WO2016117689A1 - レール - Google Patents
レール Download PDFInfo
- Publication number
- WO2016117689A1 WO2016117689A1 PCT/JP2016/051878 JP2016051878W WO2016117689A1 WO 2016117689 A1 WO2016117689 A1 WO 2016117689A1 JP 2016051878 W JP2016051878 W JP 2016051878W WO 2016117689 A1 WO2016117689 A1 WO 2016117689A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- head
- hardness
- rail
- cooling
- content
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/04—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for rails
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/009—Pearlite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Definitions
- the present invention relates to a high-strength rail used in a freight railway, and relates to a rail excellent in wear resistance and internal fatigue damage resistance.
- Patent Documents 1 and 2 In order to improve the wear resistance of the rail, for example, a high-strength rail as shown in Patent Documents 1 and 2 has been developed.
- the main features of these rails are to improve wear resistance, heat treatment refines the lamella spacing in the pearlite structure, increases the hardness of the steel, or increases the carbon content of the pearlite structure.
- the volume ratio of the cementite phase in the lamellae is increased.
- Patent Document 1 discloses that wear resistance is achieved by accelerating cooling of the re-heated rail head at a temperature of 850 to 500 ° C. at a rate of 1 to 4 ° C./sec after completion of rolling. It is disclosed that an excellent rail can be provided.
- Patent Document 2 also has excellent wear resistance by using hypereutectoid steel (C: more than 0.85 to 1.20%) and increasing the cementite volume ratio in lamellae in the pearlite structure. It is disclosed that an additional rail can be provided.
- Patent Document 1 or 2 by increasing the hardness by refining the lamella spacing in the pearlite structure and increasing the volume ratio of the cementite phase in the lamella in the pearlite structure, Abrasion resistance can be improved.
- the high-strength rails disclosed in Patent Documents 1 and 2 cannot suppress the occurrence of internal fatigue damage.
- a high-strength rail as disclosed in Patent Document 3 or 4 has been proposed.
- the main feature of these rails is to add a trace amount of alloy to control pearlite transformation to improve wear resistance and internal fatigue damage resistance, or to add a trace amount of alloy into the pearlite structure.
- the hardness inside the head is improved.
- Patent Document 3 by adding B to hypereutectoid steel (C: more than 0.85 to 1.20%), by controlling the transformation temperature of pearlite inside the head, It is disclosed to improve the hardness inside the head.
- V and N are added to hypereutectoid steel (C: more than 0.85 to 1.20%) to precipitate V carbonitrides in the pearlite structure. It is disclosed that the hardness inside the part is improved.
- the wear resistance is improved by increasing the volume ratio of the cementite phase in the lamella in the pearlite structure, and at the same time, the control of the pearlite transformation temperature inside the head and the pearlite structure are achieved.
- the hardness inside the head can be improved, and the internal fatigue damage resistance can be improved within a certain range.
- the toughness of the pearlite structure itself is low, Brittle cracks may occur inside the head.
- Patent Document 5 proposes a new high-strength rail with improved wear resistance and internal fatigue damage resistance required as a rail.
- the main features of this rail are to reduce the carbon content in order to improve the toughness of the pearlite structure, and in addition to add a trace amount of alloy to improve the internal fatigue damage resistance, the hardness inside the head by precipitation hardening It is in improving.
- Patent Document 5 based on eutectoid steel (C: 0.73 to 0.85%) excellent in toughness of pearlite structure, the contents of Mn and Cr are controlled, and V, N Is added to improve the hardness inside the head.
- a high-strength rail that can be used for a freight railway having a severe track environment and has excellent wear resistance and internal fatigue damage resistance has not yet been provided.
- the present invention has been devised in view of the above-described problems, and in particular, provides a rail having improved wear resistance and internal fatigue damage resistance required for a rail of a cargo railway having a severe track environment. This is the issue.
- the rail according to one embodiment of the present invention is, in mass%, C: 0.75 to 0.85%, Si: 0.10 to 1.00%, Mn: 0.30 to 1.20%, Cr: 0.20 to 0.80%, V: 0.01 to 0.20%, N: 0.0040 to 0.0200%, Mo: 0 to 0.50%, Co: 0 to 1.00% , B: 0 to 0.0050%, Cu: 0 to 1.00%, Ni: 0 to 1.00%, Nb: 0 to 0.0500%, Ti: 0 to 0.0500%, Mg: 0 to 0.0200%, Ca: 0 to 0.0200%, REM: 0 to 0.0500%, Zr: 0 to 0.0200%, Al: 0 to 1.00%, P ⁇ 0.0250%, S ⁇ 0.0250% is contained, the balance consists of Fe and impurities, satisfies the following formulas a and b, and has a structure in a range up to a depth of 25 mm starting
- a value obtained by reducing the hardness at the position of 25 mm is Hv0 to Hv40. 1.00 ⁇ Mn / Cr ⁇ 4.00 Formula a 0.30 ⁇ 0.25 ⁇ Mn + Cr ⁇ 1.00 Formula b
- the element symbols described in the formulas a and b are the contents in mass% of each element.
- the alloy composition and structure of rail steel (steel used as a rail material), the number of carbon and nitrides of V are controlled, and the hardness of the head surface and the inside of the head, the head
- the composition of V charcoal / nitride it is possible to improve the wear resistance and internal fatigue damage resistance of the rail.
- such a rail can greatly improve the service life of the rail when used in a freight railway.
- FIG. 5 is a diagram showing the relationship between the value of Mn / Cr defined in Equation 1 and the metal structure. It is the figure which showed the relationship between the value of 0.25xMn + Cr prescribed
- FIG. 5 is a diagram showing the relationship between the number of V carbon / nitride having a particle diameter of 5 to 20 nm per unit area (1.0 ⁇ m 2 ) (pieces / ⁇ m 2 ) and the rail head hardness.
- a rail excellent in wear resistance and internal fatigue damage resistance according to an embodiment of the present invention (sometimes referred to as a rail according to the present embodiment) will be described in detail.
- the mass% in the composition is simply described as%.
- the rail according to the present embodiment has the following characteristics.
- the tissue in the range up to a depth of 25 mm starting from the outer surface of the head includes 95% or more pearlite structure, and the hardness of the tissue in the Vickers hardness is in the range of Hv 350 to 480.
- Iii In a cross section at a position of a depth of 25 mm starting from the outer surface of the head, 50 to 500 V charcoal / nitrides having an average particle diameter of 5 to 20 nm exist per 1.0 ⁇ m 2 of the test area.
- the reason why the pearlite structure is 95% or more in area ratio will be described. It is most important to ensure wear resistance in the rail head that comes into contact with the wheels. As a result of investigating the relationship between the metal structure and the wear resistance, the present inventors have confirmed that the pearlite structure is most excellent in wear resistance. In addition, the pearlite structure is easy to obtain hardness (strength) even if the alloy element content is small, and is excellent in internal fatigue damage resistance. Therefore, the area ratio of the pearlite structure is limited to 95% or more for the purpose of improving wear resistance and internal fatigue damage resistance. When the pearlite area ratio is less than 95%, the wear resistance and the internal fatigue damage resistance are not sufficiently improved.
- the necessary range of the metal structure (the structure including the pearlite) in which the pearlite structure is included in the area ratio of 95% or more is changed from the head outer surface (the head corner part and the top surface) to the head outer part.
- the reason why the surface is limited to a range up to a depth of at least 25 mm will be described.
- the range of the tissue including the pearlite structure is less than 25 mm starting from the outer surface of the head, it is not sufficient as a region required for wear resistance and internal fatigue damage resistance of the rail head in consideration of wear during use. In addition, the wear resistance and the internal fatigue damage resistance cannot be sufficiently improved, and as a result, it is difficult to sufficiently improve the service life of the rail. In order to further improve the wear resistance and the internal fatigue damage resistance, it is desirable to make the structure including the pearlite structure up to a depth of about 30 mm starting from the outer surface of the head.
- FIG. 6 shows a name in the head cross-sectional surface position of the rail according to the present embodiment and a region where a structure including a pearlite structure is necessary.
- the rail head means a portion above a portion confined to the center in the height direction of the rail when the rail is viewed in cross section.
- the rail head portion 3 has a head top portion 1 and head corner portions 2 located at both ends of the head top portion 1.
- One of the head corner portions 2 is a gauge corner (GC) portion that mainly contacts the wheel.
- the head outer surface refers to a surface of the rail head 3 that is a combination of the surface of the crown 1 and the surface of the head corner 2 that face upward when the rail is erected.
- the positional relationship between the parietal portion 1 and the head corner portion 2 is such that the parietal portion 1 is located approximately in the center in the width direction of the rail head portion, and the head corner portion 2 is located on both sides of the parietal portion 1.
- the range up to a depth of 25 mm starting from the surfaces of the head corner portion 2 and the top of the head portion 1 (the outer surface of the head) is called the head surface portion (3a, shaded portion).
- the head surface portion 3a up to 25 mm in depth starting from the head corner portion 2 and the surface of the head top portion 1 (surface of the head outline) includes a pearlite tissue having a predetermined hardness (pearlite tissue). If the metal structure is included at a ratio of 95% or more in area ratio, the wear resistance and internal fatigue damage resistance of the rail can be improved.
- the structure including the pearlite structure is disposed on the head surface portion 3a in which the wheel and the rail are mainly in contact with each other and wear resistance and internal fatigue damage resistance are required, and these characteristics are not required.
- the area other than the head surface part may have a pearlite structure area ratio of 95% or more, but may not be 95% or more.
- the metal structure of the head surface portion 3a of the rail according to the present embodiment, if the area ratio of the pearlite structure is 95% or more, in addition to the pearlite structure, a small amount of proeutectoid ferrite structure having an area ratio of 5% or less, A pro-eutectoid cementite structure, a bainite structure, a martensite structure, or the like may be mixed. Even if these tissues are mixed, if it is 5% or less, the wear resistance of the head surface and the internal fatigue damage resistance inside the head are not greatly affected.
- the metal structure of the rail head of the rail according to the present embodiment is an area ratio, and 95% or more of the head surface part may be a pearlite structure, and the wear resistance and internal fatigue damage resistance are sufficiently improved. In order to achieve this, it is desirable that 98% or more of the metal structure of the head surface portion of the rail head is a pearlite structure.
- the area ratio of pearlite may be 100%.
- the pearlite area ratio in the depth range up to 25 mm starting from the outer surface of the head can be determined by the following method. That is, the area ratio of the pearlite structure can be determined by observing the metal structure with a 200 ⁇ optical microscope field of view and determining the area of each metal structure. Further, ten or more fields (10 locations) can be used as the field of view of the lower optical microscope, and the average value of the area ratio can be used as the area ratio of the observation site.
- the metal structure evaluation method is shown below.
- Pre-treatment 3% nital etching treatment of the sample after diamond polishing
- Tissue observation Optical microscope (200x) Field of view: 10 or more Organizational judgment: Judgment by textbooks of metallography (for example, “Introduction / Structure and properties of metal materials and heat treatment and structure control utilizing materials”: Japan Heat Treatment Technology Association), etc. : Measure the area of each tissue, calculate the area ratio in the visual field, and use the average value of the entire visual field as the representative value of the part. The tissue area ratio is calculated by surrounding a predetermined tissue with a continuous line based on the above-mentioned tissue judgment, obtaining the area of the region within the line by image analysis, and further determining the area and the entire observation field of view.
- the ratio can be obtained by calculating the ratio.
- the area ratio of both pearlite tissues of the position of 2 mm depth starting from the head outer surface and the position of 25 mm depth starting from the head outer surface is 95% or more, It can be said that 95% or more of the metal structure having a depth of at least 25 mm starting from the outer surface of the head is the pearlite structure.
- the hardness of the pearlite structure exceeds Hv480, the embrittlement of the structure including the pearlite structure causes micro cracks on the outer surface of the head that comes into contact with the wheels on the surface of the head, ensuring surface damage resistance. It becomes difficult. For this reason, the hardness of the structure including the pearlite structure is limited to a range of Hv 350 to 480.
- the measurement of the hardness of the tissue including the pearlite tissue is performed by measuring 10 points (10 locations) or more at the measurement location (for example, a position having a depth of 2 mm starting from the outer surface of the head), and calculating the average value at that position. Adopt as a value.
- the pearlite structure occupies 95% or more in terms of the area ratio, but other structures (proeutectoid cementite, proeutectoid ferrite, martensite, bainite, etc.) exist within a range of 5% or less. This is because the hardness of the structure including the pearlite structure may not be representative in this measurement. Hardness measurement conditions are shown below.
- Apparatus Vickers hardness tester (load 98N) Sample collection for measurement: Cut out from the cross section of the rail head Pretreatment: Polishing the cross section with diamond abrasive grains having an average particle diameter of 1 ⁇ m Measurement method: Measured according to JIS Z 2244 Measurement: 10 points or more Hardness: Measurement point The average value of is the representative value at that depth
- the hardness of both the position of 2 mm depth starting from the outer surface of the head and the position of 25 mm depth starting from the outer surface of the head is Hv 350 to 480, It can be said that the hardness in the range of at least 25 mm depth starting from the outer surface is Hv 350 to 480.
- the present inventors used a rolling fatigue tester shown in FIG. 9, and for a conventional rail, the test piece shape is a 141 lb rail 8 having a total length of 2 m, the wheel 9 is an AAR type having a diameter of 920 mm, and the load is 50 in radial. -300 kN, thrust 20 kN, lubrication is (dry + oil (intermittent oiling)), and the rolling fatigue test of the rail is performed under the condition that the number of repetitions is 2 million times maximum.
- the generation situation was investigated in detail. As a result, it was confirmed that a crack was generated inside the head. Cracks inside the head greatly affect the basic performance of the rail and must be prevented to ensure safety.
- the present inventors examined a method for eliminating this crack.
- the inventors of the present invention aim to reduce the concentration of distortion inside the head caused by contact with the wheels, further improve the hardness inside the head, and improve the hardness between the head surface and the inside of the head.
- the material strength was made uniform in the cross section of the head as much as possible.
- it is considered effective to generate V carbon / nitride that precipitates in the ferrite phase in the pearlite structure.
- V A steel material whose content is changed in the range of 0.01 to 0.20% and N content in the range of 0.0040 to 0.0200% is heat treated to promote rail rolling and the generation of V charcoal and nitride. Then, the deposit inside the head and the hardness of the head were investigated. In the heat treatment, accelerated cooling and controlled cooling were performed after rolling. The test conditions are as shown below.
- the precipitate is subjected to component analysis by composition analysis using an energy dispersive X-ray spectrometer (EDX) or crystal structure analysis of an electron diffraction image using TEM to determine V charcoal / nitride.
- EDX energy dispersive X-ray spectrometer
- crystal structure analysis of an electron diffraction image using TEM to determine V charcoal / nitride.
- the precipitate to be evaluated contains at least V and carbon, V and nitrogen, V and carbon / nitrogen, and may contain other alloy elements.
- Measurement of particle size of precipitate The area of the precipitate to be evaluated was determined, and the average particle size was calculated from the diameter of the circle corresponding to the area.
- the rolling fatigue tester shown in FIG. 9 was used, the specimen shape was a 141 lb rail 8 having a total length of 2 m, the wheel 9 was an AAR type having a diameter of 920 mm, and the load was Radial 50-300kN, thrust 20kN, lubrication (dry + oil (intermittent lubrication)), and rolling fatigue test of the rail under the condition that the maximum number of repetitions is 2 million times.
- the generation status of fatigue damage was investigated in detail.
- the number of V carbon / nitride having an average particle size of 5 to 20 nm is controlled to 50 to 500 / ⁇ m 2 inside the head (position of 25 mm depth starting from the outer surface of the head).
- the hardness inside the head can be controlled to be lower than the head surface, and the hardness difference between the head surface and the inside of the head can be reduced to Hv40 or less.
- the above-mentioned crack does not remain in the head of the rail whose hardness difference is controlled to Hv 40 or less, and the internal fatigue damage resistance of the rail is greatly improved.
- the number density of carbon / nitride having V with an average particle diameter of 5 to 20 nm in a cross section at a position of 25 mm depth starting from the outer surface of the head is 50 to 500 per 1.0 ⁇ m 2 (ie, 50-500 / ⁇ m 2 ), and the difference between the hardness of the head surface and the hardness inside the head (the hardness of the head surface ⁇ the hardness inside the head) is set to Hv40 or less.
- the average particle size of the test area 1.0 .mu.m 2 per 50 to 500 a carbonitride of V of 5 ⁇ 20 nm (i.e., 50 To 500 / ⁇ m 2 ).
- the cooling rate varies depending on each part of the cross section.
- the hardness shows a distribution that decreases from the head surface to the inside of the head.
- the difference between the hardness of the head surface and the hardness inside the head exceeds Hv40, the change in the material strength in the cross section of the rail head becomes remarkably large, and accordingly, the rail generated from external forces such as wheel contact. Are concentrated in the low hardness area inside the head. As a result, minute cracks are generated and remain inside the head, making it difficult to further improve internal fatigue damage resistance.
- the difference in hardness indicates a difference in hardness between the head surface and the inside of the head. Generally, the hardness decreases as the head proceeds from the head surface to the inside of the head as described above. Accordingly, the difference between the hardness of the head surface and the hardness inside the head also takes a positive value.
- the hardness inside the head may be higher than the hardness of the head surface.
- the difference between the hardness of the head surface and the hardness inside the head may take a negative value.
- V charcoal / nitride is excessively generated, the distortion of the rail caused by the external force such as the wheel contact is concentrated on the low hardness region of the head surface. As a result, a micro crack is generated on the head surface, and the surface damage resistance is reduced.
- the reason why we selected the position of 2mm depth starting from the outer surface of the head as the head surface and the position of 25mm depth starting from the outer surface of the head as the inside of the head is the wear resistance and internal fatigue resistance as the product rail This is because this is the position where the sex is most prominent.
- the method for measuring hardness is as described above.
- the hardness measurement position may be arbitrarily selected so that a numerical value representative of the entire range from the top of the rail to the head corner is obtained as long as the condition is satisfied.
- the present inventors examined measures for improving characteristics during long-term use from the viewpoint of further improving safety. As a result of detailed observation of the rail subjected to the fatigue test, it was confirmed that a minute crack may be generated around the carbon / nitride of V. The present inventors examined a method for eliminating this minute crack.
- the survey method is as follows.
- C 0.75 to 0.85% C is an effective element that promotes pearlite transformation and ensures wear resistance. If the C content is less than 0.75%, this component system cannot maintain the minimum strength and wear resistance required for the rail. In addition, a pro-eutectoid ferrite structure is formed, and the wear resistance is greatly reduced. Furthermore, a soft pro-eutectoid ferrite structure that easily generates fatigue cracks is generated inside the head, and internal fatigue damage is likely to occur. On the other hand, if the C content exceeds 0.85%, the toughness of the pearlite structure itself is lowered, brittle cracks are generated inside the head, and the internal fatigue damage resistance is lowered.
- the C content is set to 0.75 to 0.85%.
- the C content is desirably 0.80 to 0.85%.
- Si 0.10 to 1.00%
- Si is an element that dissolves in the ferrite phase in the pearlite structure, increases the hardness (strength) of the rail head, and improves the wear resistance.
- Si content is less than 0.10%, these effects cannot be obtained sufficiently.
- Si content exceeds 1.00%, many surface defects are generated during hot rolling. Further, the hardenability is remarkably increased, a martensite structure is formed on the rail head, and the wear resistance is lowered. Therefore, the Si content is set to 0.10 to 1.00%.
- the Si content is preferably 0.20 to 0.80%.
- Mn 0.30 to 1.20%
- Mn is an element that enhances hardenability, stabilizes pearlite transformation, refines the lamella spacing of the pearlite structure, secures the hardness of the pearlite structure, and further improves the wear resistance and internal fatigue damage resistance. .
- the Mn content is less than 0.30%, no improvement in wear resistance is observed.
- a soft pro-eutectoid ferrite structure that easily generates fatigue cracks is generated inside the head, making it difficult to ensure internal fatigue damage resistance.
- the Mn content exceeds 1.20%, the hardenability is remarkably increased, a martensite structure is generated in the rail head portion, and the wear resistance and the surface damage resistance are lowered. Therefore, the Mn content is set to 0.30 to 1.20%.
- the Mn content is preferably 0.40 to 1.00%.
- Cr 0.20 to 0.80% Cr is an element that raises the equilibrium transformation temperature, refines the lamella spacing of the pearlite structure by increasing the degree of supercooling, and improves the hardness (strength) of the pearlite structure.
- the refinement of the lamella spacing and the improvement of the hardness of the pearlite structure contribute to the improvement of the wear resistance and the internal fatigue damage resistance.
- the Cr content is less than 0.20%, the effect is small, and the effect of improving the hardness of the rail steel cannot be obtained.
- the Cr content exceeds 0.80%, the hardenability is remarkably increased, and a bainite structure and a martensite structure are generated in the rail head, and the wear resistance and the surface damage resistance are lowered. Therefore, the Cr content is set to 0.20 to 0.80%.
- the Cr content is preferably 0.40 to 0.75%.
- V 0.01-0.20%
- V is an element that precipitates as V charcoal / nitride in the cooling process after hot rolling, increases the hardness (strength) of the pearlite structure by precipitation hardening, and improves the internal fatigue damage resistance inside the head.
- the V content is less than 0.01%, the number of fine carbon / nitrides precipitated in the ferrite phase of the pearlite structure is small, and no improvement in the hardness (strength) inside the head is observed.
- the V content is set to 0.01 to 0.20%.
- the V content is preferably 0.03 to 0.10%.
- N 0.0040 to 0.0200%
- N is an element that promotes the precipitation of V charcoal / nitride in the cooling process after hot rolling by being contained simultaneously with V.
- V charcoal / nitride precipitates, the hardness (strength) of the pearlite structure increases and the internal fatigue damage resistance improves.
- the N content is less than 0.0040%, the number of fine carbon / nitrides precipitated in the ferrite phase of the pearlite structure is small, and no improvement in the hardness (strength) inside the head is observed.
- the N content exceeds 0.0200%, it becomes difficult to make N dissolve in the steel.
- the N content is set to 0.0040 to 0.0200%.
- the N content is desirably 0.0060 to 0.0150%.
- P 0.0250% or less
- P is an element (impurity) inevitably contained in steel, and the content can be controlled by refining in a converter.
- the lower the P content the better.
- the P content exceeds 0.0250%, the pearlite structure becomes brittle, a brittle crack is generated inside the head, and the internal fatigue damage resistance is lowered.
- the P content is limited to 0.0250% or less.
- the lower limit of the P content is not limited, but considering the dephosphorization ability in the refining process, it is considered that the P content is about 0.0050% which is the limit in actual production.
- S 0.0250% or less
- S is an element (impurity) inevitably contained in steel, and its content can be controlled by performing desulfurization in a hot metal ladle.
- the S content exceeds 0.0250%, coarse MnS-based sulfide inclusions are likely to be generated, and in the head, due to stress concentration around the inclusions, Fatigue cracks are generated and the internal fatigue damage resistance is reduced. For this reason, the S content is limited to 0.0250% or less.
- the lower limit of the S content is not limited, but considering the desulfurization capability in the refining process, it is considered that the S content is about 0.0050% which is the limit for actual production.
- the rail according to the present embodiment basically contains the chemical components described above, and the balance is made of Fe and impurities. However, in place of a part of the remaining Fe, if necessary, the wear resistance and internal fatigue damage resistance are improved by increasing the hardness (strength) of the pearlite structure, the toughness is improved, the weld heat affected zone Selected from the group consisting of Mo, Co, B, Cu, Ni, Nb, Ti, Mg, Ca, REM, Zr, and Al for the purpose of preventing softening and controlling the cross-sectional hardness distribution inside the head. You may contain 1 type (s) or 2 or more types in the range mentioned later.
- Mo raises the equilibrium transformation point, refines the lamella spacing of the pearlite structure, and improves the hardness.
- Co refines the lamellar structure of the worn surface and increases the hardness of the worn surface.
- B reduces the cooling rate dependency of the pearlite transformation temperature and makes the hardness distribution of the rail head uniform.
- Cu dissolves in the ferrite in the pearlite structure and increases the hardness.
- Ni improves the toughness and hardness of the pearlite structure, and at the same time, prevents softening of the heat-affected zone of the welded joint.
- Nb and Ti improve the fatigue strength of the pearlite structure by precipitation hardening of carbides and nitrides generated during hot rolling and subsequent cooling.
- Mg, Ca, and REM finely disperse MnS-based sulfides and reduce internal fatigue damage generated from inclusions.
- Zr increases the equiaxed crystallization rate of the solidified structure, thereby suppressing the formation of a segregation zone at the center of the slab and suppressing the formation of proeutectoid cementite structure and martensite structure. Therefore, in order to acquire said effect, you may contain these elements. Even if these elements are contained within the range described below, the characteristics of the rail according to the present embodiment are not impaired. Since these elements are not necessarily contained, the lower limit is 0%.
- Mo 0.01 to 0.50% Mo raises the equilibrium transformation temperature, increases the degree of supercooling, refines the lamella spacing of the pearlite structure, and improves the hardness (strength) of the pearlite structure, resulting in wear resistance and internal fatigue resistance. It is an element that improves the properties. However, if the Mo content is less than 0.01%, the effect is small, and the effect of improving the hardness of the rail steel cannot be obtained. On the other hand, when the Mo content exceeds 0.50%, the transformation speed is remarkably reduced, a martensitic structure is generated in the rail head, and the wear resistance is lowered. For this reason, when it is contained, the Mo content is preferably 0.01 to 0.50%.
- Co 0.01 to 1.00%
- Co dissolves in the ferrite phase of the pearlite structure, refines the lamella structure of the pearlite structure just below the rolling surface due to contact with the wheel, and improves the hardness (strength) of the pearlite structure, resulting in wear resistance. It is an element that improves internal fatigue damage resistance.
- the Co content is less than 0.01%, the refinement of the lamellar structure is not promoted, and the effect of improving the wear resistance and the internal fatigue damage resistance cannot be obtained.
- the Co content exceeds 1.00%, the above effect is saturated, and the lamella structure corresponding to the content cannot be refined.
- the economic efficiency decreases due to the increase in the alloy addition cost. For this reason, when it is contained, the Co content is preferably 0.01 to 1.00%.
- B 0.0001 to 0.0050%
- B is an element that forms iron boride (Fe 23 (CB) 6 ) at the austenite grain boundary and reduces the dependency of the pearlite transformation temperature on the cooling rate due to the effect of promoting pearlite transformation.
- B is an element that imparts a more uniform hardness distribution to the rail from the outer surface to the inside of the head due to the above-described effect, thereby extending the life of the rail.
- the B content is less than 0.0001%, the effect is not sufficient, and no improvement is observed in the hardness distribution of the rail head.
- the B content exceeds 0.0050%, a coarse borohydride is formed, making brittle fracture redundant and reducing the toughness of the rail. For this reason, when contained, the B content is preferably 0.0001 to 0.0050%.
- Cu 0.01 to 1.00%
- Cu is an element that dissolves in the ferrite phase of the pearlite structure, improves hardness (strength) by solid solution strengthening, and improves wear resistance and internal fatigue damage resistance.
- the Cu content is less than 0.01%, the effect cannot be obtained.
- the Cu content exceeds 1.00%, a martensitic structure is generated in the rail head due to a significant improvement in hardenability, and the wear resistance decreases. For this reason, when Cu is contained, the Cu content is preferably 0.01 to 1.00%.
- Ni 0.01 to 1.00%
- Ni is an element that improves the toughness of the pearlite structure and, at the same time, improves the hardness (strength) by solid solution strengthening, and improves the wear resistance and internal fatigue damage resistance. Furthermore, in the weld heat affected zone, it is an element that precipitates finely an intermetallic compound of Ni 3 Ti in combination with Ti and suppresses softening by precipitation strengthening. Ni is an element that suppresses embrittlement of grain boundaries in Cu-containing steel. However, when the Ni content is less than 0.01%, these effects are remarkably small. On the other hand, when the Ni content exceeds 1.00%, a martensitic structure is generated in the rail head due to a significant improvement in hardenability, and the wear resistance decreases. For this reason, when Ni is contained, the Ni content is preferably 0.01 to 1.00%.
- Nb 0.0010 to 0.0500% Nb precipitates as Nb carbide and / or Nb nitride in the cooling process after hot rolling, increases the hardness (strength) of the pearlite structure by precipitation hardening, and improves wear resistance and internal fatigue damage resistance It is an element.
- Nb carbide and Nb nitride are stably generated from the low-temperature range to the high-temperature range, and softening of the heat-affected zone of the welded joint is prevented. It is an effective element to do.
- the Nb content is less than 0.0010%, these effects cannot be obtained, and improvement in the hardness (strength) of the pearlite structure is not recognized.
- the Nb content exceeds 0.0500%, precipitation hardening of Nb carbides and nitrides becomes excessive, the pearlite structure itself becomes brittle, and the internal fatigue damage resistance of the rail is lowered.
- the Nb content is preferably 0.0010 to 0.0500%.
- Ti 0.0030 to 0.0500% Ti precipitates as Ti carbide and / or Ti nitride in the cooling process after hot rolling, and increases the hardness (strength) of the pearlite structure by precipitation hardening, thereby improving wear resistance and internal fatigue damage resistance. It is an element.
- the precipitated Ti carbide and Ti nitride do not dissolve in reheating during welding, the structure of the heat affected zone heated to the austenite region is refined to prevent embrittlement of the welded joint. It is an effective ingredient.
- the Ti content is less than 0.0030%, these effects are small.
- the Ti content exceeds 0.0500%, coarse Ti carbides and Ti nitrides are generated, and fatigue cracks are generated due to stress concentration, thereby reducing the internal fatigue damage resistance.
- the Ti content is preferably 0.0030 to 0.0500%.
- Mg 0.0005 to 0.0200%
- Mg is an element that combines with S to form fine sulfides, and MgS finely disperses MnS, relieves stress concentration, and improves internal fatigue damage resistance.
- the effect is weak, and if added over 0.0200%, a coarse oxide of Mg is formed, fatigue cracks are generated due to stress concentration, and the internal fatigue damage resistance is reduced. To do.
- the Mg content is preferably 0.0005 to 0.0200%.
- Ca 0.0005 to 0.0200%
- Ca is an element that has a strong binding force with S and forms CaS (sulfide). This CaS finely disperses MnS, relaxes stress concentration, and improves internal fatigue damage resistance. However, if the Ca content is less than 0.0005%, the effect is weak. On the other hand, when the Ca content exceeds 0.0200%, a coarse oxide of Ca is generated, a fatigue crack is generated due to stress concentration, and the internal fatigue damage resistance is reduced. For this reason, when Ca is contained, the Ca content is preferably 0.0005 to 0.0200%.
- REM 0.0005 to 0.0500% REM is a deoxidation / desulfurization element.
- REM When it is contained, REM generates REM oxysulfide (REM 2 O 2 S) which is a nucleus of Mn sulfide inclusions. Since this oxysulfide (REM 2 O 2 S) has a high melting point, it suppresses stretching of Mn sulfide inclusions after rolling. As a result, by containing REM, MnS is finely dispersed, stress concentration is relaxed, and internal fatigue damage resistance is improved. However, when the REM content is less than 0.0005%, it is insufficient as a production nucleus of MnS-based sulfide, and its effect is small.
- the REM content exceeds 0.0500%, hard REM oxysulfide (REM 2 O 2 S) is generated, fatigue cracks are generated due to stress concentration, and internal fatigue damage resistance is reduced. .
- the REM content is preferably 0.0005 to 0.0500%.
- REM is a rare earth metal such as Ce, La, Pr, or Nd.
- the above content defines the total content of all these REMs. If the total content is within the above range, the same effect can be obtained regardless of whether the total content is single or composite (two or more types).
- Zr 0.0001 to 0.0200% Zr combines with O to form ZrO 2 inclusions. Since this ZrO 2 inclusion and ⁇ -Fe have good lattice matching, the ZrO 2 inclusion becomes a solidification nucleus of high-carbon rail steel in which ⁇ -Fe is a solidification primary crystal, and the equiaxed crystallization rate of the solidification structure By suppressing the formation of a segregation zone at the center of the slab. Moreover, this is an element which suppresses the production
- the Zr content is less than 0.0001%, the number of ZrO 2 -based inclusions to be generated is small, and the effect as a solidification nucleus is not exhibited. In this case, a martensite structure is likely to be generated in the segregated portion, and improvement of the internal fatigue damage resistance of the rail cannot be expected.
- the Zr content exceeds 0.0200%, a large amount of coarse Zr-based inclusions are generated, fatigue cracks are generated due to stress concentration, and the internal fatigue damage resistance is reduced. Therefore, when contained, the Zr content is preferably 0.0001 to 0.0200%.
- Al 0.0100 to 1.00%
- Al is an element that acts as a deoxidizer.
- Al is an element that moves the eutectoid transformation temperature to the high temperature side and contributes to increasing the hardness (strength) of the pearlite structure.
- the wear resistance and internal fatigue damage resistance of the pearlite structure are improved. It is an element to be made.
- the Al content is less than 0.0100%, the effect is weak.
- the Al content exceeds 1.00%, it becomes difficult to make Al dissolve in the steel, and coarse alumina inclusions are generated. Since this coarse Al-based inclusion becomes a starting point of a fatigue crack, the internal fatigue damage resistance is reduced. Furthermore, oxides are generated during welding, and weldability is significantly reduced. Therefore, when it is contained, the Al content is preferably 0.0100 to 1.00%.
- the value of the ratio of Mn content (Mn) to Cr content (Cr) (Formula 1) is in the range of more than 1.00 to 4.00. There is a need to. The reason will be described.
- the present inventors have studied a method for stably generating a pearlite structure having high hardness and preventing the formation of abnormal structures such as martensite and bainite. Specifically, the influence of the contents of Mn and Cr, which are basic alloy elements, on the formation of an abnormal structure was examined.
- Constant temperature transformation heat treatment experiment ⁇ Constant temperature transformation heat treatment conditions Heating temperature and time: 1000 ° C. ⁇ 5 min Cooling condition: Cooling from heating temperature to constant temperature transformation temperature at a cooling rate of 30 ° C./sec. Constant temperature transformation condition: constant temperature transformation temperature 500 to 600 ° C. Holding time 100-1000sec After isothermal transformation: accelerated cooling (cooling to 50 ° C at a cooling rate of 30 ° C / sec)
- Fig. 1 shows the relationship between isothermal transformation temperature, hardness and metal structure.
- the Mn steel (1.0% Mn) was confirmed to have a stable pearlite transformation up to a low temperature range compared to the Cr steel (1.0% Cr), and to be easily pearlite transformed. That is, it was confirmed that Mn steel (1.0% Mn) suppresses generation of a bainite structure that is harmful to wear resistance as compared to Cr steel (1.0% Cr). On the other hand, Cr steel tended to have a higher pearlite structure hardness at the same transformation temperature compared to Mn steel.
- the present inventors examined an optimal balance between the Mn content and the Cr content. Based on a steel (eutectoid steel) having a composition of 0.80% C-0.50% Si-Mn ⁇ Cr-0.150% P-0.0120% S, the Mn content and the Cr content A steel test piece was produced with the Mn content and the Cr content varied with the sum being 1.4%. Moreover, about this test piece, the continuous cooling heat processing which reproduced the cooling of the head surface in a real rail (position of depth 2mm from the head outer shell surface) was performed, and the balance of Mn, Cr, hardness, and metal structure The relationship was investigated. The test conditions are as shown below.
- FIG. 2 shows the relationship between the Mn / Cr value composed of the contents of Mn and Cr and the metal structure.
- the Mn / Cr value when the Mn / Cr value is 1.00 or less, the Cr content becomes excessive, and a bainite structure that is harmful to wear resistance, and martensite that is harmful to wear resistance and surface damage resistance. Generated by the organization.
- the value of Mn / Cr exceeds 4.00, the Mn content becomes excessive, and a martensite structure harmful to wear resistance and surface damage resistance is generated.
- Mn and Cr affect the ease of pearlite transformation and the hardness of the pearlite structure. Therefore, the present inventors investigated the relationship between the contents of Mn and Cr and the hardness of the pearlite structure on the assumption that the value of Mn / Cr is in the range of more than 1.00 to 4.00 or less. Specifically, based on a steel material (eutectoid steel) having a steel component of 0.80% C-0.50% Si-Mn ⁇ Cr-0.150% P-0.0120% S, the Mn content Specimens of steel were produced in which the Cr content was changed in the range of 0.20 to 1.20% and the Cr content in the range of 0.20 to 0.80%.
- a steel material eutectoid steel having a steel component of 0.80% C-0.50% Si-Mn ⁇ Cr-0.150% P-0.0120% S
- the hardness of the structure including the pearlite structure of the steel is both Mn and Cr. It was confirmed that there is a good correlation with the relational expression consisting of the contents of FIG. 3 shows the relationship between the hardness and the value of 0.25 ⁇ Mn + Cr (formula 2) comprising the contents of the alloy components Mn and Cr.
- the hardness of the structure including the pearlite structure on the head surface is set to Hv 480 or less that can ensure surface damage resistance. be able to.
- the hardness of the structure including the pearlite structure in the head is Hv 350 or more necessary for ensuring wear resistance and internal fatigue damage resistance. It can be. Therefore, by controlling the steel components so that the value of (0.25 ⁇ Mn + Cr) is 0.30 to 1.00 (that is, 0.30 ⁇ 0.25 ⁇ Mn + Cr ⁇ 1.00 is satisfied).
- the hardness of the structure including the pearlite structure in the head of the rail according to the present embodiment, it is possible to ensure the hardness satisfying the wear resistance and the internal fatigue damage resistance.
- the rail according to this embodiment controls the alloy composition of the rail steel, the structure, the hardness of the head surface and the inside of the head, the number of V carbon and nitride, and the difference in hardness between the head surface and the inside of the head. Furthermore, by controlling the composition of V charcoal / nitride, it is possible to improve the wear resistance and internal fatigue damage resistance of the rail when used in a freight railway, and greatly improve the service life. It becomes possible.
- the rail which concerns on this embodiment can acquire the effect irrespective of a manufacturing method by providing said component, structure
- the manufacturing method including the following steps is preferable because the rail according to this embodiment can be stably obtained.
- the rail according to the present embodiment is produced by casting a molten steel whose components are adjusted to the above-mentioned range by melting in a commonly used melting furnace such as a converter or an electric furnace by an ingot / bundling method or a continuous casting method.
- the bloom is hot-rolled, formed into a rail shape, and heat-treated after hot rolling.
- the hot rolling conditions and the heat treatment conditions after rolling are desirably performed within the following condition ranges in order to maintain a pearlite structure and control the structure of the rail head, the head surface, and the hardness inside the head. Note that the temperature of the head surface and the temperature of the head outer surface are substantially equal.
- Heat treatment conditions after hot rolling (head outer surface): naturally cool for 60 to 180 seconds after rolling, then accelerated cooling and controlled cooling accelerated cooling (head outer surface) Cooling rate: 2-8 ° C / sec Start temperature: 750 ° C or higher, Stop temperature: 580 to 640 ° C Control cooling (head outer surface) After stopping accelerated cooling, keep the temperature of the outer surface of the head in the range of 580 to 640 ° C for 100 to 200 seconds, and then cool it down.
- Temperature maintenance during controlled cooling Execute accelerated cooling according to recuperation from inside the rail, Repeated stop and control to be within the specified temperature range
- Heat treatment conditions head outer surface: naturally cool for 60 to 180 seconds after rolling, then accelerated cooling and controlled cooling accelerated cooling (head outer surface) Cooling rate: 2-8 ° C / sec Start temperature: 750 ° C or higher, Stop temperature: 610-640 ° C Control cooling (head outer surface) After the accelerated cooling is stopped, the temperature of the head surface is maintained in the range of 610 to 640 ° C. for 100 to 200 seconds, and then allowed to cool.
- Temperature maintenance during controlled cooling Accelerated cooling is repeatedly executed and stopped according to the recuperation from the inside of the rail, and controlled so as to be within the specified temperature range
- the final rolling temperature (head outer surface) is preferably in the range of 900 to 1000 ° C.
- the austenite grains after rolling become remarkably fine. In this case, hardenability is significantly reduced, and it may be difficult to ensure the hardness of the rail head.
- the final rolling temperature (head outer surface) exceeds 1000 ° C, the austenite grains after rolling become coarse, the hardenability increases excessively, and a bainite structure harmful to wear resistance is generated on the rail head. It becomes easy. Therefore, the final rolling temperature (head outer surface) is preferably in the range of 900 to 1000 ° C.
- the final reduction amount (area reduction rate) in the range of 2 to 20%. If the final reduction (area reduction) is less than 2%, the austenite grains after rolling become coarse, the hardenability increases excessively, and a bainite structure that is harmful to wear resistance tends to be generated on the rail head, The grain size of the pearlite structure itself may become coarse, and the ductility and toughness required for the rail may not be ensured. On the other hand, if the final rolling reduction (area reduction rate) exceeds 20%, the austenite grains after rolling become remarkably refined, the hardenability is greatly reduced, and it is difficult to ensure the hardness of the rail head. Therefore, it is preferable that the final reduction amount (area reduction rate) is in the range of 2 to 20%.
- the rolling condition of the rail head is not particularly limited. In order to ensure the hardness of the rail head, it is sufficient to control the final rolling temperature by the normal rail hole rolling.
- a method described in JP-A-2002-226915 and the like may be referred to so that a pearlite structure is mainly obtained. That is, after roughly rolling a steel slab, intermediate rolling by a reverse rolling mill is performed over a plurality of passes, and then finish rolling by a continuous rolling mill is performed by two or more passes. What is necessary is just to control to said temperature range at the time of the final rolling of finish rolling.
- the reason why it is preferable to set the cooling rate of accelerated cooling (the outer surface of the head) to 2 to 8 ° C./sec will be described.
- the cooling rate is less than 2 ° C./sec, pearlite transformation starts in a high temperature region during accelerated cooling.
- a portion having a hardness of less than Hv350 occurs in the head surface portion of the rail head, ensuring the wear resistance and internal fatigue damage resistance necessary for the rail. May be difficult to do.
- the cooling rate exceeds 8 ° C./sec, in the component system of the rail according to this embodiment, a bainite structure or a martensite structure is generated in the head surface portion, and as a result, the wear resistance and toughness of the rail are lowered. There is a concern to do. For this reason, the cooling rate is preferably 2 to 8 ° C./sec.
- the reason why it is preferable to set the acceleration cooling start temperature to 750 ° C. or more and the stop temperature in the range of 580 to 640 ° C. will be described.
- the start temperature of accelerated cooling of the outer surface of the head becomes less than 750 ° C.
- a pearlite structure may be generated in a high temperature range before accelerated cooling.
- a predetermined hardness cannot be obtained, and it becomes difficult to ensure the wear resistance and surface damage resistance necessary for the rail.
- a pro-eutectoid cementite structure is formed, the pearlite structure becomes brittle, and the toughness of the rail decreases.
- the temperature of the outer surface of the head portion of the rail when starting the accelerated cooling is 750 ° C. or higher.
- the stop temperature of accelerated cooling exceeds 640 ° C.
- pearlite transformation starts in a high temperature range immediately after cooling, and many pearlite structures with low hardness are generated.
- the hardness of the head cannot be ensured, and it may be difficult to ensure the wear resistance and surface damage resistance required for the rail.
- the stop temperature of accelerated cooling is less than 580 ° C.
- a lot of bainite structure that is harmful to wear resistance may be generated immediately after cooling. In this case, it is difficult to ensure the wear resistance necessary for the rail. For this reason, it is preferable that the stop temperature of accelerated cooling be in the range of 580 to 640 ° C.
- the reason for limiting the preferable conditions for the controlled cooling will be described.
- This step has a great influence on the number of charcoal / nitrides of V and the difference in hardness between the head surface and the inside of the head.
- the holding temperature after accelerated cooling is preferably in the range of 580 to 640 ° C.
- the holding temperature exceeds 640 ° C.
- pearlite transformation starts in a high temperature range immediately after cooling, and many pearlite structures with low hardness are generated. As a result, the hardness of the head cannot be ensured, and it becomes difficult to ensure the wear resistance and surface damage resistance necessary for the rail.
- the holding temperature after accelerated cooling is preferably in the range of 580 to 640 ° C.
- the holding time is preferably in the range of 100 to 200 seconds.
- tempering of the pearlite structure proceeds during holding, and the pearlite structure softens.
- the hardness inside the head cannot be ensured, and it becomes difficult to ensure the wear resistance and internal fatigue damage resistance necessary for the rail.
- generation of V charcoal / nitride becomes insufficient, and improvement in the hardness inside the head cannot be expected.
- the holding time is less than 100 sec, the generation of V charcoal / nitride is not sufficient, and the number of fine V charcoal / nitrides cannot be secured.
- the temperature holding time after accelerated cooling to 100 to 200 sec.
- the temperature holding method during control cooling is not particularly limited. Controls the recuperation generated from the inside of the rail head by repeatedly cooling and stopping the outer surface of the rail head using air jet cooling, mist cooling, mixed jet cooling of water and air, or a combination of these. It is desirable to perform cooling. Specifically, the accelerated cooling is stopped on the low temperature side of the temperature range in which the temperature is maintained, the cooling is started in anticipation of the recuperation generated from the inside of the rail head, and the cooling is performed before reaching the lower limit of the predetermined temperature range. It is desirable to stop. In order to control the holding time, it is desirable to repeatedly execute this temperature control. When the amount of recuperation is small, it is also effective to heat with an IH coil or the like.
- the cooling stop temperature and the subsequent holding temperature may be set in the range of 610 to 640 ° C.
- the heat treatment refrigerant at the rail head is not particularly limited.
- the hardness can be controlled by air jet cooling, mist cooling, water / air mixed jet cooling, or a combination of these. It is desirable to control the cooling rate.
- Tables 1 to 6 show the chemical composition and various characteristics of the rail of the present invention.
- Tables 1 to 6 show chemical component values and Mn / Cr values and 0.25 ⁇ Mn + Cr values calculated from the chemical component values (mass%).
- pearlite means that the area ratio of the pearlite structure is 95% or more, and a very small amount of pro-eutectoid ferrite structure or proeutectoid with an area ratio of 5% or less.
- cementite, bainite and martensite structures are also included.
- Tables 7 to 9 show the chemical composition and characteristics of the comparative rail. Tables 7 to 9 show the Mn / Cr value and 0.25 ⁇ Mn + Cr value calculated from the chemical component value and the chemical component value (mass%).
- pearlite indicates that the area ratio is 95% or more in the case of pearlite structure, and a small amount of pro-eutectoid ferrite structure or pro-eutectoid cementite with an area ratio of 5% or less. The thing which the structure, the bainite structure and the martensite structure are mixed is included. On the other hand, what describes the structure other than the pearlite structure means that the structure contains more than 5% in area ratio.
- Hot rolling conditions Final rolling temperature (head outer surface): 900-1000 ° C Final reduction (area reduction): 2-20% ⁇
- Heat treatment conditions head outer surface: hot rolling ⁇ natural cooling ⁇ accelerated cooling + controlled cooling accelerated cooling (head outer surface) Cooling rate: 2-8 ° C / sec Accelerated cooling start temperature: 750 ° C. or higher. Accelerated cooling stop temperature: 580 to 640 ° C Control cooling (head outer surface) After accelerating cooling stop, hold at 580 to 640 ° C x 100 to 200 sec, and then let cool
- Heat treatment conditions hot rolling ⁇ natural cooling ⁇ accelerated cooling + controlled cooling accelerated cooling (head outer surface) Cooling rate: 2-8 ° C / sec Accelerated cooling start temperature: 750 ° C or higher Accelerated cooling stop temperature: 610 to 640 ° C Control cooling (head outer surface) After stopping accelerated cooling, the temperature is maintained under the conditions of 610 to 640 ° C. ⁇ 100 to 200 sec, and then allowed to cool.
- the steel Nos. Shown in Tables 1 to 9 were used.
- A1 to A44 (rail of the present invention example) and steel No. B1 to B23, B62, and B72 (rails of comparative examples) were manufactured.
- the rails A1 to A44 of the present invention have the Mn / Cr value, the 0.25 ⁇ Mn + Cr value, the microstructure of the head, and the hardness of the head composed of the chemical component value and the chemical component value (mass%). Rail within range.
- rails B1 to B15, B62, B72 (17) of comparative examples C, Si, Mn, Cr, P, S, V, N content, and an average particle size of 5 to 20 nm inside the head
- the number of carbons / nitrides of V is outside the scope of the present invention
- the rails B16 to B23 of the comparative example are Mn / Cr or 0.25 ⁇ Mn + Cr values outside the scope of the present invention.
- the hot rolling conditions and the heat treatment conditions were variously changed, and the rails (c1 to c24) shown in Tables 10 to 11 were changed. ) was manufactured.
- the metal structure is observed with a 200 ⁇ optical microscope field of view, and the area of each metal structure is 10 mm or more at a position of 2 mm depth starting from the outer surface of the head and 25 mm depth starting from the outer surface of the head.
- the ratio was determined, and the average value of the area ratio was used as the area ratio of the observation site.
- a needle sample is processed by a FIB (focused ion beam) method (10 ⁇ m ⁇ 10 ⁇ m ⁇ 100 ⁇ m) from a position with a depth of 25 mm starting from the outer surface of the head, and V charcoal / nitriding is performed by a three-dimensional atom probe (3DAP) method.
- 3DAP three-dimensional atom probe
- the number of atoms of carbon and nitrogen contained in the product was counted. From this result, the ratio (CA / NA) of the number of carbon atoms (CA) and the number of nitrogen atoms (NA) was calculated. Five or more points of CA / NA were measured, and the average value was used as a representative value. At that time, the voltage was DC and pulse (pulse ratio 20% or more), and the sample temperature was 40K or less.
- Test piece sampling position Position corresponding to 2 mm below the outer surface of the head (head surface (see FIG.
- Test load 686 N (contact surface pressure 640 MPa) Slip rate: 20% Mating material (wheel material 5): Pearlite steel (Hv380) Atmosphere: In the air Cooling: Forced cooling by jetting compressed air from the cooling air nozzle 6 (flow rate: 100 Nl / min) Number of repetitions: 700,000 Pass / fail criteria: As a result of wear tests and evaluation of wear resistance on actual tracks, it has been confirmed that wear resistance exceeding 1.30 g is inferior on actual tracks. . Therefore, it was judged that the wear resistance was inferior for those whose wear amount exceeded 1.30 g.
- Measuring device Vickers hardness tester (load 98N)
- Sample collection for measurement Sample cutting from the cross section of the rail head
- Pretreatment Polishing the sample with diamond abrasive grains having a particle size of 1 ⁇ m
- Measurement method Measured according to JIS Z 2244 Calculation of hardness 2 mm below the head outer surface: Measurement was performed on any 20 points on the head surface (2 mm below the surface) of the rail cross section shown in FIG. 6, and the average value was taken as the hardness of the part 25 mm below the head outer surface: rail cross section shown in FIG. 6 The measurement was performed on any 20 points inside the head of the head (25 mm below the surface), and the average value was defined as the hardness of the part.
- the rails (A1 to A44) of the examples of the present invention are compared with the rails (B1 to B15, B62, and B72) of the comparative examples, and the steel C, Si, Mn, Cr, P,
- the contents of S, V, and N are within a limited range, the generation of pro-eutectoid ferrite structure, pro-eutectoid cementite structure, bainite structure, and martensite structure is suppressed, and the head has a pearlite structure.
- the rail of the present invention controls the difference in hardness between the head surface and the inside of the head by reducing the hardness inside the head by controlling the number of V carbon / nitrides.
- wear resistance and internal fatigue damage resistance are improved by suppressing embrittlement of pearlite structure and generation of bubbles.
- the rail steels (A1 to A44) of the examples of the present invention in addition to the contents of C, Si, Mn, P, and S, are compared with the comparative rail steels (B16 to B23).
- the values of Mn / Cr and 0.25 ⁇ Mn + Cr By controlling the values of Mn / Cr and 0.25 ⁇ Mn + Cr, the formation of bainite and martensite structures is suppressed, and the hardness of the pearlite structure is controlled to suppress pearlite embrittlement. In addition, wear resistance and internal fatigue damage resistance are improved.
- the ratio (CA / NA) of the number of carbon atoms (CA) and the number of nitrogen atoms (NA) of the carbon / nitride of V is 0.
- the increase in hardness of V charcoal / nitride is suppressed, and the generation of internal cracks is suppressed and prevented, thereby further improving wear resistance and internal fatigue damage resistance.
- the wear resistance and internal fatigue damage resistance of the rail can be improved. Further, such a rail can greatly improve the service life of the rail when used in a freight railway.
- head portion 2 head corner portion 3: rail head portion 3a: head surface portion (range up to a depth of 25 mm starting from the head corner portion and the surface of the head portion, hatched portion) 4: Rail material 5: Wheel material 6: Air nozzle for cooling 7: Slider for rail movement 8: Rail 9: Wheel 10: Motor 11: Load control device
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Articles (AREA)
- Heat Treatment Of Steel (AREA)
- Metal Rolling (AREA)
- Ceramic Products (AREA)
- Rolling Contact Bearings (AREA)
- Machines For Laying And Maintaining Railways (AREA)
Abstract
Description
本願は、2015年01月23日に、日本に出願された特願2015-011006号に基づき優先権を主張し、その内容をここに援用する。
また、貨物鉄道では、近年、鉄道輸送のさらなる過密化が進み、レール頭部内部(未使用レールの形状で換算して頭部外郭表面から深さ20~30mmの位置)から発生する疲労損傷が懸念されるようになってきた。
このような背景から、耐摩耗性及び耐内部疲労損傷性を向上させた高強度レールの開発が求められるようになってきた。
具体的には、特許文献1には、圧延終了後あるいは、再加熱したレール頭部をオーステナイト域温度から850~500℃間を1~4℃/secで加速冷却することで、耐摩耗性に優れたレールを提供できることが開示されている。
また、特許文献2には、過共析鋼(C:0.85超~1.20%)を用いて、パーライト組織中のラメラ中のセメンタイト体積比率を増加させることで、耐摩耗性に優れたレールを提供できることが開示されている。
しかしながら、特許文献1及び2に開示された高強度レールでは、内部疲労損傷の発生を抑えることはできない。
具体的には、特許文献3には、過共析鋼(C:0.85超~1.20%)にBを添加することにより、頭部内部のパーライトの変態温度を制御することで、頭部内部の硬さを向上させることが開示されている。また、特許文献4には、過共析鋼(C:0.85超~1.20%)にV及びNを添加して、パーライト組織中にVの炭窒化物を析出させることにより、頭部内部の硬さを向上させることが開示されている。
1.00<Mn/Cr≦4.00 … 式a
0.30≦0.25×Mn+Cr≦1.00 … 式b
ここで、式a、式b記載の元素記号は各元素の質量%での含有量である。
(2)上記(1)に記載のレールでは、さらに、前記Vの炭・窒化物において、炭素の原子数をCA、窒素の原子数をNAとしたとき、前記NAに対する前記CAの比であるCA/NAが0.70以下であってもよい。
(3)上記(1)または(2)に記載のレールでは、質量%で、Mo:0.01~0.50%、Co:0.01~1.00%、B:0.0001~0.0050%、Cu:0.01~1.00%、Ni:0.01~1.00%、Nb:0.0010~0.0500%、Ti:0.0030~0.0500%、Mg:0.0005~0.0200%、Ca:0.0005~0.0200%、REM:0.0005~0.0500%、Zr:0.0001~0.0200%、およびAl:0.0100~1.00%、の群から選択される1種または2種以上を含有してもよい。
(i)所定の化学組成を有し、1.00<Mn/Cr≦4.00、及び0.30≦0.25×Mn+Cr≦1.00を満足する。
(ii)頭部外郭表面を起点として深さ25mmまでの範囲の組織が95%以上のパーライト組織を含み、かつ、前記組織のビッカース硬さでの硬さがHv350~480の範囲である。
(iii)頭部外郭表面を起点として深さ25mmの位置における横断面において、平均粒径が5~20nmのVの炭・窒化物が被検面積1.0μm2あたり50~500個存在する。
(iv)頭部外郭表面を起点として深さ2mmの位置における硬さから、頭部外郭表面を起点として深さ25mmの位置における硬さを減じた値がHv0~Hv40である。
(v)好ましくは、さらに、前記Vの炭・窒化物において、炭素の原子数をCA、窒素の原子数をNAとしたとき、前記NAに対する前記CAの比であるCA/NAが0.70以下である。
本実施形態に係るレールでは、頭部外郭表面を起点として少なくとも25mm深さの範囲において、95%(面積率)以上をパーライト組織とする必要がある。
車輪と接触するレール頭部では耐摩耗性の確保が最も重要である。本発明者らが金属組織と耐摩耗性との関係を調査した結果、パーライト組織が最も耐摩耗性に優れることが確認された。また、パーライト組織は合金元素の含有量が少なくても硬さ(強度)が得られ易く、耐内部疲労損傷性にも優れる。そこで、耐摩耗性および耐内部疲労損傷性を向上させる目的からパーライト組織の面積率を95%以上に限定した。パーライト面積率が95%未満では、耐摩耗性および耐内部疲労損傷性が十分に向上しない。
金属組織の評価方法を下記に示す。
事前処理:サンプルをダイヤモンド研磨後に3%ナイタールエッチング処理
組織観察:光学顕微鏡(200倍)
視野:10以上
組織判断:金属組織学の教科書(例えば、「入門・金属材料の組織と性質 材料を生かす熱処理と組織制御」:日本熱処理技術協会)等で判断、不明な場合はSEM観察
比率判断:各組織の面積測定、視野内の面積率を算定、全視野の平均値をその部位の代表値とする。なお、組織の面積率の算定は、上記の組織判断に基づき、所定の組織を連続した線で囲み、画像解析によりその線内の領域の面積を求め、さらに、その面積と観察視野全体の面積との比率を算定することにより求めることができる。
本実施形態に係るレールでは、頭部外郭表面を起点として2mm深さの位置と、頭部外郭表面を起点として25mm深さ位置の、双方のパーライト組織の面積率が95%以上であれば、頭部外郭表面を起点として少なくとも25mm深さの範囲の金属組織の95%以上がパーライト組織であると言える。
次に、本実施形態に係るレールおいて、パーライト組織を含む組織の硬さをHv350~480の範囲に限定した理由について説明する。
本発明者らは、レールの耐摩耗性および耐内部疲労損傷性を確保するために必要なパーライト組織を含む金属組織の硬さを検討した。具体的には、0.80%C-0.50%Si-0.70%Mn-0.50%Cr-0.0150%P-0.0120%Sの成分を有する鋼材(共析鋼)を用いて、圧延および熱処理によって、レール頭部の硬さを変化させたレールを試作した。そしてこの試作レールにおいて、レール頭部から採取した試験片による摩耗試験と、実レールを用いた転動疲労試験を行って、レール頭部の硬さと耐摩耗性及び耐表面損傷性との関係、さらには、硬さと耐内部疲労損傷性との関係を調査した。その結果、レール頭部において、耐摩耗性、耐表面損傷性、さらには、耐内部疲労損傷性を確保するには、頭部外郭表面を起点として深さ25mmまでの範囲にあるパーライト組織を含む金属組織の硬さをHv350~480の範囲に制御する必要があることを確認した。
パーライト組織を含む組織の硬さがHv350未満では、摩耗が進行し、レール頭部に要求される耐摩耗性の確保が困難となる。また、頭部内部において、疲労き裂が発生・伝播し、耐内部疲労損傷性が低下する。また、パーライト組織の硬さがHv480を超えると、パーライト組織を含む組織の脆化により、頭部表面において、車輪と接触する頭部外郭表面で微小なき裂が発生し、耐表面損傷性の確保が困難となる。このため、パーライト組織を含む組織の硬さをHv350~480の範囲に限定した。
硬さの測定条件を下記に示す。
装置:ビッカース硬度計(荷重98N)
測定用試験片採取:レール頭部の横断面から切り出し
事前処理:横断面を平均粒径1μmのダイヤモンド砥粒で研磨
測定方法:JIS Z 2244に準じて測定
測定:10点以上
硬さ:測定点の平均値をその深さ位置での代表値とする
次に、頭部表面と頭部内部との硬さの差(頭部外郭表面を起点として深さ2mmの位置における硬さから頭部外郭表面を起点として深さ25mmの位置における硬さを減じた値)をHv0~Hv40に限定した理由、及び頭部外郭表面を起点として深さ25mmの位置における横断面において、平均粒径が5~20nmのVの炭・窒化物を被検面積1.0μm2あたり50~500個に限定した理由について説明する。
その結果、頭部内部にき裂が発生していることを確認した。頭部内部のき裂はレールの基本性能に大きな影響を及ぼすので、安全性を確保するにはその防止が必要である。本発明者らは、このき裂を無くす方法を検討した。
●鋼成分
0.80%C-0.50%Si-0.50%Mn-0.40%Cr-0.0150%P-0.0120%S-0.01~0.20%V-0.0040~0.0200%N(残部Fe及び不純物)
●レール形状
141ポンド(重さ:70kg/m)。
最終圧延温度(頭部外郭表面):950℃。
熱処理条件:圧延→自然放冷→加速冷却+制御冷却
加速冷却条件(頭部外郭表面):冷却速度で3℃/secで800~590℃まで冷却
制御冷却条件(頭部外郭表面):加速冷却停止後に580~640℃の温度域で100~200sec保持し、その後放冷
制御冷却時の温度保持:加速冷却の実行、停止を繰返し行い、レール内部からの復熱に応じて加速冷却を行うことによって温度を制御
●事前処理:レール切断⇒横断面からサンプルを採取し、薄膜加工またはレプリカ採取(電解エッチまたは化学エッチにより析出物を露出させ、フィルムで剥ぎ取る方法)を実施
●採取位置:頭部内部(頭部外郭表面を起点として深さ25mmの位置)
●測定方法
装置:透過型電子顕微鏡
倍率:5万~50万
観察視野数:20視野
析出物の選定:薄膜またはレプリカ試料を用いて、過電子顕微鏡(TEM)によりパーライト組織中のフェライト相に生成している析出物を特定する。その析出物をエネルギー分散型X線分光法装置(EDX)による組成分析、または、TEMによる電子線回折像の結晶構造解析により、成分分析を行い、V炭・窒化物の判定を行う。判定に際しては、各析出物において、Vに加えて、炭素や窒素が同時に検出される析出物を評価対象とした。評価対象の析出物は、少なくともVと炭素、Vと窒素、Vと炭素・窒素が含有されているものであり、その他の合金元素が含有されていてもよい。
析出物の粒径測定:上記の評価対象の析出物の面積を求め、面積に相当する円の直径で平均粒径を算定した。
評価:上記算定の結果、粒径:5~20nmの析出物を選定し、所定の直径のV炭・窒化物数をカウントし、これを単位面積当たりの数に換算し、その平均値を求めた。
●硬さの測定
装置:ビッカース硬度計(荷重98N)
測定用試験片採取:レール頭部の横断面からサンプル切り出し。
事前処理:横断面を平均粒径1μmのダイヤモンド砥粒で研磨。
測定方法:JIS Z 2244に準じて測定。
●硬さの算定
頭部表面:頭部外郭表面から深さ2mmの任意位置において20点の測定を行い、平均値を頭部表面の硬さとした。
頭部内部:頭部外郭表面から深さ25mmの任意位置において20点の測定を行い、平均値を頭部内部の硬さとした。
平均粒径が5~20nmのVの炭・窒化物の生成量が被検面積1.0μm2あたり50個未満になると、頭部内部(頭部外郭表面を起点として深さ25mmの位置)の硬さの上昇が十分でなく、耐内部疲労損傷性の向上が認められない。一方、Vの炭・窒化物の個数密度が被検面積1.0μm2あたり500個を超えると、頭部内部(頭部外郭表面を起点として深さ25mmの位置)の硬さの上昇が過剰となり、頭部内部の硬さが頭部表面よりも増加し、車輪接触等の外力から発生するレールの歪みが、頭部表面の低い硬さの領域に集中する。その結果、頭部表面に微小なき裂が生成し、耐表面損傷性が低下する。このため、頭部外郭表面を起点として深さ25mmの位置に存在する、平均粒径が5~20nmのVの炭・窒化物を被検面積1.0μm2あたり50~500個(すなわち、50~500個/μm2)に限定した。
また、レール頭部では断面の各部位によって冷却速度が異なる。一般的に、硬さは頭部表面から頭部内部へ進むにしたがって低下する分布を示す。頭部表面の硬さと頭部内部の硬さとの差がHv40を超えると、レール頭部の断面内において材料強度の変化が著しく大きくなり、これに伴って、車輪接触等の外力から発生するレールの歪みが、頭部内部の低い硬さの領域に集中する。その結果、頭部内部に微小なき裂が生成・残留し、耐内部疲労損傷性のより一層の向上が困難となる。
なお、上記の硬さの差は、頭部表面と頭部内部との硬さの差を示すものである。一般的には、上記のように頭部表面から頭部内部へ進むにしたがって硬さは低下する。したがって、頭部表面も硬さと頭部内部の硬さの差は正の値を取る。しかし、熱処理条件の制御不良等により頭部表面にベイナイト組織が生成すると、頭部内部の硬さが頭部表面の硬さよりも上昇する場合がある。その結果、頭部表面も硬さと頭部内部の硬さの差は負の値を取る場合がある。この場合においても、Vの炭・窒化物が過剰生成した場合と同様に、車輪接触等の外力から発生するレールの歪みが、頭部表面の低い硬さの領域に集中する。その結果、頭部表面に微小なき裂が生成し、耐表面損傷性が低下する。
●サンプル作製
レールを切断し、頭部内部の頭部外郭表面を起点として深さ25mmの位置からサンプル作製。
●事前処理:断面をダイヤモンド研磨。
●観察方法
装置:走査型電子顕微鏡
倍率:1万~10万
観察位置:平均粒径5~20nmのVの炭・窒化物の周囲を詳細観察
(平均粒径の測定方法は上記と同様とした。)
●試料採取位置:頭部内部(頭部外郭表面を起点として深さ25mmの位置)
●事前処理:FIB(集束イオンビーム)法によって針試料を加工(10μm×10μm×100μm)
●測定機:3次元アトムプローブ(3DAP)法
●測定方法
針試料に電圧印加して先端から金属イオンを放出させ、この金属イオンを座標検出機により検出する。イオン飛行時間によって元素の種類を特定し、検出した座標によって3次元での元素位置や原子数を特定する。
電圧:DC、パルス(パルス比20%以上)
試料温度:40K以下
●Vの炭・窒化物の炭素と窒素の原子数の比の算定
上記の元素位置や量の情報を用いてVの炭・窒化物の炭素量と窒素量を算定する。3DAPの結果からVの炭・窒化物に含まれる炭素、窒素のそれぞれの原子数をカウントする。この結果から、炭素の原子数(CA)と窒素の原子数(NA)との比(CA/NA)を算定する。
●測定数:5点以上とし、それらの平均値を代表値とする。
本実施形態に係るレールにおいて、レール鋼(レールの素材となる鋼材)の化学成分の限定理由について詳細に説明する。
Cは、パーライト変態を促進させて、かつ、耐摩耗性を確保する有効な元素である。C含有量が0.75%未満になると、本成分系では、レールに要求される最低限の強度や耐摩耗性が維持できない。また、初析フェライト組織が生成して、耐摩耗性が大幅に低下する。さらに、頭部内部に疲労き裂を生成し易い軟質な初析フェライト組織が生成し、内部疲労損傷を発生し易くする。一方、C含有量が0.85%を超えると、パーライト組織自体の靭性が低下し、頭部内部で脆性的なき裂が発生し、耐内部疲労損傷性が低下する。また、頭部内部に初析セメンタイト組織が生成し易くなり、パーライト組織と初析セメンタイト組織との界面から疲労き裂が発生し、内部疲労損傷が発生し易くなる。このため、C含有量を0.75~0.85%とする。パーライト組織の生成を安定化し、耐内部疲労損傷性を向上させるには、C含有量を0.80~0.85%とすることが望ましい。
Siは、パーライト組織中のフェライト相に固溶し、レール頭部の硬度(強度)を上昇させ、耐摩耗性を向上させる元素である。しかしながら、Si含有量が0.10%未満では、これらの効果が十分に得られない。一方、Si含有量が1.00%を超えると、熱間圧延時に表面疵が多く生成する。さらに、焼入性が著しく増加し、レール頭部にマルテンサイト組織が生成し、耐摩耗性が低下する。このため、Si含有量を0.10~1.00%とする。パーライト組織の生成を安定化し、耐摩耗性と耐内部疲労損傷性とを向上させるには、Si含有量を0.20~0.80%とすることが望ましい。
Mnは、焼入れ性を高め、パーライト変態を安定化すると同時に、パーライト組織のラメラ間隔を微細化し、パーライト組織の硬度を確保し、耐摩耗性や耐内部疲労損傷性をより一層向上させる元素である。しかしながら、Mn含有量が0.30%未満では、耐摩耗性の改善が認めらない。また、頭部内部に疲労き裂を生成し易い軟質な初析フェライト組織が生成し、耐内部疲労損傷性の確保が困難となる。一方、Mn含有量が1.20%を超えると、焼入性が著しく増加し、レール頭部にマルテンサイト組織が生成し、耐摩耗性や耐表面損傷性が低下する。このため、Mn含有量を0.30~1.20%とする。パーライト組織の生成を安定化し、耐摩耗性や耐内部疲労損傷性を向上させるには、Mn含有量を0.40~1.00%とすることが望ましい。
Crは、平衡変態温度を上昇させ、過冷度の増加により、パーライト組織のラメラ間隔を微細化し、パーライト組織の硬度(強度)を向上させる元素である。ラメラ間隔の微細化及びパーライト組織の硬度の向上は、耐摩耗性及び耐内部疲労損傷性の向上に寄与する。しかしながら、Cr含有量が0.20%未満ではその効果は小さく、レール鋼の硬度を向上させる効果が得られない。一方、Cr含有量が0.80%を超えると、焼入れ性が著しく増加し、レール頭部にベイナイト組織やマルテンサイト組織が生成し、耐摩耗性や耐表面損傷性が低下する。このため、Cr含有量を0.20~0.80%とする。パーライト組織の生成を安定化し、耐摩耗性や耐内部疲労損傷性を向上させるには、Cr含有量を0.40~0.75%とすることが望ましい。
Vは、熱間圧延後の冷却過程でV炭・窒化物として析出し、析出硬化によって、パーライト組織の硬さ(強度)を高め、頭部内部において耐内部疲労損傷性を向上させる元素である。しかしながら、V含有量が0.01%未満では、パーライト組織のフェライト相中に析出する微細な炭・窒化物の個数が少なく、頭部内部の硬度(強度)の向上が認められない。一方、V含有量が0.20%を超えると、微細なVの炭・窒化物の数が過剰となり、頭部内部の硬度が頭部表面よりも増加し、車輪接触等の外力から発生するレールの歪みが、頭部表面の低い硬さの領域に集中する。その結果、頭部表面に微小なき裂が生成し、耐表面損傷性が低下する。このため、V含有量を0.01~0.20%とする。パーライト組織の生成を安定化し、耐内部疲労損傷性を向上させるには、V含有量を0.03~0.10%とすることが望ましい。
Nは、Vと同時に含有させることで、熱間圧延後の冷却過程において、V炭・窒化物の析出を促進させる元素である。V炭・窒化物が析出すると、パーライト組織の硬度(強度)が高まり、耐内部疲労損傷性が向上する。しかしながら、N含有量が0.0040%未満では、パーライト組織のフェライト相中に析出する微細な炭・窒化物の個数が少なく、頭部内部の硬さ(強度)の向上は認められない。一方、N含有量が0.0200%を超えると、Nを鋼中に固溶させることが困難となる。この場合、疲労損傷の起点となる気泡が生成し、内部疲労損傷が発生し易くなる。このため、N含有量を0.0040~0.0200%とする。パーライト組織の生成を安定化し、耐内部疲労損傷性を向上させるには、N含有量を0.0060~0.0150%とすることが望ましい。
Pは、鋼中に不可避的に含有される元素(不純物)であり、転炉での精錬を行うことによりその含有量を制御することが可能である。P含有量は低いほど好ましいが、P含有量が0.0250%を超えると、パーライト組織が脆化し、頭部内部において、脆性的なき裂が発生し、耐内部疲労損傷性が低下する。このため、P含有量を0.0250%以下に制限する。P含有量の下限は限定していないが、精錬工程での脱燐能力を考慮すると、P含有量は0.0050%程度が実際に製造する際の限界になると考えられる。
Sは、鋼中に不可避的に含有される元素(不純物)であり、溶銑鍋での脱硫を行うことによりその含有量を制御することが可能である。S含有量は少ないほど好ましいが、S含有量が0.0250%を超えると、粗大なMnS系硫化物の介在物が生成し易くなり、頭部内部において、介在物の周囲の応力集中により、疲労き裂が生成し、耐内部疲労損傷性が低下する。このため、S含有量を0.0250%以下に制限する。S含有量の下限は限定していないが、精錬工程での脱硫能力を考慮すると、S含有量は0.0050%程度が実際に製造する際の限界になると考えられる。
Moは、平衡変態温度を上昇させ、過冷度の増加により、パーライト組織のラメラ間隔を微細化し、パーライト組織の硬さ(強度)を向上させ、その結果として、耐摩耗性と耐内部疲労損傷性を向上させる元素である。しかしながら、Mo含有量が0.01%未満ではその効果が小さく、レール鋼の硬度を向上させる効果が得られない。一方、Mo含有量が0.50%を超えると、変態速度が著しく低下し、レール頭部にマルテンサイト組織が生成し、耐摩耗性が低下する。このため、含有させる場合には、Mo含有量を0.01~0.50%とすることが好ましい。
Coは、パーライト組織のフェライト相に固溶し、車輪との接触によるころがり面直下のパーライト組織のラメラ組織を微細化し、パーライト組織の硬さ(強度)を向上させ、その結果として、耐摩耗性と耐内部疲労損傷性を向上させる元素である。しかしながら、Co含有量が0.01%未満では、ラメラ組織の微細化が促進せず、耐摩耗性や耐内部疲労損傷性の向上効果が得られない。一方、Co含有量が1.00%を超えると、上記の効果が飽和し、含有量に応じたラメラ組織の微細化が図れない。また、合金添加コストの増大により経済性が低下する。このため、含有させる場合には、Co含有量を0.01~1.00%とすることが好ましい。
Bは、オーステナイト粒界に鉄炭ほう化物(Fe23(CB)6)を形成し、パーライト変態の促進効果により、パーライト変態温度の冷却速度依存性を低減させる元素である。またBは、上記の効果により、頭部外郭表面から内部までより均一な硬度分布をレールに付与し、レールを高寿命化する元素である。しかしながら、B含有量が0.0001%未満では、その効果が十分でなく、レール頭部の硬度分布には改善が認められない。一方、B含有量が0.0050%を超えると、粗大な鉄炭ほう化物が生成し、脆性破壊を冗長し、レールの靭性が低下する。このため、含有させる場合には、B含有量を0.0001~0.0050%とすることが好ましい。
Cuは、パーライト組織のフェライト相に固溶し、固溶強化により硬さ(強度)を向上させ、耐摩耗性と耐内部疲労損傷性を向上させる元素である。しかし、Cu含有量が0.01%未満ではその効果が得られない。一方、Cu含有量が1.00%を超えると、著しい焼入れ性向上により、レール頭部にマルテンサイト組織が生成し、耐摩耗性が低下する。このため、含有させる場合には、Cu含有量を0.01~1.00%とすることが好ましい。
Niは、パーライト組織の靭性を向上させ、同時に、固溶強化により硬さ(強度)を向上させ、耐摩耗性と耐内部疲労損傷性を向上させる元素である。さらに、溶接熱影響部においては、Tiと複合でNi3Tiの金属間化合物を微細に析出し、析出強化により軟化を抑制する元素である。また、Niは、Cu含有鋼において粒界の脆化を抑制する元素である。しかしながら、Ni含有量が0.01%未満では、これらの効果が著しく小さい。一方、Ni含有量が1.00%を超えると、著しい焼入れ性向上により、レール頭部にマルテンサイト組織が生成し、耐摩耗性が低下する。このため、含有させる場合には、Ni含有量を0.01~1.00%とすることが好ましい。
Nbは、熱間圧延後の冷却過程でNb炭化物および/またはNb窒化物として析出し、析出硬化により、パーライト組織の硬さ(強度)を高め、耐摩耗性や耐内部疲労損傷性を向上させる元素である。また、Ac1点以下の温度域に再加熱された熱影響部において、低温度域から高温度域までNbの炭化物やNb窒化物を安定的に生成させ、溶接継手の熱影響部の軟化を防止するのに有効な元素である。しかしながら、Nb含有量が0.0010%未満では、これらの効果が得られず、パーライト組織の硬度(強度)の向上は認められない。一方、Nb含有量が0.0500%を超えると、Nbの炭化物や窒化物の析出硬化が過剰となり、パーライト組織自体が脆化し、レールの耐内部疲労損傷性が低下する。このため、含有させる場合には、Nb含有量を0.0010~0.0500%とすることが好ましい。
Tiは、熱間圧延後の冷却過程でTi炭化物および/またはTi窒化物として析出し、析出硬化により、パーライト組織の硬さ(強度)を高め、耐摩耗性や耐内部疲労損傷性を向上させる元素である。また、溶接時の再加熱において、析出したTi炭化物、Ti窒化物が溶解しないことを利用して、オーステナイト域まで加熱される熱影響部の組織を微細化し、溶接継手部の脆化を防止するのに有効な成分である。しかしながら、Ti含有量が0.0030%未満ではこれらの効果が少ない。一方、Ti含有量が0.0500%を超えると、粗大なTi炭化物やTi窒化物が生成し、応力集中により、疲労き裂が生成し、耐内部疲労損傷性が低下する。このため、含有させる場合には、Ti含有量を0.0030~0.0500%とすることが好ましい。
Mgは、Sと結合して微細な硫化物を形成し、MgSがMnSを微細に分散させ、応力集中を緩和し、耐内部疲労損傷性を向上させる元素である。しかし、0.0005%未満ではその効果は弱く、0.0200%を超えて添加すると、Mgの粗大酸化物が生成し、応力集中により、疲労き裂が生成し、耐内部疲労損傷性が低下する。このため、含有させる場合には、Mg量を0.0005~0.0200%とすることが好ましい。
Caは、Sとの結合力が強く、CaS(硫化物)を形成する元素である。このCaSはMnSを微細に分散させ、応力集中を緩和し、耐内部疲労損傷性を向上させる。しかしながら、Ca含有量が0.0005%未満ではその効果は弱い。一方、Ca含有量が0.0200%を超えると、Caの粗大酸化物が生成し、応力集中により、疲労き裂が生成し、耐内部疲労損傷性が低下する。このため、含有させる場合には、Ca含有量を0.0005~0.0200%とすることが好ましい。
REMは、脱酸・脱硫元素であり、含有されるとMn硫化物系介在物の生成核となるREMのオキシサルファイド(REM2O2S)を生成する。このオキシサルファイド(REM2O2S)は融点が高いため、圧延後のMn硫化物系介在物の延伸を抑制する。この結果、REMの含有により、MnSが微細に分散し、応力集中が緩和され、耐内部疲労損傷性が向上する。しかしながら、REM含有量が0.0005%未満では、MnS系硫化物の生成核としては不十分であり、その効果は小さい。一方、REM含有量が0.0500%を超えると、硬質なREMのオキシサルファイド(REM2O2S)が生成し、応力集中により、疲労き裂が生成し、耐内部疲労損傷性が低下する。このため、含有させる場合には、REM含有量を0.0005~0.0500%とすることが好ましい。
Zrは、Oと結合してZrO2介在物を形成する。このZrO2介在物とγ-Feとは格子整合性が良いので、ZrO2介在物が、γ-Feが凝固初晶である高炭素レール鋼の凝固核となり、凝固組織の等軸晶化率を高めることにより、鋳片中心部の偏析帯の形成を抑制する。また、これにより、レール偏析部に生成するマルテンサイト組織の生成を抑制する元素である。しかしながら、Zr含有量が0.0001%未満では、生成するZrO2系介在物の数が少なく、凝固核として十分な作用を示さない。この場合、偏析部にマルテンサイト組織が生成し易くなり、レールの耐内部疲労損傷性の向上が期待できない。一方、Zr含有量が0.0200%を超えると、粗大なZr系介在物が多量に生成し、応力集中により、疲労き裂が生成し、耐内部疲労損傷性が低下する。このため、含有させる場合には、Zr含有量を0.0001~0.0200%とすることが好ましい。
Alは、脱酸材として作用する元素である。また、Alは、共析変態温度を高温側へ移動させる元素であり、パーライト組織の高硬度(強度)化に寄与し、その結果として、パーライト組織の耐摩耗性や耐内部疲労損傷性を向上させる元素である。しかしながら、Al含有量が0.0100%未満では、その効果が弱い。一方、Al含有量が1.00%を超えると、Alを鋼中に固溶させることが困難となり、粗大なアルミナ系介在物が生成する。この粗大なAl系介在物は疲労き裂の起点となるので、耐内部疲労損傷性が低下する。さらに、溶接時に酸化物が生成し、溶接性が著しく低下する。このため、含有させる場合には、Al含有量を0.0100~1.00%とすることが好ましい。
本実施形態に係るレールでは、各元素の含有量に加えて、Mn含有量(Mn)とCr含有量(Cr)の比(式1)の値を1.00超~4.00の範囲とする必要がある。その理由について説明する。
●恒温変態熱処理条件
加熱温度及び時間:1000℃×5min
冷却条件:加熱温度から30℃/secの冷却速度で恒温変態温度まで冷却
恒温変態条件:恒温変態温度500~600℃。保持時間100~1000sec
恒温変態後:加速冷却(30℃/secの冷却速度で50℃まで冷却)
組織観察
事前処理:断面をダイヤモンド研磨後に3%ナイタールエッチング処理
組織観察:光学顕微鏡による
硬さ測定
装置:ビッカース硬度計(荷重98N)
事前処理:断面をダイヤモンド研磨
●鋼成分
0.80%C-0.50%Si-0.05~1.40%Mn-0.05~1.40%Cr-0.0150%P-0.0120%S(残部Fe及び不純物)
●連続冷却熱処理条件
加熱温度及び時間:1000℃×5min
冷却条件:加熱温度から3℃/secの冷却速度で50℃まで冷却(頭部表面における冷却条件を模擬)
組織観察
事前処理:断面をダイヤモンド研磨後に3%ナイタールエッチング処理
組織観察:光学顕微鏡による観察
硬さ測定
装置:ビッカース硬度計(荷重98N)
事前処理:断面をダイヤモンド研磨
次に、本実施形態に係るレールおいて、Mn含有量(Mn)とCr含有量(Cr)の和の値を0.30~1.00(0.30≦0.25×Mn+Cr≦1.00)の範囲に限定した理由について説明する。
●鋼成分
0.80%C-0.50%Si-0.20~1.20%Mn-0.20~0.80%Cr-0.0150%P-0.0120%S(残部Fe及び不純物)
●連続冷却熱処理条件
加熱温度及び時間:1000℃×5min。
頭部表面を再現するための冷却条件:加熱温度から3℃/secの冷却速度で50℃まで冷却。
頭部内部を再現するための冷却条件:加熱温度から1℃/secの冷却速度で50℃まで冷却。
組織観察
事前処理:断面をダイヤモンド研磨後に3%ナイタールエッチング処理
組織観察:光学顕微鏡による観察
硬さ測定
装置:ビッカース硬度計(荷重98N)
事前処理:断面をダイヤモンド研磨
本実施形態に係るレールは、上記の成分、組織等を備えることで、製造方法に関わらず、その効果を得ることができる。しかしながら、以下に示す工程を含む製造方法によれば、本実施形態に係るレールを安定的に得られるので好ましい。
これら一連の工程において、レール頭部の硬さを制御するには、レール頭部の必要硬さに応じて、圧延条件、圧延後の熱処理条件を制御する必要がある。熱間圧延条件、圧延後の熱処理条件については、パーライト組織を維持し、レール頭部の組織、頭部表面や頭部内部の硬さを制御するため、下記の条件範囲で行うことが望ましい。なお、頭部表面の温度と頭部外郭表面の温度とはほぼ等しくなっている。
頭部外郭表面の最終圧延温度:900~1000℃
最終圧下量(減面率):2~20%
加速冷却(頭部外郭表面)
冷却速度:2~8℃/sec
開始温度:750℃以上、停止温度:580~640℃
制御冷却(頭部外郭表面)
加速冷却停止後に頭部外郭表面の温度を580~640℃の範囲に100~200sec間保持し、その後放冷する
制御冷却時の温度保持:レール内部からの復熱に応じて加速冷却の実行、停止を繰返し行い、所定の温度範囲となるように制御する
加速冷却(頭部外郭表面)
冷却速度:2~8℃/sec
開始温度:750℃以上、停止温度:610~640℃
制御冷却(頭部外郭表面)
加速冷却停止後に頭部表面の温度を610~640℃の範囲に100~200sec秒間保持し、その後放冷する。
制御冷却時の温度保持:レール内部からの復熱に応じて加速冷却の実行、停止を繰返し行い、所定の温度範囲となるように制御する
最終圧延温度(頭部外郭表面)が900℃未満では、圧延後のオーステナイト粒の微細化が顕著となる。この場合、焼入れ性が大幅に低下し、レール頭部の硬さの確保が困難になる場合がある。また、最終圧延温度(頭部外郭表面)が1000℃を超えると、圧延後のオーステナイト粒が粗大化し、焼入れ性が過剰に増加し、レール頭部に耐摩耗性に有害なベイナイト組織が生成し易くなる。そのため、最終圧延温度(頭部外郭表面)を900~1000℃の範囲とすることが好ましい。
最終圧下量(減面率)が2%未満では、圧延後のオーステナイト粒が粗大化し、焼入れ性が過剰に増加し、レール頭部に耐摩耗性に有害なベイナイト組織が生成し易くなったり、パーライト組織自体の粒径が粗大化し、レールとして必要な延性や靭性を確保できない場合がある。一方、最終圧下量(減面率)が20%を超えると、圧延後のオーステナイト粒の微細化が顕著となり、焼入れ性が大幅に低下し、レール頭部の硬さの確保が困難になる。そのため、最終圧下量(減面率)を2~20%の範囲とすることが好ましい。
冷却速度が2℃/sec未満になると、加速冷却途中の高温度域でパーライト変態が開始する。その結果、本実施形態に係るレールの成分系では、レール頭部の頭表部において、硬さがHv350未満となる部位が発生し、レールとして必要な耐摩耗性や耐内部疲労損傷性を確保することが困難となる場合がある。一方、冷却速度が8℃/secを超えると、本実施形態に係るレールの成分系では、ベイナイト組織やマルテンサイト組織が頭表部に生成し、その結果、レールの耐摩耗性や靭性が低下することが懸念される。このため、冷却速度を2~8℃/secとすることが好ましい。
頭部外郭表面の加速冷却の開始温度が750℃未満になると、加速冷却前の高温度域でパーライト組織が生成する場合がある。この場合、所定の硬度が得られず、レールとして必要な耐摩耗性や耐表面損傷性を確保することが困難となる。また、炭素量が比較的多い鋼では、初析セメンタイト組織が生成し、パーライト組織が脆化し、レールの靭性が低下することが懸念される。このため、加速冷却を開始する際のレールの頭部外郭表面の温度を750℃以上とすることが好ましい。
まず、加速冷却後の保持温度を580~640℃の範囲とすることが好ましい理由を説明する。
保持温度が640℃を超えると、本実施形態に係るレールの成分系では、冷却直後の高温度域でパーライト変態が開始し、硬さの低いパーライト組織が多く生成する。その結果、頭部の硬さが確保できず、レールとして必要な耐摩耗性や耐表面損傷性を確保することが困難となる。さらに、頭部内部に生成したVの炭・窒化物が粗大化し、析出強化の量の低減することによって、硬さの向上が得られないことが懸念される。一方、保持温度を580℃未満とすると、冷却直後に耐摩耗性に有害なベイナイト組織が多く生成し、その結果、レールとして必要な耐摩耗性を確保することが困難となることが懸念される。さらに、Vの炭・窒化物の生成が抑制され、微細なVの炭・窒化物の個数を確保できない場合がある。この場合、頭部内部の硬さが向上せず、耐内部疲労損傷性を向上させることが困難となる。このため、加速冷却後の保持温度を580~640℃の範囲とすることが好ましい。
保持時間が200secを超えると、保持中にパーライト組織の焼戻しが進み、パーライト組織が軟化する。その結果、頭部内部の硬さが確保できず、レールとして必要な耐摩耗性や耐内部疲労損傷性を確保することが困難となる。さらに、Vの炭・窒化物の生成も不十分となり、頭部内部の硬さの向上が期待できない。一方、保持時間が100sec未満では、Vの炭・窒化物の生成が十分でなく、微細なVの炭・窒化物の個数を確保できない。この結果、頭部内部の硬さが向上せず、耐内部疲労損傷性を向上させることが困難となる。このため、加速冷却後の温度保持を行う時間を100~200secとすることが好ましい。
表1~6に本発明レールの化学成分と諸特性とを示す。表1~6には、化学成分値、その化学成分値(mass%)から算定される、Mn/Cr値、0.25×Mn+Cr値を示す。表3及び表4の頭部のミクロ組織において、「パーライト」とは、パーライト組織の面積率が95%以上であることを示し、面積率で5%以下の微量な初析フェライト組織、初析セメンタイト組織、ベイナイト組織やマルテンサイト組織が混入しているものも含んでいる。
溶鋼→成分調整→鋳造(ブルーム)→再加熱(1250~1300℃)→熱間圧延→熱処理(加速冷却及び制御冷却)
最終圧延温度(頭部外郭表面):900~1000℃
最終圧下量(減面率):2~20%
●熱処理条件(頭部外郭表面):熱間圧延→自然放冷→加速冷却+制御冷却
加速冷却(頭部外郭表面)
冷却速度:2~8℃/sec
加速冷却開始温度:750℃以上。
加速冷却停止温度:580~640℃
制御冷却(頭部外郭表面)
加速冷却停止後に580~640℃×100~200secの条件で保持し、その後、放冷
加速冷却(頭部外郭表面)
冷却速度:2~8℃/sec
加速冷却開始温度:750℃以上
加速冷却停止温度:610~640℃
制御冷却(頭部外郭表面)
加速冷却停止後に610~640℃×100~200secの条件で温度保持し、その後、放冷
本発明のレールA1~A44は、化学成分値、その化学成分値(mass%)からなる、Mn/Cr値、0.25×Mn+Cr値、頭部のミクロ組織、頭部の硬さが本願発明範囲内のレールである。一方、比較例のレールB1~B15、B62、B72(17本):C、Si、Mn、Cr、P、S、V、Nの含有量、さらに、頭部内部において平均粒径5~20nmのVの炭・窒化物の個数が本願発明範囲外のレールであり、比較例のレールB16~B23は、Mn/Cr、または0.25×Mn+Crの値が本願発明範囲外のレールである。
200倍の光学顕微鏡の視野で金属組織を観察し、頭部外郭表面を起点として2mm深さの位置と、頭部外郭表面を起点として25mm深さ位置のそれぞれ10以上について、各金属組織の面積率を決定し、面積率の平均値を観察部位の面積率として用いた。
横断面の頭部外郭表面を起点として深さ25mmの位置から採取したサンプルを採取し、薄膜加工またはレプリカ採取を行い、透過型電子顕微鏡を用いて5万~50万倍の倍率で観察を行った。そして、観察された個々の析出物の分析を行い、Vの炭・窒化物(少なくともVと炭素、Vと窒素、またはVと炭素・窒素が含有されているもの)のみを選択し、その面積を求め、面積に相当する円の直径で平均粒径を算定した。また、20視野の観察を行い、所定の粒径のV炭・窒化物数をカウントし、これを単位面積当たりの数に換算し、その平均値を求めた。
頭部外郭表面を起点として深さ25mmの位置から、FIB(集束イオンビーム)法によって針試料を加工(10μm×10μm×100μm)し、3次元アトムプローブ(3DAP)法によって、Vの炭・窒化物に含まれる炭素、窒素のそれぞれの原子数をカウントした。この結果から、炭素の原子数(CA)と窒素の原子数(NA)との比(CA/NA)を算定した。5点以上のCA/NAを測定し、その平均値を代表値とした。その際、電圧はDC、パルス(パルス比20%以上)とし、試料温度を40K以下とした。
レール頭部の横断面からサンプルを切り出し、横断面を平均粒径1μmのダイヤモンド砥粒で研磨し、ビッカース硬度計を用いて荷重98Nで、JIS Z 2244に準じて、頭部外郭表面から深さ2mmの任意位置において20点、頭部外郭表面から深さ25mmの任意位置において20点の硬さの測定を行った。また、それぞれの深さ位置における20点の硬さの平均値を、その位置での硬さとした。
試験機:西原式摩耗試験機(図8参照)
試験片形状(レール材4):円盤状試験片(外径:30mm、厚さ:8mm)
試験片採取位置:頭部外郭表面下2mmに相当する位置(頭部表面(図7参照))
試験荷重:686N(接触面圧640MPa)
すべり率:20%
相手材(車輪材5):パーライト鋼(Hv380)
雰囲気:大気中
冷却:冷却用エアーノズル6から圧搾空気噴射による強制冷却(流量:100Nl/min)
繰返し回数:70万回
合否基準:摩耗試験と実軌道での耐摩耗性を評価した結果、摩耗量が1.30gを超えるものについては、実軌道で耐摩耗性が劣ることが確認されている。そこで、摩耗量が1.30gを超えるものについては耐摩耗性が劣ると判断した。
試験機:転動疲労試験機(図9参照)
試験片形状
レール8:141ポンドレール×2m
車輪9:AARタイプ(直径920mm)
荷重
ラジアル:50~300kN
スラスト:20kN
潤滑:ドライ+油(間欠給油)
繰返し回数:最大200万回
合否基準:レール頭部外郭表面の傷、頭部内部にき裂が発生した時点の繰り返し回数をそのレールの寿命と判断した。200万回繰り返し後にレール頭部外郭表面の傷、頭部内部にき裂が発生しなかった場合は耐損傷性に優れると判断した。頭部内部のき裂は、試験途中にUST(超音波探傷)で探傷し、き裂有無を確認した。ただし、き裂長さが2mmまでの微小き裂であれば耐損傷性を大きく劣化させないため、微小き裂の存在は許容した。
測定装置:ビッカース硬度計(荷重98N)
測定用試験片採取:レール頭部の横断面からサンプル切り出し
事前処理:サンプルを粒径1μmのダイヤモンド砥粒で研磨
測定方法:JIS Z 2244に準じて測定
硬さの算定
頭部外郭表面下2mm:図6に示すレール横断面の頭部表面(表面下2mm)の任意の20点について測定を行い、その平均値を当該部位の硬さとした
頭部外郭表面下25mm:図6に示すレール横断面の頭部内部(表面下25mm)の任意の20点について測定を行い、その平均値を当該部位の硬さとした

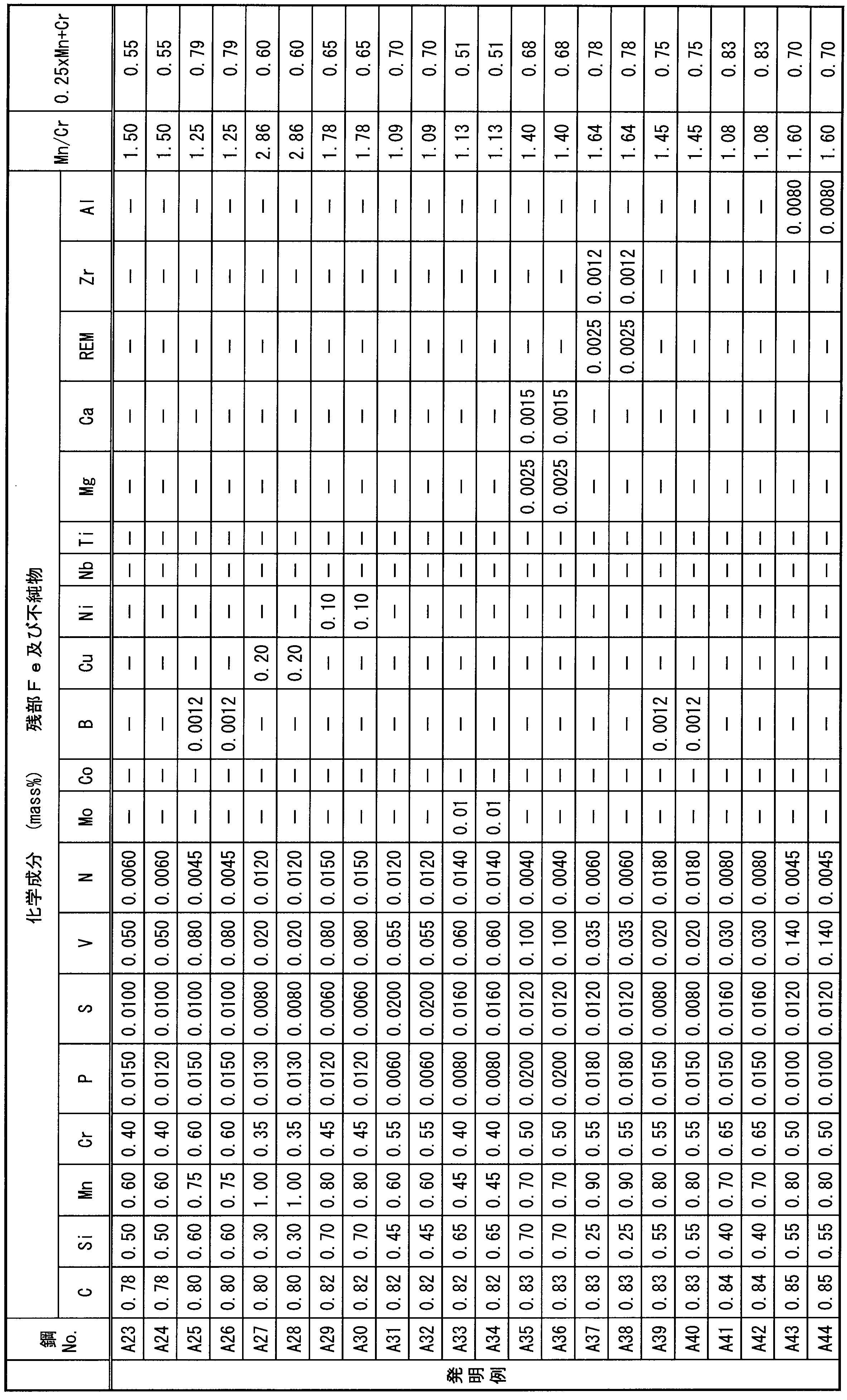
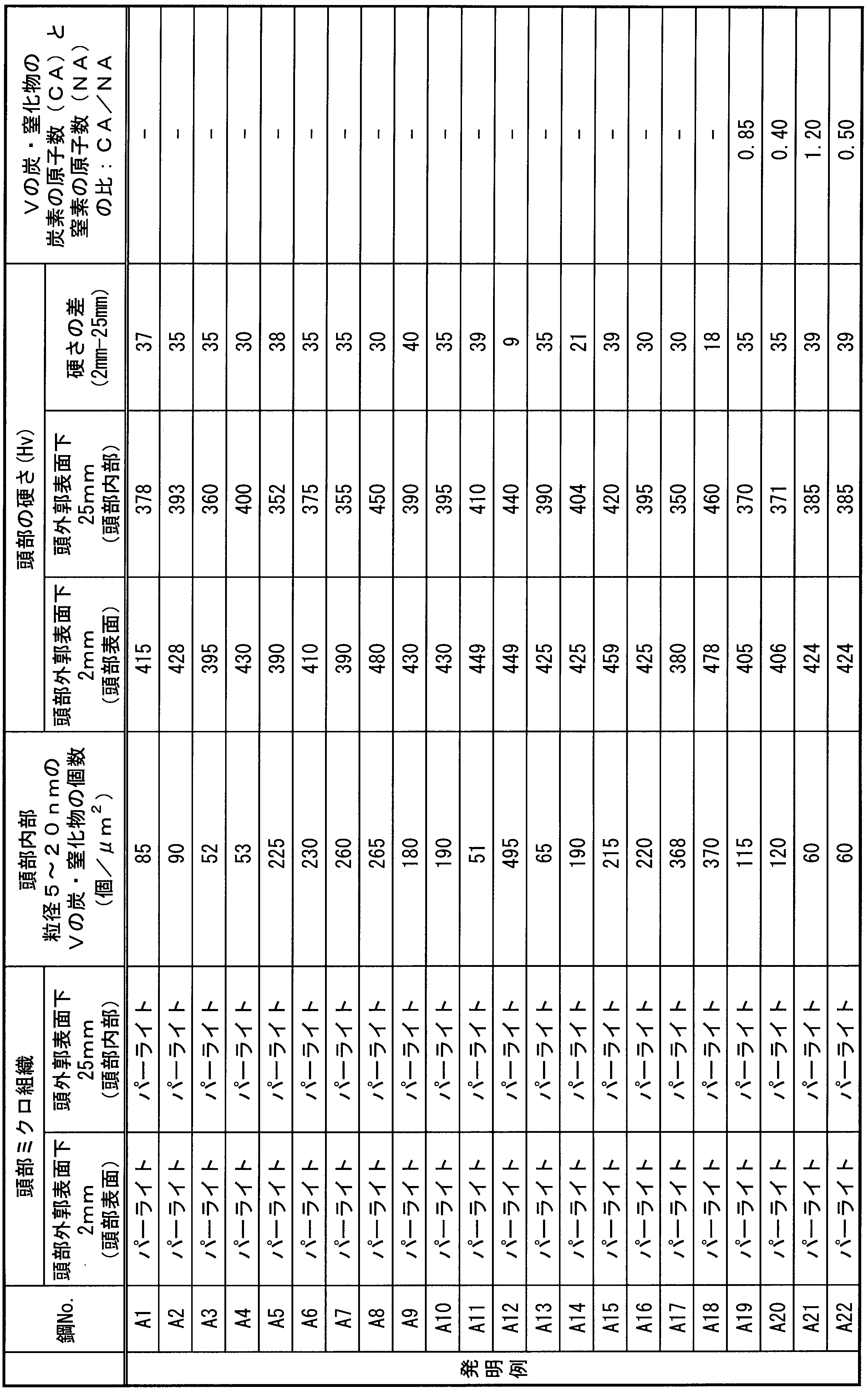
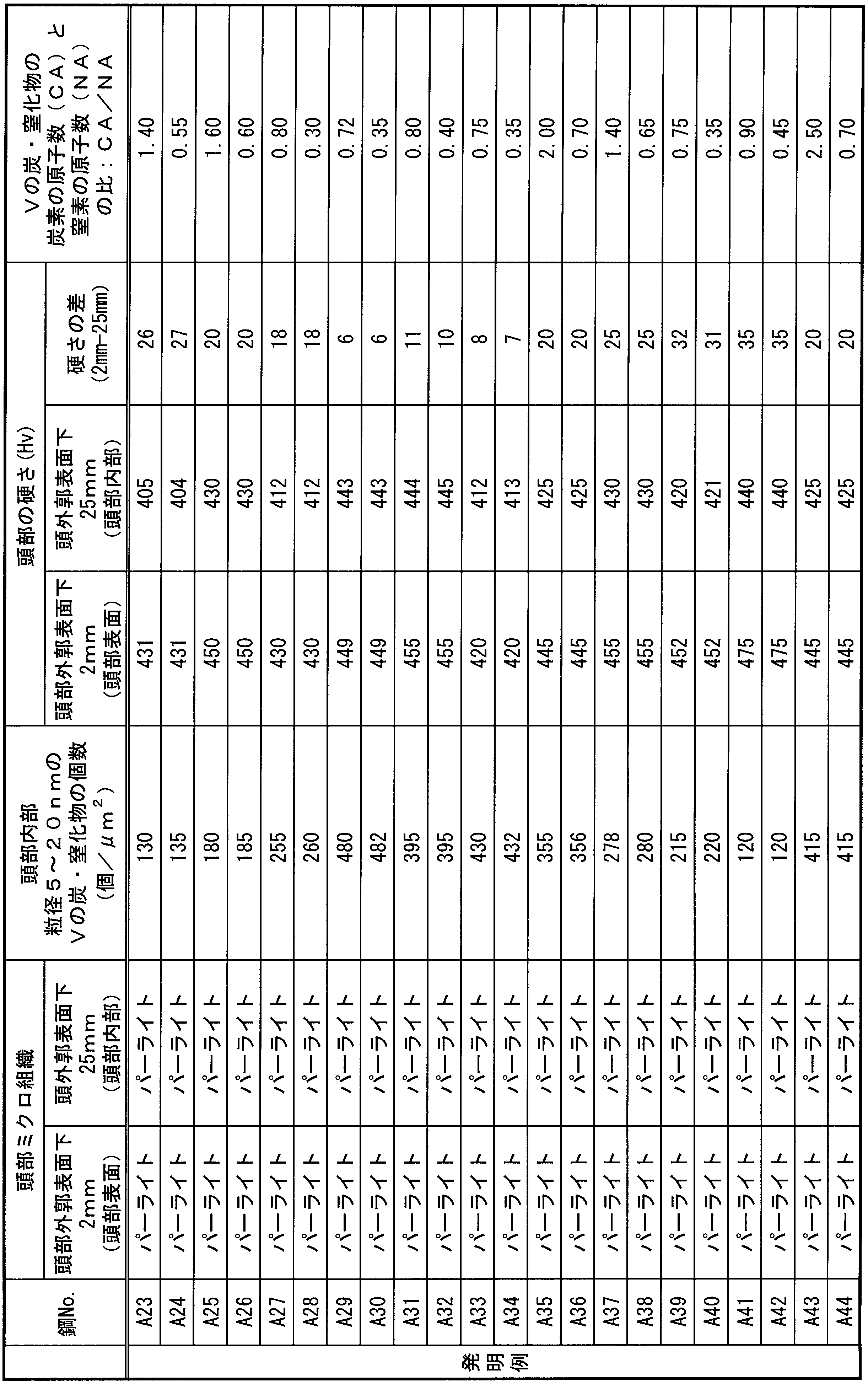
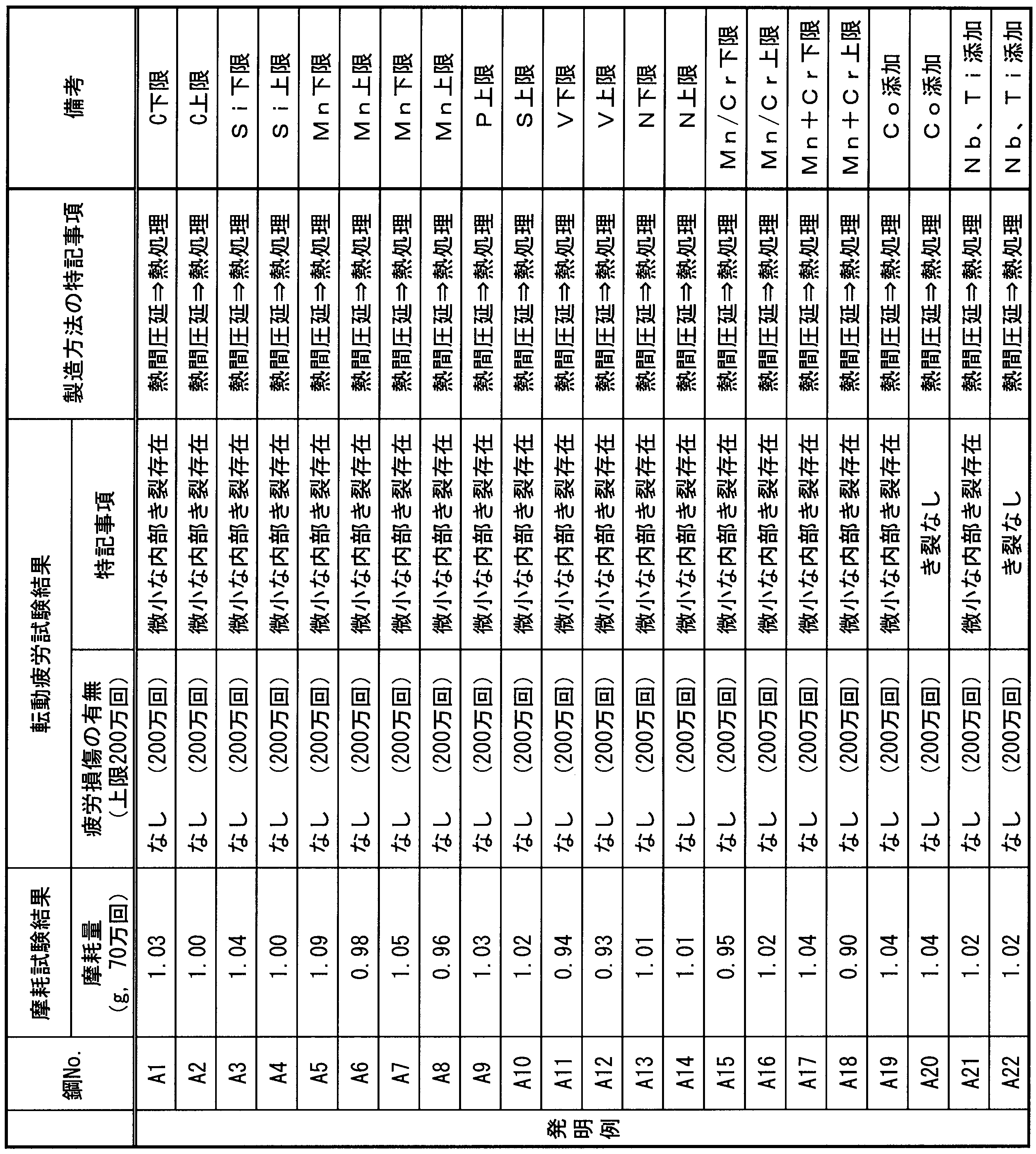
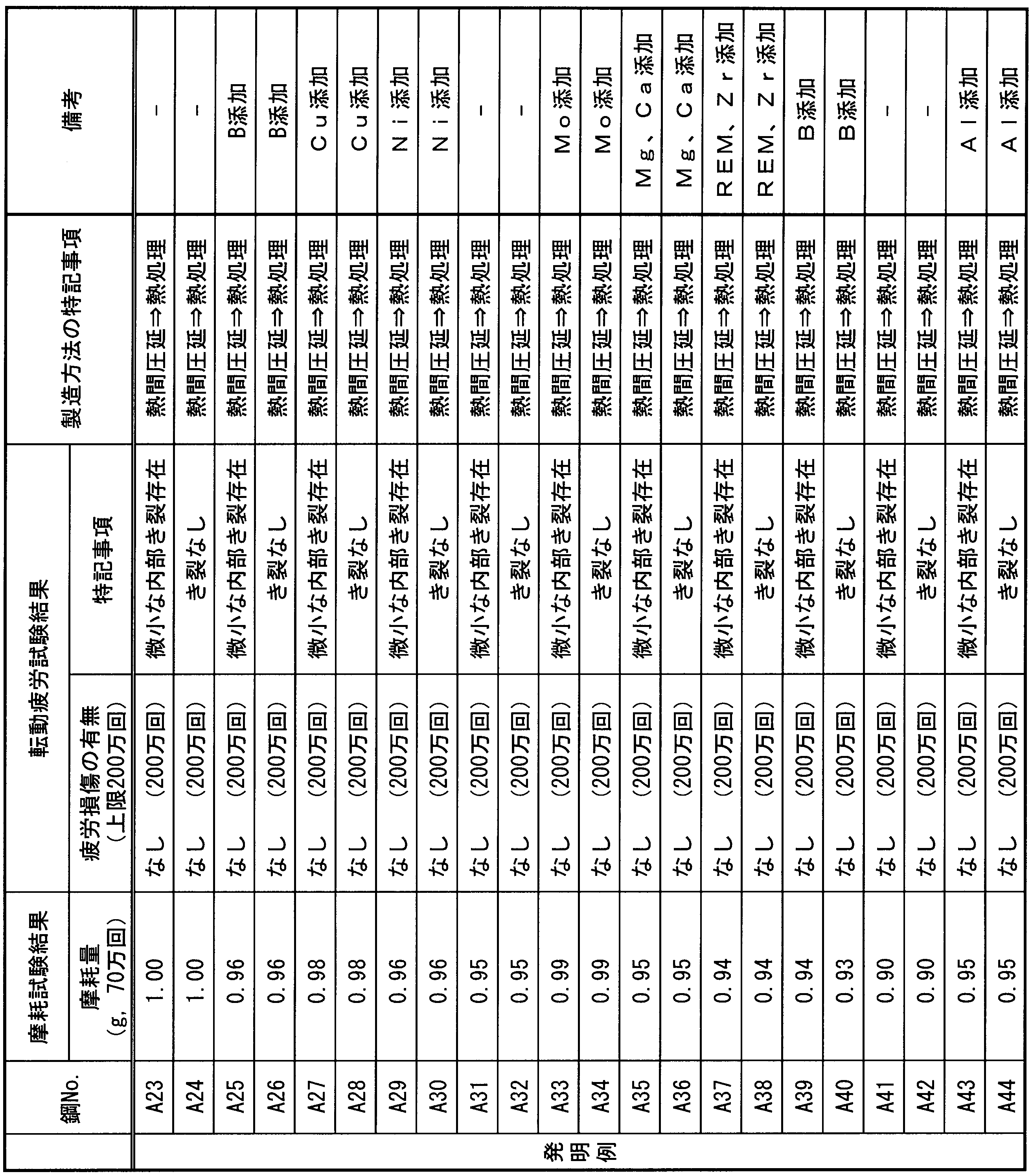


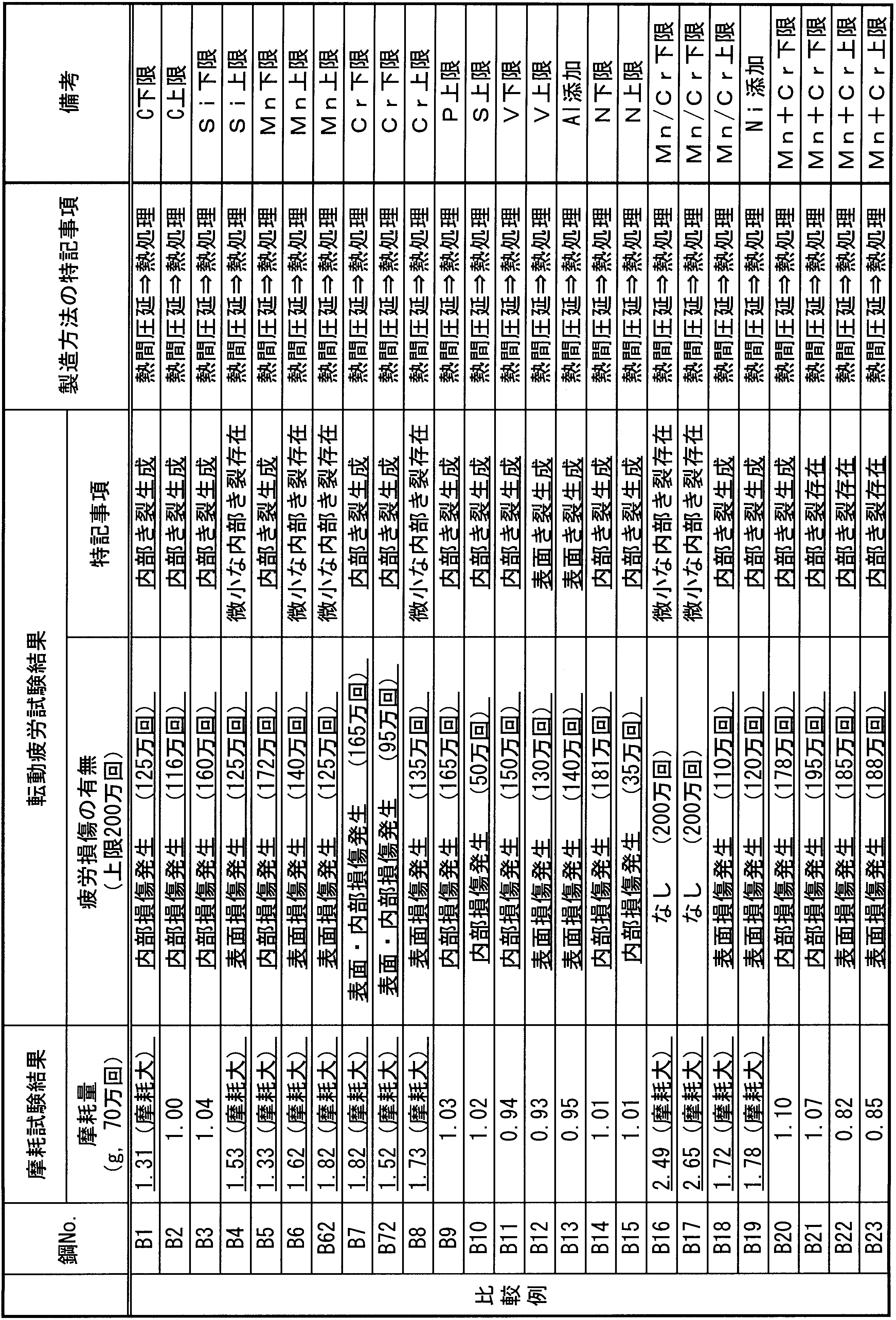
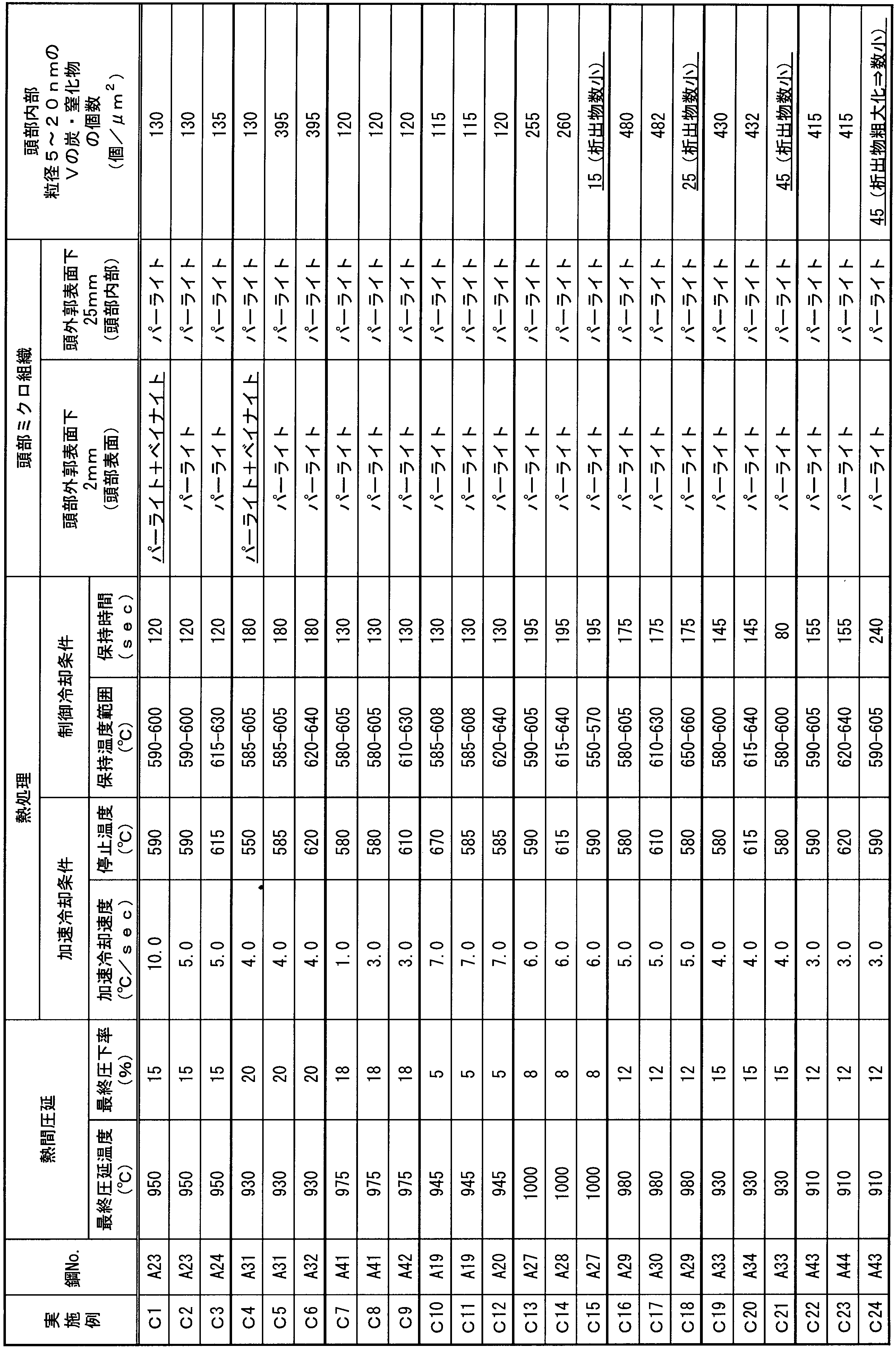

2:頭部コーナー部
3:レール頭部
3a:頭表部(頭部コーナー部および頭頂部の表面を起点として深さ25mmまでの範囲、斜線部)
4:レール材
5:車輪材
6:冷却用エアーノズル
7:レール移動用スライダー
8:レール
9:車輪
10:モーター
11:荷重制御装置
Claims (3)
- 質量%で、
C:0.75~0.85%、
Si:0.10~1.00%、
Mn:0.30~1.20%、
Cr:0.20~0.80%、
V:0.01~0.20%、
N:0.0040~0.0200%、
Mo:0~0.50%、
Co:0~1.00%、
B:0~0.0050%、
Cu:0~1.00%、
Ni:0~1.00%、
Nb:0~0.0500%、
Ti:0~0.0500%、
Mg:0~0.0200%、
Ca:0~0.0200%、
REM:0~0.0500%、
Zr:0~0.0200%、
Al:0~1.00%、
P≦0.0250%、
S≦0.0250%を含有し、
残部がFeおよび不純物からなり、
下記式1及び式2を満足し、
頭部外郭表面を起点として深さ25mmまでの範囲の組織が、95%以上のパーライト組織を含み、かつ、前記組織の硬さがHv350~480の範囲であり、
前記頭部外郭表面を起点として深さ25mmの位置における横断面において、平均粒径が5~20nmのVの炭・窒化物が被検面積1.0μm2あたり50~500個存在し、
前記頭部外郭表面を起点として深さ2mmの位置における硬さから前記頭部外郭表面を起点として深さ25mmの位置における硬さを減じた値が、Hv0~Hv40である
ことを特徴とするレール。
1.00<Mn/Cr≦4.00 … 式1
0.30≦0.25×Mn+Cr≦1.00 … 式2
ここで、式1、式2記載の元素記号は各元素の質量%での含有量である。 - さらに、前記Vの炭・窒化物において、炭素の原子数をCA、窒素の原子数をNAとしたとき、前記NAに対する前記CAの比であるCA/NAが0.70以下であることを特徴とする請求項1に記載のレール。
- 質量%で、
Mo:0.01~0.50%、
Co:0.01~1.00%、
B:0.0001~0.0050%、
Cu:0.01~1.00%、
Ni:0.01~1.00%、
Nb:0.0010~0.0500%、
Ti:0.0030~0.0500%、
Mg:0.0005~0.0200%、
Ca:0.0005~0.0200%、
REM:0.0005~0.0500%、
Zr:0.0001~0.0200%、および
Al:0.0100~1.00%、
の群から選択される1種または2種以上を含有する
ことを特徴とする請求項1または2に記載のレール。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES16740296T ES2796328T3 (es) | 2015-01-23 | 2016-01-22 | Raíl |
| AU2016210107A AU2016210107B2 (en) | 2015-01-23 | 2016-01-22 | Rail |
| CA2973678A CA2973678C (en) | 2015-01-23 | 2016-01-22 | Rail |
| JP2016570726A JP6341298B2 (ja) | 2015-01-23 | 2016-01-22 | レール |
| EP16740296.5A EP3249069B1 (en) | 2015-01-23 | 2016-01-22 | Rail |
| BR112017015008-5A BR112017015008A2 (ja) | 2015-01-23 | 2016-01-22 | Rail |
| US15/543,805 US10494704B2 (en) | 2015-01-23 | 2016-01-22 | Rail |
| CN201680006514.5A CN107208217B (zh) | 2015-01-23 | 2016-01-22 | 钢轨 |
| RU2017128816A RU2666811C1 (ru) | 2015-01-23 | 2016-01-22 | Рельс |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015011006 | 2015-01-23 | ||
| JP2015-011006 | 2015-01-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016117689A1 true WO2016117689A1 (ja) | 2016-07-28 |
Family
ID=56417219
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/051878 Ceased WO2016117689A1 (ja) | 2015-01-23 | 2016-01-22 | レール |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US10494704B2 (ja) |
| EP (1) | EP3249069B1 (ja) |
| JP (1) | JP6341298B2 (ja) |
| CN (1) | CN107208217B (ja) |
| AU (1) | AU2016210107B2 (ja) |
| BR (1) | BR112017015008A2 (ja) |
| CA (1) | CA2973678C (ja) |
| ES (1) | ES2796328T3 (ja) |
| RU (1) | RU2666811C1 (ja) |
| WO (1) | WO2016117689A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020054339A1 (ja) * | 2018-09-10 | 2020-03-19 | 日本製鉄株式会社 | レール、及びレールの製造方法 |
| WO2024134875A1 (ja) * | 2022-12-23 | 2024-06-27 | 日本製鉄株式会社 | レール |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3314855B2 (ja) | 1996-01-10 | 2002-08-19 | 東京電力株式会社 | 雷観測システム |
| CA2946541C (en) * | 2014-05-29 | 2018-12-04 | Nippon Steel & Sumitomo Metal Corporation | Rail and production method therefor |
| CN108193017B (zh) * | 2017-12-08 | 2020-08-11 | 安泰科技股份有限公司 | 一种加锆高碳、微合金化的高强度碳素纯净钢及制备方法 |
| CN111868285B (zh) | 2018-03-30 | 2022-03-18 | 杰富意钢铁株式会社 | 轨道及其制造方法 |
| JP6769579B2 (ja) * | 2018-03-30 | 2020-10-14 | Jfeスチール株式会社 | レールおよびその製造方法 |
| AU2019242777B2 (en) * | 2018-03-30 | 2021-09-23 | Jfe Steel Corporation | Rail |
| CN108342652A (zh) * | 2018-05-16 | 2018-07-31 | 中唐空铁科技有限公司 | 一种热轧空铁用轨道型钢 |
| CN112159940A (zh) * | 2020-10-27 | 2021-01-01 | 攀钢集团攀枝花钢铁研究院有限公司 | 大过冷度深硬化层道岔钢轨及其制备方法 |
| EP4282991A4 (en) * | 2021-03-31 | 2024-07-03 | JFE Steel Corporation | RAIL AND METHOD FOR MANUFACTURING SAME |
| CN113943891A (zh) * | 2021-09-15 | 2022-01-18 | 包头钢铁(集团)有限责任公司 | 一种出口俄罗斯的高冲击钢轨及其制备方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10195601A (ja) * | 1996-12-27 | 1998-07-28 | Nippon Steel Corp | 耐摩耗性・耐内部疲労損傷性に優れたパーライト系レールおよびその製造法 |
| JP2003129180A (ja) * | 2001-10-19 | 2003-05-08 | Nippon Steel Corp | 靭性および延性に優れたパーライト系レールおよびその製造方法 |
| JP2009108396A (ja) * | 2007-10-10 | 2009-05-21 | Jfe Steel Corp | 耐摩耗性,耐疲労損傷性および耐遅れ破壊性に優れた内部高硬度型パーライト鋼レールおよびその製造方法 |
| US20110253268A1 (en) * | 2010-04-16 | 2011-10-20 | Pangang Group Co., Ltd. | High carbon content and high strength heat-treated steel rail and method for producing the same |
| JP2014101583A (ja) * | 2012-06-14 | 2014-06-05 | Nippon Steel & Sumitomo Metal | レールの製造方法 |
| WO2014157252A1 (ja) * | 2013-03-27 | 2014-10-02 | Jfeスチール株式会社 | パーライトレールおよびパーライトレールの製造方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57198216A (en) | 1981-05-27 | 1982-12-04 | Nippon Kokan Kk <Nkk> | Manufacture of high-strength rail |
| CA2154779C (en) | 1993-12-20 | 1999-06-15 | Kouichi Uchino | Rails of pearlitic steel with high wear resistance and toughness and their manufacturing methods |
| JP3368557B2 (ja) * | 1994-10-07 | 2003-01-20 | 新日本製鐵株式会社 | 延・靭性に優れた高強度レールおよびその製造法 |
| JP3078461B2 (ja) | 1994-11-15 | 2000-08-21 | 新日本製鐵株式会社 | 高耐摩耗パーライト系レール |
| AU698773B2 (en) | 1995-03-14 | 1998-11-05 | Nippon Steel & Sumitomo Metal Corporation | Rail having high wear resistance and high internal damage resistance, and its production method |
| JP2000008142A (ja) * | 1998-06-24 | 2000-01-11 | Nippon Steel Corp | 耐内部疲労損傷性に優れたパーライト系レールおよびその製造法 |
| JP2000226637A (ja) * | 1999-02-04 | 2000-08-15 | Nippon Steel Corp | 耐摩耗性と耐内部疲労損傷性に優れたパーライト系レールおよびその製造方法 |
| JP3513427B2 (ja) | 1999-05-31 | 2004-03-31 | 新日本製鐵株式会社 | 耐摩耗性、耐内部疲労損傷性に優れたパーライト系レールおよびその製造方法 |
| AU2009216933B2 (en) | 2008-02-22 | 2013-07-25 | British Steel Limited | Rail steel with an excellent combination of wear properties and rolling contact fatigue resistance |
| WO2010050238A1 (ja) | 2008-10-31 | 2010-05-06 | 新日本製鐵株式会社 | 耐摩耗性および靭性に優れたパーライト系レール |
| AU2010216990B2 (en) | 2009-02-18 | 2015-08-20 | Nippon Steel Corporation | Pearlitic rail with excellent wear resistance and toughness |
| US8361246B2 (en) | 2009-08-18 | 2013-01-29 | Nippon Steel Corporation | Pearlite rail |
| CN102985574B (zh) | 2010-06-07 | 2015-11-25 | 新日铁住金株式会社 | 钢轨及其制造方法 |
| AU2013344477B2 (en) | 2012-11-15 | 2018-04-19 | Arcelormittal Investigacion Y Desarrollo S.L. | Method of making high strength steel crane rail |
-
2016
- 2016-01-22 RU RU2017128816A patent/RU2666811C1/ru active
- 2016-01-22 AU AU2016210107A patent/AU2016210107B2/en active Active
- 2016-01-22 ES ES16740296T patent/ES2796328T3/es active Active
- 2016-01-22 CN CN201680006514.5A patent/CN107208217B/zh not_active Expired - Fee Related
- 2016-01-22 EP EP16740296.5A patent/EP3249069B1/en active Active
- 2016-01-22 US US15/543,805 patent/US10494704B2/en active Active
- 2016-01-22 BR BR112017015008-5A patent/BR112017015008A2/ja active Search and Examination
- 2016-01-22 JP JP2016570726A patent/JP6341298B2/ja active Active
- 2016-01-22 CA CA2973678A patent/CA2973678C/en active Active
- 2016-01-22 WO PCT/JP2016/051878 patent/WO2016117689A1/ja not_active Ceased
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10195601A (ja) * | 1996-12-27 | 1998-07-28 | Nippon Steel Corp | 耐摩耗性・耐内部疲労損傷性に優れたパーライト系レールおよびその製造法 |
| JP2003129180A (ja) * | 2001-10-19 | 2003-05-08 | Nippon Steel Corp | 靭性および延性に優れたパーライト系レールおよびその製造方法 |
| JP2009108396A (ja) * | 2007-10-10 | 2009-05-21 | Jfe Steel Corp | 耐摩耗性,耐疲労損傷性および耐遅れ破壊性に優れた内部高硬度型パーライト鋼レールおよびその製造方法 |
| US20110253268A1 (en) * | 2010-04-16 | 2011-10-20 | Pangang Group Co., Ltd. | High carbon content and high strength heat-treated steel rail and method for producing the same |
| JP2014101583A (ja) * | 2012-06-14 | 2014-06-05 | Nippon Steel & Sumitomo Metal | レールの製造方法 |
| WO2014157252A1 (ja) * | 2013-03-27 | 2014-10-02 | Jfeスチール株式会社 | パーライトレールおよびパーライトレールの製造方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020054339A1 (ja) * | 2018-09-10 | 2020-03-19 | 日本製鉄株式会社 | レール、及びレールの製造方法 |
| JPWO2020054339A1 (ja) * | 2018-09-10 | 2021-08-30 | 日本製鉄株式会社 | レール、及びレールの製造方法 |
| RU2764892C1 (ru) * | 2018-09-10 | 2022-01-24 | Ниппон Стил Корпорейшн | Рельс и способ производства рельса |
| JP7088293B2 (ja) | 2018-09-10 | 2022-06-21 | 日本製鉄株式会社 | レール、及びレールの製造方法 |
| WO2024134875A1 (ja) * | 2022-12-23 | 2024-06-27 | 日本製鉄株式会社 | レール |
Also Published As
| Publication number | Publication date |
|---|---|
| US20170369975A1 (en) | 2017-12-28 |
| JP6341298B2 (ja) | 2018-06-13 |
| AU2016210107B2 (en) | 2018-10-18 |
| CN107208217A (zh) | 2017-09-26 |
| EP3249069A4 (en) | 2018-06-06 |
| EP3249069B1 (en) | 2020-04-08 |
| CN107208217B (zh) | 2019-01-01 |
| ES2796328T3 (es) | 2020-11-26 |
| EP3249069A1 (en) | 2017-11-29 |
| RU2666811C1 (ru) | 2018-09-12 |
| CA2973678C (en) | 2019-09-03 |
| AU2016210107A1 (en) | 2017-08-03 |
| US10494704B2 (en) | 2019-12-03 |
| CA2973678A1 (en) | 2016-07-28 |
| JPWO2016117689A1 (ja) | 2017-05-25 |
| BR112017015008A2 (ja) | 2018-01-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6341298B2 (ja) | レール | |
| JP4938158B2 (ja) | 鋼レールおよびその製造方法 | |
| JP4824141B2 (ja) | 耐摩耗性および靭性に優れたパーライト系レール | |
| CA3108681C (en) | Rail and method of manufacturing rail | |
| JP5720815B2 (ja) | レールの製造方法 | |
| WO2015182743A1 (ja) | レールおよびその製造方法 | |
| JP2015158006A (ja) | パーライトレール及びその製造方法 | |
| JP7620259B1 (ja) | パーライトレール | |
| AU2022491134B2 (en) | Rail | |
| AU2022491134A1 (en) | Rail | |
| JP6601167B2 (ja) | 耐摩耗性に優れたレール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16740296 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2016570726 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2973678 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15543805 Country of ref document: US |
|
| REEP | Request for entry into the european phase |
Ref document number: 2016740296 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2016210107 Country of ref document: AU Date of ref document: 20160122 Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2017128816 Country of ref document: RU Kind code of ref document: A |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112017015008 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112017015008 Country of ref document: BR Kind code of ref document: A2 Effective date: 20170713 |