WO2016104372A1 - 発泡補助材及び発泡成形方法 - Google Patents
発泡補助材及び発泡成形方法 Download PDFInfo
- Publication number
- WO2016104372A1 WO2016104372A1 PCT/JP2015/085530 JP2015085530W WO2016104372A1 WO 2016104372 A1 WO2016104372 A1 WO 2016104372A1 JP 2015085530 W JP2015085530 W JP 2015085530W WO 2016104372 A1 WO2016104372 A1 WO 2016104372A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin
- antioxidant
- auxiliary material
- raw material
- foamed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/04—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent
- C08J9/06—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent by a chemical blowing agent
- C08J9/08—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent by a chemical blowing agent developing carbon dioxide
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/20—Compounding polymers with additives, e.g. colouring
- C08J3/22—Compounding polymers with additives, e.g. colouring using masterbatch techniques
- C08J3/226—Compounding polymers with additives, e.g. colouring using masterbatch techniques using a polymer as a carrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/3442—Mixing, kneading or conveying the foamable material
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/20—Compounding polymers with additives, e.g. colouring
- C08J3/22—Compounding polymers with additives, e.g. colouring using masterbatch techniques
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0014—Use of organic additives
- C08J9/0023—Use of organic additives containing oxygen
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0014—Use of organic additives
- C08J9/0038—Use of organic additives containing phosphorus
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0014—Use of organic additives
- C08J9/0052—Organo-metallic compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0061—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof characterized by the use of several polymeric components
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0066—Use of inorganic compounding ingredients
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/04—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/04—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent
- C08J9/06—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent by a chemical blowing agent
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/13—Phenols; Phenolates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2201/00—Foams characterised by the foaming process
- C08J2201/02—Foams characterised by the foaming process characterised by mechanical pre- or post-treatments
- C08J2201/024—Preparation or use of a blowing agent concentrate, i.e. masterbatch in a foamable composition
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2203/00—Foams characterized by the expanding agent
- C08J2203/02—CO2-releasing, e.g. NaHCO3 and citric acid
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2203/00—Foams characterized by the expanding agent
- C08J2203/18—Binary blends of expanding agents
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2207/00—Foams characterised by their intended use
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2300/00—Characterised by the use of unspecified polymers
- C08J2300/30—Polymeric waste or recycled polymer
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/04—Homopolymers or copolymers of ethene
- C08J2323/06—Polyethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2423/04—Homopolymers or copolymers of ethene
- C08J2423/06—Polyethene
Definitions
- the present invention relates to a foaming auxiliary material used in foam molding, and further relates to a foam molding method.
- foam molded products For example, various air-conditioning ducts that are installed in an instrument panel of an automobile are known as foam molded products.
- foam ducts formed by molding a foamed resin material are widely used.
- the foam duct is lightweight and can be easily manufactured by, for example, adding a foaming agent to a resin material such as polyolefin resin, melt-kneading, and blow-molding a foam parison extruded from a die of an extruder.
- Polyolefin resins are widely used as the resin material used for foam blow molded products, and among them, polypropylene resins are common. In recent years, replacement with a polyethylene-based resin has been studied for the purpose of making the material structure cheaper (see Patent Document 1 and the like).
- Patent Document 1 discloses a high-density polyethylene having a long-chain branched structure, a specific gravity of 0.95 to 0.96, a melt flow rate (MFR) of 3 to 7 g / 10 minutes, and a melt tension of 100 to 250 mN, and a melt flow rate.
- An automobile duct is disclosed in which a chemical foaming agent is added to a mixed resin obtained by mixing (MFR) 0.3 to 1.0 g / 10 min of high density polyethylene and blow molded.
- a raw material resin with a nucleating agent for forming foam nuclei and a dispersing agent for dispersing the nucleating agent.
- an antioxidant or the like that suppresses resin deterioration into the raw material resin.
- the bubbles are further reduced in diameter. The reduction of the bubble diameter contributes to the improvement of the bubble density and the heat insulation and impact resistance of the product.
- each component when each component is pelletized separately and mixed into the raw material resin pellets in this way, the amount of nucleating agent and dispersant added is very small compared to the raw material resin, so that variations in quantity and unevenness are likely to occur. There is a problem.
- each component demonstrates a function by contacting each other, when it pelletizes and adds separately, the probability of contacting each other will become low and there exists a possibility that it may become unable to fully function. For example, if the dispersant does not sufficiently contact the inorganic powder or the chemical foaming agent, the dispersion becomes insufficient, and the bubble diameter cannot be sufficiently reduced, or foreign matter adheres to the peripheral portion of the die head. May be a problem. If foreign matter adheres to the device, it may be mixed into the product, causing a reduction in product quality.
- the present invention has been proposed in view of such a conventional situation, and can sufficiently exert the functions of a nucleating agent, a dispersing agent, etc. It aims at providing the foaming auxiliary material which can prevent adhesion of a foreign material and the mixing of the foreign material to a product, and also aims at providing a foam molding method.
- the foaming auxiliary material of the present invention is a foaming auxiliary material that is kneaded with raw material resin pellets and used for foam molding, and the diluted resin contains inorganic particles, a chemical foaming agent, and a dispersing agent. It is characterized by being added.
- the probability of contact with each other increases when kneading with the raw material resin pellets, and the function of each component It is fully demonstrated. Further, the dispersibility of the nucleating agent in the raw material resin is also good, and the variation in the amount and the occurrence of unevenness can be suppressed.
- the foam molding method of the present invention is a foam molding method in which a resin material is foam-molded, and the inorganic particles, the chemical foaming agent, and the dispersant are simultaneously added to the raw material resin in a premixed state.
- a nucleating agent and a dispersing agent are simultaneously added to the raw material resin in a mixed state.
- a nucleating agent and a dispersing agent are simultaneously added to the raw material resin in a mixed state.
- pellets containing inorganic particles that function as a nucleating agent, a chemical foaming agent, and a dispersing agent are mixed with a raw material resin as a master batch.
- the dispersibility of the nucleating agent in the raw material resin is also good, and the variation in the amount and the occurrence of unevenness can be suppressed.
- the functions of a nucleating agent, a dispersing agent, etc. can be fully exerted to reduce the diameter of bubbles and prevent foreign matters from being mixed, and it is possible to produce a high-quality foam molded product. It is.
- the foam duct 10 which is a foam blow-molded product is configured such that air-conditioning air supplied from an air conditioner unit (not shown) is circulated through an internal flow path and is ventilated to a desired part.
- an air conditioner unit not shown
- a shape of the foam duct 10 it is not limited to what is shown in FIG. 1, It can be set as arbitrary shapes according to a use, an installation place, etc.
- the foam duct 10 is obtained by blow molding by sandwiching a foam parison formed by extruding a foam resin from a die of an extruder with a mold.
- the duct immediately after blow molding is in a state where both ends are closed, and both ends are cut into an open shape by trimming after blow molding.
- the foam duct 10 is formed of a hollow foamed resin molded product whose tube wall is constituted by a foam layer.
- the closed cell structure is a structure having a plurality of independent cell cells, and means a cell having at least a closed cell ratio of 70% or more. With such a configuration, even when cooling air is circulated in the foam duct 10, the possibility of dew condensation can be almost eliminated.
- foamed resin is molded using a physical foaming agent.
- a physical foaming agent inorganic foaming agents such as air, carbon dioxide gas, nitrogen gas and water, and organic foaming agents such as butane, pentane, hexane, dichloromethane and dichloroethane can be used.
- air, carbon dioxide gas, or nitrogen gas it is preferable to use air, carbon dioxide gas, or nitrogen gas as the foaming agent.
- a supercritical fluid as the foaming method. That is, it is preferable to make carbon dioxide gas or nitrogen gas into a supercritical state and foam the raw material resin.
- foaming can be performed uniformly and reliably.
- the conditions when the supercritical fluid is nitrogen gas may be, for example, the critical temperature of 149.1 ° C. and the critical pressure of 3.4 MPa.
- the conditions when the supercritical fluid is carbon dioxide are, for example, the critical temperature. What is necessary is just to set it as 31 degreeC and a critical pressure 7.4MPa.
- the foamed duct 10 is formed by blow molding the raw material resin thus foamed by a known method.
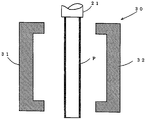
- FIG. 2 is a view showing an aspect when the foam duct 10 is blow-molded.
- a raw material resin used for molding is kneaded in an extruder to prepare a base resin.
- a base resin any resin can be adopted as the raw material resin, the effect of the present invention is great when a polyolefin resin, particularly a polyethylene resin, is used.
- polyethylene-based resin low density polyethylene (LDPE), high density polyethylene (HDPE), linear short chain branched polyethylene (LLDPE), or the like can be used.
- LDPE low density polyethylene
- HDPE high density polyethylene
- LLDPE linear short chain branched polyethylene
- the copolymer of ethylene and another copolymerizable monomer may be sufficient.
- the polyethylene having a long chain branched structure (hereinafter referred to as a long chain branched polyethylene) is, for example, as described in JP 2012-136598 A, and has a branched structure only at the end of the long chain polyethylene chain. And has a feature that the number of branched structures is smaller than that of general polyethylene.
- Such a long-chain branched polyethylene can be produced by conducting ethylene polymerization using a catalyst comprising an organically modified clay mineral obtained by modifying a clay mineral belonging to a smectite group hectorite with a specific organic compound, and an organoaluminum compound. .
- the physical properties of the long-chain branched polyethylene to be used are arbitrary.
- the density is preferably in the range of 925 to 970 kg / m3, particularly preferably 930 to 960 kg / m3, as a density value measured in accordance with JIS K7676. It is the range of m3.
- the long-chain branched polyethylene to be used shows two peaks in the molecular weight measurement by GPC.
- the ratio of the weight average molecular weight (Mw) to the number average molecular weight Mn (Mw / Mn) of the long chain branched polyethylene used is 2.0 to 7.0, preferably 2.5 to 7.0, more preferably It is 3.0 to 6.0.
- the number average molecular weight (Mn) measured by GPC is preferably 15,000 or more, more preferably 15,000 to 100,000, and particularly preferably 15,000 to 50,000.
- the preferred long chain branching number of the long chain branched polyethylene used is 0.02 or more per 1000 carbons of the main chain.
- the number of long chain branches of the fraction having Mn of 100,000 or more obtained by molecular weight fractionation is 0.15 or more per 1000 carbon atoms of the main chain.
- the ratio of the fraction having a number average molecular weight Mn of 100,000 or more obtained by molecular weight fractionation is preferably less than 40% of the whole polymer.
- the raw material resin for example, polyethylene resin
- the raw material resin pellet is introduced from a hopper of a blow molding machine and melt-kneaded in a cylinder.
- necessary additives are simultaneously added and kneaded with the raw material resin.
- Additives include dispersants, inorganic particles that function as nucleating agents, and chemical foaming agents.
- the inorganic particles and the chemical foaming agent are used for forming foaming nuclei in the raw material resin and function as a nucleating agent.
- the inorganic particles include talc and calcium carbonate, and talc is preferable because of its great effect and the achievement of improved rigidity.
- an inorganic foaming agent such as sodium hydrogen carbonate (bicarbonate) having no taste and odor and having no decomposition residue is suitable.
- citric acid or citrate can be used in combination. In this case, for example, sodium bicarbonate is added as the main chemical foaming agent, and citric acid or the like is added as the auxiliary chemical foaming agent.
- the dispersing agent is used to uniformly disperse the inorganic particles and the chemical foaming agent in the raw material resin, and a metal soap or the like is used.
- the metal soap is a metal salt other than sodium and potassium long-chain fatty acids, and examples thereof include stearic acid soap, hydroxystearic acid soap, lauric acid soap, and behenic acid soap.
- inorganic particles, chemical foaming agents, and dispersing agents are usually pelletized separately, added to the raw resin pellets, and mixed, but in this embodiment, pellets containing all these components (foaming aids) Material), and this is mixed with raw material resin pellets as a master batch and melt-kneaded.
- the pellet (foaming auxiliary material) used as a master batch is a pellet obtained by adding the inorganic particles, chemical foaming agent, and dispersant to the diluted resin, and into one pellet, inorganic particles, chemical foaming agent, and A dispersant is included.
- arbitrary resin can be used as a dilution resin, it is preferable to use resin with melting
- the raw material resin is high-density polyethylene or long-chain branched polyethylene, high MFR low-melting-point LLDPE for injection is used.
- the above-mentioned master batch is blended into the raw resin pellets so as to have a predetermined addition amount, kneaded in the cylinder of the extruder, then stored in an in-die accumulator (not shown), After a predetermined amount of resin is stored, a ring-shaped piston (not shown) is pushed down in a direction perpendicular to the horizontal direction (vertical direction). 2 is extruded between the divided molds 31 and 32 constituting the mold clamping device 30 as a cylindrical parison P, for example, at an extrusion speed of 700 kg / hour or more from the die slit of the annular die 21 shown in FIG. Thereafter, the split molds 31 and 32 are clamped to sandwich the parison P, and air is blown into the parison P in a pressure range of 0.05 to 0.15 MPa to form the foam duct 10.
- the method of forming the foam duct 10 is not limited to the blow molding as described above, and vacuum molding in which the extruded parison is sucked into a mold to form a molded product having a predetermined shape may be used.
- compression molding may be used in which the extruded parison is sandwiched between molds without being blown or sucked.
- a mixed resin obtained by mixing a recovered resin material and an unused resin may be used as a raw material resin, and a foaming agent or the like may be added to the raw material resin for foam blow molding. Is possible.
- the proportion of the recovered resin material in the resin material used for molding becomes about 70 to 90% in some cases.
- the proportion of the recovered resin material is 70 to 90%.
- the addition amount of the antioxidant must be set so that the total content of the antioxidant in the polyethylene resin (foamed molded product) is 300 ppm or more, and the total content is 500 ppm or more. It is preferable to add. If the total content of antioxidants is less than 300 ppm, the effect may be insufficient, and it will be difficult to suppress crosslinking degradation over a long period of time.
- Any known antioxidant can be used, and various antioxidants can be used alone or in combination. In particular, it is effective to use a specific antioxidant (phenolic antioxidant and phosphorus antioxidant) in combination.
- Antioxidants include antioxidants (first antioxidants) that act to capture radicals and antioxidants (second antioxidants) that decompose peroxides, the former (first As the antioxidant (1), phenolic antioxidants, hindered amine compounds (HALS), and the like are known. Examples of the latter (second antioxidant) include phosphorus-based antioxidants and sulfur-based antioxidants.
- first antioxidants that act to capture radicals
- second antioxidants that decompose peroxides
- the former first As the antioxidant (1), phenolic antioxidants, hindered amine compounds (HALS), and the like are known.
- second antioxidant include phosphorus-based antioxidants and sulfur-based antioxidants.
- radicals are generated by heat, light, and shear. However, if the generated radicals are allowed to stand, crosslinking deterioration and oxidation deterioration occur, and physical properties deteriorate.
- the former antioxidant having the action of scavenging radicals (first antioxidant)
- first antioxidant has a function of scavenging the generated radicals and thereby has a function of preventing cross-linking degradation and oxidative degradation.
- second antioxidant antioxidant that decomposes peroxide
- second antioxidant has the function of decomposing peroxide (radical) generated by thermal oxidation into alcohol and stopping the chain degradation reaction.
- the melt tension MT greatly increases after the thermal history, and oxidation occurs. It was found that the prevention effect tends to be insufficient.
- the parameter observed when oxidative degradation is observed is that the melt tension MT is large, and pinholes are generated during molding due to oxidatively degraded foreign matter.
- the first antioxidant may be any of the above-mentioned phenolic antioxidants, hindered amine compounds (HALS), etc., among which phenolic antioxidants are preferable.
- the second antioxidant may be any of phosphorus-based antioxidants, sulfur-based antioxidants, etc., but phosphating antioxidants are preferred.
- Phenol-based antioxidants and phosphorus-based antioxidants are easily available, have a stable supply image, and have high practicality such as high purity.
- phosphorus-based antioxidants also have a feature that they are excellent in hydrolysis resistance and volatilization resistance.
- Phenol-based antioxidants are antioxidants that are effective in improving the heat resistance of various resins and elastomers, and have a high molecular weight, and thus are characterized by low extractability and low volatility.
- the combined use of a phosphorus-based antioxidant and a phenol-based antioxidant exhibits synergistic effects, effectively suppresses cross-linking degradation and oxidative degradation of the polyethylene-based resin, and is effective at the time of recycling. Changes in the melt tension MT and the like are also suppressed.
- phosphorus antioxidants include high molecular weight phosphorus antioxidants and low molecular weight phosphorus antioxidants, either one of which may be used, or a mixture thereof.
- the compound include tris (2,4-branched C3-8 alkyl-butylphenyl) phosphite [tris (2,4-di-t-butylphenyl) phosphite] as an example of a high molecular weight phosphorus-based antioxidant. Etc.] and tetrakis (2,4-di-branched C3-8 alkylphenyl) -4,4'-C2 such as tetrakis (2,4-di-t-butylphenyl) -4,4'-biphenylene phosphite -4 alkylene phosphite.
- Examples of commercially available products include “Irgafos 168” manufactured by Ciba Japan.
- Low molecular weight phosphorus antioxidants include triphenyl phosphite, diphenylisodecyl phosphite, phenyl diisodecyl phosphite, tris (nonylphenyl) phosphite; tri-2,4-dimethylphenylphosphine, tri-2,4, List phosphine compounds such as 6-trimethylphenylphosphine, tri-o-tolylphosphine, tri-m-tolylphosphine, tri-p-tolylphosphine, tri-o-anisylphosphine, tri-p-anisylphosphine, etc. Can do.
- phenolic antioxidants There are also high molecular weight phenolic antioxidants and low molecular weight phenolic antioxidants as phenolic antioxidants, either one of which may be used, or a mixture thereof.
- Examples of the high molecular weight phenolic antioxidant include hindered phenolic compounds.
- Examples of hindered phenol compounds include tris (2-alkyl-4-hydroxy-5-branched C3) such as 1,1,3-tris (2-methyl-4-hydroxy-5-tert-butylphenyl) butane.
- Tris such as -8 alkylphenyl) butane, 1,3,5-trimethyl-2,4,6-tris (3,5-di-t-butyl-4-hydroxybenzyl) benzene 1,3 such as C3-8 alkyl-4-hydroxybenzyl) benzene, 1,3,5-trimethyl-2,4,6, -tris (3,5-di-t-butyl-4-hydroxybenzyl) benzene , 5-trialkyl-2,4,6-tris (3,5-di-branched C3-8 alkyl-4-hydroxybenzyl) benzene, tetrakis [methylene-3- (3,5-di-t-butyl- 4-hi Roxyphenyl) propionate] tetrakis [alkylene-3- (3,5-di-branched C3-8 alkyl-4-hydroxyphenyl) propionate] C1-4 alkane, pentaerythrityl te
- Low molecular weight phenolic antioxidants include dibutylhydroxytoluene (BHT), butylated hydroxyanisole (BHA), 2,6-di-t-butyl-p-cresol, 2,6-di-t-butyl-4 -Ethylphenol, 2,6-di-t-butylphenol, 2,4-dimethyl-6-t-butylphenol, 2-methyl-4,6-di-nonylphenol, butylhydroxyanisole, styrenated phenol, 2,4, Monophenol compounds such as 6-tri-t-butylphenol and 4,4'-dihydroxydiphenyl, 2,2'-methylenebis (4-methyl-6-t-butylphenol), 2,2'-methylenebis (4-ethyl) -6-tert-butylphenol), 4,4'-butylidenebis (3-methyl-6-tert-butylphenol) 4,4′-butylidenebis (2,6-di-t-butylphenol), 1,
- low molecular weight phenolic antioxidants include hydrazine compounds having a hindered phenol structure ⁇ N, N′-bis [3- (3,5-di-t-butyl-4-hydroxyphenyl) propionyl] hydrazine, etc. ⁇ And the like are also included.
- a master batch in which these are added, and mix it with the raw material resin pellets, like the inorganic particles, chemical foaming agent and dispersant. That is, a pellet (foaming auxiliary material) containing inorganic particles, a chemical foaming agent, a dispersant, and an antioxidant is prepared, and this is used as a master batch and mixed with raw material resin pellets.
- the amount of inorganic particles such as talc used as a nucleating agent is 500 to 2000 ppm
- the amount of chemical foaming agent (main chemical foaming agent) is 560 to 2240 ppm
- the amount of auxiliary chemical foaming agent is 440 to 1760 ppm.
- the dispersant is preferably 1000 to 4000 ppm. If the amount of the dispersant is less than this, the dispersion may be insufficient, such as aggregation of inorganic particles. On the other hand, if it is too much, no further effect can be expected due to volatilization.
- the addition amount of the phenol-based antioxidant and the phosphorus-based antioxidant needs to be 300 ppm or more as the total content of the antioxidant, but each antioxidant has an optimum addition amount. is there.
- the content of the phenolic antioxidant is preferably 250 ppm to 750 ppm.
- the content of the phosphorus antioxidant is preferably 250 ppm to 3000 ppm.
- the recyclability and moldability can be improved, which is preferable as a prescription. It becomes.
- changes in physical property values (melt tension MT and melt flow rate MFR) before and after thermal history can be suppressed, which is effective in recycling polyethylene resins.
- the content of the antioxidant contained in the foamed blow molded product (here, the foam duct 10) which is the final product.
- the content of the antioxidant contained in the foamed molded product can be quantified by, for example, quantitative analysis using liquid chromatography. Since antioxidants are pure chemicals, they have a unique retention time (which varies slightly depending on the type of developing medium and column, but is determined using a standard substance). The size is proportional to the concentration. Therefore, if a calibration curve is prepared with a standard sample, the concentration can be obtained. In the case of the phenol-based antioxidant and the phosphorus-based antioxidant, the content of the antioxidant contained in the foam-molded product that is the final product is almost equal to the amount added during production.
- the content of each component in the pellet (foaming auxiliary material) used as the master batch is 1.25 to 3.75% by mass of the phenolic antioxidant added, and the phosphorus antioxidant is added.
- the amount is 3.00 to 15.00% by weight, the amount of inorganic particles is 5.00 to 10.00% by weight, the amount of the main chemical foaming agent is 2.80 to 11.20% by weight, the auxiliary chemical foaming agent
- the addition amount of 2.20 to 8.80 mass%, the addition amount of the dispersing agent is 5.00 to 20.00 mass%, and the ratio of the diluted resin is 31.25 to 80.75 mass%. preferable.
- the concentration of each component in the pellet (foaming auxiliary material) used as a master batch, it is preferable to make the concentration of each component as high as possible, but when the ratio of the diluted resin is less than 31.25% by mass, each component is contained in the pellet. It becomes difficult to knead. On the other hand, if the ratio of the diluted resin exceeds 80.75% by mass, the ratio of the diluted resin in the product may increase, which may adversely affect physical properties.
- the foaming auxiliary material of the present invention As described above, various effects can be obtained by using the foaming auxiliary material of the present invention. For example, since there is no dispersion failure, a failure due to density unevenness hardly occurs. In addition, each component of the nucleating agent functions effectively, and it is possible to realize a uniform foamed state with a small bubble diameter. Furthermore, by packing all the added components into one pellet, the amount of diluted resin used can be reduced, and handling properties can be improved as compared with the case of individually adding. Moreover, quality control can be performed only by confirming the pellet used as a master batch, and quality control becomes easy.
- the foam molding method of the present invention the optimum embodiment is to use a pellet containing a nucleating agent, a dispersant, and an antioxidant as a master batch.
- a pellet containing a nucleating agent, a dispersant, and an antioxidant as a master batch.
- the present invention is not limited thereto. Absent.
- the raw material resin pellets include a phosphorus-based antioxidant (Ciba Japan, trade name Irgafos 168), a phenol-based antioxidant (Ciba Japan, trade name Irganox 1010), a main chemical foaming agent (soda soda). : Particle diameter 64 ⁇ m), auxiliary chemical foaming agent (citric acid), inorganic particles (talc or calcium carbonate), and pellets (foaming auxiliary material) kneaded with a dispersant (metal soap: 12-hydroxymagnesium stearate) It mix
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Materials Engineering (AREA)
- Engineering & Computer Science (AREA)
- General Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Emergency Medicine (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
- Molding Of Porous Articles (AREA)
Abstract
Description
HDPE[MFR0.25g/10min(測定条件190℃,2.16kg)、密度0.949g/cm3]50重量部とLDPE[MFR1.79g/10min(測定条件190℃,2.16kg)密度0.918g/cm3]50重量部に再生材(上記HDPEとLDPEを主成分とする樹脂組成物の回収樹脂材料)を加えたものを混練し、これを原料樹脂として発泡ダクトをブロー成形により成形した。なお、原料樹脂ペレットには、リン系の酸化防止剤(チバ・ジャパン社製、商品名Irgafos168)、フェノール系の酸化防止剤(チバ・ジャパン社製、商品名Irganox1010)、主化学発泡剤(重曹:粒径64μm)、補助化学発泡剤(クエン酸)、無機粒子(タルクまたは炭酸カルシウム)、分散剤(金属石鹸:12-ヒドロキシステアリン酸マグネシウム)を練り込んだペレット(発泡補助材)を表1に示す使用量となるように配合した。 表1に、各成分の使用量(添加量)と作製された成形品の気泡径、発泡倍率を示す。
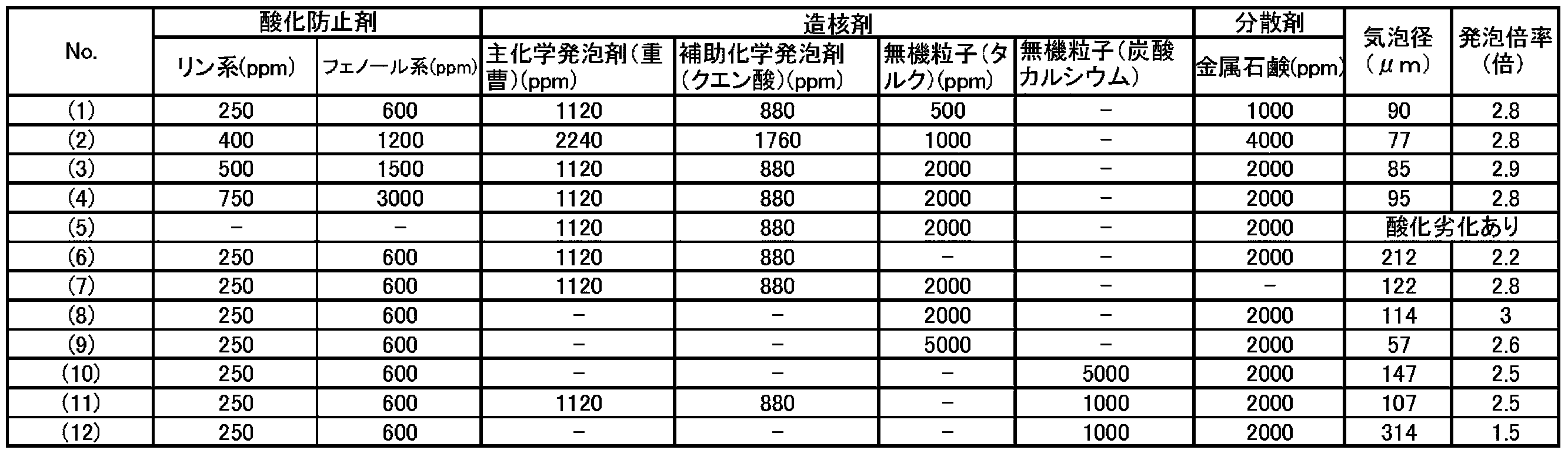
表1に示すサンプル2について、配合方法による相違を調べた。すなわち、酸化防止剤、無機粒子、主化学発泡剤、補助化学発泡剤及び分散剤の全てを含むペレットを原料樹脂ペレットに加えた場合と、各成分を個別に含むペレットを原料樹脂ペレットに加えた場合のそれぞれについて、同一条件で発泡成形を行い、得られた成形品の相違を調べた。その結果、酸化防止剤、無機粒子、主化学発泡剤、補助化学発泡剤及び分散剤の全てを含むペレットを原料樹脂ペレットに加えた場合には、気泡径や発泡倍率等にムラのない均質な成形品が得られた。これに対して、各成分を個別に含むペレットを原料樹脂ペレットに加えた場合には、各添加成分の分散等が不十分で、ムラのある成形品が得られた。
21 環状ダイ
30 型締装置
31,32 分割金型
P パリソン
Claims (12)
- 原料樹脂ペレットと共に混練され発泡成形に供される発泡補助材であって、
希釈樹脂に無機粒子、化学発泡剤、及び分散剤が添加されていることを特徴とする発泡補助材。 - さらに、希釈樹脂に酸化防止剤が添加されていることを特徴とする請求項1記載の発泡補助材。
- 酸化防止剤として、フェノール系酸化防止剤とリン系酸化防止剤が添加されていることを特徴とする請求項2記載の発泡補助材。
- 前記フェノール系酸化防止剤の添加量が1.25~3.75質量%、リン系酸化防止剤の添加量が3.00~15.00質量%、無機粒子の添加量が5.00~10.00質量%、化学発泡剤の添加量が2.80~11.20質量%、化学発泡補助材の添加量が2.20~8.80質量%、分散剤の添加量が5.00~20.00質量%であり、希釈樹脂の割合が31.25~80.75質量%であることを特徴とする請求項3記載の発泡補助材。
- 前記無機粒子がタルクであることを特徴とする請求項1から4のいずれか1項記載の発泡補助材。
- 前記原料樹脂ペレットに用いられる樹脂がポリエチレン系樹脂であることを特徴とする請求項1から5のいずれか1項記載の発泡補助材。
- 希釈樹脂として用いられる樹脂の融点が、原料樹脂ペレットに用いられる樹脂の融点よりも低いことを特徴とする請求項1から5のいずれか1項記載の発泡補助材。
- ペレット状であることを特徴とする請求項1から7のいずれか1項記載の発泡補助材。
- 樹脂材料を発泡成形する発泡成形方法であって、
原料樹脂に対して、無機粒子、化学発泡剤、及び分散剤を予め混合した状態で同時に添加することを特徴とする発泡成形方法。 - 前記無機粒子、化学発泡剤、及び分散剤を希釈樹脂に添加して作製したペレットを原料樹脂ペレットに加え、混練することを特徴とする請求項9記載の発泡成形方法。
- さらに、酸化防止剤を無機粒子、化学発泡剤、及び分散剤と混合した状態で同時に添加することを特徴とする請求項9または10記載の発泡成形方法。
- 発泡ブロー成形であることを特徴とする請求項9から11のいずれか1項記載の発泡成形方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020177018948A KR102058746B1 (ko) | 2014-12-22 | 2015-12-18 | 발포 보조재 및 발포 성형 방법 |
| CN201580071100.6A CN107108937B (zh) | 2014-12-22 | 2015-12-18 | 发泡辅助材料和发泡成型方法 |
| US15/538,924 US10590252B2 (en) | 2014-12-22 | 2015-12-18 | Foaming assistant material and foam-molding method |
| EP15872940.0A EP3239220B1 (en) | 2014-12-22 | 2015-12-18 | Foamed auxiliary material and foamed molding method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014258581A JP6701501B2 (ja) | 2014-12-22 | 2014-12-22 | 発泡ブロー成形方法 |
| JP2014-258581 | 2014-12-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016104372A1 true WO2016104372A1 (ja) | 2016-06-30 |
Family
ID=56150391
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/085530 Ceased WO2016104372A1 (ja) | 2014-12-22 | 2015-12-18 | 発泡補助材及び発泡成形方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10590252B2 (ja) |
| EP (1) | EP3239220B1 (ja) |
| JP (1) | JP6701501B2 (ja) |
| KR (1) | KR102058746B1 (ja) |
| CN (1) | CN107108937B (ja) |
| WO (1) | WO2016104372A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6909394B2 (ja) * | 2014-12-22 | 2021-07-28 | キョーラク株式会社 | 発泡補助材及び発泡成形方法 |
| JP6820499B2 (ja) * | 2016-09-30 | 2021-01-27 | キョーラク株式会社 | ダクトの連結構造及び連結方法 |
| KR102411688B1 (ko) | 2016-09-28 | 2022-06-21 | 교라꾸 가부시끼가이샤 | 성형품 및 그 제조 방법 |
| US20190338099A1 (en) * | 2018-05-07 | 2019-11-07 | Trexel, Inc. | Three-dimensional suction molding method for polymeric foams |
| JP7350482B2 (ja) * | 2018-12-18 | 2023-09-26 | 株式会社カネカ | 無架橋ポリエチレン系樹脂押出発泡ボードおよびその製造方法 |
| KR102700104B1 (ko) * | 2022-12-07 | 2024-08-30 | 홍명주 | 금속 복합 패널 제조 장치 및 이를 이용한 금속 복합 패널 제조 방법 |
| CN116285239B (zh) * | 2023-01-09 | 2024-10-29 | 道恩周氏(青岛)复合包装材料有限公司 | 一种微发泡生物降解膜及其制备方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002128934A (ja) * | 2000-10-31 | 2002-05-09 | Kanegafuchi Chem Ind Co Ltd | ポリプロピレン系樹脂発泡シートの製造方法 |
| JP2003002998A (ja) * | 2001-06-19 | 2003-01-08 | Daicel Chem Ind Ltd | 生分解性樹脂を用いた化学発泡剤マスターバッチ |
| JP2004323726A (ja) * | 2003-04-25 | 2004-11-18 | Toyota Motor Corp | 発泡剤組成物、およびこれを用いるポリオレフィン系発泡体とその製造方法 |
| JP2005139431A (ja) * | 2003-10-16 | 2005-06-02 | Nippon Polystyrene Kk | マスターバッチを用いたポリスチレン系樹脂の成形方法、および、その成形方法によって得られる成形品 |
| WO2006106652A1 (ja) * | 2005-03-31 | 2006-10-12 | Mitsubishi Gas Chemical Company, Inc. | 光反射用ポリカーボネート樹脂組成物 |
| JP2010077193A (ja) * | 2008-09-24 | 2010-04-08 | Panasonic Electric Works Co Ltd | 塩化ビニル樹脂用発泡剤マスターバッチ及び発泡成形体 |
| CN102329447A (zh) * | 2011-10-19 | 2012-01-25 | 湖北祥源新材科技有限公司 | 高效隔热环保阻燃改性聚烯烃室内保温泡棉及其制法 |
| JP2012525472A (ja) * | 2009-05-01 | 2012-10-22 | アーケマ・インコーポレイテッド | 発泡ポリフッ化ビニリデン構造物 |
| JP2013142146A (ja) * | 2012-01-12 | 2013-07-22 | Tosoh Corp | 発泡剤マスターバッチ、およびそれを使用した発泡成形体 |
| JP2014047320A (ja) * | 2012-09-03 | 2014-03-17 | Unitika Ltd | 発泡剤組成物ペレットおよびその製造方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4528155A (en) * | 1983-07-12 | 1985-07-09 | Alcan Aluminum Corporation | Production of cross-linked polymeric extruded articles |
| JP4257826B2 (ja) * | 2002-09-30 | 2009-04-22 | 株式会社ジェイエスピー | ポリプロピレン系樹脂発泡成形体の製造方法 |
| US6858805B2 (en) * | 2003-05-08 | 2005-02-22 | Commscope Properties Llc | Cable with foamed plastic insulation comprising and ultra-high die swell ratio polymeric material |
| EP2137246A2 (en) * | 2007-04-11 | 2009-12-30 | Ingenia Polymers Inc. | Fine cell foamed polyolefin film or sheet |
| US20100190878A1 (en) * | 2008-12-24 | 2010-07-29 | Sumitomo Chemical Company, Limited | Polyolefin resin composition and foam molded article |
| KR101083277B1 (ko) | 2009-01-20 | 2011-11-17 | 경향산업주식회사 | 금속스테아레이트가 포함된 발포조성물 및 이를 이용한 발포성형체 제조방법 |
| JP5709390B2 (ja) | 2010-03-19 | 2015-04-30 | 株式会社イノアックコーポレーション | 自動車用ダクト |
| CN101851362A (zh) * | 2010-05-28 | 2010-10-06 | 金发科技股份有限公司 | 一种聚烯烃无卤阻燃型注塑级木塑复合材料及其制备方法 |
| JP2012136598A (ja) | 2010-12-24 | 2012-07-19 | Tosoh Corp | 発泡シートおよび容器 |
| US9309384B2 (en) | 2011-03-08 | 2016-04-12 | Kaneka Corporation | Polyethylene resin foamed particles, polyethylene resin in-mold foam molded article, and method for producing polyethylene resin foamed particles |
| JP5982870B2 (ja) * | 2012-02-28 | 2016-08-31 | キョーラク株式会社 | 発泡ダクト |
| MY170283A (en) * | 2012-09-12 | 2019-07-16 | Kaneka Corp | Polyethylene-based resin foamed particles, polyethylene-based resin in-mold-foam-molded body, and method for producing polyethylene-based resin foamed particles |
| KR101425039B1 (ko) * | 2013-01-28 | 2014-08-01 | 엘지전자 주식회사 | 발포성형방법, 발포제 및 발포 플라스틱 |
| JP6541938B2 (ja) * | 2013-05-14 | 2019-07-10 | 株式会社ジェイエスピー | ダクト |
| CN105593567A (zh) * | 2013-09-30 | 2016-05-18 | 阪东化学株式会社 | 平带及其制造方法 |
-
2014
- 2014-12-22 JP JP2014258581A patent/JP6701501B2/ja active Active
-
2015
- 2015-12-18 US US15/538,924 patent/US10590252B2/en active Active
- 2015-12-18 EP EP15872940.0A patent/EP3239220B1/en active Active
- 2015-12-18 WO PCT/JP2015/085530 patent/WO2016104372A1/ja not_active Ceased
- 2015-12-18 CN CN201580071100.6A patent/CN107108937B/zh active Active
- 2015-12-18 KR KR1020177018948A patent/KR102058746B1/ko active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002128934A (ja) * | 2000-10-31 | 2002-05-09 | Kanegafuchi Chem Ind Co Ltd | ポリプロピレン系樹脂発泡シートの製造方法 |
| JP2003002998A (ja) * | 2001-06-19 | 2003-01-08 | Daicel Chem Ind Ltd | 生分解性樹脂を用いた化学発泡剤マスターバッチ |
| JP2004323726A (ja) * | 2003-04-25 | 2004-11-18 | Toyota Motor Corp | 発泡剤組成物、およびこれを用いるポリオレフィン系発泡体とその製造方法 |
| JP2005139431A (ja) * | 2003-10-16 | 2005-06-02 | Nippon Polystyrene Kk | マスターバッチを用いたポリスチレン系樹脂の成形方法、および、その成形方法によって得られる成形品 |
| WO2006106652A1 (ja) * | 2005-03-31 | 2006-10-12 | Mitsubishi Gas Chemical Company, Inc. | 光反射用ポリカーボネート樹脂組成物 |
| JP2010077193A (ja) * | 2008-09-24 | 2010-04-08 | Panasonic Electric Works Co Ltd | 塩化ビニル樹脂用発泡剤マスターバッチ及び発泡成形体 |
| JP2012525472A (ja) * | 2009-05-01 | 2012-10-22 | アーケマ・インコーポレイテッド | 発泡ポリフッ化ビニリデン構造物 |
| CN102329447A (zh) * | 2011-10-19 | 2012-01-25 | 湖北祥源新材科技有限公司 | 高效隔热环保阻燃改性聚烯烃室内保温泡棉及其制法 |
| JP2013142146A (ja) * | 2012-01-12 | 2013-07-22 | Tosoh Corp | 発泡剤マスターバッチ、およびそれを使用した発泡成形体 |
| JP2014047320A (ja) * | 2012-09-03 | 2014-03-17 | Unitika Ltd | 発泡剤組成物ペレットおよびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3239220A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102058746B1 (ko) | 2019-12-23 |
| KR20170093230A (ko) | 2017-08-14 |
| CN107108937A (zh) | 2017-08-29 |
| EP3239220A1 (en) | 2017-11-01 |
| EP3239220A4 (en) | 2018-05-16 |
| EP3239220B1 (en) | 2020-10-28 |
| US20170342231A1 (en) | 2017-11-30 |
| CN107108937B (zh) | 2021-07-02 |
| JP2016117835A (ja) | 2016-06-30 |
| JP6701501B2 (ja) | 2020-05-27 |
| US10590252B2 (en) | 2020-03-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2016104372A1 (ja) | 発泡補助材及び発泡成形方法 | |
| JP6468413B2 (ja) | 発泡ブロー成形品及び発泡ブロー成形方法 | |
| KR102365289B1 (ko) | 무기 물질 분말 배합 열가소성 수지 조성물 및 성형품 | |
| CN102070841B (zh) | 采用复合发泡剂的聚丙烯泡沫片材及其生产方法 | |
| US20040162358A1 (en) | Composition for polyolefin resin foam and foam thereof, and method for producing foam | |
| US20150183142A1 (en) | Method to direct compound extruded structure for the production of irradiation crosslinked polypropylene foam | |
| WO2014042189A1 (ja) | ポリエチレン系樹脂発泡粒子、ポリエチレン系樹脂型内発泡成形体、およびポリエチレン系樹脂発泡粒子の製造方法 | |
| WO2018092481A1 (ja) | シートの製造方法、樹脂成形体の製造方法及びシート | |
| KR101837958B1 (ko) | 수지 발포 시트 및 수지 발포 시트의 제조 방법 | |
| JP6909394B2 (ja) | 発泡補助材及び発泡成形方法 | |
| US10619014B2 (en) | Masterbatch formulation and formation | |
| JP6414435B2 (ja) | 発泡ブロー成形品 | |
| JP2006089637A (ja) | ポリプロピレン系樹脂発泡シートの製造方法 | |
| JP2013014681A (ja) | 自動車装備部品 | |
| US20200307049A1 (en) | Liquid injection barrel element for barrel extruder | |
| JP7187726B1 (ja) | 樹脂加工機械用洗浄剤、その製造方法、及び樹脂加工機械内の洗浄方法 | |
| JP2021172749A (ja) | ポリエチレン系押出発泡体 | |
| JP2021172748A (ja) | ポリエチレン系押出発泡体 | |
| WO2022215741A1 (ja) | 難燃性樹脂組成物及び難燃性樹脂成形体 | |
| JP2010116492A (ja) | ポリプロピレン樹脂組成物の製造方法および品質管理方法 | |
| JP2003026841A (ja) | ポリオレフィン系樹脂発泡体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15872940 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15538924 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20177018948 Country of ref document: KR Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015872940 Country of ref document: EP |