WO2016017478A1 - エチレン-ビニルエステル系共重合体ケン化物又はその樹脂組成物のペレット群の包装体 - Google Patents
エチレン-ビニルエステル系共重合体ケン化物又はその樹脂組成物のペレット群の包装体 Download PDFInfo
- Publication number
- WO2016017478A1 WO2016017478A1 PCT/JP2015/070720 JP2015070720W WO2016017478A1 WO 2016017478 A1 WO2016017478 A1 WO 2016017478A1 JP 2015070720 W JP2015070720 W JP 2015070720W WO 2016017478 A1 WO2016017478 A1 WO 2016017478A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- evoh resin
- pellet
- pellets
- fine powder
- package
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F6/00—Post-polymerisation treatments
- C08F6/26—Treatment of polymers prepared in bulk also solid polymers or polymer melts
- C08F6/28—Purification
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/16—Auxiliary treatment of granules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/12—Making granules characterised by structure or composition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/082—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising vinyl resins; comprising acrylic resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/085—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/088—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/09—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
- B32B29/002—Layered products comprising a layer of paper or cardboard as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
- B32B29/002—Layered products comprising a layer of paper or cardboard as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B29/005—Layered products comprising a layer of paper or cardboard as the main or only constituent of a layer, which is next to another layer of the same or of a different material next to another layer of paper or cardboard layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/70—Containers, packaging elements or packages, specially adapted for particular articles or materials for materials not otherwise provided for
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/12—Powdering or granulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/16—Auxiliary treatment of granules
- B29B2009/168—Removing undesirable residual components, e.g. solvents, unreacted monomers; Degassing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/02—Making granules by dividing preformed material
- B29B9/06—Making granules by dividing preformed material in the form of filamentary material, e.g. combined with extrusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/02—Making granules by dividing preformed material
- B29B9/06—Making granules by dividing preformed material in the form of filamentary material, e.g. combined with extrusion
- B29B9/065—Making granules by dividing preformed material in the form of filamentary material, e.g. combined with extrusion under-water, e.g. underwater pelletizers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/04—4 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/05—5 or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/02—Coating on the layer surface on fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/12—Coating on the layer surface on paper layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
- B32B2255/205—Metallic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/202—Conductive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/206—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7246—Water vapor barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/744—Non-slip, anti-slip
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
- B32B2439/46—Bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
- B32B2439/62—Boxes, cartons, cases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2553/00—Packaging equipment or accessories not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2213/00—Safety means
- B65D2213/02—Means for preventing buil-up of electrostatic charges
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2329/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal, or ketal radical; Hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Derivatives of such polymer
- C08J2329/02—Homopolymers or copolymers of unsaturated alcohols
- C08J2329/04—Polyvinyl alcohol; Partially hydrolysed homopolymers or copolymers of esters of unsaturated alcohols with saturated carboxylic acids
Definitions
- the present invention relates to a saponified ethylene-vinyl ester copolymer (hereinafter referred to as “EVOH resin”) or a package of pellets of the resin composition.
- EVOH resin saponified ethylene-vinyl ester copolymer
- EVOH resin has high crystallinity due to hydrogen bonding between hydroxyl groups present in the polymer side chain, and also has high intermolecular force even in an amorphous part. Based on such a structure, a film using EVOH resin exhibits excellent gas barrier properties.
- EVOH resin is molded into a film or sheet such as food packaging material, pharmaceutical packaging material, industrial chemical packaging material, agricultural chemical packaging material, or a container such as a bottle or the like because of its excellent gas barrier property.
- EVOH resin used as such a molding material is generally distributed as pellets.
- the EVOH resin pellet is, for example, a columnar EVOH resin pellet obtained by a strand cutting method disclosed in JP-A-3-61507 (Patent Document 1) or JP-A-2001-96530 (Patent Document 2).
- Patent Document 1 JP-A-3-61507
- Patent Document 2 JP-A-2001-96530
- Hot cut method underwater cut method, air cut method
- pellet Regardless of whether it is a columnar or spherical EVOH resin pellet, strands of water-containing or molten EVOH resin are cut into predetermined lengths, and the resulting cut product (pellet) aggregate is washed and dried. It is manufactured by.
- the drying of the pellets is performed using a fluid hot air dryer or the like from the viewpoint of preventing fusion between the pellets and improving the efficiency of drying.
- the pellets are fluidized, the pellets are rubbed with each other, and burrs and corners of the pellets generated at the time of cutting in the pelletizing process are released to generate powder and small pieces (fine powder).
- Patent Document 3 the fine powder is removed by sieving, air classification with a cyclone or the like, the fine powder is removed after washing and drying with a solvent, or water is sprayed and then dried at high temperature. It is disclosed that an EVOH resin pellet group from which fine powder is removed is provided by a method of fusing fine powder.
- the EVOH resin pellet group from which fine powder has been removed is shipped as a package housed in a packaging container and transported to the user.
- the EVOH resin pellets are scraped by friction or collision within the package during the process up to packaging and during transportation, generating fine powder.
- EVOH resin has a hard and brittle nature, fine particles are likely to be generated during transportation due to friction between the pellets in the packaging container.
- synthetic resin is inherently easily charged with static electricity, the fine powder generated is likely to adhere to the pellet.
- the fine powder removing device may adhere to the pellet group taken out from the package by the user.
- the present invention has been made in view of such circumstances, and the purpose of the present invention is that when a user uses the EVOH resin pellet group as a molding material even if fine powder is generated during shipment after shipment. Is providing the package of the EVOH resin pellet group which can provide the EVOH resin pellet group from which most of fine powder was removed.
- the package of the present invention is a package in which a pellet group of a resin composition of an ethylene-vinyl ester copolymer saponified product or an ethylene-vinyl ester copolymer saponified product is housed in a packaging container,
- the surface resistivity of the inner surface of the packaging container is 1.0 ⁇ 10 14 ⁇ or more, and the pellet group is an aggregate of pellets having a substantially circular or elliptical cross section.
- the surface resistivity of the inner surface of the packaging container is preferably 1.0 ⁇ 10 18 ⁇ or less.
- the packaging container is preferably a packaging bag formed of a multilayer film, and is preferably a multilayer film having an aluminum layer.
- the thickness occupancy ratio of the aluminum layer with respect to the total thickness of the multilayer film is preferably 3.0 to 10%.
- the package of the present invention usually contains 0.0001 to 2.0% by weight of fine powder of a saponified ethylene-vinyl ester copolymer or a resin composition of a saponified ethylene-vinyl ester copolymer. ing.
- the fine powder is preferably one that can pass through a 30 mesh (aperture 500 ⁇ m) sieve.
- the EVOH resin pellet group of the present invention is a pellet group housed in the package of the present invention, and the amount of adhering fine particles in the pellet group taken out of the package is relative to the weight of the pellet group. 0.8% by weight or less.
- the said cross section is a cross section which is not specifically limited of a pellet, and means that arbitrary cut cross sections are substantially circular thru
- the surface resistivity of the inner wall surface corresponds to the resistance when a current flows from one end to the opposite end in a square area of a predetermined size on the sheet surface, and this large surface resistivity means that current does not flow easily. Means that.
- the fine powder inside the package is more likely to adhere to the inner wall surface of the packaging container than the EVOH resin pellet. Can remain in the packaging container. Therefore, according to the package of the pellet group of the present invention, it is possible to provide the pellet group from which the EVOH resin generated after the packaging or the fine powder of the composition thereof has been removed as during transportation.
- Such an effect of the present invention is particularly exhibited when a pellet group having a substantially circular or elliptical cross section is used as the EVOH resin pellet group.
- the package of the present invention is a package in which a pellet group of a resin composition of an ethylene-vinyl ester copolymer saponified product or an ethylene-vinyl ester copolymer saponified product is housed in a packaging container,
- the surface resistivity of the inner surface of the packaging container is 1.0 ⁇ 10 14 ⁇ or more, and the pellet group is an aggregate of pellets having a substantially circular or elliptical cross section.
- EVOH resin ethylene-vinyl ester copolymer
- EVOH resin composition pellet ⁇ Saponified ethylene-vinyl ester copolymer (EVOH resin) or EVOH resin composition pellet> [EVOH resin]
- EVOH resin ethylene-vinyl ester copolymer saponified product (EVOH resin) used as the material of the pellet group which is the contents of the package of the present invention will be described.
- the EVOH resin is a saponified ethylene-vinyl ester copolymer obtained by copolymerizing ethylene and a vinyl ester monomer and then saponifying, and is a water-insoluble thermoplastic resin.
- vinyl ester monomers examples include vinyl acetate, vinyl formate, vinyl propionate, vinyl valelate, vinyl butyrate, vinyl isobutyrate, vinyl pivalate, vinyl caprate, vinyl laurate, vinyl stearate, vinyl versatate, etc.
- vinyl acetate is typically used from the viewpoint of market availability and good impurity treatment efficiency during production.
- EVOH resin usually uses petroleum-derived raw materials such as naphtha, but natural gas-derived raw materials such as shale gas, sugar, starch and other components contained in sugarcane, sugar beet, corn, potato, etc., or Plant-derived raw materials purified from components such as cellulose contained in rice, wheat, millet, grass plants and the like may be used.
- natural gas-derived raw materials such as shale gas, sugar, starch and other components contained in sugarcane, sugar beet, corn, potato, etc.
- Plant-derived raw materials purified from components such as cellulose contained in rice, wheat, millet, grass plants and the like may be used.
- the content of the ethylene structural unit in the EVOH resin is a value measured based on ISO 14663, and is usually 20 to 60 mol%, preferably 25 to 50 mol%, particularly preferably 25 to 35 mol%.
- the content is too low, the gas barrier property and melt moldability at high humidity tend to decrease, and when it is too high, the gas barrier property tends to decrease.
- the saponification degree of the vinyl ester component in the EVOH resin is a value measured based on JIS K6726 (however, the EVOH resin is a solution uniformly dissolved in water / methanol solvent) and is usually 90 to 100 mol%, preferably It is 95 to 100 mol%, particularly preferably 99 to 100 mol%.
- degree of saponification is too low, gas barrier properties, thermal stability, moisture resistance and the like tend to decrease.
- the melt flow rate (MFR) (210 ° C., load 2,160 g) of the EVOH resin is usually 0.5 to 100 g / 10 minutes, preferably 1 to 50 g / 10 minutes, particularly preferably 3 to 35 g. / 10 minutes.
- MFR melt flow rate
- the comonomer includes olefins such as propylene, 1-butene, isobutene; 3-buten-1-ol, 3-butene-1,2-diol, 4-penten-1-ol, 5-hexene-1,2- Hydroxyl group-containing ⁇ -olefins such as diols; esterified products of hydroxy group-containing ⁇ -olefins such as 3,4-diacyloxy-1-butene such as 3,4-diacetoxy-1-butene; 2,3-diacetoxy- Hydroxy group-containing ⁇ -olefins such as 1-allyloxypropane, 2-acetoxy-1-allyloxy-3-hydroxypropane, 3-acetoxy-1-allyloxy-2-hydroxypropane, glycerol monovinyl ether, glycerol monoiso
- post-modified EVOH resins such as urethanization, acetalization, cyanoethylation, oxyalkyleneation, etc. can be used.
- an EVOH resin copolymerized with a hydroxy group-containing ⁇ -olefin is preferable in terms of good secondary moldability, and in particular, an EVOH resin having a primary hydroxyl group in the side chain, particularly a 1,2-diol structure.
- EVOH resins having units in the side chain are preferred.
- Such an EVOH resin having a 1,2-diol structural unit in the side chain contains a 1,2-diol structural unit in the side chain.
- the 1,2-diol structural unit is specifically a structural unit represented by the following structural unit (1).
- R 1 , R 2 , and R 3 each independently represent a hydrogen atom or an organic group
- X represents a single bond or a bonded chain
- R 4 , R 5 , and R 6 represent Each independently represents a hydrogen atom or an organic group.
- Examples of the organic group in the 1,2-diol structural unit represented by the general formula (1) include a methyl group, an ethyl group, an n-propyl group, an isopropyl group, an n-butyl group, an isobutyl group, and a tert-butyl group.
- a saturated hydrocarbon group such as phenyl group and benzyl group, a halogen atom, a hydroxyl group, an acyloxy group, an alkoxycarbonyl group, a carboxyl group, and a sulfonic acid group.
- R 1 to R 3 are usually a saturated hydrocarbon group or a hydrogen atom having 1 to 30 carbon atoms, particularly 1 to 15 carbon atoms, more preferably 1 to 4 carbon atoms, and most preferably a hydrogen atom.
- R 4 to R 6 are preferably an alkyl group having 1 to 30 carbon atoms, particularly 1 to 15 carbon atoms, more preferably 1 to 4 carbon atoms, or a hydrogen atom, and most preferably a hydrogen atom. In particular, it is most preferable that R 1 to R 6 are all hydrogen.
- X in the structural unit represented by the general formula (1) is typically a single bond.
- a bond chain may be used as long as the effect of the present invention is not inhibited.
- Examples of such a linking chain include hydrocarbon chains such as alkylene, alkenylene, alkynylene, phenylene, and naphthylene (these hydrocarbons may be substituted with halogen such as fluorine, chlorine, bromine, etc.), and —O Structures containing ether bond sites such as —, — (CH 2 O) m—, — (OCH 2 ) m—, — (CH 2 O) mCH 2 —, etc .; —CO—, —COCO—, —CO (CH 2 ) A structure containing a carbonyl group such as mCO—, —CO (C 6 H 4 ) CO—; a structure containing a sulfur atom such as —S—, —CS—, —SO—, —SO 2 —; A
- R is independently an arbitrary substituent, preferably a hydrogen atom or an alkyl group, and m is a natural number, usually 1 to 30, preferably 1 to 15, and more preferably 1 to 10.
- —CH 2 OCH 2 — and a hydrocarbon chain having 1 to 10 carbon atoms are preferable, and a hydrocarbon chain having 1 to 6 carbon atoms, particularly 1 carbon atom, is preferable in terms of stability during production or use. It is preferable that
- the most preferred structure in the 1,2-diol structural unit represented by the general formula (1) is such that R 1 to R 6 are all hydrogen atoms and X is a single bond. That is, the structural unit represented by the following structural formula (1a) is most preferable.
- the content thereof is usually 0.1 to 20 mol%, further 0.1 to 15 mol%, and particularly preferably 0.1. 1 to 10 mol% is preferable.
- the EVOH resin used in the present invention may be a mixture with other different EVOH resins.
- examples of such other EVOH resins include those having different ethylene structural unit contents, and those represented by the general formula (1). Examples thereof include those having different contents of 1,2-diol structural units, those having different saponification degrees, those having different melt flow rates (MFR), and those having different other copolymerization components.
- the method for producing the EVOH resin having the above configuration is usually synthesized by a conventionally known method. That is, the polymerization of the vinyl ester monomer may be, for example, any of solution polymerization, suspension polymerization, emulsion polymerization, and bulk polymerization. Generally, solution polymerization using methanol as a solvent is used. Moreover, any of a continuous type and a batch type may be sufficient. As a method for introducing ethylene into the copolymer, ordinary ethylene pressure polymerization may be carried out. The content of ethylene units can be controlled by the pressure of ethylene, and is usually selected from the range of 25 to 80 kg / cm 2 according to the intended ethylene content.
- Saponification of the obtained ethylene-vinyl ester copolymer can also be performed by a known method. Such saponification can be performed using an alkali catalyst or an acid catalyst in a state where the copolymer obtained above is dissolved in an alcohol or a hydrous alcohol.
- the EVOH resin synthesized as described above mainly contains ethylene units and vinyl alcohol structural units, and contains a slight amount of vinyl ester structural units remaining without being saponified.
- the copolymerization conditions for synthesizing the EVOH resin as described above are usually preferably used.
- the solvent used for such copolymerization include usually lower alcohols such as methanol, ethanol, propanol and butanol, ketones such as acetone and methyl ethyl ketone, and methanol is preferably used industrially.
- polymerization catalyst used in the copolymerization examples include known radical polymerization catalysts such as azobisisobutyronitrile, acetyl peroxide, benzoyl peroxide, lauryl peroxide, peroxyesters, peroxydicarbonates, diacylperoxide. And low temperature active radical polymerization catalysts such as oxides.
- the amount of the polymerization catalyst used varies depending on the type of catalyst and cannot be determined unconditionally, but is arbitrarily selected according to the polymerization rate. It is preferable that a hydroxylactone compound or a hydroxycarboxylic acid coexist with the catalyst. Coloring of the pellet can be suppressed.
- the amount of the hydroxylactone compound or hydroxycarboxylic acid used is 0.0001 to 0.1 parts by weight, more preferably 0.0005 to 100 parts by weight based on 100 parts by weight of the vinyl ester monomer in both batch and continuous systems. 0.05 parts by weight, particularly 0.001 to 0.03 parts by weight is preferred. If the amount used is too small, the coexistence effect may not be sufficiently obtained. On the other hand, if the amount used is too large, polymerization of the vinyl ester monomer is inhibited, which is not preferable.
- the copolymerization reaction cannot be generally specified depending on the solvent and pressure to be used, but is usually carried out below the boiling point of the solvent, usually 40 to 80 ° C., preferably 55 to 80 ° C. If the temperature is too low, it takes a long time for the polymerization, and if it is attempted to shorten the polymerization time, a large amount of catalyst tends to be required, whereas if it is too high, the polymerization control tends to be difficult.
- the polymerization time is preferably 4 to 10 hours (more preferably 6 to 9 hours) in the case of a batch system. If the polymerization time is too short, there is a tendency that the polymerization temperature is increased or the amount of the catalyst must be set large. Conversely, if the polymerization time is too long, it is not preferable from the viewpoint of productivity.
- the average residence time in the polymerization can is preferably 2 to 8 hours (more preferably 2 to 6 hours). If the residence time is too short, the polymerization temperature must be increased or the amount of catalyst must be set large. Conversely, if the polymerization time is too long, it is not preferable from the viewpoint of productivity.
- the polymerization rate (vinyl ester monomer) is set as high as possible within the range where polymerization can be controlled from the viewpoint of productivity, and is preferably 20 to 90%. If the polymerization rate is too low, problems such as productivity and the presence of a large amount of unpolymerized vinyl acetate monomer tend to occur. Conversely, if it is too high, polymerization control tends to be difficult.
- a polymerization inhibitor is added if necessary, and unreacted ethylene gas is removed by evaporation, and then unreacted vinyl ester is driven out.
- the copolymer solution is continuously added at a constant rate from the top of a column packed with Raschig ring.
- the mixed vapor of organic solvent such as methanol and unreacted vinyl ester was distilled from the top of the tower while blowing an organic solvent vapor such as methanol from the bottom of the tower, and the unreacted vinyl ester was removed from the bottom of the tower.
- a method of taking out the copolymer solution is employed.
- An alkali catalyst is added to the copolymer solution from which unreacted vinyl ester has been removed to saponify the vinyl ester component in the copolymer.
- the saponification is performed using an alkali catalyst or an acid catalyst in a state where the copolymer obtained above is dissolved in an alcohol or a hydrous alcohol.
- the alcohol include lower alcohols having 1 to 4 carbon atoms such as methanol, ethanol, propanol, and tert-butanol. Of these, methanol is particularly preferably used.
- the concentration of the copolymer in the alcohol is appropriately selected depending on the viscosity of the system, but is usually selected from the range of 10 to 60% by weight.
- Examples of the catalyst used for saponification include alkali catalysts such as alkali metal hydroxides and alcoholates such as sodium hydroxide, potassium hydroxide, sodium methylate, sodium ethylate, potassium methylate and lithium methylate; Acid catalysts such as sulfuric acid, hydrochloric acid, nitric acid, metasulfonic acid, zeolite, and cation exchange resin are listed.
- this saponification catalyst selects suitably by the saponification method, the target saponification degree, etc.
- an alkali catalyst When an alkali catalyst is used, it is usually 0.001 to 0.1 equivalent, preferably 0.005 to 0.05 equivalent, based on the total amount of monomers such as vinyl ester monomers.
- batch saponification, continuous saponification on a belt, and continuous saponification of a tower type are possible depending on the target degree of saponification, etc.
- column saponification under constant pressure is preferably used because the crystallization reaction is highly efficient and easy to proceed.
- the pressure at the time of saponification cannot be generally stated depending on the ethylene unit content of the target EVOH resin, but is selected from the range of 2 to 7 kg / cm 2 , and the saponification temperature is 80 to 150 ° C., preferably 100
- the saponification time is selected from 0.5 to 3 hours.
- the pellets targeted by the present invention may be EVOH resin pellets composed of EVOH resin alone, as well as EVOH resin compositions containing the following other thermoplastic resins and additives.
- EVOH resin compositions containing the following other thermoplastic resins and additives.
- Other thermoplastic resin Other thermoplastic resin may be contained as long as it is usually 30% by weight or less based on the EVOH resin.
- thermoplastic resins include linear low density polyethylene, low density polyethylene, medium density polyethylene, high density polyethylene, ethylene-vinyl acetate copolymer, ionomer, and ethylene-propylene copolymer.
- Polyolefin resins in a broad sense such as polymers, polybutenes, polypentenes or other olefins alone or copolymers, polycyclic olefins, or those olefins alone or copolymers grafted with unsaturated carboxylic acids or esters thereof, Polystyrene resin, polyester, polyamide, copolymerized poly De, polyvinyl chloride, polyvinyl chlor
- Thermoplastic resins are usually made from petroleum-derived raw materials such as naphtha, but are derived from natural gas-derived raw materials such as shale gas, sugar, starch, sugar and other ingredients contained in sugarcane, sugar beet, corn, potato, etc. Plant-derived raw materials purified from components such as cellulose contained in rice, wheat, millet, grass plants and the like may be used.
- thermoplastic resin a polyamide-based resin is preferably used.
- the polyamide-based resin is used as a gas barrier layer material of a multilayer structure in which EVOH resin (composition) pellets are used as a food packaging material
- the EVOH resin layer is formed at the end of the packaging material after the hot water treatment of the packaging material. There is an effect that elution can be prevented.
- polyamide-type resin As this polyamide-type resin, a well-known thing can be used. Specifically, for example, polycapramide (nylon 6), poly- ⁇ -aminoheptanoic acid (nylon 7), poly- ⁇ -aminononanoic acid (nylon 9), polyundecanamide (nylon 11), polylauryl lactam (nylon 12) And the like.
- copolymer polyamide resins examples include polyethylenediamine adipamide (nylon 26), polytetramethylene adipamide (nylon 46), polyhexamethylene adipamide (nylon 66), polyhexamethylene sebacamide ( Nylon 610), polyhexamethylene dodecamide (nylon 612), polyoctamethylene adipamide (nylon 86), polydecamethylene adipamide (nylon 108), caprolactam / lauryl lactam copolymer (nylon 6/12), Caprolactam / ⁇ -aminononanoic acid copolymer (nylon 6/9), caprolactam / hexamethylene diammonium adipate copolymer (nylon 6/66), lauryl lactam / hexamethylene diammonium adipate copolymer (nylon 12/66) Ethylenediamine adipamide / hexamethylene diammonium adipate copolymer
- the terminal-modified polyamide resin is specifically a terminal-modified polyamide resin modified with a hydrocarbon group having 1 to 22 carbon atoms, and a commercially available one may be used.
- a terminal-modified polyamide resin can be produced, for example, by the method described in JP-B-8-19302.
- an amine capable of reacting with a carboxyl group is used in order to reduce the amount of the carboxyl group in the polyamide-based resin.
- Such an amine is a mono-substituted amine represented by HNR 1 R 2 (R 2 is a hydrogen atom) or a di-substituted amine.
- HNR 1 R 1 and / or R 2 in R 2 is an organic group, may be a hydrocarbon group having no carboxyl group, a hydroxyl group in a range not inhibiting the gist of the present invention, an amino group, a carbonyl group, Although it may have other functional groups, it is preferably an aliphatic hydrocarbon group.
- the terminal carboxyl group content of the terminal-modified polyamide resin is preferably small.
- the value calculated by dissolving the polyamide resin in benzyl alcohol and titrating with 0.1N sodium hydroxide aqueous solution is usually 0-50 ⁇ eq / g of polymer, preferably 0-30 ⁇ eq / g of polymer. Particularly preferred is 0 to 25 ⁇ eq / g of polymer.
- the amount is usually 5 to 50 ⁇ eq / g of polymer, more preferably 10 to 30 ⁇ eq / g of polymer, and particularly preferably 15 to 25 ⁇ eq / g of polymer.
- terminal NH 2 group of the unmodified polyamide resin is preferably modified with a hydrocarbon group having 1 to 22 carbon atoms as in the case of the terminal carboxyl group.
- the EVOH resin composition used as the pellet raw material may further contain an inorganic filler.
- an inorganic filler By containing an inorganic filler, the gas barrier property of the obtained molded product can be improved.
- the inorganic filler is preferably a plate-like inorganic filler from the viewpoint of exhibiting more gas barrier properties, for example, kaolin, lamellar silicate mineral, which is mainly composed of hydrous aluminum silicate and particles are plate-like. These include mica, smectite, and talc composed of magnesium hydroxide and silicate. Of these, kaolin is preferably used. The type of kaolin is not particularly limited and may or may not be calcined, but calcined kaolin is preferred.
- the addition amount of such a plate-like inorganic filler is usually 1 to 20% by weight, preferably 3 to 20% by weight, and more preferably 5 to 15% by weight with respect to the EVOH resin.
- the EVOH resin composition used as a pellet raw material may further contain an oxygen absorbent.
- the gas barrier property of the molded product obtained by this, especially the gas barrier property after the hot water process (retort process) of the multilayer structure used as a packaging material of foodstuffs can be improved.
- An oxygen absorber is a compound or compound system that captures oxygen more quickly than the contents to be packaged. Specific examples include inorganic oxygen absorbers such as metals and metal compounds, hydroxyl group-containing compounds, quinone compounds, double bond-containing compounds, and other organic oxygen absorbers such as oxidizable resins. Oxygen absorbers, composite oxygen absorbers using a combination of an inorganic catalyst and an organic compound, and the like.
- the composite oxygen absorber refers to a combination of a transition metal catalyst and an organic compound, which excites oxygen by the transition metal catalyst and absorbs oxygen by the reaction between the organic compound and oxygen. It is a compound system that captures and absorbs oxygen when the organic compound in the composite oxygen absorbent reacts with oxygen earlier than the food or the like that is the contents of the package.
- the transition metal constituting the transition metal catalyst is, for example, at least one selected from titanium, vanadium, chromium, manganese, iron, cobalt, nickel, copper, zinc, zirconium, ruthenium, and palladium. Cobalt is preferable in terms of solubility, functionality as a catalyst, and safety.
- the organic compound is preferably a ring-opening polymer of a cycloalkene such as polyoctenylene, which is an organic oxygen absorbent, a conjugated diene polymer such as butadiene, and a cyclized product thereof.
- a cycloalkene such as polyoctenylene
- conjugated diene polymer such as butadiene
- a cyclized product thereof examples include MXD nylon and the like.
- the amount of the oxygen absorbent added is usually 1 to 30% by weight, preferably 3 to 25% by weight, and more preferably 5 to 20% by weight with respect to the EVOH resin.
- the EVOH resin of the present invention includes ethylene as necessary, as long as the effects of the present invention are not impaired (for example, less than 5% by weight of the entire resin composition).
- Plasticizers such as aliphatic polyhydric alcohols such as glycol, glycerin and hexanediol; saturated aliphatic amides (eg stearic acid amides), unsaturated fatty acid amides (eg oleic acid amides), bis fatty acid amides (eg ethylene bisstearin) Acid amides), low molecular weight polyolefins (for example, low molecular weight polyethylene having a molecular weight of about 500 to 10,000, or low molecular weight polypropylene), etc .; heat stabilizers; antiblocking agents; antioxidants; coloring agents; antistatic agents; Agent; antibacterial agent; insoluble inorganic salt (for example, hydrotalcite); filler (for example, inorganic filler
- heat stabilizer examples include organic acids such as acetic acid, propionic acid, butyric acid, lauric acid, stearic acid, oleic acid, and behenic acid or the like for the purpose of improving various physical properties such as heat stability during melt molding.
- Alkali metal salts sodium, potassium, etc.
- alkaline earth metal salts calcium, magnesium, etc.
- salts such as zinc
- inorganic acids such as sulfuric acid, sulfurous acid, carbonic acid, phosphoric acid, boric acid, or alkalis thereof
- blend additives such as salts, such as metal salts (sodium, potassium, etc.), alkaline-earth metal salts (calcium, magnesium, etc.), zinc.
- the blending amount is usually 0.001 to 1 part by weight, preferably 0.005 to 0.2 part by weight, particularly preferably 0.010 to 0.1 part by weight based on 100 parts by weight of the EVOH resin. Parts by weight. If the blending amount of acetic acid is too small, there is a tendency that the effect of containing acetic acid is not sufficiently obtained. Conversely, if the blending amount is too large, it tends to be difficult to obtain a uniform film.
- the blending amount is usually 0.001 to 1 part by weight in terms of boron (analyzed by ICP emission analysis after ashing) with respect to 100 weights of EVOH resin, preferably The amount is 0.002 to 0.2 parts by weight, and particularly preferably 0.005 to 0.1 parts by weight. If the compounding amount of the boron compound is too small, the compounding effect of the boron compound tends to be insufficient, and conversely if it is too large, it tends to be difficult to obtain a uniform film.
- the amount of acetate and phosphate (including hydrogen phosphate) is usually 0.0005 in terms of metal (after ashing and analyzed by ICP emission spectrometry) with respect to 100 parts by weight of EVOH resin.
- the amount is from 0.1 to 0.1 parts by weight, preferably from 0.001 to 0.05 parts by weight, particularly preferably from 0.002 to 0.03 parts by weight. If the amount is too small, the content effect tends to be insufficient, and conversely if too large, it tends to be difficult to obtain a uniform film.
- blending 2 or more types of salts with EVOH resin (A) it is preferable that the total amount exists in the range of said compounding quantity.
- the conjugated polyene compound is a so-called conjugated double bond having a structure in which carbon-carbon double bonds and carbon-carbon single bonds are alternately connected, and the number of carbon-carbon double bonds is two or more. It is a compound which has this.
- Specific examples of the conjugated polyene compound include, for example, conjugated diene compounds having two carbon-carbon double bonds such as isoprene, myrcene, farnesene, sembulene, sorbic acid, sorbic acid ester, sorbic acid salt, and abietic acid; Conjugated triene compounds having three carbon-carbon double bonds such as 3,5-hexatriene, 2,4,6-octatriene-1-carboxylic acid, eleostearic acid, tung oil, cholecalciferol, etc .; cyclooctatetra And conjugated polyene compounds having 4 or more carbon-carbon double bonds such as ene, 2,4,6,8-decatetraene-1-carboxylic acid
- conjugated polyene compounds may be used alone or in combination of two or more.
- the amount of the conjugated polyene compound is usually 0.000001 to 1 part by weight, preferably 0.00001 to 1 part by weight, particularly preferably 0.0001 to 0.01 part by weight based on 100 parts by weight of the EVOH resin. More preferably. In addition, it is preferable that this conjugated polyene compound is previously contained in EVOH resin.
- the EVOH resin composition is usually prepared by mixing by melt kneading or mechanical mixing (pellet dry blend), preferably by melt kneading.
- the machine used for melt kneading is not particularly limited, and a known melt kneader can be used. Examples thereof include a kneader ruder, a mixing roll, a Banbury mixer, a plast mill, and an extruder. Especially, in the case of an extruder, a single screw or a twin screw extruder is mentioned, and it is also preferable to provide a vent suction device, a gear pump device, a screen device, etc. as needed.
- the temperature in the melt kneading is usually 150 to 300 ° C., preferably 170 to 250 ° C.
- pellet shape of EVOH resin or its resin composition Each pellet which comprises the pellet group of EVOH resin or its resin composition is a pellet whose cross section is substantially circular thru
- the said cross section is a cross section which is not specifically limited of a pellet, and means that arbitrary cut cross sections are substantially circular thru
- Such a group of pellets is usually manufactured by a hot cut method as described later.
- FIG. 1 shows a photograph of the pellet group manufactured by the hot cut method.
- FIG. 2 shows a photograph of the pellet group obtained by the strand cutting method.
- each pellet is cylindrical, and corners are recognized depending on the inclination angle of the pellets, whereas in FIG. It can be seen that it is spherical, rugby ball-shaped or disk-shaped.
- the ratio of the major axis (m) to the minor axis (n) (m / n) is usually 1 to 2, preferably 1 to 1.8, particularly preferably 1 to 1. 5.
- the ratio of the major axis to the minor axis (major axis / minor axis) is too large, when the pellet group is used as a melt-extrusion molding material, the feed property tends to decrease.
- the ratio of the major axis (m) to the minor axis (n) (m / n) 1, this means that the cross section is a circular sphere.
- the major axis (m) in the pellet is usually 3 to 6 mm, preferably 3.5 to 5.5 mm, particularly preferably 4.3 to 5.2 mm.
- the minor axis (n) of the EVOH resin spherical pellet is usually 2.5 to 6 mm, preferably 3 to 5.5 mm, and particularly preferably 3.5 to 5.2 mm.
- the EVOH resin raw material to be charged into a melt extruder for pellet production is as follows: (i) In the EVOH resin synthesis method, the EVOH resin solution or slurry obtained by saponification is used as it is or in the solution or slurry. The EVOH resin water-containing composition after adjusting the water content as appropriate may be used, or (ii) EVOH resin pellets obtained by the strand cut method (dried EVOH resin pellets) are melted and the EVOH resin in such a molten state is used. (Dry EVOH resin) may be used.
- the EVOH resin hydrous composition having a high alcohol content When the EVOH resin hydrous composition having a high alcohol content is used, it is not possible to prevent the alcohol from being volatilized in a subsequent process, and it becomes difficult to maintain the work environment or the surrounding environment. Further, when the temperature of the pellet washing water is increased for alcohol removal, the pellets are easily stuck together, and conversely, washing at a low temperature increases the washing time and causes a reduction in production efficiency.
- an EVOH resin water-containing composition having a high water content when cutting in a molten state, the pellets after cutting tend to be fused to each other or the pellet shape tends to be inhomogeneous. If the water content is too small, the fluidity of the EVOH resin water-containing composition tends to be insufficient, and the productivity of pellets tends to decrease.
- the method for adjusting the moisture content of the EVOH resin hydrous composition for pellet production is not particularly limited, but in order to increase the moisture content, a method of spraying water on the resin, a method of immersing the resin in water, The method of making it contact can be adopted.
- it may be dried as appropriate, and for example, it can be dried using a fluid hot air dryer or a stationary hot air dryer. It is preferable to use a fluid hot air dryer from the viewpoint of reducing dry spots. Furthermore, it is preferable that the drying temperature is 120 ° C. or less from the viewpoint of suppressing thermal degradation.
- the EVOH resin solution after saponification is usually obtained as a solution containing a large amount of alcohol.
- an EVOH water-containing composition having a low alcohol content is derived from the container. And can be used as a raw material for pellet production.
- the temperature of the EVOH resin hydrous composition in the extruder is preferably 70 to 170 ° C, more preferably 80 ° C or higher, and further preferably 90 ° C or higher. It is 170 degrees C or less.
- the temperature of the EVOH resin hydrous composition is less than 70 ° C, the EVOH resin may not be completely melted, and when it exceeds 170 ° C, the EVOH may be susceptible to thermal degradation.
- the temperature of the water-containing composition refers to the temperature detected in the vicinity of the discharge port at the tip of the extruder by a temperature sensor installed in the extruder cylinder.
- the extruder to be used is not particularly limited, but from the viewpoint of easy handling of the pellets, the diameter (diameter) of the nozzle is usually 1 to 10 mm, preferably 2 to 5 mm.
- the number of cutter blades is usually 2 to 8, preferably 3 to 6.
- the cutter blade is usually preferably attached so as to be in contact with the discharge port of the die of the extruder. Therefore, the distance between the die and the cutter is 0 mm, but even if there is a distance of about 0.01 to 0.2 mm. Good.
- the rotation speed of the cutter blade is usually 500 to 2000 rpm, preferably 1000 to 1500 rpm.
- the size and shape of the pellet can be adjusted by appropriately adjusting the nozzle diameter, the number of cutter blades, the number of rotations of the cutter blade, and the like.
- the EVOH resin hydrous composition extruded from the die that is, the EVOH resin in a molten state, is cut before being cooled and solidified (hot cut method).
- the hot cut method may be cut in the atmosphere (air cut method), extruded into a cutter installation container filled with cooling water, and cut in cooling water (water cut method).
- the underwater cutting method can be performed using, for example, an underwater pelletizing apparatus.
- Cooling water is not limited to water.
- Water / alcohol mixtures aromatic hydrocarbons such as benzene; ketones such as acetone and methyl ethyl ketone; ethers such as dipropyl ether; organic esters such as methyl acetate, ethyl acetate, and methyl propionate it can.
- water or a water / alcohol mixed solution is used because it is easy to handle.
- the water / alcohol (weight ratio) is usually 90/10 to 99/1.
- lower alcohols such as methanol, ethanol, propanol, can be used, and methanol is used preferably industrially.
- the temperature of the cooling water in the underwater cutting method is a temperature at which the EVOH resin extruded in the molten state does not solidify (solidify) instantaneously. When it comes into contact with the cooling water before cutting, the temperature of the cooling water is ⁇
- the temperature is preferably 20 to 50 ° C, more preferably -5 to 30 ° C.
- the dry EVOH resin pellets are put into an extrusion kneader and melt-extruded.
- the size and shape of the dry EVOH resin pellet used as a raw material are not particularly limited.
- the temperature of the EVOH resin in the extrusion kneader needs to be set higher than in the case of the EVOH resin water-containing composition. Specifically, it is usually 150 to 300 ° C, preferably 200 to 285 ° C, and particularly preferably 240 to 270 ° C. When the set temperature is too low, EVOH resin pellets tend not to melt completely.
- the resin temperature refers to the temperature detected in the vicinity of the discharge port at the tip of the extruder by a temperature sensor installed in the extruder cylinder.
- the extruder to be used is not particularly limited, but from the viewpoint of easy handling of pellets, the nozzle diameter (diameter) is usually 1.0 to 5.0 mm, preferably 2.0 to 3.5 mm. .
- the number of cutter blades is usually 2 to 8, preferably 3 to 6.
- the cutter blade is usually preferably attached so as to be in contact with the discharge port of the die of the extruder. Therefore, the distance between the die and the cutter is 0 mm, but even if there is a distance of about 0.01 to 0.2 mm. Good.
- the rotation speed of the cutter blade is usually 1000 to 2000 rpm, preferably 1250 to 1750 rpm.
- the shape of the pellet can be adjusted by appropriately adjusting the nozzle diameter, the number of cutter blades, the number of rotations of the cutter blade, and the like.
- the cut in the molten state may employ either an air cut method or an underwater cut method.
- the cooling water in the underwater cutting method the cooling waters listed when using the EVOH resin water-containing composition as a raw material can be used.
- the temperature of the cooling water in the underwater cut method is when EVOH resin water-containing compositions are used as raw materials because it is easier to solidify than when EVOH resin water-containing compositions are used as raw materials. Higher, usually 0 to 90 ° C., preferably 20 to 70 ° C.
- pellets obtained as described above are preferably washed with water.
- pellets obtained using EVOH resin water-containing composition as a raw material usually contain an alkali metal salt that is a residue of a catalyst used during saponification, so in the case of such pellets, finally obtained molding In order to prevent quality deterioration such as coloring of the product, it is usually washed with water.
- Washing with water is performed in a water bath at 10-60 ° C.
- the content of alcohol, acetic acid and sodium acetate having 5 or less carbon atoms in the EVOH resin is adjusted, and oligomers and impurities can also be removed.
- the EVOH resin pellets are brought into contact with an aqueous solution of the additive.
- the additive include organic acids such as acetic acid, propionic acid, butyric acid, lauric acid, stearic acid, oleic acid, and behenic acid, or alkali metal salts thereof (sodium, potassium, etc.), alkaline earth metal salts (calcium, Magnesium), zinc salts and the like; or inorganic acids such as sulfuric acid, sulfurous acid, carbonic acid, phosphoric acid, boric acid, or alkali metal salts thereof (sodium, potassium, etc.), alkaline earth metal salts (calcium, magnesium) Etc.), and heat stabilizers such as salts such as zinc salts.
- an additive can be contained in the said EVOH resin pellet, and various physical properties, such as thermal stability at the time of melt molding, can be improved.
- an aqueous solution of additive of 3% or less (preferably 0.3 to 1.5%) is added in an amount of 200 to 1000 parts by weight (preferably 100 parts by weight of EVOH resin pellets). 300 to 600 parts by weight) and carried out at 10 to 80 ° C. (preferably 20 to 60 ° C., particularly preferably 30 to 40 ° C.) for 0.5 to 5 hours and 1 to 3 times (preferably once) Is done.
- acetic acid and boron compound are usually converted into boron based on 100 parts by weight of EVOH resin pellet (analyzed by ICP emission spectrometry after ashing).
- acetate or phosphate (including hydrogen phosphate) converted to metal after ashing and analyzed by ICP emission spectrometry) 0.0005 to 0.1 parts by weight It is preferable to adjust to the part.
- the water-containing EVOH resin pellets in which the concentration of each component is adjusted are dried.
- the moisture content of the EVOH resin pellets after drying is usually 1% by weight or less, particularly preferably 0.5% by weight or less.
- various drying methods can be adopted. Examples include a method using a centrifugal dehydrator, a method of draining water during air transportation, a stationary drying method, a fluidized drying method, and the like. It is also possible to employ a multistage drying process that combines these drying methods.
- the manufacturing method of EVOH resin pellet was demonstrated, the manufacturing method of the pellet of EVOH resin composition is also the same.
- (2-1) When using the EVOH resin water-containing composition as a raw material, when preparing the EVOH resin water-containing composition, prepare a water-containing composition containing necessary additives, and use this as a raw material. Good.
- a resin composition in a molten state such as a dry EVOH resin pellet using the resin composition as a raw material, is used as a raw material. It can be manufactured similarly.
- pellets produced as described above are cut with a cutter until the extruded strand is cooled and solidified, the edge portion produced by the cutting hangs down while it is cooled and solidified, and it is spherical due to surface tension. Therefore, pellets having no corners and entirely composed of a curved surface can be obtained.
- shape at the time of melt extrusion usually a quadratic prism, a cylinder
- it has a shape such as a sphere having a substantially circular or substantially elliptical cross section, a disk shape, or a rugby ball shape. Yes.
- the packaging container used by this invention is a container which accommodates the pellet group of EVOH resin or its resin composition, and says the storage container of the pellet group for hold
- the size of the packaging container is usually a container that can accommodate 20 to 1000 kg of pellet groups.
- the container referred to in the present invention is not limited as long as the pellet group can be hermetically stored, and examples thereof include a lidded container and a packaging bag.
- the packaging container used in the present invention has a surface resistivity of 1.0 ⁇ 10 14 ⁇ or more, preferably 3.0 ⁇ 10 14 ⁇ or more, particularly preferably the surface on the side in contact with the pellet group, that is, the inner wall surface of the container. Is 6.0 ⁇ 10 14 ⁇ or more.
- the upper limit value of the surface resistivity is preferably about 1.0 ⁇ 10 18 ⁇ .
- the surface resistivity of the inner wall surface of the container corresponds to the resistance when a current flows from one end to the opposite end in a square area of a predetermined size on the sheet surface, and this large surface resistivity means that current does not flow easily. Means that. In other words, it is considered that the sheet surface is more charged and easily adsorbs the resin powder.
- the surface resistivity in the present invention is obtained by measuring a sheet-like sample conditioned for 24 hours in a constant temperature and humidity chamber at a temperature of 23 ° C. and a relative humidity of 50% RH according to JIS K6911. Since the surface resistivity of the sheet varies depending on the surrounding environment, particularly relative humidity, it refers to a value measured after humidity adjustment under the above conditions.
- the target fine powder includes not only fine powder generated by rubbing of the pellet group in the container during transportation, but also fine powder adhered to the EVOH resin pellets.
- the fine powders initially attached to the pellets are removed from the pellet surface by contacting the inner wall surface of the container in the packaging container. From such a thing, a packaging container has the effect
- the surface resistivity of the inner wall surface of the packaging container depends not only on the constituent material of the inner wall surface but also on the entire constituent material of the container wall surface.
- the wall surface is a multilayer, it depends on the layer structure (thickness of each layer, layer structure, etc.) and the like.
- a packaging container what is necessary is just the surface resistivity of an inner wall surface satisfy
- a packaging box such as a plastic box or a paper bag with a liner
- a drum can such as a fiber drum with a liner, a plastic drum with a liner, a box such as a box with a liner, or a flexible container may be used.
- Examples of the synthetic resin that is a component of the multilayer structure include polyolefin films such as polyethylene film and polypropylene film; nylon films; polyester films; thermoplastic resins such as polyvinyl chloride, polyvinylidene chloride, acrylic resins, and polystyrene. Used.
- Examples of the metal that is a constituent element of the multilayer structure include aluminum, iron, and steel. Also, paper such as kraft paper, fabric such as woven fabric and non-woven fabric can be used.
- a multilayer film in which a metal layer serving as a conductor and a resin layer which is a non-conductive material are combined is preferably used.
- a multilayer film having an aluminum layer such as a metal foil or a metal vapor-deposited layer, preferably an aluminum foil or an aluminum vapor-deposited layer is used as the intermediate layer.
- the outer layer may be provided with kraft paper in a single layer or double layer. It is also possible to provide a coat layer for the purpose of preventing slippage on the outer layer of the multilayer film.
- the thickness of the multilayer film is usually 50 to 500 ⁇ m, preferably 70 to 300 ⁇ m.
- the thickness of the aluminum layer (aluminum foil) is preferably 5 to 50 ⁇ m, particularly 7 to 20 ⁇ m.
- the thickness of the polyethylene layer is usually 30 to 300 ⁇ m, preferably 50 to 200 ⁇ m.
- the thickness of the nylon layer is usually 10 to 100 ⁇ m, preferably 15 to 25 ⁇ m.
- a packaging bag formed into a bag shape by sealing the periphery of such a multilayer film is preferably used as a packaging container.
- polyethylene having a low melting point among synthetic resins tends to be preferably used for the inner layer of the multilayer film.
- the synthetic resin layer generally tends to accumulate charges.
- the surface resistivity is too high, not only fine powder but also pellets are likely to adhere.
- the surface resistivity can be suppressed from becoming too high.
- the thickness occupancy of the aluminum layer relative to the total thickness of the multilayer film is preferably 3 to 10% from the viewpoint of surface resistivity.
- the package of the present invention is obtained by filling and storing EVOH resin (or composition) pellets having a substantially circular or elliptical cross section in the packaging container (packaging bag) as described above.
- the amount of the pellet group stored in the package is usually packaged in units of about 20 to 1,000 kg of the pellet group, although it depends on the size and type of the packaging container.
- a packaging bag it is 20 to 30 kg, in the case of a drum can, 80 to 120 kg, in the case of a box, 500 to 750 kg, and in the case of a flexible container, 500 to 1000 kg.
- the opening can be sealed by heat sealing or the like.
- a packaging container mainly made of metal such as a drum can, it may be in a state where the storage state can be sealed by another member such as a lid.
- the packaged package of EVOH resin (or composition) pellets must contain fine powder produced by scraping EVOH resin (or composition) pellets due to rubbing in the process of transportation, etc. become.
- the fine powder referred to in the present invention is a fine powder having a size that is likely to be generated by friction or collision in EVOH resin (or composition) manufacturing process or transportation process, and the EVOH resin (or composition) pellet is filled in a packaging container.
- the fine powder generated in the manufacturing process and the fine powder generated in the transport process after filling the packaging container with the EVOH resin (or composition) pellets are included.
- the said fine powder also includes the fine powder mixed in the manufacturing process before filling a packaging container with EVOH resin (or composition) pellet.
- the composition of the fine powder is in principle the same as the composition of the pellets.
- the fine powder targeted in the present invention is clearly distinguished from pellets in shape and size.
- the shape of the fine powder in the present invention is not particularly limited. Depends on the cause of the generation of fine powder, such as the state of the package and the transportation status.
- a block of fine powder that is generated by breaking or partially chipping EVOH resin (or composition) pellets a plate-like fine powder that is mechanically crushed, the block-like fine powder having a thread shape, or a plate-like shape
- Examples thereof include fine powder, thread-like fine powder, and cotton-like fine powder that is a filamentous aggregate.
- the size of the fine powder in the present invention is usually such that it can pass through a 30 mesh (aperture 500 ⁇ m) sieve.
- a 30 mesh aperture 500 ⁇ m
- the amount of fine powder contained in the state of the package of the present invention was adhered to the individual EVOH resin (or composition) pellets of the EVOH resin (or composition) pellet group at the time of packaging filling (at the time of shipment from the manufacturing factory).
- the filling state of EVOH resin (or composition) pellets, the transportation state of the package, etc. usually at 0.0001% by weight or more of the amount of EVOH resin (or composition) pellets to be filled It is 2.0% by weight or less, preferably 1.0% by weight or less, particularly preferably 0.5% by weight or less, and particularly preferably 0.2% by weight or less.
- the amount of fine powder is increased compared to the state of the package shipped from the production factory, by using a packaging container having a surface resistivity of 1.0 ⁇ 10 14 ⁇ or more on the inner surface, The fine powder is more likely to adhere to the inner surface of the packaging container than the EVOH resin (or composition) pellet group. That is, in a package using a packaging container having such a surface resistivity, the fine powder is more likely to adhere to the inner wall surface of the container than the pellet surface. For this reason, even if the fine powder within the above-mentioned range is contained in the package, the amount of fine powder attached to the EVOH resin (or composition) pellet group taken out from the packaging container can be reduced.
- a packaging container having a surface resistivity of 1.0 ⁇ 10 14 ⁇ or more on the inner surface 50% by weight or more, preferably 60% by weight or more, more preferably, of the fine powder adhered to the pellet surface. 80% by weight or more can be removed, so that the amount of fine powder adhering to the pellet group is 0.8% by weight or less, preferably 0.4% by weight or less, more preferably 0% by weight. .3% by weight or less, more preferably 0.2% by weight or less.
- the package of the EVOH resin (or composition) pellet group of the present invention is provided to the user in the above configuration.
- the method for taking out the EVOH resin (or composition) pellet group from the package is not particularly limited.
- the packaging container may be opened and put directly into a feeder or the like of the molding machine. Even in this case, the pellet group is preferentially released from the package, and the fine powder remains attached to the wall surface in the packaging container rather than the EVOH resin (or composition) pellet group. Therefore, a group of pellets with less adhesion of fine powder can be used as a molding material.
- the fine powder hardly adheres to the portion (side surface) with high surface smoothness, and the fine powder easily adheres to the portion with low surface smoothness (cutting cross section).
- the fact that fine powder is likely to adhere stably to the pellet surface means that fine powder adheres to the inner surface of the packaging container. In this way, in spherical, rugby ball-shaped or disk-shaped pellets without corners, the fine powder generated in the package is difficult to adhere to the pellet surface, and even once attached, it tends to move toward the inner wall surface of the container. In the state where it is taken out from the package, a pellet group with less adhesion of fine powder can be obtained.
- the user supplies the pellet group taken out from the package to the molding machine. If necessary, they may be kneaded with other thermoplastic resins and various additives.
- the EVOH resin or a group of pellets of the resin composition filled in the package of the present invention is 0.8 wt.% Of fine powder adhering to and mixed in a state where it is taken out from the packaging bag, that is, used as a molding material. % Or less, preferably 0.4% by weight or less, more preferably 0.3% by weight or less, and still more preferably 0.2% by weight or less.
- Such pellets are melted in food packaging materials, pharmaceutical packaging materials, industrial chemical packaging materials, agricultural chemical packaging materials, films and sheets, bottles and other containers using the excellent gas barrier properties of EVOH resins. Molded and used.
- melt molding method an extrusion molding method (T-die extrusion, inflation extrusion, blow molding, melt spinning, profile extrusion, etc.) and an injection molding method are mainly employed.
- the melt molding temperature is often selected from the range of 150 to 300 ° C.
- the EVOH resin or resin composition pellet group is frequently used for laminates, and is used as a laminate in which a thermoplastic resin layer is laminated on at least one side of a layer made of EVOH resin.
- another substrate is laminated on one or both sides of the EVOH resin layer.
- a lamination method for example, a thermoplastic resin is melt-extruded into the EVOH resin film or sheet.
- Method conversely, a method of melt-extruding the EVOH resin onto a substrate such as a thermoplastic resin, a method of co-extruding the EVOH resin and another thermoplastic resin, and a film of the EVOH resin obtained by the present invention
- a method of dry laminating a sheet and a film of another substrate and a sheet using a known adhesive such as an organic titanium compound, an isocyanate compound, a polyester compound, and a polyurethane compound.
- Examples of the other resin in the case of coextrusion include linear low density polyethylene, low density polyethylene, medium density polyethylene, high density polyethylene, ethylene-vinyl acetate copolymer, ionomer, ethylene-propylene copolymer, ethylene -Acrylic ester copolymer, polypropylene, propylene- ⁇ -olefin ( ⁇ -olefin having 4 to 20 carbon atoms) copolymer, polybutene, polypentene and other olefins alone or copolymers, or these olefins alone or Broadly defined polyolefin resins such as copolymers graft-modified with unsaturated carboxylic acids or their esters, polyesters, polyamides, copolymerized polyamides, polyvinyl chloride, polyvinylidene chloride, acrylic resins, polystyrene, vinyl ester resins , Polyester elast Examples include tomers, polyurethane elastomers
- EVOH resin can also be coextruded.
- polypropylene, polyamide, polyethylene, ethylene-vinyl acetate copolymer, polystyrene, and PET are preferably used from the viewpoint of ease of coextrusion film formation and practicality of film physical properties (particularly strength).
- the laminate is used in various shapes as it is, but it is also preferable to perform a stretching treatment in order to further improve the physical properties of the laminate, and the stretching may be either uniaxial stretching or biaxial stretching. It is possible to obtain a stretched film or stretched sheet that has better physical properties when stretched at as high a magnification as possible and does not cause pinholes, cracks, stretch unevenness, delamination, or the like during stretching.
- the shape of the laminate thus obtained may be any shape, and examples thereof include a film, a sheet, a tape, a bottle, a pipe, a filament, and a modified cross-section extrudate.
- the obtained laminate can be subjected to heat treatment, cooling treatment, rolling treatment, printing treatment, dry lamination treatment, solution or melt coating treatment, bag making processing, deep drawing processing, box processing, tube processing, split processing, etc. It can be carried out.
- the film, sheet or container obtained as described above is useful as various packaging materials such as foods, pharmaceuticals, industrial chemicals and agricultural chemicals.
- Fine powder removal rate (%) By calculating the ratio of the fine powder amount (P) adhering to the inner surface of the film to the total fine powder amount (A) in the package according to the following formula, the fine powder removal rate (%) was obtained.
- a cutter strand cutting method
- the obtained EVOH resin pellets were dried for 16 hours in a stationary drier at a temperature of 120 ° C., and then the fine powder was removed.
- the obtained dry pellet had a volatile content of 0.25% and contained almost no water.
- the dried pellets were cylindrical EVOH resin pellets having a diameter of 2.5 mm at the bottom and top surfaces and a length of 2.6 mm. Almost no adhesion of fine powder was observed.
- Fine powder of the obtained EVOH resin pellets was removed.
- the pellet had a volatile content of 0.28% and contained almost no water.
- the obtained pellet was a substantially spherical EVOH resin pellet having a major axis of 4.6 mm and a minor axis of 3.5 mm. Moreover, adhesion of fine powder was hardly recognized.
- Package No. 1-7 The packaging bag having the layer configuration and surface resistivity shown in Table 1 was cut into a 21 ⁇ 12 cm film and bent in half, and the two sides of the low-density polyethylene layer serving as inner surfaces were heat sealed.
- the substantially spherical pellets or cylindrical pellets 50 g produced above and 0.15 g of EVOH resin fine powder (0.3 wt% with respect to the pellets) are accommodated in the packaging bag shown in Table 1, and the openings are similarly heated. Sealed and sealed to make a pouch. After making the pouch, it was shaken so that the contents were uniform.
- Package No. 10 Except for changing the amount of fine powder of EVOH resin to be filled as shown in Table 2, After preparing a package in the same manner as in No. 1, the pellet group was taken out in the same manner, the amount of fine powder remaining in the bag was measured, and the removal rate was determined based on the above method. The results are shown in Table 2 together with No. 1.
- Package No. 11 Except for changing the amount of fine powder of EVOH resin to be filled as shown in Table 2, After preparing a package in the same manner as in No. 5, the pellet group was taken out in the same manner, the amount of fine powder remaining in the bag was measured, and the removal rate was determined based on the above method. The results are shown in Table 2 together with No. 5.
- the above-described charging effect due to the adsorption of the packaging bag is likely to appear in the spherical pellet group having a high correlation between the surface resistivity of the packaging bag and the amount of fine powder adhered.
- the substantially spherical EVOH resin pellets are manufactured by a hot cut method (an underwater cut method or an aerial cut method)
- the surface smoothness is high, and it is considered that fine powder does not easily adhere to the pellet surface.
- a fine powder adheres to the pellet surface once, when the pellet comes into contact with the inner wall surface of the container it is considered that the fine powder easily moves to the inner wall surface side of the container.
- the fine powder tends to not adhere to the cylindrical pellet group, even if the fine powder is generated by rubbing during transportation, the fine powder is difficult to adhere to the pellet surface. Moreover, by using a packaging bag having a high surface resistivity, even if fine powder once adheres to the pellet surface, the fine powder tends to move to the inner wall surface of the container. Can be prevented from remaining attached. Therefore, in the pellet group package having a substantially circular or elliptical cross section, it is possible to provide the end group with the pellet group in a state where the amount of fine powder adhering is extremely small. As a result, the molding material which can obtain easily the molded article which has the characteristic excellent in EVOH resin or its resin composition original can be provided.
- the packaging body of the present invention can provide the user with a group of pellets from which fine powder generated during transportation, etc. has been removed after shipment by simply using a packaging container having a specific surface resistivity as the packaging container. Fine powder removal with good cost performance can be achieved, and it is useful for the user because a high-quality molding material with little contamination of fine powder can be obtained.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Textile Engineering (AREA)
- Medicinal Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Bag Frames (AREA)
- Packages (AREA)
Abstract
Description
ペレットの乾燥は、ペレット同士の融着防止、乾燥の効率化等の観点から、流動式熱風乾燥機等を用いて行われる。ペレットを流動化させると、ペレット同士がこすれあい、ペレタイズ工程におけるカッティング時に生じたペレットのバリや角部が離脱して、粉状物や小片(微粉)が発生する。
このため、例えば、前記特許文献3では、篩にかけて微粉を除去したり、サイクロン等により風力分級したり、溶剤で洗浄・乾燥してから微粉を除去したり、水を吹き付けた後に、高温乾燥して微粉を融着させる方法により、微粉を除去したEVOH樹脂ペレット群を提供することが開示されている。
微粉を除去したEVOH樹脂ペレット群は、包装容器に収納された包装体として出荷され、ユーザーの元へ輸送される。
ペレットの製造において、微粉除去装置等により微粉が除去されたEVOH樹脂ペレット群であっても、包装までの過程、輸送中に、包装体内でEVOH樹脂ペレット群が摩擦や衝突で削られ微粉が発生する。
特にEVOH樹脂は、硬くて脆い性質を有するので、輸送中に、包装容器内でペレット同士が摩擦でこすれ合う等により微粉が発生しやすい。また、合成樹脂は本来的に静電気を帯びやすいことから、生じた微粉はペレットに付着しやすい。
前記包装容器の内側表面の表面抵抗率は1.0×1018Ω以下であることが好ましい。
内壁面の表面抵抗率は、シート面の所定サイズの正方形の領域を電流が片方の端から対向する端へ流れる際の抵抗に該当し、この表面抵抗率が大きいということは、電流が流れにくいことを意味する。
したがって、本発明のペレット群の包装体によれば、輸送中のように、包装後に発生したEVOH樹脂またはその組成物の微粉についても除去されたペレット群を提供することができる。
〔EVOH樹脂〕
はじめに、本発明の包装体の内容物であるペレット群の材料として用いられるエチレン-ビニルエステル系共重合体ケン化物(EVOH樹脂)について説明する。
EVOH樹脂とは、エチレンとビニルエステル系モノマーを共重合させた後にケン化させることにより得られるエチレン-ビニルエステル系共重合体ケン化物で、非水溶性の熱可塑性樹脂である。
これらのうち、市場入手性や製造時の不純物処理効率がよい点から、代表的には酢酸ビニルが好ましく用いられる。
前記コモノマーは、プロピレン、1-ブテン、イソブテン等のオレフィン類;3-ブテン-1-オール、3-ブテン-1,2-ジオール、4-ペンテン-1-オール、5-ヘキセン-1,2-ジオール等のヒドロキシ基含有α-オレフィン類;3,4-ジアセトキシ-1-ブテン等の3,4-ジアシロキシ-1-ブテンなどのヒドロキシ基含有α-オレフィン類のエステル化物;2,3-ジアセトキシ-1-アリルオキシプロパン、2-アセトキシ-1-アリルオキシ-3-ヒドロキシプロパン、3-アセトキシ-1-アリルオキシ-2-ヒドロキシプロパン、グリセリンモノビニルエーテル、グリセリンモノイソプロペニルエーテル等のヒドロキシ基含有α-オレフィン類のその他の誘導体;アクリル酸、メタクリル酸、クロトン酸、(無水)フタル酸、(無水)マレイン酸、(無水)イタコン酸等の不飽和酸類あるいはその塩あるいは炭素数1~18のモノまたはジアルキルエステル類;アクリルアミド、炭素数1~18のN-アルキルアクリルアミド、N,N-ジメチルアクリルアミド、2-アクリルアミドプロパンスルホン酸あるいはその塩、アクリルアミドプロピルジメチルアミンあるいはその酸塩あるいはその4級塩等のアクリルアミド類;メタアクリルアミド、炭素数1~18のN-アルキルメタクリルアミド、N,N-ジメチルメタクリルアミド、2-メタクリルアミドプロパンスルホン酸あるいはその塩、メタクリルアミドプロピルジメチルアミンあるいはその酸塩あるいはその4級塩等のメタクリルアミド類;N-ビニルピロリドン、N-ビニルホルムアミド、N-ビニルアセトアミド等のN-ビニルアミド類;アクリルニトリル、メタクリルニトリル等のシアン化ビニル類;炭素数1~18のアルキルビニルエーテル、ヒドロキシアルキルビニルエーテル、アルコキシアルキルビニルエーテル等のビニルエーテル類;塩化ビニル、塩化ビニリデン、フッ化ビニル、フッ化ビニリデン、臭化ビニル等のハロゲン化ビニル化合物類;トリメトキシビニルシラン等のビニルシラン類、酢酸アリル、塩化アリル等のハロゲン化アリル化合物類;アリルアルコール、ジメトキシアリルアルコール等のアリルアルコール類;トリメチル-(3-アクリルアミド-3-ジメチルプロピル)-アンモニウムクロリド、アクリルアミド-2-メチルプロパンスルホン酸等のコモノマー挙げられる。
かかる1,2-ジオール構造単位を側鎖に有するEVOH樹脂は、側鎖に1,2-ジオール構造単位を含むものである。かかる1,2-ジオール構造単位とは、具体的には下記構造単位(1)で示される構造単位である。
[一般式(1)において、R1、R2、及びR3はそれぞれ独立して水素原子または有機基を示し、Xは単結合または結合鎖を示し、R4、R5、及びR6はそれぞれ独立して水素原子または有機基を示す。]
R1~R3は通常炭素数1~30、特には炭素数1~15、さらには炭素数1~4の飽和炭化水素基または水素原子が好ましく、水素原子が最も好ましい。R4~R6は通常炭素数1~30、特には炭素数1~15、さらには炭素数1~4のアルキル基または水素原子が好ましく、水素原子が最も好ましい。特に、R1~R6がすべて水素であるものが最も好ましい。
なお、本発明の効果を阻害しない範囲であれば結合鎖であってもよい。かかる結合鎖としては、例えば、アルキレン、アルケニレン、アルキニレン、フェニレン、ナフチレン等の炭化水素鎖(これらの炭化水素はフッ素、塩素、臭素等のハロゲン等で置換されていても良い)の他、-O-、-(CH2O)m-、-(OCH2)m-、-(CH2O)mCH2-等のエーテル結合部位を含む構造;-CO-、-COCO-、-CO(CH2)mCO-、-CO(C6H4)CO-等のカルボニル基を含む構造;-S-、-CS-、-SO-、-SO2-等の硫黄原子を含む構造;-NR-、-CONR-、-NRCO-、-CSNR-、-NRCS-、-NRNR-等の窒素原子を含む構造;-HPO4-等のリン原子などのヘテロ原子を含む構造;-Si(OR)2-、-OSi(OR)2-、-OSi(OR)2O-等の珪素原子を含む構造;-Ti(OR)2-、-OTi(OR)2-、-OTi(OR)2O-等のチタン原子や-Al(OR)-、-OAl(OR)-、-OAl(OR)O-等のアルミニウム原子等の金属原子を含む構造等が挙げられる。なお、Rは各々独立して任意の置換基であり、水素原子、アルキル基が好ましく、またmは自然数であり、通常1~30、好ましくは1~15、さらに好ましくは1~10である。その中でも製造時あるいは使用時の安定性の点で-CH2OCH2-、および炭素数1~10の炭化水素鎖が好ましく、さらには炭素数1~6の炭化水素鎖、特には炭素数1であることが好ましい。

すなわち、ビニルエステル系モノマーの重合は、例えば、溶液重合、懸濁重合、エマルジョン重合、バルク重合のいずれであってもよく、一般的にはメタノールを溶媒とする溶液重合が用いられる。また、連続式、回分式のいずれであってもよい。
共重合体中にエチレンを導入する方法としては通常のエチレン加圧重合を行えばよい。エチレン単位の含有量はエチレンの圧力によって制御することが可能であり、通常は25~80kg/cm2の範囲から、目的とするエチレン含有量に応じて選択される。
以上のようにして合成されるEVOH樹脂は、エチレン単位とビニルアルコール構造単位を主とし、ケン化されずに残存した若干量のビニルエステル構造単位を含むものである。
かかる共重合に用いられる溶媒としては、通常、メタノール、エタノール、プロパノール、ブタノール等の低級アルコールやアセトン、メチルエチルケトン等のケトン類等が挙げられ、工業的には、メタノールが好適に使用される。
溶媒の使用量は、目的とする共重合体の重合度に合わせて、溶媒の連鎖移動定数を考慮して適宜選択すればよく、例えば、溶媒がメタノールの時は、S(溶媒)/M(モノマー)=0.01~10(重量比)、好ましくは0.05~7(重量比)程度の範囲から選択される。
上記触媒とともにヒドロキシラクトン系化合物またはヒドロキシカルボン酸を共存させることが好ましい。ペレットの着色を抑制することができる。
エチレンを蒸発除去したエチレン-ビニルエステル系共重合体から未反応のビニルエステルを除去する方法としては、例えば、ラシヒリング(Raschig ring)を充填した塔の上部から前記共重合体溶液を一定速度で連続的に供給し、塔下部よりメタノール等の有機溶剤蒸気を吹き込みながら、塔頂部よりメタノール等の有機溶剤と未反応ビニルエステルの混合蒸気を留出させ、塔底部より未反応ビニルエステルを除去した前記共重合体溶液を取り出す方法などが採用される。
かかるケン化にあたっては、上記で得られた共重合体をアルコール又は含水アルコールに溶解した状態で、アルカリ触媒又は酸触媒を用いて行われる。アルコールとしては、例えば、メタノール、エタノール、プロパノール、tert-ブタノール等の炭素数1~4の低級アルコールが挙げられるが、中でもメタノールが特に好ましく用いられる。アルコール中の共重合体の濃度は系の粘度により適宜選択されるが、通常は10~60重量%の範囲から選ばれる。ケン化に使用される触媒としては、例えば、水酸化ナトリウム、水酸化カリウム、ナトリウムメチラート、ナトリウムエチラート、カリウムメチラート、リチウムメチラート等のアルカリ金属の水酸化物やアルコラートの如きアルカリ触媒;硫酸、塩酸、硝酸、メタスルフォン酸、ゼオライト、カチオン交換樹脂等の酸触媒が挙げられる。
また、ケン化時の圧力は、目的とするEVOH樹脂のエチレン単位含有率により一概に言えないが、2~7kg/cm2の範囲から選択され、ケン化温度は80~150℃、好ましくは100~130℃であり、ケン化時間は0.5~3時間から選択される。なお、反応後のEVOH樹脂は必要に応じて中和することが好ましい。
本発明が対象とするペレットは、EVOH樹脂単独で構成されるEVOH樹脂ペレットの他、以下のような他の熱可塑性樹脂、添加剤を配合したEVOH樹脂組成物のペレットであってもよい。
(1)他の熱可塑性樹脂
他の熱可塑性樹脂は、EVOH樹脂に対して、通常30重量%以下であれば含有してもよい。
具体的には例えば、ポリカプラミド(ナイロン6)、ポリ-ω-アミノヘプタン酸(ナイロン7)、ポリ-ω-アミノノナン酸(ナイロン9)、ポリウンデカンアミド(ナイロン11)、ポリラウリルラクタム(ナイロン12)等のホモポリマーが挙げられる。また共重合ポリアミド系樹脂としては、例えば、ポリエチレンジアミンアジパミド(ナイロン26)、ポリテトラメチレンアジパミド(ナイロン46)、ポリヘキサメチレンアジパミド(ナイロン66)、ポリヘキサメチレンセバカミド(ナイロン610)、ポリヘキサメチレンドデカミド(ナイロン612)、ポリオクタメチレンアジパミド(ナイロン86)、ポリデカメチレンアジパミド(ナイロン108)、カプロラクタム/ラウリルラクタム共重合体(ナイロン6/12)、カプロラクタム/ω-アミノノナン酸共重合体(ナイロン6/9)、カプロラクタム/ヘキサメチレンジアンモニウムアジペート共重合体(ナイロン6/66)、ラウリルラクタム/ヘキサメチレンジアンモニウムアジペート共重合体(ナイロン12/66)、エチレンジアミンアジパミド/ヘキサメチレンジアンモニウムアジペート共重合体(ナイロン26/66)、カプロラクタム/ヘキサメチレンジアンモニウムアジペート/ヘキサメチレンジアンモニウムセバケート共重合体(ナイロン66/610)、エチレンアンモニウムアジペート/ヘキサメチレンジアンモニウムアジペート/ヘキサメチレンジアンモニウムセバケート共重合体(ナイロン6/66/610)等の脂肪族ポリアミドや、ポリヘキサメチレンイソフタルアミド、ポリヘキサメチレンテレフタルアミド、ポリメタキシリレンアジパミド、ヘキサメチレンイソフタルアミド/テレフタルアミド共重合体、ポリ-P-フェニレンテレフタルアミドや、ポリ-P-フェニレン・3,4’ジフェニルエーテルテレフタルアミド等の芳香族ポリアミド、非晶性ポリアミド、これらのポリアミド系樹脂をメチレンベンジルアミン、メタキシレンジアミン等の芳香族アミンで変性したものやメタキシリレンジアンモニウムアジペート等が挙げられる。あるいはこれらの末端変性ポリアミド系樹脂であってもよく、好ましくは末端変性ポリアミド系樹脂である。
末端変性ポリアミド系樹脂の変性されていない末端のカルボキシル基の含有量は、少ないことが好ましい。ポリアミド樹脂をベンジルアルコールに溶解し、0.1N水酸化ナトリウム水溶液にて滴定して算出した値(ポリマー1gに対するモル当量)で通常0~50μeq/ポリマー1gであり、好ましくは0~30μeq/ポリマー1gであり、特に好ましくは0~25μeq/ポリマー1gである。かかる値が大きすぎた場合、製膜時にゲルなどを発生し外観不良となりやすく、レトルト性が低下する傾向にある。かかる値が小さすぎる場合、物性の面からは不都合はないが、生産性が低下する傾向があるので、ある程度は残存していても構わない。この場合、通常5~50μeq/ポリマー1g、さらには10~30μeq/ポリマー1g、特には15~25μeq/ポリマー1gであることが望ましい。
ペレット原料として用いるEVOH樹脂組成物には、さらに無機フィラーを含有してもよい。無機フィラーを含有することにより、得られる成形品のガスバリア性を向上させることができる。
ペレット原料として用いるEVOH樹脂組成物には、さらに酸素吸収剤を含有してもよい。これにより得られる成形品のガスバリア性、特に食品の包装材として用いられる多層構造体の熱水処理(レトルト処理)後のガスバリア性を向上することができる。酸素吸収剤とは、包装される内容物よりも素早く酸素を捕捉する化合物または化合物系である。具体的には、金属及び金属化合物等の無機系の酸素吸収剤、水酸基含有化合物、キノン系化合物、二重結合含有化合物等、被酸化性樹脂等の有機系酸素吸収剤が挙げられ、有機系の酸素吸収剤、無機触媒と有機化合物を組み合わせて用いる複合型酸素吸収剤等が挙げられる。
本発明のEVOH樹脂には、上記成分のほか、必要に応じて、本発明の効果を損なわない限り(例えば、樹脂組成物全体の5重量%未満にて)、エチレングリコール、グリセリン、ヘキサンジオール等の脂肪族多価アルコール等の可塑剤;飽和脂肪族アミド(例えばステアリン酸アミド等)、不飽和脂肪酸アミド(例えばオレイン酸アミド等)、ビス脂肪酸アミド(例えばエチレンビスステアリン酸アミド等)、低分子量ポリオレフィン(例えば分子量500~10000程度の低分子量ポリエチレン、又は低分子量ポリプロピレン)等の滑剤;熱安定剤;アンチブロッキング剤;酸化防止剤;着色剤;帯電防止剤;紫外線吸収剤;抗菌剤;不溶性無機塩(例えば、ハイドロタルサイト等);充填材(例えば無機フィラー等);結晶核剤(例えばタルク、カオリン等);界面活性剤、ワックス;分散剤(例えばステアリン酸カルシウム、ステアリン酸モノグリセリド等);共役ポリエン化合物、アルデヒド化合物(例えばクロトンアルデヒドなどの不飽和アルデヒド類等)などの公知の添加剤を適宜配合することができる。
また、ホウ素化合物を配合する場合、その配合量は、EVOH樹脂100重に対してホウ素換算(灰化後、ICP発光分析法にて分析)で通常0.001~1重量部であり、好ましくは0.002~0.2重量部であり、特に好ましくは0.005~0.1重量部である。ホウ素化合物の配合量が少なすぎると、ホウ素化合物の配合効果が十分に得られない傾向があり、逆に多すぎると均一なフィルムを得るのが困難となる傾向がある。
共役ポリエン化合物の配合量は、EVOH樹脂100重量部に対して通常0.000001~1重量部であり、好ましくは0.00001~1重量部、特に好ましくは0.0001~0.01重量部であることがより好ましい。
なお、かかる共役ポリエン化合物は、EVOH樹脂に、あらかじめ含有されていることが好ましい。
EVOH樹脂組成物の調製は、通常溶融混錬又は機械的混合法(ペレットドライブレンド)にて混合することにより行い、好ましくは溶融混練法にて行う。
(1)EVOH樹脂又はその樹脂組成物のペレット形状
EVOH樹脂又はその樹脂組成物のペレット群を構成する各ペレットは、断面が略円形ないし楕円形であるペレットである。前記断面は、ペレットの特に限定しない断面であり、任意の切断断面が略円形ないし楕円形であること、いわゆる角がないことを意味する。このようなペレット群は、後述するように、通常、ホットカット方式で製造される。
なお、かかる長径(m)と短径(n)の比(m/n)=1である場合は、断面が円形の球状であるということを意味している。
ペレットの具体的製造方法について、以下に詳述する。
ペレット製造のために、溶融押出機に投入するEVOH樹脂原料としては、(i)上記EVOH樹脂の合成方法において、ケン化により得られたEVOH樹脂の溶液又はスラリーをそのまま、あるいは当該溶液またはスラリーの含水率を適宜調整した後のEVOH樹脂含水組成物を用いてもよいし、(ii)ストランドカット方式で得られたEVOH樹脂のペレット(乾燥EVOH樹脂ペレット)を溶融し、かかる溶融状態のEVOH樹脂(乾燥EVOH樹脂)を用いてもよい。
押出機に投入するペレット原料としてEVOH樹脂含水組成物を用いる場合、EVOH樹脂100重量部に対し、アルコールを0~10重量部、水を10~500重量部含有するEVOH樹脂含水組成物であることが好ましい。
一方、水の含有量が多いEVOH樹脂含水組成物を用いた場合、溶融状態で切断する際に、切断後のペレットが相互に融着したり、ペレット形状が不均質になる傾向があり、逆に水の含有量が少ない場合には、EVOH樹脂含水組成物の流動性が不足し、ペレットの生産性が低下する傾向にある。
カッター刃の枚数は、通常2~8枚であり、好ましくは3~6枚である。
カッター刃は、通常、押出機のダイスの吐出口に接するように取り付けられることが好ましく、よって、ダイス-カッター間距離は0mmであるが、0.01~0.2mm程度の距離があってもよい。
カッター刃の回転数は、通常500~2000rpmであり、好ましくは1000~1500rpmである。
なお、ペレットのサイズ、形状は、上記のノズルの口径、カッター刃の枚数、カッター刃の回転数等を適宜調節することにより、調整することができる。
EVOH樹脂ペレットの原料として、乾燥EVOH樹脂ペレットを用いる場合、乾燥EVOH樹脂ペレットを押出混練機に投入し、溶融押出しする。
原料として用いる乾燥EVOH樹脂ペレットのサイズ、形状は特に限定しない。
押出混練機内におけるEVOH樹脂の温度は、EVOH樹脂含水組成物の場合よりも高温に設定する必要がある。具体的には、通常150~300℃であり、好ましくは200~285℃であり、特に好ましくは240~270℃である。設定温度が低すぎる場合は、EVOH樹脂ペレットが完全に溶融しない傾向にある。逆に、EVOH樹脂温度が高すぎる場合、EVOH樹脂が熱劣化を受けやすくなる傾向がある。樹脂温度は、押出機シリンダーに設置した温度センサーにより押出機先端部吐出口付近で検出した温度をいう。
カッター刃の枚数は、通常2~8枚であり、好ましくは3~6枚である。
カッター刃は、通常、押出機のダイスの吐出口に接するように取り付けられることが好ましく、よって、ダイス-カッター間距離は0mmであるが、0.01~0.2mm程度の距離があってもよい。
カッター刃の回転数は、通常1000~2000rpmであり、好ましくは1250~1750rpmである。
なお、ペレットの形状は、上記のノズルの口径、カッター刃の枚数、カッター刃の回転数等を適宜調節することにより、調整することができる。
添加物としては、例えば、酢酸、プロピオン酸、酪酸、ラウリル酸、ステアリン酸、オレイン酸、ベヘニン酸等の有機酸類またはこれらのアルカリ金属塩(ナトリウム、カリウム等)、アルカリ土類金属塩(カルシウム、マグネシウム等)、亜鉛塩などの塩;または、硫酸、亜硫酸、炭酸、リン酸、ホウ酸等の無機酸類、またはこれらのアルカリ金属塩(ナトリウム、カリウム等)、アルカリ土類金属塩(カルシウム、マグネシウム等)、亜鉛塩などの塩等の熱安定剤が挙げられる。
これらのうち、特に、酢酸、ホウ酸およびその塩を含むホウ素化合物、酢酸塩、リン酸塩を配合することが好ましい。
かかる添加物の水溶液と接触させることにより、前記EVOH樹脂ペレット中に添加物を含有させ、溶融成形時の熱安定性等の各種物性を向上させることができる。
添加物の水溶液と接触させる方法としては、3%以下(好ましくは0.3~1.5%)の添加物の水溶液を、EVOH樹脂ペレット100重量部に対して200~1000重量部(好ましくは300~600重量部)使用して、10~80℃(好ましくは20~60℃、特に好ましくは30~40℃)で、0.5~5時間、1~3回(好ましくは1回)実施される。
かかる乾燥方法として、種々の乾燥方法を採用することが可能であり、例えば、遠心脱水機を用いる方法、空送中に水を切る方法、静置乾燥法、流動乾燥法等が挙げられ、幾つかの乾燥方法を組み合わせた多段階の乾燥工程を採用することも可能である。
(2-1)EVOH樹脂含水組成物を原料として用いる場合には、EVOH樹脂含水組成物を調製する際に、必要な添加剤を配合させた含水組成物を調製し、これを原料として用いればよい。
また、他の熱可塑性樹脂等を含有するEVOH樹脂組成物の場合、当該樹脂組成物を原料とする乾燥EVOH樹脂ペレットなど、溶融状態の樹脂組成物を原料として用いて、(2-2)に準じて製造することができる。
本発明で用いる包装容器は、EVOH樹脂またはその樹脂組成物のペレット群を収納する容器で、生産現場から出荷後、輸送される状態を保持するためのペレット群の収納容器をいう。
包装容器のサイズは、通常、ペレット群20~1000kgを収納できるサイズの容器である。本発明にいう容器は、ペレット群を密封収納できるものであればよく、蓋付き容器、包装用袋などが挙げられる。
内壁面の表面抵抗率は、シート面の所定サイズの正方形の領域を電流が片方の端から対向する端へ流れる際の抵抗に該当し、この表面抵抗率が大きいということは、電流が流れにくいことを意味する。換言すると、シート面に電荷がより多く帯電している状態であり、樹脂粉を吸着しやすいと考えられる。
ここで対象となる微粉は、輸送中に、容器内でペレット群のこすれ合い等により生じた微粉だけでなく、EVOH樹脂ペレットに付着していた微粉も含まれる。これらの微粉のうち、当初ペレットに付着した微粉は、包装容器内で、容器内壁面と接触することにより、ペレット表面から除去されることになる。
このようなことから、包装容器は、結果として、EVOH樹脂ペレット群の包装体の微粉を除去する作用を有する。
多層構造体の構成要素となる金属としては、例えば、アルミニウム、鉄、スチールなどが挙げられる。
また、クラフト紙等の紙、織布、不織布等の布帛などを用いることもできる。
金属箔又は金属蒸着層を中間層に介層させることにより、外界からの吸湿を防止する点で好ましい。
多層フィルムの外層に、滑り止めを目的としたコート層を設けることも可能である。
これらの多層フィルムにおいて、アルミニウム層(アルミニウム箔)の厚みは、5~50μm、特に7~20μmであることが好ましい。
また、ポリエチレン層の厚みは通常30~300μmであり、好ましくは50~200μmである。ナイロン層の厚みは通常10~100μmであり、好ましくは15~25μmである。
本発明の包装体は、以上のような包装容器(包装用袋)に、断面が略円形ないし楕円形であるEVOH樹脂(又は組成物)ペレット群を充填収納したものである。
包装体に収納されるペレット群量は、包装容器のサイズ、種類にもよるが、通常、ペレット群20~1,000kg程度単位で包装される。例えば、包装用袋の場合、20~30kgであり、ドラム缶の場合、80~120kgであり、ボックスの場合、500~750kgであり、フレキシブルコンテナの場合、500~1000kgである。
ドラム缶などのように、金属を主体とした包装容器の場合、蓋材のような別部材により、収納状態を密封できる状態であればよい。
本発明で対象とする微粉は、形状、サイズにおいて、ペレットと明らかに区別される。
本発明における微粉の形状は特に限定されない。包装体の状態、輸送状況など、微粉の発生原因等に依存する。例えば、EVOH樹脂(又は組成物)ペレットが割れる若しくは部分的に欠けて発生したような塊状の微粉、機械的に潰されたような平板状の微粉、糸状を有する前記塊状の微粉又は平板状の微粉、糸状の微粉、糸状の凝集体である綿状の微粉が挙げられる。
また、本発明における微粉のサイズは、通常、30メッシュ(目開き500μm)篩を通過できる程度である。このようなサイズの微粉は、ペレットともに成形材料として成形機に供された場合、EVOH層界面での乱れに起因するゲルの発生などの原因となりやすい。
具体的には、内側表面の表面抵抗率が1.0×1014Ω以上である包装容器を用いることで、ペレット表面に付着した微粉の50重量%以上、好ましくは60重量%以上、より好ましくは80重量%以上を除去することが可能となることから、ペレット群に付着している微粉量を、ペレット群の0.8重量%以下、好ましくは0.4重量%以下、より好ましくは0.3重量%以下、さらに好ましくは0.2重量%以下にまで低減することができる。
EVOH樹脂(又は組成物)ペレット群を包装体から取り出す方法は特に限定しない。包装容器を開封して、直接、成形機のフィーダー等に投入してもよい。このようにしても、包装体からペレット群が優先的に放出され、微粉はEVOH樹脂(又は組成物)ペレット群よりも包装容器内の壁面に付着して残る。従って、微粉の付着混入が少ないペレット群を成形材料として供することができる。
本発明の包装体に充填されているEVOH樹脂またはその樹脂組成物のペレット群は、包装用袋から取り出された状態、すなわち成形材料として供する状態において、付着混入している微粉が0.8重量%以下、好ましくは0.4重量%以下、より好ましくは0.3重量%以下、さらに好ましくは0.2重量%以下である。
尚、例中「部」とあるのは、重量基準を意味する。
(1)表面抵抗率(Ω)
温度23℃、相対湿度50%RHの恒温恒湿室で、24時間静置することにより調湿した後、包装用袋の内面となる側の面を、表面抵抗率計:R8340A(アドバンテスト社)を用いて、JIS K6911に準じて測定した。
下記式により、包装体内の全微粉量(A)に対する、フィルム内面に付着した微粉量(P)の割合を算出することで、微粉の除去率(%)とした。
フィルム内面に付着した微粉量(P)については、EVOH樹脂ペレットを充填する前の袋重量とペレット群を取り出した後のフィルム重量から求めた。
フィルム内面に付着した微粉量(P)=ペレット群取り出し後の袋重量-ペレット充填前の袋重量
除去率=P/A×100
ペレットの揮発分については、乾燥前のEVOH樹脂ペレットの重量と温度150℃、5時間乾燥後のEVOH樹脂ペレットの重量から求めた。
ペレットの揮発分(%)=(乾燥前のEVOH樹脂ペレット重量-乾燥後のEVOH樹脂ペレット重量)/乾燥前のEVOH樹脂ペレット重量×100
(1)円柱状のEVOH樹脂ペレット
EVOH樹脂[エチレン含有量38モル%、ケン化度99.6モル%、MFR3.9g/10分(210℃、荷重2160g)]の水/メタノール混合溶液(水/メタノール=40/60混合重量比、EVOH樹脂濃度45%)を、5℃に維持された凝固浴(水/メタノール=95/5混合重量比)槽に、ストランド状に押し出して凝固させた後、カッターを用いてカッティングすること(ストランドカッティング方式)により、図2に示すような円柱状のEVOH樹脂ペレットを作製した。
得られたEVOH樹脂ペレットを温度120℃の静置乾燥器中にて、16時間乾燥し、その後、微粉を除去した。得られた乾燥ペレットは、揮発分が0.25%でほとんど水分を含有していなかった。
乾燥ペレットは、底面および上面の直径2.5mm、長さ2.6mmの円柱状のEVOH樹脂ペレットであった。微粉の付着はほとんど認められなかった。
上記で得られた円柱状のEVOH樹脂ペレット(エチレン含有量:38モル%、ケン化度:99.6モル%、MFR:3.9g/10分(210℃、荷重2,160g))を用いて、二軸押出機を用いて以下の条件で溶融混練し、該溶融状態のEVOH樹脂液を吐出口から冷却水中に押出し、溶融状態でカッターを用いてカッティングすること(アンダーウォーターカット方式)により、図1に示すような略球状のEVOH樹脂ペレットを作製した。
・スクリュー内径:70mm
・L/D:39
・スクリュー回転数:300rpm
・ダイス部温度:260℃
・シリンダ温度(最も高い部分):260℃
・ノズル口径:3.2mmφ
・吐出量:350kg/h
・カッター刃の回転数:1500rpm
・冷却水温度:60℃
得られたペレットは、長径:4.6mm、短径:3.5mmの略球状のEVOH樹脂ペレットであった。また、微粉の付着はほとんど認められなかった。
上記で得られた円柱状のEVOH樹脂ペレットを凍結粉砕し、30メッシュ篩(目開き:500μm)を通過した粉体を、EVOH樹脂の微粉(揮発分:0.25%)として用いた。
包装体No.1-7
表1に示す層構成及び表面抵抗率を有する包装用袋を21×12cmのフィルム状に切り出して半分に折り曲げ、その2辺を内面となる低密度ポリエチレン層同士をヒートシールした。
上記で作製した略球状ペレット又は円柱状ペレット50gとEVOH樹脂の微粉0.15g(ペレットに対して0.3重量%)を、表1に示す包装用袋に収納し、開口部を同様にヒートシールして密封し、パウチを作製した。
パウチ作製後、内容物が均一になるように振り混ぜた。
その後、包装体のヒートシール部の一辺を切り取り、EVOH樹脂ペレット群を取り出した。さらに、残された2辺のヒートシール部を切り取り、袋を展開してフィルム状にし、フィルム内面に付着したEVOH樹脂の微粉量を測定し、上記方法に基づいて除去率を求めた。
結果を表1に示す。
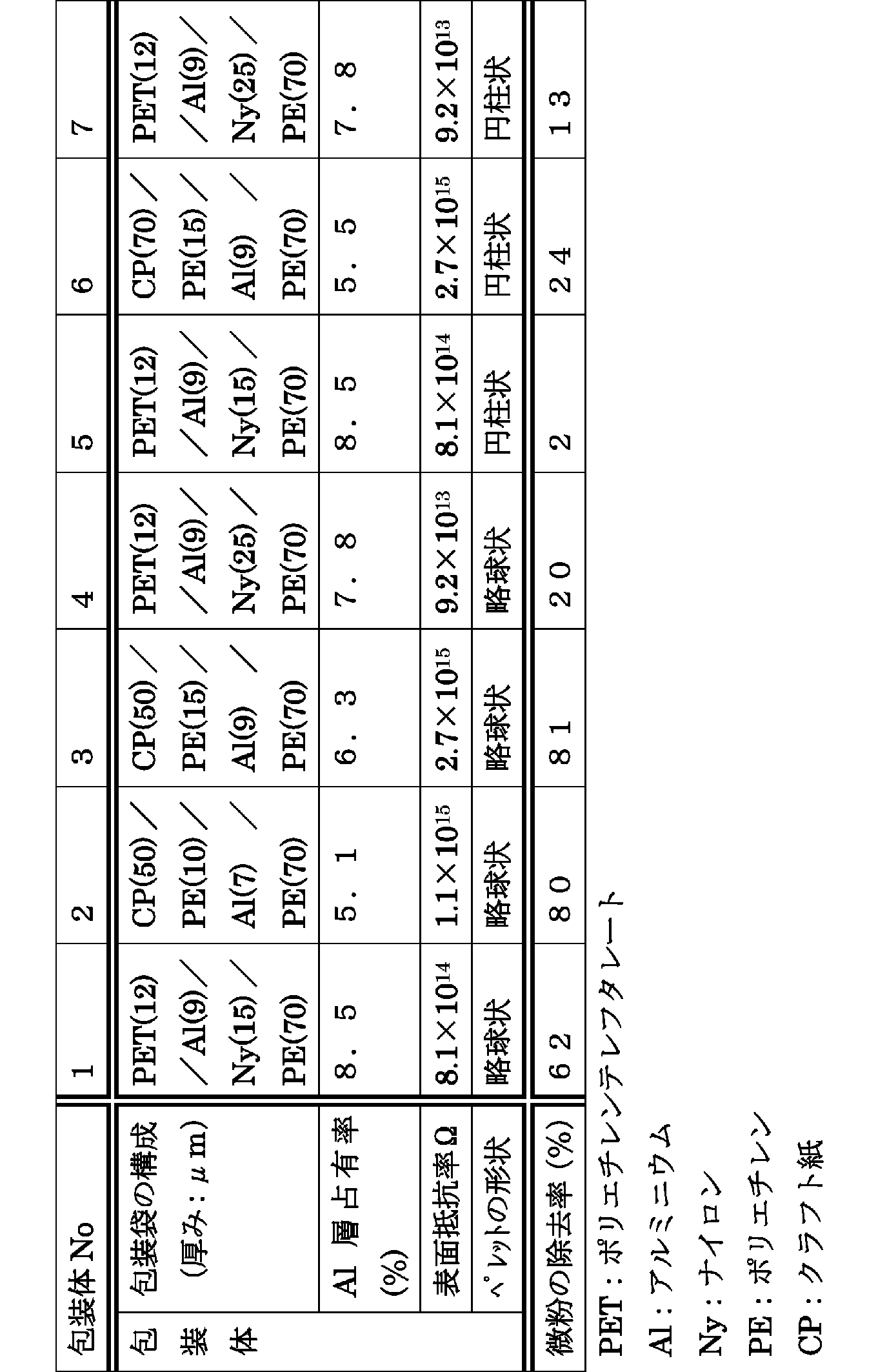
一方、円柱状ペレット群の包装体の場合には、No.5-7から、包装用袋の内面の表面抵抗との相関性が低かった。取り出した円柱状ペレット群の表面に微粉が付着している状態が認められた。円柱状ペレット群の場合、微粉が付着しやすい表面積が大きくなり、また表面に安定的に付着できるためか、微粉が脱落しにくいためと考えられる。
包装体No.10:
充填するEVOH樹脂の微粉量を表2に示すように変更した以外は、No.1と同様にして、包装体を作製した後、同様にしてペレット群を取り出し、袋内に残存した微粉量を測定し、上記方法に基づいて除去率を求めた。
結果を、No.1とともに表2に示す。
充填するEVOH樹脂の微粉量を表2に示すように変更した以外は、No.5と同様にして、包装体を作製した後、同様にしてペレット群を取り出し、袋内に残存した微粉量を測定し、上記方法に基づいて除去率を求めた。
結果を、No.5とともに表2に示す。
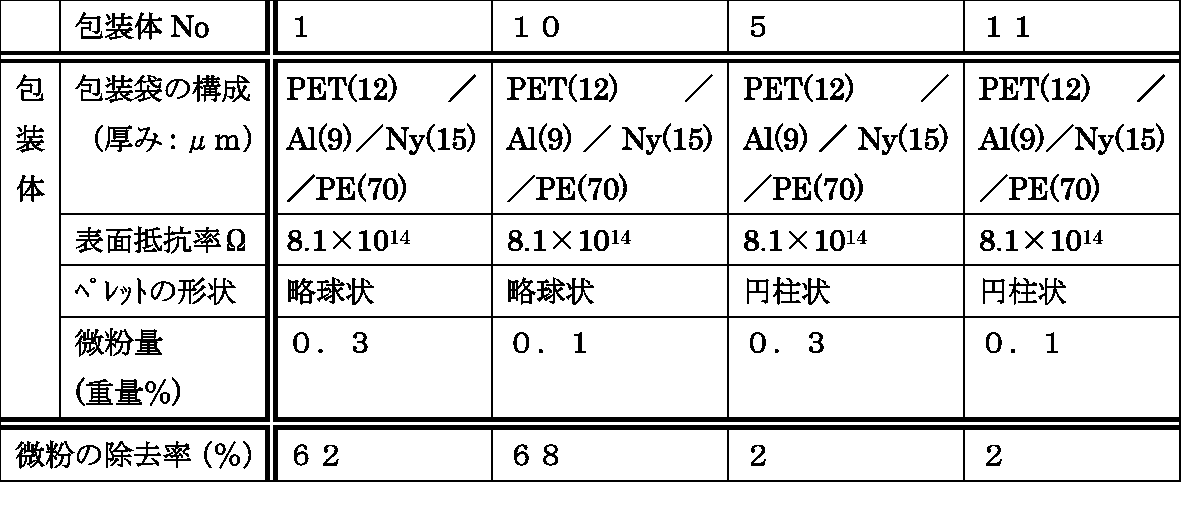
一方、No.1,10から、表面抵抗率が同じ包装用袋であっても、内部に収納されるEVOH樹脂の微粉量が少ない方が、除去率が高くなった。
包装用袋の内面は、微粉の付着により表面の帯電状態が中和され、下がるものと推定される。このため、除去すべき微粉量が少ない方が、より容器内壁面に吸着されやすいためと考えられる。しかしながら、かかる現象は、円柱状ペレット群には認められず、球状ペレット群に認められた。理由は明らかではないが、包装用袋の表面抵抗率と微粉の付着量との相関性が高い球状ペレット群について、上記のような包装用袋の吸着による帯電効果が現れやすかった。
また、略球状EVOH樹脂ペレットは、ホットカット方式(水中カット方式、空中カット方式)で製造されるので、表面平滑性が高く、ペレット表面に安定的に微粉が付着しにくいと考えられる。そして、一旦、ペレット表面に微粉が付着しても、ペレットが容器内壁面と接触した際に、微粉がより付着しやすい容器内壁面側に移行しやすいと考えられる。
Claims (8)
- 包装容器内にエチレン-ビニルエステル系共重合体ケン化物又はエチレン-ビニルエステル系共重合体ケン化物の樹脂組成物のペレット群が収納された包装体であって、
前記包装容器の内側表面の表面抵抗率が1.0×1014Ω以上であり、
前記ペレット群は、断面が略円形ないし楕円形であるペレットの集合体である包装体。 - 前記包装容器の内側表面の表面抵抗率は1.0×1018Ω以下である請求項1に記載の包装体。
- 前記包装容器は、多層フィルムで形成された包装用袋である請求項1または2に記載の包装体。
- 前記多層フィルムは、アルミニウム層を有する請求項3に記載の包装体。
- 前記多層フィルムの厚み総量に対するアルミニウム層の厚み占有率は、3.0~10%である請求項4に記載の包装体。
- エチレン-ビニルエステル系共重合体ケン化物又はエチレン-ビニルエステル系共重合体ケン化物の樹脂組成物の0.0001~2.0重量%の微粉が含まれている請求項1~5のいずれか1項に記載の包装体。
- 前記微粉は、30メッシュ(目開き500μm)篩を通過できるものである請求項6に記載の包装体。
- 請求項1~7のいずれか1項に記載された包装体内に収納されていたペレット群であって、前記包装体から取り出したペレット群における微粉の付着混入量が、前記ペレット群の重量に対して0.8重量%以下であるエチレン-ビニルエステル系共重合体ケン化物又はエチレン-ビニルエステル系共重合体ケン化物の樹脂組成物のペレット群。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SG11201610874SA SG11201610874SA (en) | 2014-07-29 | 2015-07-21 | Package for groups of pellets of ethylene-vinyl ester copolymer saponification product or resin composition thereof |
| JP2015537074A JP6748938B2 (ja) | 2014-07-29 | 2015-07-21 | エチレン−ビニルエステル系共重合体ケン化物又はその樹脂組成物のペレット群の包装体 |
| CN201580039860.9A CN106573704B (zh) | 2014-07-29 | 2015-07-21 | 乙烯-乙烯基酯系共聚物皂化物或其树脂组合物的颗粒组的包装体 |
| EP15827605.5A EP3176105B1 (en) | 2014-07-29 | 2015-07-21 | Package comprising pellets made of saponified ethylene-vinyl ester-based copolymer or resin composition thereof and methods for providing pellets |
| US15/324,080 US10308732B2 (en) | 2014-07-29 | 2015-07-21 | Package for pellets of saponified ethylene-vinyl ester-based copolymer or resin composition thereof |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-153877 | 2014-07-29 | ||
| JP2014153877 | 2014-07-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016017478A1 true WO2016017478A1 (ja) | 2016-02-04 |
Family
ID=55217380
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/070720 Ceased WO2016017478A1 (ja) | 2014-07-29 | 2015-07-21 | エチレン-ビニルエステル系共重合体ケン化物又はその樹脂組成物のペレット群の包装体 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10308732B2 (ja) |
| EP (1) | EP3176105B1 (ja) |
| JP (1) | JP6748938B2 (ja) |
| CN (1) | CN106573704B (ja) |
| SG (1) | SG11201610874SA (ja) |
| TW (1) | TWI639512B (ja) |
| WO (1) | WO2016017478A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109689739A (zh) * | 2016-09-07 | 2019-04-26 | 日本合成化学工业株式会社 | 包含乙烯-乙烯基酯系共聚物皂化物粒料组的成型材料和使用其的成型方法 |
| JPWO2019103074A1 (ja) * | 2017-11-22 | 2020-10-01 | 三菱ケミカル株式会社 | 樹脂組成物、溶融成形用材料、多層構造体および熱水殺菌用包装材料 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6728679B2 (ja) * | 2014-09-30 | 2020-07-22 | 三菱ケミカル株式会社 | 活性水素を有する変性基含有ポリビニルアルコール系樹脂の保存方法 |
| JP6973084B2 (ja) * | 2016-12-20 | 2021-11-24 | 三菱ケミカル株式会社 | エチレン−ビニルアルコール系共重合体ペレット、樹脂組成物および多層構造体 |
| CN115386028B (zh) * | 2022-08-26 | 2023-06-23 | 长春理工大学 | 一种聚合度可控的聚山梨酸-d-薄荷醇酯及合成方法与应用 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11115102A (ja) * | 1997-10-09 | 1999-04-27 | Fujimori Pra Chemical Kk | 包装用フィルム及びこれを用いた包装袋 |
| JP2000063528A (ja) * | 1998-08-24 | 2000-02-29 | Nippon Synthetic Chem Ind Co Ltd:The | エチレン−酢酸ビニル共重合体ケン化物ペレット |
| JP2002067246A (ja) * | 2000-08-24 | 2002-03-05 | Toppan Printing Co Ltd | 帯電防止積層体およびそれを用いた包装袋 |
| JP2004160964A (ja) * | 2002-09-25 | 2004-06-10 | Toyobo Co Ltd | ラミネート用シーラントフィルム |
| JP2004237473A (ja) * | 2003-02-03 | 2004-08-26 | Daicel Chem Ind Ltd | 生分解性ポリエステル積層フィルム |
| JP4197901B2 (ja) * | 2001-07-04 | 2008-12-17 | 三井・デュポンポリケミカル株式会社 | 積層体 |
| WO2011152521A1 (ja) * | 2010-06-03 | 2011-12-08 | 株式会社クレハ | 分包包装体 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0613175B2 (ja) | 1989-07-31 | 1994-02-23 | 株式会社クラレ | ペレツトの製造法 |
| JP3745088B2 (ja) | 1997-06-27 | 2006-02-15 | 株式会社吉野工業所 | スリットバルブを取着した吐出容器のキャップ |
| US6686405B1 (en) * | 1999-07-23 | 2004-02-03 | Kuraray Co., Ltd. | Process for producing ethylene-vinyl alcohol copolymer resin, process for producing pellets and resin pellets |
| WO2003047234A2 (en) * | 2001-11-30 | 2003-06-05 | Yissum Research Development Company Of The Hebrew University Of Jerusalem | System and method for providing multi-sensor super-resolution |
| CN1717325A (zh) * | 2002-12-27 | 2006-01-04 | 三井-杜邦聚合化学株式会社 | 具有钾离聚物的多层结构体 |
| JP4580627B2 (ja) | 2003-07-16 | 2010-11-17 | 日本合成化学工業株式会社 | エチレン−酢酸ビニル共重合体ケン化物ペレット群及びその用途 |
-
2015
- 2015-07-21 EP EP15827605.5A patent/EP3176105B1/en active Active
- 2015-07-21 CN CN201580039860.9A patent/CN106573704B/zh active Active
- 2015-07-21 WO PCT/JP2015/070720 patent/WO2016017478A1/ja not_active Ceased
- 2015-07-21 SG SG11201610874SA patent/SG11201610874SA/en unknown
- 2015-07-21 JP JP2015537074A patent/JP6748938B2/ja active Active
- 2015-07-21 US US15/324,080 patent/US10308732B2/en active Active
- 2015-07-27 TW TW104124200A patent/TWI639512B/zh active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11115102A (ja) * | 1997-10-09 | 1999-04-27 | Fujimori Pra Chemical Kk | 包装用フィルム及びこれを用いた包装袋 |
| JP2000063528A (ja) * | 1998-08-24 | 2000-02-29 | Nippon Synthetic Chem Ind Co Ltd:The | エチレン−酢酸ビニル共重合体ケン化物ペレット |
| JP2002067246A (ja) * | 2000-08-24 | 2002-03-05 | Toppan Printing Co Ltd | 帯電防止積層体およびそれを用いた包装袋 |
| JP4197901B2 (ja) * | 2001-07-04 | 2008-12-17 | 三井・デュポンポリケミカル株式会社 | 積層体 |
| JP2004160964A (ja) * | 2002-09-25 | 2004-06-10 | Toyobo Co Ltd | ラミネート用シーラントフィルム |
| JP2004237473A (ja) * | 2003-02-03 | 2004-08-26 | Daicel Chem Ind Ltd | 生分解性ポリエステル積層フィルム |
| WO2011152521A1 (ja) * | 2010-06-03 | 2011-12-08 | 株式会社クレハ | 分包包装体 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109689739A (zh) * | 2016-09-07 | 2019-04-26 | 日本合成化学工业株式会社 | 包含乙烯-乙烯基酯系共聚物皂化物粒料组的成型材料和使用其的成型方法 |
| EP3511361A4 (en) * | 2016-09-07 | 2019-09-11 | Mitsubishi Chemical Corporation | FORMAT MATERIAL WITH DISPOSED ETHYLENE VINYLESTER COPOLYMER PELLET GROUP AND MOLDING PROCESS THEREWITH |
| CN109689739B (zh) * | 2016-09-07 | 2022-11-08 | 三菱化学株式会社 | 包含乙烯-乙烯基酯系共聚物皂化物粒料组的成型材料和使用其的成型方法 |
| US12503538B2 (en) | 2016-09-07 | 2025-12-23 | Mitsubishi Chemical Corporation | Molding material comprising a group of saponified ethylene-vinyl ester-based copolymer pellets and molding method using same |
| JPWO2019103074A1 (ja) * | 2017-11-22 | 2020-10-01 | 三菱ケミカル株式会社 | 樹脂組成物、溶融成形用材料、多層構造体および熱水殺菌用包装材料 |
| JP7419654B2 (ja) | 2017-11-22 | 2024-01-23 | 三菱ケミカル株式会社 | 樹脂組成物、溶融成形用材料、多層構造体および熱水殺菌用包装材料 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10308732B2 (en) | 2019-06-04 |
| EP3176105B1 (en) | 2020-12-09 |
| CN106573704B (zh) | 2019-03-26 |
| JPWO2016017478A1 (ja) | 2017-04-27 |
| EP3176105A4 (en) | 2018-02-28 |
| EP3176105A1 (en) | 2017-06-07 |
| SG11201610874SA (en) | 2017-02-27 |
| TW201609390A (zh) | 2016-03-16 |
| CN106573704A (zh) | 2017-04-19 |
| US20170198066A1 (en) | 2017-07-13 |
| JP6748938B2 (ja) | 2020-09-02 |
| TWI639512B (zh) | 2018-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105612211B (zh) | 乙烯‑乙烯基酯共聚物皂化物组合物和使用该组合物的多层结构体 | |
| CN102482474B (zh) | 树脂组合物、使用树脂组合物的多层结构体及其生产方法 | |
| JP6483443B2 (ja) | エチレンービニルエステル系共重合体ケン化物を用いた成形材料 | |
| CN105814133B (zh) | 使用evoh树脂的熔融成形材料 | |
| CN109196045B (zh) | 树脂组合物和使用其的成型物、以及多层结构体 | |
| WO2015098772A1 (ja) | エチレンービニルエステル系共重合体ケン化物の成形材料 | |
| JP6748938B2 (ja) | エチレン−ビニルエステル系共重合体ケン化物又はその樹脂組成物のペレット群の包装体 | |
| CN110050017A (zh) | 乙烯-乙烯醇系共聚物组合物粒料、及乙烯-乙烯醇系共聚物组合物粒料的制造方法 | |
| WO2016098615A1 (ja) | パージング剤 | |
| CN107406651A (zh) | 树脂组合物和使用其的多层构造体、以及长期稳定性的改善方法 | |
| CN105849158A (zh) | 乙烯-乙烯基酯系共聚物皂化物粒料和乙烯-乙烯基酯系共聚物皂化物粒料的制造方法 | |
| JP5660848B2 (ja) | エチレン−ビニルエステル共重合体ケン化物ペレットおよびそれから得られる成形物およびその製造方法並びにエチレン−ビニルエステル共重合体ケン化物ペレットの製造方法 | |
| CN110382616B (zh) | 树脂组合物和由其构成的成型材料以及多层结构体 | |
| JP2020084016A (ja) | フィルム及びその製造方法、包装材、並びに真空包装袋 | |
| JP6915530B2 (ja) | エチレン−ビニルアルコール系共重合体ペレットおよび、エチレン−ビニルアルコール系共重合体ペレットの製造方法 | |
| JP6915528B2 (ja) | エチレン−ビニルアルコール系共重合体ペレットおよび、エチレン−ビニルアルコール系共重合体ペレットの製造方法 | |
| JP7087388B2 (ja) | エチレン-ビニルエステル系共重合体ケン化物ペレット群からなる成形材料、その製造方法およびそれを用いた成形方法 | |
| JP2018104625A (ja) | 樹脂組成物およびそれを用いた溶融成形品、ならびに多層構造体 | |
| CN118804948A (zh) | 改性乙烯-乙烯醇系共聚物组合物、颗粒、多层结构体、改性乙烯-乙烯醇系共聚物组合物的制造方法及多层结构体的制造方法 | |
| JP2002003608A (ja) | 樹脂組成物の製造法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2015537074 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15827605 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15324080 Country of ref document: US |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015827605 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015827605 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |