WO2015133303A1 - 過給機の製造方法及び過給機 - Google Patents
過給機の製造方法及び過給機 Download PDFInfo
- Publication number
- WO2015133303A1 WO2015133303A1 PCT/JP2015/054930 JP2015054930W WO2015133303A1 WO 2015133303 A1 WO2015133303 A1 WO 2015133303A1 JP 2015054930 W JP2015054930 W JP 2015054930W WO 2015133303 A1 WO2015133303 A1 WO 2015133303A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- motor
- housing
- supercharger
- stator
- rotor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images







Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D25/00—Pumping installations or systems
- F04D25/02—Units comprising pumps and their driving means
- F04D25/04—Units comprising pumps and their driving means the pump being fluid-driven
- F04D25/045—Units comprising pumps and their driving means the pump being fluid-driven the pump wheel carrying the fluid driving means, e.g. turbine blades
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02B—INTERNAL-COMBUSTION PISTON ENGINES; COMBUSTION ENGINES IN GENERAL
- F02B37/00—Engines characterised by provision of pumps driven at least for part of the time by exhaust
- F02B37/04—Engines with exhaust drive and other drive of pumps, e.g. with exhaust-driven pump and mechanically-driven second pump
- F02B37/10—Engines with exhaust drive and other drive of pumps, e.g. with exhaust-driven pump and mechanically-driven second pump at least one pump being alternatively or simultaneously driven by exhaust and other drive, e.g. by pressurised fluid from a reservoir or an engine-driven pump
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D15/00—Adaptations of machines or engines for special use; Combinations of engines with devices driven thereby
- F01D15/10—Adaptations for driving, or combinations with, electric generators
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02B—INTERNAL-COMBUSTION PISTON ENGINES; COMBUSTION ENGINES IN GENERAL
- F02B39/00—Component parts, details, or accessories relating to, driven charging or scavenging pumps, not provided for in groups F02B33/00 - F02B37/00
- F02B39/02—Drives of pumps; Varying pump drive gear ratio
- F02B39/08—Non-mechanical drives, e.g. fluid drives having variable gear ratio
- F02B39/10—Non-mechanical drives, e.g. fluid drives having variable gear ratio electric
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D17/00—Radial-flow pumps, e.g. centrifugal pumps; Helico-centrifugal pumps
- F04D17/08—Centrifugal pumps
- F04D17/10—Centrifugal pumps for compressing or evacuating
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D25/00—Pumping installations or systems
- F04D25/02—Units comprising pumps and their driving means
- F04D25/024—Units comprising pumps and their driving means the driving means being assisted by a power recovery turbine
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D25/00—Pumping installations or systems
- F04D25/02—Units comprising pumps and their driving means
- F04D25/06—Units comprising pumps and their driving means the pump being electrically driven
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D25/00—Pumping installations or systems
- F04D25/02—Units comprising pumps and their driving means
- F04D25/06—Units comprising pumps and their driving means the pump being electrically driven
- F04D25/0606—Units comprising pumps and their driving means the pump being electrically driven the electric motor being specially adapted for integration in the pump
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/18—Rotors
- F04D29/20—Mounting rotors on shafts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/26—Rotors specially for elastic fluids
- F04D29/266—Rotors specially for elastic fluids mounting compressor rotors on shafts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/60—Mounting; Assembling; Disassembling
- F04D29/62—Mounting; Assembling; Disassembling of radial or helico-centrifugal pumps
- F04D29/624—Mounting; Assembling; Disassembling of radial or helico-centrifugal pumps especially adapted for elastic fluid pumps
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/18—Means for mounting or fastening magnetic stationary parts on to, or to, the stator structures
- H02K1/185—Means for mounting or fastening magnetic stationary parts on to, or to, the stator structures to outer stators
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/03—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies having permanent magnets
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/16—Centring rotors within the stators
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K7/00—Arrangements for handling mechanical energy structurally associated with dynamo-electric machines, e.g. structural association with mechanical driving motors or auxiliary dynamo-electric machines
- H02K7/14—Structural association with mechanical loads, e.g. with hand-held machine tools or fans
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05B—INDEXING SCHEME RELATING TO WIND, SPRING, WEIGHT, INERTIA OR LIKE MOTORS, TO MACHINES OR ENGINES FOR LIQUIDS COVERED BY SUBCLASSES F03B, F03D AND F03G
- F05B2220/00—Application
- F05B2220/40—Application in turbochargers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05B—INDEXING SCHEME RELATING TO WIND, SPRING, WEIGHT, INERTIA OR LIKE MOTORS, TO MACHINES OR ENGINES FOR LIQUIDS COVERED BY SUBCLASSES F03B, F03D AND F03G
- F05B2230/00—Manufacture
- F05B2230/60—Assembly methods
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05B—INDEXING SCHEME RELATING TO WIND, SPRING, WEIGHT, INERTIA OR LIKE MOTORS, TO MACHINES OR ENGINES FOR LIQUIDS COVERED BY SUBCLASSES F03B, F03D AND F03G
- F05B2240/00—Components
- F05B2240/60—Shafts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2220/00—Application
- F05D2220/40—Application in turbochargers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/60—Assembly methods
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/10—Internal combustion engine [ICE] based vehicles
- Y02T10/12—Improving ICE efficiencies
Definitions
- a protective cylinder is provided in the motor rotor in the rotor mounting step, whereby the housing, the stator and the like can be prevented from contacting the motor rotor in the housing mounting step and the stator mounting step.
- the protective cylinder is preferably made of nylon or the like that has slipperiness and no magnetism.
- the first aspect it is desirable to use a plurality of guide bars that enable positioning and sliding of the housing in the housing mounting step.
- this guide bar it is possible to prevent a metal member such as a housing from being attracted and fixed to a strong permanent magnet of the motor rotor, or damaged.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Supercharger (AREA)
- Connection Of Motors, Electrical Generators, Mechanical Devices, And The Like (AREA)
Abstract
Description
なお、上述したハイブリッド過給機等のように、モータ専用の軸受を有するモータを採用した構造にすることも可能であるが、このような構造にする場合は、軸受部分に潤滑油を循環させる構造が必要であり、また、潤滑油配管と油切のための圧縮空気配管の新設が必要となる。さらに、過給機とモータとが各々軸受を持つことにより、過給機モータ間の軸方向変位、芯ズレを吸収するためにダイアフラムカップリング等が必要となるため、コストが上がりレトロフィットが難しくなる。
この結果、モータのモータロータ及びステータを順次組み付けることが必要になり、過給機の組立中においては、強力な永久磁石を備えたモータロータに他の金属製部材を所定の組付位置に近づけると、磁力によってモータロータにくっついて固着したり破損してしまうという問題を有している。
本発明は、上記の課題を解決するためになされたもので、その目的とするところは、モータオーバハング構造を採用している過給機において、モータロータ及びステータを順次組み付けていく際の作業を容易にする過給機の製造方法、及びこの製造方法で組み立てられた過給機を提供することにある。
本発明の第一の態様は、コンプレッサ部に接続されたロータ軸の端部にモータが取り付けられた過給機の製造方法であって、前記モータが、円筒形状のハウジングと、該ハウジングの内部に収納されているステータと、前記ロータ軸の端部に接続されて前記ステータの内部で回転する永久磁石を備えたモータロータとを具備し、前記モータロータを前記ロータ軸に接続して取り付けるロータ取付工程と、前記ハウジングを前記ロータ軸と同心に固定支持させるハウジング取付工程と、前記ハウジングをガイドにして前記ハウジングの内部に前記ステータを前記モータロータと直接に接触しないように挿入して組み込むステータ取付工程と、を備えた過給機の製造方法である。
この場合、前記凹溝部の軸方向両端部の角部を面取りする工程を備えていることが好ましく、これにより、ステータのスムーズな挿入が可能となる。
この場合、前記ハウジングに前記放熱グリースの過剰分を押し出すグリース排出口を設けておくことが望ましい。
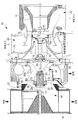
図9は、本発明に係る過給機の一例として、電動アシスト過給機の概略構成例を示す縦断面図である。図示の電動アシスト過給機(以下、「過給機」と呼ぶ)10は、例えば図示しない舶用ディーゼル機関(例えば、低速2サイクルディーゼル機関)に備えられて、舶用ディーゼル機関を構成するシリンダライナ(図示せず)の内部と連通する給気マニホールド(図示せず)に、圧縮された空気を供給する装置である。
一方、コンプレッサ羽根車20は、外周部に多数のブレード20aを有している。このブレード20aは、空気案内ケーシング14に設けられた吸入空気導入路(吸気流路)24の下流側に配置されている。吸入空気導入路24は、コンプレッサ羽根車20を介して渦室25に接続され、さらに、渦室25は図示しない吸入空気導入路を介してエンジンの燃焼室に接続されている。
このモータ30は、モータロータ31、ステータ32及びハウジング33を主な構成要素とする。このうち、モータロータ31は、外周面に永久磁石を備える円柱形状の部材であり、その一端部がロータ軸15の端部とフランジ結合により接続されている。このフランジ結合は、ロータ軸15の吸入空気導入路24側となる端部に設けたフランジ31aと、モータロータ31のコンプレッサ羽根車20側となる端部に設けたフランジ15aとを接合し、複数のボルト・ナット34を用いて連結したものである。
また、ハウジング33の吸入空気導入路24側となる端部には、キャップ37が六角穴付ボルト38により固定して取り付けられている。このキャップ37は、サイレンサ26よりコンプレッサ羽根車20側に位置している。すなわち、モータ30は、ロータ軸15の軸延長部がサイレンサ26に到達しない大きさまで小型化されている。
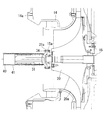
図1は、モータ組立の第1工程として、モータロータ31をロータ軸15に接続して取り付けるロータ取付工程を示す要部断面図である。この第1工程では、コンプレッサ羽根車20の組み付けが完了した後、ロータ軸15の端部に対してモータロータ31をフランジ結合により接続させるとともに、モータロータ31の外周側に保護筒40を装着させる作業が実施される。なお、第1工程の開始時においては、モータロータ31をフランジ結合させる際の作業性を確保するため、空気案内ケーシング14が取り付けられていない状態としてもよい。
こうしてロータ軸15にモータロータ31が接続された後には、後工程の作業を容易にするため、ロータモータ31に保護筒40が装着される。この保護筒40は、易滑性を有するとともに磁性のない材料が望ましく、ナイロンやポリエチレンなどプラスッチック系材料を利用できる。好適な材料の一例として、例えばMC901(製品名)相当のナイロン(ポリアミド樹脂)を用いることができる。さらに、保護筒40は、モータロータ31を完全に収容するとともに、後述する第2工程において所定位置に組み付けられるハウジング33のサイレンサ26側の端部よりもサイレンサ26の方向へ突出する長さを有している。
なお、ロータ軸15にモータロータ31を接続させた後に、空気案内ケーシング14を所定位置に固定設置することとしてもよい。
連結バー35bは、フランジ部35aとハウジング33の外周部とを連結する部材であり、ハウジング33をフランジ部35aの軸中心位置に保持する機能を有している。
一方、ハウジング33の内壁面には、全周にわたる凹溝部33dが軸方向に複数(本実施形態では7列)設けられている。さらに、この凹溝部33dには、ステータ32を組み込む際に凹溝部33dの角部に衝突することを防止するため、軸方向両端部の角部を面取りするようにして傾斜面33eが設けられている。
そして、モータ組立の第2工程では、ハウジング33の内壁面に、すなわち、ハウジング33の凹溝部33dを含む内壁面の全面に放熱グリースを薄く塗布しておく。この放熱グリースは、運転時の放熱性向上に貢献するとともに、ステータ32を組み込む工程においては、滑りをよくしてスムーズな挿入にも貢献する。なお、図中の符号33fは、過剰な放熱グリースを押し出して排出するためのグリース排出口である。
ガイドバー50は、フランジ部35aを空気案内ケーシング14に固定する六角ボルト36と同径のネジ部51を一端に有する棒状部材であり、六角ボルト36を捩じ込む空気案内ケーシング14のボルト穴14aにネジ部51を捩じ込んで使用される。なお、このガイドバー50は、空気案内ケーシング14に取り付けた状態において、ネジ部51と反対側の先端部がモータロータ31の永久磁石から磁力の影響を受けないようにするため、十分な長さを有している。
ガイドバー50の設置完了後は、ステータ・サポートユニットHSの適所に設けたアイボルト(不図示)等を利用してステータ・サポートユニットHSを吊り上げ、フランジ部35aのボルト穴35cにガイドバー50の先端部を挿入して位置決めする。この後、ステータ・サポートユニットHSをガイドバー50に沿ってスライドさせ、空気案内ケーシング14の設置面まで移動させる。このとき、ステータ・サポートユニットHSは、モータロータ31に接近して磁力を受けるが、ガイドバー50に保持されているため引き寄せられることはない。
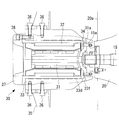
この後、ロータ軸15の軸心と同心のハウジング33をガイドにして、ステータ32をハウジング33の内部へ滑り込ませるようにして組み込む。すなわち、ハウジング33の内径及びステータ32の外径は略一致しているので、ステータ32が半径方向に位置ずれすることなくハウジング33の内面に導かれて挿入される。このとき、ハウジング33の内面には放熱グリースが塗布され、さらに、摩擦力を低減する凹溝部33dが設けられているので、滑りがよくなりスムーズな挿入が可能となる。
こうしてステータ32をハウジング33内の所定位置に組み込んだ後には、モータロータ31の外周から保護筒40を引き抜いて取り外す。なお、モータ30には、モータロータ31の外周面とステータ32の内周面との間に所定の隙間が設けられているので、保護筒40の肉厚を隙間以下にすることで、ステータ32を組み付けた後でも容易に抜き出すことが可能である。
また、メンテナンスのためにハウジング33の取り外し工程が発生した場合には、この逆の動作手順で、ステータ32とモータロータ31を安全に簡易に取り外すことが可能となる。
この後、図7及び図8に示すように、サイレンサ26の取り付けが行われる。図7では、サイレンサ26を取り付ける中間ピース27が空気案内ケーシング14に取り付けられ、さらに、図8では、中間ピース27にサイレンサ26が取り付けられる。なお、サイレンサ26を中間ピース27に取り付ける前には、モータ30側の付属の配線を束ね、所定の配線通路に入れ込んでおく。
そして、このようなモータオーバハング構造を採用した過給機10のモータ30は、潤滑油による潤滑を必要とする軸受が不要であり、従って、潤滑油も不要となるため、既存過給機へのレトロフィットが容易になるとともに、低コスト化も容易になる。
なお、本発明は上述した実施形態に限定されることはなく、その要旨を逸脱しない範囲内において適宜変更することができる。
11 ガス入口ケーシング
12 ガス出口ケーシング
13 軸受台
14 空気案内ケーシング
15 ロータ軸
19 タービン
20 コンプレッサ羽根車
22 排気ガス導入路
23 排気ガス排出路
24 吸入空気導入路
25 渦室
26 サイレンサ
30 モータ
31 モータロータ
32 ステータ
33 ハウジング
35 サポート部材
36 六角ボルト
37 キャップ
40 保護筒
41 帯状部材
50 ガイドバー
HS ステータ・サポートユニット
Claims (8)
- コンプレッサ部に接続されたロータ軸の端部にモータが取り付けられた過給機の製造方法であって、
前記モータが、円筒形状のハウジングと、該ハウジングの内部に収納されているステータと、前記ロータ軸の端部に接続されて前記ステータの内部で回転する永久磁石を備えたモータロータとを具備し、
前記モータロータを前記ロータ軸に接続して取り付けるロータ取付工程と、
前記ハウジングを前記ロータ軸と同心に固定支持させるハウジング取付工程と、
前記ハウジングをガイドにして前記ハウジングの内部に前記ステータを前記モータロータと直接に接触しないように挿入して組み込むステータ取付工程と、
を備えていることを特徴とする過給機の製造方法。 - 前記ロータ取付工程において、前記モータロータに保護筒が設けられることを特徴とする請求項1に記載の過給機の製造方法。
- 前記ハウジングの内周面に凹溝部を形成する工程を備えることを特徴とする請求項1または2に記載の過給機の製造方法。
- 前記凹溝部の軸方向両端部の角部を面取りする工程を備えることを特徴とする請求項3に記載の過給機の製造方法。
- 前記ハウジングの内壁面に放熱グリースを塗布する工程を備えることを特徴とする請求項1から4のいずれか1項に記載の過給機の製造方法。
- 前記ハウジングに前記放熱グリースの過剰分を押し出すグリース排出口が設けられていることを特徴とする請求項5に記載の過給機の製造方法。
- 前記ハウジング取付工程において、前記ハウジングの位置決め及びスライドにガイドバーを用いることを特徴とする請求項1から6のいずれか1項に記載の過給機の製造方法。
- 請求項1から7のいずれか1項に記載の過給機の製造方法により取り付けられたモータを備えていることを特徴とする過給機。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/787,658 US10180143B2 (en) | 2014-03-04 | 2015-02-23 | Method of manufacturing turbocharger and turbocharger |
| EP15759319.5A EP2977588A4 (en) | 2014-03-04 | 2015-02-23 | MANUFACTURING PROCESS FOR CHARGERS AND CHARGERS |
| CN201580000467.9A CN105074160B (zh) | 2014-03-04 | 2015-02-23 | 增压器的制造方法及增压器 |
| KR1020157026692A KR101644287B1 (ko) | 2014-03-04 | 2015-02-23 | 과급기의 제조방법 및 과급기 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014042073A JP5894203B2 (ja) | 2014-03-04 | 2014-03-04 | 過給機の製造方法 |
| JP2014-042073 | 2014-03-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015133303A1 true WO2015133303A1 (ja) | 2015-09-11 |
Family
ID=54055113
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/054930 Ceased WO2015133303A1 (ja) | 2014-03-04 | 2015-02-23 | 過給機の製造方法及び過給機 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10180143B2 (ja) |
| EP (1) | EP2977588A4 (ja) |
| JP (1) | JP5894203B2 (ja) |
| KR (1) | KR101644287B1 (ja) |
| CN (1) | CN105074160B (ja) |
| WO (1) | WO2015133303A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016153650A (ja) * | 2015-02-20 | 2016-08-25 | アーベーベー ターボ システムズ アクチエンゲゼルシャフト | カップリング装置 |
| US20170306980A1 (en) * | 2016-04-21 | 2017-10-26 | Mitsubishi Heavy Industries, Ltd. | Impeller assembly, turbocharger, and method of assembling impeller assembly |
| US10180143B2 (en) | 2014-03-04 | 2019-01-15 | Mitsubishi Heavy Industries, Ltd. | Method of manufacturing turbocharger and turbocharger |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6589217B2 (ja) * | 2015-04-17 | 2019-10-16 | 三菱重工コンプレッサ株式会社 | 回転機械、回転機械の製造方法 |
| JP6563321B2 (ja) * | 2015-12-03 | 2019-08-21 | 三菱重工業株式会社 | 電動機支持機構、圧縮機、および過給機 |
| DE202016102995U1 (de) * | 2016-06-06 | 2017-09-07 | Max Baermann Gmbh | Magnetrotationsbauteil |
| FR3055754B1 (fr) * | 2016-09-02 | 2018-09-07 | Danfoss A/S | Rotor pour un moteur electrique a grande vitesse |
| DE102016221639B4 (de) * | 2016-11-04 | 2021-11-25 | Ford Global Technologies, Llc | Aufgeladene Brennkraftmaschine mit gekühltem Verdichter |
| CN106451946B (zh) * | 2016-12-22 | 2023-05-02 | 珠海精实测控技术股份有限公司 | 转子总成装配一体机 |
| US10704556B2 (en) | 2017-08-30 | 2020-07-07 | Mitsubishi Heavy Industries, Ltd. | Motor, turbocharger and assembly method turbocharger |
| DE102018216080A1 (de) * | 2018-09-20 | 2020-03-26 | Robert Bosch Gmbh | Elektrische Antriebsmaschine für einen Verdichter und/oder eine Turbine, Turbolader und/oder Turbine |
| FR3092448B1 (fr) * | 2019-02-04 | 2021-01-15 | Ifp Energies Now | Dispositif de compression d’un fluide entraîné par une machine électrique avec rotor équipé d’un aimant cylindrique plein |
| JP2021013223A (ja) * | 2019-07-04 | 2021-02-04 | 本田技研工業株式会社 | 回転電機組立装置及び回転電機組立方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4247217B2 (ja) * | 2005-08-25 | 2009-04-02 | 三菱重工業株式会社 | 排気タービン過給機 |
| JP4648347B2 (ja) * | 2007-02-23 | 2011-03-09 | 三菱重工業株式会社 | ハイブリッド排気タービン過給機 |
| JP2012177330A (ja) * | 2011-02-25 | 2012-09-13 | Mitsubishi Heavy Ind Ltd | ハイブリッド過給機 |
| JP2012197684A (ja) * | 2011-03-18 | 2012-10-18 | Mitsubishi Heavy Ind Ltd | 1軸2段過給機 |
Family Cites Families (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA701612A (en) * | 1958-11-04 | 1965-01-12 | W. Wightman Lawrance | Dynamoelectric machines and methods of manufacture for same |
| US3268986A (en) * | 1963-05-07 | 1966-08-30 | Gen Electric | Method of manufacturing dynamo-electric machines |
| GB1192792A (en) * | 1967-05-18 | 1970-05-20 | Ranco Motors Ltd | A method of Electric Motor Assembly |
| US5767596A (en) * | 1996-10-03 | 1998-06-16 | General Electric Company | Dynamoelectric machine and processes for making the same |
| US6321439B1 (en) * | 1997-01-21 | 2001-11-27 | Siemens Westinghouse Power Corporation | Method for assembly of a stator in the field |
| US6305169B1 (en) * | 1999-02-22 | 2001-10-23 | Ralph P. Mallof | Motor assisted turbocharger |
| GB2354553B (en) * | 1999-09-23 | 2004-02-04 | Turbo Genset Company Ltd The | Electric turbocharging system |
| US6739845B2 (en) * | 2002-05-30 | 2004-05-25 | William E. Woollenweber | Compact turbocharger |
| US7025579B2 (en) | 2001-10-16 | 2006-04-11 | Innovative Turbo Systems Corporation | Bearing system for high-speed rotating machinery |
| JP2004023901A (ja) | 2002-06-17 | 2004-01-22 | Minebea Co Ltd | モータの回転子およびその製造方法 |
| JP4426259B2 (ja) * | 2003-11-19 | 2010-03-03 | 株式会社日立製作所 | ガスタービン設備及びガスタービン発電設備 |
| US7353586B2 (en) * | 2004-04-26 | 2008-04-08 | Siemens Power Generation, Inc. | Method of horizontally stacking a stator core within a stator frame |
| US7653986B2 (en) * | 2004-04-26 | 2010-02-02 | Siemens Energy, Inc. | Horizontal assembly of stator core using keybar extensions |
| DE102004029828A1 (de) * | 2004-06-19 | 2006-01-19 | Daimlerchrysler Ag | Abgasturbolader für eine Brennkraftmaschine und Verfahren zum Betrieb eines Agbasturboladers |
| JP4591828B2 (ja) * | 2005-08-22 | 2010-12-01 | 株式会社Ihi | 電動機付過給機 |
| CN101573516B (zh) * | 2007-02-09 | 2011-06-15 | 三菱重工业株式会社 | 排气涡轮增压器 |
| JP4898491B2 (ja) * | 2007-02-23 | 2012-03-14 | 三菱重工業株式会社 | パワータービン試験装置 |
| DE102007062540A1 (de) * | 2007-12-20 | 2009-06-25 | Sycotec Gmbh & Co. Kg | Elektromotor beziehungsweise Generator |
| FI121800B (fi) * | 2008-01-10 | 2011-04-15 | Waertsilae Finland Oy | Mäntämoottorin ahdinjärjestely |
| FI122036B (fi) * | 2008-01-10 | 2011-07-29 | Waertsilae Finland Oy | Mäntämoottorin turboahdinjärjestely |
| US7699097B2 (en) | 2008-06-11 | 2010-04-20 | Digitek Technology Co., Ltd. | Mover stabilizing and stator cooling arrangement of a 3-phase linear motor of a submersible oil pump |
| US20110025144A1 (en) * | 2009-07-28 | 2011-02-03 | Caterpillar, Inc. | Cooling housing for a switched reluctance electric device |
| DK2385614T3 (da) | 2010-05-06 | 2013-07-01 | Switch Drive Systems Oy | Elektrisk maskine og fremgangsmåde til montering heraf |
| JP5529714B2 (ja) * | 2010-11-12 | 2014-06-25 | 三菱重工業株式会社 | 電動過給機の回転軸支持構造 |
| JP2012229676A (ja) * | 2011-04-27 | 2012-11-22 | Ihi Corp | 遮熱板の取付構造及び過給機 |
| JP5535992B2 (ja) | 2011-07-15 | 2014-07-02 | 三菱重工業株式会社 | 電動過給圧縮機、その組立方法及び内燃機関 |
| GB2497113B (en) | 2011-12-01 | 2017-03-01 | Cummins Ltd | Turbocharger arrangement including a generator |
| TWI472129B (zh) * | 2012-11-21 | 2015-02-01 | Ind Tech Res Inst | 定子結構 |
| US20140190001A1 (en) * | 2013-01-04 | 2014-07-10 | Michael P. Jaszcar | Rail system for installing a stator core in a frame |
| JP5863720B2 (ja) | 2013-07-10 | 2016-02-17 | 三菱重工業株式会社 | 過給機用サイレンサ |
| JP5894203B2 (ja) | 2014-03-04 | 2016-03-23 | 三菱重工業株式会社 | 過給機の製造方法 |
-
2014
- 2014-03-04 JP JP2014042073A patent/JP5894203B2/ja active Active
-
2015
- 2015-02-23 CN CN201580000467.9A patent/CN105074160B/zh active Active
- 2015-02-23 KR KR1020157026692A patent/KR101644287B1/ko active Active
- 2015-02-23 US US14/787,658 patent/US10180143B2/en active Active
- 2015-02-23 EP EP15759319.5A patent/EP2977588A4/en not_active Withdrawn
- 2015-02-23 WO PCT/JP2015/054930 patent/WO2015133303A1/ja not_active Ceased
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4247217B2 (ja) * | 2005-08-25 | 2009-04-02 | 三菱重工業株式会社 | 排気タービン過給機 |
| JP4648347B2 (ja) * | 2007-02-23 | 2011-03-09 | 三菱重工業株式会社 | ハイブリッド排気タービン過給機 |
| JP2012177330A (ja) * | 2011-02-25 | 2012-09-13 | Mitsubishi Heavy Ind Ltd | ハイブリッド過給機 |
| JP2012197684A (ja) * | 2011-03-18 | 2012-10-18 | Mitsubishi Heavy Ind Ltd | 1軸2段過給機 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2977588A4 * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10180143B2 (en) | 2014-03-04 | 2019-01-15 | Mitsubishi Heavy Industries, Ltd. | Method of manufacturing turbocharger and turbocharger |
| JP2016153650A (ja) * | 2015-02-20 | 2016-08-25 | アーベーベー ターボ システムズ アクチエンゲゼルシャフト | カップリング装置 |
| US20170306980A1 (en) * | 2016-04-21 | 2017-10-26 | Mitsubishi Heavy Industries, Ltd. | Impeller assembly, turbocharger, and method of assembling impeller assembly |
| US10077785B2 (en) * | 2016-04-21 | 2018-09-18 | Mitsubishi Heavy Industries, Ltd. | Impeller assembly, turbocharger, and method of assembling impeller assembly |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2977588A1 (en) | 2016-01-27 |
| KR20150119465A (ko) | 2015-10-23 |
| CN105074160A (zh) | 2015-11-18 |
| JP5894203B2 (ja) | 2016-03-23 |
| KR101644287B1 (ko) | 2016-07-29 |
| EP2977588A4 (en) | 2016-07-20 |
| US20160369817A1 (en) | 2016-12-22 |
| CN105074160B (zh) | 2016-12-21 |
| JP2015169073A (ja) | 2015-09-28 |
| US10180143B2 (en) | 2019-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5894203B2 (ja) | 過給機の製造方法 | |
| US11396889B2 (en) | Supercharger and motor cooling method | |
| US8096126B2 (en) | Motor-driven supercharger | |
| US8174141B2 (en) | Turbo generator | |
| US20110239660A1 (en) | Mounting arrangement for gas turbine engine accessories and gearbox therefor | |
| EP2110531A1 (en) | Exhaust gas turbocharger | |
| CN104246143A (zh) | 用于涡轮机械的动力传输系统 | |
| EP2229515A2 (en) | Turbocharger arrangement for a piston engine | |
| JP6682374B2 (ja) | 電動過給圧縮機 | |
| CN107780980A (zh) | 一种基于废气涡轮增压器改进的涡轮发电机试验装置及其使用方法 | |
| JP6333485B2 (ja) | インペラ組立体、過給機及びインペラ組立体の組立方法 | |
| JP7305314B2 (ja) | モータ、過給機及び過給機の組立方法 | |
| JP2013142359A (ja) | インペラ取付装置 | |
| WO2019117045A1 (ja) | 過給機 | |
| CN207583443U (zh) | 一种基于废气涡轮增压器改进的涡轮发电机试验装置 | |
| KR20210110711A (ko) | 베어링 구조 및 이것을 구비한 과급기 그리고 과급기의 조립 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201580000467.9 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 20157026692 Country of ref document: KR Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015759319 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015759319 Country of ref document: EP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15759319 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14787658 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |