WO2015194408A1 - Foret - Google Patents
Foret Download PDFInfo
- Publication number
- WO2015194408A1 WO2015194408A1 PCT/JP2015/066435 JP2015066435W WO2015194408A1 WO 2015194408 A1 WO2015194408 A1 WO 2015194408A1 JP 2015066435 W JP2015066435 W JP 2015066435W WO 2015194408 A1 WO2015194408 A1 WO 2015194408A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cutting edge
- drill
- outer end
- thinning
- width
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
- B23B51/02—Twist drills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/08—Side or plan views of cutting edges
- B23B2251/087—Cutting edges with a wave form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/12—Cross sectional views of the cutting edges
- B23B2251/122—Bevelled cutting edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/12—Cross sectional views of the cutting edges
- B23B2251/125—Rounded cutting edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/14—Configuration of the cutting part, i.e. the main cutting edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/18—Configuration of the drill point
Definitions
- This invention relates to a drill in which the cutting edge is reinforced, and more particularly to a drill in which the cutting load is reduced while maintaining the strength of the cutting edge.
- the strengthening process of the cutting edge of a scissors drill is usually performed by a method of blunting the cutting edge.
- the blunting of the cutting edge is performed by a method as shown in Patent Documents 1 and 2 below, for example.
- the drill of patent document 1 forms the negative land which blunts a blade edge on a rake face, and makes the width of the negative land attached to the thinning part cutting edge in the front view of the drill larger than the width of the negative land attached to the main cutting edge. .
- the drill of patent document 2 gives the honing process which rounds a blade edge to a blade edge part.
- the honing width of the thinning part cutting edge is made constant over the entire length of the thinning part cutting edge, and the honing width of the outer peripheral part cutting edge connected to the radial outer end of the thinning part cutting blade is cut at the radial outer end. Widened to more than 1.5 times the honing width of the blade.
- the width of the negative land or the honing is made constant for the thinned portion cutting edge, the width is made constant for the outer peripheral portion cutting edge, or the width from the rotation center side to the outer peripheral side is changed. Processing to increase the width was adopted.
- the cutting edge is unnecessarily blunted to a portion where it is difficult to apply a cutting load, which increases the cutting load.
- the present invention has an object to reduce the cutting load while maintaining the strength of the cutting edge of the drill with the drill subjected to the strengthening process (blunting process) applied to the cutting edge as the object of improvement.
- a drill having a honing surface or a negative land formed in the entire region of the cutting edge, and the width of the honing surface or the negative land in the drill axis direction when viewed perpendicularly to the drill axis is the center of rotation.
- the honing surface for reinforcing the cutting edge and the negative land are configured as described above, and the cutting load is reduced as compared with the conventional drill subjected to the cutting edge strengthening treatment.
- FIG. 2 is an enlarged view of a part of a side surface of the drill, which is a view perpendicular to the drill axis of the drill of FIG. 1. It is a figure which expands and shows the front of the drill of FIG.
- FIG. 4 is an enlarged cross-sectional view of a position along line XX in FIG. 3. It is an expanded sectional view showing other examples of blade edge processing of a drill of this invention. It is the figure which compared the measured value of the axial direction cutting load in a performance evaluation test.
- the illustrated drill 1 is a twist drill having a twisted groove 3 on the outer periphery of a main body 2.
- the groove surface at the tip of the twisted groove 3 is a rake surface 4, and the groove surface of the thinning portion 7 formed at the ridge line at the position where the rake surface 4 intersects the flank 5 at the tip and the center of the tip of the main body 2.
- a cutting edge 6 is formed by a ridgeline at a position where the flank 5 intersects.
- the scissors drill has a margin 8 and a shank 9 connected to the rear of the main body 2.
- the scissors cutting blade 6 includes a thinning portion cutting edge 6a along the thinning portion and an outer peripheral portion cutting blade 6b connected to the radially outer end of the thinning portion cutting edge 6a.
- the illustrated outer peripheral cutting edge 6b includes a concave arc cutting edge 6b- 1 connected to the outer end of the thinning cutting edge 6a, and a convex arc cutting extending from the outer end of the concave arc cutting edge 6b- 1 to the outermost periphery.
- the blade portion 6b- 2 is combined.
- the blade cutting edge 6 is subjected to a cutting edge strengthening process over the entire area.
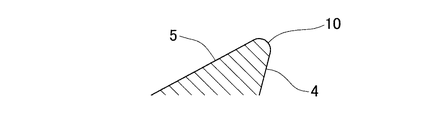
- the edge is rounded by a honing process.
- FIG. 3 is a honing surface formed by the edge-strengthening process.
- the width w in the drill axis direction when viewed perpendicularly to the drill axis gradually increases from the center of rotation toward the outer end of the thinning portion cutting edge 6 a.
- the drill axis direction width w as viewed perpendicularly to the drill axis gradually decreases.
- the width in the drill axis direction when viewed perpendicular to the drill axis gradually increases again from Mp toward the outer end of the cutting edge 6 (the radial outer end of the convex arc cutting edge portion 6b- 2 ).
- the appropriate width w of the honing surface 10 in the drill axis direction when viewed perpendicularly to the drill axis is 0.02 mm to 0.06 mm.
- the radius of curvature of the concave arc cutting edge portion 6b- 1 is set appropriately, for example, 0.5D (D is a drill diameter) or more, the concave arc cutting edge portion 6b- 1 is intermediate between the concave arc cutting edge portion 6b- 1 .
- the concentration of the cutting load applied to the point Mp hardly occurs, and the cutting load applied to the intermediate point Mp is smaller than the cutting load applied to the outer end of the thinning portion cutting edge 6a.
- the degree of strengthening of the cutting edge near the intermediate point Mp of the concave arc cutting edge portion 6b- 1 (which is determined by the drill axis direction width w of the honing surface 10 when viewed perpendicularly to the drill axis) is determined by the thinning portion cutting edge 6a. It is possible to reduce the cutting load by suppressing the blunting more than necessary to the region where the cutting load is difficult to be applied.
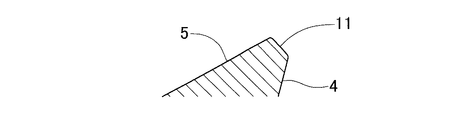
- the honing surface 10 can be replaced with a negative land 11 as shown in FIG. Even with a structure in which the negative land 11 is provided on the rake face by polishing or grinding, the cutting edge can be strengthened.
- This form also increases the width w in the drill axis direction in the negative view of the drill axis of the negative land gradually from the rotation center toward the outer end of the thinning portion cutting edge, and then the concave arc cutting edge portion from the outer end of the thinning portion cutting edge.
- the outer peripheral cutting edge 6b of the illustrated drill has a convex arc cutting edge 6b- 2 on the outer end side.
- the outer peripheral cutting edge 6b has a concave arc cutting as shown in FIG. 2 of the above-mentioned patent document 2 from the inner end connected to the outer end of the thinning cutting edge 6a to the outer end extending to the outer periphery of the drill. You may be comprised with the blade.
- Sample 1 a honing surface for reinforcing the cutting edge was formed over the entire area of the cutting edge.
- the width in the drill axis direction when viewed perpendicularly to the drill axis is gradually increased from the inner end to the outer end of the thinning portion cutting edge, and then the concave arc cutting edge portion of the thinning portion cutting edge is increased. It gradually decreased toward the intermediate point, and further increased gradually from the intermediate point of the concave arc cutting edge part toward the outermost end of the cutting edge.
- the drill axial width of the honing surface at the inner end of the thinning part cutting edge in a perpendicular view of the drill axis is 0.02 mm
- the drilling axial width of the honing surface at the outer end of the thinning part cutting edge is 0.05 mm
- a concave arc The drill axial width of the honing surface at the midpoint of the cutting edge is 0.02 mm
- the drill axial width of the honing surface at the outermost end of the cutting edge is 0.06 mm.
- Example 2 For comparison, a carbide twist drill (sample 2 and sample 3) having the same diameter and the same blade shape was also prototyped.
- Sample 2 the width in the drill axis direction of the honing surface as viewed from the right angle of the drill axis was uniformly 0.06 mm over the entire cutting edge.
- Sample 3 has a honing surface with a drill axis width of 0.02 mm at the rotation center in a right angle view of the drill axis and a honing surface with a drill axis width of 0.06 mm at the outermost edge of the cutting edge.
- the axial width was gradually increased from the center of rotation to the outermost edge of the cutting edge.
- the cutting load is measured by a method of measuring the axial load applied to the measuring tool by placing the work material on the measuring tool (cutting dynamometer made by Nihon Kissler) and cutting the work material from above. It was.
- the cutting load of sample 1 is about 300 kgf ⁇ cm less than that of sample 2.
- the fluctuation width of the cutting load is about 300 Kgf ⁇ cm in the sample 2, while the sample 1 is as small as 200 Kgf ⁇ cm.
- Sample 3 has a peak cutting load peak value of about 1500 Kgf ⁇ cm at the beginning of cutting, whereas Sample 1 is stable with an upper limit of cutting load from the beginning of cutting to the end of machining of about 1200 Kgf ⁇ cm. Therefore, the fluctuation width of the cutting load during processing is also smaller than that of the sample 3.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Drilling Tools (AREA)
Abstract
L'invention concerne un foret qui a une section d'amincissement formée au niveau du centre de rotation, et un bord de coupe comportant un bord de coupe de section d'amincissement formé dans la section d'amincissement et une section de bord de coupe en arc concave qui s'étend depuis l'extrémité extérieure du bord de coupe de section d'amincissement ; et dans lequel une surface de rodage ou plateau négatif est formée sur l'intégralité du bord de coupe. La largeur de la surface de rodage ou plateau négatif dans la direction de l'axe du foret lorsque vue dans le sens perpendiculaire par rapport à l'axe du foret augmente progressivement depuis le centre de rotation jusqu'à l'extrémité extérieure du bord de coupe de section d'amincissement, diminue progressivement depuis l'extrémité extérieure du bord de coupe de section d'amincissement jusqu'à un point médian de la section de bord de coupe en arc concave, et augmente progressivement depuis le point médian jusqu'à l'extrémité extérieure du bord de coupe.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE112015002883.8T DE112015002883T5 (de) | 2014-06-17 | 2015-06-08 | Bohrer |
| CN201580001605.5A CN105473262B (zh) | 2014-06-17 | 2015-06-08 | 钻头 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-124053 | 2014-06-17 | ||
| JP2014124053A JP6288585B2 (ja) | 2014-06-17 | 2014-06-17 | ドリル |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015194408A1 true WO2015194408A1 (fr) | 2015-12-23 |
Family
ID=54935395
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/066435 Ceased WO2015194408A1 (fr) | 2014-06-17 | 2015-06-08 | Foret |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6288585B2 (fr) |
| CN (1) | CN105473262B (fr) |
| DE (1) | DE112015002883T5 (fr) |
| WO (1) | WO2015194408A1 (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019021785A1 (fr) * | 2017-07-27 | 2019-01-31 | 住友電工ハードメタル株式会社 | Foret |
| JP6750790B1 (ja) * | 2019-10-15 | 2020-09-02 | 住友電工ハードメタル株式会社 | ドリル |
| EP3733334A4 (fr) * | 2017-12-26 | 2021-09-22 | Moldino Tool Engineering, Ltd. | Foret |
| US11407040B2 (en) * | 2018-05-21 | 2022-08-09 | Osg Corporation | Drill |
| US20230278113A1 (en) * | 2020-07-23 | 2023-09-07 | Milwaukee Electric Tool Corporation | Step drill bit |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107971542A (zh) * | 2017-12-27 | 2018-05-01 | 苏州阿诺精密切削技术有限公司 | 用于加工腰形孔的阶梯钻铣刀 |
| DE112019004552B4 (de) | 2018-09-12 | 2024-11-28 | Kyocera Corporation | Schneideinsatz, rotationswerkzeug und verfahren zur herstellung eines maschinell bearbeiteten produkts |
| US12576452B2 (en) | 2020-07-27 | 2026-03-17 | Mitsubishi Materials Corporation | Drill |
| JP7268691B2 (ja) * | 2021-01-27 | 2023-05-08 | 株式会社タンガロイ | ドリル |
| JP7510647B2 (ja) * | 2021-02-24 | 2024-07-04 | 株式会社デンソー | 回転工具 |
| JP7663064B2 (ja) * | 2021-11-02 | 2025-04-16 | 三菱マテリアル株式会社 | ドリル |
| JP7380813B1 (ja) | 2022-11-29 | 2023-11-15 | 株式会社タンガロイ | 穴あけ工具 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0192019A (ja) * | 1987-10-05 | 1989-04-11 | Mitsubishi Metal Corp | ドリル |
| JPH0425308A (ja) * | 1990-05-16 | 1992-01-29 | Toshiba Tungaloy Co Ltd | ツイストドリル |
| US20030129031A1 (en) * | 2002-01-09 | 2003-07-10 | Allied Machine & Engineering Corp. | Drill with specialized drill point geometry |
| JP2004268230A (ja) * | 2003-03-11 | 2004-09-30 | Mitsubishi Materials Corp | ドリル |
| JP2009018360A (ja) * | 2007-07-10 | 2009-01-29 | Sumitomo Electric Hardmetal Corp | 金属加工用ドリル |
| WO2009054400A1 (fr) * | 2007-10-26 | 2009-04-30 | Sumitomo Electric Hardmetal Corp. | Foret hélicoïdal |
| JP2014008549A (ja) * | 2012-06-28 | 2014-01-20 | Sumitomo Electric Hardmetal Corp | ドリル |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3900978B2 (ja) * | 2002-03-13 | 2007-04-04 | 三菱マテリアル株式会社 | 穴明け工具 |
| SE531188C2 (sv) * | 2007-05-29 | 2009-01-13 | Sandvik Intellectual Property | Borrkropp för spånavskiljande bearbetning |
| JP5994654B2 (ja) * | 2013-01-23 | 2016-09-21 | 三菱マテリアル株式会社 | 超高硬度焼結体付きドリルおよびその製造方法 |
| CN203621576U (zh) * | 2013-04-23 | 2014-06-04 | 深圳市航天精密刀具有限公司 | 一种用于钛合金与碳纤维叠层材料钻削的金刚石钻头 |
-
2014
- 2014-06-17 JP JP2014124053A patent/JP6288585B2/ja not_active Expired - Fee Related
-
2015
- 2015-06-08 CN CN201580001605.5A patent/CN105473262B/zh not_active Expired - Fee Related
- 2015-06-08 DE DE112015002883.8T patent/DE112015002883T5/de not_active Withdrawn
- 2015-06-08 WO PCT/JP2015/066435 patent/WO2015194408A1/fr not_active Ceased
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0192019A (ja) * | 1987-10-05 | 1989-04-11 | Mitsubishi Metal Corp | ドリル |
| JPH0425308A (ja) * | 1990-05-16 | 1992-01-29 | Toshiba Tungaloy Co Ltd | ツイストドリル |
| US20030129031A1 (en) * | 2002-01-09 | 2003-07-10 | Allied Machine & Engineering Corp. | Drill with specialized drill point geometry |
| JP2004268230A (ja) * | 2003-03-11 | 2004-09-30 | Mitsubishi Materials Corp | ドリル |
| JP2009018360A (ja) * | 2007-07-10 | 2009-01-29 | Sumitomo Electric Hardmetal Corp | 金属加工用ドリル |
| WO2009054400A1 (fr) * | 2007-10-26 | 2009-04-30 | Sumitomo Electric Hardmetal Corp. | Foret hélicoïdal |
| JP2014008549A (ja) * | 2012-06-28 | 2014-01-20 | Sumitomo Electric Hardmetal Corp | ドリル |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019021785A1 (fr) * | 2017-07-27 | 2019-01-31 | 住友電工ハードメタル株式会社 | Foret |
| US10646934B2 (en) | 2017-07-27 | 2020-05-12 | Sumitomo Electric Hardmetal Corp. | Drill |
| JPWO2019021785A1 (ja) * | 2017-07-27 | 2020-05-28 | 住友電工ハードメタル株式会社 | ドリル |
| JP7078825B2 (ja) | 2017-07-27 | 2022-06-01 | 住友電工ハードメタル株式会社 | ドリル |
| EP3733334A4 (fr) * | 2017-12-26 | 2021-09-22 | Moldino Tool Engineering, Ltd. | Foret |
| US11407040B2 (en) * | 2018-05-21 | 2022-08-09 | Osg Corporation | Drill |
| JP6750790B1 (ja) * | 2019-10-15 | 2020-09-02 | 住友電工ハードメタル株式会社 | ドリル |
| WO2021074958A1 (fr) * | 2019-10-15 | 2021-04-22 | 住友電工ハードメタル株式会社 | Foret |
| US20230278113A1 (en) * | 2020-07-23 | 2023-09-07 | Milwaukee Electric Tool Corporation | Step drill bit |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105473262B (zh) | 2017-06-30 |
| CN105473262A (zh) | 2016-04-06 |
| JP2016002617A (ja) | 2016-01-12 |
| JP6288585B2 (ja) | 2018-03-07 |
| DE112015002883T5 (de) | 2017-03-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6288585B2 (ja) | ドリル | |
| JP5341502B2 (ja) | ドリル | |
| JP6611260B2 (ja) | ドリル | |
| US9662717B2 (en) | Drilling tool | |
| JP5927671B2 (ja) | 小径ドリル | |
| US20150104265A1 (en) | 3-blade drill | |
| WO2010050391A1 (fr) | Fraise à bout sphérique | |
| JP6473761B2 (ja) | エンドミルおよび切削加工物の製造方法 | |
| JP6848176B2 (ja) | ドリル | |
| JP6268716B2 (ja) | ドリル | |
| US20170066062A1 (en) | Drill | |
| JP6359419B2 (ja) | ドリル | |
| WO2016017500A1 (fr) | Foret et procédé de fabrication d'un produit de coupe l'utilisant | |
| JP2016064477A (ja) | ドリル | |
| JP2007007831A (ja) | 段付ドリル | |
| JP2012011481A (ja) | 深穴加工用ドリル | |
| EP3812069B1 (fr) | Fraise conique | |
| JP2014161946A (ja) | ドリル | |
| JP2014113661A (ja) | ドリル | |
| JP2009241239A (ja) | ドリルおよび穴あけ加工方法 | |
| KR102894321B1 (ko) | 개선된 절삭 구조를 갖는 2날 엔드밀 | |
| JP3185869U (ja) | エンドミル | |
| KR20140002152U (ko) | 절삭공구 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201580001605.5 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15809232 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 112015002883 Country of ref document: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 15809232 Country of ref document: EP Kind code of ref document: A1 |