WO2015107847A1 - プロピレン系樹脂発泡粒子及び発泡粒子成形体 - Google Patents
プロピレン系樹脂発泡粒子及び発泡粒子成形体 Download PDFInfo
- Publication number
- WO2015107847A1 WO2015107847A1 PCT/JP2014/084194 JP2014084194W WO2015107847A1 WO 2015107847 A1 WO2015107847 A1 WO 2015107847A1 JP 2014084194 W JP2014084194 W JP 2014084194W WO 2015107847 A1 WO2015107847 A1 WO 2015107847A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- propylene
- resin
- melting point
- based resin
- weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/36—After-treatment
- C08J9/365—Coating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/16—Making expandable particles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/22—After-treatment of expandable particles; Forming foamed products
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/22—After-treatment of expandable particles; Forming foamed products
- C08J9/224—Surface treatment
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2201/00—Foams characterised by the foaming process
- C08J2201/02—Foams characterised by the foaming process characterised by mechanical pre- or post-treatments
- C08J2201/034—Post-expanding of foam beads or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2203/00—Foams characterized by the expanding agent
- C08J2203/06—CO2, N2 or noble gases
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/10—Homopolymers or copolymers of propene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/10—Homopolymers or copolymers of propene
- C08J2323/14—Copolymers of propene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/16—Ethene-propene or ethene-propene-diene copolymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2423/04—Homopolymers or copolymers of ethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2423/04—Homopolymers or copolymers of ethene
- C08J2423/06—Polyethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2423/10—Homopolymers or copolymers of propene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2423/10—Homopolymers or copolymers of propene
- C08J2423/14—Copolymers of propene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2423/16—Ethene-propene or ethene-propene-diene copolymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0061—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof characterized by the use of several polymeric components
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/22—After-treatment of expandable particles; Forming foamed products
- C08J9/228—Forming foamed products
- C08J9/232—Forming foamed products by sintering expandable particles
Definitions
- the present invention relates to a propylene-based resin expanded particle and a expanded particle molded body.
- Foamed resin particles are excellent in lightness, buffering properties, and heat insulation, and have a high degree of freedom in shape design that can obtain a three-dimensional shaped product by in-mold molding, so cushioning materials, containers, heat insulating materials, vibration damping materials, etc. It is used in multi-purpose fields such as the packaging field, daily life materials, building civil engineering materials, and vehicle members.
- the foamed resin particles are roughly classified into those using a styrene resin as a base resin and those using an olefin resin as a base resin.
- those using styrene resin as the base resin are superior to those using olefin resin as the base resin because they have a good balance between lightness and compressive strength, are easy to mold in-mold, and are inexpensive. Many are used.
- the expanded particles of the styrene resin have the above-mentioned excellent surface, but the heat resistance, chemical resistance, durability, toughness, and creep properties are insufficient depending on the application. For this reason, among olefin resins, expanded particles of propylene resins having excellent heat resistance, chemical resistance, durability, toughness, creep properties, and the like have attracted attention.
- Patent Document 1 while forming appearance, heat resistance and mechanical properties with a high melting point propylene resin, a molding pressure of water vapor at the time of in-mold molding using a melting characteristic with a low melting point propylene resin. In order to lower the melting point, it is shown that a high melting point propylene resin and a low melting point propylene resin are mixed under specific conditions.
- the propylene-based resin expanded particles described in Patent Document 1 are prepared by mixing a high-melting-point propylene-based resin and a low-melting-point propylene-based resin under specific conditions, while maintaining the excellent characteristics of the propylene-based resin. Although a certain degree of effect of lowering the heating medium pressure at the time of molding can be obtained, there is a trade-off relationship between the fusion property at low temperature and the heat resistance of the propylene-based resin in the expanded particles, and there is still room for improvement. It was something to leave. In addition, the propylene-based resin expanded particles coated with the low melting point resin described in Patent Documents 2 and 3 were able to reduce the heating medium pressure at the time of in-mold molding.
- the present invention is a propylene-based resin foamed particle that can be molded in-mold at a low heating medium pressure, and has excellent fusibility and secondary foaming properties, void-suppressed appearance such as surface smoothness, and fusion between foamed particles
- An object of the present invention is to provide a foamed particle molded body having excellent properties.
- the difference between the melting point of the propylene resin (a2) and the melting point of the propylene resin (a1) [(melting point of a2) ⁇ (melting point of a1)] is 15 ° C. or higher.
- the olefin resin (b) has a melting point (TmB) lower than the melting point (TmA) of the propylene resin composition (a), and the melting point (TmA) and the melting point (TmB) It is a crystalline olefin resin having a difference [TmA ⁇ TmB] of more than 0 ° C. and not more than 80 ° C.
- the olefin resin (b) has a softening point (TsB) lower than the melting point (TmA) of the propylene resin composition (a), and the melting point (TmA) and the softening point (TsB). Difference [TmA-TsB] from 0 ° C. to 100 ° C. or less.
- the propylene-based resin expanded particles have a first DSC curve obtained when the temperature is increased from room temperature to 200 ° C. at a rate of temperature increase of 2 ° C./min by heat flux differential scanning calorimetry.
- a main endothermic peak that exhibits an endothermic peak calorie of 70% to 95% of the total endothermic peak calorific value, and that has a peak temperature of 100 ° C. to 140 ° C., and one endothermic peak on the high temperature side of the main endothermic peak.
- ⁇ 4> The propylene-based resin (a1) or the propylene-based resin obtained by polymerizing the propylene-based resin (a1) and the propylene-based resin (a2) in the presence of a metallocene-based polymerization catalyst.
- ⁇ 3> The propylene-based resin expanded particles according to any one of ⁇ 3>.
- the propylene resin (a1) is a propylene random copolymer obtained by polymerization in the presence of a metallocene polymerization catalyst, and the propylene resin (a2) is a propylene copolymer ⁇ 1
- ⁇ 6> The propylene-based resin expanded particle according to any one of ⁇ 1> to ⁇ 5>, wherein the propylene-based resin composition (a) has a flexural modulus of 800 MPa to 1200 MPa.
- the content of the propylene resin (a1) is more than 90% by weight and 98% by weight or less, and the content of the propylene resin (a2) is 2% by weight.
- ⁇ 8> The propylene-based resin expanded particles according to any one of ⁇ 1> to ⁇ 7>, wherein the olefin-based resin (b) is a propylene-based resin obtained by polymerization in the presence of a metallocene-based polymerization catalyst. It is.
- olefin-based resin (b) is an ethylene-based resin obtained by polymerization in the presence of a metallocene-based polymerization catalyst. It is.
- a propylene-based resin foam having excellent heat resistance, chemical resistance, durability, toughness, and creep properties, it is possible to perform in-mold molding at a low heating medium pressure.
- Propylene-based resin expanded particles excellent in foamability, and good propylene-based resin expanded particles formed by suppressing voids and having excellent appearance such as surface smoothness and excellent fusion property between the expanded particles can be provided.
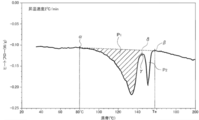
- the first DSC curve obtained by heat flux differential scanning calorimetry using the propylene-based resin expanded particles of Example 1 of the present invention as a measurement sample under a temperature increase rate condition of 2 ° C./min is shown.
- the first DSC curve obtained by the heat flux differential scanning calorimetry using the propylene-based resin expanded particles of Example 1 of the present invention as a measurement sample under a temperature increase rate condition of 10 ° C./min is shown.
- FIG. 2 shows a second DSC curve obtained by heat flux differential scanning calorimetry using the propylene-based resin expanded particles of Example 1 of the present invention as a measurement sample and a temperature rising rate condition of 10 ° C./min.
- the propylene-type resin expanded particle which has the foamed core layer comprised by the propylene-type resin composition of this invention, and the coating layer comprised by the olefin resin which covers this core layer.
- the propylene-based resin expanded particles are propylene-based resin expanded particles having a foamed core layer composed of the propylene-based resin composition (a) and a coating layer composed of the olefin-based resin (b),
- the propylene resin composition (a) satisfies the following (i) and (ii) below, and the olefin resin (b) satisfies the following (iii) or (iv) below.
- (I) A mixture of 75% to 98% by weight of a propylene resin (a1) having a melting point of 100 ° C. to 140 ° C. and 25% to 2% by weight of a propylene resin (a2) having a melting point of 140 ° C. to 165 ° C.
- the olefin resin (b) has a melting point (TmB) lower than the melting point (TmA) of the propylene resin composition (a), and the melting point (TmA) and the melting point (TmB) It is a crystalline olefin resin having a difference [TmA ⁇ TmB] of more than 0 ° C.
- the olefin resin (b) has a softening point (TsB) lower than the melting point (TmA) of the propylene resin composition (a), and the melting point (TmA) and the softening point (TsB). Difference [TmA-TsB] from 0 ° C. to 100 ° C. or less.
- the propylene-based resin expanded particle molded body of the present invention is formed by molding the propylene-based resin expanded particle of the present invention in a mold.
- Propylene resin expanded particles expanded particlesPropylene resin composition
- Resin composition a): Resin composition
- the foamed particles of the present invention satisfy the above-described structural requirements, so that even when molding in a mold under a low heating medium pressure condition, the machine has excellent both fusion and secondary foaming properties and sufficient compression strength.
- the reason why the molded foamed particle molded article exhibits sufficient mechanical properties, excellent fusion property between the foamed particles, and appearance is presumed to be as follows.
- the expanded particle of the present invention first has a core layer and a coating layer.
- the melting point (TmB) or softening point (TsB) of the olefin resin (b) constituting the coating layer is lower than the melting point (TmA) of the propylene resin composition (a) constituting the core layer.
- the olefin resin (b) acts as an adhesive for fusing the foamed particles together, and the foamed particles can be bonded to each other during molding in a mold under a low heating medium pressure condition. It is excellent in the fusing property.
- the core layer contains at least two types of propylene resins (a1, a2) having different melting points as main components, and the resin (a1) and the resin (a2) have a low melting point ( a1) is contained more in a specific range than the high-melting point resin (a2). Therefore, the foamed particles containing the resin (a2) with high mechanical strength are subjected to in-mold molding under a low heating medium pressure condition.
- the secondary foamability of the expanded particles can be ensured. That is, the first and second constituent requirements described above are to adjust the fusibility of the foamed particles and the secondary foaming behavior, which are important in in-mold molding, by distinguishing them by the resin composition of the core layer and the coating layer. This makes it possible for the propylene-based resin composition (a) containing the resin (a2) having high mechanical strength in the core layer to have good secondary foamability of the foamed particles during in-mold molding under low heating medium pressure conditions. Has been secured.
- the voids between the foamed particles can be easily filled during molding in the mold, and void generation can be suppressed and a foamed particle molded body with excellent appearance can be obtained.
- the fusibility between the expanded particles is further strengthened.
- the foamed particles obtained by mixing conventional high melting point and low melting point propylene-based resins it was impossible to distinguish and adjust the behavior of fusibility and secondary foaming. In-mold molding is possible at low heating medium pressure conditions at the expense of physical properties, or conversely, high mechanical properties must be obtained at the expense of in-mold molding at low heating medium pressure conditions. In other words, it was impossible to bring out the performance of both.
- the core layer is not a composition containing the resin (a1) and the resin (a2) in a specific range as in the present invention.
- the core layer is not a composition containing the resin (a1) and the resin (a2) in a specific range as in the present invention.
- FIG. 4 shows an example of the propylene-based resin expanded particles of the present invention.
- the propylene-based resin expanded particles of the present invention have a core layer 2 and a coating layer 4 that covers the core layer 2 as shown in FIG. 4 as a specific example.
- the foamed particles may have an intermediate layer between the core layer and the coating layer, for example, within a range where the object and effect of the present invention can be achieved. It is preferable to simply make the core layer and the coating layer.
- covers a core layer does not need to cover the surrounding whole surface of a core layer, for example, a coating layer may coat
- the core layer includes the propylene-based resin composition (a) and is in a foamed state.
- being in a foamed state means having a cell structure, and means a cell structure that sufficiently contributes to light weight so that the expanded particles have a general apparent density described later.
- the coating layer covering the core layer may be in a foamed state or not in a foamed state, but is preferably in a non-foamed state.
- the non-foamed state means not only a state in which no bubbles are present in the layer (including a state in which the formed bubbles are melted and destroyed and the bubbles are extinguished), but a very small amount of bubbles are present.
- the case of substantially non-foaming state is also included.
- the propylene resin composition (a) comprises (i) 75% by weight to 98% by weight of a propylene resin (a1) having a melting point of 100 ° C. to 140 ° C. (Wherein the total of the propylene resin (a1) and the propylene resin (a2) is 100% by weight), and (ii) the propylene resin (a2) and propylene
- the difference in melting point from the resin (a1) [(melting point of a2) ⁇ (melting point of a1)] is 15 ° C. or higher.
- the propylene-based resin composition (a) includes at least the low melting point resin (a1) and the high melting point resin (a2), and the resin (a1) and the resin (a2) are contained in 100% by weight in total.
- the content of (a1) is 75% to 98% by weight, and the content of resin (a2) is 25% to 2% by weight.
- the melting point Tm a1 of the resin (a1) is 100 ° C. ⁇ Tm a1 ⁇ 140
- the melting point Tm a2 of the resin (a2) is 140 ° C. ⁇ Tm a2 ⁇ 165
- the melting point difference ⁇ Tm a2 ⁇ 1 is 15 ° C. ⁇ ⁇ Tm a2-1 .
- Expanded particles having a relatively high mechanical strength because the content of the resin (a1) on the low melting point side is 75% by weight to 98% by weight in the total 100% by weight of the resin (a1) and the resin (a2).
- the secondary foamability of the foamed particles at the time of in-mold molding under a low heating medium pressure condition is improved. Furthermore, the effect of improving the secondary foaming property, combined with the presence of the specific coating layer, further improves the fusibility of the foamed particles.
- the obtained foamed particle molded article exhibits sufficient mechanical strength, and is excellent in appearance and fusibility between the foamed particles.
- the content of the resin (a1) is preferably 80% by weight to 98% by weight, more preferably 85% by weight to 98% by weight, and particularly preferably more than 90% by weight and 98% by weight or less.
- the content of the resin (a2) is preferably 2% by weight to 20% by weight, more preferably 2% by weight to 15% by weight, and particularly preferably 2% by weight or more and less than 10% by weight.
- the propylene-based resin refers to a resin having a propylene-derived structural unit as a main structural unit.
- the main structural unit means a structural unit whose content in the polymer exceeds 50% by weight, preferably a structural unit exceeding 80% by weight.
- a propylene-type resin composition means resin which has resin which consists of propylene-type resin (a1) and propylene-type resin (a2) as a main component.
- the main component means that the content in the resin composition exceeds 50% by weight, and preferably exceeds 80% by weight.
- the melting point Tm a1 of the low melting point resin (a1) is 100 ° C. ⁇ Tm a1 ⁇ 140 ° C.
