WO2015125915A1 - 高周波焼入れ用鋼材 - Google Patents
高周波焼入れ用鋼材 Download PDFInfo
- Publication number
- WO2015125915A1 WO2015125915A1 PCT/JP2015/054766 JP2015054766W WO2015125915A1 WO 2015125915 A1 WO2015125915 A1 WO 2015125915A1 JP 2015054766 W JP2015054766 W JP 2015054766W WO 2015125915 A1 WO2015125915 A1 WO 2015125915A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel
- content
- machinability
- induction hardening
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/06—Surface hardening
- C21D1/09—Surface hardening by direct application of electrical or wave energy; by particle radiation
- C21D1/10—Surface hardening by direct application of electrical or wave energy; by particle radiation by electric induction
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
- C21D1/42—Induction heating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
- B22D11/22—Controlling or regulating processes or operations for cooling cast stock or mould
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/30—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for crankshafts; for camshafts
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/32—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for gear wheels, worm wheels, or the like
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/40—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for rings; for bearing races
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Definitions
- the present invention relates to a steel material for induction hardening excellent in machinability, and in particular, power transmission parts (for example, gears, bearings, CVTs) used in automobiles, construction machines, agricultural machines, wind turbines for power generation, and other industrial machines.
- the present invention relates to a steel that can be suitably applied to induction hardening used in a sheave and a shaft.
- JIS SCr420 or JIS SCM420 with a C content of 0.18 to 0.23% by mass, so-called skin with a C content of around 0.2% Hardened steel is used.
- the greatest reason for using steel with a low C content such as case-hardened steel as a material for parts is to secure machinability.
- the hardness of the case-hardened steel having a low C content is low, and therefore the machinability of the case-hardened steel is high. Therefore, when a manufacturing method including a carburizing process is applied to case-hardened steel, shape processing can be easily performed before carburizing, and after carburizing, the surface hardness is increased and a high-strength part is obtained.
- the C content of the steel itself must be at least 0.4%.
- the hardness of the steel before cutting increases, and the machinability deteriorates.
- steel with good machinability is required even if the C content increases and the steel becomes harder. That is, when trying to manufacture parts conventionally manufactured using carburizing using induction hardening, it can be said that the biggest problem is the machinability of steel.
- Patent Document 1 discloses an invention related to a steel material for induction hardening, in which the Si content is limited to 0.50% or less, the Al content is limited to 0.10% or less, and the structure before induction hardening is martensitic. Steels that control the site area ratio to 70% or more are disclosed. According to this method, the strength of the steel after induction hardening is significantly improved. However, the workability of the steel of Patent Document 1 before induction hardening, particularly machinability, is low.
- Patent Document 2 proposes a steel material for induction hardening excellent in machinability.
- Patent Document 2 appropriately controls the area ratios of ferrite, pearlite, and bainite, controls the average aspect ratio of ferrite crystal grains and the inter-grain distance of ferrite crystal grains within a specific range, and a specific amount of Al. Discloses a technique for improving machinability by making the addition of B and B essential.
- the steel of Patent Document 2 has a low area ratio of ferrite, the internal hardness is high. Since the internal hardness does not change before and after induction hardening, steel with high internal hardness has high hardness during cutting before induction hardening.
- Patent Document 3 proposes a technique for improving the machinability of a steel material for induction hardening by increasing the Al content.
- Patent Document 3 no comparison is made between the machinability of the invention steel and the machinability of the case-hardened steel. Therefore, it is unclear whether machinability as good as case-hardened steel can be obtained using the technique disclosed in Patent Document 3.
- An object of the present invention is to provide a steel material for induction hardening that improves the disadvantages of the conventional invention described above, has excellent machinability, and exhibits high surface hardness after induction hardening.
- it is included in the manufacturing process of parts used for power transmission parts (for example, gears, bearings, CVT sheaves, shafts, etc.) used in automobiles, construction machines, agricultural machines, power generation windmills, and other industrial machines.
- the present inventors have intensively studied to solve the above problems. First, focusing on Al and S, which are considered to have a large effect on machinability, a literature survey and research by experiment were conducted.
- Non-Patent Document 1 and Non-Patent Document 2 describe the following (a).
- Patent Document 3 describes the following (b).
- the influence of the size of the MnS inclusion on the machinability will be described below.
- the machinability represented by the index VL1000 usually improves as the average particle size of MnS inclusions increases. This is probably because the larger the MnS inclusions, the easier it is to generate voids generated at the interface between the MnS inclusions and the parent phase in the cutting shear region.
- the size of MnS inclusions in the steel is increased to promote the formation of voids in the cutting shear region, and Al is added to the steel to form an Al oxide film on the tool to reduce tool wear.
- Suppression was considered effective for improving the machinability of steel.
- these techniques alone cannot sufficiently improve the machinability of the steel for induction hardening.
- the C content of the steel for induction hardening is required to be 0.40% by mass or more. With the above-described technique, the machinability of steel containing 0.40% by mass or more of C cannot be sufficiently improved.
- the inventors obtained the following knowledge by repeating various experiments.
- the present inventors discovered the above-mentioned combined effect by examining the tool after cutting in detail using SEM-EDS, AES, TEM-EDS, and the like. Furthermore, the present inventors have also found that due to the reason (B) described below, the composite effect cannot be sufficiently obtained even if both Al and S are simply contained in the steel.
- the stress concentration effect is small, so the machinability improving effect based on void generation is suppressed.
- the size of MnS inclusions is small, the number density of MnS inclusions per MnS amount increases, so the contact frequency between the tool and MnS inclusions increases, and the lubricity at the interface between the tool and chips increases. To do.
- MnS refinement can be achieved by controlling the cooling rate during casting and controlling the ratio of Mn and S.
- the present inventors tend to easily generate coarse AlN in the steel, and this coarse AlN shortens the life of the cutting tool. It has been found that machinability is reduced.
- the inventors reduced the number of coarse AlN by making the product of the Al content and the N content of steel within an appropriate range and subjecting the steel to a solution treatment before hot rolling. It has been found that the machinability of steel can be improved.
- the present inventors examined a method for making the machinability of the steel for induction hardening to which this technique is applied equal to the case-hardened steel.
- the present inventors further controlled the chemical composition of the steel so as to satisfy the following formula (3), so that it has high machinability equivalent to or higher than that of case hardening steel. It has been found that steel can be obtained. 15.5 ⁇ ( ⁇ 1.40 ⁇ Al + 0.0175) ⁇ (214 ⁇ (C + (1/7) ⁇ Si + (1/5) ⁇ Mn + (1/9) ⁇ Cr) ⁇ 211) ⁇ 25.65 ... (3)
- Al, C, Si, Mn, and Cr are the contents (mass%) of each element in steel.
- the present invention has been completed based on the above findings. That is, the gist of the present invention is as follows.
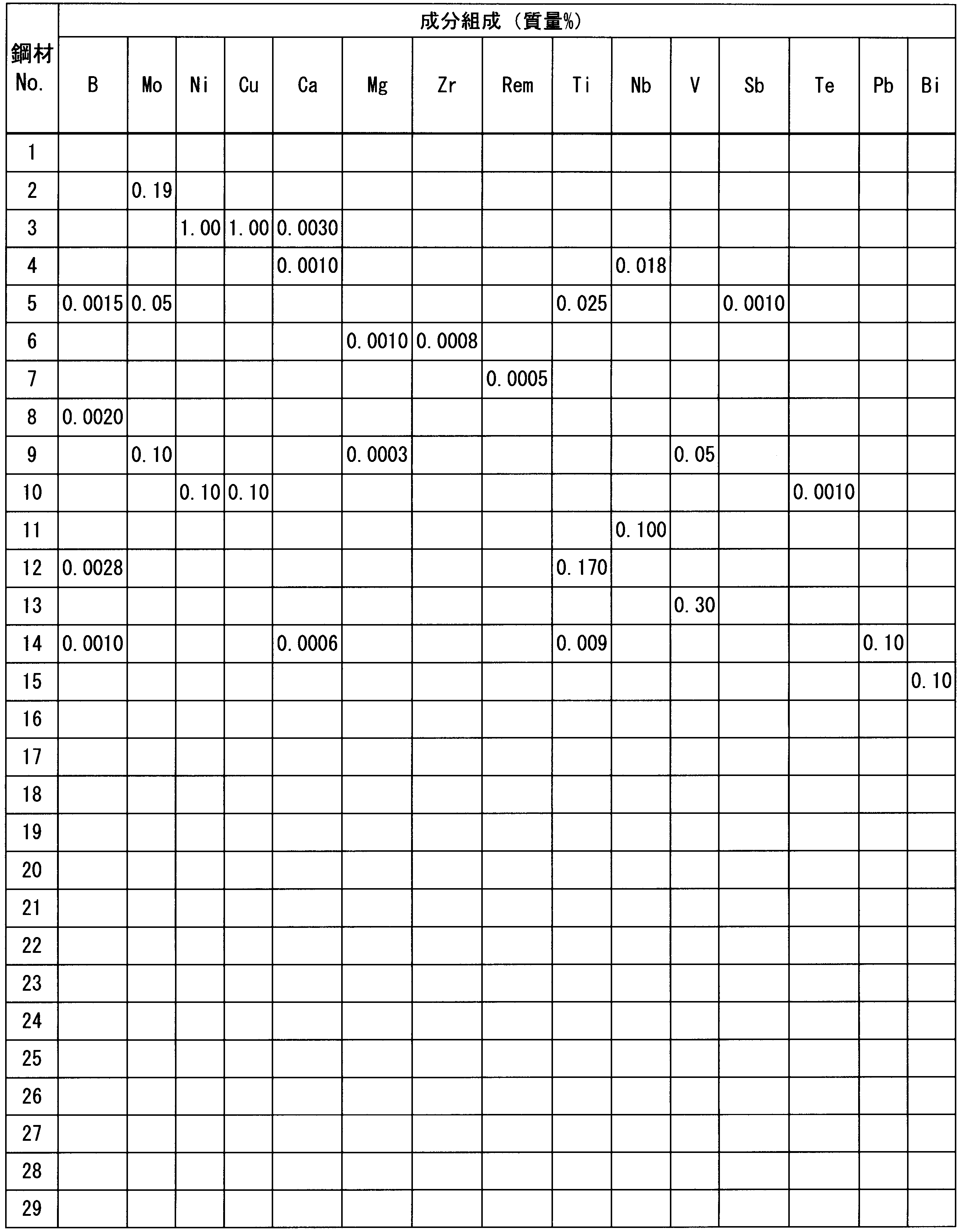
- the chemical components are mass%, C: 0.40 to 0.60%, Si: 0.01 to 1.4%, Mn: 0.00. 2 to less than 1.0%, Cr: 0.01 to less than 0.5%, Al: 0.11 to 0.17%, S: more than 0.03 to 0.07%, N: 0.0030 to 0 .0075%, P: less than 0.05%, B: 0 to 0.005%, Mo: 0 to 0.2%, Ni: 0 to 1.0%, Cu: 0 to 1.0%, Ca: 0 to 0.005%, Mg: 0 to 0.005%, Zr: 0 to 0.005%, Rem: 0 to 0.005%, Ti: 0 to 0.2%, Nb: 0 to 0.2 %, V: 0 to 0.35%, Sb: 0 to 0.015%, Te: 0 to 0.2%, Pb: 0 to 0.5%, and Bi: 0 to 0.5%
- the balance is Fe and impurities, Satisfies the balance.
- the number density of Mn sulfide inclusions having a maximum diameter of 0.3 ⁇ m or more and 10 ⁇ m or less is 100 / mm 2 or more and 2500 / mm 2 or less at a quarter of the diameter.
- the chemical component is mass%, B: 0.0003 to 0.005%, Mo: 0.01 to 0.2%, Ni: 0 One or more of 0.05 to 1.0% and Cu: 0.05 to 1.0% may be contained.
- the chemical component is, by mass, Ca: 0.0003 to 0.005%, Mg: 0.0003 to 0.005% , Zr: 0.0003 to 0.005%, and Rem: 0.0003 to 0.005%, or one or more of them may be contained.
- the chemical component is in mass%, Ti: 0.005 to 0.2%, Nb: 0.005. One or more of ⁇ 0.2% and V: 0.005 ⁇ 0.35% may be contained.
- the chemical component is mass%, Sb: 0.0003 to 0.015%, Te: 0.0003.
- Pb 0.01 to 0.5%
- Bi 0.01 to 0.5%
- the present invention it is possible to provide a steel material for induction hardening that has excellent machinability and exhibits excellent surface hardness after induction hardening.
- the steel material for induction hardening which can manufacture a power transmission component by induction hardening instead of carburizing can be provided.
- C (C: 0.40 to 0.60%) C is an element to be contained in order to ensure the strength of the steel and the surface hardness of the steel after induction hardening.
- the C content is less than 0.40%, the above effect cannot be obtained.
- the C content is more than 0.60%, the toughness of the steel deteriorates.
- the C content is set to 0.40% to 0.60%.
- the lower limit value of the C content is preferably 0.45%, 0.50%, or 0.55%.
- Si 0.01-1.46%
- Si is an element that contributes to deoxidation during steel making and contributes to improving the strength of the steel.
- the content of Si is less than 0.01%, the above-described deoxidation effect and strength improvement effect cannot be obtained.
- the Si content exceeds 1.4%, the toughness and ductility of the steel are lowered.
- the Si content exceeds 1.4%, hard inclusions are generated in the steel, which lowers the machinability of the steel. Therefore, the Si content is set to 0.01% to 1.4%.
- a preferable lower limit value of the Si content is 0.05%, 0.10%, or 0.15%, and a preferable upper limit value of the Si content is 0.7%, 0.4%, or 0.3%. %.
- Mn 0.2 to less than 1.0% Since Mn has the effect of improving the hardenability of steel, it is an effective element for obtaining a martensite structure during induction hardening. In order to obtain this effect, it is necessary to contain 0.2% or more of Mn. Moreover, a part of Mn contained forms MnS and improves the machinability of steel. In order to obtain this effect, it is necessary to contain Mn so as to satisfy the following formula (2). On the other hand, when 1.0% or more of Mn is contained, the hardness of the steel is increased, so that the toughness of the steel is lowered and the machinability and workability during forging are significantly deteriorated. Therefore, the Mn content needs to be in the range of 0.2 to less than 1.0%. The lower limit value of the preferable Mn content is 0.3%, 0.35%, or 0.4%, and the upper limit value of the preferable Mn content is 0.9%, 0.7%, or 0.5%. is there.
- Cr 0.01 to less than 0.5%) Cr has the effect of increasing the hardenability of the steel. Furthermore, Cr imparts temper softening resistance to the steel, thereby improving the fatigue strength of the steel. When the Cr content is less than 0.01%, these effects cannot be obtained. On the other hand, when the Cr content is 0.5% or more, Cr carbide is generated and the steel becomes brittle. Further, when the Cr content is 0.5% or more, Cr is concentrated in the cementite and the cementite is stabilized, so that the penetration of carbide into austenite during induction hardening is inhibited, and the hardness of the hardened layer Unevenness occurs. Therefore, the Cr amount needs to be 0.01 to less than 0.5%. The lower limit of the preferable Cr content is 0.05% or 0.1%, and the upper limit of the preferable Cr content is 0.4%, 0.3%, or 0.2%.
- Al 0.11 to 0.17%
- Al is an element effective for deoxidation of steel. Further, as described above, Al is an element that greatly improves the machinability of steel by being contained simultaneously with S.
- the Al content is less than 0.11%, the amount of Al oxide generated on the tool at the time of cutting is small, so that an Al oxide film sufficient to suppress tool wear cannot be obtained.
- the Al content exceeds 0.17%, not only the effect of improving machinability is saturated, but also coarse Al inclusions are easily generated in the steel, and machinability and fatigue strength are reduced. To do. Therefore, the Al content is 0.11% to 0.17%.
- a preferable lower limit value of the Al content is 0.12% or 0.13%, and a preferable upper limit value of the Al content is 0.16%, 0.15%, or 0.14%.
- S more than 0.03% to 0.07%
- S combines with Mn to form MnS, and has the effect of improving machinability in proportion to its content.
- MnS adheres on a tool, improves the lubricity of a tool surface, and improves machinability significantly.
- S when S is contained exceeding 0.07%, the formed excessive amount of MnS becomes a propagation path of fatigue cracks, so that the fatigue strength, toughness and the like of the steel are greatly lowered. Therefore, the S content needs to be in the range of more than 0.03 to 0.07%.
- a preferable lower limit value of S content is 0.035%, 0.040%, or 0.045%
- a preferable upper limit value of S content is 0.060%, 0.055, or 0.050%. .
- N 0.0030 to 0.0075%
- N combines with Al, V, etc. in the steel to form nitrides and / or carbonitrides. These nitrides and / or carbonitrides have a function of suppressing grain growth by pinning austenite grain boundaries and preventing coarsening of the structure. In order to acquire this effect, it is necessary to contain N 0.0030% or more.
- N when N is contained excessively exceeding 0.0075%, the ductility of the steel in a high temperature range of 1000 ° C. or more is lowered. This decrease in ductility causes a decrease in yield during continuous casting and rolling of steel.
- coarse AlN reduces the machinability of steel.
- the N content needs to be 0.0030 to 0.0075%.
- a preferred lower limit for the N content is 0.0035%, 0.0040%, or 0.0045%, and a preferred upper limit for the N content is 0.0070%, 0.0065%, or 0.0060. %.
- P is an impurity, and segregates at the austenite grain boundaries and causes the prior austenite grain boundaries to become brittle, thereby causing grain boundary cracking. Therefore, it is desirable to reduce the P content as much as possible. For this reason, it is desirable to make P amount into the range below 0.05%.
- the P content is not required, so the lower limit value of the P content is not particularly limited, but it is excessive to limit the P content to 0.001% or less. costly. Therefore, a suitable lower limit of the P content is 0.001%, 0.002%, or 0.005%.
- a suitable upper limit of the P content is 0.04%, 0.03%, or 0.025%.
- the steel according to the present embodiment exhibits a suitable effect when the chemical component contains the basic element described above. Moreover, in addition to said basic element, when the 1 type (s) or 2 or more types selected from the following elements are contained, the characteristic of steel further improves.
- the steel according to the present embodiment may contain B as necessary.
- B dissolved in austenite has the effect of greatly increasing the hardenability of steel even if the content is very small. Therefore, B is an effective element for obtaining a martensite structure during induction hardening. In order to obtain this effect stably, the steel according to this embodiment may contain 0.0003% or more of B. On the other hand, when it contains B exceeding 0.005%, the above-mentioned effect is saturated.
- the B content is preferably within the range of 0.0003 to 0.005%.
- a preferred lower limit for the B content is 0.0005%, 0.0010%, or 0.0015%, and a preferred upper limit for the B content is 0.004%, 0.003%, or 0.0025. %.
- the amount of dissolved B decreases with N having a function of forming BN.
- Ti forms TiN and fixes N, thereby preventing a decrease in the amount of dissolved B.
- the steel according to the present embodiment contains one or more of 0.01% or more of Mo, 0.05% or more of Ni, and 0.05% or more of Cu. May be.
- a preferable lower limit of the Mo content is 0.02%, 0.03%, or 0.05%, and a preferable lower limit of the Ni content is 0.10%, 0.15%, or 0.20%.
- a preferable lower limit of the Cu content is 0.10%, 0.15%, or 0.20%.
- Mo content exceeds 0.2%, the hardenability of the steel is improved too much, and bainite or island martensite is generated in the steel before induction hardening, so the machinability of the steel material for induction hardening decreases. .
- Mo content is 0.2% or less, preferably 0.1% or less.
- the Ni content exceeds 1.0% or the Cu content exceeds 1.0%, the hardenability of the steel is improved as in the case where the Mo content is excessive, and bainite or island Since martensite is formed in the steel before induction hardening, the machinability of the steel for induction hardening is lowered.
- the upper limit of the Ni content is 1.0%, preferably 0.9%, 0.8%, or 0.7%.
- the upper limit of the Cu content is 1.0%, preferably 0.9%, 0.8%, or 0.7%.
- Ca, Mg, Zr, and Rem are all elements that contribute to improving the mechanical properties of steel by controlling the form of MnS in the steel.
- the steel according to the present embodiment contains 0.0003% or more of Ca, 0.0003% or more of Mg, 0.0003% or more of Zr, and 0.0003% or more.
- One or more types of Rem may be contained.
- the upper limit of each of Ca, Mg, Zr, and Rem is 0.005%, preferably 0.003%, 0.002%, or 0.001%.
- Rem represents a rare earth metal element and is selected from Sc, Y, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb, and Lu. That's it.
- the content of Rem is the total content of Sc, Y, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb, and Lu.
- Ti and Nb may not be contained. Therefore, the lower limit of the content is 0%.
- Ti and Nb suppress abnormal growth of crystal grains and contribute to the homogenization of the structure.
- the steel according to the present embodiment may contain one or more of 0.005% or more of Ti and 0.005% or more of Nb.
- the preferable lower limit of Ti content is 0.010%, 0.050%, or 0.10%, and the preferable lower limit of Nb content is 0.010%, 0.050%, or 0.10%. is there.
- the Ti content and / or the Nb content exceeds 0.2%, since hard carbides are generated in the steel, the machinability of the steel is lowered. Accordingly, the Ti content and the Nb content are both 0.2% or less.
- a preferred upper limit of Ti content is 0.18%, 0.15%, or 0.13%, and a preferred upper limit of Nb content is 0.18%, 0.15%, or 0.13%. is there.
- V forms fine carbides, nitrides, and / or carbonitrides with C and / or N, prevents coarsening of crystal grains, and contributes to homogenization of the structure.
- the steel according to the present embodiment may contain 0.005% or more of V.
- a preferred lower limit of the V content is 0.01%, 0.05%, or 0.10%.
- the V content is set to 0.35% or less.
- the V content is preferably less than 0.20% or 0.15% or less.
- Sb, Te, Pb, and Bi may not be contained. Therefore, the lower limit of the content is 0%.
- Sb, Te, Pb, and Bi are machinability improving elements. In order to stably obtain this effect, the steel according to the present embodiment is made of 0.0003% or more Sb, 0.0003% or more Te, 0.01% or more Pb, and 0.01% or more. One or more of Bi may be contained.
- the preferred lower limit of Sb content is 0.0005%, 0.0008%, or 0.001%
- the preferred lower limit of Te content is 0.0005%, 0.0008%, or 0.001%
- the preferred lower limit of Pb content is 0.02%, 0.03%, or 0.05%
- the preferred lower limit of Bi content is 0.02%, 0.03%, or 0.05 %.
- the Sb content exceeds 0.015%, the Te content exceeds 0.2%, the Pb content exceeds 0.5%, and / or the Bi content is 0.5%.
- the Sb content is 0.015% or less
- the Te content is 0.2% or less
- the Pb content is 0.5% or less
- the Bi content is 0.5% or less.
- a preferable upper limit value of Sb content is 0.012%, 0.010%, or 0.008%
- a preferable upper limit value of Te content is 0.1%, 0.05%, or 0.02%.
- the preferable upper limit value of Pb content is 0.4%, 0.3%, or 0.2%
- the preferable upper limit value of Bi content is 0.4%, 0.3%, or 0.2%. %.
- the balance of the chemical components of the steel for induction hardening according to this embodiment is Fe and impurities.
- impurities may be mixed in the steel, but impurities are allowed to be mixed as long as the properties of the steel for induction hardening according to this embodiment are not impaired. Is done.
- the reason for the limitation relating to the formulas (1) to (3) the reason why the area ratio of AlN having an equivalent circle diameter of more than 200 nm is limited to 20% or less of the area ratio of all AlN having an equivalent circle diameter of 40 nm or more, The reason why the number density of Mn sulfide inclusions having a maximum diameter of 0.3 ⁇ m or more and 10 ⁇ m or less contained in the steel is limited to 100 / mm 2 or more and 2500 / mm 2 or less will be described.
- AlN having an equivalent circle diameter exceeding 200 nm is 20% or less of the area ratio of all AlN having an equivalent circle diameter of 40 nm or more.
- AlN having an equivalent circle diameter exceeding 200 nm is likely to be generated in the steel.
- AlN having an equivalent circle diameter exceeding 200 nm may be referred to as “coarse AlN”.
- the present inventors have investigated the relationship between the area ratio of coarse AlN and the AlN equivalent diameter of 40 nm or more at a quarter of the diameter of the steel. It has been found that when the area ratio exceeds 20%, the target machinability of the steel for induction hardening according to the present embodiment cannot be obtained. In addition, AlN having an equivalent circle diameter of less than 40 nm below the measurement limit is not considered in investigating the relationship between the coarse AlN amount and machinability since there is only a small amount with respect to the area ratio of all AlN. .
- the area ratio of AlN having an equivalent circle diameter of more than 200 nm is 20% or less of the area ratio of all AlN having an equivalent circle diameter of 40 nm or more. Need to be.
- the area ratio of AlN having an equivalent circle diameter of more than 200 nm is preferably 15% or less, 10% or less, or 5% or less of the area ratio of all AlN having an equivalent circle diameter of 40 nm or more.
- the quarter of the diameter means the middle part of the radius, that is, 1/4 part of the diameter in the steel cross section.
- the structure of the steel surface layer part and the structure of the steel center part may be slightly different due to differences in cooling rate or the like. Since the location of 1/4 of the diameter of the steel is located between the surface layer portion of the steel and the center of the steel, the configuration of the location of 1/4 of the diameter of the steel is close to the average of the overall configuration of the steel.
- the coarse AlN amount is controlled at a quarter of the diameter of the steel. Note that the amount of Mn sulfide inclusions, which will be described later, is also controlled at a quarter of the diameter of the steel for the reasons described above.
- Chemical components are C: 0.44 to 0.46%, Si: 0.23 to 0.26%, Mn: 0.78 to 0.82%, P: 0.013 to 0.016%, S: Several types of steel including 0.045 to 0.06%, Al: 0.11 to 0.17%, and N: 0.0030 to 0.0075, the balance being Fe and impurities, and different Al ⁇ N was melted, then forged to a diameter of 65 mm, further heated to 1200 ° C. and then air-cooled. The investigation which observes AlN was performed with respect to several types of samples obtained by this. The observation of AlN was performed by the transmission electron microscope replica method, and the area ratio of AlN was determined as follows.
- Ratio / area ratio of all AlN having equivalent circle diameter of 40 nm or more) ⁇ 100 the area ratio of AlN having an equivalent circle diameter of more than 200 nm accounts for the area ratio of all AlN having an equivalent circle diameter of 40 nm or more. The percentage was determined.
- the average value of the ratio of the area ratio of AlN with an equivalent circle diameter of more than 200 nm to the area ratio of all AlN with an equivalent circle diameter of 40 nm or more for each sample cross-sectional photograph is the area ratio of AlN with an equivalent circle diameter of more than 200 nm of the sample. It was regarded as a ratio of the area ratio inclusions of all AlN having an equivalent diameter of 40 nm or more.
- a preferable upper limit of Al ⁇ N is 0.000800, 0.000750, or 0.000700.
- the lower limit value of Al ⁇ N is not particularly defined, but can be set to 0.000330 from the lower limit values of Al and N.
- the preferable lower limit value of Al ⁇ N can be calculated from the preferable lower limit values of Al and N.
- MnS inclusions are inclusions that improve machinability.
- the number of MnS inclusions is increased by reducing the size of MnS inclusions.
- the number density of MnS inclusions having a maximum diameter of 0.3 ⁇ m or more and 10 ⁇ m or less is 100 / mm 2 or more and 2500 / mm 2 or less.
- MnS inclusions having a maximum diameter of 0.3 ⁇ m or more and 10 ⁇ m or less may be referred to as “fine MnS inclusions”.
- the maximum diameter of inclusions is the long diameter of inclusions observed when a cross section of steel is observed.
- the preferable lower limit of the number density of the fine MnS inclusions is 300 / mm 2 , and the more preferable lower limit is 500 / mm 2 .
- the upper limit of the number density of fine MnS inclusions may be 2500 / mm 2 , 1500 / mm 2 , or 1000 / mm 2 .
- the number density of the fine MnS inclusions is obtained, for example, as follows.
- the cross section in the longitudinal direction of the steel bar was polished, and then 60 photos with a field of view of 110 ⁇ m ⁇ 75 ⁇ m were taken using an optical microscope with a magnification of 1000 times, and these photos were subjected to image analysis, and the fine MnS inclusions related to each photo were analyzed. Obtain the average number density.
- the photography location of 60 photographs for determining the number density of fine MnS inclusions is a quarter of the steel diameter.
- Inclusions mainly composed of MnS and containing substances other than MnS are dissolved in MnS. // Inclusions coexisting in a bonded state, mainly consisting of MnS and coexisting in a state where a compound of Mn and an element other than S such as MnTe is dissolved and / or bonded in MnS.
- the above inclusions precipitated with an oxide or oxide as a nucleus have the same machinability improving effect as an inclusion made of only MnS.
- MnS inclusions include “inclusions composed solely of MnS” and “inclusions mainly composed of MnS and containing substances other than MnS”. It may be referred to as “thing”.
- the chemical formula of Mn sulfide inclusions can be expressed as “(Mn, X) (S, Y)” (X: a sulfide-forming element other than Mn, Y: an element that binds to Mn other than S).
- MnS inclusions are generated in a temperature range where the steel becomes a liquid phase. MnS inclusions generated in the liquid phase are prone to growth and coarsening. On the other hand, by controlling the ratio of the Mn content and the S content to make Mn / S 14.0 or less, the production temperature of MnS inclusions is remarkably lowered, and the temperature range in which the steel becomes a solid phase.
- MnS inclusions to be generated are sufficiently increased, and thereby the combined effect of Al and S can be sufficiently obtained. Since MnS inclusions precipitated in the solid phase are difficult to grow, as a result, finely dispersed MnS inclusions can be obtained.
- Mn / S greatly affects the hot ductility of steel. Usually, when Mn / S is less than 4.6, it is known that S that has not been combined with Mn produces FeS, and FeS reduces hot ductility and greatly reduces manufacturability. Accordingly, as shown in the following formula (2), Mn / S is set to 4.6 to 14.0.
- MnS inclusions can be finely dispersed.
- the lower limit of Mn / S is 5.0, 5.2, or 5.5
- the upper limit of Mn / S is 12.0, 10.0, or 8.0.
- Mn is the content (mass%) of Mn
- S is the content (mass%) of S.
- the liquidus temperature at the 1/4 thickness portion of the slab solidification starts when the molten steel is cooled
- the cooling rate from the temperature) to the solidus temperature is preferably controlled to 10 to 100 ° C./min.
- the quarter-thickness location is the middle of the slab surface and the slab center on the center line of the slab width. Part, that is, 1/4 part of the slab thickness.
- the long side of the slab cross section is defined as the width of the slab
- the short side of the slab cross section is defined as the thickness of the slab.
- the 1 ⁇ 4 thickness portion means the middle part of the radius, that is, 1 ⁇ 4 part of the diameter in the slab cross section.
- the cooling rate in the range from the liquidus temperature to the solidus temperature at the 1/4 thickness portion of the slab is the solidification structure of the 1/4 thickness portion of the slab after the end of casting and before hot working
- the average interval ⁇ of the secondary dendrite arms and the following equation 4 can be used.
- Rc ( ⁇ / 770) ⁇ 1 / 0.41 (4)
- Rc is a cooling rate (unit: ° C./min) in the range from the liquidus temperature to the solidus temperature at a 1 ⁇ 4 thickness portion of the slab, and ⁇ is a 1 ⁇ 4 thickness location of the slab.
- the number density of fine MnS inclusions is 100 to 2500 by making the slab such that the chemical composition of the slab satisfies the above formula 2 and the slab ⁇ is 117 to 300 ⁇ m. / mm 2 in which the slab is obtained by the cast slab hot working, the steel number density of fine MnS inclusions is 100 to 2500 / mm 2 is obtained.
- ⁇ can be measured by, for example, the method described in “Metal Society Journal”, Vol. 33 (1969), pages 658 to 663 (Akira Suzuki, Yutaka Nagaoka).
- the C content, Si content, Mn content, Cr content, and Al content in the steel satisfy the formula (3).
- the symbols “C”, “Si”, “Mn”, “Cr”, and “Al” included in the formula (3) respectively indicate the contents of C, Si, Mn, Cr, and Al in unit mass%. .
- thermocouple is embedded at a depth of 5 mm from the surface of the steel bar, and then welded, and the average cooling rate between 900 ° C. and 500 ° C. is controlled using this thermocouple.
- the average cooling rate between 0 ° C. and 500 ° C. was 0.3-0.9 ° C./second.
- the steel bar structure after air cooling was all ferrite and pearlite structure.
- the amount of coarse AlN and the amount of fine Mn sulfide inclusions in the steel bar after air cooling were within the above specified range.
- the relationship between hardness and machinability was investigated as follows. Gear cutting (hobbing: Hobbing) for 40 mm x 40 mm x 250 mm square specimens cut from various steel bars with different Al contents within the range of 0.03% to 0.17%. ), A cutting test was performed using a dance tool (fly tool). The cutter used in the hobbing process when manufacturing an actual product has a plurality of cutting edges. On the other hand, the dance tool is a cutter having only one hob cutting edge. Machinability (tool wear) obtained by performing a machinability test using a hob cutter with multiple cutting edges, and machinability (tool) obtained by performing a cutting test using a dance tool It has been confirmed that there is a good correspondence with (amount of wear).
- the dance tool is used to perform a cutting test in place of the hobbing cutter.
- a test method by cutting using a dance tool is described in, for example, “TOYOTA Technical Review” Vol. 52, no. 2, December 2002, page 78. Table 1 shows the test conditions.
- the amount of tool cutting until the wear amount of the tool reaches 70 ⁇ m (that is, until the tool life is reached) by measuring the maximum rake face wear depth (crater wear depth) of the tool with a palpation type roughness meter. (Cutting distance (m)) was determined.
- JIS SCr420 Al content 0.03% by mass
- the cutting distance is 15.5 m. Therefore, if the cutting distance of the test sample is 15.5 m or more under the same conditions, the machinability can be evaluated as good.
- FIG. 1 shows the relationship between the hardness of steel and the cutting distance.
- the present inventors have found that the machinability is improved as the Al content is increased, but that the hardness dependence of the machinability increases when Al is contained. From this result, it has been found that the relationship between the cutting distance, the Al amount, and the hardness can be accurately approximated by the equation (6) when the coarse AlN amount and the fine Mn sulfide-based inclusion amount are within the specified range. It was. This point is also a new finding that has never existed.
- Cutting distance (m) ( ⁇ 1.40 ⁇ Al + 0.0175) ⁇ (Hardness (HV) ⁇ 260) (6)
- the upper limit value of the machinability index M is the C content in the steel (C in the formula, hereinafter the same in mass%), the Si content (Si in the formula), the Mn content (Mn in the formula), the Cr content ( Based on the upper and lower limits of Cr) and the Al content (Al in the formula), it is set to 25.65. That is, in the range of chemical components of the steel for induction hardening according to the present embodiment, the C content, the Si content, the Mn content, the Cr content, and the Al content at which the machinability index M is the largest, 0.40%, 0.01%, 0.2%, 0.01%, and 0.17%.
- the hardness before quenching of steel that satisfies the provisions of each alloy component and the machinability index M of the steel for induction hardening according to the present embodiment is usually about 145 Hv to about 190 Hv.
- the manufacturing method of the steel for induction hardening according to the present embodiment is mass%, C: 0.40 to 0.60%, Si: 0.01 to 1.4%, Mn: 0.2 to 1.0%. Less than, Cr: 0.01 to less than 0.5%, Al: 0.11 to 0.17%, S: more than 0.03 to 0.07%, N: 0.0030 to 0.0075%, P: Less than 0.05%, B: 0 to 0.005%, Mo: 0 to 0.2%, Ni: 0 to 1.0%, Cu: 0 to 1.0%, Ca: 0 to 0.005% Mg: 0 to 0.005%, Zr: 0 to 0.005%, Rem: 0 to 0.005%, Ti: 0 to 0.2%, Nb: 0 to 0.2%, V: 0 to 0.35%, Sb: 0 to 0.015%, Te: 0 to 0.2%, Pb: 0 to 0.5%, and Bi: 0 to 0.5%, with the balance being Fe and impurities And the above formulas (1) to (3) A step of casting
- the cooling rate in the range from the liquidus temperature to the solidus temperature in the slab thickness direction 1 ⁇ 4 part is less than 10 ° C./min in the casting process, the maximum contained in the steel Since the number density of Mn sulfide inclusions having a diameter of 0.3 ⁇ m or more and 10 ⁇ m or less is less than 100 pieces / mm 2 , the machinability of the steel is lowered, and the liquidus temperature at 1 ⁇ 4 part in the slab thickness direction
- the cooling rate in the range from the solidus temperature to the solidus temperature is more than 100 ° C./min, there is a possibility that the slab is cracked.
- the heating temperature of the slab is less than 1200 ° C.
- the solution treatment for AlN in the slab is not sufficiently performed, and the area ratio of AlN in the steel with an equivalent circle diameter of more than 200 nm Is more than 20% of the area ratio of all AlN having an equivalent circle diameter of 40 nm or more, so that the machinability of the steel is lowered.
- the steel is preferably air-cooled so that the average cooling rate between 900 ° C. and 500 ° C. is 0.3 to 0.9 ° C./second.
- the normalizing conditions may be within a normal range in the technical field to which the steel for induction hardening according to the present embodiment belongs.
- the heating temperature may be 900 ° C. and the holding time may be 1 hour.
- the steel for induction hardening according to the present embodiment contains 0.40% by mass or more of C, the surface hardness of 600Hv or more is obtained when induction hardening is performed under appropriate conditions for the steel for induction hardening according to the present embodiment.
- a steel with Further, the steel for induction hardening according to the present embodiment contains both Al having a chemical composition of 0.11% by mass or more and S having more than 0.03% by mass, and the area ratio of coarse AlN is 40 nm or more in equivalent circle diameter.
- the number density of Mn sulfide inclusions having a maximum diameter of 0.3 ⁇ m or more and 10 ⁇ m or less is 100 to 2500 / mm 2 and the machinability index M is 20% or less of the area ratio of all of AlN.
- the induction hardening steel according to this embodiment is subjected to cutting, machinability equivalent to or higher than that of SCr420 having a C content of 0.18 to 0.23 mass% is obtained. can get.
- the cutting distance is 15.5 m or more.
- the production conditions of the examples are one example of conditions adopted to confirm the feasibility and effects of the present invention, and the present invention is not limited to these one example conditions.
- the present invention can adopt various conditions as long as the object of the present invention is achieved without departing from the gist of the present invention.
- the steel bar was held at 900 ° C. for 1 hour, then air-cooled, and a test piece was cut out from the steel bar.
- the hardness (Hv) of the test piece and the cutting distance (m) indicating the machinability of the test piece were measured.
- the hardness of the test piece was measured by polishing a cross section obtained by cutting a steel bar perpendicular to the length direction and measuring the Vickers hardness at a quarter of the diameter of the cross section.
- the cutting distance was measured by performing a cutting test under the conditions described in Table 1.
- the number density of Mn sulfide-based inclusions (fine MnS inclusions) having a maximum diameter of 0.3 ⁇ m or more and 10 ⁇ m or less is obtained by polishing a cross section in the longitudinal direction of a steel bar and then using an optical microscope with a magnification of 1000 ⁇ 60 photographs having a field of view of 75 ⁇ m were taken, and these photographs were subjected to image analysis to obtain an average value of the number density of fine MnS inclusions in each photograph.
- the shooting location of 60 photographs for determining the number density of the fine MnS inclusions was a quarter of the diameter (65 mm) of the steel bar.
- a cylindrical sample having a diameter of 26 mm and a length of 50 mm was produced from the center of a steel bar having a diameter of 65 mm, which is a material of these.
- These cylindrical samples are induction hardened under the condition that the effective hardened layer depth is 1.5 mm as defined in JIS G 0559 “Method of measuring the flame quenching of steel and induction hardening hardened layer”. Thereafter, tempering was performed at a heating temperature of 160 ° C. and a holding time of 90 minutes.
- the cross-section obtained by cutting the induction-hardened cylindrical sample perpendicularly to the length direction is polished, and the Vickers hardness is measured at 5 points with a load of 100 g at a depth of 50 ⁇ m from the surface of the cylindrical sample. Then, the average value of the Vickers hardness was obtained, and this average value was defined as the surface hardness of the cylindrical sample.
- This surface hardness is an index for evaluating the strength of a component, particularly when the present invention is used as a material for various components such as gears.
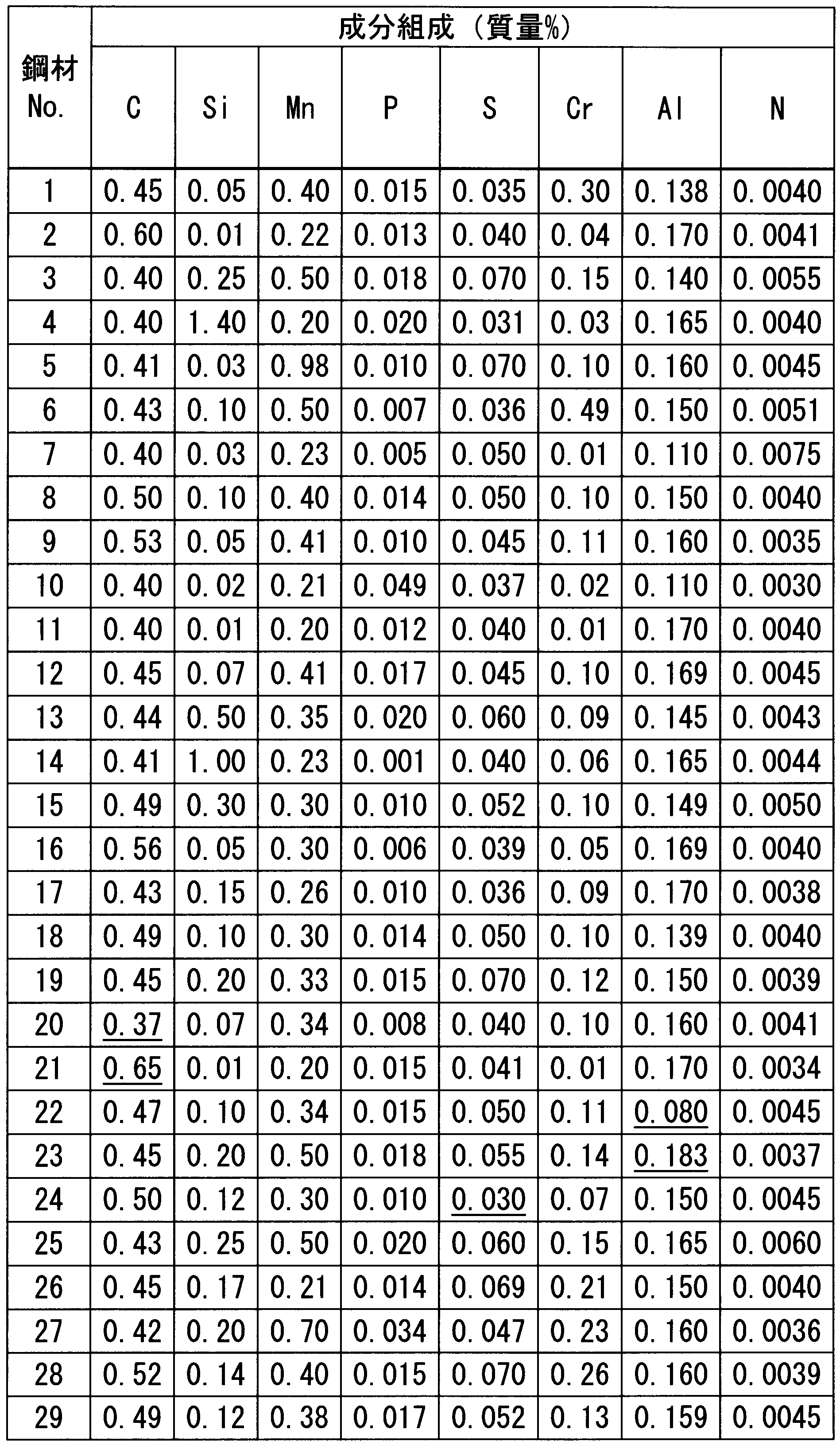
- Table 3-1 and Table 3-2 The numerical value with an underline in Table 3 is a numerical value outside the specified range of the present invention or a numerical value that does not reach the target of the present invention.
- steel material No. The structures 1 to 29 were all ferrite pearlite structures having a matrix area ratio of 90% or more.
- Steel No. Reference numerals 1 to 19 are examples of the present invention.
- the area ratio of AlN having an equivalent circle diameter of more than 200 nm was 20% or less of the area ratio of all AlN having an equivalent circle diameter of 40 nm or more.
- the cutting distance in the example of the present invention is 15.5 m (that is, the cutting distance in the example of the present invention is equal to or more than that of SCr420), and the surface hardness after induction hardening in the example of the present invention is HV600 or more. That is, the examples of the present invention are steels having sufficient strength characteristics and sufficient machinability.
- steel material No. 20 to 29 are comparative examples that are outside the scope of the present invention.
- Steel No. In No. 20 since the C content was insufficient, the surface hardness after induction hardening was lower than HV600, and the strength was insufficient.
- Steel No. In No. 21 since the C content was excessive, the hardness before induction hardening increased and the cutting distance decreased.
- Steel No. In No. 22 since the Al content was insufficient, the effect of tool protection due to the formation of the Al oxide film could not be obtained, and the cutting distance was reduced.
- Steel No. with excessive Al content No. 23 lacked the cutting distance.
- the area ratio of AlN having an equivalent circle diameter of more than 200 nm was more than 20% of the area ratio of all AlN having an equivalent circle diameter of 40 nm or more.
- Steel No. The area ratio of AlN with an equivalent circle diameter of 25 exceeding 200 nm was more than 20% of the area ratio of all AlN with an equivalent circle diameter of 40 nm or more.
- Steel No. In No. 26 since Mn / S was too low, the hot ductility was lowered and cracking occurred during casting. Steel No. In No.
- the present invention it is possible to provide a steel for induction hardening that is excellent in machinability and can be suitably applied with induction hardening.
- the present invention has high applicability in the machine manufacturing industry.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
- Continuous Casting (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
Description
本願は、2014年2月24日に、日本に出願された特願2014-033352号に基づき優先権を主張し、その内容をここに援用する。
15.5≦(-1.40×Al+0.0175)×(214×(C+(1/7)×Si+(1/5)×Mn+(1/9)×Cr)-211)≦25.65……(3)
ここで、Al、C、Si、Mn、Crは、各元素の鋼中含有量(質量%)である。
0.000330≦Al×N≦0.000825……(A)
4.6≦Mn/S≦14.0……(B)
15.5≦(-1.40×Al+0.0175)×(214×(C+(1/7)×Si+(1/5)×Mn+(1/9)×Cr)-211)≦25.65……(C)
前記式(A)、前記式(B)、および前記式(C)に含まれる記号「C」、「Si」、「Mn」、「Cr」、「Al」、「N」、および「S」それぞれは、C、Si、Mn、Cr、Al、N、およびSの含有量を単位質量%で示す。
Cは、鋼の強度と、高周波焼入れ後の鋼の表面硬さとを確保するために含有させる元素である。Cの含有量が0.40%未満である場合、上記の効果が得られず、一方、Cの含有量が0.60%より多い場合、鋼の靭性が劣化する。さらに、Cの含有量が0.60%より多い場合、鋼の硬さが上昇することによって、被削性および鍛造時等の加工性も顕著に劣化する。このため、C含有量は、0.40%~0.60%とする。上述した効果を安定的に得るためには、C含有量の下限値は、0.45%、0.50%、または0.55%とすることが好ましい。
Siは、製鋼時の脱酸に寄与するとともに、鋼の強度向上に寄与する元素である。Siの含有量が0.01%未満である場合、上述の脱酸効果および強度向上効果が得られない。一方、Siの含有量が1.4%を超える場合、鋼の靭性、および延性が低下する。さらに、Siの含有量が1.4%を超える場合、硬質介在物が鋼中に生成して、鋼の被削性を低下させる。このため、Si含有量は、0.01%~1.4%とする。好ましいSi含有量の下限値は、0.05%、0.10%、または0.15%であり、好ましいSi含有量の上限値は、0.7%、0.4%、または0.3%である。
Mnは、鋼の焼入れ性を高める効果を有するので、高周波焼入れ時にマルテンサイト組織を得るために有効な元素である。この効果を得るために、Mnを0.2%以上含有させる必要がある。また、含有されるMnの一部はMnSを形成し、鋼の被削性を向上させる。この効果を得るために、後述の式(2)を満たすようにMnを含有させる必要がある。一方、1.0%以上のMnを含有させた場合、鋼の硬さが上昇することによって、鋼の靭性が低下し、また、被削性および鍛造時等の加工性が顕著に劣化する。従って、Mn含有量を0.2~1.0%未満の範囲にする必要がある。好ましいMn含有量の下限値は0.3%、0.35%、または0.4%であり、好ましいMn含有量の上限値は0.9%、0.7%、または0.5%である。
Crは、鋼の焼入れ性を高める効果を有する。さらに、Crは、焼戻し軟化抵抗を鋼に付与し、これにより鋼の疲労強度を向上させる。Cr含有量が0.01%未満である場合、これらの効果が得られない。一方、Cr含有量が0.5%以上である場合、Cr炭化物が生成して鋼が脆化する。また、Cr含有量が0.5%以上である場合、セメンタイト中にCrが濃化してセメンタイトが安定化することによって、高周波焼入れ時の炭化物のオーステナイトへの溶け込みが阻害され、硬化層の硬さムラが発生する。よって、Cr量を0.01~0.5%未満とする必要がある。好ましいCr含有量の下限値は0.05%または0.1%であり、好ましいCr含有量の上限値は0.4%、0.3%、または0.2%である。
Alは鋼の脱酸に有効な元素である。さらにAlは、前述のように、Sと同時に含有させることにより鋼の被削性を大幅に向上させる元素である。Al含有量が0.11%未満である場合、切削時に工具上に生成されるAl酸化物の量が少ないので、工具摩耗を抑制するのに十分なAl酸化物被膜が得られない。一方、Al含有量が0.17%を超える場合、被削性向上の効果が飽和するだけでなく、鋼中に粗大なAl系介在物が生成しやすくなり、被削性や疲労強度が低下する。したがって、Alの含有量は0.11%~0.17%とする。好ましいAl含有量の下限値は0.12%または0.13%であり、好ましいAl含有量の上限値は0.16%、0.15%、または0.14%である。
SはMnと結合してMnSを形成し、その含有量に比例して被削性を向上させる効果を持つ。また、前述のように、AlとSとを同時に含有させることにより、MnSが工具上に付着して工具表面の潤滑性を向上させ、被削性を大幅に向上させる。この効果を十分に得るためには、Sを0.03%を超えて含有させる必要がある。一方、0.07%を超えてSを含有させると、形成された過剰量のMnSが疲労亀裂の伝播経路となることによって、鋼の疲労強度および靭性等が大きく低下する。従って、S含有量を0.03超~0.07%の範囲にする必要がある。好ましいS含有量の下限値は0.035%、0.040%、または0.045%であり、S含有量の好ましい上限値は0.060%、0.055、または0.050%である。
Nは、鋼中でAlおよびVなどと結合して、窒化物および/または炭窒化物を形成する。これら窒化物および/または炭窒化物は、オーステナイト結晶粒界をピンニングすることによって粒成長を抑制し、組織の粗大化を防止する働きがある。この効果を得るためには、Nを0.0030%以上含有させる必要がある。一方、0.0075%を超えて過剰にNを含有させると、1000℃以上の高温域における鋼の延性が低下する。この延性低下は、鋼の連続鋳造および圧延時の歩留まり低下の原因になる。また、粗大なAlNは鋼の被削性を低下させる。このため、N含有量を0.0030~0.0075%とする必要がある。N含有量の好適な下限値は0.0035%、0.0040%、または0.0045%であり、N含有量の好適な上限値は0.0070%、0.0065%、または0.0060%である。
Pは、不純物であり、オーステナイト粒界に偏析して、旧オーステナイト粒界を脆化させることによって粒界割れの原因となる。従って、P含有量をできるだけ低減することが望ましい。このため、P量を0.05%未満の範囲にすることが望ましい。本実施形態に係る鋼の課題を解決するためにPの含有は必要とされないので、特にP含有量の下限値は限定されないが、P量を0.001%以下に制限するためには過剰なコストがかかる。したがって、P含有量の好適な下限値は0.001%、0.002%、または0.005%である。P含有量の好適な上限値は0.04%、0.03%、または0.025%である。
Bは含有しなくともよい。そのため、その含有量の下限値は0%である。一方、本実施形態に係る鋼は必要に応じてBを含有してもよい。オーステナイト中に固溶しているBは、含有量が微量であっても、鋼の焼入れ性を大きく高める効果を有する。従ってBは、高周波焼入れ時にマルテンサイト組織を得るために有効な元素である。この効果を安定して得るために、本実施形態に係る鋼は、0.0003%以上のBを含有してもよい。一方、0.005%を超えてBを含有した場合、上述の効果が飽和する。従って、Bを含有させる場合、B含有量を0.0003~0.005%の範囲内にすることが好ましい。B含有量の好適な下限値は0.0005%、0.0010%、または0.0015%であり、B含有量の好適な上限値は0.004%、0.003%、または0.0025%である。なお、固溶B量は、BNを形成する働きを有するNによって減少する。一方、TiはTiNを形成してNを固定し、これにより固溶B量の減少を防ぐ。Bを含有させる場合には、固溶B量を安定的に確保するために、Tiを同時に含有させることが好ましい。
Ca、Mg、Zr、及びRem(希土類元素)は、含有しなくともよい。そのため、その含有量の下限値は0%である。一方、Ca、Mg、Zr、及びRemは、いずれも、鋼中のMnSの形態を制御することにより、鋼の機械特性の向上に寄与する元素である。この効果を安定して得るためには、本実施形態に係る鋼は、0.0003%以上のCa、0.0003%以上のMg、0.0003%以上のZr、及び、0.0003%以上のRemの一種以上を含有してもよい。一方、鋼のCa含有量、Mg含有量、Zr含有量、及び、Rem含有量のうち一種以上が0.005%を超える場合、鋼に含まれる酸化物が粗大化し、これにより鋼の疲労強度が低下する。従って、Ca、Mg、Zr、及びRemそれぞれの上限値は、0.005%であり、好ましくは0.003%、0.002%、または0.001%である。なお、Remは希土類金属元素を示し、Sc、Y、La、Ce、Pr、Nd、Pm、Sm、Eu、Gd、Tb、Dy、Ho、Er、Tm、Yb、及びLuから選択される1種以上である。Remの含有量とは、Sc、Y、La、Ce、Pr、Nd、Pm、Sm、Eu、Gd、Tb、Dy、Ho、Er、Tm、Yb、及びLuの合計含有量である。
TiおよびNbは、含有しなくともよい。そのため、その含有量の下限値は0%である。一方、TiおよびNbは、結晶粒の異常成長を抑制して、組織の均質化に寄与する。この効果を安定して得るためには、本実施形態に係る鋼は、0.005%以上のTi、および0.005%以上のNbのうち1種以上を含有してもよい。Ti含有量の好ましい下限値は0.010%、0.050%、または0.10%であり、Nb含有量の好ましい下限値は0.010%、0.050%、または0.10%である。
Sb、Te、Pb及び、Biは、含有しなくともよい。そのため、その含有量の下限値は0%である。一方、Sb、Te、Pb及び、Biは、被削性向上元素である。この効果を安定して得るためには、本実施形態に係る鋼は、0.0003%以上のSb、0.0003%以上のTe、0.01%以上のPb、及び0.01%以上のBiのうち1種以上を含有してもよい。Sb含有量の好ましい下限値は0.0005%、0.0008%、または0.001%であり、Te含有量の好ましい下限値は0.0005%、0.0008%、または0.001%であり、Pb含有量の好ましい下限値は0.02%、0.03%、または0.05%であり、Bi含有量の好ましい下限値は0.02%、0.03%、または0.05%である。
本実施形態に係る高周波焼入れ用鋼材の化学成分の残部はFe及び不純物である。なお、原料、資材、製造設備等の状況次第で、不純物が鋼中に混入する場合があるが、本実施形態に係る高周波焼入れ用鋼材の特性を阻害しない範囲であれば、不純物の混入は許容される。
被削性を向上させるためにAl含有量を増加させた場合、円相当径が200nmを超えるAlNが鋼中に生成しやすくなる。以下、「円相当径が200nmを超えるAlN」を「粗大AlN」と称する場合がある。粗大AlNが鋼中に存在する場合、粗大AlNによる切削工具の機械的摩耗が顕著に生じるので、鋼中に含有されるAlが形成するAl酸化物被膜による被削性向上の効果が消失してしまう。本発明者らは、粗大AlNの量と被削性との関係を調査することにより、鋼の直径の1/4の箇所において、粗大AlNの面積率が、円相当径40nm以上の全てのAlNの面積率の20%を超える場合に、本実施形態に係る高周波焼入れ用鋼材が目標とする被削性が得られなくなることを知見した。なお、測定限界を下回る円相当径40nm未満のAlNは、全てのAlNの面積率に対してわずかな量しか存在しないので、粗大AlN量と被削性との関係を調査するにあたり考慮されなかった。従って、本実施形態に係る高周波焼入れ用鋼材の直径の1/4の箇所において、円相当径200nm超のAlNの面積率が、円相当径40nm以上の全てのAlNの面積率の20%以下となる必要がある。円相当径200nm超のAlNの面積率は、好ましくは、円相当径40nm以上の全てのAlNの面積率の15%以下、10%以下、または5%以下である。
Al含有量および/またはN含有量を減少させることにより、粗大AlNの生成を抑制することができる。しかし、本実施形態に係る高周波焼入れ用鋼材において、Alは被削性向上効果を有し、Nは組織微細化効果を有している。粗大AlNの生成を抑制するためにAlおよびNの含有量を減少させた場合、これらの効果が得られなくなるおそれがある。本発明者らは、AlおよびNそれぞれの効果を維持しながら粗大AlNの生成を抑制するために、本実施形態に係る高周波焼入れ用鋼材の化学成分が満たすべき範囲を式(1)によって規定することと、鋼の熱間加工前の加熱温度を1200℃以上にすることとが必要であることを知見した。
0.000330≦Al×N≦0.000825……(1)
式(1)に含まれる記号「Al」および「N」は、AlおよびNの含有量を単位質量%で示す。
MnS介在物は被削性を向上させる介在物である。本実施形態に係る高周波焼入れ用鋼材のように、AlとSとの複合効果を用いて被削性を向上させる場合、MnS介在物のサイズを微細化することにより、MnS介在物の個数を増大させる必要がある。具体的には、AlとSとの複合効果を十分に得るためには、最大径が0.3μm以上10μm以下のMnS介在物の個数密度が100個/mm2以上2500個/mm2以下である必要がある。以下、「最大径が0.3μm以上10μm以下のMnS介在物」を「微細MnS介在物」と称する場合がある。介在物の最大径とは、鋼の断面を観察した際に認められる介在物の長径である。微細MnS介在物の個数密度が100個/mm2よりも少ない場合は、AlとSとの両方が含まれることにより生じる被削性向上効果を十分に得ることができない。微細MnS介在物の個数密度の好ましい下限値は300個/mm2であり、さらに好ましい下限値は500個/mm2である。微細MnS介在物の個数密度の上限値を規定する必要はないが、微細MnS介在物の個数密度が2500個/mm2よりも多くなると、微細MnS介在物による被削性向上効果が飽和する。微細MnS介在物の個数密度の上限値を2500個/mm2、1500個/mm2、または1000個/mm2としてもよい。
微細MnS介在物の個数密度を100~2500個/mm2にするためには、Mn含有量とS含有量との比率を制御する必要がある。通常、鋼が液相となる温度域でMnS介在物は生成する。液相で生成したMnS介在物は成長および粗大化しやすい。一方、Mn含有量とS含有量との比を制御して、Mn/Sを14.0以下とすることで、MnS介在物の生成温度を著しく低下させ、鋼が固相となる温度域で生成するMnS介在物の量を十分に増やし、これによりAlおよびSの複合効果が十分に得られる、という知見を本発明者らは得た。固相中で析出したMnS介在物は成長しにくいので、結果として、微細に分散したMnS介在物を得ることができる。一方、Mn/Sは鋼の熱間延性に大きく影響する。通常、Mn/Sが4.6未満である場合、Mnと結びつかなかったSがFeSを生成し、FeSが熱間延性を低下させ、製造性を大きく低下させることが知られている。従って、以下の式(2)に示すように、Mn/Sは4.6~14.0とする。Mn/Sをこの範囲に制御することでMnS介在物を微細分散させることができる。好ましくは、Mn/Sの下限値は5.0、5.2、または5.5であり、Mn/Sの上限値は12.0、10.0、または8.0である。式(2)において「Mn」はMnの含有量(質量%)であり、「S」はSの含有量(質量%)である。
4.6≦Mn/S≦14.0……(2)
Rc=(λ/770)-1/0.41……(4)
Rcは鋳片の1/4厚さの箇所における液相線温度から固相線温度までの範囲の冷却速度(単位:℃/min)であり、λは鋳片の1/4厚さの箇所の2次デンドライトアームの平均間隔(単位:μm)である。式(4)を用いれば、λを測定することにより、Rcを確認可能である。λが300μmである場合、Rcが約10℃/minであり、λが117μmである場合、Rcが約100℃/minである。従って、鋳片の化学成分が上述の式2を満たすようにし、且つ鋳片のλが117~300μmとなるように鋳片を製造することにより、微細MnS介在物の個数密度が100~2500個/mm2である鋳片が得られ、この鋳片を熱間加工することにより、微細MnS介在物の個数密度が100~2500個/mm2である鋼が得られる。λは、例えば、「金属学会誌」第33巻(1969)、第658頁~第663頁(鈴木章、長岡豊)に記載されている方法により測定できる。
本実施形態に係る高周波焼入れ用鋼材の化学成分では、鋼中のC含有量、Si含有量、Mn含有量、Cr含有量、及びAl含有量が式(3)を満たす。
15.5≦(-1.40×Al+0.0175)×(214×(C+(1/7)×Si+(1/5)×Mn+(1/9)×Cr)-211)≦25.65……(3)
式(3)に含まれる記号「C」、「Si」、「Mn」、「Cr」、および「Al」それぞれは、C、Si、Mn、Cr、およびAlの含有量を単位質量%で示す。
(a1)硬さと、硬さに大きな影響を与える炭素当量との相関関係
(a2)硬さと、硬さの影響を受ける被削性との相関関係
鋼の炭素当量Ceqは、硬さに影響するC、Si、Mn、及びCrの各含有量に着目して、式(5)を用いて定義した。
Ceq=C+(1/7)×Si+(1/5)×Mn+(1/9)×Cr……(5)
硬さと炭素当量との関係は、次のように調査した。
焼入れ前の硬さ(HV)=214×Ceq+49 ・・・(a1)

切削距離(m)=(-1.40×Al+0.0175)×(硬さ(HV)-260)……(6)
(-1.40×Al+0.0175)×(硬さ(HV)-260)≧15.5・・・(a2)
15.5≦(-1.40×Al+0.0175)×(214×(C+(1/7)×Si+(1/5)×Mn+(1/9)×Cr)-211)≦25.65・・・(3)
以降、「M=(-1.40×Al+0.0175)×(214×(C+(1/7)×Si+(1/5)×Mn+(1/9)×Cr)-211)」との式により得られる値Mを、被削性指数Mと称する場合がある。被削性指数Mの適正化により、優れた被削性が得られる。被削性指数Mの上限値は、鋼中のC含有量(式中C、質量%で以下同じ)、Si含有量(式中Si)、Mn含有量(式中Mn)、Cr含有量(式中Cr)、及びAl含有量(式中Al)の上下限に基づき、25.65とされる。すなわち、本実施形態に係る高周波焼入れ用鋼材の化学成分の範囲において、被削性指数Mが最も大きくなるC含有量、Si含有量、Mn含有量、Cr含有量、及びAl含有量はそれぞれ、0.40%、0.01%、0.2%、0.01%、および0.17%であり、これら値を被削性指数Mの定義式に代入して得られる値は、(-1.40×Al+0.0175)×(214×(C+(1/7)×Si+(1/5)×Mn+(1/9)×Cr)-211)=25.65(ただし、小数点以下第3位以下を切り上げ)となるので、25.65を被削性指数Mの上限値とした。なお、本実施形態に係る高周波焼入れ用鋼材の各合金成分の規定および被削性指数Mの規定を満たす鋼の焼入れ前の硬さは、通常、約145Hv~約190Hvとなる。


Claims (5)
- 化学成分が、質量%で、
C:0.40~0.60%、
Si:0.01~1.4%、
Mn:0.2~1.0%未満、
Cr:0.01~0.5%未満、
Al:0.11~0.17%、
S:0.03超~0.07%、
N:0.0030~0.0075%、
P:0.05%未満、
B:0~0.005%、
Mo:0~0.2%、
Ni:0~1.0%、
Cu:0~1.0%、
Ca:0~0.005%、
Mg:0~0.005%、
Zr:0~0.005%、
Rem:0~0.005%、
Ti:0~0.2%、
Nb:0~0.2%、
V:0~0.35%、
Sb:0~0.015%、
Te:0~0.2%、
Pb:0~0.5%、及び
Bi:0~0.5%
を含有し、残部がFe及び不純物からなり、
前記化学成分が式(1)~(3)を満足し、
直径の1/4の箇所において、円相当径200nm超のAlNの面積率が、円相当径40nm以上の全てのAlNの面積率の20%以下であり、
前記直径の1/4の箇所において、最大径が0.3μm以上10μm以下のMn硫化物系介在物の個数密度が100個/mm2以上2500個/mm2以下であることを特徴とする高周波焼入れ用鋼材。
0.000330≦Al×N≦0.000825……(1)
4.6≦Mn/S≦14.0……(2)
15.5≦(-1.40×Al+0.0175)×(214×(C+(1/7)×Si+(1/5)×Mn+(1/9)×Cr)-211)≦25.65……(3)
前記式(1)、前記式(2)、および前記式(3)に含まれる記号「C」、「Si」、「Mn」、「Cr」、「Al」、「N」、および「S」それぞれは、C、Si、Mn、Cr、Al、N、およびSの含有量を単位質量%で示す。 - 前記化学成分が、質量%で、
B:0.0003~0.005%、
Mo:0.01~0.2%、
Ni:0.05~1.0%、及び
Cu:0.05~1.0%
のうちの1種又は2種以上を含有することを特徴とする請求項1に記載の高周波焼入れ用鋼材。 - 前記化学成分が、質量%で、
Ca:0.0003~0.005%、
Mg:0.0003~0.005%、
Zr:0.0003~0.005%、及び
Rem:0.0003~0.005%
のうちの1種又は2種以上を含有することを特徴とする請求項1又は2に記載の高周波焼入れ用鋼材。 - 前記化学成分が、質量%で、
Ti:0.005~0.2%、
Nb:0.005~0.2%、及び
V:0.005~0.35%
のうちの1種又は2種以上を含有することを特徴とする請求項1~3のいずれか一項に記載の高周波焼入れ用鋼材。 - 前記化学成分が、質量%で、
Sb:0.0003~0.015%、
Te:0.0003~0.2%、
Pb:0.01~0.5%、及び
Bi:0.01~0.5%
のうちの1種又は2種以上を含有することを特徴とする請求項1~4のいずれか一項に記載の高周波焼入れ用鋼材。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AU2015219819A AU2015219819B2 (en) | 2014-02-24 | 2015-02-20 | Steel for induction hardening |
| PL15752609T PL3112487T3 (pl) | 2014-02-24 | 2015-02-20 | Stal do utwardzania indukcyjnego |
| CN201580009760.1A CN106029925B (zh) | 2014-02-24 | 2015-02-20 | 高频淬火用钢材 |
| US15/120,440 US10793937B2 (en) | 2014-02-24 | 2015-02-20 | Steel for induction hardening |
| KR1020167022837A KR101824352B1 (ko) | 2014-02-24 | 2015-02-20 | 고주파 ??칭용 강재 |
| JP2016504185A JP6057014B2 (ja) | 2014-02-24 | 2015-02-20 | 高周波焼入れ用鋼材 |
| EP15752609.6A EP3112487B1 (en) | 2014-02-24 | 2015-02-20 | Steel for induction hardening |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-033352 | 2014-02-24 | ||
| JP2014033352 | 2014-02-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015125915A1 true WO2015125915A1 (ja) | 2015-08-27 |
Family
ID=53878413
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/054766 Ceased WO2015125915A1 (ja) | 2014-02-24 | 2015-02-20 | 高周波焼入れ用鋼材 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10793937B2 (ja) |
| EP (1) | EP3112487B1 (ja) |
| JP (1) | JP6057014B2 (ja) |
| KR (1) | KR101824352B1 (ja) |
| CN (1) | CN106029925B (ja) |
| AU (1) | AU2015219819B2 (ja) |
| PL (1) | PL3112487T3 (ja) |
| WO (1) | WO2015125915A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106282827A (zh) * | 2016-08-30 | 2017-01-04 | 江苏扬碟钻石工具有限公司 | 一种高强度刀柄的制备工艺 |
| KR20180053696A (ko) * | 2015-10-19 | 2018-05-23 | 신닛테츠스미킨 카부시키카이샤 | 열간 단조용 강 및 열간 단조품 |
| KR20180056748A (ko) * | 2015-10-19 | 2018-05-29 | 신닛테츠스미킨 카부시키카이샤 | 기계 구조용 강 및 고주파 ??칭 강 부품 |
| JPWO2018021452A1 (ja) * | 2016-07-27 | 2019-05-30 | 日本製鉄株式会社 | 機械構造用鋼 |
| CN111032899A (zh) * | 2017-08-25 | 2020-04-17 | 日本制铁株式会社 | 渗碳轴承部件用钢材 |
| US11111568B2 (en) | 2016-09-30 | 2021-09-07 | Nippon Steel Corporation | Steel for cold forging and manufacturing method thereof |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10260123B2 (en) * | 2014-07-03 | 2019-04-16 | Nippon Steel & Sumitomo Metal Corporation | Rolled steel bar for machine structural use and method of producing the same |
| US10266908B2 (en) * | 2014-07-03 | 2019-04-23 | Nippon Steel & Sumitomo Metal Corporation | Rolled steel bar for machine structural use and method of producing the same |
| EP3744867B1 (en) * | 2018-01-22 | 2023-10-11 | Nippon Steel Corporation | Bearing steel component, and steel bar for bearing steel component |
| US12006557B2 (en) | 2019-01-21 | 2024-06-11 | Nippon Steel Corporation | Steel material and component |
| WO2021095183A1 (ja) * | 2019-11-13 | 2021-05-20 | 日本製鉄株式会社 | 鋼材 |
| CN111187994A (zh) * | 2020-02-17 | 2020-05-22 | 本钢板材股份有限公司 | 一种高c刀具用钢c60热轧卷板及其制备方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010082454A1 (ja) * | 2009-01-16 | 2010-07-22 | 新日本製鐵株式会社 | 高周波焼入れ用鋼 |
| WO2012008405A1 (ja) * | 2010-07-14 | 2012-01-19 | 新日本製鐵株式会社 | 被削性に優れた機械構造用鋼 |
| JP2012251184A (ja) * | 2011-05-31 | 2012-12-20 | Sanyo Special Steel Co Ltd | 疲労特性および靱性に優れた鋼 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3932995B2 (ja) * | 2002-06-28 | 2007-06-20 | Jfeスチール株式会社 | 高周波焼もどし用鋼およびその製造方法 |
| CN100436628C (zh) * | 2003-01-17 | 2008-11-26 | 杰富意钢铁株式会社 | 高频淬火用钢材、采用该高频淬火用钢材的高频淬火构件及它们的制造方法 |
| CN100357473C (zh) | 2003-09-29 | 2007-12-26 | 杰富意钢铁株式会社 | 高频淬火用钢材、使用其的高频淬火部件及它们的制造方法 |
| JP4581966B2 (ja) | 2005-11-08 | 2010-11-17 | 住友金属工業株式会社 | 高周波焼入れ用鋼材 |
| JP4894288B2 (ja) | 2005-12-28 | 2012-03-14 | Jfeスチール株式会社 | 耐摩耗鋼板 |
| KR101355321B1 (ko) * | 2010-10-06 | 2014-01-23 | 신닛테츠스미킨 카부시키카이샤 | 표면경화강 및 그 제조 방법 |
| JP5687945B2 (ja) * | 2011-04-08 | 2015-03-25 | 株式会社神戸製鋼所 | 被削性と高温強度に優れた高周波焼入れ用鋼、及びその製造方法 |
| JP5687944B2 (ja) * | 2011-04-08 | 2015-03-25 | 株式会社神戸製鋼所 | 被削性に優れた高周波焼入れ用鋼、及びその製造方法 |
-
2015
- 2015-02-20 AU AU2015219819A patent/AU2015219819B2/en not_active Ceased
- 2015-02-20 WO PCT/JP2015/054766 patent/WO2015125915A1/ja not_active Ceased
- 2015-02-20 JP JP2016504185A patent/JP6057014B2/ja not_active Expired - Fee Related
- 2015-02-20 KR KR1020167022837A patent/KR101824352B1/ko not_active Expired - Fee Related
- 2015-02-20 CN CN201580009760.1A patent/CN106029925B/zh not_active Expired - Fee Related
- 2015-02-20 PL PL15752609T patent/PL3112487T3/pl unknown
- 2015-02-20 US US15/120,440 patent/US10793937B2/en not_active Expired - Fee Related
- 2015-02-20 EP EP15752609.6A patent/EP3112487B1/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010082454A1 (ja) * | 2009-01-16 | 2010-07-22 | 新日本製鐵株式会社 | 高周波焼入れ用鋼 |
| WO2012008405A1 (ja) * | 2010-07-14 | 2012-01-19 | 新日本製鐵株式会社 | 被削性に優れた機械構造用鋼 |
| JP2012251184A (ja) * | 2011-05-31 | 2012-12-20 | Sanyo Special Steel Co Ltd | 疲労特性および靱性に優れた鋼 |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102073053B1 (ko) | 2015-10-19 | 2020-02-04 | 닛폰세이테츠 가부시키가이샤 | 기계 구조용 강 및 고주파 ?칭 강 부품 |
| KR102074715B1 (ko) | 2015-10-19 | 2020-02-10 | 닛폰세이테츠 가부시키가이샤 | 열간 단조용 강 및 열간 단조품 |
| KR20180056748A (ko) * | 2015-10-19 | 2018-05-29 | 신닛테츠스미킨 카부시키카이샤 | 기계 구조용 강 및 고주파 ??칭 강 부품 |
| CN108138287A (zh) * | 2015-10-19 | 2018-06-08 | 新日铁住金株式会社 | 机械结构用钢及高频淬火钢部件 |
| CN108138288A (zh) * | 2015-10-19 | 2018-06-08 | 新日铁住金株式会社 | 热锻造用钢及热锻造品 |
| EP3366800A4 (en) * | 2015-10-19 | 2019-04-10 | Nippon Steel & Sumitomo Metal Corporation | STEEL FOR MECHANICAL STRUCTURES AND INDUCTION-HARDENED STEEL PARTS |
| KR20180053696A (ko) * | 2015-10-19 | 2018-05-23 | 신닛테츠스미킨 카부시키카이샤 | 열간 단조용 강 및 열간 단조품 |
| US10844466B2 (en) | 2015-10-19 | 2020-11-24 | Nippon Steel Corporation | Hot forging steel and hot forged product |
| CN108138288B (zh) * | 2015-10-19 | 2020-07-31 | 日本制铁株式会社 | 热锻造用钢及热锻造品 |
| EP3366799A4 (en) * | 2015-10-19 | 2019-06-12 | Nippon Steel & Sumitomo Metal Corporation | STEEL FOR WARM-FORGING AND WARM-FORGED PRODUCT |
| JPWO2018021452A1 (ja) * | 2016-07-27 | 2019-05-30 | 日本製鉄株式会社 | 機械構造用鋼 |
| EP3492615A4 (en) * | 2016-07-27 | 2019-12-25 | Nippon Steel Corporation | STEEL FOR MACHINE STRUCTURES |
| CN106282827A (zh) * | 2016-08-30 | 2017-01-04 | 江苏扬碟钻石工具有限公司 | 一种高强度刀柄的制备工艺 |
| US11111568B2 (en) | 2016-09-30 | 2021-09-07 | Nippon Steel Corporation | Steel for cold forging and manufacturing method thereof |
| CN111032899A (zh) * | 2017-08-25 | 2020-04-17 | 日本制铁株式会社 | 渗碳轴承部件用钢材 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101824352B1 (ko) | 2018-01-31 |
| PL3112487T3 (pl) | 2020-06-15 |
| CN106029925A (zh) | 2016-10-12 |
| JP6057014B2 (ja) | 2017-01-11 |
| US10793937B2 (en) | 2020-10-06 |
| EP3112487A4 (en) | 2017-10-18 |
| JPWO2015125915A1 (ja) | 2017-03-30 |
| AU2015219819B2 (en) | 2017-05-18 |
| EP3112487B1 (en) | 2019-10-30 |
| US20170067140A1 (en) | 2017-03-09 |
| AU2015219819A1 (en) | 2016-09-01 |
| CN106029925B (zh) | 2017-09-29 |
| KR20160111486A (ko) | 2016-09-26 |
| EP3112487A1 (en) | 2017-01-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6057014B2 (ja) | 高周波焼入れ用鋼材 | |
| KR102453321B1 (ko) | 오스테나이트계 내마모 강판 | |
| JP4888277B2 (ja) | 熱間圧延棒鋼または線材 | |
| JP4956146B2 (ja) | 鍛造性と結晶粒粗大化防止特性に優れた肌焼鋼およびその製造方法並びに浸炭部品 | |
| JP5862802B2 (ja) | 浸炭用鋼 | |
| KR20130021444A (ko) | 피삭성이 우수한 기계 구조용 강 | |
| JP6065120B2 (ja) | 高炭素熱延鋼板およびその製造方法 | |
| JP6065121B2 (ja) | 高炭素熱延鋼板およびその製造方法 | |
| JP6631640B2 (ja) | 肌焼鋼、浸炭部品および肌焼鋼の製造方法 | |
| JP6468366B2 (ja) | 鋼、浸炭鋼部品、及び浸炭鋼部品の製造方法 | |
| CN108315637B (zh) | 高碳热轧钢板及其制造方法 | |
| JP6468365B2 (ja) | 鋼、浸炭鋼部品、及び浸炭鋼部品の製造方法 | |
| JP2012237052A (ja) | 冷間鍛造性および結晶粒粗大化抑制能に優れた肌焼鋼とその製造方法 | |
| JP5643622B2 (ja) | 肌焼鋼、およびこれを用いた機械構造部品 | |
| JP7149131B2 (ja) | 冷間加工性および耐結晶粒粗大化特性に優れた機械構造用鋼 | |
| CN100436628C (zh) | 高频淬火用钢材、采用该高频淬火用钢材的高频淬火构件及它们的制造方法 | |
| JP4464861B2 (ja) | 耐結晶粒粗大化特性と冷間加工性に優れた肌焼用鋼 | |
| JP4488228B2 (ja) | 高周波焼入れ用鋼材 | |
| JP2018035421A (ja) | 浸炭時の粗大粒防止特性と疲労特性に優れた肌焼鋼およびその製造方法 | |
| JP2018035418A (ja) | 浸炭用鋼、浸炭鋼部品及び浸炭鋼部品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15752609 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2016504185 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15120440 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20167022837 Country of ref document: KR Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015752609 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015752609 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201605602 Country of ref document: ID |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112016018690 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 2015219819 Country of ref document: AU Date of ref document: 20150220 Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 112016018690 Country of ref document: BR Kind code of ref document: A2 Effective date: 20160815 |