WO2015146604A1 - Ni-P合金又はNi-Pt-P合金からなるスパッタリングターゲット及びその製造方法 - Google Patents
Ni-P合金又はNi-Pt-P合金からなるスパッタリングターゲット及びその製造方法 Download PDFInfo
- Publication number
- WO2015146604A1 WO2015146604A1 PCT/JP2015/057265 JP2015057265W WO2015146604A1 WO 2015146604 A1 WO2015146604 A1 WO 2015146604A1 JP 2015057265 W JP2015057265 W JP 2015057265W WO 2015146604 A1 WO2015146604 A1 WO 2015146604A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- alloy
- sputtering target
- powder
- atomized powder
- target
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
- C23C14/3407—Cathode assembly for sputtering apparatus, e.g. Target
- C23C14/3414—Metallurgical or chemical aspects of target preparation, e.g. casting, powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/09—Mixtures of metallic powders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/14—Both compacting and sintering simultaneously
- B22F3/15—Hot isostatic pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/003—Articles made for being fractured or separated into parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
- B22F9/082—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/14—Metallic material, boron or silicon
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B5/00—Recording by magnetisation or demagnetisation of a record carrier; Reproducing by magnetic means; Record carriers therefor
- G11B5/84—Processes or apparatus specially adapted for manufacturing record carriers
- G11B5/851—Coating a support with a magnetic layer by sputtering
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/34—Gas-filled discharge tubes operating with cathodic sputtering
- H01J37/3411—Constructional aspects of the reactor
- H01J37/3414—Targets
- H01J37/3426—Material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/34—Gas-filled discharge tubes operating with cathodic sputtering
- H01J37/3411—Constructional aspects of the reactor
- H01J37/3414—Targets
- H01J37/3426—Material
- H01J37/3429—Plural materials
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/34—Gas-filled discharge tubes operating with cathodic sputtering
- H01J37/3488—Constructional details of particle beam apparatus not otherwise provided for, e.g. arrangement, mounting, housing, environment; special provisions for cleaning or maintenance of the apparatus
- H01J37/3491—Manufacturing of targets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/15—Nickel or cobalt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
Definitions
- the present invention relates to a sputtering target made of a Ni—P alloy or a Ni—Pt—P alloy used for forming a thin film by a sputtering method and a method for manufacturing the same.
- a thin film made of a Ni—P alloy or a Ni—Pt—P alloy is used for a magnetic recording medium such as a hard disk.
- Such a thin film is usually formed by sputtering a target made of a Ni—P alloy or a Ni—Pt—P alloy.
- sputtering is performed by irradiating a target with Ar ions, knocking out particles from the target by the impact energy, and using a substance composed of the target material on a substrate facing the target as a basic component.
- This is a film forming method for forming a thin film. Since the target material collides and deposits on the substrate surface in a high energy state, a dense film can be formed.
- Patent Document 1 discloses an atomized powder having an average particle size of 100 ⁇ m or less by dissolving a Ni—P alloy ingot having an oxygen content of 10 wtppm or less and atomizing it in an inert gas atmosphere. After that, a Ni—P alloy sputtering target consisting of 12 to 24 at% P, oxygen content of 100 wtppm or less, and remaining Ni and unavoidable impurities is characterized by hot pressing or hot isostatic pressing. It is disclosed. Moreover, according to this invention, it is described that abnormal discharge can be suppressed and particle generation can be prevented.
- Patent Document 2 after obtaining a gas atomized powder containing Ni and P as main components, the obtained gas atomized powder is classified and / or pulverized to a maximum particle size of 100 ⁇ m or less, and then pressure sintered.
- a method for producing a characteristic Ni—P-based target and a Ni—P-based target characterized by having a maximum particle size of 100 ⁇ m or less and an oxygen content of 300 ppm or less are disclosed. According to this invention, it is described that the surface roughness of the erosion part of the target becomes finer than 10 ⁇ m Rmax, and the generation of foreign matters can be suppressed.
- Patent Document 3 as a method for producing a sputtering target, a powder obtained by solidifying and molding a hot powder is cooled by cooling from near the molding temperature to 300 ° C. at a cooling rate of 144 ° C./hr to 36000 ° C./hr. It is disclosed that the magnetic permeability is reduced by distorting the target.
- Example 189 it is described that the Ni—P alloy powder produced by the gas atomization method is subjected to HIP (hot isostatic pressing) molding at 950 ° C., but at such a high temperature, a liquid phase is generated. Therefore, the structure is brittle and cannot be processed into the target shape.
- HIP hot isostatic pressing
- Patent Document 4 provides a technique for increasing the purity of a Ni—Pt alloy so that the hardness of a Ni—Pt alloy ingot can be significantly reduced to enable rolling and stably and efficiently manufacture a rolling target.
- patent document 5 the nickel alloy ingot was forged and rolled, and the nickel alloy target which does not contain a coarse crystal grain was provided.
- the present invention relates to a Ni—P alloy sputtering target having a uniform composition, a high density, and capable of forming a stable film and generating less particles, and a method for producing a Ni—P alloy sputtering target having a small deviation from the target composition It is an issue to provide.
- Another object of the present invention is to provide a technique for stably and efficiently producing a high-density Ni—Pt—P sputtering target by powder metallurgy.
- Ni-P alloy by mixing and sintering Ni-P alloy powder having a high melting point and pure Ni powder as raw material powder.
- the present inventors have obtained the knowledge that the transpiration of P can be suppressed and the P content can be strictly controlled.
- the Ni—Pt—P alloy it was found that the density of the sintered compact target can be improved by adding a predetermined amount of P (phosphorus) to the Ni raw material powder. Based on this finding, the present inventors provide the following inventions. 1) A Ni—P alloy sputtering target containing 1 to 10 at% of P, the balance being Ni and inevitable impurities, and a density of 90% or more.
- Ni—P alloy sputtering target according to 1) above wherein the composition variation in the target is within 5%.
- a method for producing a Ni—P alloy sputtering target comprising mixing Ni atomized powder into the Ni—P alloy atomized powder and hot pressing the powder.
- Ni—Pt—P alloy sputtering target comprising 1 to 10 at% P, 1 to 30 at% Pt, the balance being Ni and inevitable impurities, and a density of 95% or more .
- Ni-Pt—P alloy sputtering target After dissolving Ni-P alloy containing 15 to 21 wt% of P, the balance being Ni and inevitable impurities, and atomizing to produce Ni-P alloy atomized powder with an average particle size of 100 ⁇ m or less A method for producing a Ni—Pt—P alloy sputtering target, comprising mixing Ni atomized powder and Pt powder with the Ni—P alloy atomized powder and then hot pressing the powder. 10) The method for producing a Ni—Pt—P sputtering target as described in 9) above, wherein hot isostatic pressing is performed after hot pressing.
- the present invention provides a high-density target with respect to a Ni—P alloy sputtering target by controlling the P content strictly to suppress the transpiration of P, which is a safety problem, with small composition variation. be able to. Thereby, it has the outstanding effect that the thin film which has a favorable characteristic can be formed. Further, the present invention can provide a high-density target by a powder metallurgy method without requiring a large facility for melting casting or rolling with respect to the Ni—Pt—P alloy sputtering target. Thereby, it has the outstanding effect that generation
- Ni-P alloy sputtering target The Ni—P alloy sputtering target of the present invention is manufactured by a powder sintering method. First, a Ni—P alloy ingot having a P (phosphorus) content of 15 to 21 wt% (25 to 33.5 at%) and the balance of Ni (nickel) and inevitable impurities is prepared. Next, this Ni—P alloy ingot is melted, and this molten metal is sprayed, rapidly cooled, and solidified in an inert gas atmosphere such as argon, helium, nitrogen gas, etc., so-called atomization, and the average particle size is 100 ⁇ m or less. Ni-P alloy atomized powder is produced.
- a Ni—P alloy ingot having a P (phosphorus) content of 15 to 21 wt% (25 to 33.5 at%) and the balance of Ni (nickel) and inevitable impurities is prepared. Next, this Ni—P alloy ingot is melted, and this molten metal is sprayed, rapidly cooled, and solid
- the P content of 15 to 21 wt% is effective because the melting point becomes 870 ° C. and 880 ° C. when the content is less than 15% or more than 21%, respectively, and the molten metal temperature is too low when atomizing the molten metal by atomization. It becomes difficult to prepare a fine and uniform atomized powder. Therefore, by setting the P content to 15 to 21 wt%, the melting point can be maintained at 1000 to 1100 ° C., and it becomes possible to obtain a more uniform powder when it is strongly cooled from the molten metal to become atomized powder. Further, the atomized powder of the present invention has a spherical shape and can suppress the specific surface area. Thereby, oxygen uptake can be suppressed.
- Ni atomized powder is mixed with the Ni—P alloy atomized powder.
- the Ni mixing amount can be appropriately adjusted so as to achieve the target composition in consideration of the P content in the Ni—P alloy atomized powder.
- the Ni atomized powder of the present invention has a spherical shape like the Ni-P alloy atomized powder and can suppress the specific surface area.
- Ni—P alloy ingot and Ni ingot or Ni ingot and P powder it is also possible to adjust the Ni—P alloy ingot and Ni ingot or Ni ingot and P powder to the target composition in advance and then melt and atomize to obtain the target composition powder.
- a high temperature of about 1500 ° C. is required.
- P having a high vapor pressure easily volatilizes, making it difficult to control the composition.
- Hot pressing is performed using the mixed powder. Hot pressing is performed under the conditions of 750 ° C. to 850 ° C. (the melting point of the alloy is 870 ° C. or higher and heated to a temperature lower than that) and 100 to 300 kgf / cm 2 . Thereby, a Ni—Pt alloy sputtering target material having a density of 80% or more, containing 1 to 10 at% of P, and the balance being Ni and inevitable impurities can be obtained.
- the Ni—P alloy sputtering target is obtained by cutting this into a target shape, performing normal processing such as cutting / polishing and bonding to a backing plate.
- the hot isostatic pressing is performed under conditions of 750 to 850 ° C. and 1200 to 2000 kgf / cm 2 . Thereby, a Ni—P alloy target material having a density of 95% or more can be obtained.
- the composition variation in the target can be within 5%.
- Ni—P alloy atomized powder having a uniform composition can be obtained.
- the composition variation of the present invention is calculated from the maximum value, the minimum value, and the average value by measuring the P content at an arbitrary portion of the target and using the following equation.
- Variation ⁇ (maximum value of P content) ⁇ (minimum value of P content) ⁇ / (average value of P content)
- a total of 17 points including the center, 8 points of 1 / 2R (radius), and 8 points of 1 cm inside from the outer periphery can be measured.
- the average crystal grain size of the target can be 100 ⁇ m or less.
- Ni—P alloy atomized powder with a P content of 15 to 21 wt% is formed with a brittle Ni 5 P 2 phase, so it can be easily refined.
- the average crystal grain size of the target can be reduced.
- Such a fine structure makes it possible to form a stable film, generate less particles, and form a high-quality film.
- Ni-Pt-P alloy sputtering target The Ni—Pt—P alloy sputtering target of the present invention is manufactured by a powder sintering method. First, a Ni—P alloy ingot having a P (phosphorus) content of 15 to 21 wt% (25 to 33.5 at%) and the balance of Ni (nickel) and inevitable impurities is prepared. This Ni—P alloy ingot is melted by induction heating, and this molten metal is sprayed, rapidly cooled, and solidified in an inert gas atmosphere such as argon, helium, nitrogen gas, etc., so-called atomization, and the average particle size is 100 ⁇ m or less. Ni-P alloy atomized powder is prepared.
- the P content is set to 15 to 21 wt%. If the P content is less than 15% or more than 21%, the melting points become 870 ° C. and 880 ° C., respectively. Since the temperature is too low, it is difficult to prepare a fine and uniform atomized powder. Therefore, by setting the P content to 15 to 21 wt%, the melting point can be maintained at around 1100 ° C., and it becomes possible to obtain a more uniform powder when it is strongly cooled from the molten metal to become atomized powder.
- Ni—P alloy powder prepared by atomization in this way causes a change in composition due to the volatilization of P, but since it is a powder, other powders are used in consideration of the P concentration measured by analysis. It is also possible to finely adjust the mixture to the target composition as appropriate, and it is not necessary to be sensitive to the volatilization of P.
- the atomization processed powder of this invention is exhibiting spherical shape, and can suppress a specific surface area. Thus, oxygen uptake can be suppressed.
- Ni atomized powder and Pt powder are mixed with the Ni—P alloy atomized powder.
- the mixing amount of the Ni atomized powder and the Pt powder is appropriately adjusted in consideration of the composition of the sintered body (P: 1 to 10 at%, Pt: 1 to 30 at%, remaining Ni and inevitable impurities).
- the Ni atomized powder has a role of reducing the P content of the Ni—P alloy atomized powder.
- the Ni atomized powder and the Pt powder of the present invention have a spherical shape like the Ni—P alloy atomized powder, and can suppress the specific surface area.
- Ni—Pt—P target may be prepared by a melting method
- a high temperature of about 1500 ° C. is required to dissolve and alloy the Ni raw material and the Pt raw material, and Ni may be added as a P addition source.
- the difference in melting point between Ni and Pt is large, P having a high vapor pressure volatilizes, and there is a problem that it is difficult to control the composition.
- the volatilization of P is accompanied by dangers such as contamination of the furnace body and ignition of evaporated deposits.
- Ni-15 to 21 wt% P alloy when only the Ni-15 to 21 wt% P alloy is melted, melting at 1200 ° C. or lower is possible, and there is no problem that P evaporates. For this reason, only Ni-15 to 21 wt% P alloy is melted and atomized to obtain Ni-P alloy powder, and Ni powder and Pt powder are mixed and sintered therewith, thereby reducing P transpiration.
- a Ni—Pt—P sputtering target can be produced.
- the mixed powder composed of Ni—P powder, Ni powder, and Pt powder is hot pressed.
- Ni and Ni—P react to reach a region where the P content is 10 wt% or less, the melting point of the alloy becomes 870 ° C. and melts in the press die, and the temperature below that is 750 ° C. to 850 ° C. Heating to ° C is preferred.
- the pressing pressure is preferably performed under the condition of 100 to 300 kgf / cm 2 depending on the load capacity of the mold. As a result, a Ni—Pt—P sintered body having a density of 90% or more can be obtained.
- the sintered body thus obtained (P: 1 to 10 at%, Pt: 1 to 30 at%, the balance being Ni and unavoidable impurities) is cut into a target shape and subjected to machining such as cutting and polishing, and Ni— A Pt—P sputtering target is prepared.
- the sputtering target may be bonded to a backing plate made of copper, a copper alloy, or the like and installed in the sputtering apparatus.
- HIP hot isostatic pressing
- the composition variation in the Ni—Pt—P sputtering target can be made within 5%.
- transpiration of P can be suppressed, so that Ni—P alloy atomized powder having a uniform composition can be obtained.
- Such atomized powder can be used as a sintering raw material. By doing so, the composition variation of a target can be suppressed.
- composition variation of the present invention is calculated from the maximum value, the minimum value, and the average value by measuring the P content at an arbitrary portion of the target using the following formula.
- Variation ⁇ (maximum value of P content) ⁇ (minimum value of P content) ⁇ / (average value of P content)
- a total of 17 points including the center, 8 equal points of 0.5R (radius), and 8 even points 1 cm inside from the outer periphery can be measured.
- the Ni—Pt—P sputtering target of the present invention can have an average crystal grain size of 100 ⁇ m or less.
- a rapidly cooled fine Ni 5 P 2 dendrite phase is formed in the Ni—P alloy atomized powder having a P content of 15 to 21 wt%, and this has a relatively high melting point. It is hard to cause. Therefore, the crystal grain size can be refined by using such processed powder as a sintering raw material.
- a fine structure enables stable film formation, and can form a high-quality film with few particles.
- Example 1-1 A Ni—P alloy ingot having a P content of 17 wt% was induction-heated and melted, and Ni-17 wt% P alloy atomized powder was obtained using a gas atomization method. The atomized powder was almost spherical. Moreover, the particle size of this raw material powder was 120 ⁇ m. Next, Ni atomized powder having a particle size of 100 ⁇ m was mixed with this Ni—P alloy atomized powder so that the P content was 1 at%. Next, this mixed powder was hot pressed under the conditions of 830 ° C. and 300 kgf / cm 2 . As a result, a Ni—P alloy sintered body having a P content of 1 at% and the balance of Ni and inevitable impurities was obtained.
- the density of the sintered body was 80%.
- this sintered body was sealed in a SUS can and subjected to HIP (hot isostatic pressing) under the conditions of 830 ° C. and 1500 kgf / cm 2 . Thereby, the sintered compact density became 95%.
- the Ni—P alloy sintered body obtained as described above was subjected to machining such as cutting and polishing to produce a disk-shaped sputtering target having a diameter of 440 mm ⁇ and a thickness of 3 mmt.
- the composition variation in this sputtering target was investigated. As a result, the composition variation was within 5%.
- the average crystal grain size of this sputtering target was examined by a cross-cut method according to JISH0501. As a result, the average crystal grain size was 100 ⁇ m. After that, this sputtering target was diffusion bonded to a backing plate made of a copper alloy (In bonding is also possible) to produce an assembly of a Ni—P alloy sputtering target and a copper alloy backing plate.
- Example 1-2 A Ni—P alloy ingot having a P content of 17 wt% was induction-heated and melted, and Ni-17 wt% P alloy atomized powder was obtained using a gas atomization method. The atomized powder was almost spherical. Moreover, the particle size of this raw material powder was 120 ⁇ m. Next, Ni atomized powder with a particle size of 100 ⁇ m was mixed with this Ni—P alloy atomized powder so that the P content was 2 at%. Next, this mixed powder was hot pressed under the conditions of 830 ° C. and 300 kgf / cm 2 . As a result, a Ni—P alloy sintered body having a P content of 1 at% and the balance of Ni and inevitable impurities was obtained.
- the density of the sintered body was 80%.
- this sintered body was sealed in a SUS can and subjected to HIP (hot isostatic pressing) under the conditions of 830 ° C. and 1500 kgf / cm 2 . Thereby, the sintered compact density became 95%.
- the Ni—P alloy sintered body obtained as described above was subjected to machining such as cutting and polishing to produce a disc-shaped sputtering target having a diameter of 440 mm ⁇ and a thickness of 3 mmt.
- the composition variation in this sputtering target was investigated. As a result, the composition variation was within 4%.
- the average crystal grain size of this sputtering target was examined by a cross-cut method according to JISH0501. As a result, the average crystal grain size was 100 ⁇ m.
- this sputtering target was diffusion bonded to a backing plate made of a copper alloy (In bonding is also possible) to produce an assembly of a Ni—P alloy sputtering target and a copper alloy backing plate. Then, sputtering was performed using this assembly to form a Ni—P alloy thin film. The resulting thin film was examined for the amount of particles generated. As a result, it was 5.
- Example 1-3 A Ni—P alloy ingot having a P content of 17 wt% was induction-heated and melted, and Ni-17 wt% P alloy atomized powder was obtained using a gas atomization method. The atomized powder was almost spherical. Moreover, the particle size of this raw material powder was 120 ⁇ m. Next, Ni atomized powder having a particle size of 100 ⁇ m was mixed with the Ni—P alloy atomized powder so that the P content was 5 at%. Next, this mixed powder was hot pressed under the conditions of 830 ° C. and 300 kgf / cm 2 .
- the Ni—P alloy sintered body obtained as described above was subjected to machining such as cutting and polishing to produce a disc-shaped sputtering target having a diameter of 440 mm ⁇ and a thickness of 3 mmt.
- the composition variation in this sputtering target was investigated. As a result, the composition variation was within 3%.
- the average crystal grain size of this sputtering target was examined by a cross-cut method according to JISH0501. (Method for examining crystal grain size) Cross-cut method As a result, the average crystal grain size was 100 ⁇ m.
- this sputtering target was diffusion bonded to a backing plate made of a copper alloy (In bonding is also possible) to produce an assembly of a Ni—P alloy sputtering target and a copper alloy backing plate. Then, sputtering was performed using this assembly to form a Ni—P alloy thin film. The resulting thin film was examined for the amount of particles generated. As a result, it was 5.
- Example 1-4 A Ni—P alloy ingot having a P content of 17 wt% was induction-heated and melted, and Ni-17 wt% P alloy atomized powder was obtained using a gas atomization method. The atomized powder was almost spherical. Moreover, the particle size of this raw material powder was 120 ⁇ m. Next, Ni atomized powder having a particle diameter of 100 ⁇ m was mixed with this Ni—P alloy atomized powder so that the P content was 10 at%. Next, this mixed powder was hot pressed under the conditions of 830 ° C. and 300 kgf / cm 2 .
- the Ni—P alloy sintered body obtained as described above was subjected to machining such as cutting and polishing to produce a disc-shaped sputtering target having a diameter of 440 mm ⁇ and a thickness of 3 mmt.
- the composition variation in this sputtering target was investigated. As a result, the composition variation was within 2%.
- the average crystal grain size of this sputtering target was examined by a cross-cut method according to JISH0501. As a result, the average crystal grain size was 100 ⁇ m.
- this sputtering target was diffusion bonded to a backing plate made of a copper alloy (In bonding is also possible) to produce an assembly of a Ni—P alloy sputtering target and a copper alloy backing plate. Then, sputtering was performed using this assembly to form a Ni—P alloy thin film. About the obtained thin film, the generation amount of particles and the composition variation were examined. As a result, it was 5.
- Ni-P alloy ingot and Ni ingot were induction-heated and melted so that the P content would be 1 at%, and powder was produced using a gas atomization method. As a result, Ni-0.8 at% P alloy atomized powder was obtained. . P transpired inside the apparatus, and a deviation from the target composition occurred.
- Ni-P alloy ingot and Ni ingot were induction-heated and dissolved so that the P content was 5 at%, and a powder was prepared using a gas atomization method, whereby a Ni-4.5 at% P alloy atomized powder was obtained. . P transpired inside the apparatus, and a deviation from the target composition occurred.
- Ni-P alloy ingot and Ni ingot were induction-heated and dissolved so that the P content was 10 at%, and a powder was prepared using a gas atomization method. As a result, Ni-9.7 at% P alloy atomized powder was obtained. . P transpired inside the apparatus, and a deviation from the target composition occurred.
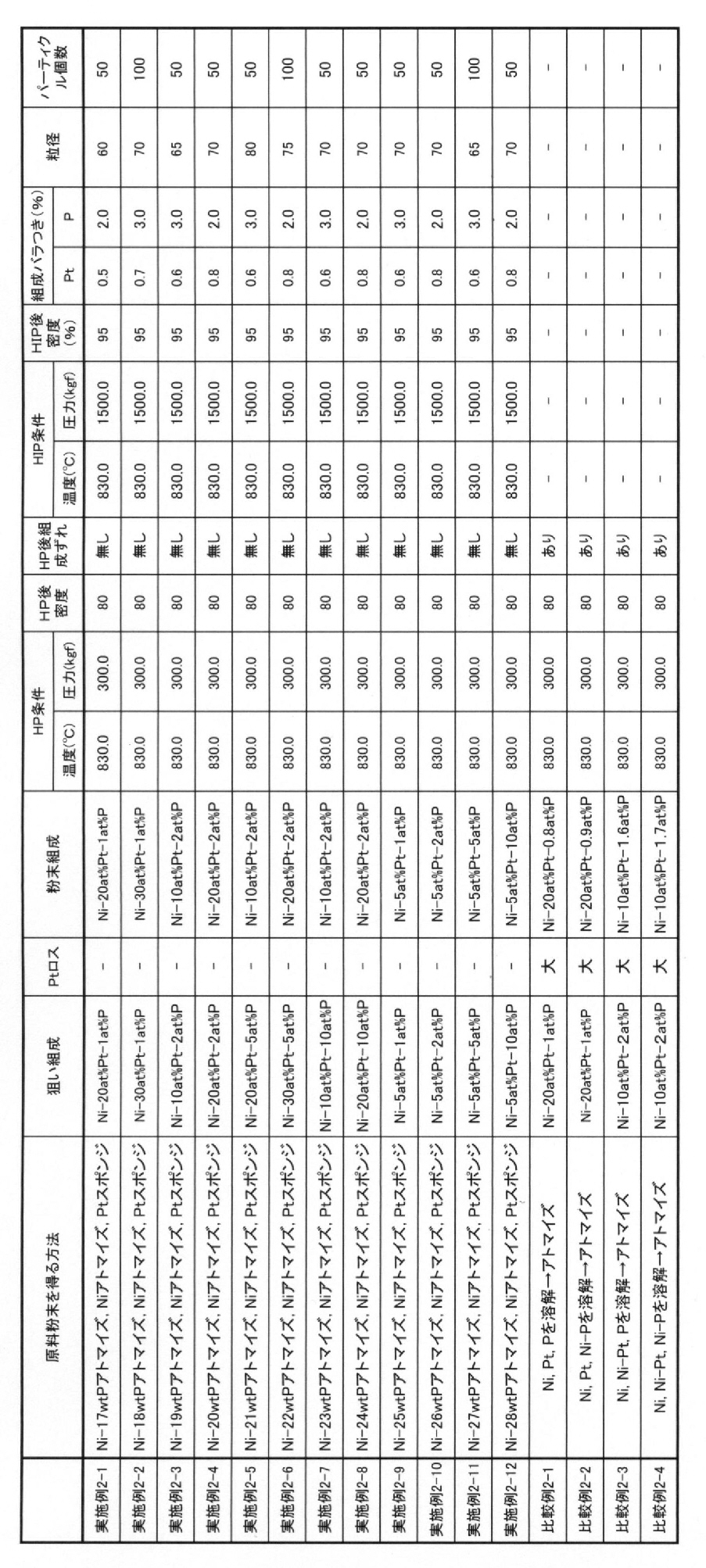
- Example 2-1 A Ni—P alloy ingot containing 17 at% P was induction-heated and melted, and Ni-17 at% P alloy atomized powder was obtained using a gas atomization method. The atomized powder was almost spherical. Next, Ni atomized powder and Pt powder were mixed with this Ni—P alloy atomized powder. This mixed powder was hot-pressed under the conditions of 830 ° C. and 300 kgf / cm 2 , whereby Pt content was 20 at%, P content was 1 at%, the balance was Ni—Pt— consisting of Ni and inevitable impurities. A P-based sintered body was obtained. At this time, the density of the sintered body was 80%. Next, this sintered body was sealed in a SUS can and subjected to HIP (hot isostatic pressing) under the conditions of 830 ° C. and 1500 kgf / cm 2 . Thereby, the sintered compact density became 95%.
- HIP hot isostatic pressing
- the Ni—Pt—P sintered body obtained as described above was subjected to mechanical processing such as cutting and polishing to produce a disk-shaped sputtering target having a diameter of 440 mm ⁇ and a thickness of 3 mmt.
- the composition variation in this sputtering target was investigated. As a result, the composition variation was within 4%.
- the average crystal grain size of this sputtering target was examined by a cross-cut method according to JISH0501. As a result, the average crystal grain size was 60 ⁇ m.
- this sputtering target was diffusion bonded to a backing plate made of a copper alloy (In bonding is also possible) to produce an assembly of a Ni—P alloy sputtering target and a copper alloy backing plate. Then, sputtering was performed using this assembly to form a Ni—P alloy thin film. About the obtained thin film, the generation amount of particles and the composition variation were examined. As a result, the number was 50.
- Example 2-2 A Ni—P alloy ingot containing 18 at% P was induction-heated and melted, and Ni-18 at% P alloy atomized powder was obtained using a gas atomization method. The atomized powder was almost spherical. Next, Ni atomized powder and Pt powder were mixed with this Ni—P alloy atomized powder. This mixed powder was hot-pressed under the conditions of 830 ° C. and 300 kgf / cm 2 , whereby Pt content was 30 at%, P content was 1 at%, the balance was Ni—Pt— consisting of Ni and inevitable impurities. A P sintered body was obtained. At this time, the density of the sintered body was 80%. Next, this sintered body was sealed in a SUS can and subjected to HIP (hot isostatic pressing) under the conditions of 830 ° C. and 1500 kgf / cm 2 . Thereby, the sintered compact density became 95%.
- HIP hot isostatic pressing
- the Ni—Pt—P sintered body obtained as described above was subjected to mechanical processing such as cutting and polishing to produce a disk-shaped sputtering target having a diameter of 440 mm ⁇ and a thickness of 3 mmt.
- the composition variation in this sputtering target was investigated. As a result, the composition variation was within 4%.
- the average crystal grain size of this sputtering target was examined by a cross-cut method according to JISH0501. As a result, the average crystal grain size was 70 ⁇ m.
- this sputtering target was diffusion bonded to a backing plate made of a copper alloy to produce an assembly of a Ni—Pt—P sputtering target and a copper alloy backing plate. Then, sputtering was performed using this assembly to form a Ni—Pt—P thin film. About the obtained thin film, the generation amount of particles and the composition variation were examined. As a result, the number was 100.
- Example 2-3 A Ni—P alloy ingot containing 19 at% P was induction-heated and melted, and Ni-19 at% P alloy atomized powder was obtained using a gas atomization method. The atomized powder was almost spherical. Next, Ni atomized powder and Pt powder were mixed with this Ni—P alloy atomized powder. This mixed powder was hot-pressed under the conditions of 830 ° C. and 300 kgf / cm 2 , whereby Pt content was 10 at%, P content was 2 at%, the balance was Ni—Pt— consisting of Ni and inevitable impurities. A P alloy sintered body was obtained. At this time, the density of the sintered body was 80%. Next, this sintered body was sealed in a SUS can and subjected to HIP (hot isostatic pressing) under the conditions of 830 ° C. and 1500 kgf / cm 2 . Thereby, the sintered compact density became 95%.
- HIP hot isostatic pressing
- the Ni—Pt—P sintered body obtained as described above was subjected to mechanical processing such as cutting and polishing to produce a disk-shaped sputtering target having a diameter of 440 mm ⁇ and a thickness of 3 mmt.
- the composition variation in this sputtering target was investigated. As a result, the composition variation was within 4%.
- the average crystal grain size of this sputtering target was examined by a cross-cut method according to JISH0501. As a result, the average crystal grain size was 65 ⁇ m.
- this sputtering target was diffusion bonded to a backing plate made of a copper alloy to produce an assembly of a Ni—Pt—P sputtering target and a copper alloy backing plate. Then, sputtering was performed using this assembly to form a Ni—Pt—P thin film. About the obtained thin film, the generation amount of particles and the composition variation were examined. As a result, the number was 50.
- Example 2-4 A Ni—P alloy ingot containing 20 at% P was induction-heated and melted, and Ni-20 at% P alloy atomized powder was obtained using a gas atomization method. The atomized powder was almost spherical. Next, Ni atomized powder and Pt powder were mixed with this Ni—P alloy atomized powder. This mixed powder was hot-pressed under the conditions of 830 ° C. and 300 kgf / cm 2 , whereby Pt content was 20 at%, P content was 2 at%, the balance was Ni—Pt— consisting of Ni and inevitable impurities. A P sintered body was obtained. At this time, the density of the sintered body was 80%. Next, this sintered body was sealed in a SUS can and subjected to HIP (hot isostatic pressing) under the conditions of 830 ° C. and 1500 kgf / cm 2 . Thereby, the sintered compact density became 95%.
- HIP hot isostatic pressing
- the Ni—Pt—P sintered body obtained as described above was subjected to mechanical processing such as cutting and polishing to produce a disk-shaped sputtering target having a diameter of 440 mm ⁇ and a thickness of 3 mmt.
- the composition variation in this sputtering target was investigated. As a result, the composition variation was within 4%.
- the average crystal grain size of this sputtering target was examined by a cross-cut method according to JISH0501. As a result, the average crystal grain size was 70 ⁇ m.
- this sputtering target was diffusion bonded to a backing plate made of a copper alloy to produce an assembly of a Ni—Pt—P sputtering target and a copper alloy backing plate. Then, sputtering was performed using this assembly to form a Ni—Pt—P thin film. About the obtained thin film, the generation amount of particles and the composition variation were examined. As a result, the number was 50.
- Example 2-5 A Ni—P alloy ingot containing 21 at% P was induction-heated and melted, and Ni-21 at% P alloy atomized powder was obtained using a gas atomization method. The atomized powder was almost spherical. Next, Ni atomized powder and Pt powder were mixed with this Ni—P alloy atomized powder. This mixed powder was hot-pressed under the conditions of 830 ° C. and 300 kgf / cm 2 , whereby Pt content was 20 at%, P content was 5 at%, the balance was Ni—Pt— consisting of Ni and inevitable impurities. A P sintered body was obtained. At this time, the density of the sintered body was 80%. Next, this sintered body was sealed in a SUS can and subjected to HIP (hot isostatic pressing) under the conditions of 830 ° C. and 1500 kgf / cm 2 . Thereby, the sintered compact density became 95%.
- HIP hot isostatic pressing
- the Ni—Pt—P sintered body obtained as described above was subjected to mechanical processing such as cutting and polishing to produce a disk-shaped sputtering target having a diameter of 440 mm ⁇ and a thickness of 3 mmt.
- the composition variation in this sputtering target was investigated. As a result, the composition variation was within 4%.
- the average crystal grain size of this sputtering target was examined by a cross-cut method according to JISH0501. As a result, the average crystal grain size was 80 ⁇ m.
- this sputtering target was diffusion bonded to a backing plate made of a copper alloy to produce an assembly of a Ni—Pt—P sputtering target and a copper alloy backing plate. Then, sputtering was performed using this assembly to form a Ni—Pt—P thin film. About the obtained thin film, the generation amount of particles and the composition variation were examined. As a result, the number was 50.
- Example 2-6 A Ni—P alloy ingot containing 22 at% P was induction-heated and melted, and Ni-22 at% P alloy atomized powder was obtained using a gas atomization method. The atomized powder was almost spherical. Next, Ni atomized powder and Pt powder were mixed with this Ni—P alloy atomized powder. This mixed powder was hot-pressed under the conditions of 830 ° C. and 300 kgf / cm 2 , whereby Pt content was 30 at%, P content was 5 at%, and the balance was Ni—Pt— consisting of Ni and inevitable impurities. A P sintered body was obtained. At this time, the density of the sintered body was 80%. Next, this sintered body was sealed in a SUS can and subjected to HIP (hot isostatic pressing) under the conditions of 830 ° C. and 1500 kgf / cm 2 . Thereby, the sintered compact density became 95%.
- HIP hot isostatic pressing
- the Ni—Pt—P sintered body obtained as described above was subjected to mechanical processing such as cutting and polishing to produce a disk-shaped sputtering target having a diameter of 440 mm ⁇ and a thickness of 3 mmt.
- the composition variation in this sputtering target was investigated. As a result, the composition variation was within 4%.
- the average crystal grain size of this sputtering target was examined by a cross-cut method according to JISH0501. As a result, the average crystal grain size was 75 ⁇ m.
- this sputtering target was diffusion bonded to a backing plate made of a copper alloy to produce an assembly of a Ni—Pt—P sputtering target and a copper alloy backing plate. Then, sputtering was performed using this assembly to form a Ni—Pt—P thin film. About the obtained thin film, the generation amount of particles and the composition variation were examined. As a result, the number was 100.
- Example 2--7 A Ni—P alloy ingot containing 23 at% P was induction-heated and melted, and Ni-23 at% P alloy atomized powder was obtained using a gas atomization method. The atomized powder was almost spherical. Next, Ni atomized powder and Pt powder were mixed with this Ni—P alloy atomized powder. This mixed powder was hot-pressed under the conditions of 830 ° C. and 300 kgf / cm 2 , whereby Pt content was 10 at%, P content was 10 at%, and the balance was Ni—Pt— consisting of Ni and inevitable impurities. A P sintered body was obtained. At this time, the density of the sintered body was 80%. Next, this sintered body was sealed in a SUS can and subjected to HIP (hot isostatic pressing) under the conditions of 830 ° C. and 1500 kgf / cm 2 . Thereby, the sintered compact density became 95%.
- HIP hot isostatic pressing
- the Ni—Pt—P sintered body obtained as described above was subjected to mechanical processing such as cutting and polishing to produce a disk-shaped sputtering target having a diameter of 440 mm ⁇ and a thickness of 3 mmt.
- the composition variation in this sputtering target was investigated. As a result, the composition variation was within 4%.
- the average crystal grain size of this sputtering target was examined by a cross-cut method according to JISH0501. As a result, the average crystal grain size was 70 ⁇ m.
- this sputtering target was diffusion bonded to a backing plate made of a copper alloy to produce an assembly of a Ni—Pt—P sputtering target and a copper alloy backing plate. Then, sputtering was performed using this assembly to form a Ni—Pt—P thin film. About the obtained thin film, the generation amount of particles and the composition variation were examined. As a result, the number was 50.
- Example 2-8 A Ni—P alloy ingot containing 24 at% P was induction-heated and melted, and Ni-24 at% P alloy atomized powder was obtained using a gas atomization method. The atomized powder was almost spherical. Next, Ni atomized powder and Pt powder were mixed with this Ni—P alloy atomized powder. This mixed powder was hot-pressed under the conditions of 830 ° C. and 300 kgf / cm 2 , whereby Pt content was 20 at%, P content was 10 at%, the balance was Ni—Pt— consisting of Ni and inevitable impurities. A P sintered body was obtained. At this time, the density of the sintered body was 80%. Next, this sintered body was sealed in a SUS can and subjected to HIP (hot isostatic pressing) under the conditions of 830 ° C. and 1500 kgf / cm 2 . Thereby, the sintered compact density became 95%.
- HIP hot isostatic pressing
- the Ni—Pt—P sintered body obtained as described above was subjected to mechanical processing such as cutting and polishing to produce a disk-shaped sputtering target having a diameter of 440 mm ⁇ and a thickness of 3 mmt.
- the composition variation in this sputtering target was investigated. As a result, the composition variation was within 4%.
- the average crystal grain size of this sputtering target was examined by a cross-cut method according to JISH0501. As a result, the average crystal grain size was 70 ⁇ m.
- this sputtering target was diffusion bonded to a backing plate made of a copper alloy to produce an assembly of a Ni—Pt—P sputtering target and a copper alloy backing plate. Then, sputtering was performed using this assembly to form a Ni—Pt—P thin film. About the obtained thin film, the generation amount of particles and the composition variation were examined. As a result, the number was 50.
- Example 2-9 A Ni—P alloy ingot containing 25 at% P was induction-heated and melted, and Ni-25 at% P alloy atomized powder was obtained using a gas atomization method. The atomized powder was almost spherical. Next, Ni atomized powder and Pt powder were mixed with this Ni—P alloy atomized powder. This mixed powder was hot pressed under the conditions of 830 ° C. and 300 kgf / cm 2 , whereby Ni—Pt— with Pt content of 5 at%, P content of 1 at%, the balance being Ni and inevitable impurities. A P sintered body was obtained. At this time, the density of the sintered body was 80%. Next, this sintered body was sealed in a SUS can and subjected to HIP (hot isostatic pressing) under the conditions of 830 ° C. and 1500 kgf / cm 2 . Thereby, the sintered compact density became 95%.
- HIP hot isostatic pressing
- the Ni—Pt—P sintered body obtained as described above was subjected to mechanical processing such as cutting and polishing to produce a disk-shaped sputtering target having a diameter of 440 mm ⁇ and a thickness of 3 mmt.
- the composition variation in this sputtering target was investigated. As a result, the composition variation was within 4%.
- the average crystal grain size of this sputtering target was examined by a cross-cut method according to JISH0501. As a result, the average crystal grain size was 70 ⁇ m.
- this sputtering target was diffusion bonded to a backing plate made of a copper alloy to produce an assembly of a Ni—Pt—P sputtering target and a copper alloy backing plate. Then, sputtering was performed using this assembly to form a Ni—Pt—P thin film. About the obtained thin film, the generation amount of particles and the composition variation were examined. As a result, it was 50 pieces.
- Example 2-10 A Ni—P alloy ingot containing 26 at% P was induction-heated and melted, and Ni-26 t% P alloy atomized powder was obtained using a gas atomization method. The atomized powder was almost spherical. Next, Ni atomized powder and Pt powder were mixed with this Ni—P alloy atomized powder. This mixed powder was hot-pressed under the conditions of 830 ° C. and 300 kgf / cm 2 , whereby Ni—Pt— with a Pt content of 5 at%, a P content of 2 at%, the balance being Ni and inevitable impurities. A P alloy sintered body was obtained. At this time, the density of the sintered body was 80%. Next, this sintered body was sealed in a SUS can and subjected to HIP (hot isostatic pressing) under the conditions of 830 ° C. and 1500 kgf / cm 2 . Thereby, the sintered compact density became 95%.
- HIP hot isostatic pressing
- the Ni—Pt—P alloy sintered body obtained as described above was subjected to machining such as cutting and polishing to produce a disk-shaped sputtering target having a diameter of 440 mm ⁇ and a thickness of 3 mmt.
- the composition variation in this sputtering target was investigated. As a result, the composition variation was within 4%.
- the average crystal grain size of this sputtering target was examined by a cross-cut method according to JISH0501. As a result, the average crystal grain size was 70 ⁇ m.
- this sputtering target was diffusion bonded to a backing plate made of a copper alloy to produce an assembly of a Ni—Pt—P sputtering target and a copper alloy backing plate. Then, sputtering was performed using this assembly to form a Ni—Pt—P thin film. About the obtained thin film, the generation amount of particles and the composition variation were examined. As a result, the number was 50.
- Example 11 A Ni—P alloy ingot containing 27 at% P was induction-heated and melted, and Ni-27 at% P alloy atomized powder was obtained using a gas atomization method. The atomized powder was almost spherical. Next, Ni atomized powder and Pt powder were mixed with this Ni—P alloy atomized powder. This mixed powder was hot-pressed under the conditions of 830 ° C. and 300 kgf / cm 2 , whereby Ni—Pt— with a Pt content of 5 at%, a P content of 5 at%, the balance being Ni and inevitable impurities. A P sintered body was obtained. At this time, the density of the sintered body was 80%. Next, this sintered body was sealed in a SUS can and subjected to HIP (hot isostatic pressing) under the conditions of 830 ° C. and 1500 kgf / cm 2 . Thereby, the sintered compact density became 95%.
- HIP hot isostatic pressing
- the Ni—Pt—P sintered body obtained as described above was subjected to mechanical processing such as cutting and polishing to produce a disk-shaped sputtering target having a diameter of 440 mm ⁇ and a thickness of 3 mmt.
- the composition variation in this sputtering target was investigated. As a result, the composition variation was within 4%.
- the average crystal grain size of this sputtering target was examined by a cross-cut method according to JISH0501. As a result, the average crystal grain size was 65 ⁇ m.
- this sputtering target was diffusion bonded to a backing plate made of a copper alloy to produce an assembly of a Ni—Pt—P sputtering target and a copper alloy backing plate. Then, sputtering was performed using this assembly to form a Ni—Pt—P thin film. About the obtained thin film, the generation amount of particles and the composition variation were examined. As a result, the number was 100.
- Example 2-12 A Ni—P alloy ingot containing 28 at% P was induction-heated and melted, and Ni-28 at% P alloy atomized powder was obtained using a gas atomization method. The atomized powder was almost spherical. Next, Ni atomized powder and Pt powder were mixed with this Ni—P alloy atomized powder. This mixed powder was hot-pressed under the conditions of 830 ° C. and 300 kgf / cm 2 , whereby Ni—Pt— with a Pt content of 5 at%, a P content of 10 at%, the balance being Ni and inevitable impurities. A P sintered body was obtained. At this time, the density of the sintered body was 80%. Next, this sintered body was sealed in a SUS can and subjected to HIP (hot isostatic pressing) under the conditions of 830 ° C. and 1500 kgf / cm 2 . Thereby, the sintered compact density became 95%.
- HIP hot isostatic pressing
- the Ni—Pt—P alloy sintered body obtained as described above was subjected to machining such as cutting and polishing to produce a disk-shaped sputtering target having a diameter of 440 mm ⁇ and a thickness of 3 mmt.
- the composition variation in this sputtering target was investigated. As a result, the composition variation was within 4%.
- the average crystal grain size of this sputtering target was examined by a cross-cut method according to JISH0501. As a result, the average crystal grain size was 70 ⁇ m.
- this sputtering target was diffusion bonded to a backing plate made of a copper alloy (or In bonding is also possible) to produce an assembly of a Ni—Pt—P sputtering target and a copper alloy backing plate. Then, sputtering was performed using this assembly to form a Ni—Pt—P thin film. About the obtained thin film, the generation amount of particles and the composition variation were examined. As a result, the number was 50.
- the present invention provides a high-density target with respect to a Ni—P alloy sputtering target by controlling the P content strictly to suppress the transpiration of P, which is a safety problem, with small composition variation. be able to. Thereby, it has the outstanding effect that the thin film which has a favorable characteristic can be formed. Further, the present invention can provide a high-density target by a powder metallurgy method without requiring a large facility for melting casting or rolling with respect to the Ni—Pt—P alloy sputtering target. Thereby, it has the outstanding effect that generation
- the sputtering target of the present invention is useful for forming a thin film for a magnetic recording medium such as a hard disk.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Analytical Chemistry (AREA)
- Physics & Mathematics (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Physical Vapour Deposition (AREA)
- Powder Metallurgy (AREA)
Abstract
Description
本発明者らは、この知見に基づいて、以下の発明を提供する。
1)Pを1~10at%含有し、残部がNi及び不可避的不純物からなり、密度が90%以上であることを特徴とするNi-P合金スパッタリングターゲット。
2)ターゲット中の組成ばらつきが5%以内であることを特徴とする上記1)記載のNi-P合金スパッタリングターゲット。
3)ターゲットの平均結晶粒径が100μm以下であることを特徴とする上記1)又は2)記載のNi-P合金スパッタリングターゲット。
4)Pを15~21wt%含有し、残部がNi及び不可避的不純物からなるNi-P合金を溶解し、アトマイズ加工して、平均粒径100μm以下のNi-P合金アトマイズ加工粉を作製した後、このNi-P合金アトマイズ加工粉にNiアトマイズ粉を混合し、これをホットプレスすることを特徴とするNi-P合金スパッタリングターゲットの製造方法。
5)ホットプレスした後、熱間静水圧プレスすることを特徴とする上記4)記載のNi-P合金スパッタリングターゲットの製造方法。
6)Pを1~10at%含有し、Ptを1~30at%含有し、残部がNi及び不可避的不純物からなり、密度が95%以上であることを特徴とするNi-Pt-P合金スパッタリングターゲット。
7)ターゲット中の組成ばらつきが5%以内であることを特徴とする上記6)記載のNi-Pt-Pスパッタリングターゲット。
8)ターゲットの平均結晶粒径が100μm以下であることを特徴とする上記6)又は7)に記載のNi-Pt-Pスパッタリングターゲット。
9)Pを15~21wt%含有し、残部がNi及び不可避的不純物からなるNi-P合金を溶解し、アトマイズ加工して、平均粒径100μm以下のNi-P合金アトマイズ加工粉を作製した後、このNi-P合金アトマイズ加工粉にNiアトマイズ粉末及びPt粉末を混合した後、これをホットプレスすることを特徴とするNi-Pt-P合金スパッタリングターゲットの製造方法。
10)ホットプレスした後、熱間静水圧プレスすることを特徴とする上記9)記載のNi-Pt-Pスパッタリングターゲットの製造方法。
本発明のNi-P合金スパッタリングターゲットの製造は、粉末焼結法による。まず、P(リン)含有量が15~21wt%(25~33.5at%)、残部がNi(ニッケル)及び不可避的不純物からなるNi-P合金インゴットを準備する。次に、このNi-P合金インゴットを溶解し、この溶湯をアルゴン、ヘリウム、窒素ガス等の不活性ガス雰囲気中で噴霧・急速冷却・凝固させる、いわゆるアトマイズ加工して、平均粒径100μm以下のNi-P合金アトマイズ加工粉を製造する。
ばらつき={(P含有量の最大値)―(P含有量の最小値)}/(P含有量の平均値)
例えば、円盤状のターゲットにおいては、中心、1/2R(半径)の均等8点、及び外周より1cm内側の均等8点の合計17点を測定することができる。
本発明のNi-Pt-P合金スパッタリングターゲットの製造は、粉末焼結法による。まず、P(リン)含有量が15~21wt%(25~33.5at%)、残部がNi(ニッケル)及び不可避的不純物からなるNi-P合金インゴットを準備する。このNi-P合金インゴットを誘導加熱により溶解し、この溶湯をアルゴン、ヘリウム、窒素ガス等の不活性ガス雰囲気中で噴霧・急速冷却・凝固させる、いわゆるアトマイズ加工して、平均粒径100μm以下のNi-P合金アトマイズ加工粉を作製する。
ばらつき={(P含有量の最大値)-(P含有量の最小値)}/(P含有量の平均値)
例えば、円盤状のターゲットにおいて、中心、0.5R(半径)の均等8点、及び外周より1cm内側の均等8点の合計17点を測定することができる。
P含有量が17wt%のNi-P合金インゴットを誘導加熱溶解し、ガスアトマイズ法を用いて、Ni-17wt%P合金アトマイズ加工粉を得た。アトマイズ加工粉はほぼ球状であった。また、この原料粉の粒径は120μmであった。次に、このNi-P合金アトマイズ加工粉に粒径100μmのNiアトマイズ粉をP含有量が1at%になるように混合した。次に、この混合粉を、830℃、300kgf/cm2の条件でホットプレスを行った。これによって、P含有量が1at%、残部がNi及び不可避的不純物からなるNi-P合金焼結体が得られた。また、このとき焼結体の密度は80%であった。次に、この焼結体をSUS缶に封入して、830℃、1500kgf/cm2の条件でHIP(熱間静水圧プレス)を行った。これにより、焼結体密度は95%となった。
スパッタリング成膜は、下記の条件で行った(以下の実施例、比較例も同様とした)。
<成膜条件>
電源:直流方式
電力:15kW
到達真空度:5×10-8Torr
雰囲気ガス組成:Ar
スパッタガス圧:5×10-3Torr
スパッタ時間:15秒
P含有量が17wt%のNi-P合金インゴットを誘導加熱溶解し、ガスアトマイズ法を用いて、Ni-17wt%P合金アトマイズ加工粉を得た。アトマイズ加工粉はほぼ球状であった。また、この原料粉の粒径は120μmであった。次に、このNi-P合金アトマイズ加工粉に粒径100μmのNiアトマイズ粉をP含有量が2at%になるように混合した。次に、この混合粉を、830℃、300kgf/cm2の条件でホットプレスを行った。これによって、P含有量が1at%、残部がNi及び不可避的不純物からなるNi-P合金焼結体が得られた。また、このとき焼結体の密度は80%であった。次に、この焼結体をSUS缶に封入して、830℃、1500kgf/cm2の条件でHIP(熱間静水圧プレス)を行った。これにより、焼結体密度は95%となった。
P含有量が17wt%のNi-P合金インゴットを誘導加熱溶解し、ガスアトマイズ法を用いて、Ni-17wt%P合金アトマイズ加工粉を得た。アトマイズ加工粉はほぼ球状であった。また、この原料粉の粒径は120μmであった。次に、このNi-P合金アトマイズ加工粉に粒径100μmのNiアトマイズ粉をP含有量が5at%になるように混合した。次に、この混合粉を、830℃、300kgf/cm2の条件でホットプレスを行った。これによって、P含有量が1at%、残部がNi及び不可避的不純物からなるNi-P合金焼結体が得られた。また、このとき焼結体の密度は80%であった。次に、この焼結体をSUS缶に封入して、830℃、1500kgf/cm2の条件でHIP(熱間静水圧プレス)を行った。これにより、焼結体密度は95%となった。
P含有量が17wt%のNi-P合金インゴットを誘導加熱溶解し、ガスアトマイズ法を用いて、Ni-17wt%P合金アトマイズ加工粉を得た。アトマイズ加工粉はほぼ球状であった。また、この原料粉の粒径は120μmであった。次に、このNi-P合金アトマイズ加工粉に粒径100μmのNiアトマイズ粉をP含有量が10at%になるように混合した。次に、この混合粉を、830℃、300kgf/cm2の条件でホットプレスを行った。これによって、P含有量が1at%、残部がNi及び不可避的不純物からなるNi-P合金焼結体が得られた。また、このとき焼結体の密度は80%であった。次に、この焼結体をSUS缶に封入して、830℃、1500kgf/cm2の条件でHIP(熱間静水圧プレス)を行った。これにより、焼結体密度は95%となった。
P含有量が1at%となるように、Ni-P合金インゴット及びNiインゴットを誘導加熱溶解し、ガスアトマイズ法を用いて粉末を作製したところ、Ni-0.8at%P合金アトマイズ加工粉を得た。装置内部でPが蒸散し、目標組成からのずれが発生した。
P含有量が2at%となるように、Ni-P合金インゴット及びNiインゴットを誘導加熱溶解し、ガスアトマイズ法を用いて粉末を作製したところ、Ni-1.8at%P合金アトマイズ加工粉を得た。装置内部でPが蒸散し、目標組成からのずれが発生した。
P含有量が5at%となるように、Ni-P合金インゴット及びNiインゴットを誘導加熱溶解し、ガスアトマイズ法を用いて粉末を作製したところ、Ni-4.5at%P合金アトマイズ加工粉を得た。装置内部でPが蒸散し、目標組成からのずれが発生した。
P含有量が10at%となるように、Ni-P合金インゴット及びNiインゴットを誘導加熱溶解し、ガスアトマイズ法を用いて粉末を作製したところ、Ni-9.7at%P合金アトマイズ加工粉を得た。装置内部でPが蒸散し、目標組成からのずれが発生した。

Pを17at%含有するNi-P合金インゴットを誘導加熱溶解し、ガスアトマイズ法を用いて、Ni-17at%P合金アトマイズ加工粉を得た。アトマイズ加工粉はほぼ球状であった。次に、このNi-P合金アトマイズ加工粉にNiアトマイズ粉、Pt粉を混合した。この混合粉を、830℃、300kgf/cm2の条件でホットプレスを行い、これによって、Pt含有量が20at%、P含有量が1at%、残部がNi及び不可避的不純物からなるNi-Pt-P系焼結体が得られた。また、このとき焼結体の密度は80%であった。次に、この焼結体をSUS缶に封入して、830℃、1500kgf/cm2の条件でHIP(熱間静水圧プレス)を行った。これにより、焼結体密度は95%となった。
Pを18at%含有するNi-P合金インゴットを誘導加熱溶解し、ガスアトマイズ法を用いて、Ni-18at%P合金アトマイズ加工粉を得た。アトマイズ加工粉はほぼ球状であった。次に、このNi-P合金アトマイズ加工粉にNiアトマイズ粉、Pt粉を混合した。この混合粉を、830℃、300kgf/cm2の条件でホットプレスを行い、これによって、Pt含有量が30at%、P含有量が1at%、残部がNi及び不可避的不純物からなるNi-Pt-P焼結体が得られた。また、このとき焼結体の密度は80%であった。次に、この焼結体をSUS缶に封入して、830℃、1500kgf/cm2の条件でHIP(熱間静水圧プレス)を行った。これにより、焼結体密度は95%となった。
Pを19at%含有するNi-P合金インゴットを誘導加熱溶解し、ガスアトマイズ法を用いて、Ni-19at%P合金アトマイズ加工粉を得た。アトマイズ加工粉はほぼ球状であった。次に、このNi-P合金アトマイズ加工粉にNiアトマイズ粉、Pt粉を混合した。この混合粉を、830℃、300kgf/cm2の条件でホットプレスを行い、これによって、Pt含有量が10at%、P含有量が2at%、残部がNi及び不可避的不純物からなるNi-Pt-P合金焼結体が得られた。また、このとき焼結体の密度は80%であった。次に、この焼結体をSUS缶に封入して、830℃、1500kgf/cm2の条件でHIP(熱間静水圧プレス)を行った。これにより、焼結体密度は95%となった。
Pを20at%含有するNi-P合金インゴットを誘導加熱溶解し、ガスアトマイズ法を用いて、Ni-20at%P合金アトマイズ加工粉を得た。アトマイズ加工粉はほぼ球状であった。次に、このNi-P合金アトマイズ加工粉にNiアトマイズ粉、Pt粉を混合した。この混合粉を、830℃、300kgf/cm2の条件でホットプレスを行い、これによって、Pt含有量が20at%、P含有量が2at%、残部がNi及び不可避的不純物からなるNi-Pt-P焼結体が得られた。また、このとき焼結体の密度は80%であった。次に、この焼結体をSUS缶に封入して、830℃、1500kgf/cm2の条件でHIP(熱間静水圧プレス)を行った。これにより、焼結体密度は95%となった。
Pを21at%含有するNi-P合金インゴットを誘導加熱溶解し、ガスアトマイズ法を用いて、Ni-21at%P合金アトマイズ加工粉を得た。アトマイズ加工粉はほぼ球状であった。次に、このNi-P合金アトマイズ加工粉にNiアトマイズ粉、Pt粉を混合した。この混合粉を、830℃、300kgf/cm2の条件でホットプレスを行い、これによって、Pt含有量が20at%、P含有量が5at%、残部がNi及び不可避的不純物からなるNi-Pt-P焼結体が得られた。また、このとき焼結体の密度は80%であった。次に、この焼結体をSUS缶に封入して、830℃、1500kgf/cm2の条件でHIP(熱間静水圧プレス)を行った。これにより、焼結体密度は95%となった。
Pを22at%含有するNi-P合金インゴットを誘導加熱溶解し、ガスアトマイズ法を用いて、Ni-22at%P合金アトマイズ加工粉を得た。アトマイズ加工粉はほぼ球状であった。次に、このNi-P合金アトマイズ加工粉にNiアトマイズ粉、Pt粉を混合した。この混合粉を、830℃、300kgf/cm2の条件でホットプレスを行い、これによって、Pt含有量が30at%、P含有量が5at%、残部がNi及び不可避的不純物からなるNi-Pt-P焼結体が得られた。また、このとき焼結体の密度は80%であった。次に、この焼結体をSUS缶に封入して、830℃、1500kgf/cm2の条件でHIP(熱間静水圧プレス)を行った。これにより、焼結体密度は95%となった。
Pを23at%含有するNi-P合金インゴットを誘導加熱溶解し、ガスアトマイズ法を用いて、Ni-23at%P合金アトマイズ加工粉を得た。アトマイズ加工粉はほぼ球状であった。次に、このNi-P合金アトマイズ加工粉にNiアトマイズ粉、Pt粉を混合した。この混合粉を、830℃、300kgf/cm2の条件でホットプレスを行い、これによって、Pt含有量が10at%、P含有量が10at%、残部がNi及び不可避的不純物からなるNi-Pt-P焼結体が得られた。また、このとき焼結体の密度は80%であった。次に、この焼結体をSUS缶に封入して、830℃、1500kgf/cm2の条件でHIP(熱間静水圧プレス)を行った。これにより、焼結体密度は95%となった。
Pを24at%含有するNi-P合金インゴットを誘導加熱溶解し、ガスアトマイズ法を用いて、Ni-24at%P合金アトマイズ加工粉を得た。アトマイズ加工粉はほぼ球状であった。次に、このNi-P合金アトマイズ加工粉にNiアトマイズ粉、Pt粉を混合した。この混合粉を、830℃、300kgf/cm2の条件でホットプレスを行い、これによって、Pt含有量が20at%、P含有量が10at%、残部がNi及び不可避的不純物からなるNi-Pt-P焼結体が得られた。また、このとき焼結体の密度は80%であった。次に、この焼結体をSUS缶に封入して、830℃、1500kgf/cm2の条件でHIP(熱間静水圧プレス)を行った。これにより、焼結体密度は95%となった。
Pを25at%含有するNi-P合金インゴットを誘導加熱溶解し、ガスアトマイズ法を用いて、Ni-25at%P合金アトマイズ加工粉を得た。アトマイズ加工粉はほぼ球状であった。次に、このNi-P合金アトマイズ加工粉にNiアトマイズ粉、Pt粉を混合した。この混合粉を、830℃、300kgf/cm2の条件でホットプレスを行い、これによって、Pt含有量が5at%、P含有量が1at%、残部がNi及び不可避的不純物からなるNi-Pt-P焼結体が得られた。また、このとき焼結体の密度は80%であった。次に、この焼結体をSUS缶に封入して、830℃、1500kgf/cm2の条件でHIP(熱間静水圧プレス)を行った。これにより、焼結体密度は95%となった。
Pを26at%含有するNi-P合金インゴットを誘導加熱溶解し、ガスアトマイズ法を用いて、Ni-26t%P合金アトマイズ加工粉を得た。アトマイズ加工粉はほぼ球状であった。次に、このNi-P合金アトマイズ加工粉にNiアトマイズ粉、Pt粉を混合した。この混合粉を、830℃、300kgf/cm2の条件でホットプレスを行い、これによって、Pt含有量が5at%、P含有量が2at%、残部がNi及び不可避的不純物からなるNi-Pt-P合金焼結体が得られた。また、このとき焼結体の密度は80%であった。次に、この焼結体をSUS缶に封入して、830℃、1500kgf/cm2の条件でHIP(熱間静水圧プレス)を行った。これにより、焼結体密度は95%となった。
Pを27at%含有するNi-P合金インゴットを誘導加熱溶解し、ガスアトマイズ法を用いて、Ni-27at%P合金アトマイズ加工粉を得た。アトマイズ加工粉はほぼ球状であった。次に、このNi-P合金アトマイズ加工粉にNiアトマイズ粉、Pt粉を混合した。この混合粉を、830℃、300kgf/cm2の条件でホットプレスを行い、これによって、Pt含有量が5at%、P含有量が5at%、残部がNi及び不可避的不純物からなるNi-Pt-P焼結体が得られた。また、このとき焼結体の密度は80%であった。次に、この焼結体をSUS缶に封入して、830℃、1500kgf/cm2の条件でHIP(熱間静水圧プレス)を行った。これにより、焼結体密度は95%となった。
Pを28at%含有するNi-P合金インゴットを誘導加熱溶解し、ガスアトマイズ法を用いて、Ni-28at%P合金アトマイズ加工粉を得た。アトマイズ加工粉はほぼ球状であった。次に、このNi-P合金アトマイズ加工粉にNiアトマイズ粉、Pt粉を混合した。この混合粉を、830℃、300kgf/cm2の条件でホットプレスを行い、これによって、Pt含有量が5at%、P含有量が10at%、残部がNi及び不可避的不純物からなるNi-Pt-P焼結体が得られた。また、このとき焼結体の密度は80%であった。次に、この焼結体をSUS缶に封入して、830℃、1500kgf/cm2の条件でHIP(熱間静水圧プレス)を行った。これにより、焼結体密度は95%となった。
Ni-20at%Pt-1at%Pとなるように、Niショット、Pt粉およびP塊を誘導加熱溶解し、ガスアトマイズ法を用いて粉末を作製したところ、Ni-20at%Pt-0.8at%Pアトマイズ加工粉を得られた。このように装置内部でPが蒸散し、目標組成からのずれが発生した。また、アトマイズ処理による工程ロスが発生し、Ptのロスが重量で0.2%発生した。
Ni-20at%Pt-1at%Pとなるように、Niショット、Pt粉およびNi-17wt%P合金インゴットを誘導加熱溶解し、ガスアトマイズ法を用いて粉末を作製したところ、Ni-20at%Pt-0.9at%Pアトマイズ加工粉を得られた。このように装置内部でPが蒸散し、目標組成からのずれが発生した。また、アトマイズ処理による工程ロスが発生し、Ptのロスが重量で0.2%発生した。
Ni-10at%Pt-2at%Pとなるように、Niショット、Ni-20at%Pt合金インゴットおよびP塊を誘導加熱溶解し、ガスアトマイズ法を用いて粉末を作製したところ、Ni-10at%Pt-1.6at%Pアトマイズ加工粉を得られた。このように装置内部でPが蒸散し、目標組成からのずれが発生した。また、アトマイズ処理による工程ロスが発生し、Ptのロスが重量で0.2%発生した。
Ni-10at%Pt-2at%Pとなるように、Niショット、Ni-20at%Pt合金インゴットおよびNi-17wt%P合金インゴットを誘導加熱溶解し、ガスアトマイズ法を用いて粉末を作製したところ、Ni-10at%Pt-1.7at%Pアトマイズ加工粉を得られた。このように装置内部でPが蒸散し、目標組成からのずれが発生した。また、アトマイズ処理による工程ロスが発生し、Ptのロスが重量で0.2%発生した。
Claims (10)
- Pを1~10at%含有し、残部がNi及び不可避的不純物からなり、密度が90%以上であることを特徴とするNi-P合金スパッタリングターゲット。
- ターゲット中の組成ばらつきが5%以内であることを特徴とする請求項1記載のNi-P合金スパッタリングターゲット。
- ターゲットの平均結晶粒径が100μm以下であることを特徴とする請求項1又は2記載のNi-P合金スパッタリングターゲット。
- Pを15~21wt%含有し、残部がNi及び不可避的不純物からなるNi-P合金を溶解し、アトマイズ加工して、平均粒径100μm以下のNi-P合金アトマイズ加工粉を作製した後、このNi-P合金アトマイズ加工粉にNiアトマイズ粉を混合し、これをホットプレスすることを特徴とするNi-P合金スパッタリングターゲットの製造方法。
- ホットプレスした後、熱間静水圧プレスすることを特徴とする請求項4記載のNi-P合金スパッタリングターゲットの製造方法。
- Pを1~10at%含有し、Ptを1~30at%含有し、残部がNi及び不可避的不純物からなり、密度が95%以上であることを特徴とするNi-Pt-P合金スパッタリングターゲット。
- ターゲット中の組成ばらつきが5%以内であることを特徴とする請求項6記載のNi-Pt-Pスパッタリングターゲット。
- ターゲットの平均結晶粒径が100μm以下であることを特徴とする請求項6又は7に記載のNi-Pt-Pスパッタリングターゲット。
- Pを15~21wt%含有し、残部がNi及び不可避的不純物からなるNi-P合金を溶解し、アトマイズ加工して、平均粒径100μm以下のNi-P合金アトマイズ加工粉を作製した後、このNi-P合金アトマイズ加工粉にNiアトマイズ粉末及びPt粉末を混合した後、これをホットプレスすることを特徴とするNi-Pt-P合金スパッタリングターゲットの製造方法。
- ホットプレスした後、熱間静水圧プレスすることを特徴とする請求項9記載のNi-Pt-Pスパッタリングターゲットの製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016510224A JP6037422B2 (ja) | 2014-03-27 | 2015-03-12 | Ni−P合金又はNi−Pt−P合金からなるスパッタリングターゲットの製造方法 |
| CN201580016385.3A CN106133185B (zh) | 2014-03-27 | 2015-03-12 | 包含Ni-P合金或Ni-Pt-P合金的溅射靶及其制造方法 |
| US15/129,450 US10337100B2 (en) | 2014-03-27 | 2015-03-12 | Sputtering target comprising Ni—P alloy or Ni—Pt—P alloy and production method therefor |
| EP15769671.7A EP3106540B1 (en) | 2014-03-27 | 2015-03-12 | Method of producing a ni-p alloy or a ni-pt-p alloy sputtering target |
| KR1020167029059A KR101908334B1 (ko) | 2014-03-27 | 2015-03-12 | Ni-P 합금 또는 Ni-Pt-P 합금으로 이루어지는 스퍼터링 타깃 및 그 제조 방법 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014067132 | 2014-03-27 | ||
| JP2014-067132 | 2014-03-27 | ||
| JP2014-068680 | 2014-03-28 | ||
| JP2014068680 | 2014-03-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015146604A1 true WO2015146604A1 (ja) | 2015-10-01 |
Family
ID=54195127
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/057265 Ceased WO2015146604A1 (ja) | 2014-03-27 | 2015-03-12 | Ni-P合金又はNi-Pt-P合金からなるスパッタリングターゲット及びその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10337100B2 (ja) |
| EP (1) | EP3106540B1 (ja) |
| JP (1) | JP6037422B2 (ja) |
| KR (1) | KR101908334B1 (ja) |
| CN (1) | CN106133185B (ja) |
| TW (1) | TWI628292B (ja) |
| WO (1) | WO2015146604A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109457220B (zh) * | 2018-11-14 | 2020-08-21 | 台州中科普尔尼镀膜技术有限公司 | 离子镀Ni-P纳米叠层膜及其制备方法 |
| CN113549782B (zh) * | 2021-08-03 | 2022-02-11 | 苏州昆腾威新材料科技有限公司 | 镍磷中间合金及其制备方法与应用 |
| CN113754437B (zh) * | 2021-08-25 | 2023-07-25 | 江西科泰新材料有限公司 | 磷化钽靶材的生产工艺 |
| CN115415523B (zh) * | 2022-09-15 | 2024-04-30 | 河南东微电子材料有限公司 | 一种镍铂合金靶材制备方法 |
| CN115927891B (zh) * | 2023-02-08 | 2024-03-01 | 承德天大钒业有限责任公司 | 一种镍磷中间合金及其制备方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62214107A (ja) * | 1986-03-14 | 1987-09-19 | Takeshi Masumoto | Ni基球状非晶質金属粒の製造方法 |
| JPH06136526A (ja) * | 1992-10-26 | 1994-05-17 | Hitachi Metals Ltd | 磁性薄膜の下地形成用スパッタリングターゲットとその製造方法 |
| JPH07292463A (ja) * | 1994-04-27 | 1995-11-07 | Kubota Corp | 金属薄膜型磁気記録媒体の非磁性下地膜形成用スパッタリングターゲット部材 |
| JP2011208265A (ja) * | 2010-03-30 | 2011-10-20 | Sanyo Special Steel Co Ltd | スパッタリングターゲット材の製造方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5337331A (en) | 1977-09-29 | 1978-04-06 | Pentel Kk | Tablet |
| JP3628575B2 (ja) * | 1999-02-25 | 2005-03-16 | 株式会社日鉱マテリアルズ | Ni−P合金スパッタリングターゲット及びその製造方法 |
| JP2001295033A (ja) | 2000-04-06 | 2001-10-26 | Hitachi Metals Ltd | Ni−P系スパッタリング用ターゲットおよびその製造方法 |
| WO2002016663A1 (en) | 2000-08-21 | 2002-02-28 | Citizen Watch Co., Ltd. | Soft metal and method of manufacturing the soft metal, and decorative part and method of manufacturing the decorative part |
| US6797137B2 (en) * | 2001-04-11 | 2004-09-28 | Heraeus, Inc. | Mechanically alloyed precious metal magnetic sputtering targets fabricated using rapidly solidfied alloy powders and elemental Pt metal |
| JP3773104B2 (ja) * | 2001-12-11 | 2006-05-10 | 富士電機デバイステクノロジー株式会社 | 磁気記録媒体およびその製造方法 |
| JP4376487B2 (ja) | 2002-01-18 | 2009-12-02 | 日鉱金属株式会社 | 高純度ニッケル合金ターゲットの製造方法 |
| JPWO2004001092A1 (ja) * | 2002-06-24 | 2005-10-20 | 株式会社日鉱マテリアルズ | AlRuスパッタリングターゲット及びその製造方法 |
| JP4388263B2 (ja) * | 2002-09-11 | 2009-12-24 | 日鉱金属株式会社 | 珪化鉄スパッタリングターゲット及びその製造方法 |
| KR101021488B1 (ko) | 2004-03-01 | 2011-03-16 | Jx닛코 닛세끼 킨조쿠 가부시키가이샤 | 니켈-플라티늄 합금 및 동(同) 합금 타겟트 |
| US7359751B1 (en) * | 2004-05-05 | 2008-04-15 | Advanced Neuromodulation Systems, Inc. | Clinician programmer for use with trial stimulator |
| US20070017803A1 (en) * | 2005-07-22 | 2007-01-25 | Heraeus, Inc. | Enhanced sputter target manufacturing method |
| KR101402622B1 (ko) * | 2009-07-01 | 2014-06-09 | 삼성전자주식회사 | 영상표시장치 및 영상표시방법 |
-
2015
- 2015-03-12 CN CN201580016385.3A patent/CN106133185B/zh active Active
- 2015-03-12 WO PCT/JP2015/057265 patent/WO2015146604A1/ja not_active Ceased
- 2015-03-12 US US15/129,450 patent/US10337100B2/en active Active
- 2015-03-12 EP EP15769671.7A patent/EP3106540B1/en active Active
- 2015-03-12 KR KR1020167029059A patent/KR101908334B1/ko active Active
- 2015-03-12 JP JP2016510224A patent/JP6037422B2/ja active Active
- 2015-03-19 TW TW104108759A patent/TWI628292B/zh active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62214107A (ja) * | 1986-03-14 | 1987-09-19 | Takeshi Masumoto | Ni基球状非晶質金属粒の製造方法 |
| JPH06136526A (ja) * | 1992-10-26 | 1994-05-17 | Hitachi Metals Ltd | 磁性薄膜の下地形成用スパッタリングターゲットとその製造方法 |
| JPH07292463A (ja) * | 1994-04-27 | 1995-11-07 | Kubota Corp | 金属薄膜型磁気記録媒体の非磁性下地膜形成用スパッタリングターゲット部材 |
| JP2011208265A (ja) * | 2010-03-30 | 2011-10-20 | Sanyo Special Steel Co Ltd | スパッタリングターゲット材の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3106540A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3106540A4 (en) | 2017-10-18 |
| KR20160135319A (ko) | 2016-11-25 |
| CN106133185B (zh) | 2018-09-28 |
| TW201600612A (zh) | 2016-01-01 |
| CN106133185A (zh) | 2016-11-16 |
| EP3106540B1 (en) | 2018-04-25 |
| US10337100B2 (en) | 2019-07-02 |
| US20170121811A1 (en) | 2017-05-04 |
| JP6037422B2 (ja) | 2016-12-07 |
| JPWO2015146604A1 (ja) | 2017-04-13 |
| TWI628292B (zh) | 2018-07-01 |
| KR101908334B1 (ko) | 2018-10-16 |
| EP3106540A1 (en) | 2016-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4837805B2 (ja) | 磁性材スパッタリングターゲット | |
| JP4388263B2 (ja) | 珪化鉄スパッタリングターゲット及びその製造方法 | |
| US7311874B2 (en) | Sputter target and method for fabricating sputter target including a plurality of materials | |
| JP6483803B2 (ja) | 磁性材スパッタリングターゲット及びその製造方法 | |
| TWI443215B (zh) | Tantalum sputtering target | |
| US10431439B2 (en) | Tantalum sputtering target | |
| JP4885305B2 (ja) | 焼結体ターゲット及び焼結体の製造方法 | |
| JP6037422B2 (ja) | Ni−P合金又はNi−Pt−P合金からなるスパッタリングターゲットの製造方法 | |
| KR20190125447A (ko) | 높은 균일성 및 원소 함량을 갖는 알루미늄 합금 및 제품 | |
| CN104114303B (zh) | 高纯度钛锭、其制造方法及钛溅射靶 | |
| JP6652276B2 (ja) | Ti−Al合金スパッタリングターゲット | |
| JP6415361B2 (ja) | 粗粒であり、かつ、均粒、球状のチタンシリサイド粉末およびその製造方法 | |
| JP6583019B2 (ja) | Cu−Ga合金スパッタリングターゲット、及び、Cu−Ga合金スパッタリングターゲットの製造方法 | |
| TWI588267B (zh) | High purity tungsten metal material and preparation method of tungsten target | |
| US20260043124A1 (en) | Fabrication of scandium-containing targets | |
| JP5699017B2 (ja) | Pd−V合金系スパッタリングターゲット及びその製造方法 | |
| TW202503090A (zh) | 鋁合金靶材的製造方法 | |
| JPS61104006A (ja) | 形状記憶合金用粉末の製造方法 | |
| JP2015063760A (ja) | 酸素含有量が低いCu−Ga系合金粉末およびスパッタリングターゲット材の製造方法 | |
| CN106795622A (zh) | 包含Al‑Te‑Cu‑Zr基合金的溅射靶及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15769671 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2016510224 Country of ref document: JP Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015769671 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015769671 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15129450 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20167029059 Country of ref document: KR Kind code of ref document: A |