- the specific blending ratio of the resin (a1) and the resin (a2) in the present invention, the resin (a1) ) And the specific melting point difference between the resin (a2) and the like the effect of improving the secondary foamability of the foamed particles can be obtained.
- Tm a1 is preferably 110 ° C. ⁇ Tm a1 ⁇ 140 ° C., more preferably 120 ° C. ⁇ Tm a1 ⁇ 140 ° C., more preferably 125 ° C. ⁇ Tm a1 ⁇ 140 ° C., and 130 ° C.
- Tm a2 is preferably 145 ° C. ⁇ Tm a2 ⁇ 165 ° C., more preferably 145 ° C. ⁇ Tm a2 ⁇ 165 ° C., more preferably 150 ° C. ⁇ Tm a2 ⁇ 165 ° C., 150 ° C. It is particularly preferable that ⁇ Tm a2 ⁇ 160 ° C.
- the difference [Tm a2 ⁇ Tm a1 ] ( ⁇ Tm a2-1 ) between the melting points of the propylene resin (a2) and the propylene resin (a1) is 15 ° C. or more. Since ⁇ Tm a2-1 is 15 ° C. or higher, the mechanical strength and secondary foaming properties of the foamed particles are combined with conditions such as a specific blending ratio of the resin (a1) and the resin (a2). The purpose of the period is achieved.
- ⁇ Tm a2-1 is preferably 15 ° C. to 30 ° C., more preferably 15 ° C. to 25 ° C., and particularly preferably 15 ° C. to 23 ° C.
- the melting point of the resin is measured by the method described in “When melting temperature is measured after performing a certain heat treatment” in JIS K7121 (1987) using a heat flux differential scanning calorimetry (heat flux DSC measurement) apparatus. It is a value measured at a temperature rising rate of 10 ° C./min.
- the “DSC curve obtained by measuring the melting point by heat flux differential scanning calorimetry after performing a certain heat treatment” is referred to as “second DSC curve obtained by heat flux differential scanning calorimetry”.
- An example of the second DSC curve obtained by heat flux differential scanning calorimetry is shown in FIG. FIG.
- Example 3 is a second DSC curve obtained by heat flux differential scanning calorimetry using the propylene-based resin expanded particles of Example 1 of the present invention as a measurement sample under a temperature rising rate condition of 10 ° C./min.
- the value indicated by Tm in FIG. 3 is the melting point of the resin.
- the MFR of the resin (a1) is preferably 1 g / 10 min to 100 g / 10 min, more preferably 2 g / 10 min to 50 g / 10 min.
- the MFR of the resin (a2) is preferably 0.1 g / 10 min to 50 g / 10 min, and more preferably 0.2 g / 10 min to 20 g / 10 min.
- the MFR of the propylene-based resin and the propylene-based resin composition is a value measured under test condition M (temperature 230 ° C., load 2.16 kg) of JIS K7210 (1999).
- the MFR of the ethylene-based resin is a value measured under test condition D (temperature 190 ° C., load 2.16 kg) of JIS K7210 (1999).
- the resin (a1) and the resin (a2) are propylene-based resins that satisfy the above-described conditions (i) and (ii), a propylene homopolymer may be used, and a structural unit derived from propylene; It may be a propylene-based copolymer containing other structural units.
- the propylene-based copolymer preferably contains 70% by weight or more, more preferably 80% by weight to 99.5% by weight, of structural units derived from propylene in the copolymer.
- the melting point of the resin is controlled by the selection of the catalyst type in the synthesis of the resin, the selection of the copolymer component, the adjustment of the content of the copolymer component, the adjustment of the crystallinity, etc., but the resin (a1) and The resin (a2) may be selected with reference to the melting point described in the catalog of propylene resins marketed by raw material manufacturers.
- the resin (a1) can be easily selected from propylene copolymers obtained with a metallocene polymerization catalyst.
- the propylene-based copolymer comprises a copolymer of propylene and ethylene or / and an ⁇ -olefin having 4 to 20 carbon atoms.
- the propylene-based copolymer may be a binary copolymer such as a propylene-ethylene random copolymer or a propylene-1-butene random copolymer, or a ternary such as a propylene-ethylene-butene random copolymer.
- a copolymer may also be used.
- the total content of comonomer components such as ethylene and / or ⁇ -olefin having 4 to 20 carbon atoms in the propylene-based copolymer is preferably 30% by weight or less, more preferably 0.01% by weight to 20% by weight. .
- the resin (a1) is a random copolymer of propylene and ethylene or / and 1-butene from the viewpoint of adjusting the secondary foamability, mechanical properties, etc. of the foamed particles according to the intended purpose. preferable. Accordingly, preferred specific examples of the resin (a1) include a propylene-ethylene random copolymer, a propylene-1-butene random copolymer, a propylene-ethylene-1-butene random copolymer, and the like.
- the resin (a1) is a propylene-based copolymer
- the total content of comonomer components in the resin (a1) is 0.1% to 15% by weight from the viewpoint of the melting point and mechanical properties, and is further 0%.
- the resin (a1) for example, a propylene-ethylene random copolymer, a propylene-1-butene random copolymer, a propylene-ethylene obtained by copolymerizing propylene and a comonomer using a metallocene polymerization catalyst.
- a 1-butene random copolymer is more preferable from the viewpoint of obtaining a low melting point without greatly deteriorating mechanical properties.
- the resin (a1) obtained using the metallocene polymerization catalyst is excellent in compatibility with the resin (a2), and is particularly preferable from the viewpoint of suppressing deterioration of the mechanical properties of the resin composition (a). It is mentioned as a thing.
- Resin (a2) can be easily selected from general-purpose propylene resins.
- the total content of propylene homopolymer, block copolymer of propylene and ethylene or / and ⁇ -olefin having 4 to 20 carbon atoms, and comonomer component is preferably 0.01% by weight to 10% by weight,
- a random copolymer of 0.05% to 5% by weight of propylene and ethylene or / and an ⁇ -olefin having 4 to 20 carbon atoms is exemplified.
- the resin (a2) is excellent in compatibility with the resin (a1) and can be expected to improve the mechanical properties and secondary foamability of the obtained foamed particles. Or, and / or a random copolymer with 1-butene is preferred.
- the polymerization catalyst used when the resin (a1) and the resin (a2) are polymerized various organometallic complexes having performance as a polymerization catalyst can be used.
- a Ziegler-Natta polymerization catalyst, a metallocene polymerization catalyst, or the like is used.
- the Ziegler-Natta polymerization catalyst is an organometallic complex in which titanium, aluminum, magnesium, or the like is used as a nuclear element and a part or all thereof is modified with an alkyl group.
- a metallocene polymerization catalyst (also referred to as a homogeneous catalyst) is a simple organometallic complex in which a transition metal such as zirconium, titanium, thorium, lutetium, lanthanum, or iron or boron is used as a core element and is modified with a cyclopentane ring or the like.
- a transition metal such as zirconium, titanium, thorium, lutetium, lanthanum, or iron or boron
- the combined system of the said organometallic complex, methylalumoxane, etc. can also be used.
- the metallocene polymerization catalyst is preferable from the viewpoint of increasing the mechanical properties of the foamed particle molded body, and the resin (a1), or the resin (a1) and the resin (a2) are metallocene-based.
- a propylene resin obtained by polymerization in the presence of a polymerization catalyst is preferred.
- the resin (a1) and the resin (a2) are propylene copolymers
- the resin (a1) is a propylene random copolymer obtained by polymerizing in the presence of a metallocene polymerization catalyst
- the resin (A2) is preferably a propylene-based copolymer.
- the resin (a2) may be a polymer using a metallocene polymerization catalyst or a polymer using a polymerization catalyst other than the metallocene polymerization catalyst.
- the accuracy of the calorimetric analysis can be improved as compared with the case where measurement is performed at a heating rate of 10 ° C./min. It is considered that the endothermic peak obtained can be used as an indicator of the compatible state of the resin (a1) and the resin (a2) of the core layer constituting the expanded particles. As described above, the expanded particles in which one endothermic peak appears on the high temperature side of the main endothermic peak are good in the compatibility between the resin (a1) and the resin (a2). From the viewpoint of further improving the properties.
- the heat flux differential scanning calorimetry of the propylene-based resin expanded particles is performed by the above procedure except that the temperature rising rate is measured at 10 ° C./min, and the main endothermic peak obtained by the measurement is measured.
- a method of controlling secondary foamability and dimensional stability at the time of in-mold molding of foamed particles by adjusting the heat quantity of the endothermic peak existing on the high temperature side is adopted.
- the propylene-based resin expanded particles of the present invention are the first obtained when the temperature is increased from room temperature (approximately 25 ° C.) to 200 ° C. at a rate of temperature increase of 10 ° C./min by heat flux differential scanning calorimetry.
- the DSC curve shows an endothermic peak calorie of 70% to 95% of the total endothermic peak calorific value, and a main endothermic peak having a peak temperature of 100 ° C. to 140 ° C. on the higher end side of the main endothermic peak. It is preferable that an endothermic peak appears. Further, the total amount of heat (the hatched portion of the peak represented by P2 in FIG. 2) of all endothermic peaks (hereinafter also referred to as high temperature peaks) appearing on the high temperature side of the main endothermic peak is 5 to 20 J / g, It is preferably adjusted to 8 to 18 J / g.
- Example 1 of the present invention 1 to 3 mg of the propylene-based resin expanded particles obtained in Example 1 of the present invention to be described later is used as a sample, and from a normal temperature at a temperature rising rate of 2 ° C./min with a heat flux differential scanning calorimeter.
- the first DSC curve obtained when heated to 200 ° C. is shown in FIG.
- P 1 and P 2 each show an endothermic peak.
- the total endothermic peak calorific value (hereinafter sometimes referred to as “ ⁇ H”) of the first DSC curve in the present invention is determined as follows. As shown in FIG. 1, a line segment ( ⁇ ) connecting the point ⁇ corresponding to 80 ° C.
- the total endothermic peak heat ( ⁇ H) J / g is preferably in the range of 40 J / g to 120 J / g, more preferably in the range of 45 J / g to 100 J / g, and particularly 45 J / g. It is preferably in the range of -85 J / g.
- the expanded particles of the present invention preferably have one endothermic peak that appears on the high temperature side of the main endothermic peak on the first DSC curve.
- the amount of heat such as the main endothermic peak is described below. It can be determined by a partial area analysis method.
- a line segment ( ⁇ ) connecting the point ⁇ corresponding to 80 ° C. on the DSC curve and the point ⁇ on the DSC curve corresponding to the melting end temperature Te of the resin is drawn.
- a straight line parallel to the vertical axis of the graph is drawn from the upper point ⁇ , and a point that intersects the line segment ( ⁇ ) (intersection of the straight line ⁇ - ⁇ and a perpendicular line from ⁇ ) is defined as ⁇ .
- the point ⁇ is obtained as the point at the deepest valley among the points in the DSC curve between the peak P 1 and the peak P 2 .
- the line segment ( ⁇ ) obtained by the above operation becomes each peak boundary line when determining the endothermic peak area. Therefore, the area of each peak corresponding to the amount of heat of the endothermic peak in the peak P 1, is surrounded by the DSC curve shows a peak P 1, a line segment ( ⁇ - ⁇ ), and the line segment ( ⁇ - ⁇ )
- the peak P 2 is defined as the area surrounded by the DSC curve indicating the peak P 2 , the line segment ( ⁇ ), and the line segment ( ⁇ ).
- the calorific value (J / g) of each peak is mechanically calculated by the differential scanning calorimeter based on the area of each peak determined as described above.
- the reason why the point ⁇ on the DSC curve is the point corresponding to the temperature of 80 ° C. is that the point corresponding to 80 ° C. is the starting point.
- a baseline that ends at the point corresponding to the melting end temperature is suitable for stably obtaining the heat quantity of the endothermic peak with good reproducibility.
- the partial area analysis method was demonstrated based on the DSC curve (FIG.
- FIG. 3 shows a second DSC curve obtained by heat flux differential scanning calorimetry using the propylene-based resin expanded particles of Example 1 of the present invention as a measurement sample under a temperature rising rate condition of 10 ° C./min.
- the flexural modulus of the resin composition (a) is preferably 800 MPa to 1200 MPa. When the flexural modulus of the resin composition (a) is within such a range, the strength of the foamed particle molded body obtained by molding the foamed particles can be increased.
- the flexural modulus of the resin composition (a) is more preferably 850 MPa to 1100 MPa, and further preferably 900 MPa to 1050 MPa.
- the bending elastic modulus of the resin composition (a) is obtained by preparing a test piece (test piece dimensions: length 80 mm, width 10 mm, thickness 4 mm) by injection molding based on JIS K 7171 (2008). Can do.
- the resin composition (a) constituting the core layer of the expanded particles of the present invention may contain other resin components, additives and the like within the range in which the effects of the present invention are achieved. Therefore, the core layer comprised by the propylene-type resin composition (a) is not limited to what consists only of a resin composition (a).
- Examples of other resin components include high-density polyethylene, low-density polyethylene, linear low-density polyethylene, linear ultra-low-density polyethylene, ethylene-vinyl acetate copolymer, ethylene-acrylic acid copolymer, ethylene- Ethylene resins such as methacrylic acid copolymer, or styrene resins such as polystyrene and styrene-maleic anhydride copolymer, ethylene-propylene rubber, ethylene-1-butene rubber, propylene-1-butene rubber, ethylene-propylene- Rubbers such as diene rubber, isoprene rubber, neoprene rubber, nitrile rubber, styrene-butadiene-styrene block copolymer, styrene-isoprene-styrene block copolymer, hydrogenated product of styrene-butadiene-sty
- resins, rubbers, or elastomers can be used in combination of two or more.
- the total content of the other resin components is approximately 20 parts by weight or less with respect to a total of 100 parts by weight of the resin (a1) and the resin (a2). It is preferable to adjust to 15 parts by weight or less, particularly 10 parts by weight or less.
- Additives include bubble regulators such as zinc borate, antistatic agents, conductivity imparting agents, lubricants, antioxidants, ultraviolet absorbers, flame retardants, metal deactivators, pigments, dyes, crystal nucleating agents, or Various additives, such as an inorganic filler, are mentioned, and these can be contained in the resin composition (a) as desired.
- the content of the additive varies depending on the purpose of addition, it is 25 parts by weight or less, preferably 15 parts by weight or less, more preferably 8 parts by weight or less with respect to 100 parts by weight of the total of the resin (a1) and the resin (a2). Yes, 5 parts by weight or less is most preferable.
- the resin (a1) and the resin (a2) are preferably non-crosslinked propylene resins from the viewpoints of recyclability, foamed particle productivity, and the like.
- the resin composition (a) can be obtained, for example, by charging the resin (a1) and the resin (a2) and other resin components and additives that may be included as necessary into a kneader and mixing them. At this time, it is preferable to mix the resin (a1) and the resin (a2) so as to be sufficiently uniform.
- the mixing of the resin (a1) and the resin (a2) is usually preferably performed by heating to a temperature at which both resins are melted and kneading with an extruder having high kneading properties such as a biaxial kneader.
- a melt of the resin (b), which will be described later is laminated and merged into the kneaded product in a die and coextruded in a string shape from an extruder, and this is made to an appropriate length.
- a coating layer is a layer which coat
- the olefin resin (b) satisfies (iii) or (iv). That is, the olefin resin (b) is crystalline or amorphous.
- the olefin resin (b) is a crystalline olefin resin
- the olefin resin (b) has a melting point (TmB) lower than the melting point (TmA) of the (iii) propylene resin composition (a), and that the difference between the melting point (TmA) and the melting point (TmB) [TmA-TmB] ( ⁇ Tm a-B) is less than 80 ° C. exceed 0 ° C..
- the olefin resin (b) is an amorphous olefin resin
- the olefin resin (b) has a softening point (TsB) lower than the melting point (TmA) of the (iv) propylene resin composition (a).
- TsB softening point
- the difference [TmA ⁇ TsB] ( ⁇ T mA ⁇ sB ) between the melting point (TmA) and the softening point (TsB) is more than 0 ° C. and not more than 100 ° C.
- the softening point (TsB) or the melting point (TmB) of the resin (b) is lower than the melting point (TmA) of the resin composition (a), when foamed particles are used for in-mold molding, the foamed particles are fused together. Excellent in properties.
- the resin (b) is a crystalline olefin resin, ⁇ Tm A-B that is 0 °C ⁇ Tm A-B ⁇ 80 °C, excellent fusibility of the expanded beads.
- ⁇ Tm A-B is preferably from 5 ° C.
- ⁇ ⁇ a Tm A-B ⁇ 60 °C, more preferably from 7 °C ⁇ ⁇ Tm A-B ⁇ 50 °C, 10 °C ⁇ ⁇ Tm A-B It is particularly preferred that ⁇ 40 ° C.
- ⁇ T mA-sB is 0 ° C. ⁇ T mA-sB ⁇ 100 ° C., so that the fused property of the expanded particles is excellent.
- ⁇ T mA-sB is preferably 10 ° C. ⁇ ⁇ T mA-sB ⁇ 80 ° C., more preferably 15 ° C. ⁇ ⁇ T mA-sB ⁇ 75 ° C., 20 ° C ⁇ ⁇ T mA-sB It is particularly preferred that ⁇ 70 ° C.
- the olefin resin (b) refers to a resin having a structural unit derived from ⁇ -olefin such as ethylene, propylene and 1-butene as a main structural unit.
- the main structural unit means a structural unit whose content in the polymer exceeds 50% by weight, preferably a structural unit exceeding 80% by weight.
- (b1) a homopolymer of ethylene or ⁇ -olefin
- (b2) a copolymer of two or more monomer components selected from ethylene and ⁇ -olefin
- (b3) ethylene or / and ⁇ -olefin, and styrene
- the copolymer may be a random copolymer or a block copolymer.
- the resin (b) is a copolymer
- the total content of structural units derived from ethylene and ⁇ -olefin in the copolymer is preferably 70% by weight or more, and preferably 80% by weight or more. More preferred.
- Whether the resin (b) is crystalline or amorphous can be confirmed by a DSC curve obtained by performing heat flux differential scanning calorimetry using the resin (b) as a sample. In some cases, an endothermic peak appears on the DSC curve, and when it is amorphous, no endothermic peak appears on the DSC curve.
- Examples of (b1) ethylene or ⁇ -olefin homopolymers include ethylene resins, propylene resins, butene resins, and the like.
- Examples of the copolymer composed of ethylene or / and ⁇ -olefin and other monomer components such as styrene include ethylene-styrene copolymer and ethylene-vinyl acetate copolymer.
- (B2) preferably contains at least one of a structural unit derived from ethylene and a structural unit derived from propylene.
- the structural unit derived from ethylene or / and ⁇ -olefin is preferably a structural unit derived from ethylene or / and a structural unit derived from propylene.
- Resin (b) can be polymerized using various polymerization catalysts.
- the polymerization catalyst include Ziegler-Natta polymerization catalysts and metallocene polymerization catalysts that can be used for the synthesis of the resin (a1) and the resin (a2).
- a metallocene polymerization catalyst is preferable from the viewpoint of obtaining an olefin resin having a low melting point or a low softening point which is excellent in fusibility.
- the resin (b) is preferably a propylene-based resin obtained by polymerization in the presence of a metallocene-based polymerization catalyst from the viewpoint of particularly excellent fusibility of the foamed particles and mechanical strength.
- the resin (b) is preferably an ethylene resin obtained by polymerization in the presence of a metallocene polymerization catalyst from the viewpoint of the best fusing property of the expanded particles.
- the propylene-based resin means a (co) polymer of (b1) to (b3) whose main structural unit is a structural unit derived from propylene.
- the copolymer (b2) is preferable, and a propylene-ethylene copolymer is more preferable.
- the ethylene-based resin means a (co) polymer of (b1) to (b3) in which a structural unit derived from ethylene is a main structural unit.
- the copolymer (b2) is preferable, and linear low density polyethylene and linear ultra-low density polyethylene are more preferable.
- the resin (b) constituting the coating layer of the expanded particles of the present invention is added within the range where the effects of the present invention can be achieved, and other resin components and additions described as components that the resin composition (a) can contain An agent etc. can be contained. Therefore, the coating layer comprised by resin (b) is not limited to what consists only of resin (b).
- the total content of other resin components in the coating layer is preferably adjusted to approximately 20 parts by weight or less, more preferably 15 parts by weight or less, and particularly preferably 10 parts by weight or less with respect to 100 parts by weight of the resin (b). It is preferable to do.
- the content of the additive in the coating layer varies depending on the purpose of the addition, it is preferably adjusted to 25 parts by weight or less, further 20 parts by weight or less, and further 15 parts by weight with respect to 100 parts by weight of the resin (b) Hereinafter, it is particularly preferable to adjust to 8 parts by weight or less.
- the thickness of the coating layer is preferably 1 ⁇ m to 50 ⁇ m, more preferably 2 ⁇ m to 20 ⁇ m, from the viewpoints of fusibility during in-mold molding and mechanical properties of the resulting foamed particle molded body.
- the thickness is preferably 3 ⁇ m to 10 ⁇ m.
- the method for producing foamed particles according to the present invention includes, for example, producing a multilayer resin particle having a core layer and a coating layer even in a resin particle for obtaining a foamed particle, and the core layer in the obtained multilayer resin particle is obtained. It can be manufactured by foaming. In this case, foaming of the coating layer can be suppressed in the foaming step of the multilayer resin particles by making the thickness of the coating layer of the resin particles smaller than the average cell diameter of the foamed particles.
- the multi-layer resin particles may be prepared by known methods such as those described in Japanese Patent Publication No. 41-16125, Japanese Patent Publication No. 43-23858, Japanese Patent Publication No. 44-29522, Japanese Patent Publication No.
- 60-185816 60-185816, and the like. It can be produced by an extrusion method.
- a core layer forming extruder and a coating layer forming extruder are used and connected to a coextrusion die.
- a required resin and an additive as necessary are melt-kneaded in a core layer forming extruder, and a required resin and an additive are melt-kneaded in a coating layer forming extruder as required.
- Each melt-kneaded product is merged in the die to form a multilayer structure comprising a cylindrical core layer and a coating layer covering the outer surface of the core layer, and a die attached to the die outlet at the tip of the extruder.
- Multi-layer resin particles are produced by co-extrusion in the form of strands from the pores and cutting with a pelletizer so that the weight of the resin particles becomes a predetermined weight.
- Examples of the shape of the multilayer resin particles used in the present invention include a columnar shape, a rugby ball shape, and a spherical shape. Foamed particles obtained by foaming such multi-layered resin particles are formed into a shape generally corresponding to the shape of the resin particles before foaming, or formed into a spherical shape by a known spheronization treatment.
- the average weight per multi-layer resin particle is preferably 0.05 mg to 10.0 mg, particularly preferably 0.1 mg to 5.0 mg.
- the average weight of the expanded particles can be adjusted by adjusting the average weight per one resin particle for obtaining the expanded particles to the average weight per one expanded foam particle. From the viewpoint of in-mold moldability, the average weight per foamed particle is also 0.05 mg to 10.0 mg, particularly 0.1 mg to 5.0 mg. preferable.
- the weight ratio of the core layer to the coating layer is generally 99.7: 0.3 to 75:25, preferably 98: 2 to 80:20. More preferably, it is 97: 3 to 85:15, and more preferably 97: 3 to 90:10.
- the weight ratio of the coating layer of the multilayer resin particles is in the above range, the fusion property at the time of in-mold molding is excellent, and the mechanical properties of the obtained foamed particle molded body are particularly good.
- the thickness of the coating layer of the multilayer resin particles of the present invention when the multilayer resin particles are foamed, bubbles can be hardly generated in the coating layer, and the mechanical properties of the finally obtained foamed particle molded body From the viewpoint of improving the thickness, it is preferable that the thickness is thinner. On the other hand, it is preferable to consider the lower limit from the viewpoint of improving the fusion property of the obtained foamed particles. Accordingly, the thickness of the coating layer of the multilayer resin particles is preferably 1 ⁇ m to 50 ⁇ m, more preferably 2 ⁇ m to 20 ⁇ m, and particularly preferably 3 ⁇ m to 10 ⁇ m.
- the thickness of the coating layer of the multilayer resin particles is measured as follows.
- the multilayer resin particles are divided into two equal parts so that a cross-section surrounded by the coating layer is obtained, and the cross-sectional resin particles are measured by a photograph taken under a microscope so that the entire cross-section is accommodated. Specifically, a straight line is drawn on the photograph so that the cross section is approximately bisected, and further, a straight line perpendicular to the straight line and passing through the center of the resin particle is drawn, and these straight lines pass through the coating layer.
- the arithmetic average thereof is defined as the thickness of the coating layer of one multilayer resin particle.
- This operation is performed on 10 randomly extracted multi-layer resin particles, and the value obtained by arithmetically averaging the thickness of the 10 multi-layer resin particles is the coating of the multi-layer resin particles in this specification. Let it be the thickness of the layer.
- the thickness of the coating layer portion of the expanded particles is also measured by the same method.
- the multilayer resin particles can be produced by adding a colorant to the resin constituting the coating layer in advance.
- the multilayer resin particles composed of the core layer and the coating layer are dispersed in an aqueous medium (usually water) in a pressurizable sealed container (for example, an autoclave).
- a pressurizable sealed container for example, an autoclave.
- the contents together with the aqueous medium from the pressurized container are lower than the container internal pressure (usually (This method is hereinafter referred to as a dispersion medium release foaming method). It is preferable to release by applying back pressure in the container at the time of this release.
- the method for obtaining the foamed particles of the present invention is not limited to the method of foaming the multilayer resin particles described above.
- the resin particles based on the resin composition (a) constituting the core layer are used as the dispersion medium.
- a method of producing foamed particles by foaming by a release foaming method and coating the obtained foamed particles with a resin powder made of the resin (b) is also conceivable.
- the expanded particles obtained by the above method are cured under normal atmospheric pressure, and then stored in a pressurizable sealed container, such as air After performing an operation of increasing the internal pressure of the expanded particles by pressurizing the gas into the container, the expanded particles are taken out of the container and heated again using steam or hot air.
- Foamed particles having a high expansion ratio can be obtained by foaming (this method is hereinafter referred to as a two-stage foaming method).
- the foaming agent is preferably a physical foaming agent.
- the physical blowing agent is not particularly limited, and examples thereof include n-butane, i-butane and mixtures thereof, aliphatic hydrocarbons such as n-pentane, i-pentane and n-hexane, ethyl chloride, 2,3, Organic physical foaming agents such as halogenated hydrocarbons such as 3,3-tetrafluoro-1-propene and trans-1,3,3,3-tetrafluoro-1-propene, carbon dioxide, nitrogen, air, water, etc. These inorganic physical foaming agents can be used alone or in admixture of two or more.
- the main component of the inorganic physical foaming agent is that the inorganic physical foaming agent is 50 mol% or more, preferably 70 mol% or more, more preferably 90 mol% in 100 mol% of the total physical foaming agent. It means that it contains above.
- an organic physical foaming agent or a combination of an inorganic physical foaming agent and an organic physical foaming agent as the organic physical foaming agent, from the viewpoint of compatibility with an olefin resin and foamability.
- N-butane, i-butane, n-pentane and i-pentane are preferably used.
- the amount of the physical foaming agent added is appropriately selected according to the type of propylene-based resin, the type of foaming agent, the apparent density of the target foamed particles, and the like, and cannot be generally limited.
- carbon dioxide is used as the physical foaming agent, 0.1 to 30 parts by weight, preferably 0.5 to 15 parts by weight, more preferably 1 to 10 parts by weight with respect to 100 parts by weight of the propylene resin. Part by weight is used.
- dispersant examples include water-insoluble inorganic substances such as aluminum oxide, tricalcium phosphate, magnesium pyrophosphate, zinc oxide, kaolin, and mica, and water-soluble polymeric protective colloid agents such as polyvinyl pyrrolidone, polyvinyl alcohol, and methyl cellulose.
- water-soluble polymeric protective colloid agents such as polyvinyl pyrrolidone, polyvinyl alcohol, and methyl cellulose.
- Anionic surfactants such as sodium dodecylbenzenesulfonate and sodium alkanesulfonate can also be used.
- the temperature is 20 ° C. lower than the melting point (Tm) of the resin composition (a).
- the temperature is raised to an arbitrary temperature (Ta) in the range of (Tm ⁇ 20 ° C.) or more and less than the melting end temperature (Te), and the temperature (Ta) is maintained for a sufficient time, preferably about 10 to 60 minutes.
- the multilayer resin particles are sealed by heating to an arbitrary temperature (Tb) in the range of 15 ° C. lower than the melting point (Tm) (Tm ⁇ 15 ° C.) to 10 ° C. higher than the melting end temperature (Te + 10 ° C.). It is preferable to discharge from the inside of the container under a low pressure to cause foaming.
- the dispersion medium releasing foaming method it is preferable to set the temperatures Ta and Tb and the holding time as described above, because the size of the high temperature peak of the foamed particles is mainly the above for the resin particles when the foamed particles are produced. This is because it depends on the temperature Ta, the holding time at the temperature, the temperature Tb, and the heating rate.
- the amount of heat at the high temperature peak of the expanded particles tends to increase as the temperature Tb is lower in the temperature range and the holding time at the temperature Ta is longer.
- the heating rate in the foaming step is 0.5 ° C./min to 5 ° C./min.
- the temperature adjustment range at the time of foaming of the resin particle demonstrated above is a suitable temperature range at the time of using an inorganic type physical foaming agent as a foaming agent.
- an organic physical foaming agent is used in combination, the appropriate temperature range depends on the type and amount used due to the plasticizing effect of the organic physical foaming agent on the base resin. There is a tendency to shift to.
- the foamed particles of the present invention obtained by the above method have a structure in which a foamed core layer having a large number of bubbles and a coating layer formed on the surface thereof.
- the apparent density of the entire foamed particles having such a structure is usually in the range of 15 g / L to 300 g / L, and is preferably 20 g / L to 150 g / L, more preferably 25 g from the viewpoint of physical properties of the obtained foamed particle molded body.
- / L to 120 g / L particularly preferably 30 g / L to 100 g / L.
- the apparent density of the expanded particles is measured as follows.
- a foamed particle group with a weight W (g) is submerged in a graduated cylinder containing water using a wire mesh, and the volume V (L) of the foamed particle group is obtained from the rise in the water level, and the weight of the foamed particle group is foamed It is obtained by dividing by the volume of the particle group (W / V).
- the average cell diameter of the expanded particles of the present invention is preferably 50 ⁇ m to 900 ⁇ m from the viewpoints of dimensional stability at the time of in-mold molding, mold pattern transferability, and the like.
- the lower limit of the average cell diameter is more preferably 80 ⁇ m and particularly preferably 100 ⁇ m from the viewpoint of the dimensional stability of the obtained foamed molded article.
- the upper limit is more preferably 500 ⁇ m, more preferably 300 ⁇ m, and particularly preferably 250 ⁇ m from the viewpoint of the appearance of the obtained foamed molded article.
- the molded product of propylene-based resin expanded particles of the present invention is formed by molding the above-described expanded propylene-based resin particles of the present invention in a mold.
- the method for producing a foamed particle molded body obtained by molding the foamed particles of the present invention in-mold can be produced by a known in-mold molding method. For example, a pair of molds are used to mold the foam particles in the mold, the foam particles are filled into a mold cavity under atmospheric pressure or reduced pressure, and the mold is closed to make the mold cavity volume 5 volume% to 50 volume%.
- a method by a cracking molding method for example, Japanese Examined Patent Publication No.
- the foamed particles are pressurized with a pressurized gas such as air to increase the pressure inside the foamed particles, the foamed particles are filled into a mold cavity under atmospheric pressure or reduced pressure, and the mold is closed. It can be molded by a pressure molding method (for example, Japanese Patent Publication No. 51-22951) or the like in which a heating medium such as water vapor is supplied to heat and expand the foamed particles.
- a heating medium such as water vapor is supplied into the mold to heat-fuse the foam particles. It can also be molded by a compression filling molding method (for example, Japanese Patent Publication No. 4-46217).
- a heating medium such as water vapor is then supplied to heat-fuse the foamed particles (for example, Japanese Patent Publication) 6-49795) or a combination of the above methods (for example, Japanese Patent Publication No. 6-22919).
- the density of the foamed particle molded body produced by in-mold molding of the foamed particles of the present invention can be arbitrarily set depending on the purpose, but is usually in the range of 12 g / L to 180 g / L, preferably 15 g / L to 75 g. / L.
- the density of the foamed particle molded body is calculated by dividing the weight (g) of the test piece cut out from the molded body by the volume (L) obtained from the outer dimension of the test piece.
- Examples 1 to 5, Comparative Example 1 and Comparative Example 2 Selection of low melting point propylene resin (resin a1) for core layer 1)
- Low melting point propylene resin 1 An ethylene-propylene random copolymer (ethylene content 2.8% by weight, melting point 135 ° C., melt flow rate 8 g / 10 min) polymerized in the presence of a metallocene polymerization catalyst was used.
- Low melting point propylene resin 3 An ethylene-propylene random copolymer (ethylene content 4.0 wt%, melting point 138 ° C., melt flow rate 8 g / 10 min) polymerized in the presence of a Ziegler-Natta polymerization catalyst was used.
- High melting point propylene resin for core layer
- High melting point propylene resin 1 An ethylene-propylene random copolymer (ethylene content 1.0 wt%, melting point 156 ° C., melt flow rate 7 g / 10 min) polymerized in the presence of a Ziegler-Natta polymerization catalyst was used.
- High melting point propylene resin 2 An ethylene-propylene random copolymer (ethylene content 1.1 wt%, melting point 153 ° C., melt flow rate 6 g / 10 min) polymerized in the presence of a Ziegler-Natta polymerization catalyst was used.
- High melting point propylene resin 3 A homopropylene polymer (melting point: 163 ° C., melt flow rate: 20 g / 10 min) polymerized in the presence of a Ziegler-Natta polymerization catalyst was used.
- High melting point propylene resin 4 An ethylene-propylene random copolymer (ethylene content 2.2 wt%, melting point 146 ° C., melt flow rate 7 g / 10 min) polymerized in the presence of a metallocene polymerization catalyst was used.
- Olefin resin 1 A crystalline ethylene-propylene random copolymer (ethylene content 3.5% by weight, melting point 125 ° C., melt flow rate 7 g / 10 min) polymerized in the presence of a metallocene polymerization catalyst was used.
- Olefin resin 2 A crystalline linear low density polyethylene polymer (melting point: 100 ° C., melt flow rate: 10 g / 10 min) polymerized in the presence of a metallocene polymerization catalyst was used.
- ⁇ Measurement method> 1 The melting point of the resin and the resin composition, and the softening point of the resin.
- the melting point of the resin and the resin composition was determined using JIS K7121 (DSC Q1000) manufactured by TA Instruments Co., Ltd. 1987) “Measured by heat flux DSC” according to the method described in “When melting temperature is measured after performing a certain heat treatment”. In addition, the measurement was performed by heating up from normal temperature to 200 degreeC with the temperature increase rate of 10 degreeC / min.
- the softening point of resin is measured based on A50 method of JIS K7206 (1999) using the VICAT softening tester TM4123 made by Ueshima Seisakusho.
- Density of Molded Body The density of the foamed particle molded body was calculated by dividing the weight (g) of the test piece cut out from the molded body by the volume (L) obtained from the outer dimensions of the test piece. The measurement was performed under atmospheric pressure with an air temperature of 23 ° C. and a relative humidity of 50%.
- the internal pressure of the expanded particles was calculated by converting the increase in weight of the expanded particles after being compressed by compressed air based on the ideal gas equation of state.
- ⁇ Evaluation method> 1 Fusing property of foamed particles
- the foamed particle molded body is bent and fractured, the fracture surface is observed, and the number of fractured foam particles present on the fracture surface is determined as the number of all foam particles present on the fracture surface. The percentage of the value divided by the number of was evaluated as the material destruction rate (%) according to the following criteria.
- B The material destruction rate of the foamed particles when the foamed particle molded body is broken is 30% or more and less than 70%.
- C The material destruction rate of the foamed particles when the foamed particle molded body is broken is less than 30%.
- the surface of the foamed particle molded body was observed with the naked eye and evaluated according to the following criteria.
- Compressive strength of molded body A test piece having a length of 50 ⁇ width of 50 ⁇ thickness of 25 mm was cut out from the foamed particle molded body and subjected to a compression test based on JIS K6767 (1999) at a compression rate of 10 mm / min. 50% of the foamed particle molded body. The compressive stress was determined and evaluated according to the following criteria.
- B The 50% compression stress of the foamed particle molded body is 300 kPa or more and less than 350 kPa.
- C The 50% compressive stress of the foamed particle molded body is less than 300 kPa.
- Resin (a1) and resin (a2) were melt-kneaded at a mixing ratio shown in Table 1 by a single-screw extruder of 65 mm ⁇ .
- the melt-kneaded product is extruded into a strand shape from a small hole in a die attached to the tip of the extruder, cooled in a water tank, cut to a weight of approximately 1 mg, dried, and dried to form particles of the core layer resin composition (Mixed resins 1 to 7) were obtained.
- Each melt-kneaded product is laminated and merged in a coextrusion die so as to have a ratio in the particles shown in the columns of “core layer” and “coating layer” in Table 2, and a die attached to the tip of the extruder.
- core layer and “coating layer” in Table 2
- die attached to the tip of the extruder From the pores, co-extruded in the form of a multilayer strand formed with a coating layer that coats the outer periphery of the core layer in an annular shape, then the strand is water-cooled, and cut with a pelletizer to a weight of approximately 1.5 mg, It dried and obtained the multilayer resin particle.
- the propylene-based resin of the core layer was blended with zinc borate as a foam regulator in a master batch so that the content was 1000 ppm by weight.
- propylene-based resin expanded particles were produced using the multilayer resin particles.
- 1 kg of the multi-layer resin particles obtained as described above was charged into a 5 L airtight container equipped with a stirrer together with 3 L of water as a dispersion medium, and further 0.3 weight of kaolin as a dispersant in the dispersion medium.
- surfactant trade name: Neogen S-20F, manufactured by Daiichi Kogyo Seiyaku Co., Ltd., sodium alkylbenzenesulfonate
- carbon dioxide as a blowing agent as dry ice.
- the addition amount (part by weight) of the dispersant and the surfactant is an amount with respect to 100 parts by weight of the propylene-based resin particles.
- the temperature of the dispersion medium was raised to the foaming temperature of ⁇ 5 ° C. shown in Table 3, and held at that temperature for 15 minutes. Thereafter, the temperature was raised to the foaming temperature shown in Table 3 and held at that temperature for 15 minutes, and then the contents were released under atmospheric pressure while applying the back pressure of the foaming pressure shown in Table 3 with carbon dioxide, -Based resin expanded particles were obtained.
- Table 3 shows the physical properties of the obtained expanded particles.
- the foaming pressure in Table 3 is a gauge pressure [MPa (G)].
- the mixed resin of the core layer was in a good expanded state of a closed cell structure, while the olefin-based resin of the coating layer was as shown in FIG.
- the core layer was coated in a non-foamed state.
- a expanded particle molded body was prepared. First, foamed particles whose internal pressure is adjusted to 0.20 MPa are filled into a flat plate mold having a length of 500 mm ⁇ width of 300 mm ⁇ thickness of 100 mm, and steam is used as a heating medium to perform in-mold molding by pressure molding. A flat foamed particle molded body was obtained.
- the heating method at the time of in-mold molding is that water vapor is supplied for 5 seconds with the drain valves on both sides of the mold opened, and after preliminary heating, the pressure is 0.04 MPa (G) lower than the molding pressure shown in Table 3.
- Table 3 shows the endothermic peak heat quantity and peak apex temperature in the first DSC curve of the expanded particles, and the evaluation results of the expanded particle molded body.
- Example 6 Except for using a flat plate mold having a length of 200 mm, a width of 250 mm, and a thickness of 50 mm in the production of a propylene-based resin expanded particle molded body, the molding pressure was changed to 0.14 MPa (G), and the same as in Example 1 above. An expanded particle molded body was obtained. Table 3 shows the physical properties of the expanded particles and the expanded molded article.
- main / total ratio is obtained from the first DSC curve obtained when the foamed particles were measured by raising the temperature from room temperature to 200 ° C. by heat flux differential scanning calorimetry. It is a value calculated as a ratio [(main endothermic peak heat amount / total endothermic peak heat amount) ⁇ 100] shown in the “main endothermic peak heat amount” column and the “total endothermic peak heat amount” column.
- the main endothermic peak of the expanded particles of Examples 1 to 6 has an endotherm of 70% to 95% with respect to the total endothermic peak heat amount in both cases of the temperature rising rate of 2 ° C./min and 10 ° C./min.
- the peak heat amount was exhibited, and the peak temperature of the endothermic peak was 100 ° C to 140 ° C.
- Table 3 the total endothermic peak calorific value, main endothermic peak apex temperature, main endothermic peak calorific value, main / total ratio, and ratio of main / total end of the expanded particles when the temperature rising rate is 2 ° C./min.
- Each value of the number of endothermic peaks is shown in parentheses. From Table 3, it can be seen that in the examples, a molded article exhibiting sufficient mechanical properties and excellent surface smoothness can be obtained at a molding pressure lower than that of the comparative example.
- Example 3 the number of endothermic peaks appearing on the high temperature side of the main endothermic peak in the heat flux differential scanning calorimetry of the expanded particles under the temperature rising rate condition of 2 ° C./min is shown. From the comparison between Examples 1 to 3 and Example 4, the foamed particle molded body obtained from the foamed particles in which one endothermic peak appears on the high temperature side of the main endothermic peak has a surface smoothness, a fusion property, and a compressive strength. It turns out that it is a thing of a favorable evaluation result in all the physical properties.
- the foamed particles of the present invention are excellent in the fusion property between the foamed particles, and can lower the molding pressure at the time of in-mold molding.
- the foamed particle molded body obtained from the foamed particles is excellent in appearance and has sufficient mechanical properties, for example, a bathtub, a water tank, a temporary toilet, a chair, a waterproof pan, a vehicle panel, a vehicle body, It can be used for ship bodies, floats, surfboards, snowboards, helmets, jet skis, unit baths, marine containers, etc., and it can also be used for new applications such as vehicle door panels and solar power generator enclosures. .
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Crystallography & Structural Chemistry (AREA)
Abstract
Description
そのためオレフィン系樹脂の中でも、耐熱性、耐薬品性、耐久性、靭性、クリープ特性等に優れるプロピレン系樹脂の発泡粒子が注目されている。しかし、プロピレン系樹脂発泡粒子を用いた型内成形においては、プロピレン系樹脂の結晶性、耐熱性に起因して、水蒸気等の加熱媒体の成形圧力が高くなる等の成形加工面において困難性を有し、改良が求められている。
例えば、特許文献1においては、高融点のプロピレン系樹脂により外観、耐熱性、機械的物性を発現しつつ、低融点のプロピレン系樹脂により融解特性を利用して型内成形時における水蒸気の成形圧力を下げるため、高融点のプロピレン系樹脂と低融点のプロピレン系樹脂とを、特定の条件で混合することが示されている。
また、例えば、特許文献2及び3においては、プロピレン系樹脂発泡粒子の型内成形時における水蒸気の成形圧力を下げるために、芯層を低融点の樹脂にて被覆したプロピレン系樹脂発泡粒子を用いることが開示されている。
本発明は、低い加熱媒体圧力での型内成形が可能な、融着性、二次発泡性に優れるプロピレン系樹脂発泡粒子、ボイドが抑制され表面平滑性等の外観、発泡粒子相互の融着性に優れる発泡粒子成形体を提供することを目的とする。
<1> プロピレン系樹脂組成物(a)により構成される発泡状態の芯層と、オレフィン系樹脂(b)により構成される被覆層とを有するプロピレン系樹脂発泡粒子であって、
前記プロピレン系樹脂組成物(a)が下記(i)及び下記(ii)を満足し、前記オレフィン系樹脂(b)が下記(iii)又は下記(iv)を満足するプロピレン系樹脂発泡粒子。
(i)融点100℃~140℃のプロピレン系樹脂(a1)75重量%~98重量%と、融点140℃~165℃のプロピレン系樹脂(a2)25重量%~2重量%との混合物であること〔但し、前記プロピレン系樹脂(a1)と前記プロピレン系樹脂(a2)との合計は100重量%である〕。
(ii)前記プロピレン系樹脂(a2)の融点と前記プロピレン系樹脂(a1)の融点との差[(a2の融点)-(a1の融点)]が15℃以上であること。
(iii)オレフィン系樹脂(b)が、前記プロピレン系樹脂組成物(a)の融点(TmA)よりも低い融点(TmB)を有し、かつ該融点(TmA)と該融点(TmB)との差[TmA-TmB]が0℃を超え80℃以下である結晶性オレフィン系樹脂であること。
(iv)オレフィン系樹脂(b)が、前記プロピレン系樹脂組成物(a)の融点(TmA)よりも低い軟化点(TsB)を有し、かつ該融点(TmA)と該軟化点(TsB)との差[TmA-TsB]が0℃を超え100℃以下である非晶性オレフィン系樹脂であること。
(i)融点100℃~140℃のプロピレン系樹脂(a1)75重量%~98重量%と、融点140℃~165℃のプロピレン系樹脂(a2)25重量%~2重量%との混合物であること〔但し、前記プロピレン系樹脂(a1)と前記プロピレン系樹脂(a2)との合計は100重量%である〕。
(ii)前記プロピレン系樹脂(a2)の融点と前記プロピレン系樹脂(a1)の融点との差[(a2の融点)-(a1の融点)]が15℃以上であること。
(iii)オレフィン系樹脂(b)が、前記プロピレン系樹脂組成物(a)の融点(TmA)よりも低い融点(TmB)を有し、かつ該融点(TmA)と該融点(TmB)との差[TmA-TmB]が0℃を超え80℃以下である結晶性オレフィン系樹脂であること。
(iv)オレフィン系樹脂(b)が、前記プロピレン系樹脂組成物(a)の融点(TmA)よりも低い軟化点(TsB)を有し、かつ該融点(TmA)と該軟化点(TsB)との差[TmA-TsB]が0℃を超え100℃以下である非晶性オレフィン系樹脂であること。
また、本発明のプロピレン系樹脂発泡粒子成形体は、本発明のプロピレン系樹脂発泡粒子を型内成形してなる。
・プロピレン系樹脂発泡粒子:発泡粒子
・プロピレン系樹脂組成物(a):樹脂組成物(a)
・プロピレン系樹脂(a1):樹脂(a1)
・プロピレン系樹脂(a2):樹脂(a2)
・オレフィン系樹脂(b):樹脂(b)
・プロピレン系樹脂(a1)の融点:Tma1
・プロピレン系樹脂(a2)の融点:Tma2
・プロピレン系樹脂(a2)とプロピレン系樹脂(a1)との融点の差[Tma2-Tma1]:△Tma2-1
・プロピレン系樹脂組成物(a)の融点(TmA)とプロピレン系樹脂(b)の融点(TmB)との差[TmA-TmB]:△TmA-B
・プロピレン系樹脂組成物(a)の融点(TmA)と、オレフィン系樹脂(b)の軟化点(TsB)との差[TmA-TsB]:△TmA-sB
・プロピレン系樹脂発泡粒子成形体:発泡粒子成形体
本発明の発泡粒子は、第一に、芯層と被覆層とを有する。被覆層を構成しているオレフィン系樹脂(b)の融点(TmB)ないし軟化点(TsB)は、芯層を構成しているプロピレン系樹脂組成物(a)の融点(TmA)よりも低い。従って、発泡粒子を用いて発泡粒子成形体を製造するとき、オレフィン系樹脂(b)が発泡粒子同士を融着する接着剤として働き、低い加熱媒体圧力条件での型内成形時においも発泡粒子相互の融着性に優れるものとなる。第二に、芯層には、融点の異なる少なくとも2種のプロピレン系樹脂(a1、a2)が主成分として含まれており、樹脂(a1)と樹脂(a2)のうち、低融点の樹脂(a1)が、高融点の樹脂(a2)よりも特定の範囲で多く含まれているため、機械的強度の高い樹脂(a2)を含む発泡粒子において低い加熱媒体圧力条件での型内成形時の発泡粒子の二次発泡性を確保することができると考えられる。即ち、前記の第一、第二の構成要件は、型内成形において重要な発泡粒子の融着性と二次発泡性の挙動を、芯層と被覆層の樹脂組成により区別して調整することを可能にし、そのことにより芯層に機械的強度の高い樹脂(a2)を含むプロピレン系樹脂組成物(a)において低い加熱媒体圧力条件での型内成形時の発泡粒子の良好な二次発泡性を確保できている。更に、発泡粒子が二次発泡性に優れることで、型内成形時に、発泡粒子間の空隙が埋まり易くボイド発生を抑制することができ外観に優れる発泡粒子成形体を得ることができる効果に加えて、発泡粒子相互の融着性も更に強固なものとなる。
なお、従来の高融点と低融点のプロピレン系樹脂を混合して得られる発泡粒子においては、融着性と二次発泡性の挙動を区別して調整することができなかったため、発泡粒子の高い機械的物性を犠牲にして低い加熱媒体圧力条件での型内成形を可能にするか、逆に、低い加熱媒体圧力条件での型内成形を犠牲にして高い機械的物性を有するものを得なければならず、両者の性能を十分に引き出すことが叶わないものであった。また、従来の芯層と被覆層とを有する発泡粒子においても、芯層を本発明のように樹脂(a1)と樹脂(a2)を特定の範囲で含む組成物とするものではなく、前述のとおり低い加熱媒体圧力条件での型内成形における発泡粒子の二次発泡性不足の課題を有するものであった。
以下、本発明の発泡粒子及び本発明の発泡粒子成形体について、詳細に説明する。
図4に、本発明のプロピレン系樹脂発泡粒子の一例を示す。
本発明のプロピレン系樹脂発泡粒子は、具体例として図4に示すような、芯層2と、芯層2を被覆する被覆層4とを有する。
発泡粒子は、本発明の目的、効果が達成できる範囲において、例えば、芯層と被覆層との間に中間層を有していてもよいが、発泡粒子は、後述する理由から被覆層の厚みを薄く調整することが好ましいため単純に芯層と被覆層とからなることが好ましい。なお、芯層を被覆する被覆層は、芯層の周囲全面を覆っていなくてもよく、例えば、被覆層が縞状に芯層を被覆するものであってもよい。
一方、芯層を被覆する被覆層は、発泡状態であっても、発泡状態でなくてもよいが、非発泡状態であることが好ましい。被覆層が非発泡状態であることで、不必要な発泡粒子成形体の強度の低下を抑制し得る。ここで、非発泡状態とは、層中に気泡が全く存在しない状態(一旦形成された気泡が溶融破壊されて気泡が消滅した状態も包含する)のみならず、ごく微小な気泡が僅かに存在する実質的に非発泡状態である場合も包含する。
プロピレン系樹脂組成物(a)は、(i)融点100℃~140℃のプロピレン系樹脂(a1)75重量%~98重量%と、融点140℃~165℃のプロピレン系樹脂(a2)25重量%~2重量%により構成され〔但し、前記プロピレン系樹脂(a1)と前記プロピレン系樹脂(a2)との合計は100重量%である〕、かつ、(ii)プロピレン系樹脂(a2)とプロピレン系樹脂(a1)との融点の差[(a2の融点)-(a1の融点)]が15℃以上である。
つまり、プロピレン系樹脂組成物(a)は、低融点の樹脂(a1)と高融点の樹脂(a2)とを少なくとも含み、樹脂(a1)と樹脂(a2)との合計100重量%中、樹脂(a1)の含有量は75重量%~98重量%であり、樹脂(a2)の含有量は25重量%~2重量%である。そして、樹脂(a1)の融点Tma1が、100℃≦Tma1≦140であり、樹脂(a2)の融点Tma2が140℃≦Tma2≦165であり、かつ、その融点差△Tma2-1が15℃≦△Tma2-1である。
樹脂(a1)の含有量は、80重量%~98重量%であることが好ましく、85重量%~98重量%であることが更に好ましく、90重量%超98重量%以下であることが特に好ましい。
樹脂(a2)の含有量は、2重量%~20重量%であることが好ましく、2重量%~15重量%であることが更に好ましく、2重量%以上10重量%未満であることが特に好ましい。
なお、本明細書においてプロピレン系樹脂とは、プロピレン由来の構成単位を主たる構成単位として有する樹脂をいう。ここで、主たる構成単位とは、重合体中の含有量が50重量%を越える構成単位を意味し、好ましくは80重量%を越える構成単位を意味する。また、本明細書においてプロピレン系樹脂組成物とは、プロピレン系樹脂(a1)とプロピレン系樹脂(a2)とからなる樹脂を主成分とする樹脂をいう。ここで、主成分とは、樹脂組成物中の含有量が50重量%を越えることを意味し、好ましくは80重量%を越えることを意味する。
高融点側の樹脂(a2)の融点Tma2が、140℃≦Tma2≦165℃であり、本発明における樹脂(a1)と樹脂(a2)との特定の配合比率、樹脂(a1)と樹脂(a2)との特定の融点差の関係を同時に満足することにより、発泡粒子、延いては、得られる発泡粒子成形体の機械的物性を高めることができる等の効果が得られる。Tma2は、145℃≦Tma2≦165℃であることが好ましく、145℃≦Tma2<165℃であることが更に好ましく、150℃≦Tma2<165℃であることがより好ましく、150℃≦Tma2≦160℃であることが特に好ましい。
なお、樹脂の融点は、熱流束示差走査熱量測定(熱流束DSC測定)装置によりJIS K7121(1987)の「一定の熱処理を行った後、融解温度を測定する場合」に記載される方法にて昇温速度10℃/分の条件にて測定される値である。ここで、「一定の熱処理を行った後、熱流束示差走査熱量測定で融点を測定して得られるDSC曲線」を「熱流束示差走査熱量測定によって得られた2回目のDSC曲線」と称する。熱流束示差走査熱量測定によって得られた2回目のDSC曲線の一例を図3に示す。図3は、本発明の実施例1のプロピレン系樹脂発泡粒子を測定試料とし、10℃/分の昇温速度条件での熱流束示差走査熱量測定によって得られた2回目のDSC曲線である。本発明の実施例1のプロピレン系樹脂発泡粒子においては、図3において、Tmで示される値が樹脂の融点である。なお、DSC曲線に複数の吸熱ピークがある場合には、最大面積の吸熱ピークの頂点温度を融点とする。
樹脂(a2)のMFRは0.1g/10分~50g/10分であることが好ましく、0.2g/10分~20g/10分であることが更に好ましい。
なお、プロピレン系樹脂およびプロピレン系樹脂組成物のMFRはJIS K7210(1999)の試験条件M(温度230℃、荷重2.16kg)で測定される値である。エチレン系樹脂のMFRはJIS K7210(1999)の試験条件D(温度190℃、荷重2.16kg)で測定される値である。
なお、樹脂の融点は、樹脂の合成における触媒種の選定、共重合体成分の選定、共重合体成分の含有量の調整、結晶化度の調整等により制御されるが、樹脂(a1)及び樹脂(a2)の選定については原材料メーカーにより市販されているプロピレン系樹脂のカタログ等に記載の融点を参考に選定すればよい。また、樹脂(a1)は、メタロセン系重合触媒により得られたプロピレン系共重合体から容易に選定することができる。
プロピレン系共重合体としては、プロピレンとエチレン又は/及び炭素数4~20のα-オレフィンとの共重合体からなり、プロピレンと、エチレン、1-ブテン、1-ペンテン、1-ヘキセン、1-オクテン、4-メチル-1-ブテン、4-メチル-1-ペンテン等から選択される1種以上コモノマーとの共重合体が例示される。上記プロピレン系共重合体は、プロピレン-エチレンランダム共重合体、プロピレン-1-ブテンランダム共重合体等の2元共重合体であっても、プロピレン-エチレン-ブテンランダム共重合体等の3元共重合体であってもよい。
プロピレン系共重合体中のエチレン又は/及び炭素数4~20のα-オレフィン等のコモノマー成分の合計含有量は、30重量%以下、更に0.01重量%~20重量%であることが好ましい。
また、樹脂(a1)がプロピレン系共重合体である場合、樹脂(a1)中のコモノマー成分の合計含有量は、融点および機械的物性の観点から0.1重量%~15重量%、更に0.3重量%~10重量%の範囲で選定することが好ましい。
更に、樹脂(a1)としては、例えば、メタロセン系重合触媒を使用しプロピレンとコモノマーとを共重合して得られるプロピレン-エチレンランダム共重合体、プロピレン-1-ブテンランダム共重合体、プロピレン-エチレン-1-ブテンランダム共重合体が機械的物性を大きく低下させることなく低い融点のものを得られる観点から更に好ましい。また、メタロセン系重合触媒を使用して得られる樹脂(a1)は、樹脂(a2)との相溶性に優れており、樹脂組成物(a)の機械的物性低下が抑制される観点から特に好ましいものとして挙げられる。
一般的には、チーグラー・ナッタ系重合触媒、メタロセン系重合触媒等が用いられる。
チーグラー・ナッタ系重合触媒は、チタン、アルミニウム、マグネシウム等を核元素とし、一部又は全部をアルキル基で修飾した有機金属錯体である。
メタロセン系重合触媒(均一系触媒ともいわれる)は、ジルコニウム、チタン、トリウム、ルテチウム、ランタン、鉄等の遷移金属又は硼素を核元素としシクロペンタン環等で修飾した有機金属錯体単体である。
また、重合触媒としては、前記有機金属錯体とメチルアルモキサン等との併用系等を使用することもできる。
また、樹脂(a1)及び樹脂(a2)がプロピレン系共重合体であるときは、樹脂(a1)がメタロセン系重合触媒存在下に重合して得られたプロピレン系ランダム共重合体であり、樹脂(a2)がプロピレン系共重合体であることが好ましい。このとき、樹脂(a2)は、メタロセン系重合触媒を用いた重合体であってもよいし、メタロセン系重合触媒以外の重合触媒を用いた重合体であってもよい。
本発明のプロピレン系樹脂発泡粒子が、熱流束示差走査熱量測定によって2℃/分の昇温速度で、常温(概ね25℃)から200℃まで昇温して測定したときに得られる1回目のDSC曲線に、全吸熱ピーク熱量に対して70%~95%の吸熱ピーク熱量(図1の斜線部分)を示し、かつ吸熱ピークの頂点温度が100℃~140℃である主吸熱ピークと、該主吸熱ピークの高温側に1つの吸熱ピークとが、現れるものであることが好ましい。
2℃/分の昇温速度での熱流束示差走査熱量測定によって、当該熱量分析の精度を、10℃/分の昇温速度で測定を行った場合と比較して向上させることができる。得られる吸熱ピークは、発泡粒子を構成している芯層の樹脂(a1)と樹脂(a2)との相溶状態の指標とすることができると考えられる。上記のとおり、該主吸熱ピークの高温側に1つの吸熱ピークが現れる発泡粒子は、樹脂(a1)と樹脂(a2)との相溶性が良好で得られる発泡粒子の機械的物性や二次発泡性が更に向上する観点から好ましい。
なお、一般的に、プロピレン系樹脂発泡粒子の熱流束示差走査熱量測定は、昇温速度を10℃/分で測定する以外は上記の手順にて行われ、該測定により求められる主吸熱ピークの高温側に存在する吸熱ピークの熱量を調整することにより発泡粒子の型内成形時の二次発泡性、及び寸法安定性を制御する方法が採用される。本発明のプロピレン系樹脂発泡粒子は、熱流束示差走査熱量測定によって10℃/分の昇温速度で、常温(概ね25℃)から200℃まで昇温して測定したときに得られる1回目のDSC曲線に、全吸熱ピーク熱量に対して70%~95%の吸熱ピーク熱量を示し、かつ吸熱ピークの頂点温度が100℃~140℃である主吸熱ピークと、該主吸熱ピークの高温側に吸熱ピークが現れるものであることが好ましい。更に、該主吸熱ピークの高温側に現れるすべての吸熱ピーク(以下、高温ピークとも言う。)の熱量(図2のP2で表されるピークの斜線部分)の合計が5~20J/g、更に8~18J/gに調整されていることが好ましい。
本発明における前記1回目のDSC曲線の全吸熱ピーク熱量(以下、「ΔH」と称することがある)は、次のように求められる。
図1に示すように、DSC曲線上の80℃に対応する点αと、DSC曲線上の融解終了温度Teに対応する点βとを結ぶ線分(α-β)を引き、それをベースラインとし、該ベースラインとDSC曲線にて囲まれる部分の面積に相当する熱量を全吸熱ピーク熱量(ΔH)J/gとする。なお、本発明において、全吸熱ピーク熱量(ΔH)は、40J/g~120J/gの範囲にあることが好ましく、さらに45J/g~100J/gの範囲にあることが好ましく、特に45J/g~85J/gの範囲にあることが好ましい。
なお、点γはピークP1とピークP2との間にあるDSC曲線中の点のうち、最も谷の深い部分の点として求められる。
上記操作により、得られる線分(δ-γ)が、吸熱ピークの面積を定める際の各ピーク境界線となる。そこで、吸熱ピークの熱量に相当する各ピークの面積は、ピークP1においては、ピークP1を示すDSC曲線と、線分(δ-γ)と、線分(α-δ)とによって囲まれる面積であり、ピークP2においては、ピークP2を示すDSC曲線と、線分(δ-γ)と、線分(δ-β)とによって囲まれる面積として定められる。そこで、各ピークの熱量(J/g)は、上記のように定められた各ピークの面積に基づいて示差走査熱量測定装置により機械的に算出される。なお、上記測定方法において、ベースラインである線分(α-β)を引くために、DSC曲線上の点αを温度80℃に対応する点とした理由は、80℃に対応する点を始点とし、融解終了温度に対応する点を終点したベースラインが、吸熱ピークの熱量を再現性良く安定して求める上で好適であるとの発明者らの知見による。
なお、部分面積解析法を、昇温速度を2℃/分での熱流束示差走査熱量測定により得られたDSC曲線(図1)に基づいて説明したが、昇温速度を10℃/分での熱流束示差走査熱量測定により得られたDSC曲線(例えば、図2に示す曲線)においても同様にして各吸熱ピークの熱量を測定することができる。
樹脂組成物(a)の曲げ弾性率は、850MPa~1100MPaであることがより好ましく、900MPa~1050MPaであることが更に好ましい。
樹脂組成物(a)の曲げ弾性率は、JIS K 7171(2008)に基づき、射出成形にて試験片(試験片寸法;長さ80mm、幅10mm、厚さ4mm)を作製して、求めることができる。
他の樹脂成分としては、例えば、高密度ポリエチレン、低密度ポリエチレン、直鎖状低密度ポリエチレン、直鎖状超低密度ポリエチレン、エチレン-酢酸ビニル共重合体、エチレン-アクリル酸共重合体、エチレン-メタクリル酸共重合体等のエチレン系樹脂、或いはポリスチレン、スチレン-無水マレイン酸共重合体等のスチレン系樹脂、エチレン-プロピレン系ゴム、エチレン-1-ブテンゴム、プロピレン-1-ブテンゴム、エチレン-プロピレン-ジエン系ゴム、イソプレンゴム、ネオプレンゴム、ニトリルゴム等のゴム、スチレン-ブタジエン-スチレンブロック共重合体やスチレン-イソプレン-スチレンブロック共重合体、スチレン-ブタジエン-スチレンブロック共重合体の水添物、スチレン-イソプレン-スチレンブロック共重合体の水添物等の熱可塑性エラストマー等が挙げられる。
これらの樹脂、ゴム、又はエラストマーは2種以上を組合せて用いることもできる。上記他の樹脂成分を樹脂組成物(a)が含有する場合、他の樹脂成分の含有量は合計で、樹脂(a1)及び樹脂(a2)の合計100重量部に対して概ね20重量部以下に調整することが好ましく、更に15重量部以下、特に10重量部以下となるように調整することが好ましい。
なお、樹脂(a1)及び樹脂(a2)は、リサイクル性、発泡粒子生産性等の観点から、無架橋プロピレン系樹脂が好ましい。
このとき、樹脂(a1)及び樹脂(a2)の混合は充分均一になるように混合することが好ましい。樹脂(a1)及び樹脂(a2)の混合は、通常、両者の樹脂が溶融する温度に加熱して二軸混練機等の混練性の高い押出機で混練することが好ましい。例えば、特開2006-69143号公報に記載されるように飢餓的成形方法を採用して、押出機にて樹脂を混練することが好ましい。樹脂(a1)及び樹脂(a2)の混練後、混練物に後述する樹脂(b)の溶融物をダイ内にて積層合流させて押出機から紐状に共押出し、これを適宜の長さに切断して、最終的に得られる発泡粒子の大きさを考慮して、適した大きさの樹脂粒子に造粒することが好ましい。
被覆層は、芯層を被覆する層であり、オレフィン系樹脂(b)により構成される。
オレフィン系樹脂(b)は、(iii)又は(iv)を満足する。
すなわち、オレフィン系樹脂(b)は、結晶性又は非晶性である。
オレフィン系樹脂(b)が結晶性オレフィン系樹脂のとき、オレフィン系樹脂(b)は、(iii)プロピレン系樹脂組成物(a)の融点(TmA)よりも低い融点(TmB)を有し、かつ融点(TmA)と融点(TmB)との差[TmA-TmB](△TmA-B)が0℃を超え80℃以下である。
オレフィン系樹脂(b)が非晶性オレフィン系樹脂のとき、オレフィン系樹脂(b)は、(iv)プロピレン系樹脂組成物(a)の融点(TmA)よりも低い軟化点(TsB)を有し、かつ融点(TmA)と軟化点(TsB)との差[TmA-TsB](△TmA-sB)が0℃を超え100℃以下である。
樹脂(b)が結晶性オレフィン系樹脂である場合は、△TmA-Bが0℃<△TmA-B≦80℃であることで、発泡粒子の融着性に優れる。
△TmA-Bは、5℃≦△TmA-B≦60℃であることが好ましく、7℃≦△TmA-B≦50℃であることが更に好ましく、10℃≦△TmA-B≦40℃であることが特に好ましい。
△TmA-sBは、10℃≦△TmA-sB≦80℃であることが好ましく、15℃≦△TmA-sB≦75℃であることが更に好ましく、20℃≦△TmA-sB≦70℃であることが特に好ましい。
本発明においてオレフィン系樹脂(b)とは、エチレンや、プロピレンおよび1-ブテン等のα-オレフィン由来の構成単位を主たる構成単位として有する樹脂をいう。ここで、主たる構成単位とは、重合体中の含有量が50重量%を越える構成単位を意味し、好ましくは80重量%を越える構成単位を意味する。
例えば、(b1)エチレン又はα-オレフィンの単独重合体、(b2)エチレンおよびα-オレフィンから選ばれる2種以上のモノマー成分の共重合体、(b3)エチレン又は/およびα-オレフィンと、スチレン等の他のモノマー成分とからなる共重合体等が挙げられる。共重合体は、ランダム共重合体であっても、ブロック共重合体であってもよい。樹脂(b)が共重合体であるとき、共重合体中のエチレンおよびα-オレフィン由来の構成単位の合計含有量は、70重量%以上であることが好ましく、80重量%以上であることがより好ましい。
(b2)エチレンおよびα-オレフィンから選ばれる2種以上のモノマー成分の共重合体としては、例えば、プロピレン-エチレン共重合体、プロピレン-1-ブテン共重合体、プロピレン-エチレン-1-ブテン共重合体、エチレン-1-ペンテン共重合体、エチレン-1-ヘキセン共重合体、エチレン-4-メチル-1-ペンテン共重合体等が挙げられる。
(b3)エチレン又は/およびα-オレフィンと、スチレン等の他のモノマー成分とからなる共重合体としては、例えば、エチレン-スチレン共重合体、エチレン-酢酸ビニル共重合体等が挙げられる。
(b2)においては、エチレン由来の構成単位及びプロピレン由来の構成単位の少なくとも一方を含むことが好ましい。(b3)においては、エチレン又は/およびα-オレフィン由来の構成単位が、エチレン由来の構成単位又は/およびプロピレン由来の構成単位であることが好ましい。
樹脂(b)において、エチレン系樹脂とは、エチレン由来の構成単位が主たる構成単位である(b1)~(b3)の(共)重合体を意味する。中でも(b2)の共重合体が好ましく、直鎖状低密度ポリエチレン、直鎖状超低密度ポリエチレンがより好ましい。
被覆層中の他の樹脂成分の含有量は合計で、樹脂(b)100重量部に対して概ね20重量部以下に調整することが好ましく、更に15重量部以下、特に10重量部以下に調整することが好ましい。被覆層中の添加剤の含有量はその添加目的により異なるが、樹脂(b)の合計100重量部に対して25重量部以下に調整することが好ましく、更に20重量部以下、更に15重量部以下、特に8重量部以下に調整することが好ましい。
本発明の発泡粒子の製造方法は、例えば、発泡粒子を得るための樹脂粒子においても芯層と被覆層とを有する複層樹脂粒子を製造し、得られた複層樹脂粒子中の芯層を発泡させることにより製造することができる。この場合、樹脂粒子の被覆層の厚みを発泡粒子の平均気泡径よりも小さくすることにより、複層樹脂粒子の発泡工程にて被覆層の発泡を抑制することができる。
複層樹脂粒子は、公知の方法、例えば、特公昭41-16125号公報、特公昭43-23858号公報、特公昭44-29522号公報、特開昭60-185816号公報等に記載された共押出法により製造することができる。一般的には、芯層形成用押出機と被覆層形成用押出機を用い、共押出ダイに連結する。芯層形成用押出機で所要の樹脂と、必要に応じて添加剤とを溶融混練すると共に、被覆層形成用押出機においても所要の樹脂と、必要に応じて添加剤とを溶融混練する。それぞれの溶融混練物を前記ダイ内で合流させて円柱状の芯層と、芯層の外側表面を被覆する被覆層とからなる複層構造として、押出機先端のダイ出口に付設された口金の細孔からストランド状に共押出し、ペレタイザーで樹脂粒子の重量が所定重量にとなるように切断することにより複層樹脂粒子が製造される。
複層樹脂粒子の被覆層の重量比が上記範囲であることで、型内成形時の融着性に優れ、得られる発泡粒子成形体の機械的物性も特に良好なものとなる。
本発明のプロピレン系樹脂発泡粒子成形体は、既述の本発明のプロピレン系樹脂発泡粒子を型内成形してなる。
本発明の発泡粒子を型内成形した発泡粒子成形体の製造方法は、公知の型内成形方法により製造することができる。
例えば、発泡粒子を型内成形するために一対の成形型を用い、発泡粒子を大気圧下又は減圧下の成形型キャビティ内に充填し、型閉めして成形型キャビティ体積を5体積%~50体積%減少するように圧縮し、次いで、型内に水蒸気等の加熱媒体を供給して発泡粒子を加熱融着させるクラッキング成形法による方法(例えば、特公昭46-38359号公報)。また、発泡粒子を空気等の加圧気体により加圧処理して発泡粒子内の圧力を高めて、該発泡粒子を大気圧下又は減圧下の成形型キャビティ内に充填し型閉めし、次いで型内に水蒸気等の加熱媒体を供給して発泡粒子を加熱融着させる加圧成形法(例えば、特公昭51-22951号公報)などにより成形することができる。又、圧縮ガスにより大気圧以上に加圧した成形型キャビティ内に、当該圧力以上に加圧しながら発泡粒子を充填した後、型内に水蒸気等の加熱媒体を供給して発泡粒子を加熱融着させる圧縮充填成形法(例えば、特公平4-46217号公報)により成形することもできる。その他に、発泡粒子を、大気圧下の一対の成形型のキャビティ内に充填した後、次いで水蒸気等の加熱媒体を供給して発泡粒子を加熱融着させる常圧充填成形法(例えば、特公平6-49795号公報)、または上記の方法を組み合わせた方法(例えば、特公平6-22919号公報)などによっても成形することができる。
なお、発泡粒子成形体の密度は、該成形体から切り出した試験片の重量(g)を該試験片の外形寸法から求められる体積(L)で除すことにより算出される。
1.芯層用低融点プロピレン系樹脂(樹脂a1)の選定
1)低融点プロピレン系樹脂1
メタロセン系重合触媒存在下で重合したエチレン-プロピレンランダム共重合体(エチレン含有量2.8重量%、融点135℃、メルトフローレイト8g/10分)を使用した。
メタロセン系重合触媒存在下で重合したエチレン-プロピレンランダム共重合体(エチレン含有量2.6重量%、融点137℃、メルトフローレイト7g/10分)を使用した。
チーグラー・ナッタ系重合触媒存在下で重合したエチレン-プロピレンランダム共重合体(エチレン含有量4.0重量%、融点138℃、メルトフローレイト8g/10分)を使用した。
1)高融点プロピレン系樹脂1
チーグラー・ナッタ系重合触媒存在下で重合したエチレン-プロピレンランダム共重合体(エチレン含有量1.0重量%、融点156℃、メルトフローレイト7g/10分)を使用した。
チーグラー・ナッタ系重合触媒存在下で重合したエチレン-プロピレンランダム共重合体(エチレン含有量1.1重量%、融点153℃、メルトフローレイト6g/10分)を使用した。
チーグラー・ナッタ系重合触媒存在下で重合したホモプロピレン重合体(融点163℃、メルトフローレイト20g/10分)を使用した。
メタロセン系重合触媒存在下で重合したエチレン-プロピレンランダム共重合体(エチレン含有量2.2重量%、融点146℃、メルトフローレイト7g/10分)を使用した。
1)オレフィン系樹脂1
メタロセン系重合触媒存在下で重合した結晶性のエチレン-プロピレンランダム共重合体(エチレン含有量3.5重量%、融点125℃、メルトフローレイト7g/10分)を使用した。
メタロセン系重合触媒存在下で重合した結晶性の直鎖状低密度ポリエチレン重合体(融点100℃、メルトフローレイト10g/10分)を使用した。
1.樹脂及び樹脂組成物の融点、並びに樹脂の軟化点
樹脂及び樹脂組成物の融点は、試料1~3mgについて、ティー・エイ・インスツルメント社製DSC測定装置(DSC Q1000)を用い、JIS K7121(1987)の「一定の熱処理を行った後、融解温度を測定する場合」に記載される方法にて熱流束DSC測定にて測定した。なお、測定は、10℃/分の昇温速度で、常温から200℃まで昇温することにより行った。また、本明細書において、樹脂の軟化点は、上島製作所製のVICAT軟化試験機、TM4123を用い、JIS K7206(1999)のA 50法に基づいて測定される。
発泡粒子群から発泡粒子を無作為に取り出し、水を入れた容積1Lのメスシリンダーの水中に重量W(g)の発泡粒子群を、金網などを使用して沈め、水位の上昇分から発泡粒子群の体積V(L)を求め、発泡粒子群の重量を発泡粒子群の体積で除す(W/V)ことにより算出した。なお、測定は、気温23℃、相対湿度50%の大気圧下において行った。
発泡粒子成形体の密度は、該成形体から切り出した試験片の重量(g)を該試験片の外形寸法から求められる体積(L)で除すことにより算出した。なお、測定は、気温23℃、相対湿度50%の大気圧下において行った。
後述する方法により得た芯層樹脂組成物(混合樹脂)について、JIS K 7171(2008)に基づいて曲げ弾性率を測定した。なお、測定装置は、エー・アンド・デイ社製のテンシロン万能試験機RTF-1350を用いた。
発泡粒子の粒子内圧は、発泡粒子の圧縮空気による加圧後の重量増加分を理想気体の状態方程式に基づいて圧力換算することにより算出した。
1.発泡粒子の融着性
発泡粒子成形体を折り曲げ破断させ、破断面を観察して破断面に存在している破断している発泡粒子の数を、該破断面に存在している全ての発泡粒子の数にて除した値の百分率を材料破壊率(%)として以下の基準により評価した。
A:発泡粒子成形体を破断したときの発泡粒子の材料破壊率が70%以上。
B:発泡粒子成形体を破断したときの発泡粒子の材料破壊率が30%以上70%未満。
C:発泡粒子成形体を破断したときの発泡粒子の材料破壊率が30%未満。
発泡粒子成形体の表面を肉眼で観察し以下の基準にて評価した。
A:発泡粒子成形体の表面に粒子間隙や凹凸が殆どなく良好な表面状態を示す。
B:発泡粒子成形体の表面に粒子間隙および/又は凹凸が実用上問題ない程度に認められる。
C:発泡粒子成形体の表面に粒子間隙および/又は凹凸が著しい。
発泡粒子成形体から縦50×横50×厚み25mmの試験片を切り出し、JIS K6767(1999)に基づき、圧縮速度10mm/分にて圧縮試験を行い発泡粒子成形体の50%圧縮応力を求め下記の基準にて評価した。
A:発泡粒子成形体の50%圧縮応力が350kPa以上。
B:発泡粒子成形体の50%圧縮応力が300kPa以上350kPa未満。
C:発泡粒子成形体の50%圧縮応力が300kPa未満。
65mmφの単軸押出機により、樹脂(a1)と樹脂(a2)を表1に示す混合率にて溶融混練した。溶融混練物は、押出機先端に取り付けた口金の小孔からストランド状に押出し、水槽で冷却し、ストランドを重量が略1mgになるように切断し、乾燥して、芯層樹脂組成物の粒子(混合樹脂1~7)を得た。

(複層樹脂粒子の製造)
内径65mmの芯層形成用押出機と内径30mmの被覆層(外層)形成用押出機とを共押出ダイに連結した装置を用いた。
芯層形成用押出機に、表2の「芯層」欄に示す混合樹脂を供給し、溶融混練した。被覆層形成用押出機には、表2の「被覆層」欄に示す種類の樹脂を供給し、溶融混練した。
各々の溶融混練物を、表2の「芯層」および「被覆層」の欄に示す粒子中の割合となるように、共押出ダイ内にて積層合流させ、押出機先端に取り付けた口金の細孔から、芯層の外周を円環状に被覆する被覆層が形成された複層ストランドの形態で共押出し、次いでストランドを水冷し、ペレタイザーで重量が略1.5mgとなるように切断し、乾燥して複層樹脂粒子を得た。
なお、芯層のプロピレン系樹脂には、気泡調整剤としてホウ酸亜鉛を、含有量が1000重量ppmとなるようにマスターバッチで配合した。
次いで、前記複層樹脂粒子を用いてプロピレン系樹脂発泡粒子を作製した。
まず、前記のようにして得られた複層樹脂粒子1kgを分散媒としての水3Lと共に撹拌機を備えた5Lの密閉容器内に仕込み、更に分散媒中に、分散剤としてカオリン0.3重量部、界面活性剤(商品名:ネオゲンS-20F、第一工業製薬社製、アルキルベンゼンスルホン酸ナトリウム)を有効成分量として0.004重量部、発泡剤としての二酸化炭素をドライアイスとして仕込んだ。なお、分散剤、界面活性剤の添加量(重量部)は、プロピレン系樹脂粒子100重量部に対する量である。
次いで、撹拌下で分散媒の温度を表3に示す発泡温度-5℃の温度まで昇温し、その温度で15分間保持した。その後、表3に示す発泡温度まで昇温し、その温度で15分間保持した後、二酸化炭素にて表3に示す発泡圧力の背圧を加えながら内容物を大気圧下に放出して、プロピレン系樹脂発泡粒子を得た。得られた発泡粒子の諸物性を表3に示す。なお、表3中の発泡圧力はゲージ圧〔MPa(G)〕である。
上記で得られたプロピレン系樹脂発泡粒子を用いて発泡粒子成形体を作製した。
まず、粒子内圧を0.20MPaに調整した発泡粒子を、縦500mm×横300mm×厚さ100mmの平板成形型に充填し、加熱媒体として水蒸気を使用して、加圧成形法により型内成形を行なって平板状の発泡粒子成形体を得た。
型内成形時の加熱方法は、両面の型のドレン弁を開放した状態で水蒸気を5秒間供給して予備加熱を行った後、表3に示す成形圧力より0.04MPa(G)低い圧力で一方加熱を行い、さらに表3に示す成形圧力より0.02MPa(G)低い圧力で逆方向から一方加熱を行った後、表3に示す成形圧力〔成形蒸気圧力;例えば、実施例1では0.17MPa(G)〕の水蒸気で加熱した。
加熱終了後、放圧し、成形型内面に取付けられた面圧計の値が0.04MPa(G)に低下するまで水冷した後、型を開放し成形体を型から取り出した。得られた成形体は60℃のオーブン内にて12時間養生し、その後、徐冷することにより発泡粒子成形体を得た。得られた成形体の物性を表3に示した。このようにして、厚さ100mmの平板状の発泡粒子成形体を得た。
発泡粒子の1回目のDSC曲線における吸熱ピーク熱量及びピーク頂点温度、及び発泡粒子成形体の評価結果を表3に示す。
プロピレン系樹脂発泡粒子成形体の製造において縦200mm×横250mm×厚さ50mmの平板成形型を使用して、成形圧力を0.14MPa(G)とした以外は、上記実施例1と同様にして発泡粒子成形体を得た。発泡粒子および発泡粒子成形体の諸物性を表3に示す。


また、表3中、昇温速度2℃/分の場合の発泡粒子の全吸熱ピーク熱量、主吸熱ピーク頂点温度、主吸熱ピーク熱量、主/全の割合、そして主吸熱ピークの高温側に現れる吸熱ピーク数のそれぞれの値を( )内に示した。
表3から、実施例では、比較例に比べ低い成形圧力で、十分な機械的物性を示し、表面平滑性に優れる成形体が得られることが分かる。
また、表3中に昇温速度条件2℃/分での発泡粒子の熱流束示差走査熱量測定における、主吸熱ピークの高温側に現れる吸熱ピーク数を表記した。実施例1~3と実施例4との対比から、該主吸熱ピークの高温側に1つの吸熱ピークが現れる発泡粒子から得られる発泡粒子成形体は、表面平滑性と融着性と圧縮強度のすべての物性において良好な評価結果のものであることが分かる。
β DSC曲線上の融解終了温度に対応する点
γ 低温側ピークと高温側ピークの谷部
δ 直線α-βとγからの垂線との交点
Te 融解終了温度
P1 主吸熱ピーク
P2 主吸熱ピークの高温側の吸熱ピーク
Tm 融点
2 芯層(プロピレン系樹脂発泡粒子)
4 被覆層(プロピレン系樹脂発泡粒子)
Claims (10)
- プロピレン系樹脂組成物(a)により構成される発泡状態の芯層と、オレフィン系樹脂(b)により構成される被覆層とを有するプロピレン系樹脂発泡粒子であって、
前記プロピレン系樹脂組成物(a)が下記(i)及び下記(ii)を満足し、前記オレフィン系樹脂(b)が下記(iii)又は下記(iv)を満足するプロピレン系樹脂発泡粒子。
(i)融点100℃~140℃のプロピレン系樹脂(a1)75重量%~98重量%と、融点140℃~165℃のプロピレン系樹脂(a2)25重量%~2重量%との混合物であること〔但し、前記プロピレン系樹脂(a1)と前記プロピレン系樹脂(a2)との合計は100重量%である〕。
(ii)前記プロピレン系樹脂(a2)の融点と前記プロピレン系樹脂(a1)の融点との差[(a2の融点)-(a1の融点)]が15℃以上であること。
(iii)オレフィン系樹脂(b)が、前記プロピレン系樹脂組成物(a)の融点(TmA)よりも低い融点(TmB)を有し、かつ該融点(TmA)と該融点(TmB)との差[TmA-TmB]が0℃を超え80℃以下である結晶性オレフィン系樹脂であること。
(iv)オレフィン系樹脂(b)が、前記プロピレン系樹脂組成物(a)の融点(TmA)よりも低い軟化点(TsB)を有し、かつ該融点(TmA)と該軟化点(TsB)との差[TmA-TsB]が0℃を超え100℃以下である非晶性オレフィン系樹脂であること。 - 前記プロピレン系樹脂発泡粒子は、熱流束示差走査熱量測定によって2℃/分の昇温速度で、常温から200℃まで昇温して測定したときに得られる1回目のDSC曲線に、全吸熱ピーク熱量に対して70%~95%の吸熱ピーク熱量を示し、かつ吸熱ピークの頂点温度が100℃~140℃である主吸熱ピークと、該主吸熱ピークの高温側に1つの吸熱ピークとが現れるものである請求項1に記載のプロピレン系樹脂発泡粒子。
- 前記(ii)におけるプロピレン系樹脂(a2)とプロピレン系樹脂(a1)との融点差[(a2の融点)-(a1の融点)]が、15~25℃である請求項1又は2に記載のプロピレン系樹脂発泡粒子。
- 前記プロピレン系樹脂(a1)、又は、プロピレン系樹脂(a1)及びプロピレン系樹脂(a2)が、メタロセン系重合触媒存在下に重合して得られたプロピレン系樹脂である請求項1~3のいずれか1項に記載のプロピレン系樹脂発泡粒子。
- 前記プロピレン系樹脂(a1)がメタロセン系重合触媒存在下に重合して得られたプロピレン系ランダム共重合体であり、前記プロピレン系樹脂(a2)がプロピレン系共重合体である請求項1~3のいずれか1項に記載のプロピレン系樹脂発泡粒子。
- 前記プロピレン系樹脂組成物(a)の曲げ弾性率が、800MPa~1200MPaである請求項1~5のいずれか1項に記載のプロピレン系樹脂発泡粒子。
- 前記プロピレン系樹脂組成物(a)は、前記プロピレン系樹脂(a1)の含有量が90重量%超98重量%以下であり、前記プロピレン系樹脂(a2)の含有量が2重量%以上10重量%未満である請求項1~6のいずれか1項に記載のプロピレン系樹脂発泡粒子。
- 前記オレフィン系樹脂(b)が、メタロセン系重合触媒存在下に重合して得られたプロピレン系樹脂である請求項1~7のいずれか1項に記載のプロピレン系樹脂発泡粒子。
- 前記オレフィン系樹脂(b)が、メタロセン系重合触媒存在下に重合して得られたエチレン系樹脂である請求項1~7のいずれか1項に記載のプロピレン系樹脂発泡粒子。
- 請求項1~9のいずれか1項に記載のプロピレン系樹脂発泡粒子を型内成形してなるプロピレン系樹脂発泡粒子成形体。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/111,760 US10385178B2 (en) | 2014-01-17 | 2014-12-24 | Propylene-based resin foam particle and foam particle molded body |
| EP14879190.8A EP3095811B1 (en) | 2014-01-17 | 2014-12-24 | Propylene-based resin foam particle and foam particle molded body |
| CN201480072834.1A CN105899589B (zh) | 2014-01-17 | 2014-12-24 | 丙烯类树脂发泡粒子以及发泡粒子成形体 |
| JP2015521906A JP5927343B2 (ja) | 2014-01-17 | 2014-12-24 | プロピレン系樹脂発泡粒子及び発泡粒子成形体 |
| KR1020167016879A KR102252973B1 (ko) | 2014-01-17 | 2014-12-24 | 프로필렌계 수지 발포 입자 및 발포 입자 성형체 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-007059 | 2014-01-17 | ||
| JP2014007059 | 2014-01-17 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015107847A1 true WO2015107847A1 (ja) | 2015-07-23 |
Family
ID=53542748
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/084194 Ceased WO2015107847A1 (ja) | 2014-01-17 | 2014-12-24 | プロピレン系樹脂発泡粒子及び発泡粒子成形体 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10385178B2 (ja) |
| EP (1) | EP3095811B1 (ja) |
| JP (1) | JP5927343B2 (ja) |
| KR (1) | KR102252973B1 (ja) |
| CN (1) | CN105899589B (ja) |
| TW (1) | TWI642706B (ja) |
| WO (1) | WO2015107847A1 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017010494A1 (ja) * | 2015-07-15 | 2017-01-19 | 株式会社ジェイエスピー | プロピレン系樹脂発泡粒子及び発泡粒子成形体 |
| US10385178B2 (en) | 2014-01-17 | 2019-08-20 | Jsp Corporation | Propylene-based resin foam particle and foam particle molded body |
| WO2022190565A1 (ja) * | 2021-03-12 | 2022-09-15 | 株式会社ジェイエスピー | ポリプロピレン系樹脂発泡粒子及びポリプロピレン系樹脂発泡粒子の製造方法 |
| WO2022190564A1 (ja) * | 2021-03-12 | 2022-09-15 | 株式会社ジェイエスピー | ポリプロピレン系樹脂発泡粒子の製造方法及びポリプロピレン系樹脂発泡粒子 |
| JP2022541513A (ja) * | 2019-07-19 | 2022-09-26 | サビック グローバル テクノロジーズ ベスローテン フェンノートシャップ | ポリマー組成物、およびポリマー組成物から作製された発泡ポリプロピレンビーズ |
| JP2023025505A (ja) * | 2021-08-10 | 2023-02-22 | 株式会社ジェイエスピー | ポリプロピレン系樹脂発泡粒子の製造方法及びポリプロピレン系樹脂発泡粒子 |
| TWI923822B (zh) | 2021-09-28 | 2026-05-01 | 日商Jsp股份有限公司 | 多層發泡粒子 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3235860B1 (en) * | 2014-12-17 | 2019-06-26 | Kaneka Corporation | Polypropylene resin foamed particles |
| CN107108942B (zh) | 2015-01-09 | 2020-10-20 | 株式会社Jsp | 丙烯类树脂发泡粒子以及发泡粒子成形体 |
| CN112111083B (zh) * | 2019-06-20 | 2023-09-22 | 株式会社Jsp | 聚丙烯类树脂发泡粒子及聚丙烯类树脂发泡粒子成形体 |
| IT201900014454A1 (it) * | 2019-08-08 | 2021-02-08 | Daniel Giorgia | “Materiale composito e metodo per stampaggio a caldo” |
| JP7664786B2 (ja) * | 2021-07-29 | 2025-04-18 | 株式会社ジェイエスピー | ポリプロピレン系樹脂発泡粒子およびその製造方法 |
Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5122951B2 (ja) | 1972-12-19 | 1976-07-13 | ||
| JPS60185816A (ja) | 1984-03-02 | 1985-09-21 | Chisso Corp | 複合発泡モノフイラメントおよびその製造方法 |
| JPH0116125B2 (ja) | 1982-08-14 | 1989-03-23 | Kubota Ltd | |
| JPH0323858B2 (ja) | 1984-10-25 | 1991-03-29 | Hitachi Ltd | |
| JPH0429522B2 (ja) | 1983-06-30 | 1992-05-19 | ||
| JPH0446217B2 (ja) | 1985-12-26 | 1992-07-29 | Mitsubishi Yuka Baadeitsushe Kk | |
| JPH0622919B2 (ja) | 1985-12-26 | 1994-03-30 | 三菱油化バ−デイツシエ株式会社 | ポリプロピレン系樹脂発泡粒子の型内成形法 |
| JPH0638359B2 (ja) | 1986-06-17 | 1994-05-18 | 松下電器産業株式会社 | 高周波加熱装置 |
| JPH0649795B2 (ja) | 1985-11-29 | 1994-06-29 | 日本スチレンペ−パ−株式会社 | ポリプロピレン系樹脂予備発泡粒子成型体の製造方法 |
| JPH1077359A (ja) | 1996-07-10 | 1998-03-24 | Mitsubishi Chem Basf Co Ltd | 発泡樹脂粒子 |
| JP2004068016A (ja) | 2002-07-22 | 2004-03-04 | Jsp Corp | ポリプロピレン系樹脂発泡粒子の製造方法及びポリプロピレン系樹脂発泡粒子 |
| JP2004176047A (ja) * | 2002-11-13 | 2004-06-24 | Jsp Corp | ポリプロピレン系樹脂発泡粒子及びこれを用いた型内成形体 |
| JP2006069143A (ja) | 2004-09-06 | 2006-03-16 | Miyoko Ichikawa | 飢餓的成形装置および飢餓的成形方法 |
| WO2009001626A1 (ja) | 2007-06-22 | 2008-12-31 | Jsp Corporation | ポリプロピレン系樹脂発泡粒子及びその成型体 |
| JP2011016914A (ja) * | 2009-07-08 | 2011-01-27 | Jsp Corp | ポリプロピレン系樹脂発泡粒子および該発泡粒子からなる発泡粒子成形体 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001162640A (ja) * | 1999-12-10 | 2001-06-19 | Mitsubishi Kagaku Form Plastic Kk | 熱可塑性樹脂発泡成形体の製造方法 |
| EP1514896B1 (en) * | 2002-05-13 | 2009-02-18 | JSP Corporation | Expandable polypropylene resin particle and molded object obtained therefrom by in-mold molding |
| JP4272016B2 (ja) * | 2002-09-02 | 2009-06-03 | 株式会社ジェイエスピー | ポリプロピレン系樹脂発泡粒子およびこれを用いた型内成形体 |
| JP4282439B2 (ja) | 2003-11-07 | 2009-06-24 | 株式会社ジェイエスピー | ポリプロピレン系樹脂発泡粒子およびこれを用いた型内成形体 |
| TW200533701A (en) * | 2004-01-28 | 2005-10-16 | Jsp Corp | Thick foam molding and process for production thereof |
| EP1829919B1 (en) * | 2004-11-22 | 2014-01-22 | Kaneka Corporation | Pre-expanded polypropylene resin particle and molded object obtained by in-mold expansion |
| JP2009001626A (ja) | 2007-06-20 | 2009-01-08 | Mitsubishi Chemicals Corp | 熱可塑性エラストマー組成物の製造方法 |
| US20090169895A1 (en) | 2007-12-27 | 2009-07-02 | Jsp Corporation | Foamed polyolefin resin beads |
| JP5358106B2 (ja) * | 2008-03-13 | 2013-12-04 | 株式会社カネカ | ポリプロピレン系樹脂予備発泡粒子 |
| EP2318457B1 (en) | 2008-08-29 | 2012-04-04 | Akzo Nobel N.V. | Flame retardant polyolefin composition |
| SG176841A1 (en) | 2009-06-26 | 2012-01-30 | Jsp Corp | Expanded polypropylene resin beads and expanded bead molding |
| JP5727210B2 (ja) | 2010-12-15 | 2015-06-03 | 株式会社ジェイエスピー | ポリオレフィン系樹脂発泡粒子成形体の製造方法、及びポリオレフィン系樹脂発泡粒子成形体 |
| JP5717198B2 (ja) | 2012-03-05 | 2015-05-13 | 株式会社ジェイエスピー | ポリプロピレン系樹脂発泡粒子及びポリプロピレン系樹脂発泡粒子成形体 |
| WO2013137411A1 (ja) | 2012-03-14 | 2013-09-19 | 株式会社カネカ | ポリプロピレン系樹脂発泡粒子およびポリプロピレン系樹脂発泡粒子からなる型内発泡成形体、並びに、これらの製造方法 |
| JP6211913B2 (ja) | 2013-12-11 | 2017-10-11 | 株式会社ジェイエスピー | ポリオレフィン系樹脂発泡粒子 |
| WO2015107847A1 (ja) | 2014-01-17 | 2015-07-23 | 株式会社ジェイエスピー | プロピレン系樹脂発泡粒子及び発泡粒子成形体 |
| WO2016060162A1 (ja) | 2014-10-15 | 2016-04-21 | 株式会社カネカ | ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂型内発泡成形体およびその製造方法 |
| CN107108942B (zh) | 2015-01-09 | 2020-10-20 | 株式会社Jsp | 丙烯类树脂发泡粒子以及发泡粒子成形体 |
-
2014
- 2014-12-24 WO PCT/JP2014/084194 patent/WO2015107847A1/ja not_active Ceased
- 2014-12-24 EP EP14879190.8A patent/EP3095811B1/en active Active
- 2014-12-24 US US15/111,760 patent/US10385178B2/en active Active
- 2014-12-24 KR KR1020167016879A patent/KR102252973B1/ko active Active
- 2014-12-24 JP JP2015521906A patent/JP5927343B2/ja active Active
- 2014-12-24 CN CN201480072834.1A patent/CN105899589B/zh active Active
- 2014-12-26 TW TW103145631A patent/TWI642706B/zh active
Patent Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5122951B2 (ja) | 1972-12-19 | 1976-07-13 | ||
| JPH0116125B2 (ja) | 1982-08-14 | 1989-03-23 | Kubota Ltd | |
| JPH0429522B2 (ja) | 1983-06-30 | 1992-05-19 | ||
| JPS60185816A (ja) | 1984-03-02 | 1985-09-21 | Chisso Corp | 複合発泡モノフイラメントおよびその製造方法 |
| JPH0323858B2 (ja) | 1984-10-25 | 1991-03-29 | Hitachi Ltd | |
| JPH0649795B2 (ja) | 1985-11-29 | 1994-06-29 | 日本スチレンペ−パ−株式会社 | ポリプロピレン系樹脂予備発泡粒子成型体の製造方法 |
| JPH0622919B2 (ja) | 1985-12-26 | 1994-03-30 | 三菱油化バ−デイツシエ株式会社 | ポリプロピレン系樹脂発泡粒子の型内成形法 |
| JPH0446217B2 (ja) | 1985-12-26 | 1992-07-29 | Mitsubishi Yuka Baadeitsushe Kk | |
| JPH0638359B2 (ja) | 1986-06-17 | 1994-05-18 | 松下電器産業株式会社 | 高周波加熱装置 |
| JPH1077359A (ja) | 1996-07-10 | 1998-03-24 | Mitsubishi Chem Basf Co Ltd | 発泡樹脂粒子 |
| JP2004068016A (ja) | 2002-07-22 | 2004-03-04 | Jsp Corp | ポリプロピレン系樹脂発泡粒子の製造方法及びポリプロピレン系樹脂発泡粒子 |
| JP2004176047A (ja) * | 2002-11-13 | 2004-06-24 | Jsp Corp | ポリプロピレン系樹脂発泡粒子及びこれを用いた型内成形体 |
| JP2006069143A (ja) | 2004-09-06 | 2006-03-16 | Miyoko Ichikawa | 飢餓的成形装置および飢餓的成形方法 |
| WO2009001626A1 (ja) | 2007-06-22 | 2008-12-31 | Jsp Corporation | ポリプロピレン系樹脂発泡粒子及びその成型体 |
| JP2011016914A (ja) * | 2009-07-08 | 2011-01-27 | Jsp Corp | ポリプロピレン系樹脂発泡粒子および該発泡粒子からなる発泡粒子成形体 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3095811A4 |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10385178B2 (en) | 2014-01-17 | 2019-08-20 | Jsp Corporation | Propylene-based resin foam particle and foam particle molded body |
| JP2017019980A (ja) * | 2015-07-15 | 2017-01-26 | 株式会社ジェイエスピー | プロピレン系樹脂発泡粒子及び発泡粒子成形体 |
| US10487188B2 (en) | 2015-07-15 | 2019-11-26 | Jsp Corporation | Propylene resin foamed particle and foamed particle molded body |
| WO2017010494A1 (ja) * | 2015-07-15 | 2017-01-19 | 株式会社ジェイエスピー | プロピレン系樹脂発泡粒子及び発泡粒子成形体 |
| JP2022541513A (ja) * | 2019-07-19 | 2022-09-26 | サビック グローバル テクノロジーズ ベスローテン フェンノートシャップ | ポリマー組成物、およびポリマー組成物から作製された発泡ポリプロピレンビーズ |
| WO2022190565A1 (ja) * | 2021-03-12 | 2022-09-15 | 株式会社ジェイエスピー | ポリプロピレン系樹脂発泡粒子及びポリプロピレン系樹脂発泡粒子の製造方法 |
| WO2022190564A1 (ja) * | 2021-03-12 | 2022-09-15 | 株式会社ジェイエスピー | ポリプロピレン系樹脂発泡粒子の製造方法及びポリプロピレン系樹脂発泡粒子 |
| JPWO2022190564A1 (ja) * | 2021-03-12 | 2022-09-15 | ||
| JPWO2022190565A1 (ja) * | 2021-03-12 | 2022-09-15 | ||
| JP7314436B2 (ja) | 2021-03-12 | 2023-07-25 | 株式会社ジェイエスピー | ポリプロピレン系樹脂発泡粒子の製造方法及びポリプロピレン系樹脂発泡粒子 |
| JP7314437B2 (ja) | 2021-03-12 | 2023-07-25 | 株式会社ジェイエスピー | ポリプロピレン系樹脂発泡粒子及びポリプロピレン系樹脂発泡粒子の製造方法 |
| CN117043243A (zh) * | 2021-03-12 | 2023-11-10 | 株式会社Jsp | 聚丙烯类树脂发泡颗粒及聚丙烯类树脂发泡颗粒的制造方法 |
| US12275831B2 (en) | 2021-03-12 | 2025-04-15 | Jsp Corporation | Method for producing polypropylene-based resin expanded beads and polypropylene-based resin expanded beads |
| US12305013B2 (en) | 2021-03-12 | 2025-05-20 | Jsp Corporation | Polypropylene-based resin expanded beads and method for producing polypropylene-based resin expanded beads |
| JP2023025505A (ja) * | 2021-08-10 | 2023-02-22 | 株式会社ジェイエスピー | ポリプロピレン系樹脂発泡粒子の製造方法及びポリプロピレン系樹脂発泡粒子 |
| JP7630387B2 (ja) | 2021-08-10 | 2025-02-17 | 株式会社ジェイエスピー | ポリプロピレン系樹脂発泡粒子の製造方法及びポリプロピレン系樹脂発泡粒子 |
| TWI923822B (zh) | 2021-09-28 | 2026-05-01 | 日商Jsp股份有限公司 | 多層發泡粒子 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201531506A (zh) | 2015-08-16 |
| US20160333161A1 (en) | 2016-11-17 |
| US10385178B2 (en) | 2019-08-20 |
| CN105899589A (zh) | 2016-08-24 |
| JP5927343B2 (ja) | 2016-06-01 |
| CN105899589B (zh) | 2020-03-10 |
| KR102252973B1 (ko) | 2021-05-17 |
| EP3095811A1 (en) | 2016-11-23 |
| EP3095811A4 (en) | 2017-08-30 |
| EP3095811B1 (en) | 2020-08-26 |
| JPWO2015107847A1 (ja) | 2017-03-23 |
| TWI642706B (zh) | 2018-12-01 |
| KR20160107163A (ko) | 2016-09-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5927343B2 (ja) | プロピレン系樹脂発泡粒子及び発泡粒子成形体 | |
| JP6620387B2 (ja) | プロピレン系樹脂発泡粒子及び発泡粒子成形体 | |
| JP6060220B1 (ja) | プロピレン系樹脂発泡粒子及び発泡粒子成形体 | |
| JP5717198B2 (ja) | ポリプロピレン系樹脂発泡粒子及びポリプロピレン系樹脂発泡粒子成形体 | |
| JP5498162B2 (ja) | ポリプロピレン系樹脂発泡粒子及びその成型体 | |
| JP7664860B2 (ja) | ポリプロピレン系樹脂発泡粒子、及びポリプロピレン系樹脂発泡粒子成形体 | |
| JP5314411B2 (ja) | ポリプロピレン系樹脂発泡粒子成形体の製造方法、及び該成形体 | |
| WO2016098698A1 (ja) | ポリプロピレン系樹脂発泡粒子 | |
| TWI667273B (zh) | 丙烯系樹脂發泡粒子及發泡粒子成形體 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2015521906 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14879190 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014879190 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014879190 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20167016879 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15111760 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |