |
| JPWO2022102414A1 (ja) * | 2020-11-10 | 2022-05-19 | ||
| JP7207604B2 (ja) | 2020-11-10 | 2023-01-18 | Dic株式会社 | アルコール透過抑制フィルム、及びアルコール透過抑制フィルムを用いた包装材並びに包装体 |
| WO2024058078A1 (ja) * | 2022-09-16 | 2024-03-21 | 王子ホールディングス株式会社 | 二軸延伸ポリプロピレンフィルム、金属化フィルム、及び、コンデンサ |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105658722B (zh) | 2019-01-22 |
| US9688847B2 (en) | 2017-06-27 |
| JP6482081B2 (ja) | 2019-03-13 |
| CN105658722A (zh) | 2016-06-08 |
| EP3064547A1 (en) | 2016-09-07 |
| US20160237268A1 (en) | 2016-08-18 |
| JPWO2015064653A1 (ja) | 2017-03-09 |
| EP3064547A4 (en) | 2017-06-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6482081B2 (ja) | ポリオレフィン組成物およびポリオレフィン延伸フィルムとその製法 | |
| US6407171B1 (en) | Blends of polyethylene and polypropylene | |
| JP6411134B2 (ja) | ポリオレフィン系組成物、並びにそれからなる成形体、フィルム、延伸フィルム、並びにその製造方法 | |
| CN107250251A (zh) | 包含基于丙烯的弹性体的屋顶组合物 | |
| JP6386874B2 (ja) | ポリオレフィン系組成物およびポリオレフィン延伸フィルム並びに延伸フィルムの製造方法 | |
| JP6181662B2 (ja) | ポリオレフィン系成形体 | |
| JP6799133B2 (ja) | 成形体およびその製造方法 | |
| WO2017018461A1 (ja) | 一軸延伸成形物、及びその製法 | |
| JP6604682B2 (ja) | ポリオレフィン組成物およびポリオレフィン延伸フィルム、延伸多層フィルム、並びに延伸フィルムの製造方法 | |
| US7884159B2 (en) | Propylene polymer composition, film, stretched film, shrink film and a method for producing shrink package | |
| WO2010119883A1 (ja) | プロピレン重合体樹脂組成物 | |
| JP2019001139A (ja) | 多層二軸延伸フィルムおよび転写フィルム | |
| JP2016074760A (ja) | 延伸フィルム、及びその製法、並びにそれを用いた包装材料 | |
| JP2017066182A (ja) | 食品容器用エチレン・α−オレフィン共重合体及びそれよりなる中空成形容器 | |
| JP2016074091A (ja) | 延伸フィルムの製造方法及びその製造方法により得られた延伸フィルムからなる包装材料 | |
| JP6702529B2 (ja) | フィルム、延伸フィルムの製法、及び該フィルムを用いた包装材料 | |
| JP2004107490A (ja) | 軟質シンジオタクティックポリプロピレン系組成物及び該組成物を含む成形体 | |
| EP2390279A1 (en) | Polypropylene composition with plasticiser for sterilisable films | |
| CN101796126B (zh) | 聚丙烯树脂组合物及由其构成的膜 | |
| JP4013497B2 (ja) | フィルム用ポリプロピレン系組成物およびそのフィルム | |
| JP2018199295A (ja) | 逐次二軸延伸フィルム及び逐次二軸延伸フィルムの製造方法 | |
| JP2018104610A (ja) | 樹脂組成物、該樹脂組成物からなる成形体 | |
| JP2004231919A (ja) | プロピレン・α−オレフィン共重合体組成物、成形体およびその用途 | |
| JP2008024769A (ja) | 回転成形用エチレン系重合体パウダーおよび回転成形容器 | |
| JP2017066180A (ja) | 中空成形用エチレン・α−オレフィン共重合体及びそれよりなる中空成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14859214 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2015545276 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15031212 Country of ref document: US |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014859214 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014859214 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |