WO2016104813A1 - 方向性電磁鋼板およびその製造方法 - Google Patents
方向性電磁鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2016104813A1 WO2016104813A1 PCT/JP2015/086588 JP2015086588W WO2016104813A1 WO 2016104813 A1 WO2016104813 A1 WO 2016104813A1 JP 2015086588 W JP2015086588 W JP 2015086588W WO 2016104813 A1 WO2016104813 A1 WO 2016104813A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- annealing
- rolled
- hot
- recrystallization annealing
- primary recrystallization
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1277—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a particular surface treatment
- C21D8/1288—Application of a tension-inducing coating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the heat treatment
- C21D8/1261—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the heat treatment
- C21D8/1272—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1277—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a particular surface treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1277—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a particular surface treatment
- C21D8/1283—Application of a separating or insulating coating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/004—Very low carbon steels, i.e. having a carbon content of less than 0,01%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/02—Pretreatment of the material to be coated
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/08—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases only one element being applied
- C23C8/24—Nitriding
- C23C8/26—Nitriding of ferrous surfaces
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/40—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using liquids, e.g. salt baths, liquid suspensions
- C23C8/42—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using liquids, e.g. salt baths, liquid suspensions only one element being applied
- C23C8/48—Nitriding
- C23C8/50—Nitriding of ferrous surfaces
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/80—After-treatment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/16—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/16—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets
- H01F1/18—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets with insulating coating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the working steps
- C21D8/1222—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the working steps
- C21D8/1233—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the heat treatment
- C21D8/1255—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the heat treatment with diffusion of elements, e.g. decarburising, nitriding
Definitions
- the present invention relates to a grain-oriented electrical steel sheet having a high-strength coating and having excellent magnetic properties, and a method for producing a grain-oriented electrical steel sheet that can be obtained at low cost.
- a grain-oriented electrical steel sheet is a soft magnetic material used as a core material for transformers and generators, and has a crystal structure in which the ⁇ 001> orientation, which is the easy axis of iron, is highly aligned in the rolling direction of the steel sheet. .
- priority is given to grains having a (110) [001] orientation, which is called a Goss orientation, during secondary recrystallization annealing (finish annealing) during the production process of grain-oriented electrical steel sheets. It is formed through secondary recrystallization that grows enormously.
- such grain-oriented electrical steel sheets are heated to 1300 ° C. or higher by heating a slab containing about 4.5 mass% or less of Si and an inhibitor component such as MnS, MnSe, or AlN to temporarily dissolve the inhibitor component. After that, it is hot-rolled to form a hot-rolled sheet. If necessary, the hot-rolled sheet is subjected to hot-rolled sheet annealing, and then the hot-rolled sheet is subjected to cold rolling at least once with one or intermediate annealing in between. The cold-rolled sheet having the final thickness is then subjected to primary recrystallization annealing in a wet hydrogen atmosphere to perform primary recrystallization and decarburization, and then primary recrystallization annealing. It has been manufactured by applying an annealing separator mainly composed of magnesia (MgO) to a plate and then performing final finishing annealing at 1200 ° C. for about 5 hours for secondary recrystallization and purification of inhibitor components.
- MgO magnesia
- a coating is formed on the surface in order to impart insulation, workability, rust prevention, and the like.
- a surface film is generally composed of a base film mainly composed of forsterite formed at the time of final finish annealing, and a phosphate-based topcoat film formed thereon. These coatings are formed at a high temperature and have a low coefficient of thermal expansion, so that tension is applied to the steel sheet due to the difference in thermal expansion coefficient between the steel sheet and the coating when the temperature is lowered to room temperature, thereby reducing iron loss. effective.
- High tension also has the effect of reducing external processing and stress sensitivity (magnetic properties due to compression, mainly deterioration of iron loss, deterioration of magnetostriction properties, and deterioration of noise properties when used as a transformer core). ing. Therefore, in addition to the purpose of improving the iron loss characteristics, it is important to form a film capable of imparting high tension to the steel sheet.
- Non-Patent Document 1 describes that when a ceramic such as TiN having a smaller thermal expansion coefficient is used to obtain a higher tension than a forsterite film or a phosphoric acid-based coating, a significant improvement in magnetic properties is achieved. Has been.
- Patent Document 1 reports that a film having high tensile properties can be formed by containing an appropriate amount of TiN in the forsterite film. In order to form a film having higher tensile properties, a film having a higher TiN ratio and a method for producing the same are required. Furthermore, as a method of using pure TiN as an undercoat for a grain-oriented electrical steel sheet, a method of applying chemical or physical vapor deposition (for example, Patent Document 2) has been proposed. Equipment was necessary, which caused the manufacturing cost to increase significantly.
- the inventors considered that it is possible to form TiN without adding a process specially by using the thermal energy at the time of nitriding process and finish annealing in the manufacturing process of grain-oriented electrical steel sheet, As a result of earnest examination, new knowledge was obtained.
- the present invention advantageously solves the above-described problems, and provides a grain-oriented electrical steel sheet having a high TiN ratio base film advantageous for imparting tension to the steel sheet and having excellent magnetic properties.
- An object of the present invention is to provide a method for producing a grain-oriented electrical steel sheet capable of producing a simple grain-oriented electrical steel sheet without performing a significant additional process.
- the inventors first considered the following mechanism in order to form the TiN coating during finish annealing, and further obtained new knowledge based on the verification experiment shown below.
- the finish annealing of the grain-oriented electrical steel sheet generally uses a high temperature of 1100 ° C. or higher and a hydrogen atmosphere. Also, various metal oxides are reduced when annealed in a high-temperature hydrogen atmosphere.
- the grain-oriented electrical steel sheet that has been subjected to nitriding treatment although a large amount of nitrogen is present in the steel, it is actually discharged out of the system during the subsequent finish annealing. It is known that the amount of nitrogen is greatly reduced.
- TiO 2 is added to the annealing separator, it is considered that TiO 2 is reduced and decomposed to form metal Ti in a hydrogen atmosphere, and nitrogen that is going to be discharged out of the system by purification is Since it has a high affinity for metal Ti, it may be trapped by Ti to form TiN.
- TiO 2 is mixed so as to be a ratio of 5 g with respect to 100 g of the annealing separator having MgO as a main ingredient, and an alkaline earth metal hydroxide is also added so as to be a ratio of 3 g with respect to 100 g of the annealing separator. And hydrated to give a slurry. Thereafter, as in the final baked dry state a basis weight of 10 g / m 2 (containing Ti compound 0.28 g / m 2 of Ti mass conversion), and applying the slurry to each specimen.
- FIG. 1 shows the appearance of a sample in which the amount of nitrogen in the steel after nitriding was 220 mass ppm and the soaking temperature was 880 ° C., and a slightly dull golden film was formed.
- the peak value observed in the range of 42 ° ⁇ 2 ⁇ ⁇ 43 ° is the highest among the peaks indicating TiN, and when this is defined as PTiN, the peaks indicating forsterite are all lower than PTiN.
- a peak indicating forsterite where the peak position does not overlap with TiN is recognized at 35 ° ⁇ 2 ⁇ ⁇ 36 °.
- PMg 2 SiO 4 PMg 2 SiO 4 is 2 / less than PTiN.
- the strength was about 3.
- FIG. 3 shows a range in which PTiN ⁇ PMg 2 SiO 4 was obtained by this verification experiment.
- the left photograph of FIG. 1 shows the appearance of a sample in which the amount of nitrogen in the steel after nitriding was 30 mass ppm and the soaking temperature was 880 ° C., and was not a golden film appearance. Further, the X-ray diffraction result of this comparative example was PTiN ⁇ PMg 2 SiO 4 .
- the coating on one side of the test piece was removed and the amount of warpage was compared.
- the test piece of PTiN ⁇ PMg 2 SiO 4 It was confirmed that the amount of warpage was about twice that of the test piece. Further, the amount of warping of the test piece of PTiN ⁇ PMg 2 SiO 4 was larger than that of the test piece of PTiN ⁇ PMg 2 SiO 4 .
- the amount of warpage of the steel sheet when the coating on the test piece side is removed serves as an index for quantitatively evaluating the tension applied to the steel sheet by the coating.
- the gist configuration of the present invention is as follows. 1.
- the peak value PTiN of TiN (Osbornite) recognized in the range of 42 ° ⁇ 2 ⁇ ⁇ 43 ° and the peak of SiO 2 (Cristobalite) observed in 23 ° ⁇ 2 ⁇ ⁇ 25 °
- the value PSiO 2 is both greater than 0 and has a base coating satisfying the relationship of PTiN ⁇ PSiO 2 , and the iron loss W 17/50 is 1.0 W / kg or less. Electrical steel sheet.
- a method for producing the grain-oriented electrical steel sheet according to 1 or 2 By mass%, C: 0.001 to 0.10%, Si: 1.0 to 5.0%, Mn: 0.01 to 0.5%, one or two selected from S and Se For a total of 0.002 to 0.040%, sol.
- the amount of nitrogen in the steel after the nitriding treatment is 150 mass ppm or more and 1000 mass ppm or less
- Said annealing separating agent, a Ti compound is contained 0.10 g / m 2 or more 1.5 g / m 2 or less of Ti mass conversion
- soaking is performed at a predetermined temperature of 800 to 950 ° C. in an oxidizing atmosphere of PH 2 O / PH 2 : 0.05 or more for 20 hours or more, and then a temperature of 1000 ° C. or more.
- a method for producing a grain-oriented electrical steel sheet characterized by annealing in an atmosphere containing H 2 in a range for 5 hours or more.
- a method for producing the grain-oriented electrical steel sheet according to 2 above By mass%, C: 0.001 to 0.10%, Si: 1.0 to 5.0%, Mn: 0.01 to 0.5%, one or two selected from S and Se For a total of 0.002 to 0.040%, sol.
- a steel slab containing Al: 0.001 to 0.050%, N: 0.0010 to 0.020%, with the balance consisting of Fe and inevitable impurities, hot-rolled into a hot-rolled sheet Obtaining a step; A step of subjecting the hot-rolled sheet to hot-rolled sheet annealing as necessary; Then, a process of obtaining a cold-rolled sheet having a final sheet thickness by subjecting the hot-rolled sheet to cold rolling twice or more sandwiching intermediate annealing, Thereafter, a step of subjecting the cold-rolled sheet to primary recrystallization annealing to obtain a primary recrystallization annealing plate, A step of nitriding the cold-rolled plate during the primary recrystallization annealing or the primary recrystallization annealing plate after the primary recrystallization annealing; Then, an annealing separator is applied to the primary recrystallization annealing plate, and a secondary recrystallization annealing is performed.
- the amount of nitrogen in the steel after the nitriding treatment is 150 mass ppm or more and 1000 mass ppm or less
- the annealing separator contains a MgO as main agent
- a Ti oxide or Ti silicide is contained in 0.10 g / m 2 or more 1.5 g / m 2 or less in the range of Ti mass conversion
- soaking is performed at a predetermined temperature of 800 to 950 ° C. in an oxidizing atmosphere of PH 2 O / PH 2 : 0.05 or more for 20 hours or more, and then a temperature of 1000 ° C. or more.
- a method for producing a grain-oriented electrical steel sheet characterized by annealing in an atmosphere containing H 2 in a range for 5 hours or more.
- Ni 0.005 to 1.50%
- Sn 0.01 to 0.50%
- Sb 0.005 to 0.50%
- Cu 0.01 to 0.50%
- Cr 0.01 to 1.50%
- P 0.0050 to 0.50%
- Mo 0.01 to 0.50%
- Nb 0.0005 to 0.0100%
- Ti 0.0005 to 0.0100%
- B 0.0001 to 0.0100%
- Bi 0.0005 to 0.0100%
- the grain-oriented electrical steel sheet of the present invention has an undercoat with a high TiN ratio, which is advantageous for imparting tension to the steel sheet, and has excellent magnetic properties.
- a base film having a high TiN ratio that is advantageous for imparting tension to the steel sheet without performing a significant additional process, A grain-oriented electrical steel sheet having excellent magnetic properties can be obtained.
- FIG. 1 It is the external appearance photograph of the steel plate which has the base film from which TiN ratio differs obtained in verification experiment.
- FIG. 1 it is the graph which showed the result of having carried out 2 (theta) measurement by producing
- ROG 1500 made from Rigaku, Cu source
- the present invention basically relates to a grain-oriented electrical steel sheet in which a base film having a high TiN ratio is formed and high tension is applied by the base film.
- the manufacturing conditions other than the formation method of the undercoat are preferably used for general conditions, except for the amount of nitrogen in the steel after nitriding described below. There is no particular limitation.
- the present invention finds that a base film having a high TiN ratio as described above can be formed by a new forming method that has not been conventionally used, and also proposes a manufacturing method thereof. Basically, until the decarburization annealing, it can be done by many known methods for producing electrical steel sheets. However, those outside the following steel slab component ranges are suitable for secondary recrystallization. Since an annealed plate cannot be obtained, its preferred range exists. Hereinafter, the reason for limitation of the suitable range of each element in a steel slab and a grain-oriented electrical steel sheet will be described. In addition, unless otherwise indicated, the "%" display regarding a component composition shall mean the mass%.
- C 0.001 to 0.10%
- C is an element useful for improving the primary recrystallized texture.
- the C content is 0.10. % Or less is preferable.
- the C content is more preferably 0.08% or less.
- the desirable C content from the viewpoint of texture improvement is 0.01% or more, but when the required magnetic property level is not so high, the decarburization process in the primary recrystallization annealing is omitted or simplified. Therefore, the lower limit of the C content may be reduced to 0.001%.
- Si 1.0 to 5.0% Since Si is a useful element that improves iron loss by increasing electric resistance, it is desirable to contain 1.0% or more. However, if the Si content exceeds 5.0%, the cold rolling property is remarkably deteriorated, so the Si content is preferably 5.0% or less. Further, the more desirable Si content from the viewpoint of iron loss and manufacturability is in the range of 1.5 to 4.5%.
- Mn 0.01 to 0.5%
- Mn is a component that combines with S and Se to form MnSe and MnS and exerts an inhibitory action. It also has the effect of improving hot workability during manufacturing. However, such an effect cannot be obtained with a Mn content of 0.01% or less.
- the Mn content exceeds 0.5%, the primary recrystallization texture deteriorates and the magnetic properties are deteriorated, so the upper limit is preferably 0.5%.
- Al 0.001 to 0.050%
- Al is a useful component that forms an AlN in the steel and acts as an inhibitor as a dispersed second phase.
- the Al content is less than 0.01%, a sufficient precipitation amount cannot be secured.
- the amount of AlN precipitated after nitriding becomes excessive, so that the ability to suppress grain growth becomes too high, and secondary recrystallization does not occur even when annealed to a high temperature.
- Si 3 N 4 not containing Al may be precipitated due to the balance with the amount of nitrogen.
- Al When Si 3 N 4 is allowed to function as an inhibitor, Al may not necessarily be contained in a large amount, but Al itself has a high oxygen affinity. Therefore, by adding a small amount in the steelmaking stage, the amount of dissolved oxygen in the steel can be reduced. It has the effect of suppressing characteristic deterioration through reducing and reducing oxides and inclusions in steel. For this reason, in this invention, magnetic deterioration can be suppressed by adding in 0.001% or more of range as acid-soluble Al.
- N 0.0010 to 0.020%
- N is a necessary component for forming AlN.
- Nitrogen required as an inhibitor during secondary recrystallization can be supplied by nitriding in a subsequent process, but if the N content is less than 0.0010%, crystal grain growth is excessive in the annealing process up to the nitriding process And may cause grain boundary cracking in the cold rolling process. Moreover, when it exceeds 0.020%, blistering etc. will be produced at the time of slab heating. For this reason, the N content is preferably in the range of 0.0010 to 0.020%.
- sol. Al and N are sol.
- Al is contained in an amount of 0.01% or more, and N is sol. It is preferable to control the amount of Al to less than [14 / 26.98]. This is because AlN can be newly precipitated in the steel during nitriding.
- Total of one or two selected from S and Se are useful components that combine with Mn and Cu to form MnSe, MnS, Cu 2-x Se, and Cu 2-x S and exhibit an inhibitory action as a dispersed second phase in steel. If the total content of S and Se is less than 0.002%, the effect of addition is poor. On the other hand, if it exceeds 0.040%, not only the solid solution during slab heating becomes incomplete, but also the product surface. Cause defects. For this reason, the total content is preferably in the range of 0.002 to 0.040% in either case of single addition or composite addition.
- the important elements in the slab have been described.
- the following optional additional elements can be appropriately contained as components that improve the magnetic properties more stably industrially.
- Ni 0.005 to 1.50%
- Ni works to improve the magnetic properties by increasing the uniformity of the hot-rolled sheet structure, and for that purpose, it is preferable to contain 0.005% or more, but when the Ni content exceeds 1.50% Since secondary recrystallization becomes difficult and magnetic properties deteriorate, the Ni content is preferably 0.005 to 1.50%.
- Sn 0.01 to 0.50%
- Sn is a useful element that suppresses nitridation and oxidation of a steel sheet during secondary recrystallization annealing, promotes secondary recrystallization of crystal grains having a good crystal orientation, and improves magnetic properties. 0.01% or more is preferable, but if it exceeds 0.50%, the cold rolling property deteriorates, so the Sn content is preferably 0.01 to 0.50%.
- Sb 0.005 to 0.50%
- Sb is a useful element that effectively suppresses nitridation and oxidation of a steel sheet during secondary recrystallization annealing, promotes secondary recrystallization of crystal grains having a good crystal orientation, and effectively improves magnetic properties.
- it is preferable to contain 0.005% or more, but if it exceeds 0.50%, cold rollability deteriorates, so the Sb content is 0.005 to 0.50%. It is desirable to do.
- Cu 0.01 to 0.50%
- Cu has the function of suppressing the oxidation of the steel sheet during the secondary recrystallization annealing and promoting the secondary recrystallization of crystal grains having a good crystal orientation to effectively improve the magnetic properties.
- the content of Cu is preferably 0.01% or more, but if it exceeds 0.50%, the hot rolling property is deteriorated, so the Cu content is preferably 0.01 to 0.50%.
- Cr 0.01 to 1.50%
- Cr has a function of stabilizing the formation of the forsterite film, and for that purpose, it is preferably contained in an amount of 0.01% or more.
- the Cr content exceeds 1.50%, secondary recrystallization is difficult. Thus, the magnetic properties are deteriorated, so the Cr content is preferably 0.01 to 1.50%.
- P 0.0050 to 0.50%
- P has a function of stabilizing the formation of the forsterite film.
- P is preferably contained in an amount of 0.0050% or more, but if the P content exceeds 0.50%, the cold rollability deteriorates.
- the P content is preferably 0.0050 to 0.50%.
- Mo 0.01 to 0.50%
- Nb 0.0005 to 0.0100%
- Mo and Nb have an effect of suppressing sag after hot rolling through suppression of cracking due to temperature change during slab heating. If these are not contained above the above lower limit, the effect of suppressing scabs is small, and if it exceeds the upper limit, carbide loss and deterioration are caused when remaining to the final product by forming carbides and nitrides. For this reason, it is desirable to set it as the above-mentioned range.
- the balance other than the above important elements and optional added elements is Fe and inevitable impurities.
- the amount of oxygen (O) as an impurity is 50 mass ppm or more, it causes inclusions such as coarse oxides, which inhibits the rolling process and causes non-uniform primary recrystallized structure.
- the inclusion itself deteriorates the magnetic characteristics, it is preferable to suppress it to less than 50 mass ppm.
- the steel slab adjusted to the above-mentioned preferred component composition range is hot-rolled without being reheated or after being reheated to obtain a hot plate.
- reheating temperature shall be about 1000 degreeC or more and about 1350 degrees C or less. Since the nitriding treatment is performed before the secondary recrystallization annealing and the inhibitor is reinforced, it is not necessary to finely disperse precipitates by complete solid solution in the hot rolling process. High temperature slab heating is not necessary.
- the reheating temperature is preferably 1000 ° C. or higher.
- the hot-rolled sheet is subjected to hot-rolled sheet annealing as necessary.
- the cold rolled sheet having the final sheet thickness is obtained by subjecting the hot rolled sheet to cold rolling or cold rolling at least twice with intermediate annealing.
- This cold rolling may be performed at normal temperature, or may be warm rolling in which the steel sheet temperature is raised to a temperature higher than normal temperature, for example, about 250 ° C.
- primary recrystallization annealing is performed on the cold-rolled sheet to obtain a primary recrystallization annealing sheet.
- the purpose of this primary recrystallization annealing is to adjust the primary recrystallization grain size optimal for secondary recrystallization by primary recrystallization of a cold-rolled sheet having a rolled structure.
- the annealing temperature of the primary recrystallization annealing is about 800 ° C. or more and less than 950 ° C.
- the annealing atmosphere at this time may also serve as decarburization annealing by making it a wet hydrogen nitrogen or wet hydrogen argon atmosphere.
- Nitriding treatment is performed on the cold-rolled sheet during the primary recrystallization annealing or on the primary recrystallization annealed plate after the primary recrystallization annealing.
- the method of nitriding is not particularly limited as long as the amount of nitrogen in the steel can be set to 150 mass ppm or more and 1000 mass ppm or less after nitriding.
- the amount of nitrogen in the steel after nitriding is less than 150 mass ppm, the TiN ratio in the undercoat after finish annealing is low, and the effects of the present invention may not be obtained.
- the upper limit of the amount of nitrogen in the steel after nitriding is 1000 ppm by mass.
- the preferable range of the amount of nitrogen in the steel after nitriding is 200 mass ppm or more and 800 mass ppm or less. The reason for this is that if it is out of the above range, a heat pattern suitable for forming a film having a high TiN ratio cannot be obtained.
- gas nitriding may be performed using an NH 3 atmosphere gas in a coil form, which has been performed in the past, or nitriding may be continuously performed on a running strip. It is also possible to use salt bath nitriding or the like having a higher nitriding ability than gas nitriding.
- salt bath nitriding or the like having a higher nitriding ability than gas nitriding.
- nitriding not only gas nitriding and salt bath nitriding, but many methods such as gas soft nitriding and plasma are industrialized, and any method can be used.
- An annealing separator is applied to the surface of the primary recrystallization annealing plate after the primary recrystallization annealing and nitriding treatment.
- finish annealing in order to supply metal Ti, a Ti compound that decomposes when conditions of atmosphere and temperature are in place and can be handled safely in production is contained in the annealing separator.
- Ti-containing compounds are often highly reactive and difficult to handle safely in production, but in the present invention, it is preferable to use Ti oxide or Ti silicide.
- Ti compounds is contained in 0.10 g / m 2 or more 1.5 g / m 2 or less in the range in terms of Ti. If less than 0.10 g / m 2 in terms of Ti, a film having a high TiN ratio cannot be formed on the steel sheet. On the other hand, when it exceeds 1.5 g / m 2 , the metal Ti penetrates into the steel, and TiN is formed in the steel, resulting in the final deterioration of magnetic properties.
- an appropriate oxide having a melting point higher than the secondary recrystallization annealing temperature such as alumina (Al 2 O 3 ) or calcia (CaO) can be used, but MgO is used. Is preferred.
- the main agent means a component exceeding 50% by mass.
- alkaline earth metal hydroxide in the range of 2 to 10 g with respect to 100 g of MgO. This is because, when alkaline earth metal hydroxide is not used in various experiments, or when alkaline earth metal sulfate is used, the effect of forming a base film having a high TiN ratio is inferior. Although the cause of this is not clear, alkaline earth metal hydroxides retain decomposed metal Ti on the surface of the steel sheet, change the decomposition temperature by forming an intermediate with the Ti compound, etc. I think that it may have one of the effects of promoting the replacement of.
- secondary recrystallization annealing (finish annealing) is subsequently performed.
- finishing annealing soaking is performed at a predetermined temperature of 800 ° C. to 950 ° C. for 20 hours or more in an oxidizing atmosphere of PH 2 O / PH 2 : 0.05 or more.
- a predetermined temperature 800 ° C. to 950 ° C. for 20 hours or more in an oxidizing atmosphere of PH 2 O / PH 2 : 0.05 or more.
- the atmospheric gas introduction amount to 2500 mL / kg ⁇ h or less per steel plate unit mass (kg) and unit time (h).
- the soaking annealing itself is performed in the vicinity of the secondary recrystallization temperature, so that it has a good effect on the secondary recrystallization. Therefore, when the secondary recrystallization temperature is known, the soaking is performed at that temperature. By heating, better magnetic properties can be obtained.
- the atmosphere during the soaking is set to an oxidizing atmosphere of PH 2 O / PH 2 : 0.05 or more, preferably 0.08 or more.
- PH 2 O / PH 2 a nitrogen and argon mixed atmosphere.
- PH 2 O / PH 2 becomes “infinity” and a highly oxidizing atmosphere is obtained.
- oxidation occurs on the surface layer of the steel sheet.
- this oxide layer temporarily restrains the nitrogen that escapes as a gas out of the system near the surface layer and reacts with Ti. It is thought that time is secured.
- the amount of gas introduced is preferably such that the amount of gas introduced per unit weight (kg) and unit time (h) of the steel sheet is 2500 ml / kg ⁇ h or less. It becomes difficult to obtain. Note that this is not the case when a gas containing moisture can be supplied.
- H 2 gas is a useful gas for forming a forsterite film.
- H 2 gas leads to a decrease in atmospheric oxidation (PH 2 O / PH 2 ). It is not suitable for thermal annealing. Further, such atmospheric oxidization promotes the alteration of the Ti compound, and the decomposition temperature of the compound may be set to an appropriate temperature.
- the soaking annealing time at 800 ° C. to 950 ° C. is 20 hours or more. This is because if it is less than 20 hours, the base coating film desired in the present invention is not formed, and it is disadvantageous for good secondary recrystallization. From this viewpoint, it is preferably 30 hours or longer.
- the upper limit of the soaking time is not particularly limited, but soaking for more than 150 hours is unnecessary for both secondary recrystallization and changes in physical properties of the Ti compound, and 150 hours from an industrial viewpoint. It can be as follows.
- annealing is performed for 5 hours or more in an atmosphere containing H 2 in a temperature range of 1000 ° C. or higher.
- the purpose is to reduce the Ti oxide directly with hydrogen to form metallic Ti.
- Ti silicide is in a state where the oxidizing property during annealing is increased by H 2 O generated in the middle, an atmosphere having a reducing action is required.
- the decomposition temperature of silicide is even higher, but in the present invention, it is expected that the decomposition temperature of silicide is changed by soaking at 800 ° C. to 950 ° C.
- the atmosphere at 1000 ° C. or higher is preferably an atmosphere containing 50% by volume or more of H 2 . This is because when the H 2 is less than 50% by volume, the above effect cannot be obtained sufficiently. From this viewpoint, H 2 is preferably 70% by volume or more, and most preferably 100% by volume.
- the annealing temperature profile in the temperature range of 1000 ° C. or higher is not particularly limited, but the annealing time in this temperature range is 5 hours or more. This is because when the time is less than 5 hours, the Ti compound is not sufficiently decomposed and the formation of TiN is insufficient. From this viewpoint, it is preferably 8 hours or longer.
- the upper limit of the annealing time in this temperature range is not specifically limited, It is preferable to set it as 100 hours or less from a viewpoint of maintaining a coil shape.
- an undercoat having a high TiN ratio is formed on the steel sheet surface.
- TiN (Osbornite) peak value PTiN found in the range of 42 ° ⁇ 2 ⁇ ⁇ 43 ° and Mg 2 SiO found in 35 ° ⁇ 2 ⁇ ⁇ 36 ° by analysis using thin film X-ray diffraction.
- 4 (Forsterite) peak value PMg 2 SiO 4 is both greater than 0 and satisfies the relationship of PTiN ⁇ PMg 2 SiO 4 , and has a higher film tension than a normally obtained forsterite film. Have. And when satisfy
- the annealing separator does not contain MgO as the main agent, Mg 2 SiO 4 is hardly formed. In that case, as a result of the oxidation of the surface layer, SiO 2 is formed.
- a characteristic peak of SiO 2 (Cristobalite) is observed in a range of 23 ° ⁇ 2 ⁇ ⁇ 25 °, and when a relationship of PTiN ⁇ PSiO 2 is also observed between the peak values PSiO 2 and PTiN, Mg 2 It becomes a film that exhibits a gold color more than the case where SiO 4 is mixed, and has a high film tension as in the case where Mg 2 SiO 4 is mixed.
- the undercoat film has a peak value PTiN of TiN (Osbornite) found in the range of 42 ° ⁇ 2 ⁇ ⁇ 43 ° and 23 ° ⁇ 2 ⁇ ⁇ 25 ° as analyzed by thin film X-ray diffraction.
- the recognized SiO 2 (Cristobalite) peak value PSiO 2 is both greater than 0 and satisfies the relationship of PTiN ⁇ PSiO 2 , and this undercoating is the same as when Mg 2 SiO 4 is mixed. It will have a high film tension.
- An insulating film can be further applied and baked on the base film.
- the type of the insulating coating is not particularly limited, and any conventionally known insulating coating is suitable.
- a coating solution containing phosphate-chromate-colloidal silica described in JP-A-50-79442 and JP-A-48-39338 is applied to a steel plate and baked at about 800 ° C. The method is preferred.
- the shape of the steel sheet can be adjusted by flattening annealing, and this flattening annealing can be combined with the baking treatment of the insulating film.
- Example 1> Si: 3.13%, C: 0.05%, Mn: 0.06%, S: 0.003%, Al and N are contained in the ratios shown in Table 1, and other components include Ni and Sn. , Sb, Cu, Cr, P, Mo, Nb, Ti are contained in the ratios shown in Table 1, and a steel slab having a composition composed of Fe and inevitable impurities is heated at 1200 ° C. for 40 minutes, and then hot. Rolled to a hot-rolled sheet having a thickness of 2.4 mm. The hot-rolled sheet was annealed at 1000 ° C. for 1 minute, and then cold-rolled to a final sheet thickness of 0.27 mm.
- nitriding treatment (batch treatment: salt bath nitriding treatment using a salt containing cyanate as a main component or gas using NH 3 and N 2 mixed gas) on the primary recrystallization annealed plate under the conditions shown in Table 1 Nitriding treatment) was performed, and the amount of nitrogen in the steel was increased as shown in Table 1.
- the amount of nitrogen in the steel was quantified by chemical analysis for the total thickness of the plate. In addition, five sheets of steel sheets with the same conditions were produced per condition.
- annealing was performed with MgO as the main component, TiO 2 or TiSi 2 added to the ratio shown in Table 1 in terms of Ti, and Sr (OH) added to a ratio of 3 g to 100 g of MgO.
- the separating agent was made into a water slurry and then applied to the primary recrystallization annealed plate and dried, followed by secondary recrystallization annealing under the following conditions.
- Table 1 shows the soaking time and soaking temperature between 800 and 950 ° C.
- the oxidizing atmosphere (PH 2 O / PH 2 ) was controlled as shown in Table 1 by putting moisture in the atmosphere. At this time, the atmospheric gas introduction amount was set to 1500 mL / kg ⁇ h.
- the obtained undercoat was subjected to thin film X-ray diffraction analysis by the same method as the verification experiment described above, and PTiN and PMg 2 SiO 4 were measured.
- the sample was directly subjected to SST (Single Sheet Tester), and W 17/50 (iron loss value when a steel plate was excited to 1.7 T at 50 Hz) was measured. After the measurement, the coating on one side of the steel plate was removed, and the amount of warpage of the steel plate was evaluated.
- SST Single Sheet Tester
- W 17/50 iron loss value when a steel plate was excited to 1.7 T at 50 Hz
- the coating on one side of the steel plate was removed, and the amount of warpage of the steel plate was evaluated.
- Table 1 since the tension
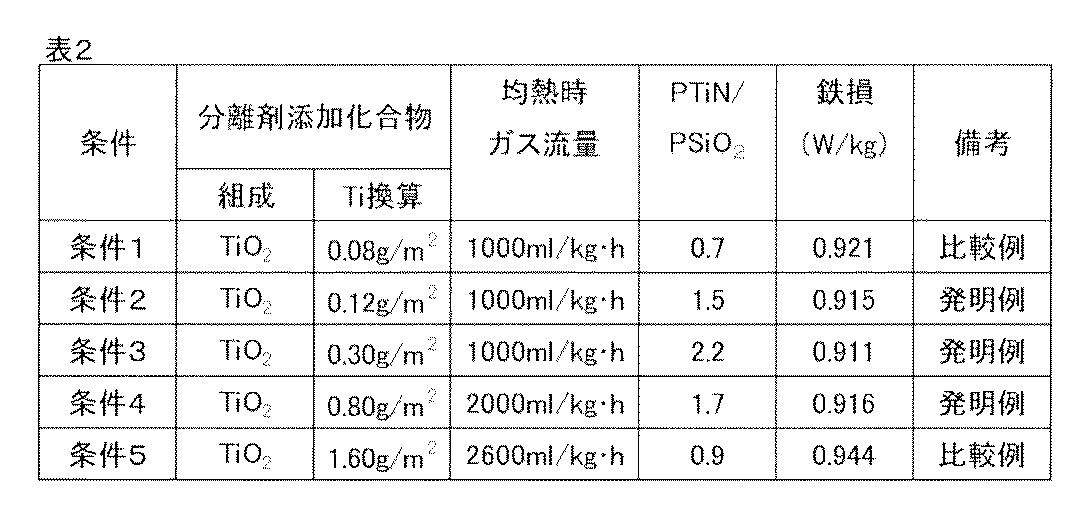
- Example 2 Si: 3.2%, C: 0.03%, Mn: 0.08%, S: 0.001%, Se: 0.003%, Al: 0.016%, N: 0.004%, Bi : A steel slab containing 0.001%, the balance being composed of Fe and inevitable impurities, heated at 1180 ° C. for 50 minutes, and then hot-rolled to obtain a hot-rolled sheet having a thickness of 2.0 mm . After subjecting this hot-rolled sheet to annealing at 1050 ° C. for 1 minute, the intermediate annealing at 1080 ° C.
- the primary recrystallization annealed plate was subjected to gas nitriding using a mixed gas of NH 3 , H 2 , and N 2 to set the amount of nitrogen in the steel to 350 mass ppm.
- the obtained undercoat was subjected to thin film X-ray diffraction analysis by the same method as the verification experiment described above, and PTiN and PMg 2 SiO 4 were measured. Since the annealing separator composition is different, the tension characteristics of the formed films are considered to be different, and the amount of warpage was not evaluated.
- the sample was directly subjected to SST (Single Sheet Tester), and W 17/50 (iron loss value when a steel plate was excited to 1.7 T at 50 Hz) was measured. The measured value was evaluated by the average value of five samples under the same conditions. The results are also shown in Table 2.
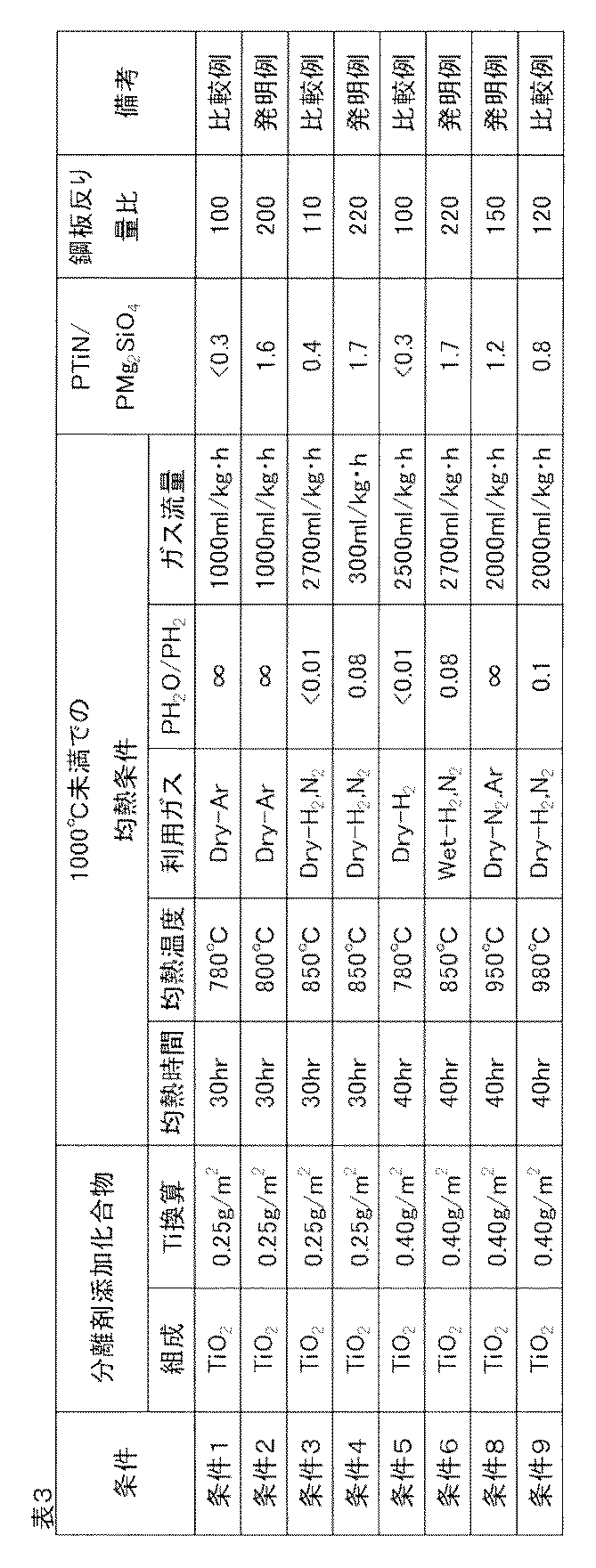
- a steel slab having a component composition consisting of mechanical impurities was heated at 1200 ° C. for 60 minutes, and then hot-rolled to obtain a hot-rolled sheet having a thickness of 2.0 mm.
- the hot-rolled sheet was annealed at 1050 ° C. for 2 minutes, and then cold-rolled to obtain a cold-rolled sheet having a final sheet thickness of 0.23 mm.
- the cold-rolled plate was annealed for both primary recrystallization and decarburization, and a 100 mm ⁇ 400 mm size sample (primary recrystallization annealed plate) was collected from the center of the obtained coil. Thereafter, the primary recrystallization annealed plate was subjected to nitriding treatment in an NH 3 gas atmosphere until the amount of nitrogen in the steel was 300 mass ppm.
- the temperature was raised from 1000 to 1180 ° C. over 6 hours, and soaking was performed at 1180 ° C. for 5 hours.
- the obtained undercoat was subjected to thin film X-ray diffraction analysis by the same method as the verification experiment described above, and PTiN and PMg 2 SiO 4 were measured. After the measurement, the coating on one side of the steel plate was removed, and the amount of warpage of the steel plate was evaluated. The amount of warpage was normalized with conditions 1 to 4 assuming that condition 1 was 100, and conditions 5 to 8 were normalized with condition 5 being 100. Each measured value was evaluated by an average value of five sheets. The results are also shown in Table 3.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Electromagnetism (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Power Engineering (AREA)
- Dispersion Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
- Chemical Treatment Of Metals (AREA)
Abstract
Description
C:0.04質量%、Si:3.0質量%、Mn:0.05質量%、S:0.005質量%、Sb:0.01質量%、Al:60質量ppm、N:30質量ppmを含有し、残部がFe及び不可避的不純物からなる成分組成の鋼スラブを、1230℃で加熱し、熱間圧延して2.0mm厚の熱延コイルとした。これに1030℃の熱延板焼鈍を行ない、圧延時に200℃、1分以上となる時効時間を満たす冷間圧延によって0.30mm厚の冷延板とし、この冷延板に800℃の水素・窒素混合の湿潤雰囲気下で脱炭焼鈍を兼ねる一次再結晶焼鈍を行なった。
1.薄膜X線回折を用いた分析で、42°<2θ<43°の範囲に認められるTiN(Osbornite)のピーク値PTiNと、23°<2θ<25°に認められるSiO2(Cristobalite)のピークの値PSiO2とが、ともに0超えであり、かつ、PTiN≧PSiO2の関係を満足する下地被膜を有し、鉄損W17/50が1.0W/kg以下であることを特徴とする方向性電磁鋼板。
質量%で、C:0.001~0.10%、Si:1.0~5.0%、Mn:0.01~0.5%、S及びSeのうちから選んだ1種又は2種を合計で0.002~0.040%、sol.Al:0.001~0.050%、およびN:0.0010~0.020%を含有し、残部がFeおよび不可避的不純物からなる成分組成の鋼スラブを、熱間圧延して熱延板を得る工程と、
必要に応じて前記熱延板に熱延板焼鈍を施す工程と、
その後、前記熱延板に1回もしくは中間焼鈍を挟む2回以上の冷間圧延を施して最終板厚を有する冷延板を得る工程と、
その後、前記冷延板に一次再結晶焼鈍を施して一次再結晶焼鈍板を得る工程と、
前記一次再結晶焼鈍中に前記冷延板に、または、前記一次再結晶焼鈍後に前記一次再結晶焼鈍板に、窒化処理を施す工程と、
その後、前記一次再結晶焼鈍板に焼鈍分離剤を塗布し、二次再結晶焼鈍を実施する工程と、を有し、
前記窒化処理後の鋼中窒素量を150質量ppm以上1000質量ppm以下とし、
前記焼鈍分離剤に、Ti化合物をTi質量換算で0.10g/m2以上1.5g/m2以下含有させ、
前記二次再結晶焼鈍において、800~950℃の所定温度でPH2O/PH2:0.05以上の酸化性雰囲気下で20時間以上の均熱焼鈍を行い、その後、1000℃以上の温度範囲においてH2を含有する雰囲気で5時間以上焼鈍することを特徴とする方向性電磁鋼板の製造方法。
質量%で、C:0.001~0.10%、Si:1.0~5.0%、Mn:0.01~0.5%、S及びSeのうちから選んだ1種又は2種を合計で0.002~0.040%、sol.Al:0.001~0.050%、N:0.0010~0.020%を含有し、残部がFeおよび不可避的不純物からなる成分組成の鋼スラブを、熱間圧延して熱延板を得る工程と、
必要に応じて前記熱延板に熱延板焼鈍を施す工程と、
その後、前記熱延板に1回もしくは中間焼鈍を挟む2回以上の冷間圧延を施して最終板厚を有する冷延板を得る工程と、
その後、前記冷延板に一次再結晶焼鈍を施して一次再結晶焼鈍板を得る工程と、
前記一次再結晶焼鈍中に前記冷延板に、または、前記一次再結晶焼鈍後に前記一次再結晶焼鈍板に、窒化処理を施す工程と、
その後、前記一次再結晶焼鈍板に焼鈍分離剤を塗布し、二次再結晶焼鈍を実施する工程と、を有し、
前記窒化処理後の鋼中窒素量を150質量ppm以上1000質量ppm以下とし、
前記焼鈍分離剤に、主剤としてMgOを含有し、Ti酸化物またはTi珪化物をTi質量換算で0.10g/m2以上1.5g/m2以下の範囲で含有させ、
前記二次再結晶焼鈍において、800~950℃の所定温度でPH2O/PH2:0.05以上の酸化性雰囲気下で20時間以上の均熱焼鈍を行い、その後、1000℃以上の温度範囲においてH2を含有する雰囲気で5時間以上焼鈍することを特徴とする方向性電磁鋼板の製造方法。
Ni:0.005~1.50%、
Sn:0.01~0.50%、
Sb:0.005~0.50%、
Cu:0.01~0.50%、
Cr:0.01~1.50%、
P:0.0050~0.50%、
Mo:0.01~0.50%、
Nb:0.0005~0.0100%、
Ti:0.0005~0.0100%、
B:0.0001~0.0100%および
Bi:0.0005~0.0100%
のうちから選んだ1種または2種以上を含有する前記3または4に記載の方向性電磁鋼板の製造方法。
Cは、一次再結晶集合組織を改善する上で有用な元素であるが、C含有量が0.10%を超えるとかえって一次再結晶集合組織の劣化を招くので、C含有量は0.10%以下が好ましい。また、最終製品でCが残留すると磁気時効と呼ばれる磁性劣化が生じるので、高いC量は脱炭焼鈍の負荷も高めることにつながる。そのためC含有量は0.08%以下とすることがより望ましい。一方、集合組織改善の観点から望ましいC含有量は、0.01%以上であるが、要求される磁気特性のレベルがさほど高くない場合には、一次再結晶焼鈍における脱炭過程を省略あるいは簡略化するために、C含有量の下限を0.001%に低減してもよい。
Siは、電気抵抗を高めることによって鉄損を改善する有用元素であるため1.0%以上含有させることが望ましい。しかしながら、Si含有量が5.0%を超えると冷間圧延性が著しく劣化するので、Si含有量は5.0%以下が好ましい。また、鉄損と製造性の観点からより望ましいSi含有量は、1.5~4.5%の範囲である。
Mnは、SやSeと結合してMnSeやMnSを形成しインヒビター作用を発揮する成分である。また、製造時における熱間加工性を向上させる効果も有している。しかしながら、0.01%以下のMn含有量ではこうした効果を得ることができない。一方、Mn含有量が0.5%を超えた場合には、一次再結晶集合組織が悪化して磁気特性の劣化を招くので、上限は0.5%が好ましい。
Alは、鋼中でAlNを形成して分散第二相としてインヒビターの作用をする有用成分であるが、Al含有量が0.01%に満たないと十分に析出量が確保できない。一方、0.050%を超えて添加すると窒化後に析出するAlN量が過剰となるため、粒成長の抑制力が高くなりすぎ、高温まで焼鈍しても二次再結晶しない。但し、Alを0.01%未満とした場合であっても、窒素量との兼ね合いにより、Alを含有しないSi3N4が析出する場合もある。Si3N4をインヒビターとして機能させる場合は、必ずしもAlは多量に含まれていなくても良いが、Al自身は酸素親和力が高いため、製鋼段階において微量添加することにより鋼中の溶存酸素量を低減し、鋼中酸化物・介在物を低減することを介して特性劣化抑制の効果を有する。このため、本発明では、酸可溶性Alとして0.001%以上の範囲で添加することにより磁性劣化を抑制できる。
NもAlと同様に、AlNを形成するために必要な成分である。二次再結晶時にインヒビターとして必要な窒素は後工程にて窒化により供給することができるが、N含有量が0.0010%を下回ると、窒化工程までの間の焼鈍工程で結晶粒成長が過剰となり、冷間圧延工程での粒界割れなどの原因となる場合がある。また0.020%を超えて添加するとスラブ加熱時にふくれ等を生じる。このため、N含有量は0.0010~0.020%の範囲が好ましい。
S及びSeは、MnやCuと結合してMnSe、MnS、Cu2−xSe、Cu2−xSを形成し、鋼中の分散第二相としてインヒビターの作用を発揮する有用成分である。これらS、Seの合計含有量が0.002%に満たないとその添加効果に乏しい一方で、0.040%を超えると、スラブ加熱時の固溶が不完全となるだけでなく、製品表面の欠陥の原因ともなる。このため、単独添加又は複合添加いずれの場合も合計含有量は0.002~0.040%の範囲が好ましい。
Niは、熱延板組織の均一性を高めることにより、磁気特性を改善する働きがあり、そのためには0.005%以上含有させることが好ましいが、Ni含有量が1.50%を超えると二次再結晶が困難となり、磁気特性が劣化するので、Ni含有量は0.005~1.50%とすることが望ましい。
Snは、二次再結晶焼鈍中の鋼板の窒化や酸化を抑制し、良好な結晶方位を有する結晶粒の二次再結晶を促進して磁気特性を向上させる有用元素であり、そのためには0.01%以上含有させることが好ましいが、0.50%を超えて含有されると冷間圧延性が劣化するので、Sn含有量は0.01~0.50%とすることが望ましい。
Sbは、二次再結晶焼鈍中の鋼板の窒化や酸化を抑制し、良好な結晶方位を有する結晶粒の二次再結晶を促進して磁気特性を効果的に向上させる有用元素であり、その目的のためには0.005%以上含有させることが好ましいが、0.50%を超えて含有されると冷間圧延性が劣化するので、Sb含有量は0.005~0.50%とすることが望ましい。
Cuは、二次再結晶焼鈍中の鋼板の酸化を抑制し、良好な結晶方位を有する結晶粒の二次再結晶を促進して磁気特性を効果的に向上させる働きがあり、そのためには0.01%以上含有させることが好ましいが、0.50%を超えて含有されると熱間圧延性の劣化を招くので、Cu含有量は0.01~0.50%とすることが望ましい。
Crは、フォルステライト被膜の形成を安定化させる働きがあり、そのためには0.01%以上含有させることが好ましいが、一方でCr含有量が1.50%を超えると二次再結晶が困難となり、磁気特性が劣化するので、Cr含有量は0.01~1.50%とすることが望ましい。
Pは、フォルステライト被膜の形成を安定化させる働きがあり、そのためには0.0050%以上含有させることが好ましいが、P含有量が0.50%を超えると冷間圧延性が劣化するので、P含有量は0.0050~0.50%とすることが望ましい。
Mo、Nbは、スラブ加熱時の温度変化による割れの抑制等を介して、熱延後のヘゲを抑制する効果を有している。これらは上記下限以上含有させなければヘゲ抑制の効果は小さく、上記上限超では炭化物、窒化物を形成するなどして最終製品まで残留した際、鉄損劣化を引き起こす。このため、上述の範囲とすることが望ましい。
これらの成分は、窒化した際に析出物を形成したり、自身が偏析するなどしたりして、補助的なインヒビターとして機能し、二次再結晶を安定化させる効果を有する場合がある。これらは上記下限未満では補助インヒビターとしての効果を得るに乏しく、上記上限超では形成した析出物が純化後にも残留して磁気特性劣化の原因となったり、粒界を脆化させてベンド特性を劣化させたりする場合がある。
Si:3.13%、C:0.05%、Mn:0.06%、S:0.003%を含有しAlとNを表1に示す比率で含有し、その他成分として、Ni、Sn、Sb、Cu、Cr、P、Mo、Nb、Tiを表1に示す比率で含有し、残部がFeおよび不可避的不純物からなる成分組成の鋼スラブを、1200℃、40分加熱後、熱間圧延して2.4mmの板厚の熱延板とした。この熱延板に、1000℃×1分間の焼鈍を施した後、冷間圧延により0.27mmの最終板厚とし、得られた冷間圧延コイルの中央部から、100mm×400mmサイズの試料を採取し、ラボにて一次再結晶と脱炭を兼ねた焼鈍を行ない、一次再結晶焼鈍板を得た。

Si:3.2%、C:0.03%、Mn:0.08%、S:0.001%、Se:0.003%、Al:0.016%、N:0.004%、Bi:0.001%を含有し、残部がFeおよび不可避的不純物からなる成分組成の鋼スラブを、1180℃、50分加熱後、熱間圧延して2.0mmの板厚の熱延板とした。この熱延板に、1050℃×1分間の焼鈍を施した後、1080℃の中間焼鈍を挟み冷間圧延により0.23mmの最終板厚とし、得られた冷間圧延コイルの中央部から、100mm×400mmサイズの試料を採取し、ラボにて一次再結晶と脱炭を兼ねた焼鈍を行ない、一次再結晶焼鈍板を得た。
Si:3.4%、C:0.04%、Mn:0.03%、S:0.01%、Al:0.006%、N:0.004%を含有し、残部がFeおよび不可避的不純物からなる成分組成の鋼スラブを、を1200℃、60分加熱後、熱間圧延して2.0mmの板厚の熱延板とした。この熱延板に、1050℃×2分間の焼鈍を施した後、冷間圧延により0.23mmの最終板厚を有する冷延板とした。この冷延板に一次再結晶と脱炭を兼ねた焼鈍を行い、得られたコイルの中央部から、100mm×400mmサイズの試料(一次再結晶焼鈍板)を採取した。その後、一次再結晶焼鈍板にNH3ガス雰囲気中で鋼中窒素量を300質量ppmとなるまで窒化処理を行った。
Claims (5)
- 薄膜X線回折を用いた分析で、42°<2θ<43°の範囲に認められるTiN(Osbornite)のピーク値PTiNと、23°<2θ<25°に認められるSiO2(Cristobalite)のピークの値PSiO2とが、ともに0超えであり、かつ、PTiN≧PSiO2の関係を満足する下地被膜を有し、鉄損W17/50が1.0W/kg以下であることを特徴とする方向性電磁鋼板。
- 薄膜X線回折を用いた分析で、42°<2θ<43°の範囲に認められるTiN(Osbornite)のピーク値PTiNと、35°<2θ<36°に認められるMg2SiO4(Forsterite)のピークの値PMg2SiO4とが、ともに0超えであり、かつ、PTiN≧PMg2SiO4の関係を満足する下地被膜を有し、鉄損W17/50が1.0W/kg以下であることを特徴とする方向性電磁鋼板。
- 請求項1または2に記載の方向性電磁鋼板を製造する方法であって、
質量%で、C:0.001~0.10%、Si:1.0~5.0%、Mn:0.01~0.5%、S及びSeのうちから選んだ1種又は2種を合計で0.002~0.040%、sol.Al:0.001~0.050%、およびN:0.0010~0.020%を含有し、残部がFeおよび不可避的不純物からなる成分組成の鋼スラブを、熱間圧延して熱延板を得る工程と、
必要に応じて前記熱延板に熱延板焼鈍を施す工程と、
その後、前記熱延板に1回もしくは中間焼鈍を挟む2回以上の冷間圧延を施して最終板厚を有する冷延板を得る工程と、
その後、前記冷延板に一次再結晶焼鈍を施して一次再結晶焼鈍板を得る工程と、
前記一次再結晶焼鈍中に前記冷延板に、または、前記一次再結晶焼鈍後に前記一次再結晶焼鈍板に、窒化処理を施す工程と、
その後、前記一次再結晶焼鈍板に焼鈍分離剤を塗布し、二次再結晶焼鈍を実施する工程と、を有し、
前記窒化処理後の鋼中窒素量を150質量ppm以上1000質量ppm以下とし、
前記焼鈍分離剤に、Ti化合物をTi質量換算で0.10g/m2以上1.5g/m2以下含有させ、
前記二次再結晶焼鈍において、800~950℃の所定温度でPH2O/PH2:0.05以上の酸化性雰囲気下で20時間以上の均熱焼鈍を行い、その後、1000℃以上の温度範囲においてH2を含有する雰囲気で5時間以上焼鈍することを特徴とする方向性電磁鋼板の製造方法。 - 請求項2に記載の方向性電磁鋼板を製造する方法であって、
質量%で、C:0.001~0.10%、Si:1.0~5.0%、Mn:0.01~0.5%、S及びSeのうちから選んだ1種又は2種を合計で0.002~0.040%、sol.Al:0.001~0.050%、およびN:0.0010~0.020%を含有し、残部がFeおよび不可避的不純物からなる成分組成の鋼スラブを、熱間圧延して熱延板を得る工程と、
必要に応じて前記熱延板に熱延板焼鈍を施す工程と、
その後、前記熱延板に1回もしくは中間焼鈍を挟む2回以上の冷間圧延を施して最終板厚を有する冷延板を得る工程と、
その後、前記冷延板に一次再結晶焼鈍を施して一次再結晶焼鈍板を得る工程と、
前記一次再結晶焼鈍中に前記冷延板に、または、前記一次再結晶焼鈍後に前記一次再結晶焼鈍板に、窒化処理を施す工程と、
その後、前記一次再結晶焼鈍板に焼鈍分離剤を塗布し、二次再結晶焼鈍を実施する工程と、を有し、
前記窒化処理後の鋼中窒素量を150質量ppm以上1000質量ppm以下とし、
前記焼鈍分離剤に、主剤としてMgOを含有し、Ti酸化物またはTi珪化物をTi質量換算で0.10g/m2以上1.5g/m2以下の範囲で含有させ、
前記二次再結晶焼鈍において、800~950℃の所定温度でPH2O/PH2:0.05以上の酸化性雰囲気下で20時間以上の均熱焼鈍を行い、その後、1000℃以上の温度範囲においてH2を含有する雰囲気で5時間以上焼鈍することを特徴とする方向性電磁鋼板の製造方法。 - 前記鋼スラブに、さらに質量%で、
Ni:0.005~1.50%、
Sn:0.01~0.50%、
Sb:0.005~0.50%、
Cu:0.01~0.50%、
Cr:0.01~1.50%、
P:0.0050~0.50%、
Mo:0.01~0.50%、
Nb:0.0005~0.0100%、
Ti:0.0005~0.0100%、
B:0.0001~0.0100%および
Bi:0.0005~0.0100%
のうちから選んだ1種または2種以上を含有する請求項3または4に記載の方向性電磁鋼板の製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201580069772.3A CN107109563B (zh) | 2014-12-24 | 2015-12-24 | 取向性电磁钢板及其制造方法 |
| EP15873381.6A EP3239321B1 (en) | 2014-12-24 | 2015-12-24 | Grain-oriented electrical steel sheet and method for manufacturing same |
| JP2016566585A JP6327364B2 (ja) | 2014-12-24 | 2015-12-24 | 方向性電磁鋼板およびその製造方法 |
| US15/538,800 US10626474B2 (en) | 2014-12-24 | 2015-12-24 | Grain-oriented electrical steel sheet and method of manufacturing same |
| RU2017125777A RU2669666C1 (ru) | 2014-12-24 | 2015-12-24 | Текстурированный лист из электротехнической стали и способ его изготовления |
| KR1020177017810A KR101963990B1 (ko) | 2014-12-24 | 2015-12-24 | 방향성 전기 강판 및 그 제조 방법 |
| US16/812,365 US11174526B2 (en) | 2014-12-24 | 2020-03-09 | Grain-oriented electrical steel sheet and method of manufacturing same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014260770 | 2014-12-24 | ||
| JP2014-260770 | 2014-12-24 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/538,800 A-371-Of-International US10626474B2 (en) | 2014-12-24 | 2015-12-24 | Grain-oriented electrical steel sheet and method of manufacturing same |
| US16/812,365 Division US11174526B2 (en) | 2014-12-24 | 2020-03-09 | Grain-oriented electrical steel sheet and method of manufacturing same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| WO2016104813A1 true WO2016104813A1 (ja) | 2016-06-30 |
| WO2016104813A8 WO2016104813A8 (ja) | 2017-04-06 |
Family
ID=56150823
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/086588 Ceased WO2016104813A1 (ja) | 2014-12-24 | 2015-12-24 | 方向性電磁鋼板およびその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US10626474B2 (ja) |
| EP (1) | EP3239321B1 (ja) |
| JP (1) | JP6327364B2 (ja) |
| KR (1) | KR101963990B1 (ja) |
| CN (1) | CN107109563B (ja) |
| RU (1) | RU2669666C1 (ja) |
| WO (1) | WO2016104813A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018116831A1 (ja) * | 2016-12-21 | 2018-06-28 | Jfeスチール株式会社 | 方向性電磁鋼板および方向性電磁鋼板の製造方法 |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6327364B2 (ja) * | 2014-12-24 | 2018-05-23 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
| EP3770283B1 (en) * | 2018-03-20 | 2024-01-10 | Nippon Steel Corporation | Method for manufacturing grain-oriented electrical steel sheet and grain-oriented electrical steel sheet |
| JP7036194B2 (ja) * | 2018-03-20 | 2022-03-15 | 日本製鉄株式会社 | 方向性電磁鋼板の製造方法および方向性電磁鋼板 |
| PL3770281T3 (pl) * | 2018-03-22 | 2023-08-07 | Nippon Steel Corporation | Elektrotechniczna blacha stalowa o zorientowanym ziarnie i sposób produkcji elektrotechnicznej blachy stalowej o zorientowanym ziarnie |
| JP6791389B2 (ja) * | 2018-03-30 | 2020-11-25 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法および連続成膜装置 |
| JP7028326B2 (ja) | 2018-07-31 | 2022-03-02 | 日本製鉄株式会社 | 方向性電磁鋼板 |
| PL3831974T3 (pl) | 2018-07-31 | 2025-04-07 | Nippon Steel Corporation | Blacha cienka ze stali elektrotechnicznej o ziarnach zorientowanych |
| KR102457416B1 (ko) | 2018-07-31 | 2022-10-24 | 닛폰세이테츠 가부시키가이샤 | 방향성 전자 강판 |
| RU2768098C1 (ru) * | 2018-10-02 | 2022-03-23 | ДжФЕ СТИЛ КОРПОРЕЙШН | Лист из неструктурированной электротехнической стали и способ изготовления сляба, используемого в качестве материала для него |
| JP6939766B2 (ja) * | 2018-12-27 | 2021-09-22 | Jfeスチール株式会社 | 方向性電磁鋼板用焼鈍分離剤および方向性電磁鋼板の製造方法 |
| JP7288202B2 (ja) * | 2019-01-08 | 2023-06-07 | 日本製鉄株式会社 | 方向性電磁鋼板、方向性電磁鋼板の製造方法、及び、方向性電磁鋼板の製造に利用される焼鈍分離剤 |
| EP3913096B1 (en) * | 2019-01-16 | 2024-06-12 | Nippon Steel Corporation | Method for producing grain oriented electrical steel sheet |
| CN113272453A (zh) * | 2019-01-16 | 2021-08-17 | 日本制铁株式会社 | 方向性电磁钢板的制造方法 |
| RU2768932C1 (ru) * | 2019-01-16 | 2022-03-25 | Ниппон Стил Корпорейшн | Способ производства листа электротехнической стали с ориентированной зеренной структурой |
| JP7269505B2 (ja) * | 2019-01-16 | 2023-05-09 | 日本製鉄株式会社 | 方向性電磁鋼板の製造方法 |
| WO2021054371A1 (ja) * | 2019-09-19 | 2021-03-25 | 日本製鉄株式会社 | 方向性電磁鋼板 |
| US20230084111A1 (en) * | 2020-02-05 | 2023-03-16 | Nippon Steel Corporation | Grain oriented electrical steel sheet |
| KR20250078231A (ko) * | 2023-11-24 | 2025-06-02 | 주식회사 포스코 | 방향성 전기강판 및 그의 제조방법 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06179977A (ja) * | 1992-12-15 | 1994-06-28 | Kawasaki Steel Corp | 曲げ特性及び鉄損特性の優れた方向性けい素鋼板 |
| JPH08291390A (ja) * | 1995-04-20 | 1996-11-05 | Kawasaki Steel Corp | 磁気特性および被膜特性に優れる方向性けい素鋼板 |
| JP2000109931A (ja) * | 1998-10-01 | 2000-04-18 | Kawasaki Steel Corp | 鉄損の極めて低い高磁束密度方向性電磁鋼板の製造方法 |
| JP2001295062A (ja) * | 2000-04-12 | 2001-10-26 | Kawasaki Steel Corp | 磁気特性と被膜特性に優れた方向性けい素鋼板 |
| JP2009270129A (ja) * | 2008-04-30 | 2009-11-19 | Nippon Steel Corp | 磁気特性および被膜密着性に優れた方向性電磁鋼板およびその製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3666229D1 (en) * | 1985-02-22 | 1989-11-16 | Kawasaki Steel Co | Extra-low iron loss grain oriented silicon steel sheets |
| JPS621820A (ja) * | 1985-02-22 | 1987-01-07 | Kawasaki Steel Corp | 熱安定性、超低鉄損一方向性けい素鋼板の製造方法 |
| JPS6354767A (ja) | 1986-08-25 | 1988-03-09 | Mitsubishi Electric Corp | バイポ−ラトランジスタとその製造方法 |
| KR19990088437A (ko) * | 1998-05-21 | 1999-12-27 | 에모또 간지 | 철손이매우낮은고자속밀도방향성전자강판및그제조방법 |
| JP5181571B2 (ja) * | 2007-08-09 | 2013-04-10 | Jfeスチール株式会社 | 方向性電磁鋼板用クロムフリー絶縁被膜処理液および絶縁被膜付方向性電磁鋼板の製造方法 |
| JP5104128B2 (ja) * | 2007-08-30 | 2012-12-19 | Jfeスチール株式会社 | 方向性電磁鋼板用クロムフリー絶縁被膜処理液および絶縁被膜付方向性電磁鋼板の製造方法 |
| JP6327364B2 (ja) * | 2014-12-24 | 2018-05-23 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
-
2015
- 2015-12-24 JP JP2016566585A patent/JP6327364B2/ja active Active
- 2015-12-24 US US15/538,800 patent/US10626474B2/en active Active
- 2015-12-24 CN CN201580069772.3A patent/CN107109563B/zh active Active
- 2015-12-24 KR KR1020177017810A patent/KR101963990B1/ko active Active
- 2015-12-24 RU RU2017125777A patent/RU2669666C1/ru active
- 2015-12-24 WO PCT/JP2015/086588 patent/WO2016104813A1/ja not_active Ceased
- 2015-12-24 EP EP15873381.6A patent/EP3239321B1/en active Active
-
2020
- 2020-03-09 US US16/812,365 patent/US11174526B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06179977A (ja) * | 1992-12-15 | 1994-06-28 | Kawasaki Steel Corp | 曲げ特性及び鉄損特性の優れた方向性けい素鋼板 |
| JPH08291390A (ja) * | 1995-04-20 | 1996-11-05 | Kawasaki Steel Corp | 磁気特性および被膜特性に優れる方向性けい素鋼板 |
| JP2000109931A (ja) * | 1998-10-01 | 2000-04-18 | Kawasaki Steel Corp | 鉄損の極めて低い高磁束密度方向性電磁鋼板の製造方法 |
| JP2001295062A (ja) * | 2000-04-12 | 2001-10-26 | Kawasaki Steel Corp | 磁気特性と被膜特性に優れた方向性けい素鋼板 |
| JP2009270129A (ja) * | 2008-04-30 | 2009-11-19 | Nippon Steel Corp | 磁気特性および被膜密着性に優れた方向性電磁鋼板およびその製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018116831A1 (ja) * | 2016-12-21 | 2018-06-28 | Jfeスチール株式会社 | 方向性電磁鋼板および方向性電磁鋼板の製造方法 |
| RU2709916C1 (ru) * | 2016-12-21 | 2019-12-23 | ДжФЕ СТИЛ КОРПОРЕЙШН | Лист из текстурированной электротехнической стали и способ изготовления листа из текстурированной электротехнической стали |
| US10968521B2 (en) | 2016-12-21 | 2021-04-06 | Jfe Steel Corporation | Grain-oriented electrical steel sheet and production method for grain-oriented electrical steel sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20170091676A (ko) | 2017-08-09 |
| WO2016104813A8 (ja) | 2017-04-06 |
| EP3239321A4 (en) | 2018-01-03 |
| EP3239321B1 (en) | 2019-12-11 |
| RU2669666C1 (ru) | 2018-10-12 |
| EP3239321A1 (en) | 2017-11-01 |
| JP6327364B2 (ja) | 2018-05-23 |
| US20180002773A1 (en) | 2018-01-04 |
| US11174526B2 (en) | 2021-11-16 |
| KR101963990B1 (ko) | 2019-03-29 |
| JPWO2016104813A1 (ja) | 2017-04-27 |
| US10626474B2 (en) | 2020-04-21 |
| CN107109563B (zh) | 2019-10-22 |
| US20200208234A1 (en) | 2020-07-02 |
| CN107109563A (zh) | 2017-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6327364B2 (ja) | 方向性電磁鋼板およびその製造方法 | |
| EP3517646B1 (en) | Grain-oriented electrical steel sheet and method for manufacturing same | |
| KR101651797B1 (ko) | 방향성 전기 강판의 제조 방법 | |
| EP2644716B1 (en) | Method for producing directional electromagnetic steel sheet | |
| JP6191529B2 (ja) | 方向性電磁鋼板用の一次再結晶焼鈍板および方向性電磁鋼板の製造方法 | |
| JP6350398B2 (ja) | 方向性電磁鋼板およびその製造方法 | |
| JP3386751B2 (ja) | 被膜特性と磁気特性に優れた方向性けい素鋼板の製造方法 | |
| CN107849656A (zh) | 取向性电磁钢板及其制造方法 | |
| JP6132103B2 (ja) | 方向性電磁鋼板の製造方法 | |
| WO2014049770A1 (ja) | 方向性電磁鋼板の製造方法 | |
| EP3214188A1 (en) | Production method for oriented grain-electromagnetic steel sheet | |
| JP6624028B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP6191564B2 (ja) | 方向性電磁鋼板の製造方法および窒化処理設備 | |
| WO2023068236A1 (ja) | 方向性電磁鋼板およびその製造方法 | |
| JP3716608B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP4626155B2 (ja) | 低磁場磁気特性の経時安定性に優れた方向性電磁鋼板及びその製造方法 | |
| JP5904151B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP6702259B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP2019085632A (ja) | 方向性電磁鋼板及びその製造方法 | |
| JP6863310B2 (ja) | 方向性電磁鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15873381 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2016566585 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15538800 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20177017810 Country of ref document: KR Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015873381 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2017125777 Country of ref document: RU Kind code of ref document: A |