WO2016135958A1 - モータの制御方法、制御装置および工具マガジンを備えた工作機械 - Google Patents
モータの制御方法、制御装置および工具マガジンを備えた工作機械 Download PDFInfo
- Publication number
- WO2016135958A1 WO2016135958A1 PCT/JP2015/055899 JP2015055899W WO2016135958A1 WO 2016135958 A1 WO2016135958 A1 WO 2016135958A1 JP 2015055899 W JP2015055899 W JP 2015055899W WO 2016135958 A1 WO2016135958 A1 WO 2016135958A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- torque
- unbalance
- rotary shaft
- tool
- tool magazine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images







Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/402—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by control arrangements for positioning, e.g. centring a tool relative to a hole in the workpiece, additional detection means to correct position
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/001—Arrangements compensating weight or flexion on parts of the machine
- B23Q11/0028—Arrangements compensating weight or flexion on parts of the machine by actively reacting to a change of the configuration of the machine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/08—Protective coverings for parts of machine tools; Splash guards
- B23Q11/0891—Protective coverings for parts of machine tools; Splash guards arranged between the working area and the operator
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q16/00—Equipment for precise positioning of tool or work into particular locations not otherwise provided for
- B23Q16/02—Indexing equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/22—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring existing or desired position of tool or work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/155—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling
- B23Q3/1552—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling parts of devices for automatically inserting or removing tools
- B23Q3/15526—Storage devices; Drive mechanisms therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/155—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling
- B23Q3/157—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling of rotary tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/155—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling
- B23Q3/157—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling of rotary tools
- B23Q3/15713—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling of rotary tools a transfer device taking a single tool from a storage device and inserting it in a spindle
- B23Q3/1572—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling of rotary tools a transfer device taking a single tool from a storage device and inserting it in a spindle the storage device comprising rotating or circulating storing means
- B23Q3/15722—Rotary discs or drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q5/00—Driving or feeding mechanisms; Control arrangements therefor
- B23Q5/22—Feeding members carrying tools or work
- B23Q5/34—Feeding other members supporting tools or work, e.g. saddles, tool-slides, through mechanical transmission
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M1/00—Testing static or dynamic balance of machines or structures
- G01M1/10—Determining the moment of inertia
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M1/00—Testing static or dynamic balance of machines or structures
- G01M1/14—Determining imbalance
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M1/00—Testing static or dynamic balance of machines or structures
- G01M1/14—Determining imbalance
- G01M1/16—Determining imbalance by oscillating or rotating the body to be tested
- G01M1/28—Determining imbalance by oscillating or rotating the body to be tested with special adaptations for determining imbalance of the body in situ, e.g. of vehicle wheels
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/404—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by control arrangements for compensation, e.g. for backlash, overshoot, tool offset, tool wear, temperature, machine construction errors, load, inertia
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/416—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by control of velocity, acceleration or deceleration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q16/00—Equipment for precise positioning of tool or work into particular locations not otherwise provided for
- B23Q16/02—Indexing equipment
- B23Q16/022—Indexing equipment in which only the indexing movement is of importance
- B23Q16/025—Indexing equipment in which only the indexing movement is of importance by converting a continuous movement into a rotary indexing movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/155—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling
- B23Q3/157—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling of rotary tools
- B23Q3/15713—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling of rotary tools a transfer device taking a single tool from a storage device and inserting it in a spindle
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/41—Servomotor, servo controller till figures
- G05B2219/41398—Estimate twist between motor and load, observe motor position and speed
Definitions
- a rotary table 114 provided so as to be able to rotate and feed in the B-axis direction around a vertical axis on the upper surface of the shaft slider 112, and a left-right direction or an X-axis direction (FIG. 1) on the upper surface of the rear portion (right side in FIG. 1)
- the column 104 is provided so as to be able to reciprocate along a pair of X-axis guide rails 102a extending in a direction perpendicular to the paper surface. Reciprocally disposed along the set has been Y-axis guide rails 104a (FIG.
- the acceleration / deceleration parameter changing unit 28 receives the torque 24a corrected by the unbalance torque canceling unit 24, the position received by the unbalance torque canceling unit 24 from the encoder 20, and the speed information 20c from the unbalance torque canceling unit 24, and is corrected.
- the moment of inertia of the tool magazine 120 is calculated based on the torque 24a.
- the acceleration / deceleration parameter changing unit 28 receives the inertia moment of the tool magazine 120 from the inertia moment calculating unit 26, changes (corrects) the acceleration / deceleration parameter, and outputs it to the servo control unit 16.
- the current value 16a output to is optimized. Further, when the alarm display unit 30 is provided in the control device 10 and the unbalance torque calculated by the unbalance torque calculation unit 22 is larger than a predetermined upper limit value, an acoustic or visual alarm or A warning can be displayed.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Automation & Control Theory (AREA)
- Automatic Tool Replacement In Machine Tools (AREA)
- Control Of Electric Motors In General (AREA)
Abstract
水平の回転軸(120a)周りに回転する工具マガジン(120)のモータの制御方法において、工具マガジン(120)を少なくとも2ヶ所の割出位置に割出し、該割出位置で工具マガジン(120)に作用する停止時負荷トルクを測定し、複数の停止時負荷トルクから、停止時負荷トルクが最大となる割出位置での停止時負荷トルクであるアンバランストルクを算出し、アンバランストルクに基づいて工具マガジン(120)のサーボモータ(18)を制御するようにした。
Description
本発明は、アンバランストルクを考慮したモータの制御方法、該方法を実行する制御装置および工具マガジンを備えた工作機械に関する。
特許文献1には、工具マガジンに装着されている工具の形状および分布から工具マガジンの慣性モーメントおよびアンバランストルクを推定し、アンバランストルクを加減した最適な加速度を決定するモータの制御方法が記載されている。
特許文献1の発明では、工具マガジンに装着されている工具の形状および分布が予め既知でなければならないので、工作機械のオペレータが工具の入れ換え作業を行ったときに、自動的にモータの加減速パラメータを変更することができない。
本発明は、こうした従来技術の問題を解決することを技術課題としており、不均一に配置された質量の移動により、負荷トルクが変動する回転軸装置において、アンバランストルクを確実に推定し、回転軸装置の動作時間を短縮することを目的としている。
上述の目的を達成するために、本発明によれば、水平または傾斜した回転軸周りに回転する回転軸装置のモータの制御方法において、前記回転軸装置を少なくとも2ヶ所の割出位置に割出し、前記割出位置で、回転軸装置に作用する停止負荷トルクを測定し、複数の前記停止時負荷トルクから、停止時負荷トルクが最大となる割出位置での停止時負荷トルクであるアンバランストルクを算出し、前記アンバランストルクに基づいて回転軸装置のモータを制御するようにしたモータの制御方法が提供される。
また、本発明の他の特徴によれば、水平または傾斜した回転軸周りに回転する回転軸装置のモータの制御装置において、前記回転軸装置を少なくとも2ヶ所の割出位置に割出す手段と、前記割出位置の各々で、回転軸装置に作用する停止負荷トルクを測定する手段と、複数の前記停止時負荷トルクから、停止時負荷トルクが最大となる割出位置での停止時負荷トルクであるアンバランストルクを算出する手段と、前記アンバランストルクに基づいて回転軸装置のモータを制御するようにしたモータの制御装置および該モータの制御装置によって制御される工具マガジンを備えた工作機械が提供される。
本発明によれば、複数の停止時負荷トルクを測定し、停止時負荷トルクが最大となる割出位置での停止時負荷トルクであるアンバランストルクを算出し、アンバランストルクに基づいて回転軸装置のモータを最適に制御するようにしたので、回転軸装置の駆動速度を高めることが可能となり、また、駆動速度が急激に変化したりすることがなくなる。
以下、添付図面を参照して、本発明の好ましい実施形態を説明する。
本発明を適用する工作機械の一例を示す図2を参照すると、工作機械100は、横形マシニングセンタを構成しており、工場の床面に固定された基台としてのベッド102、ベッド102の前方部分(図2では左側)の上面で前後方向またはZ軸方向(図1では左右方向)に延設された一対のZ軸ガイドレール102bに沿って往復動可能に設けられたZ軸スライダ112、Z軸スライダ112の上面で鉛直な軸線を中心としてB軸方向に回転送り可能に設けられた回転テーブル114、ベッド102の後方部分(図1では右側)の上面で左右方向またはX軸方向(図1では紙面に垂直な方向)に延設された一対のX軸ガイドレール102aに沿って往復動可能に設けられたコラム104、該コラム104の前面で上下方向またはY軸方向に延設されたY軸ガイドレール104a(図3)に沿って往復動可能に設けられ、主軸110を水平な中心軸Osを中心として回転可能に支持する主軸頭108を搭載したY軸スライダ106具備している。更に、工作機械100は、コラム104をX軸方向に駆動するX軸送り装置(図示せず)、Y軸スライダ106をY軸方向に駆動するY軸送り装置(図示せず)、およびZ軸スライダ112をZ軸方向に駆動するZ軸送り装置(図示せず)を具備している。回転テーブル114には、イケール116を介してC軸テーブル118が取り付けられており、該C軸テーブル118にワークWが、主軸110の先端に装着された工具Tに対面するように取り付けられる。
本発明を適用する工作機械の一例を示す図2を参照すると、工作機械100は、横形マシニングセンタを構成しており、工場の床面に固定された基台としてのベッド102、ベッド102の前方部分(図2では左側)の上面で前後方向またはZ軸方向(図1では左右方向)に延設された一対のZ軸ガイドレール102bに沿って往復動可能に設けられたZ軸スライダ112、Z軸スライダ112の上面で鉛直な軸線を中心としてB軸方向に回転送り可能に設けられた回転テーブル114、ベッド102の後方部分(図1では右側)の上面で左右方向またはX軸方向(図1では紙面に垂直な方向)に延設された一対のX軸ガイドレール102aに沿って往復動可能に設けられたコラム104、該コラム104の前面で上下方向またはY軸方向に延設されたY軸ガイドレール104a(図3)に沿って往復動可能に設けられ、主軸110を水平な中心軸Osを中心として回転可能に支持する主軸頭108を搭載したY軸スライダ106具備している。更に、工作機械100は、コラム104をX軸方向に駆動するX軸送り装置(図示せず)、Y軸スライダ106をY軸方向に駆動するY軸送り装置(図示せず)、およびZ軸スライダ112をZ軸方向に駆動するZ軸送り装置(図示せず)を具備している。回転テーブル114には、イケール116を介してC軸テーブル118が取り付けられており、該C軸テーブル118にワークWが、主軸110の先端に装着された工具Tに対面するように取り付けられる。
更に、図3を参照すると、工作機械100が構成する横形マシニングセンタは、工作機械100における加工に必要な複数の工具を収納する工具マガジン120と、該工作機械100を制御するNC装置(図示せず)からの指令に基づき、工具マガジン120に収納された工具の1つと、工作機械100の主軸110の先端に装着された工具Tとを交換する工具交換装置140を備える。工作機械100、工具マガジン120および工具交換装置140はカバー130によって包囲されている。本実施形態では、工具マガジン120が回転軸装置を構成する。
カバー130は、その内部を加工室134と工具収納室136とに分割するに隔壁132を具備しいる。工作機械100は、ワークを加工する加工室134内に配置され、工具マガジン120および工具交換装置140は工具収容室136内に配置される。隔壁132には、加工室134と工具収容室136との間で工具を移動するための開口部132aが形成されており、隔壁132には、開口部132aを開閉するためのシャッター132bが配置されている。カバー130は、また、オペレーターが工具収容室136内にアクセスして、工具マガジン120に工具を装着し、或いは、工具マガジン120から工具を取り外すための開口部138aが形成されており、該開口部138aはATCドア138bによって開閉される。工作機械100のオペレーターは、カバー130のATCドア138bを開いて、工具マガジン120に新規の工具を装着し、そして工具マガジン120から使用済工具を取り外し、こうして工具の入れ換え作業を行う。
工具マガジン120は円板状に形成されたベース部材122を具備している。ベース部材122は、半径方向外方に開口し周方向に等角度間隔で配設された複数の凹部からなる受容部124を有しており、該受容部124の各々に工具ホルダ126を介して工具が保持される。工具マガジン120は、水平に保持された回転軸120aによって不図示のフレーム等の支持構造に鉛直面内で回転するように支持されている。回転軸120aは、工具マガジン120を回転駆動するサーボモータ18(図1)の出力軸に結合されている。
工具交換装置140は、工具マガジン120と工作機械100との間に配設され、交換アーム142と、シフタ144とを具備している。交換アーム142の両端には工具を把持するグリッパ142a、142bが設けられている。交換アーム142は、主軸110の回転軸線Osの方向に進退する直線動作と、主軸110の回転軸線Osに対して垂直な平面(鉛直平面)内で90°または180°回転する回転動作が可能となっている。
シフタ144は、工具マガジン120と交換アーム142との間で水平方向に往復動可能に設けられている。シフタ144は、工具マガジン120の待機位置121にある工具を工具マガジン120から受け取り、該工具を工具授受位置146へ移送する。また、シフタ144は、反対に、工具授受位置146において交換アーム142から工具を受け取り、該工具を待機位置121に配置されている工具マガジン120の受容部124に装着する。
図1は、工具マガジン120を駆動するサーボモータ18の制御装置の一実施形態を示すブロック図である。サーボモータ18の制御装置10は、例えば工作機械100のためのNC装置(図示せず)の一部として構成することができ、読取解釈部12、補間部14、サーボ制御部16、アンバランストルク演算部22、アンバランストルクキャンセル部24、加減速パラメータ変更部28を具備している。
制御装置10は一般的なサーボ制御装置と同様のフィードバック制御を行う。すなわち、読取解釈部12は、LANのようなネットワーク手段やキーボード、タッチパネル等の入力手段11より入力されたNCプログラムを読取り解釈して、動作指令12aを補間部14へ出力する。この動作指令12aは、次工程で必要な工具が装着されている受容部124を待機位置へ移動させる移動指令が含まれている。補間部14は、受け取った動作指令12aを補間関数に基づい補間演算し、所定の回転速度に適合した位置指令(パルス位置指令)14aをサーボ制御部16に出力する。サーボ制御部16は、受け取った位置指令14aから、工具マガジン120を回転駆動するためのトルク指令としての電流値16aをサーボモータ18に出力する。サーボモータ18のエンコーダ(ローターリエンコーダ)20から、サーボモータ18の回転位置および回転速度20aが、サーボ制御部16へフィードバックされる。
上述した工具の入れ換え作業に際して、オペレーターは、工具マガジン120の周方向に工具がどのように装着されているかは考慮することはないので、工具マガジン120の周方向にバランス良く工具が分布されず、例えば、図3に示すように、しばしば、工具は工具マガジン120の周方向に偏って装着される。こうした、工具マガジン120の周方向への工具の偏在によって、工具マガジン120には、工具の重力に基づくトルクまたはモーメント(以下、アンバランストルク)が作用する。
図4~図7を参照して、アンバランストルクについて説明する。
図4は、工具マガジン120のような1つの回転軸周りに回転する回転体にアンバランストルクが作用していないときに、該回転体を回転駆動するときの速度(一点鎖線)と、該回転体に与えられるトルク(細線)とを示グラフである。図4のグラフでは、図4のグラフにおいて、この回転体は、時刻t=t1から一定の速度で回転速度が増加し、その間、この回転体には一定のトルクが与えられる。t=t1からt=t2の間ででは、回転体は一定の速度で回転し、その間、該回転体には、該回転体に作用する摩擦力(クーロン力や潤滑剤の粘性)に相当するトルクτ=τ′が作用する。t=t2からt=t3の間で、前記回転体は一定の速度で減速し、その間、該回転体には負のトルクが作用する。
図4は、工具マガジン120のような1つの回転軸周りに回転する回転体にアンバランストルクが作用していないときに、該回転体を回転駆動するときの速度(一点鎖線)と、該回転体に与えられるトルク(細線)とを示グラフである。図4のグラフでは、図4のグラフにおいて、この回転体は、時刻t=t1から一定の速度で回転速度が増加し、その間、この回転体には一定のトルクが与えられる。t=t1からt=t2の間ででは、回転体は一定の速度で回転し、その間、該回転体には、該回転体に作用する摩擦力(クーロン力や潤滑剤の粘性)に相当するトルクτ=τ′が作用する。t=t2からt=t3の間で、前記回転体は一定の速度で減速し、その間、該回転体には負のトルクが作用する。
ところが、重力の影響を受ける水平または傾斜した回転軸周りに回転し、更に、工具が周方向に不均一に装着された工具マガジン120(図3)は、回転体にアンバランストルクが作用している。例えば、図4に示すような速度変化に従って回転体を回転駆動するとき、実際に回転体に作用するトルクは、全体に増加または図5に示すように低下し、かつ、t=t1からt=t2の速度一定の間、トルクは図4のように一定とならず時間と共に変化(増加)している。このようなアンバランストルクを考慮することなく、サーボモータ18をフィードバック制御しても、充分な駆動速度を得られなかったり、或いは、速度が急激に変化したりする問題が生じる。
こうした問題を解決するために、本実施形態では、先ず、アンバランストルク演算部22が、サーボ制御部16から出力されるトルク指令値または電流値16bと、エンコーダ20から出力される位置情報20bとを受け取り、工具マガジン120に作用するアンバランストルクを演算する。次いで、アンバランストルクキャンセル部24が、アンバランストルク演算部22で演算したアンバランストルク22aと、サーボ制御部16からのトルク指令値または電流値16cと、エンコーダ20からの位置、速度情報20cを受け取り、アンバランストルクを相殺するようにトルク16bを補正する。加減速パラメータ変更部28は、アンバランストルクキャンセル部24で補正されたトルク24aおよびアンバランストルクキャンセル部24がエンコーダ20から受け取った位置、速度情報20cをアンバランストルクキャンセル部24から受け取り、補正されたトルク24aに基づいて工具マガジン120の慣性モーメントを演算する。加減速パラメータ変更部28は、慣性モーメント演算部26から工具マガジン120の慣性モーメントを受け取り、加減速パラメータを変更(補正)してサーボ制御部16へ出力して、サーボ制御部16からサーボモータ18へ出力される電流値16aを最適化している。また、制御装置10にアラーム表示部30を設けて、アンバランストルク演算部22で演算したアンバランストルクが、予め定めておいた上限値より過大である場合に、音響的または視覚的な警報や警告を表示するようにできる。
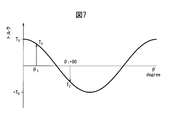
以下、図6、7を参照して、アンバランストルク演算部22における、アンバランストルクの測定、演算方法を説明する。図6は、工具マガジン120の模式図であり、黒丸は、工具マガジン120の受容部124に工具が装着されている状態を示しており、図7は、工具マガジン120の回転角に対するアンバランストルクの変化を示している。
図6に示すように、工具Tが工具マガジン120の周方向に不均一に装着されていると、工具マガジン120の重心は、工具マガジン120ベース部材122の中心から距離Lだけ偏った位置に移動する。このように、工具がベース部材122の周方向に偏在することにより、工具マガジン120の重心位置が中心から外れ、工具マガジン120には負荷トルクが、工具マガジン120を回転させるように作用する。今、ベース部材122と、該ベース部材122に装着されている工具とを含め工具マガジン120に作用する重力をGとし、工具マガジン120の中心から見て重心が3時の方向にあるときの工具マガジン120の角度位置をθ=0°とする。角度位置θ=0°または180°のとき、停止時負荷トルクT0は最大となりT0=GLとなる。
ここで、
T1:アンバランストルク
L:工具マガジン120の中心から重心までの距離
である。
ここで、
T1:アンバランストルク
L:工具マガジン120の中心から重心までの距離
である。
図6から停止時負荷トルクTは、一般的に
T=T0cosθ (1)
であるので、θ=0°の角度位置からθ=θ1だけ回転した位置に停止すると、このとき工具マガジン120に作用する停止時負荷トルクT1は以下の式から演算することができる。
T1=T0cosθ1 (2)
T=T0cosθ (1)
であるので、θ=0°の角度位置からθ=θ1だけ回転した位置に停止すると、このとき工具マガジン120に作用する停止時負荷トルクT1は以下の式から演算することができる。
T1=T0cosθ1 (2)
θ=φの角度位置から、工具マガジン120が更に90°回転した位置に停止したときの負荷トルクT2は以下の式(3)にて与えられる。
T2=T0cos(θ1+90)=T0sinθ1 (3)
T2=T0cos(θ1+90)=T0sinθ1 (3)
また、三角関数の公式から、
sin2θ1+cos2θ1=1 (4)
である。従って、式(2)~(4)より、停止時の負荷トルクの最大値であるアンバランストルクT0は以下の式から演算することができる。
T0=(T1 2+T2 2)1/2 (5)
また、式(2)から、初期位相θ1は
θ1=arccos(T1/T0) (6)
より求めることができる。
sin2θ1+cos2θ1=1 (4)
である。従って、式(2)~(4)より、停止時の負荷トルクの最大値であるアンバランストルクT0は以下の式から演算することができる。
T0=(T1 2+T2 2)1/2 (5)
また、式(2)から、初期位相θ1は
θ1=arccos(T1/T0) (6)
より求めることができる。
なお、本実施形態では、回転軸120aを中心として周方向に90°離間した2つの測定点で停止時負荷トルクを測定したが、本発明はこれに限定されず、90°以上離間していてもよい。また、測定箇所も1箇所ではなく、複数箇所で同様の停止時負荷トルクを測定するようにしてもよい。
ここで、図8に示すフローチャートを参照して、アンバランストルクの測定、演算方法をより具体的に説明する。
アンバランストルクの測定、演算は、上述した工具の入れ替え作業に付随して行うことができる。工作機械100のオペレーターは、工具入れ替え作業を開始すると(ステップS10)、先ず、工具収容室136に対して手動で介入できる状態にする(ステップS12)。これは、工作機械100の操作盤(図示せず)に設けられている押ボタン(図示せず)を押下することによって行うことができ、オペレーターが工具マガジン120にアクセスしているときに、オペレーターが予期していない工具マガジン120の自動運転を禁止する。
アンバランストルクの測定、演算は、上述した工具の入れ替え作業に付随して行うことができる。工作機械100のオペレーターは、工具入れ替え作業を開始すると(ステップS10)、先ず、工具収容室136に対して手動で介入できる状態にする(ステップS12)。これは、工作機械100の操作盤(図示せず)に設けられている押ボタン(図示せず)を押下することによって行うことができ、オペレーターが工具マガジン120にアクセスしているときに、オペレーターが予期していない工具マガジン120の自動運転を禁止する。
次いで、オペレーターはATCドア138aを開き(ステップS14)、工具マガジン120にアクセスして工具の入れ替え作業を行う(ステップS16)。次いで、ATCドア138aを閉じ(ステップS18)、工作機械100の操作盤(図示せず)に設けられている押ボタンを手動で操作して、NC装置への介入を解除する(ステップS20)。
NC装置への介入が解除されると、NC装置は、工具マガジン120のアンバランストルクの測定プログラムを読み込み、アンバランストルクの測定が開始される。先ず、工具マガジン120を静止させているサーボモータ18へ現在供給されている電流値16bがアンバランストルク演算部22に取り込まれる(ステップS22)。取り込まれた電流値16bから、アンバランストルクに対抗して工具マガジン120を停止状態で保持させるために必要なトルク(T1)(停止時負荷トルク)を求めることができる。次いで、工具マガジン120を90°回転させ(ステップS24)、その回転位置に工具マガジン120を保持するために必要な電流値16bがサーボ制御部16から取り込まれる(ステップS26)。取り込まれた電流値16bから、該回転位置において、アンバランストルクに対抗して工具マガジン120を停止状態で保持させるために必要なトルク(T2)(停止時負荷トルク)を求めることができる。
次いで、ステップS28において、求められた2つのトルク値(T1、T2)に基づき、アンバランストルク演算部22は、式(5)から最大のアンバランストルクT0を演算し、そして式(6)から初期位相θ1を演算する。
次いで、アンバランストルクキャンセル部24は、アンバランストルク演算部22で演算されたアンバランストルクT0および初期位相θ1およびエンコーダ20からの位置情報20cに基づき、工具マガジン120が、任意の角度位置θにあるときの停止時負荷トルクTを下記式(7)から演算する。
T=T0cos(θ1+θ) (7)
T=T0cos(θ1+θ) (7)
アンバランストルクキャンセル部24は、更に、工具マガジン120のサーボモータ18に供給される電流値であるトルク値16cをサーボ制御部16から受け取り、そこからアンバランストルクT0を減算することによって、トルクτを演算する。
更に、ステップS28において、慣性モーメント演算部26が、ベース部材122と、該ベース部材122に装着されている工具とを含めた工具マガジン120全体の慣性モーメントJを下記の方法にて演算する。
サーボモータ18が回転しているときのトルク(移動時負荷トルク)τと、工具マガジン120の慣性モーメントJとの関係は下記の式(8)で表すことができる。
τ=Jα+DV+Fu (8)
ここで、
J:慣性モーメント
α:角加速度
D:粘性減衰係数
V:角速度
F:クーロン摩擦トルク
u:速度方向を示す単位ベクトル
である。
τ=Jα+DV+Fu (8)
ここで、
J:慣性モーメント
α:角加速度
D:粘性減衰係数
V:角速度
F:クーロン摩擦トルク
u:速度方向を示す単位ベクトル
である。
角速度Vおよび角加速度aは、慣性モーメント演算部26において、サーボモータ18の回転速度20d(図1)に基づいて演算することができる。速度方向を示す単位ベクトルuは、工具マガジン120が2つの回転方向の一方の向きに移動するときに正の値になり、他方の向きに移動するときに負の値になる。工具マガジン120の回転動作中に取得されるそれぞれの変数は次式のように表すことができる。
(τn)=(τ0、τ1、τ2…τk、τk+1…τm)(n=0~m) (9)
(Vn)=(V0、V1、V2…Vk、Vk+1…Vm)(n=0~m) (10)
(αn)=(α0、α1、α2…αk、αk+1…αm)(n=0~m) (11)
(un)=(u0、u1、u2…uk、uk+1…um)(n=0~m) (12)
(τn)=(τ0、τ1、τ2…τk、τk+1…τm)(n=0~m) (9)
(Vn)=(V0、V1、V2…Vk、Vk+1…Vm)(n=0~m) (10)
(αn)=(α0、α1、α2…αk、αk+1…αm)(n=0~m) (11)
(un)=(u0、u1、u2…uk、uk+1…um)(n=0~m) (12)
このように、複数のトルク(移動時負荷トルク)τの値、複数の角速度Vの値、複数の角加速度αの値、および速度方向を示す単位ベクトルuを、ステップS22~ステップS26の間に慣性モーメント演算部26に取り込むことができる。次に、式(9)に示されるトルクτnと、式(10)、式(11)および式(12)に示される変数を式(8)に代入して得られるトルクτとの差の二乗和が最小となるように、工具マガジン120の慣性モーメントJ、粘性減衰係数D、およびクーロン摩擦トルクFが演算される。すなわち、最小二乗法により、これらの変数が演算される。こうして、慣性モーメント演算部26において、工具マガジン120慣性モーメントJが演算される。慣性モーメント演算部26で演算された慣性モーメントJには、工具マガジン120のベース部材122および工具マガジン120に装着されている複数の工具の質量に基づく慣性モーメントが含まれている。
次いで、ステップS30において、アンバランストルクT0が所定の閾値Tsを超えていないか否かが判定される。アンバランストルクT0が所定の閾値Tsを超えている場合(ステップS30でNOの場合)、加減速パラメータ変更部28は、加減速パラメータを最大にして、サーボ制御部16に出力すると共に、アンバランストルクT0が所定の閾値Tsを超えている旨の音響的または視覚的な警報や警告を表示するよう、アラーム表示部30に指令を出力する。加減速パラメータとしては、加速度またはゲイン等が含まれる。
アンバランストルクT0が所定の閾値Tsを超えていない場合(ステップS30でYESの場合)、加減速パラメータ変更部28は、加減速パラメータを変更してサーボ制御部16に出力する。加減速パラメータの変更は、工具マガジン120のアンバランストルクT0の数値の増加を、あたかも工具マガジン120の慣性モーメントが増加したかのようにみなして、慣性モーメントが増加したときと同様に変化させる。具体的には、複数のアンバランストルクT0の大きさに関連付けて、慣性モーメントに加算する慣性モーメント補正値をテーブルの形態で、制御装置10のメモリ領域に格納し、アンバランストルクT0の値に応じて、該テーブルから慣性モーメント補正値を読みだす。アンバランストルクT0の数値の増加量に応じて、どのくらいの大きさの慣性モーメント補正値を慣性モーメントに加算させればよいかは、予め実験で求めておき、アンバランストルクT0の数値と慣性モーメントの補正値とを対応させたテーブルを作成して記憶しておけばよい。慣性モーメントと慣性モーメント補正値とを加算した値に関連付けて、加減速パラメータをテーブルの形態で制御装置10のメモリ領域に格納し、慣性モーメントと慣性モーメント補正値とを加算した値に応じて該テーブルから加減速パラメータを読み出す。加減速パラメータを慣性モーメントとアンバランストルクT0の値に応じて変更することにより、慣性モーメントとアンバランストルクT0が小さいときは、より速い加減速を行うことができ、短時間で工具マガジン120を割り出すことができるようになる。
なお、既述の実施形態では、本発明によるモータの制御方法は、工具マガジンの駆動モータを制御するようになっているが、本発明はこれに限定されず、水平または傾斜した回転送り軸周りに回転する回転送り軸に適用してもよい。例えば、図2のような工作機械において、C軸回転テーブル118を本発明の方法により制御するようにしてもよい。この場合には、一般的にCテーブル118に取り付けられたワーク116はC軸回転送り軸の回転軸線に対して重心位置が偏心しているので、C軸回転送り軸に本発明の方法を適用することが可能である。
10 制御装置
18 サーボモータ
20 エンコーダ
20a 回転速度
20b 位置情報
20c 速度情報、位置情報
20d 回転速度
22 アンバランストルク演算部
22a アンバランストルク
24 アンバランストルクキャンセル部
100 工作機械
120 工具マガジン
120a 回転軸
136 工具収納室
18 サーボモータ
20 エンコーダ
20a 回転速度
20b 位置情報
20c 速度情報、位置情報
20d 回転速度
22 アンバランストルク演算部
22a アンバランストルク
24 アンバランストルクキャンセル部
100 工作機械
120 工具マガジン
120a 回転軸
136 工具収納室
Claims (7)
- 水平または傾斜した回転軸周りに回転する回転軸装置のモータの制御方法において、
前記回転軸装置を少なくとも2ヶ所の割出位置に割出し、
前記割出位置で、回転軸装置に作用する停止負荷トルクを測定し、
複数の前記停止時負荷トルクから、停止時負荷トルクが最大となる割出位置での停止時負荷トルクであるアンバランストルクを算出し、
前記アンバランストルクに基づいて回転軸装置のモータを制御することを特徴としたモータの制御方法。 - 前記回転軸周りに90°離間した2ヶ所を割出位置とし、アンバランストルクは該2ヶ所の各々における停止時負荷トルクの2乗の和の平方根である請求項1に記載のモータの制御方法。
- 測定した各停止時負荷トルクから停止時負荷トルクが最大となる割出位置を求め、前記回転軸装置の各位相における停止時負荷トルクを算出し、測定した移動時負荷トルクから各位相におけるアンバランストルクを減算して、アンバランストルクを除いた移動時負荷トルクから回転軸装置の慣性モーメントを算出するようにした請求項1または2に記載のモータの制御方法。
- 算出した慣性モーメントに関連付けて予め設定しておいたアンバランストルクの大きさに応じた慣性モーメントの補正量を加算し、補正量が加算された慣性モーメントに基づいて前記回転軸装置の加減速パラメータを決定するようにした請求項3に記載のモータの制御方法。
- アンバランストルクが、所定の閾値を超える場合には警報または警告を発するようにした請求項1に記載のモータの制御方法。
- 水平または傾斜した回転軸周りに回転する回転軸装置のモータの制御装置において、
前記回転軸装置を少なくとも2ヶ所の割出位置に割出す手段と、
前記割出位置の各々で、回転軸装置に作用する停止負荷トルクを測定する手段と、
複数の前記停止時負荷トルクから、停止時負荷トルクが最大となる割出位置での停止時負荷トルクであるアンバランストルクを算出する手段と、
前記アンバランストルクに基づいて回転軸装置のモータを制御することを特徴としたモータの制御装置。 - 請求項6に記載のモータの制御装置によって制御される工具マガジンを備えた工作機械。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201580074519.7A CN107206559B (zh) | 2015-02-27 | 2015-02-27 | 马达的控制方法、控制装置以及具备刀库的机床 |
| EP15883252.7A EP3263275B1 (en) | 2015-02-27 | 2015-02-27 | Motor control method and control device, and machine tool provided with tool magazine |
| JP2017501804A JP6407402B2 (ja) | 2015-02-27 | 2015-02-27 | モータの制御方法、制御装置および工具マガジンを備えた工作機械 |
| PCT/JP2015/055899 WO2016135958A1 (ja) | 2015-02-27 | 2015-02-27 | モータの制御方法、制御装置および工具マガジンを備えた工作機械 |
| US15/553,754 US10324449B2 (en) | 2015-02-27 | 2015-02-27 | Motor controlling method, control device and machine tool |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2015/055899 WO2016135958A1 (ja) | 2015-02-27 | 2015-02-27 | モータの制御方法、制御装置および工具マガジンを備えた工作機械 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016135958A1 true WO2016135958A1 (ja) | 2016-09-01 |
Family
ID=56788063
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/055899 Ceased WO2016135958A1 (ja) | 2015-02-27 | 2015-02-27 | モータの制御方法、制御装置および工具マガジンを備えた工作機械 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10324449B2 (ja) |
| EP (1) | EP3263275B1 (ja) |
| JP (1) | JP6407402B2 (ja) |
| CN (1) | CN107206559B (ja) |
| WO (1) | WO2016135958A1 (ja) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3321755A1 (en) * | 2016-11-10 | 2018-05-16 | Nakamura-Tome Precision Industry Co., Ltd | Machine tool and parameter adjustment method therefor |
| TWI630977B (zh) * | 2016-09-09 | 2018-08-01 | 日商牧野銑床製作所股份有限公司 | 工作機械 |
| DE102018211561A1 (de) | 2017-07-19 | 2019-01-24 | Fanuc Corporation | Servomotor-Steuereinheit |
| CN109304639A (zh) * | 2017-07-26 | 2019-02-05 | 巨浪有限公司 | 用于确定机床中高负荷位置的装置 |
| CN109689289A (zh) * | 2016-09-09 | 2019-04-26 | 株式会社牧野铣床制作所 | 机床 |
| KR20190086430A (ko) * | 2016-11-16 | 2019-07-22 | 호코스 가부시키가이샤 | 자동 공구 교환 장치 |
| CN111360572A (zh) * | 2020-03-31 | 2020-07-03 | 新代科技(苏州)有限公司 | 一种刀库控制系统及其控制方法 |
| JP2023034508A (ja) * | 2021-08-31 | 2023-03-13 | ブラザー工業株式会社 | 工作機械、制御方法、制御プログラム、及び記憶媒体 |
| JP2024034261A (ja) * | 2022-08-31 | 2024-03-13 | ブラザー工業株式会社 | 数値制御装置、同定方法、及び同定プログラム |
| WO2024214241A1 (ja) * | 2023-04-13 | 2024-10-17 | ファナック株式会社 | 工作機械の制御装置および制御方法 |
| JP7637208B1 (ja) | 2023-10-17 | 2025-02-27 | 株式会社牧野フライス製作所 | 工作機械 |
| WO2026009314A1 (ja) * | 2024-07-02 | 2026-01-08 | 株式会社Fuji | 工作機械 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016209833B4 (de) * | 2016-06-03 | 2019-10-31 | Volkswagen Aktiengesellschaft | Verfahren und Vorrichtung zum Bestimmen eines Fahrerhandmoments an einem Lenkrad eines Fahrzeugs |
| JP6836143B2 (ja) * | 2016-12-27 | 2021-02-24 | 株式会社ジェイテクト | 工作機械 |
| DE112019002515T5 (de) | 2018-05-17 | 2021-02-25 | Arcus Technology, Inc. | Zustands- bzw. gesundheitsmanagement eines bewegungssystems unter verwendung vorhandener servoantriebsvariablen |
| JP7036071B2 (ja) * | 2019-03-18 | 2022-03-15 | ブラザー工業株式会社 | 数値制御装置、数値制御プログラム、及び、数値制御プログラムを記憶した記憶装置 |
| JP6700498B1 (ja) * | 2019-08-27 | 2020-05-27 | ヤマザキマザック株式会社 | 工具保管装置、および、工作機械 |
| CN112536643B (zh) * | 2019-09-23 | 2023-01-24 | 富鼎电子科技(嘉善)有限公司 | 机台健康监测方法、装置及计算机可读存储介质 |
| CN113742880B (zh) * | 2020-05-27 | 2024-06-04 | 台达电子工业股份有限公司 | 进给系统的摩擦力预测与补偿方法及电脑可读取存储媒体 |
| TW202147181A (zh) * | 2020-06-10 | 2021-12-16 | 淡江大學 | 三指式機械夾爪系統及其訓練方法 |
| CN112643377A (zh) * | 2020-12-08 | 2021-04-13 | 常州市利凯数控科技有限公司 | 一种结构稳定的旋转换刀装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001062672A (ja) * | 1999-08-31 | 2001-03-13 | Okuma Corp | 数値制御装置 |
| JP2005224896A (ja) * | 2004-02-13 | 2005-08-25 | Brother Ind Ltd | 搬送装置,搬送装置の搬送加速度決定方法及びコンピュータプログラム |
| JP2009034794A (ja) * | 2007-08-03 | 2009-02-19 | Fanuc Ltd | 工作機械 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5853733A (ja) * | 1981-09-28 | 1983-03-30 | Ricoh Co Ltd | 静不釣合量測定方法 |
| JP2722004B2 (ja) * | 1989-10-28 | 1998-03-04 | オ−クマ株式会社 | タレツト旋回速度の適応制御方法 |
| JP2002046042A (ja) * | 2000-08-02 | 2002-02-12 | Murata Mach Ltd | 工作機械 |
| CN100420928C (zh) * | 2003-12-30 | 2008-09-24 | 丰田自动车株式会社 | 长轴状旋转体的不平衡测定方法 |
| JP2007016288A (ja) * | 2005-07-08 | 2007-01-25 | Toyota Motor Corp | 軸受材被覆摺動部材の製造方法及び軸受材被覆摺動部材 |
| US7551411B2 (en) * | 2005-10-12 | 2009-06-23 | Black & Decker Inc. | Control and protection methodologies for a motor control module |
| NZ588159A (en) * | 2010-09-23 | 2014-01-31 | Powerbyproxi Ltd | A contactless power transfer system |
| JP5003832B1 (ja) * | 2011-03-08 | 2012-08-15 | 株式会社安川電機 | モータ制御装置及びモータ制御方法 |
| JP5291820B2 (ja) * | 2011-05-26 | 2013-09-18 | ファナック株式会社 | 揺動体の揺動制御装置及び工作機械 |
| JP5751433B2 (ja) * | 2013-02-06 | 2015-07-22 | 株式会社安川電機 | モータ制御装置及びモータ制御方法 |
| CN203944859U (zh) * | 2014-07-14 | 2014-11-19 | 林宇 | 新型刀塔 |
-
2015
- 2015-02-27 EP EP15883252.7A patent/EP3263275B1/en active Active
- 2015-02-27 JP JP2017501804A patent/JP6407402B2/ja active Active
- 2015-02-27 CN CN201580074519.7A patent/CN107206559B/zh active Active
- 2015-02-27 US US15/553,754 patent/US10324449B2/en active Active
- 2015-02-27 WO PCT/JP2015/055899 patent/WO2016135958A1/ja not_active Ceased
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001062672A (ja) * | 1999-08-31 | 2001-03-13 | Okuma Corp | 数値制御装置 |
| JP2005224896A (ja) * | 2004-02-13 | 2005-08-25 | Brother Ind Ltd | 搬送装置,搬送装置の搬送加速度決定方法及びコンピュータプログラム |
| JP2009034794A (ja) * | 2007-08-03 | 2009-02-19 | Fanuc Ltd | 工作機械 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3263275A4 * |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109689289A (zh) * | 2016-09-09 | 2019-04-26 | 株式会社牧野铣床制作所 | 机床 |
| TWI630977B (zh) * | 2016-09-09 | 2018-08-01 | 日商牧野銑床製作所股份有限公司 | 工作機械 |
| US11045916B2 (en) * | 2016-09-09 | 2021-06-29 | Makino Milling Machine Co., Ltd. | Machine tool |
| EP3321755A1 (en) * | 2016-11-10 | 2018-05-16 | Nakamura-Tome Precision Industry Co., Ltd | Machine tool and parameter adjustment method therefor |
| US11090776B2 (en) * | 2016-11-16 | 2021-08-17 | Horkos Corp | Automatic tool changer |
| JPWO2018092794A1 (ja) * | 2016-11-16 | 2019-10-17 | ホーコス株式会社 | 自動工具交換装置 |
| KR20190086430A (ko) * | 2016-11-16 | 2019-07-22 | 호코스 가부시키가이샤 | 자동 공구 교환 장치 |
| KR102299753B1 (ko) | 2016-11-16 | 2021-09-09 | 호코스 가부시키가이샤 | 자동 공구 교환 장치 |
| DE102018211561A1 (de) | 2017-07-19 | 2019-01-24 | Fanuc Corporation | Servomotor-Steuereinheit |
| US11347197B2 (en) | 2017-07-19 | 2022-05-31 | Fanuc Corporation | Servo motor controller |
| US10935363B2 (en) | 2017-07-26 | 2021-03-02 | Chiron-Werke Gmbh & Co. Kg | Device for detecting highly stressed position in a machining tool |
| CN109304639A (zh) * | 2017-07-26 | 2019-02-05 | 巨浪有限公司 | 用于确定机床中高负荷位置的装置 |
| CN111360572A (zh) * | 2020-03-31 | 2020-07-03 | 新代科技(苏州)有限公司 | 一种刀库控制系统及其控制方法 |
| JP2023034508A (ja) * | 2021-08-31 | 2023-03-13 | ブラザー工業株式会社 | 工作機械、制御方法、制御プログラム、及び記憶媒体 |
| JP7647451B2 (ja) | 2021-08-31 | 2025-03-18 | ブラザー工業株式会社 | 工作機械、制御方法、制御プログラム、及び記憶媒体 |
| JP2024034261A (ja) * | 2022-08-31 | 2024-03-13 | ブラザー工業株式会社 | 数値制御装置、同定方法、及び同定プログラム |
| WO2024214241A1 (ja) * | 2023-04-13 | 2024-10-17 | ファナック株式会社 | 工作機械の制御装置および制御方法 |
| JP7637208B1 (ja) | 2023-10-17 | 2025-02-27 | 株式会社牧野フライス製作所 | 工作機械 |
| JP2025068674A (ja) * | 2023-10-17 | 2025-04-30 | 株式会社牧野フライス製作所 | 工作機械 |
| WO2026009314A1 (ja) * | 2024-07-02 | 2026-01-08 | 株式会社Fuji | 工作機械 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107206559A (zh) | 2017-09-26 |
| JP6407402B2 (ja) | 2018-10-17 |
| US10324449B2 (en) | 2019-06-18 |
| EP3263275A4 (en) | 2018-11-21 |
| JPWO2016135958A1 (ja) | 2017-09-28 |
| US20180032052A1 (en) | 2018-02-01 |
| CN107206559B (zh) | 2020-04-28 |
| EP3263275A1 (en) | 2018-01-03 |
| EP3263275B1 (en) | 2022-04-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6407402B2 (ja) | モータの制御方法、制御装置および工具マガジンを備えた工作機械 | |
| Altintas et al. | Sliding mode controller design for high speed feed drives | |
| CN103189807B (zh) | 工作机械的数值控制方法以及数值控制装置 | |
| JP3703664B2 (ja) | バックラッシ補正装置 | |
| EP2966521A1 (en) | Working machine feed shaft control method and feed shaft control device | |
| JP6880322B2 (ja) | 数値制御装置 | |
| JP5673855B2 (ja) | 工作機械 | |
| JP2019096219A (ja) | 工作機械の制御装置 | |
| US7847502B2 (en) | Device and method for controlling machine tool | |
| JP2019003646A (ja) | 電動機の制御装置 | |
| JP6490368B2 (ja) | 工作機械制御装置、工作機械制御方法、及びプログラム | |
| JP2008186434A (ja) | 工作機械の制御装置及び制御方法 | |
| JP6877729B2 (ja) | 工作機械におけるサーボモータ制御装置のパラメータ調整システム | |
| KR20220034118A (ko) | 홈형 프로파일을 갖는 회전 부품을 창성 방법으로 기계 가공하기 위한 공작 기계 및 방법 | |
| JP2003005838A (ja) | サーボ制御方法 | |
| JP2020181424A (ja) | 数値制御装置及び工作機械 | |
| KR20020082753A (ko) | 서보 제어 방법 | |
| JP5321515B2 (ja) | 工作機械の数値制御装置 | |
| JP5334932B2 (ja) | パラメータ設定方法およびパラメータ設定装置 | |
| JP5369718B2 (ja) | 工作機械 | |
| JP2016190305A (ja) | 位置決め装置のパラメータ設定方法、及びパラメータ設定装置、並びにこのパラメータ設定装置を備えた位置決め装置 | |
| JP2003157114A (ja) | ロストモーション補正方法およびロストモーション補正装置 | |
| JP2717747B2 (ja) | 工具交換装置 | |
| WO2025083792A1 (ja) | ワーク加工装置及びワーク加工方法 | |
| JP4754708B2 (ja) | 工作機械の数値制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15883252 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017501804 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015883252 Country of ref document: EP |