WO2016136940A1 - 電解加工装置及び電解加工方法 - Google Patents
電解加工装置及び電解加工方法 Download PDFInfo
- Publication number
- WO2016136940A1 WO2016136940A1 PCT/JP2016/055802 JP2016055802W WO2016136940A1 WO 2016136940 A1 WO2016136940 A1 WO 2016136940A1 JP 2016055802 W JP2016055802 W JP 2016055802W WO 2016136940 A1 WO2016136940 A1 WO 2016136940A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- workpiece
- machining electrode
- machining
- electrolytic processing
- processing apparatus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H3/00—Electrochemical machining, i.e. removing metal by passing current between an electrode and a workpiece in the presence of an electrolyte
- B23H3/02—Electric circuits specially adapted therefor, e.g. power supply, control, preventing short circuits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H3/00—Electrochemical machining, i.e. removing metal by passing current between an electrode and a workpiece in the presence of an electrolyte
- B23H3/04—Electrodes specially adapted therefor or their manufacture
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H3/00—Electrochemical machining, i.e. removing metal by passing current between an electrode and a workpiece in the presence of an electrolyte
- B23H3/10—Supply or regeneration of working media
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H5/00—Combined machining
- B23H5/02—Electrical discharge machining combined with electrochemical machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H7/00—Processes or apparatus applicable to both electrical discharge machining and electrochemical machining
- B23H7/26—Apparatus for moving or positioning electrode relatively to workpiece; Mounting of electrode
- B23H7/28—Moving electrode in a plane normal to the feed direction, e.g. orbiting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H2300/00—Power source circuits or energization
- B23H2300/10—Pulsed electrochemical machining
- B23H2300/12—Positive and negative pulsed electrochemical machining
Definitions
- the present invention relates to an electrolytic processing apparatus and an electrolytic processing method.
- Electrolyte jet machining is a method of selectively machining just below the jet of electrolyte by ejecting electrolyte from a nozzle and applying a voltage between the nozzle and the workpiece.
- the nozzle acts as a machining electrode.
- a voltage is applied between the electrodes so that the workpiece becomes an anode, and a current is passed through the electrolytic solution.
- this machining method uses an electrolytic action, which is a chemical reaction, as a machining principle, it can be machined regardless of the hardness of the workpiece as long as it is an electrical conductor, and it is said that no work-affected layer, residual stress, burrs, cracks, etc. occur. With advantages. Further, by scanning the nozzle, an arbitrary shape can be processed without a mask.
- Non-patent Document 2 Non-patent Document 2 below.
- the surface roughness of a workpiece is deteriorated by passing a low current density region by scanning.
- Non-Patent Document 3 below.
- Non-Patent Document 4 shows that the machining accuracy can be improved by electrolytic machining with an ultrashort pulse current utilizing the formation of an electric double layer on the electrode surface.
- the present invention has been made in view of the above situation.
- the main object of the present invention is to provide a technique capable of improving the roughness of the machining surface while keeping the scanning speed of the machining electrode relative to the workpiece low.
- An electrolytic processing apparatus for processing the surface of a workpiece by electrolytic processing, A power source, a machining electrode, an electrolyte supply unit, and a charge control means;
- the power source is configured to apply a voltage for flowing a current for electrolytic machining between the machining electrode and the workpiece,
- the machining electrode is spaced apart from the workpiece and is relatively scannable along a surface direction of the workpiece;
- the electrolytic solution supply unit is configured to be able to supply an electrolytic solution for electrolytic processing between the machining electrode and the workpiece,
- the electrolytic processing apparatus wherein the charge control means is configured to eliminate charges accumulated between the machining electrode and the workpiece by applying a voltage from the power source.
- the power supply uses a pulse current as the current,
- the electrolytic processing apparatus according to item 1, wherein the charge control means is configured to eliminate the charge based on a duty ratio of the pulse current.
- the upper limit of the absolute value of the pulse width in the pulse current is set to be short enough to perform mirror finishing on the surface of the workpiece, and the current density of the current for electrolytic processing is subjected to the mirror finishing.
- Item 2 The electrolytic processing apparatus according to Item 2, which is set high enough to satisfy
- the power source uses an alternating current as the current,
- the alternating current has a forward current component with the workpiece as an anode and a reverse current component with the workpiece as a cathode,
- the electrolytic processing apparatus according to item 1, wherein the charge control means is configured to eliminate the charge by applying the reverse current component.
- the charge control unit is configured such that a value obtained by integrating the forward current density in the forward current component by the application time is substantially equal to a value obtained by integrating the reverse current density in the reverse current component by the application time.
- Item 5 The electrolytic processing apparatus according to Item 4, wherein the power supply is controlled.
- the charge control means is configured to eliminate the charge by inserting a current pause period between a forward current component and a reverse current component in the alternating current.
- a surface roughness adjusting method using the electrolytic processing apparatus Flowing an electric current for electrolytic machining between the machining electrode and the workpiece by the power source; Relatively scanning the machining electrode along a surface direction of the workpiece; Supplying the electrolyte solution between the machining electrode and the workpiece by the electrolyte solution supply unit; Adjusting the surface roughness of the workpiece surface by controlling the amount of charge accumulated between the machining electrode and the workpiece by the charge control means. Adjustment method.
- a machining electrode disposed away from the workpiece; An electrolyte filled between the workpiece and the machining electrode; A power source for supplying a forward current pulse and a reverse current pulse between the workpiece and the machining electrode; In the electrolytic processing apparatus that performs electrolytic processing by relatively scanning the processing electrode and the workpiece, While making the peak value of the reverse current pulse higher than the peak value of the forward current pulse, An electrolytic processing apparatus, wherein a pulse width of the backward current pulse is set narrower than a pulse width of the forward current pulse.
- a machining electrode disposed away from the workpiece; An electrolyte filled between the workpiece and the machining electrode; A power source for supplying a forward current pulse and a reverse current pulse between the workpiece and the machining electrode;
- An electrolytic processing apparatus that performs electrolytic processing by relatively scanning the processing electrode and the workpiece, For positive charge supplied between the workpiece and the machining electrode by the positive current pulse, While setting so that the reverse charge supplied between the workpiece and the machining electrode by the reverse current pulse is small, An electrolytic processing apparatus comprising a pause time when switching from the reverse current pulse to the forward current pulse.
- the ratio (A / B) of the reverse charge (B) supplied between the workpiece and the machining electrode by the reverse current pulse is:
- the electrolytic processing apparatus is set so as to increase as the scanning speed increases.
- a machining electrode disposed away from the workpiece; An electrolyte filled between the workpiece and the machining electrode; A power source for supplying a positive current pulse between the workpiece and the machining electrode;
- a duty ratio for applying the positive direction current pulse is set to increase as the scanning speed increases.
- the power supply 10 of the present embodiment uses a pulse waveform voltage (pulse voltage) as a voltage to be applied, and this allows a pulse waveform current (see Examples 1 and 2 described later) to flow between the electrodes. .
- a constant current source is used as the power source 10 to flow a current value designated by the charge control means 40 between the electrodes.
- a constant voltage source is used. It is also possible.
- the power supply 10 of this embodiment what is called a high-speed bipolar power supply can be used, for example.
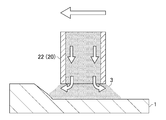
- the distal end portion 22 extends from the distal end side of the base portion 21 in the direction of the workpiece 1 (downward direction in FIG. 1).
- the front end portion 22 is also formed in a hollow cylindrical shape so that a jet electrolyte solution 3 (described later) can be sprayed onto the workpiece 1 (see FIG. 2).
- a jet electrolyte solution 3 (described later) can be sprayed onto the workpiece 1 (see FIG. 2).
- FIG. 2 only the tip 22 is shown in an enlarged manner.
- the outflow state of the electrolytic solution 3 in FIG. 2 is only a schematic one and is not accurate.
- the processing electrode 20 of the present embodiment has a nozzle function in so-called electrolyte jet processing.
- the material of the processing electrode 20 various materials can be used as long as they are conductive and have a necessary mechanical strength.
- the processing electrode 20 is made of single crystal silicon, titanium alloy, niobium alloy, graphite, or platinum, it is difficult to perform electrolysis even when a reverse voltage (voltage using a workpiece as a cathode) is applied. Therefore, it is preferable.
- the facing area between the workpiece 1 and the machining electrode 20 is “with the machining electrode 20 within the range of the facing area”. It is preferable that the distance to the workpiece 1 is so small that it can be regarded as substantially uniform regardless of the curvature. In this way, even a workpiece having a non-planar machining surface can be subjected to an appropriate mirror finish by scanning the machining surface. Setting the distance between the workpiece 1 and the machining electrode 20 to be constant and sufficiently narrow (for example, a gap of 1 mm or less, more preferably 0.5 mm or less) is suitable for realizing mirror finishing. Therefore, the use of the machining electrode 20 having such a small opposing area contributes to satisfying the gap condition.
- the electrolytic solution supply unit 30 is configured to be able to supply an electrolytic solution for electrolytic processing between the distal end portion 22 of the processing electrode 20 and the processing surface (upper surface in FIG. 1) of the workpiece 1. More specifically, the electrolyte supply unit 30 of the present embodiment includes a tank 31, a pipe 32, a pump 33, and a sink 34.
- the tank 31 is a part for storing the electrolytic solution 3 for electrolytic processing.
- the electrolytic solution 3 various liquids that are usually used for electrolytic processing can be used.
- the charge control means 40 is a functional element for eliminating the charge accumulated between the machining electrode 20 and the workpiece 1 by applying a voltage from the power supply 10. More specifically, the charge control means 40 of the present embodiment is implemented as a controller (for example, a function generator) for adjusting a current waveform (for example, a current pulse width, a peak value, a pulse period, etc.) due to the voltage from the power supply 10. Has been. As an actual device configuration, the charge control means 40 may be a part of the functions in the power supply 10. In short, as long as a necessary function can be exhibited as the charge control means, the mechanical configuration is not limited. For example, it can be implemented by a combination of a computer and a computer program, and does not need to exist as a single element.
- the workpiece support part 50 supports the workpiece 1 to be subjected to electrolytic machining, and is constituted by a machining table in this embodiment.
- the scanning drive unit 60 includes an XZ direction drive unit 61 and a Y direction drive unit 62.
- the XZ direction drive unit 61 can move the machining electrode 20 at a predetermined speed in the X direction (left-right direction in FIG. 1) and the Z direction (up-down direction in FIG. 1).
- the Y-direction drive unit 62 can move the workpiece support unit 50 through the sink 34 in the Y direction (direction perpendicular to the paper surface in FIG. 1) at a predetermined speed. Control of operations such as the scanning speed and the scanning direction of the scanning drive unit 60 can be performed by a controller (not shown).
- the scanning drive unit 60 can scan the machining electrode 20 relative to the workpiece 1 in any direction within the XY plane.
- the current density is high enough so that a mirror surface can be obtained when the nozzle is stationary when the nozzle directly below the high current density passes through a point on the workpiece. If so, it is processed into a mirror surface directly under the nozzle. However, after that, the peripheral portion having a low current density passes through the processed portion.
- the scanning speed is slow, the surface of the workpiece is roughened due to electrolytic processing by the peripheral portion having a low current density, and the surface roughness becomes large (that is, the mirror surface is deteriorated when mirror finishing is intended). To do).
- the processing amount per unit time when the current density is low is significantly inferior to that when the current density is high.
- the stay time of the electrolyte jet in one scan that is, the time for performing the electrolytic processing by the counter electrode
- the influence of the low current density region is reduced.
- the surface roughness improves as the scanning speed increases.
- Non-Patent Document 4 machining by an ultrashort pulse current using formation of an electric double layer on an electrode surface is performed.
- a voltage is applied between the workpiece 1 and the machining electrode 20
- an electric double layer is formed on the workpiece surface in a form in which positive and negative charges face each other as shown in FIG.
- the phenomenon in which the electric double layer is formed can be expressed by charging the capacitor CDL , and a difference occurs in the charging time of the electric double layer due to the difference in current density.
- symbol R represents a resistance component in the electrolyte jet.
- the electrolytic reaction does not occur unless the electric double layer is sufficiently formed. Therefore, by turning off the pulse current (that is, turning off the machining voltage) before the electric double layer is formed in the portion where the current density is low, the elution of the workpiece can be prevented, and the current density directly under the machining electrode can be reduced. Limit to the high part. Then, during the rest period after the pulse is turned off, the electric double layer is discharged, and the next pulse is applied. At this time, if the rest time is not sufficient, the electric double layer is not completely discharged, so that an electrolytic reaction occurs even in a low current density region.
- elution of the workpiece can be limited to only the high current density region, and a machined surface with good surface roughness even when scanning at low speed. Should be obtained.
- the current density at which the mirror surface cannot be obtained when the machining electrode is stationary is known, the workpiece is exposed to such a low current density region when the electrode is scanned. It is preferable to set the machining current with a short pulse width so that the time during which the machining is performed is shorter than the time during which machining occurs at the low current density.
- the workpiece 1 is disposed on the upper surface of the workpiece support 50 (see FIG. 1).
- the electrolytic solution supply unit 30 supplies the electrolytic solution 3 between the machining electrode 20 and the workpiece 1.
- the electrolytic solution 3 is supplied to the machining location through the tip 22 of the machining electrode 20 (see FIG. 2).
- a voltage is applied between the machining electrode 20 and the workpiece 1 with a predetermined waveform by the power supply 10.
- prescribed electrolytic processing can be sent between both.
- the waveform of the current flowing between the machining electrode 20 and the workpiece 1 is set by the charge control means 40 (see Examples 1 and 2 described later).
- the machining electrode 20 is scanned relative to the workpiece 1 in the XY plane using the scanning drive unit 60. Thereby, the surface of the workpiece 1 in the scanning direction can be processed, and the surface roughness can be improved.
- the Z-direction position of the machining electrode 20 is constant during machining and is adjusted as necessary.
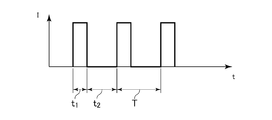
- a pulse current is used.
- the machining width of the workpiece 1 was processed by scanning the machining electrode 20 while changing the pulse width t 1 to a constant value of 100 ⁇ s and changing the pulse pause time t 2 and the scanning speed.
- a symbol T in FIG. 4 indicates a pulse period at this time.
- the direction of the current flowing from the workpiece 1 to the machining electrode 20 is the positive direction of the vertical axis in FIG.
- DC direct current
- the influence of the duty ratio of the pulse current and the scanning speed on the surface roughness was examined.
- SUS304 was used as the workpiece 1.
- the surface roughness of the workpiece 1 was measured by averaging the maximum height roughness Rz at four different locations in the machining surface.
- Example 1 it is understood that the charge between the electrodes can be eliminated by the charge control means 40, thereby improving the surface roughness of the processed surface while keeping the scanning speed low. Further, the surface roughness of the processed surface can be controlled by adjusting the duty ratio by the charge control means 40.
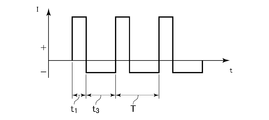
- Example 2 The voltage waveform to be applied (that is, the current waveform flowing between the electrodes) was changed to that shown in FIG. 6, and electrolytic machining was performed under the same conditions as in Example 1.
- AC in Table 1 indicates the pulse waveform (AC waveform) used in Example 2.
- the reverse voltage is applied in the period t 3 (see FIG. 6) to flow the reverse current.
- the alternating current flowing between the electrodes is a positive current component (time t 1 ) flowing from the workpiece 1 to the machining electrode 20 using the workpiece 1 as an anode, and from the machining electrode 20 to the workpiece 1 using the workpiece as a cathode. It has a flowing reverse current component (time t 3 ).
- Example 1 When using a unipolar pulse current as in Example 1, it is necessary to lengthen the pause time in order to obtain a mirror surface during low-speed scanning (see FIG. 5). However, when the duty ratio is lowered, the amount of removal per unit time is smaller than when DC is used, and therefore the processing time tends to be longer.
- Example 2 by using an alternating current as described above, the polarity is reversed in the current flowing between the electrodes, workpieces there is a time t 3 when the cathode. During this t 3, the electric double layer can be forcibly discharges the electric charge charged in (see capacitor C DL in FIG. 3). That is, the charge control means 40 in Example 2 is configured to eliminate the electric charge charged in the electric double layer by applying a reverse current component.
- “elimination of electric charge” means so-called electric charge discharge (discharge), and is used to include not only complete elimination of electric charge but also reduction of accumulated electric charge.
- the pulse width t 1 at which the workpiece 1 becomes the anode is constant at 100 ⁇ s
- the time t 3 at which the workpiece 1 becomes the cathode and the scanning speed are changed
- the duty ratio of the alternating current and the scanning speed are changed. The effect of surface roughness on the surface roughness was investigated.
- Example 2 The experimental results in Example 2 are shown in FIG. As shown in FIG. 7, even when an alternating current is used, the surface roughness decreases as the scanning speed increases, as in the case where a direct current or unipolar pulse current is used (see FIG. 5). Recognize. Further, when the scanning speed is low, the pulse width 100 [mu] s, and it is possible to improve the surface roughness brought to a longer polarity inversion time t 3 (i.e. reducing the duty ratio). On the other hand, when an alternating current is used in scanning processing at a low speed, a processed surface with a good surface roughness can be obtained while having a high duty ratio as compared with the case where the unipolar pulse current of Example 1 is used. I understand. That is, there is an advantage that the machining speed in the mirror surface machining can be improved by applying the reverse current component using the charge control means 40.
- a rectangular wave is used as the alternating current, but another waveform such as a triangular wave or a sine wave (FIG. 8) can also be used.
- the charge control means 40 preferably sets the peak value of the reverse current component to be lower than the peak value of the positive current component. This is because, generally, when the current density is low, the ratio of the current used for removing the material on the anode decreases, and the ratio used for the generation of oxygen and the oxidation reaction increases accordingly. Thereby, the amount of electrolysis of the processing electrode 20 when a reverse current is passed can be reduced, and the operation cost of the apparatus can be reduced.
- the reverse current is larger than the positive current pulse width. It is preferable to set a long pulse width. Thereby, the processing speed can be maximized within a range in which unnecessary electrolysis is not generated in the processing electrode 20.
- the purpose is to discharge electric charges in the electric double layer, and it is not suitable for the original purpose to accumulate charges of opposite polarity in the electric double layer. Therefore, it is preferable that the upper limit is a pulse width in which the reverse charge does not exceed the positive charge.
- a reverse current is applied after applying a positive current, and a positive current is applied as the next cycle after providing a current pause period.
- the reverse current pulse width (period t 3 ) is set so that, for example, the reverse charge is about 2/3 with respect to the positive charge, and then a current pause period is provided.
- the reverse charge does not exceed the positive charge, and reverse charge to the electric double layer can be avoided.
- the electric double layer charge can be eliminated at high speed, so that the mirror surface can be obtained at high speed. Electrolytic machining can be performed.
- the reverse current consumes the machining electrode, it is desirable to reduce the current peak value, but even if the reverse current peak value is set high, if the reverse pulse width is sufficiently short, The problem of electrolysis can be reduced or eliminated.
- the peak value of the reverse current component higher than the peak value of the positive current component, the charge accumulated in the electric double layer can be eliminated at an early stage, so that the pulse width of the reverse current (period t 3 ) can be set short. That is, since the duty ratio can be increased while preventing the electrodes from being consumed, the processing speed can be improved.
- a current pause period may be provided as described above after applying the reverse current pulse.
- the opposed area between the workpiece 1 and the machining electrode 20 can cover the machining surface area of the workpiece 1 in detail by scanning, and the tool electrode and the workpiece are within the range of the opposed area. It is preferred that the distance of the object be so small that it does not become very uneven due to the curvature of the workpiece.
- the charge control means 40 in the first embodiment can be configured to change the control content for eliminating the charge as the machining electrode 20 is scanned.
- more appropriate mirror surface processing can be performed by changing the control content for charge elimination according to the processing conditions such as the distance between the electrodes, the facing area between the processing electrode and the workpiece, and the supply amount of the electrolyte. it can.
- a partial non-mirror surface can also be formed by using conditions that deviate from conditions suitable for mirror finishing.
- the machining electrode 20 is scanned.
- the relative speed between the machining electrode 20 and the workpiece 1 is lowered at the turning point or the point where the machining direction is changed. That is, since the scanning speed on the horizontal axis in FIG. 5 or FIG. 7 changes, in this vicinity, uneven processing with rough surface roughness tends to occur.
- the duty ratio, reverse polarity pulse width, and reverse polarity current value can be changed according to the scanning speed. For example, at the turning point in the reciprocating motion, uniform surface roughness can be obtained by operating the charge control means 40 so as to extend the pause time or to widen the reverse polarity current pulse width as compared with the region before and after that. be able to.
- a rod-shaped processing electrode 220 is used instead of the nozzle-shaped processing electrode 20 (see FIG. 9).
- One pole of the power supply 10 is electrically connected to both ends of the processing electrode 220 via two predetermined fixtures 221.
- the other pole of the power supply 10 is electrically connected to the workpiece 1 as in the first embodiment.
- (Item C) A machining electrode disposed away from the workpiece; An electrolyte filled between the workpiece and the machining electrode; A power source for supplying a forward current pulse and a reverse current pulse between the workpiece and the machining electrode; In the electrolytic processing apparatus that performs electrolytic processing by relatively scanning the processing electrode and the workpiece, While setting the pulse width of the reverse current pulse to be equal to or less than the pulse width of the forward current pulse, An electrolytic processing apparatus comprising a pause time when switching from the reverse current pulse to the forward current pulse.
- (Item F) A machining electrode disposed away from the workpiece; An electrolyte filled between the workpiece and the machining electrode; A power source for supplying a positive current pulse between the workpiece and the machining electrode; In the electrolytic processing apparatus that performs electrolytic processing by relatively scanning the processing electrode and the workpiece, An electrolytic processing apparatus, wherein a duty ratio for applying the positive direction current pulse is set to increase as the scanning speed increases.
- Electrolytic solution 10 Power supply 20,220,320 Processing electrode 21 Base part 22 Tip part 221 Mounting tool 30 Electrolyte supply part 31 Tank 32 Piping 33 Pump 34 Sink 341 Drain part 36 Nozzle 40 Charge control means 50 Workpiece support part 60 Scanning Drive Unit 61 XZ Direction Drive Unit 62 Y Direction Drive Unit t 1 Pulse Width t 2 Pulse Pause Time t 3 Polarity Reversal Time T Pulse Period R Resistance Component in Electrolyte Jet C Capacitor Corresponding to DL Electric Double Layer component
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
Abstract
本発明は、工作物に対する加工電極の相対的な走査速度を低く抑えつつ、加工表面の粗さを改善できる技術を提供するものである。電源10は、加工電極20と工作物1との間に、電解加工用の電流を流すための電圧を印加する。加工電極20は、工作物1から離間して配置されており、かつ、工作物1の表面方向に沿って相対的に走査可能とされている。電解液供給部30は、加工電極20と工作物1との間に電解加工用の電解液3を供給する。チャージ制御手段40は、加工電極20と工作物1との間に蓄積された電荷を適宜な手法で解消させる。
Description
本発明は、電解加工装置及び電解加工方法に関するものである。
電解加工の一種として、電解液ジェット加工(下記非特許文献1並びに特許文献1及び2参照)が知られている。電解液ジェット加工は、ノズルから電解液を噴出し、ノズルと工作物の間に電圧を印加することで、電解液の噴流直下のみを選択的に加工する方法である。この場合、ノズルは加工電極として作用する。電解加工時には、工作物が陽極となるように電極間に電圧を印加して、電解液を介して電流を流す。この加工方法は、化学反応である電解作用を加工原理とするため、導電体であれば工作物の硬度によらず加工可能であり、加工変質層や残留応力、バリ、クラックなどが発生しないという利点を持つ。また、ノズルを走査させることで、任意形状をマスクレスで加工することができる。
本発明者らはこれまで、工作物の材料としてSUS304を用い、電流密度を制御することで、高電流密度下では表面粗さの小さい鏡面が得られ、また、低電流密度下では複雑なポーラス状の性状が得られることを示している(下記非特許文献2)。これらの文献に記載の加工法では、走査により、低電流密度領域が通過することによって、工作物(いわゆるワーク)の表面粗さが悪化する。
そこで、本発明者らは、ノズル(加工電極)を高速で、かつ複数回往復して走査させることにより、任意形状を鏡面加工できることを示した(下記非特許文献3)。
しかしながら、一般的に、複雑形状を加工する場合において、電極を高速で複数回走査させるためには、かなりの装置コスト及び運用コストを要することになる。また、高速走査を行う場合は、電解液が電極の移動により飛散してしまうという問題も生じる。
なお、下記非特許文献4は、電極表面上の電気二重層の形成を利用した超短パルス電流による電解加工により、加工精度の向上を図れることを示している。
Kunieda M, Yoshida M, Yoshida H, Akamatsu Y (1993) Influence of Micro Indents Formed by Electro-chemical Jet Machining on Rolling Bearing Fatigue Life. ASME PED 64:693-699.
Kawanaka T, Kunieda M (2014) Selective Surface Texturing Using Electrolyte Jet Machining. Procedia of 2nd CIRP Conference on Surface Integrity (CSI) (13): 345-349.
Natsu W, Ikeda T, Kunieda M (2007) Generating Complicated Surface with Electrolyte Jet Machining. Precision Engineering 31: 33-39.
Schuster R, Kircher V, Allonfue P, Etrl F (2000) Electochemical Micromachining. Science 289(5476):98-101.
本発明は、前記した状況に鑑みてなされたものである。本発明の主な目的は、工作物に対する加工電極の相対的な走査速度を低く抑えつつ、加工表面の粗さを改善できる技術を提供することである。
前記した課題を解決する手段は、以下の項目のように記載できる。
(項目1)
電解加工によって工作物の表面を加工するための電解加工装置であって、
電源と、加工電極と、電解液供給部と、チャージ制御手段とを備えており、
前記電源は、前記加工電極と前記工作物との間に、電解加工用の電流を流すための電圧を印加する構成となっており、
前記加工電極は、前記工作物から離間して配置されており、かつ、前記工作物の表面方向に沿って相対的に走査可能とされており、
前記電解液供給部は、前記加工電極と前記工作物との間に電解加工用の電解液を供給できる構成となっており、
前記チャージ制御手段は、前記電源からの電圧印加によって前記加工電極と前記工作物との間に蓄積された電荷を、解消させる構成となっている
ことを特徴とする電解加工装置。
電解加工によって工作物の表面を加工するための電解加工装置であって、
電源と、加工電極と、電解液供給部と、チャージ制御手段とを備えており、
前記電源は、前記加工電極と前記工作物との間に、電解加工用の電流を流すための電圧を印加する構成となっており、
前記加工電極は、前記工作物から離間して配置されており、かつ、前記工作物の表面方向に沿って相対的に走査可能とされており、
前記電解液供給部は、前記加工電極と前記工作物との間に電解加工用の電解液を供給できる構成となっており、
前記チャージ制御手段は、前記電源からの電圧印加によって前記加工電極と前記工作物との間に蓄積された電荷を、解消させる構成となっている
ことを特徴とする電解加工装置。
(項目2)
前記電源は、前記電流としてパルス電流を用いており、
前記チャージ制御手段は、前記パルス電流のデューティ比に基づいて、前記電荷を解消させる構成となっている
項目1に記載の電解加工装置。
前記電源は、前記電流としてパルス電流を用いており、
前記チャージ制御手段は、前記パルス電流のデューティ比に基づいて、前記電荷を解消させる構成となっている
項目1に記載の電解加工装置。
(項目3)
前記パルス電流におけるパルス幅の絶対値の上限は、前記加工物の表面に鏡面加工を施すに足りるほど短く設定されており、かつ、前記電解加工用の電流の電流密度は、前記鏡面加工を施すに足るほど高く設定されている
項目2に記載の電解加工装置。
前記パルス電流におけるパルス幅の絶対値の上限は、前記加工物の表面に鏡面加工を施すに足りるほど短く設定されており、かつ、前記電解加工用の電流の電流密度は、前記鏡面加工を施すに足るほど高く設定されている
項目2に記載の電解加工装置。
(項目4)
前記電源は、前記電流として交流電流を用いており、
前記交流電流は、前記工作物を陽極とする正方向電流成分と、前記工作物を陰極とする逆方向電流成分とを有しており、
前記チャージ制御手段は、前記逆方向電流成分の印加により、前記電荷を解消させる構成となっている
項目1に記載の電解加工装置。
前記電源は、前記電流として交流電流を用いており、
前記交流電流は、前記工作物を陽極とする正方向電流成分と、前記工作物を陰極とする逆方向電流成分とを有しており、
前記チャージ制御手段は、前記逆方向電流成分の印加により、前記電荷を解消させる構成となっている
項目1に記載の電解加工装置。
(項目5)
前記チャージ制御手段は、前記正方向電流成分における正方向電流密度をその印加時間で積分した値と、前記逆方向電流成分における逆方向電流密度をその印加時間で積分した値とがほぼ等しくなるように、前記電源を制御する構成となっている
項目4に記載の電解加工装置。
前記チャージ制御手段は、前記正方向電流成分における正方向電流密度をその印加時間で積分した値と、前記逆方向電流成分における逆方向電流密度をその印加時間で積分した値とがほぼ等しくなるように、前記電源を制御する構成となっている
項目4に記載の電解加工装置。
(項目6)
前記チャージ制御手段は、前記逆方向電流成分のピーク値を、前記正方向電流成分のピーク値よりも低く設定する構成となっている
項目5に記載の電解加工装置。
前記チャージ制御手段は、前記逆方向電流成分のピーク値を、前記正方向電流成分のピーク値よりも低く設定する構成となっている
項目5に記載の電解加工装置。
(項目7)
前記チャージ制御手段は、前記交流電流における正方向電流成分と逆方向電流成分との間に電流休止期間を挿入することにより、前記電荷を解消させる構成となっている
項目4~6のいずれか1項に記載の電解加工装置。
前記チャージ制御手段は、前記交流電流における正方向電流成分と逆方向電流成分との間に電流休止期間を挿入することにより、前記電荷を解消させる構成となっている
項目4~6のいずれか1項に記載の電解加工装置。
(項目8)
前記加工電極は、単結晶シリコン、チタン合金、ニオブ合金、グラファイト、又は白金から構成されている
項目4~7のいずれか1項に記載の電解加工装置。
前記加工電極は、単結晶シリコン、チタン合金、ニオブ合金、グラファイト、又は白金から構成されている
項目4~7のいずれか1項に記載の電解加工装置。
(項目9)
前記電源は、定電圧源又は定電流源である
項目1~8のいずれか1項に記載の電解加工装置。
前記電源は、定電圧源又は定電流源である
項目1~8のいずれか1項に記載の電解加工装置。
(項目10)
前記工作物の表面の少なくとも一部は、0でない曲率を有しており、前記工作物と前記加工電極との対向面積は、この対向面積の範囲内で前記加工電極と前記工作物との距離の分布が前記曲率にかかわらず実質的に一定とみなせるほどに小さいものとされている
項目1~9のいずれか1項に記載の電解加工装置。
前記工作物の表面の少なくとも一部は、0でない曲率を有しており、前記工作物と前記加工電極との対向面積は、この対向面積の範囲内で前記加工電極と前記工作物との距離の分布が前記曲率にかかわらず実質的に一定とみなせるほどに小さいものとされている
項目1~9のいずれか1項に記載の電解加工装置。
(項目11)
前記チャージ制御手段は、前記加工電極の相対的な走査に伴って、前記電荷の解消のための制御内容を変化させる構成となっている
項目1~10のいずれか1項に記載の電解加工装置。
前記チャージ制御手段は、前記加工電極の相対的な走査に伴って、前記電荷の解消のための制御内容を変化させる構成となっている
項目1~10のいずれか1項に記載の電解加工装置。
(項目12)
項目1~11のいずれか1項に記載の電解加工装置を用いた電解加工方法であって、
前記電源により、前記加工電極と前記工作物との間に、電解加工用の電流を流すステップと、
前記加工電極を、前記工作物の表面方向に沿って相対的に走査させるステップと、
前記電解液供給部により、前記加工電極と前記工作物との間に、前記電解液を供給するステップと、
前記チャージ制御手段により、前記加工電極と前記工作物との間に蓄積された電荷を解消させるステップと
を備えることを特徴とする電解加工方法。
項目1~11のいずれか1項に記載の電解加工装置を用いた電解加工方法であって、
前記電源により、前記加工電極と前記工作物との間に、電解加工用の電流を流すステップと、
前記加工電極を、前記工作物の表面方向に沿って相対的に走査させるステップと、
前記電解液供給部により、前記加工電極と前記工作物との間に、前記電解液を供給するステップと、
前記チャージ制御手段により、前記加工電極と前記工作物との間に蓄積された電荷を解消させるステップと
を備えることを特徴とする電解加工方法。
(項目13)
項目1~11のいずれか1項に記載の電解加工装置を用いた表面粗さ調整方法であって、
前記電源により、前記加工電極と前記工作物との間に、電解加工用の電流を流すステップと、
前記加工電極を、前記工作物の表面方向に沿って相対的に走査させるステップと、
前記電解液供給部により、前記加工電極と前記工作物との間に、前記電解液を供給するステップと、
前記チャージ制御手段により、前記加工電極と前記工作物との間に蓄積された電荷量を制御することにより、前記工作物表面の表面粗さを調整するステップと
を備えることを特徴とする表面粗さ調整方法。
項目1~11のいずれか1項に記載の電解加工装置を用いた表面粗さ調整方法であって、
前記電源により、前記加工電極と前記工作物との間に、電解加工用の電流を流すステップと、
前記加工電極を、前記工作物の表面方向に沿って相対的に走査させるステップと、
前記電解液供給部により、前記加工電極と前記工作物との間に、前記電解液を供給するステップと、
前記チャージ制御手段により、前記加工電極と前記工作物との間に蓄積された電荷量を制御することにより、前記工作物表面の表面粗さを調整するステップと
を備えることを特徴とする表面粗さ調整方法。
(項目14)
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスのピーク値よりも前記逆方向電流パルスのピーク値を低くするとともに、前記正方向電流パルスのパルス幅よりも前記逆方向電流パルスのパルス幅を広く設定することを特徴とする電解加工装置。
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスのピーク値よりも前記逆方向電流パルスのピーク値を低くするとともに、前記正方向電流パルスのパルス幅よりも前記逆方向電流パルスのパルス幅を広く設定することを特徴とする電解加工装置。
(項目15)
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスのピーク値よりも前記逆方向電流パルスのピーク値を高くするとともに、
前記正方向電流パルスのパルス幅よりも前記逆方向電流パルスのパルス幅を狭く設定することを特徴とする電解加工装置。
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスのピーク値よりも前記逆方向電流パルスのピーク値を高くするとともに、
前記正方向電流パルスのパルス幅よりも前記逆方向電流パルスのパルス幅を狭く設定することを特徴とする電解加工装置。
(項目16)
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記逆方向電流パルスのパルス幅を前記正方向電流パルスのパルス幅以下に設定するとともに、
前記逆方向電流パルスから前記正方向電流パルスへの切り替え時には休止時間を備えることを特徴とする電解加工装置。
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記逆方向電流パルスのパルス幅を前記正方向電流パルスのパルス幅以下に設定するとともに、
前記逆方向電流パルスから前記正方向電流パルスへの切り替え時には休止時間を備えることを特徴とする電解加工装置。
(項目17)
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスにより前記工作物と前記加工電極との間に供給される正方向電荷に対して、
前記逆方向電流パルスにより前記工作物と前記加工電極との間に供給される逆方向電荷が小さくなるように設定するとともに、
前記逆方向電流パルスから前記正方向電流パルスへの切り替え時には休止時間を備えることを特徴とする電解加工装置。
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスにより前記工作物と前記加工電極との間に供給される正方向電荷に対して、
前記逆方向電流パルスにより前記工作物と前記加工電極との間に供給される逆方向電荷が小さくなるように設定するとともに、
前記逆方向電流パルスから前記正方向電流パルスへの切り替え時には休止時間を備えることを特徴とする電解加工装置。
(項目18)
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスにより前記工作物と前記加工電極との間に供給される正方向電荷(A)と、
前記逆方向電流パルスにより前記工作物と前記加工電極との間に供給される逆方向電荷(B)との比(A/B)は、
前記走査する速度が速いほど大きくなるように設定されていることを特徴とする電解加工装置。
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスにより前記工作物と前記加工電極との間に供給される正方向電荷(A)と、
前記逆方向電流パルスにより前記工作物と前記加工電極との間に供給される逆方向電荷(B)との比(A/B)は、
前記走査する速度が速いほど大きくなるように設定されていることを特徴とする電解加工装置。
(項目19)
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスを印加するデューティ比が、前記走査する速度が速いほど大きくなるように設定されていることを特徴とする電解加工装置。
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスを印加するデューティ比が、前記走査する速度が速いほど大きくなるように設定されていることを特徴とする電解加工装置。
(項目20)
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルス幅に対して前記逆方向電流パルス幅が、前記走査する速度が速いほど小さくなるように設定されていることを特徴とする電解加工装置。
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルス幅に対して前記逆方向電流パルス幅が、前記走査する速度が速いほど小さくなるように設定されていることを特徴とする電解加工装置。
本発明によれば、工作物に対する加工電極の相対的な走査速度を低く抑えつつ、加工表面の粗さを改善することが可能となる。
以下、添付図面を参照しながら、本発明の第1実施形態に係る電解加工装置(以下、「加工装置」と略称することがある)について説明する。本実施形態の加工装置は、いわゆる電解液ジェット加工によって工作物1(図1参照)をその表面側から加工するためのものであり、特に工作物表面の仕上げ加工に好適な装置である。
(第1実施形態の構成)
本実施形態の加工装置は、電源10と、加工電極20と、電解液供給部30と、チャージ制御手段40とを基本的な要素として備えている(図1参照)。さらに、この加工装置は、工作物支持部50と走査用駆動部60とを追加的に備えている。
本実施形態の加工装置は、電源10と、加工電極20と、電解液供給部30と、チャージ制御手段40とを基本的な要素として備えている(図1参照)。さらに、この加工装置は、工作物支持部50と走査用駆動部60とを追加的に備えている。
(電源)
電源10は、加工電極20と工作物1との間に、電解加工用の電流を流すための電圧を印加する構成となっている。具体的には、電源10の一方の極は、加工電極20に電気的に接続され、電源10の他方の極は、工作物1に電気的に接続されて、両者間に所定の電圧を印加できるようになっている。
電源10は、加工電極20と工作物1との間に、電解加工用の電流を流すための電圧を印加する構成となっている。具体的には、電源10の一方の極は、加工電極20に電気的に接続され、電源10の他方の極は、工作物1に電気的に接続されて、両者間に所定の電圧を印加できるようになっている。
本実施形態の電源10は、印加する電圧としてパルス波形の電圧(パルス電圧)を用いており、これにより、パルス波形の電流(後述の実施例1及び2参照)を電極間に流すことができる。なお、電源10としては、本実施形態では、チャージ制御手段40により指定された電流値を電極間に流す定電流源が用いられるが、必要な電流値を得られるならば、定電圧源を用いることも可能である。また、本実施形態の電源10としては、例えば、いわゆる高速バイポーラ電源を用いることができる。
本実施形態の電源10においては、パルス電流におけるパルス幅の絶対値の上限が、工作物1の表面に鏡面加工を施すに足りるほど短く設定されている。また、電流密度の下限は、加工電極が止まっているときに加工痕が鏡面に仕上がる値に設定されている。どの程度の電流密度とパルス幅であれば鏡面加工を達成できるかについては、例えば実験的に決定できる。ここで、電流密度は、電流を加工電極と工作物の対向面積で除して求められる。また、鏡面加工とは、表面粗さを小さくする加工をいい、例えば、表面粗さRzが0.3μm以下に加工するものをいう。パルス幅の絶対値の上限としては、例えば150μs~100μsである。ただしこれらの数値に本発明が限定されるものではない。
(加工電極)
加工電極20は、工作物1から離間して配置されており、かつ、工作物1の表面方向に沿って相対的に走査可能とされている。具体的には、本例の加工電極20は、基部21と、先端部22とを備えている。
加工電極20は、工作物1から離間して配置されており、かつ、工作物1の表面方向に沿って相対的に走査可能とされている。具体的には、本例の加工電極20は、基部21と、先端部22とを備えている。
基部21は、中空の筒状に形成されており、電解液供給部30の配管32(後述)に接続されて、電解液を先端部22に送り出すように構成されている。
先端部22は、基部21の先端側から工作物1の方向(図1において下向き方向)に延長されている。先端部22も中空の筒状に形成されており、ジェット状の電解液3(後述)を工作物1に吹付けることができるようになっている(図2参照)。なお、図2では、先端部22の部分のみを拡大して示している。また、図2における電解液3の流出状態は模式的なものに過ぎず、正確ではない。本実施形態の加工電極20は、いわゆる電解液ジェット加工におけるノズルの機能を有している。
加工電極20の材質としては、導電性があり、かつ、必要な機械的強度のある物質であれば、各種のものを使用可能である。特に、加工電極20の材質として、単結晶シリコン、チタン合金、ニオブ合金、グラファイト、又は白金から構成した場合には、逆方向電圧(工作物を陰極とする電圧)を印加した場合でも電解しにくいので、好適である。
ここで、工作物1の表面の少なくとも一部が、0でない曲率を有している場合は、工作物1と加工電極20との対向面積は、「この対向面積の範囲内で加工電極20と工作物1との距離が前記曲率にかかわらず実質的に均一とみなせるほどに小さいもの」であることが好ましい。このようにすると、平坦でない加工表面を持つ工作物に対しても、加工表面を走査することにより、適切な鏡面加工を施すことができる。工作物1と加工電極20との間の距離を一定として、かつ十分狭くする(例えば1mm以下、より好ましくは0.5mm以下の間隙にする)ことは、鏡面加工の実現に好適である。したがって、このように小さい対向面積の加工電極20を用いることは、このような間隙の条件を満たすことに寄与する。
(電解液供給部)
電解液供給部30は、加工電極20の先端部22と工作物1の加工表面(図1において上面)との間に、電解加工用の電解液を供給できる構成となっている。より詳しくは、本実施形態の電解液供給部30は、タンク31と、配管32と、ポンプ33と、シンク34とを備えている。
電解液供給部30は、加工電極20の先端部22と工作物1の加工表面(図1において上面)との間に、電解加工用の電解液を供給できる構成となっている。より詳しくは、本実施形態の電解液供給部30は、タンク31と、配管32と、ポンプ33と、シンク34とを備えている。
タンク31は、電解加工用の電解液3を貯めておく部分である。ここで、電解液3としては、電解加工用に通常使用される各種の液体を使用可能である。
配管32は、タンク31と加工電極20の基部21との間に接続されている。ポンプ33は、配管32の途中に取り付けられており、電解液3を適宜の流量で加工電極20に送ることができるようになっている。ポンプ33としては、この実施形態では、正確な流量を得るために、いわゆるギヤポンプが用いられているが、これに制約されるものではない。
シンク34は、工作物1に向けて供給された電解液を一時的に収容する部分である。シンク34には、供給された電解液3を排出するためのドレン部341が形成されている。シンク34から排出された電解液3は、図示しない適切な方法で回収されるようになっている。
(チャージ制御手段)
チャージ制御手段40は、電源10からの電圧印加によって加工電極20と工作物1との間に蓄積された電荷を、解消させるための機能要素である。より具体的には、本実施形態のチャージ制御手段40は、電源10からの電圧による電流波形(例えば電流パルス幅、ピーク値、パルス周期など)を調整するためのコントローラ(例えばファンクションジェネレータ)として実装されている。実際の機器構成としては、チャージ制御手段40は、電源10中の機能の一部であってもよい。要するに、チャージ制御手段としては、必要な機能を発揮できるのであれば、機械的構成は制約されず、例えばコンピュータとコンピュータプログラムの組み合わせにより実装することもでき、単独の要素として存在する必要もない。
チャージ制御手段40は、電源10からの電圧印加によって加工電極20と工作物1との間に蓄積された電荷を、解消させるための機能要素である。より具体的には、本実施形態のチャージ制御手段40は、電源10からの電圧による電流波形(例えば電流パルス幅、ピーク値、パルス周期など)を調整するためのコントローラ(例えばファンクションジェネレータ)として実装されている。実際の機器構成としては、チャージ制御手段40は、電源10中の機能の一部であってもよい。要するに、チャージ制御手段としては、必要な機能を発揮できるのであれば、機械的構成は制約されず、例えばコンピュータとコンピュータプログラムの組み合わせにより実装することもでき、単独の要素として存在する必要もない。
本実施形態におけるチャージ制御手段40は、パルス電流のデューティ比に基づいて、電極間に蓄積された電荷を解消させる構成となっている。チャージ制御手段40の詳しい動作(つまり電流波形)については、実施例1及び2として後述する。
(工作物支持部)
工作物支持部50は、電解加工の対象となる工作物1を支持するものであり、この実施形態では加工用テーブルにより構成されている。
工作物支持部50は、電解加工の対象となる工作物1を支持するものであり、この実施形態では加工用テーブルにより構成されている。
(走査用駆動部)
走査用駆動部60は、この実施形態では、XZ方向駆動部61と、Y方向駆動部62とから構成されている。XZ方向駆動部61は、加工電極20を、X方向(図1中左右方向)と、Z方向(図1中上下方向)に、所定の速度で移動させることができるようになっている。Y方向駆動部62は、シンク34を介して、工作物支持部50を、Y方向(図1中において紙面に垂直な方向)に、所定の速度で移動させることができるようになっている。走査用駆動部60の走査速度や走査方向などの動作の制御は、図示しないコントローラにより実施可能である。走査用駆動部60により、この実施形態では、XY平面内の任意の方向において、加工電極20を、工作物1に対して相対的に走査させることができるようになっている。
走査用駆動部60は、この実施形態では、XZ方向駆動部61と、Y方向駆動部62とから構成されている。XZ方向駆動部61は、加工電極20を、X方向(図1中左右方向)と、Z方向(図1中上下方向)に、所定の速度で移動させることができるようになっている。Y方向駆動部62は、シンク34を介して、工作物支持部50を、Y方向(図1中において紙面に垂直な方向)に、所定の速度で移動させることができるようになっている。走査用駆動部60の走査速度や走査方向などの動作の制御は、図示しないコントローラにより実施可能である。走査用駆動部60により、この実施形態では、XY平面内の任意の方向において、加工電極20を、工作物1に対して相対的に走査させることができるようになっている。
(第1実施形態の加工装置の動作)
以下、前記した第1実施形態の加工装置の動作について説明する。
以下、前記した第1実施形態の加工装置の動作について説明する。
(加工原理の説明)
動作説明の前提として、本実施形態の電解加工における加工原理を、図3をさらに参照しながら説明する。
動作説明の前提として、本実施形態の電解加工における加工原理を、図3をさらに参照しながら説明する。
図3は、加工電極としての円筒ノズルから噴出された電解液3における、噴流内の電位分布と工作物表面上での電流密度分布を示している。電解加工では、加工電極と工作物との対向部分の電流密度が高く、そこから離れるにつれて電流密度が低下する。図3において符号3aは、工作物1と加工電極20(図3中では図示省略)との間に存在する電解液3における電流密度分布の一例を模式的に示している。また、図3において符号3bは、等電位面を模式的に示しており、ここで符号V0は、電極間に印加される電源電圧(工作物側が陽極となる場合)である。
加工電極を走査させる加工(走査加工)では、電流密度の高いノズル直下が工作物上の一点を通過したとき、ノズルが静止しているときに鏡面が得られる程度にその電流密度が十分高いものであれば、ノズル直下で鏡面に加工される。しかし、その後、電流密度の低い周辺部がその加工部分を通ることになる。走査速度が遅い場合には、電流密度の低い周辺部による電解加工により、工作物表面が荒らされることになり、表面粗さが大きくなる(つまり、鏡面加工を目的とするときは、鏡面が劣化する)。
しかし、電流密度が低い場合の、単位時間当たりの加工量は、電流密度が高い場合に比べて、著しく劣る。走査速度を上昇させると、一回の走査における電解液ジェットの滞在時間(つまり対向電極による電解加工がおこなわれる時間)が短くなり、低電流密度領域の影響が小さくなる。このため、前記非特許文献3に記載されているように、走査速度の上昇に伴って表面粗さが向上すると考えられる。
一方近年、電解加工において、加工精度の向上を目的として、電極表面上の電気二重層の形成を利用した超短パルス電流による加工が行われている(前記非特許文献4)。工作物1と加工電極20との間に電圧が印加されると、工作物表面上に、図3に示すように、正負の電荷が向き合う形で電気二重層が形成される。この電気二重層が形成される現象は、コンデンサCDLへの電荷の充電により表現でき、電流密度の違いにより、電気二重層の充電時間に差が生まれる。なお、図中符号Rは、電解液ジェット内の抵抗成分を表している。
本発明者らの知見によれば、電解反応は、電気二重層が十分に形成されないと生じない。そこで、電流密度が低い部分における電気二重層が形成される前に、パルス電流をオフにする(つまり加工電圧をオフにする)ことで、工作物の溶出を、加工電極の直下における電流密度が高い部分に限定する。そして、パルスがオフになった後の休止時間中に電気二重層の電荷を放電させ、次のパルスを印加する。この際、休止時間が十分でないと、電気二重層の電荷がすべて放電されないため、低電流密度領域においても電解反応が生じてしまう。したがって、加工電流を短パルス化し、休止時間を十分に設けることで、工作物の溶出を高電流密度領域のみに限定することができ、低速で走査する場合でも表面粗さが良好な加工面が得られるはずである。さらに補足すると、加工電極が静止しているときに鏡面が得られないような電流密度が仮に分かっているとすれば、「電極を走査したときにそのような低電流密度域に工作物がさらされている時間が、その低電流密度で加工が生じるような時間よりも短くなるように、短いパルス幅の加工電流に設定されている」ことが好ましいといえる。
以上が、本発明者らの知見による、本実施形態の前提となる加工原理である。
(電解加工動作)
本実施形態の加工装置を用いて電解加工を行う場合には、まず、工作物1を工作物支持部50の上面に配置する(図1参照)。ついで、電解液供給部30により、電解液3を、加工電極20と工作物1との間に供給する。このとき、電解液3は、加工電極20の先端部22を通って、加工個所に供給される(図2参照)。一方、電源10により、所定の波形で、加工電極20と工作物1との間に電圧を印加する。これにより、両者間に、所定の電解加工用の電流を流すことができる。ここで、加工電極20と工作物1との間を流れる電流の波形は、チャージ制御手段40で設定されたもの(後述の実施例1及び2参照)となっている。
本実施形態の加工装置を用いて電解加工を行う場合には、まず、工作物1を工作物支持部50の上面に配置する(図1参照)。ついで、電解液供給部30により、電解液3を、加工電極20と工作物1との間に供給する。このとき、電解液3は、加工電極20の先端部22を通って、加工個所に供給される(図2参照)。一方、電源10により、所定の波形で、加工電極20と工作物1との間に電圧を印加する。これにより、両者間に、所定の電解加工用の電流を流すことができる。ここで、加工電極20と工作物1との間を流れる電流の波形は、チャージ制御手段40で設定されたもの(後述の実施例1及び2参照)となっている。
さらに、本実施形態では、走査用駆動部60を用いて、工作物1に対して、加工電極20を、XY平面内において相対的に走査させる。これにより、走査方向における工作物1の表面を加工して、その表面粗さを向上させることができる。なお、本実施形態では、加工電極20のZ方向位置は、加工中においては一定とし、必要に応じて調整するようになっている。
以下、具体的な実施例を参照しながら、本例の電解加工動作をより詳しく説明する。
(実施例1)
前記加工原理に基づいて、第1実施形態の装置構成を用いて、下記表1中の条件(Pulse)において電解加工を行った。
前記加工原理に基づいて、第1実施形態の装置構成を用いて、下記表1中の条件(Pulse)において電解加工を行った。

この表に示された項目の意味は下記のとおりである。なお、参照のため、電源から印加されるパルス電圧に基づく電流波形の一例を図4に示す。また、表1では、交流波形を印加する場合の条件(AC)も併記されているが、交流の場合については後述する。
Pulse on time [μs]:加工電流印加時間(図4のt1);
Duty factor [%]:デューティ比(図4のt1/T);
Machining current [A]:電極間を流れる電流;
Current density [A/cm2]:電極間での電流密度;
Gap width [mm]:加工電極と工作物との間の距離;
Flow rate [ml/s]:電解液の流量;
Nozzle inner diameter [mm]:加工電極の先端部におけるノズル内径;
Electrolyte:電解液。
Duty factor [%]:デューティ比(図4のt1/T);
Machining current [A]:電極間を流れる電流;
Current density [A/cm2]:電極間での電流密度;
Gap width [mm]:加工電極と工作物との間の距離;
Flow rate [ml/s]:電解液の流量;
Nozzle inner diameter [mm]:加工電極の先端部におけるノズル内径;
Electrolyte:電解液。
電極間での電流密度は一様ではないが、前記では、簡単のため、加工電流値をノズル噴出口の内面積で除した値を電流密度とした。なお、当然のことながら、表1の記載はすべて一例に過ぎず、他の適宜な構成が可能である。
実施例1では、パルス電流を用いている。パルス幅t1を100μsという一定値とし、パルス休止時間t2及び走査速度を変化させながら、加工電極20を走査させて、工作物1に対する溝加工を行った。図4中の符号Tは、このときのパルス周期を示す。工作物1を陽極として、工作物1から加工電極20に流れる電流の向きを図4の縦軸正方向とする。また、比較のため、直流電流(DC)、つまりt2=0、デューティ比=100%という条件でも同じ加工を行った。これにより、パルス電流のデューティ比と走査速度が表面粗さに与える影響を調べた。工作物1としてはSUS304を用いた。工作物1の表面粗さは、最大高さ粗さRzを加工面内の異なる4か所で測定し平均した。
走査速度を変化させた際の表面粗さの測定結果を図5に示す。図5においてDutyとは、所定のデューティ比(%)での結果であることを示す。図5に示すように、パルス電流を用いた場合においても、DCを用いた場合においても、走査速度を上昇させることで表面粗さが低下していることがわかる。一方、走査速度が遅い場合、パルス幅100μsにおいて休止時間を長くする(つまりデューティ比を下げる)につれて表面粗さが向上している。これにより、パルス幅100μsという一定値において十分な電圧休止時間を設けた場合(つまりデューティ比1%)、低速走査の場合においても、表面粗さが良好な鏡面が得られることがわかった。これは、前記で考察したように、電解液ジェット加工(つまり電極が任意方向に走査される電解加工)においても加工領域が高電流密度領域のみに限定されるためであると推測できる。
したがって、実施例1によれば、チャージ制御手段40により、電極間の電荷を解消させることができ、これにより、走査速度を低く抑えつつ、加工面の表面粗さを改善できることがわかる。また、チャージ制御手段40によるデューティ比の調整により、加工面の表面粗さを制御することもできる。
(実施例2)
印加する電圧波形(つまり電極間を流れる電流波形)を、図6に示すものに変更したうえで、実施例1と同じ条件下で電解加工を行った。表1中のACは、実施例2において用いるパルス波形(交流波形)を示している。実施例2では、期間t3(図6参照)において逆方向電圧を印加し、逆方向電流を流す構成となっている。これにより、電極間を流れる交流電流は、工作物1を陽極として工作物1から加工電極20に流れる正方向電流成分(時間t1)と、工作物を陰極として加工電極20から工作物1に流れる逆方向電流成分(時間t3)とを有することになる。
印加する電圧波形(つまり電極間を流れる電流波形)を、図6に示すものに変更したうえで、実施例1と同じ条件下で電解加工を行った。表1中のACは、実施例2において用いるパルス波形(交流波形)を示している。実施例2では、期間t3(図6参照)において逆方向電圧を印加し、逆方向電流を流す構成となっている。これにより、電極間を流れる交流電流は、工作物1を陽極として工作物1から加工電極20に流れる正方向電流成分(時間t1)と、工作物を陰極として加工電極20から工作物1に流れる逆方向電流成分(時間t3)とを有することになる。
実施例1のように単極性のパルス電流を用いる場合、低速走査において鏡面を得るためには、休止時間を長くする必要がある(図5参照)。しかし、デューティ比を下げると、単位時間当たりの除去量が、直流を用いた場合に比べて少ないため、加工時間が長くなる傾向がある。
実施例2では、前記のように交流電流を用いることで、電極間を流れる電流の極性が反転し、工作物が陰極となる時間t3が存在する。このt3の間に、電気二重層(図3のコンデンサCDL参照)に充電された電荷を強制的に放電させることができる。つまり、実施例2におけるチャージ制御手段40は、逆方向電流成分の印加により、電気二重層に充電された電荷を解消させる構成となっている。なお、この明細書において、「電荷の解消」とは、いわゆる電荷の放電(ディスチャージ)を意味し、電荷の完全な解消だけでなく、蓄積された電荷量の減少も含む意味で用いる。
この考察によれば、交流波形を用いることにより、休止時間を長く設けることなく、鏡面加工が可能になると考えられる。そこで、この実施例2では、工作物1が陽極となるパルス幅t1を100μsで一定とし、工作物1が陰極となる時間t3及び走査速度を変化させ、交流電流のデューティ比と走査速度が表面粗さに与える影響を調査した。
実施例2における実験結果を図7に示す。図7に示すように、交流電流を用いた場合も、直流や、単極性パルス電流を用いた場合と同様に(図5参照)、走査速度の上昇とともに表面粗さが低下していることがわかる。また、走査速度が遅い場合、パルス幅100μsにおいて、極性反転時間t3を長くする(つまりデューティ比を下げる)につれて表面粗さを向上させることができている。一方、低速での走査加工において交流電流を用いた場合は、実施例1の単極性パルス電流を用いた場合に比べ、高いデューティ比でありながら、表面粗さが良好な加工面を得られることがわかる。つまり、チャージ制御手段40を用いて、逆方向電流成分を印加することにより、鏡面加工における加工速度の向上を図ることができるという利点がある。
なお、実施例2では、交流電流として矩形波を用いたが、三角波や正弦波(図8)のような別の波形を用いることもできる。
また、本実施例において、チャージ制御手段40は、正方向電流をその印加時間(図6のt1)で積分した値(正方向電荷)と、逆方向電流をその印加時間(図6のt3)で積分した値(逆方向電荷)とがほぼ等しくなるように、電源10からの出力を制御することが好ましい。このようにすると、電気二重層(図3のコンデンサCDL参照)に充電された電荷をほぼ完全に放電させることができるので、同じデューティ比であれば、より良好な表面粗さを得ることができる。
さらに、本実施例において、チャージ制御手段40は、逆方向電流成分のピーク値を、正方向電流成分のピーク値よりも低く設定することが好ましい。これは、一般に電流密度が低いと、陽極上で材料の除去に使用される電流の割合が減り、その分、酸素の発生や酸化反応に使用される割合が増えるからである。これにより、逆方向電流を流したときの加工電極20の電解量を減らすことができ、装置の運用コスト低減を図ることができる。
逆方向電流成分のピーク値を正方向電流成分のピーク値よりも低く設定する場合には、電気二重層に充電された電荷を十分に放電させるために、正方向電流パルス幅よりも逆方向電流パルス幅を長く設定することが好ましい。これにより、加工電極20に不要な電解を発生させない範囲で最大限に加工速度を速めることができる。もちろん上述のごとく、電気二重層の電荷を放電させることが目的であり、電気二重層に逆極性の電荷を蓄積することは本来の目的にそぐわない。したがって、逆方向電荷が正方向電荷を上回らないパルス幅を上限値とすることが好ましい。
本実施例において、チャージ制御手段40は、交流電流における正方向電流成分と逆方向電流成分との間に電流休止期間を挿入してもよい。電流休止期間とは、例えば、図6における期間t1の間、あるいは、期間t3の間に挿入可能な、電圧又は電流が0となる期間である。
逆方向電流のパルス幅(期間t3)は、逆方向電荷が正方向電荷を上回らない程度に設定されていることが好ましいが、これらの現象は、電極間隙の状態に応じてばらつきを伴っている。例えば、図3の電位分布はあくまでも理想状態であって、実際には加工屑が存在したり、表面形状に少なからず凸凹が存在したりする。このため、局所的に逆方向電荷が正方向電荷を上回ってしまう可能性がある。そこで、例えば調整要素としてこの電流休止期間を利用することができる。
具体的には、正方向電流印加後に逆方向電流を印加し、電流休止期間を設けた後に、次のサイクルとして正方向電流を印加する。このとき逆方向電流のパルス幅(期間t3)を例えば正方向電荷に対して逆方向電荷が2/3程度となるように設定し、その後、電流休止期間を設ける。これにより、局所的なばらつきを考慮しても逆方向電荷が正方向電荷を上回ることがなくなり、電気二重層への逆充電を避けることができる。また、単純に電流休止期間のみを挿入する実施例1に比べて、逆方向電流を印加する手段を採用した場合には、高速に電気二重層の電荷を解消できるので、鏡面を得つつ高速に電解加工を行うことができる。
逆方向の電流は加工電極を消耗させるため、電流ピーク値を低くすることが望ましいが、逆方向の電流ピーク値を高く設定しても、逆方向のパルス幅を十分に短くすれば、電極の電解という問題を軽減ないし解消することができる。逆方向電流成分のピーク値を正方向電流成分のピーク値よりも高く設定することで、電気二重層に蓄積された電荷を早期に解消することができるため、逆方向電流のパルス幅(期間t3)は短く設定することができる。すなわち、電極の消耗を防ぎつつ、デューティ比を高めることができるので、加工速度を向上させることができる。もちろん、逆方向電流パルスを印加後に上述のごとく電流休止期間を設けてもよい。
前記した第1実施形態において、工作物1と加工電極20との対向面積は、工作物1における加工表面積を走査によって細部にわたって覆い尽くすことができ、かつ、対向面積の範囲内で工具電極と工作物の距離が工作物の曲率により大きく不均一にならないほどに小さいことが好ましい。
また、第1実施形態におけるチャージ制御手段40は、加工電極20の走査に伴って、電荷の解消のための制御内容を変化させる構成とすることができる。例えば、電極間距離、加工電極と工作物との対向面積、電解液供給量などの加工条件に応じて、電荷解消のための制御内容を変化させることにより、より適切な鏡面加工を行うことができる。さらに、あえて鏡面加工に適切な条件から外れる条件を用いることにより、部分的な非鏡面を形成することもできる。
本実施の形態では、加工電極20を走査している。往復運動を繰り返したり、加工方向を変える場合には、折り返し点や加工方向を変えた地点において加工電極20と工作物1の相対速度が低下することになる。すなわち図5又は図7における横軸の走査速度が変化することになるため、この近傍では面粗さの荒い不均一な加工になりやすい。これを防ぐことを目的として、走査速度に応じてデューティ比や逆極性パルス幅、逆極性電流値を変えることができる。例えば、往復運動における折り返し点では、その前後の領域と比較して休止時間を長くする、あるいは逆極性電流パルス幅を広げるようにチャージ制御手段40を動作させることで、均一な面粗さを得ることができる。
(第2実施形態)
次に、本発明の第2実施形態に係る電解加工装置を、図9を参照しながら説明する。なお、第2実施形態の説明においては、前記した第1実施形態と基本的に共通する要素については、同一符号を用いることにより、説明の煩雑を避ける。
次に、本発明の第2実施形態に係る電解加工装置を、図9を参照しながら説明する。なお、第2実施形態の説明においては、前記した第1実施形態と基本的に共通する要素については、同一符号を用いることにより、説明の煩雑を避ける。
前記第1実施形態では、いわゆる電解液ジェット加工を用いた。これに対して、第2実施形態では、ジェットを用いない、通常の電解加工を前提としている。
第2実施形態の加工装置では、ノズル状の加工電極20に代えて、棒状の加工電極220を用いている(図9参照)。電源10の一方の極は、所定の二つの取付具221を介して、加工電極220の両端に電気的に接続されている。電源10の他方の極は、前記第1実施形態と同様に、工作物1に電気的に接続されている。
本実施形態の棒状の加工電極220は、工作物1の表面にほぼ平行となるように配置されており、工作物1の表面に沿って走査可能とされている。第2実施形態における電解液(図示せず)は、適宜な電解槽(図示せず)を用いて、加工電極220と工作物1表面との間の空間に予め充填されている。
すなわち工作物1は、電解液に浸漬された状態で加工される。もちろん、加工により工作物1と加工電極220との間に加工屑が発生することが想定されるため、電解液を電極間隙に適宜な吹きかけ手段によって供給してもよい。工作物1と加工電極220とは平行であることが望ましく、上下方向に電極間距離が変化してしまうと均一な電解加工が実現しにくい。このため加工電極220に振動や変形がおこりにくいように、加工電極の上部と下部とで取付具221により加工電極220を保持するとともに電気的に接続している。しかしながら、必ずしもこの限りではなく、上部及び下部のうちのいずれか一方の取付具221のみで加工電極220を保持してもよい。
さらにまた、加工電極220として、いわゆるワイヤ放電加工機で用いられるワイヤ電極を使用することもできる。さらにまた、ワイヤ放電加工機との両立を図るべく、ワイヤ電極を両方の目的で使用することができる。例えば、ワイヤ電極を用いて、工作物1をワイヤ放電加工して表面を仕上げた後に、同じワイヤ電極を用いて、放電加工後の仕上げ加工面を電解加工でさらに仕上げることができる。同一装置内でワイヤ放電加工と電解加工との切り替えが可能な構成とすることにより、加工電極220と工作物1とを平行に位置決めする作業が容易になるという利点もある。
第2実施形態においても、前記した第1実施形態と同様に、チャージ制御手段40を用いて、電気二重層における電荷を解消させることにより、走査速度を抑えつつ工作物の鏡面加工を行うことができるという利点がある。また、交流波形を用いることにより、電解加工における加工速度の向上も図ることができる。
第2実施形態における他の構成及び利点は、前記した第1実施形態と同様なので、これ以上の説明は省略する。
(第3実施形態)
次に、本発明の第2実施形態に係る電解加工装置を、図10を参照しながら説明する。なお、第3実施形態の説明においては、前記した第1実施形態と基本的に共通する要素については、同一符号を用いることにより、説明の煩雑を避ける。
次に、本発明の第2実施形態に係る電解加工装置を、図10を参照しながら説明する。なお、第3実施形態の説明においては、前記した第1実施形態と基本的に共通する要素については、同一符号を用いることにより、説明の煩雑を避ける。
この第3実施形態では、前記した第2実施形態と同様に、ジェットを用いない通常の電解加工を前提としている。
第3実施形態の加工装置では、ノズル状の加工電極20に代えて、ブロック状の加工電極320を用いている(図10参照)。電源10(図10においては省略)の一方の極は、加工電極320に電気的に接続されている。電源10の他方の極は、前記第1実施形態と同様に、工作物1に電気的に接続されている。
本実施形態の加工電極320は、その表面を工作物1に対向させた状態で、工作物1の表面に沿って走査可能とされている。第3実施形態における電解液は、ノズル36によって、加工電極320と工作物1との間に供給されるようになっている。
第3実施形態においても、前記した第1実施形態と同様に、チャージ制御手段40を用いて、電気二重層における電荷を解消させることにより、走査速度を低く抑えつつ、工作物の鏡面加工を行うことができるという利点がある。また、交流波形を用いることにより、電解加工における加工速度の向上を図ることができる。
第3実施形態における他の構成及び利点は、前記した第1実施形態と同様なので、これ以上の説明は省略する。
なお、本発明は、前記した実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々の変更を加え得るものである。
(付記)
前記した各実施形態に記載の発明は、項目の内容として記載することができる。
前記した各実施形態に記載の発明は、項目の内容として記載することができる。
(項目A)
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスのピーク値よりも前記逆方向電流パルスのピーク値を低くするとともに、前記正方向電流パルスのパルス幅よりも前記逆方向電流パルスのパルス幅を広く設定することを特徴とする電解加工装置。
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスのピーク値よりも前記逆方向電流パルスのピーク値を低くするとともに、前記正方向電流パルスのパルス幅よりも前記逆方向電流パルスのパルス幅を広く設定することを特徴とする電解加工装置。
(項目B)
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスのピーク値よりも前記逆方向電流パルスのピーク値を高くするとともに、
前記正方向電流パルスのパルス幅よりも前記逆方向電流パルスのパルス幅を狭く設定することを特徴とする電解加工装置。
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスのピーク値よりも前記逆方向電流パルスのピーク値を高くするとともに、
前記正方向電流パルスのパルス幅よりも前記逆方向電流パルスのパルス幅を狭く設定することを特徴とする電解加工装置。
(項目C)
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記逆方向電流パルスのパルス幅を前記正方向電流パルスのパルス幅以下に設定するとともに、
前記逆方向電流パルスから前記正方向電流パルスへの切り替え時には休止時間を備えることを特徴とする電解加工装置。
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記逆方向電流パルスのパルス幅を前記正方向電流パルスのパルス幅以下に設定するとともに、
前記逆方向電流パルスから前記正方向電流パルスへの切り替え時には休止時間を備えることを特徴とする電解加工装置。
(項目D)
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスにより前記工作物と前記加工電極との間に供給される正方向電荷に対して、
前記逆方向電流パルスにより前記工作物と前記加工電極との間に供給される逆方向電荷が小さくなるように設定するとともに、
前記逆方向電流パルスから前記正方向電流パルスへの切り替え時には休止時間を備えることを特徴とする電解加工装置。
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスにより前記工作物と前記加工電極との間に供給される正方向電荷に対して、
前記逆方向電流パルスにより前記工作物と前記加工電極との間に供給される逆方向電荷が小さくなるように設定するとともに、
前記逆方向電流パルスから前記正方向電流パルスへの切り替え時には休止時間を備えることを特徴とする電解加工装置。
(項目E)
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスにより前記工作物と前記加工電極との間に供給される正方向電荷(A)と、
前記逆方向電流パルスにより前記工作物と前記加工電極との間に供給される逆方向電荷(B)との比(A/B)が、
前記走査する速度が速いほど大きくなるように設定されていることを特徴とする電解加工装置。
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスにより前記工作物と前記加工電極との間に供給される正方向電荷(A)と、
前記逆方向電流パルスにより前記工作物と前記加工電極との間に供給される逆方向電荷(B)との比(A/B)が、
前記走査する速度が速いほど大きくなるように設定されていることを特徴とする電解加工装置。
(項目F)
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスを印加するためのデューティ比が、前記走査する速度が速いほど大きくなるように設定されていることを特徴とする電解加工装置。
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスを印加するためのデューティ比が、前記走査する速度が速いほど大きくなるように設定されていることを特徴とする電解加工装置。
(項目G)
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルス幅に対して前記逆方向電流パルス幅が、前記走査する速度が速いほど小さくなるように設定されていることを特徴とする電解加工装置。
前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルス幅に対して前記逆方向電流パルス幅が、前記走査する速度が速いほど小さくなるように設定されていることを特徴とする電解加工装置。
1 工作物
3 電解液
10 電源
20・220・320 加工電極
21 基部
22 先端部
221 取付具
30 電解液供給部
31 タンク
32 配管
33 ポンプ
34 シンク
341 ドレン部
36 ノズル
40 チャージ制御手段
50 工作物支持部
60 走査用駆動部
61 XZ方向駆動部
62 Y方向駆動部
t1 パルス幅
t2 パルス休止時間
t3 極性反転時間
T パルスの周期
R 電解液ジェット内の抵抗成分
CDL 電気二重層に対応するコンデンサ成分
3 電解液
10 電源
20・220・320 加工電極
21 基部
22 先端部
221 取付具
30 電解液供給部
31 タンク
32 配管
33 ポンプ
34 シンク
341 ドレン部
36 ノズル
40 チャージ制御手段
50 工作物支持部
60 走査用駆動部
61 XZ方向駆動部
62 Y方向駆動部
t1 パルス幅
t2 パルス休止時間
t3 極性反転時間
T パルスの周期
R 電解液ジェット内の抵抗成分
CDL 電気二重層に対応するコンデンサ成分
Claims (20)
- 電解加工によって工作物の表面を加工するための電解加工装置であって、
電源と、加工電極と、電解液供給部と、チャージ制御手段とを備えており、
前記電源は、前記加工電極と前記工作物との間に、電解加工用の電流を流すための電圧を印加する構成となっており、
前記加工電極は、前記工作物から離間して配置されており、かつ、前記工作物の表面方向に沿って相対的に走査可能とされており、
前記電解液供給部は、前記加工電極と前記工作物との間に電解加工用の電解液を供給できる構成となっており、
前記チャージ制御手段は、前記電源からの電圧印加によって前記加工電極と前記工作物との間に蓄積された電荷を、解消させる構成となっている
ことを特徴とする電解加工装置。 - 前記電源は、前記電流としてパルス電流を用いており、
前記チャージ制御手段は、前記パルス電流のデューティ比に基づいて、前記電荷を解消させる構成となっている
請求項1に記載の電解加工装置。 - 前記パルス電流におけるパルス幅の絶対値の上限は、前記加工物の表面に鏡面加工を施すに足りるほど短く設定されており、かつ、前記電解加工用の電流の電流密度は、前記鏡面加工を施すに足るほど高く設定されている
請求項2に記載の電解加工装置。 - 前記電源は、前記電流として交流電流を用いており、
前記交流電流は、前記工作物を陽極とする正方向電流成分と、前記工作物を陰極とする逆方向電流成分とを有しており、
前記チャージ制御手段は、前記逆方向電流成分の印加により、前記電荷を解消させる構成となっている
請求項1に記載の電解加工装置。 - 前記チャージ制御手段は、前記正方向電流成分における正方向電流密度をその印加時間で積分した値と、前記逆方向電流成分における逆方向電流密度をその印加時間で積分した値とがほぼ等しくなるように、前記電源を制御する構成となっている
請求項4に記載の電解加工装置。 - 前記チャージ制御手段は、前記逆方向電流成分のピーク値を、前記正方向電流成分のピーク値よりも低く設定する構成となっている
請求項5に記載の電解加工装置。 - 前記チャージ制御手段は、前記交流電流における正方向電流成分と逆方向電流成分との間に電流休止期間を挿入することにより、前記電荷を解消させる構成となっている
請求項4~6のいずれか1項に記載の電解加工装置。 - 前記加工電極は、単結晶シリコン、チタン合金、ニオブ合金、グラファイト、又は白金から構成されている
請求項4~7のいずれか1項に記載の電解加工装置。 - 前記電源は、定電圧源又は定電流源である
請求項1~8のいずれか1項に記載の電解加工装置。 - 前記工作物の表面の少なくとも一部は、0でない曲率を有しており、前記工作物と前記加工電極との対向面積は、この対向面積の範囲内で前記加工電極と前記工作物との距離の分布が前記曲率にかかわらず実質的に一定とみなせるほどに小さいものとされている
請求項1~9のいずれか1項に記載の電解加工装置。 - 前記チャージ制御手段は、前記加工電極の相対的な走査に伴って、前記電荷の解消のための制御内容を変化させる構成となっている
請求項1~10のいずれか1項に記載の電解加工装置。 - 請求項1~11のいずれか1項に記載の電解加工装置を用いた電解加工方法であって、
前記電源により、前記加工電極と前記工作物との間に、電解加工用の電流を流すステップと、
前記加工電極を、前記工作物の表面方向に沿って相対的に走査させるステップと、
前記電解液供給部により、前記加工電極と前記工作物との間に、前記電解液を供給するステップと、
前記チャージ制御手段により、前記加工電極と前記工作物との間に蓄積された電荷を解消させるステップと
を備えることを特徴とする電解加工方法。 - 請求項1~11のいずれか1項に記載の電解加工装置を用いた表面粗さ調整方法であって、
前記電源により、前記加工電極と前記工作物との間に、電解加工用の電流を流すステップと、
前記加工電極を、前記工作物の表面方向に沿って相対的に走査させるステップと、
前記電解液供給部により、前記加工電極と前記工作物との間に、前記電解液を供給するステップと、
前記チャージ制御手段により、前記加工電極と前記工作物との間に蓄積された電荷量を制御することにより、前記工作物表面の表面粗さを調整するステップと
を備えることを特徴とする表面粗さ調整方法。 - 前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスのピーク値よりも前記逆方向電流パルスのピーク値を低くするとともに、前記正方向電流パルスのパルス幅よりも前記逆方向電流パルスのパルス幅を広く設定することを特徴とする電解加工装置。 - 前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスのピーク値よりも前記逆方向電流パルスのピーク値を高くするとともに、
前記正方向電流パルスのパルス幅よりも前記逆方向電流パルスのパルス幅を狭く設定することを特徴とする電解加工装置。 - 前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記逆方向電流パルスのパルス幅を前記正方向電流パルスのパルス幅以下に設定するとともに、
前記逆方向電流パルスから前記正方向電流パルスへの切り替え時には休止時間を備えることを特徴とする電解加工装置。 - 前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスにより前記工作物と前記加工電極との間に供給される正方向電荷に対して、
前記逆方向電流パルスにより前記工作物と前記加工電極との間に供給される逆方向電荷が小さくなるように設定するとともに、
前記逆方向電流パルスから前記正方向電流パルスへの切り替え時には休止時間を備えることを特徴とする電解加工装置。 - 前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスにより前記工作物と前記加工電極との間に供給される正方向電荷(A)と、
前記逆方向電流パルスにより前記工作物と前記加工電極との間に供給される逆方向電荷(B)との比(A/B)は、
前記走査する速度が速いほど大きくなるように設定されていることを特徴とする電解加工装置。 - 前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルスを印加するためのデューティ比が、前記走査する速度が速いほど大きくなるように設定されていることを特徴とする電解加工装置。 - 前記工作物から離間して配置される加工電極と、
前記工作物と前記加工電極との間に満たされる電解液と、
正方向電流パルスと逆方向電流パルスを前記工作物と前記加工電極との間に供給するための電源とを備え、
前記加工電極と前記工作物とが相対的に走査することで電解加工を行う電解加工装置において、
前記正方向電流パルス幅に対して前記逆方向電流パルス幅が、前記走査する速度が速いほど小さくなるように設定されていることを特徴とする電解加工装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16755684.4A EP3263264A4 (en) | 2015-02-27 | 2016-02-26 | Electrochemical machining device and electrochemical machining method |
| JP2017502509A JP6195030B2 (ja) | 2015-02-27 | 2016-02-26 | 電解加工装置及び電解加工方法 |
| US15/553,923 US20180029151A1 (en) | 2015-02-27 | 2016-02-26 | Electrochemical machining device and electrochemical machining method |
| CN201680008386.8A CN107206517B (zh) | 2015-02-27 | 2016-02-26 | 电解加工装置以及电解加工方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015037547 | 2015-02-27 | ||
| JP2015-037547 | 2015-02-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016136940A1 true WO2016136940A1 (ja) | 2016-09-01 |
Family
ID=56789486
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/055802 Ceased WO2016136940A1 (ja) | 2015-02-27 | 2016-02-26 | 電解加工装置及び電解加工方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20180029151A1 (ja) |
| EP (1) | EP3263264A4 (ja) |
| JP (1) | JP6195030B2 (ja) |
| CN (1) | CN107206517B (ja) |
| WO (1) | WO2016136940A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110539044A (zh) * | 2019-09-26 | 2019-12-06 | 南方科技大学 | 一种火花辅助化学刻蚀微结构的方法和装置 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW201924832A (zh) * | 2017-12-01 | 2019-07-01 | 財團法人金屬工業研究發展中心 | 電化學加工的對刀裝置及其對刀方法 |
| KR102150300B1 (ko) * | 2018-07-17 | 2020-09-01 | 전북대학교산학협력단 | 금속 내부 곡선 가공 시스템 |
| CN110000435B (zh) * | 2019-03-25 | 2023-09-26 | 广东工业大学 | 一种基于光致导电电极板的电化学加工装置及其电化学加工方法 |
| CN113564650B (zh) * | 2021-07-26 | 2022-07-26 | 广东工业大学 | 一种电沉积方法和电沉积装置 |
| CN114178636A (zh) * | 2022-01-13 | 2022-03-15 | 任洪香 | 一种压电陶瓷振动与电化学放电同步的加工装置 |
| CN115476010A (zh) * | 2022-10-21 | 2022-12-16 | 中国航空制造技术研究院 | 一种止推螺母油膜槽电解加工装置及方法 |
| US20240286213A1 (en) * | 2023-01-06 | 2024-08-29 | Illinois Tool Works Inc. | Systems and methods for electrochemical machining |
| CN116197471B (zh) * | 2023-03-30 | 2025-06-17 | 南京航空航天大学 | 反拷电极实现极小加工间隙电解铣削的工艺方法 |
| CN116786921A (zh) * | 2023-07-07 | 2023-09-22 | 西安昆仑工业(集团)有限责任公司 | 一种膛线射流电解加工工具及其加工方法 |
| CN120095247B (zh) * | 2025-03-25 | 2025-11-18 | 清华大学 | 电化学放电加工工艺的构建系统及方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4616571B1 (ja) * | 1968-02-09 | 1971-05-07 | ||
| JP2004521761A (ja) * | 2001-05-08 | 2004-07-22 | コーニンクレッカ フィリップス エレクトロニクス エヌ ヴィ | 両極性パルスを用い陰極析出物を除去する方法 |
| JP2004358585A (ja) * | 2003-06-03 | 2004-12-24 | Japan Science & Technology Agency | 電解加工用電極、電解加工装置および電解加工方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2547886B2 (ja) * | 1990-05-09 | 1996-10-23 | 隆久 増沢 | パルス電流による電解加工法及びその装置 |
| BR9606518A (pt) * | 1995-07-18 | 1997-12-23 | Philips Electronic N V | Processo e dispositivo de usinagem eletroquimica e fonte de energia elétrica para utilizaç o em um processo de usinagem eletroquimica |
| JPH1043948A (ja) * | 1996-07-30 | 1998-02-17 | Shizuoka Seiki Co Ltd | 電解加工による仕上げ加工方法 |
| US6402931B1 (en) * | 1998-05-18 | 2002-06-11 | Faraday Technology Marketing Group, Llc | Electrochemical machining using modulated reverse electric fields |
| US6558231B1 (en) * | 2000-10-17 | 2003-05-06 | Faraday Technology Marketing Goup, Llc | Sequential electromachining and electropolishing of metals and the like using modulated electric fields |
| US20050145506A1 (en) * | 2003-12-29 | 2005-07-07 | Taylor E. J. | Electrochemical etching of circuitry for high density interconnect electronic modules |
| US20050247569A1 (en) * | 2004-05-07 | 2005-11-10 | Lamphere Michael S | Distributed arc electroerosion |
| US20060201823A1 (en) * | 2005-02-24 | 2006-09-14 | Zdeblick William J | Method and system of electrochemical machining |
| US7394040B2 (en) * | 2006-03-31 | 2008-07-01 | General Electric Company | Electromachining process and apparatus |
| US7741576B2 (en) * | 2007-05-11 | 2010-06-22 | General Electric Company | Apparatus and method for hybrid machining a workpiece |
| US8236162B2 (en) * | 2008-09-30 | 2012-08-07 | General Electric Company | Electroerosion machining system and method for electrode wear compensation |
| CN101817108A (zh) * | 2010-03-24 | 2010-09-01 | 江苏大学 | 掩模电极的光电化学微刻蚀加工方法及装置 |
| CN102909446A (zh) * | 2012-11-01 | 2013-02-06 | 东北林业大学 | 一种电解液与微细磨料复合去除内交叉微小孔毛刺的装置 |
| US10022812B2 (en) * | 2014-10-09 | 2018-07-17 | General Electric Company | Methods for the electroerosion machining of high-performance metal alloys |
-
2016
- 2016-02-26 CN CN201680008386.8A patent/CN107206517B/zh active Active
- 2016-02-26 US US15/553,923 patent/US20180029151A1/en not_active Abandoned
- 2016-02-26 WO PCT/JP2016/055802 patent/WO2016136940A1/ja not_active Ceased
- 2016-02-26 JP JP2017502509A patent/JP6195030B2/ja active Active
- 2016-02-26 EP EP16755684.4A patent/EP3263264A4/en not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4616571B1 (ja) * | 1968-02-09 | 1971-05-07 | ||
| JP2004521761A (ja) * | 2001-05-08 | 2004-07-22 | コーニンクレッカ フィリップス エレクトロニクス エヌ ヴィ | 両極性パルスを用い陰極析出物を除去する方法 |
| JP2004358585A (ja) * | 2003-06-03 | 2004-12-24 | Japan Science & Technology Agency | 電解加工用電極、電解加工装置および電解加工方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3263264A4 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110539044A (zh) * | 2019-09-26 | 2019-12-06 | 南方科技大学 | 一种火花辅助化学刻蚀微结构的方法和装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3263264A4 (en) | 2018-11-14 |
| CN107206517B (zh) | 2020-01-14 |
| JP6195030B2 (ja) | 2017-09-13 |
| EP3263264A1 (en) | 2018-01-03 |
| CN107206517A (zh) | 2017-09-26 |
| JPWO2016136940A1 (ja) | 2017-05-25 |
| US20180029151A1 (en) | 2018-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6195030B2 (ja) | 電解加工装置及び電解加工方法 | |
| Yan et al. | Surface quality improvement of wire-EDM using a fine-finish power supply | |
| Wang et al. | Deep micro-hole fabrication in EMM on stainless steel using disk micro-tool assisted by ultrasonic vibration | |
| Lee et al. | A study of the characteristics for electrochemical micromachining with ultrashort voltage pulses | |
| US20110073485A1 (en) | Methods, systems and apparatus relating to electrochemical machining | |
| US20110073464A1 (en) | Systems and apparatus relating to electrochemical machining | |
| Han et al. | Wire electrochemical grinding of tungsten micro-rods using neutral electrolyte | |
| CN107790833B (zh) | 线放电加工机 | |
| CN113661276A (zh) | 电抛光方法 | |
| US20110073465A1 (en) | Systems and apparatus relating to electrochemical machining | |
| Zhang et al. | Electrochemical machining mechanism with bipolar pulses and auxiliary electrode elucidated by analyzing behavior of electric double layer | |
| Mithu et al. | On how tool geometry, applied frequency and machining parameters influence electrochemical microdrilling | |
| Ghoshal et al. | Electrochemical micromachining of microchannel using optimum scan feed rate | |
| Gao et al. | Wire electrochemical micromachining of high-aspect ratio microstructures on stainless steel 304 with 270-μm thickness | |
| JP6969774B2 (ja) | 複合加工装置 | |
| JP4892718B2 (ja) | 電解加工方法および電解加工装置 | |
| Panda et al. | Performance improvement of electrochemical micromachining employing pulse width modulation | |
| JP2013244542A (ja) | 焼結ダイヤモンドの放電加工方法 | |
| JP5809137B2 (ja) | 被加工品を電解加工する電解加工方法 | |
| Furutani et al. | Performance of electrochemical discharge machining by forced discharge dispersion | |
| WO2020110980A1 (ja) | 電気加工方法及び電気加工装置 | |
| Spieser | Development of an electrochemical micromachining (μECM) machine | |
| Panda et al. | Composite Pulse Signal in Electrochemical Micromachining under Stagnant Electrolytes | |
| Malapati et al. | Frequency pulse period and duty factor effects on electrochemical micromachining (EMM) | |
| Mathew et al. | Experimental study of micro tools fabricated by electrochemical machining |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16755684 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017502509 Country of ref document: JP Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2016755684 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |