WO2016148038A1 - Support de membrane semi-perméable pour traitement de séparation sur membrane de boue activée, membrane de filtration et module - Google Patents
Support de membrane semi-perméable pour traitement de séparation sur membrane de boue activée, membrane de filtration et module Download PDFInfo
- Publication number
- WO2016148038A1 WO2016148038A1 PCT/JP2016/057686 JP2016057686W WO2016148038A1 WO 2016148038 A1 WO2016148038 A1 WO 2016148038A1 JP 2016057686 W JP2016057686 W JP 2016057686W WO 2016148038 A1 WO2016148038 A1 WO 2016148038A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- semipermeable membrane
- support
- fiber
- membrane
- sheath
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/10—Supported membranes; Membrane supports
- B01D69/107—Organic support material
- B01D69/1071—Woven, non-woven or net mesh
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/12—Composite membranes; Ultra-thin membranes
- B01D69/1213—Laminated layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/12—Composite membranes; Ultra-thin membranes
- B01D69/1216—Three or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/48—Polyesters
-
- C—CHEMISTRY; METALLURGY
- C02—TREATMENT OF WATER, WASTE WATER, SEWAGE, OR SLUDGE
- C02F—TREATMENT OF WATER, WASTE WATER, SEWAGE, OR SLUDGE
- C02F3/00—Biological treatment of water, waste water, or sewage
- C02F3/02—Aerobic processes
- C02F3/12—Activated sludge processes
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H13/00—Pulp or paper, comprising synthetic cellulose or non-cellulose fibres or web-forming material
- D21H13/10—Organic non-cellulose fibres
- D21H13/20—Organic non-cellulose fibres from macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D21H13/24—Polyesters
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02A—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE
- Y02A20/00—Water conservation; Efficient water supply; Efficient water use
- Y02A20/124—Water desalination
- Y02A20/131—Reverse-osmosis
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W10/00—Technologies for wastewater treatment
- Y02W10/10—Biological treatment of water, waste water, or sewage
Definitions
- the present invention relates to a support for a semipermeable membrane for membrane separation activated sludge treatment, a filtration membrane and a module.
- Semi-permeable membranes are widely used in the fields of seawater desalination, water purifiers, food concentration, wastewater treatment, ultrapure water production for medical and semiconductor cleaning, such as blood filtration.
- the separation functional layer of the semipermeable membrane is composed of a porous resin such as a cellulose resin, a polysulfone resin, a polyacrylonitrile resin, a fluorine resin, or a polyester resin.
- a porous resin such as a cellulose resin, a polysulfone resin, a polyacrylonitrile resin, a fluorine resin, or a polyester resin.
- filtration is a composite form in which a semipermeable membrane is provided on one side of a support for a semipermeable membrane made of a fibrous base material such as a nonwoven fabric or a woven fabric.
- a membrane is used.
- a surface on which the semipermeable membrane is provided is referred to as an “application surface”.
- membrane separation activated sludge treatment method Membrane Bioreactor, MBR.
- MBR Membrane Bioreactor
- the membrane-separated activated sludge treatment method is widely used since the quality of treated water is stable and maintenance is easy when treating organic sewage.
- the membrane separation activated sludge treatment method after removing contaminants in the sewage, the organic matter in the sewage is decomposed and removed by activated sludge in the biological treatment tank (aeration tank) and immersed in the biological treatment tank. The mixed solution is subjected to solid-liquid separation with an apparatus, and the permeated filtrate is discharged as treated water.
- the membrane separation part in such a membrane separator is aerated by an aeration operation to prevent minerals such as sand, sludge, and other solids from colliding violently during use, or to supply oxygen to activated sludge and clogging. Since the bubbles violently collide with the film surface, it is required to have strength enough to withstand such an impact.
- Typical modules in the sheet-like filtration membrane are a flat membrane type module and a spiral type module.
- a typical module in a tubular filtration membrane is a tubular / tubular module (see, for example, Non-Patent Document 1).
- a filtration membrane is used by adhering and fixing to a frame material made of a resin such as polypropylene, acrylonitrile, butadiene, styrene, or a synthetic resin (ABS resin).
- ABS resin synthetic resin
- heat fusion treatment, ultrasonic fusion treatment, or the like is generally performed.
- the conventional semipermeable membrane support does not consider adhesion to the frame material, has poor adhesion, and the frame material and the semipermeable membrane support can be easily peeled off or filtered during use. There has been a problem that the film falls off the frame material.
- Examples of the general support for semipermeable membrane include a support for semipermeable membrane containing olefin fibers such as polyethylene and polypropylene.
- a semipermeable membrane support for example, see Patent Document 1 obtained by heat-treating a composite fiber using polypropylene as a core material and polyethylene as a sheath material, or a semipermeable membrane having a nonwoven fabric layer formed from a single polypropylene fiber on the surface Supports (for example, see Patent Document 2) and the like have been proposed.
- a tubular base or mandrel is used, the side edges are partially overlapped with each other, and the tape-shaped semipermeable membrane support is spirally wound and overlapped.
- the side edges are partially overlapped with each other, and the tape-shaped semipermeable membrane support is spirally wound and overlapped.
- a plurality of membranes are bundled to form a module.
- the application surface of the semipermeable membrane support and the non-application surface opposite to the application surface are fused in the overlapped portion.
- the semipermeable membrane support containing olefin fibers Since the semipermeable membrane support containing olefin fibers is easily fused, it has excellent adhesive strength between the coated surface and the non-coated surface of the semipermeable membrane support, and it is easy to produce a tubular semipermeable membrane support. However, since the part where the semipermeable membrane support is superposed and fused is formed into a film, it is difficult for the semipermeable film to bite into the coated part, and the semipermeable membrane and the semipermeable membrane support In some cases, the semipermeable membrane peeled off due to insufficient adhesion.
- Another common semipermeable membrane support is a semipermeable membrane support containing stretched polyester fibers and binder polyester fibers.
- the support for a semipermeable membrane containing a stretched polyester fiber and a core-sheath type polyester composite fiber see, for example, Patent Document 3
- the melting point of the stretched polyester fiber, the polyolefin fiber, and the sheath is 120 ° C. or more and 150 ° C. or less
- a semi-permeable membrane support containing a core / sheath polyester composite fiber see, for example, Patent Document 4
- a core / sheath type having a melting point of 125 ° C. or higher and 160 ° C. or lower between a stretched polyester fiber, an unstretched polyester fiber, and a sheath portion.
- a semipermeable membrane support for example, see Patent Document 5 containing a polyester composite fiber has been proposed.
- the support for a semipermeable membrane proposed in Patent Document 3 achieves the effect that the strength and formation are improved by containing the stretched polyester fiber and the core-sheath type polyester composite fiber.
- the adhesive strength between the semipermeable membrane and the semipermeable membrane support in the tubular semipermeable membrane support has not been studied at all.
- Patent Document 4 evaluation is made such that the support for a semipermeable membrane is bonded to the frame material by a heat fusion treatment at 200 ° C. And since the support body for semipermeable membranes contains polyolefin fiber, the adhesive strength with a frame material is raised. However, as described above, when the support for the semipermeable membrane containing the olefin fiber and the frame material are bonded by the ultrasonic fusion treatment, the adhesion is made between the support for the semipermeable membrane and the frame material. Was not enough.
- the air permeability of the nonwoven fabric is specified while maintaining sufficient strength by containing a core-sheath type polyester composite fiber whose melting point of the sheath is 125 ° C. or higher and 160 ° C. or lower. It becomes possible to make it into a range, and the effect of suppressing the shrinkage of width and the generation of wrinkles during film formation is achieved. Moreover, the effect of improving an intensity
- a support for a semipermeable membrane comprising a stretched polyester fiber, an unstretched polyester fiber, and a core-sheath type polyester composite fiber having a sheath having a melting point of 125 ° C. or higher and 160 ° C. or lower.
- the adhesiveness with the frame material may be insufficient.
- the object of the present invention is a membrane separation activity that has high strength, excellent adhesion strength to the frame material, excellent adhesion strength between the coated surface and non-coated surface of the support for semipermeable membrane, and excellent adhesion to the semipermeable membrane Realizes a support for semipermeable membrane for sludge treatment, is strong against impact, has good adhesion to the frame material, and has good adhesion between the fused part of the support for semipermeable membrane and the semipermeable membrane.
- a separation membrane for treating activated sludge and a module using the filtration membrane are provided.
- a semipermeable membrane support for membrane separation activated sludge treatment wherein the semipermeable membrane support is a copolymer of stretched polyester fiber, unstretched polyester fiber as a binder fiber, and glass transition point of 40 to 80 ° C.
- a support for a semipermeable membrane for membrane separation activated sludge treatment comprising a core-sheath type polyester composite fiber having a polyester as a sheath.
- the semipermeable membrane support for membrane-separated activated sludge treatment is a core sheath having a stretched polyester fiber, an unstretched polyester fiber as a binder fiber, and a copolymer polyester as a sheath.
- a support for a semipermeable membrane for membrane-separated activated sludge treatment which is a multilayer nonwoven fabric.
- the content of the binder fiber is 20 to 60% by mass and the content of the core-sheath polyester composite fiber is 5 to 40% by mass with respect to the entire fibers contained in the first surface layer.
- the support for a semipermeable membrane for membrane separation activated sludge treatment according to the above (4) or (5).
- a membrane separation activated sludge treatment filtration membrane wherein the membrane separation activated sludge treatment semipermeable membrane support according to any one of (1) to (7) is provided with a semipermeable membrane.
- the support for a semipermeable membrane for membrane separation activated sludge treatment of the present invention has high strength, excellent adhesion strength with the frame material, and adhesion strength between the coated surface and the non-coated surface of the semipermeable membrane support. Excellent adhesion strength to the membrane, so by using the support for semipermeable membrane for membrane separation activated sludge treatment of the present invention, it is strong against impact and has good adhesion to the frame material holding the semipermeable membrane.
- a membrane separation activated sludge treatment filtration membrane having good adhesion between the fused portion of the semipermeable membrane support and the semipermeable membrane, and a module using the filtration membrane.
- the filtration membrane means that a coating liquid that is a raw material of the separation functional layer is applied to one side of the support for a semipermeable membrane for membrane separation activated sludge treatment, and the semipermeable membrane for water treatment is applied.
- the composite is formed and has a semipermeable membrane provided on one side of the semipermeable membrane support.
- the material for the separation functional layer include vinyl chloride resin (PVC), polysulfone (PS), polyvinylidene fluoride (PVDF), polyethylene (PE), cellulose acetate (CA), and polyacrylonitrile (PAN).
- PVC vinyl chloride resin
- PS polysulfone
- PVDF polyvinylidene fluoride
- PE polyethylene
- CA cellulose acetate
- PAN polyacrylonitrile
- Type polyvinyl alcohol (PVA) type, polyimide (PI) type and the like.
- a coating solution which is a solution in which a polymer material as a raw material is dissolved, is applied and gelled to form a microporous membrane.
- film formation the process of coating and forming the separation functional layer on the semipermeable membrane support is referred to as “film formation”.
- ⁇ Filtration membrane is modularized and used.
- Typical modules in the sheet-like filtration membrane are a flat membrane type module and a spiral type module.
- a typical module in a tubular filtration membrane is a tubular / tubular module.
- polypropylene, acrylonitrile, butadiene, styrene copolymer synthetic resin is used with the non-coated surface, which is the opposite surface of the coated surface of the semipermeable membrane support, as the frame material bonding surface.
- a filter membrane is bonded and fixed to a frame material made of a resin such as (ABS resin).
- ABS resin a resin such as (ABS resin).
- heat fusion treatment, ultrasonic fusion treatment, or the like is generally performed.
- tubular / tubular module a tubular substrate or mandrel is used, and the side edges of the semipermeable membrane support are partially overlapped with each other, and the tape-shaped semipermeable membrane support is wound spirally.
- the overlapped portion is fused by heat fusion treatment, ultrasonic fusion treatment or the like to produce a tubular semipermeable membrane support, and the semipermeable membrane is provided outside or inside the tubular semipermeable membrane support.
- a plurality of filtration membranes provided with the above are bundled into a module.
- the support for a semipermeable membrane for membrane separation activated sludge treatment of the present invention (1) has a stretched polyester fiber, an unstretched polyester fiber as a binder fiber, and a copolymer polyester having a glass transition point of 40 to 80 ° C. as a sheath part. It comprises a core-sheath type polyester composite fiber.
- the support for a semipermeable membrane for membrane separation activated sludge treatment of the present invention (4) comprises a stretched polyester fiber, an unstretched polyester fiber as a binder fiber, and a core-sheath polyester composite fiber having a copolymer polyester as a sheath.
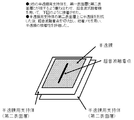
- a multilayer nonwoven fabric comprising a first surface layer containing unstretched polyester fibers and core-sheath polyester composite fibers as binder fibers, and a second surface layer containing only unstretched polyester fibers as binder fibers It is characterized by.
- the support for a semipermeable membrane for membrane separation activated sludge treatment of the present invention contains only unstretched polyester fibers as binder fibers in the second surface layer as the coating surface, and the first surface layer as the non-coating surface
- unstretched polyester fiber and core-sheath type polyester composite fiber as binder fiber
- the adhesive strength between the support for the semipermeable membrane and the frame material and the adhesive strength between the first surface layer and the second surface layer is excellent.
- the effect that it is excellent also in the adhesive strength of the support body for semipermeable membranes and a semipermeable membrane is acquired.
- the second surface layer is the application surface
- the first surface layer is the frame material bonding surface.
- the support for a semipermeable membrane for membrane separation activated sludge treatment of the present invention may be a two-layer nonwoven fabric comprising a first surface layer and a second surface layer, or the first surface layer and the second surface. It may be a multilayer nonwoven fabric of three or more layers having another layer between the layers.
- the unstretched polyester fiber used as the binder fiber a polyester such as polyethylene terephthalate, polytrimethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, polybutylene naphthalate and a copolymer mainly composed thereof is spun. Examples thereof include undrawn fibers spun at a speed of 800 to 1,200 m / min. These unstretched polyester fibers are heat-pressure fused by thermal calendering, whereby a high strength semipermeable membrane support can be obtained.
- the sheath of the core-sheath polyester composite fiber used as the binder fiber is a copolymer polyester having a glass transition point of 40 to 80 ° C.
- the sheath of the core-sheath polyester composite fiber used as the binder fiber is preferably a copolymer polyester having a glass transition point of 40 to 80 ° C.
- Copolyester includes a terephthalic acid component and an ethylene glycol component, and an isophthalic acid component, adipic acid component, sebacic acid component, naphthalenedicarboxylic acid component, diethyl glycol component, 1,4-butanediol component and aliphatic Examples thereof include a copolyester containing at least one component selected from the group of lactone components. This copolyester may be amorphous or crystalline.
- the binder fiber improves the mechanical strength of the semipermeable membrane support by incorporating the process of raising the temperature until the binder fiber is softened or melted into the method for producing the semipermeable membrane support. Therefore, the melting point of the sheath portion of the core-sheath polyester composite fiber is also studied in, for example, Patent Document 4 (Japanese Patent Laid-Open No. 2012-101213) and Patent Document 5 (Japanese Patent Laid-Open No. 2013-220382).
- the present inventor studied for the purpose of increasing the adhesive strength between the semipermeable membrane support and the frame material and the adhesive strength between the coated surface and the non-coated surface of the semipermeable membrane support. When the copolyester at 40 to 80 ° C.
- the sheath is used as the sheath, the adhesion between the semipermeable membrane support and the frame material when the heat fusion treatment or the ultrasonic fusion treatment is performed, and the semipermeable membrane support Excellent adhesion between the coated surface and the non-coated surface, the adhesive strength between the semipermeable membrane support and the frame material, and the adhesive strength between the coated surface and the non-coated surface of the semipermeable membrane support, and It has been found that there is an effect not only in the heat fusion treatment but also in the ultrasonic fusion treatment.
- the mechanical strength of the sheath part is increased, so that the glass transition point is lower than 40 ° C.
- the adhesive strength between the semipermeable membrane support and the frame material and the adhesive strength between the coated surface and the non-coated surface of the semipermeable membrane support are increased.
- the glass transition point is 80 ° C. or lower, the adhesion between the semipermeable membrane support and the frame material and the coating surface of the semipermeable membrane support when heat fusion treatment or ultrasonic fusion treatment is performed.
- the adhesive strength between the semipermeable membrane support and the frame material and the coated surface of the semipermeable membrane support The adhesive strength of the non-coated surface is improved.
- the core of the core-sheath type polyester composite fiber is preferably a polyester whose main repeating unit is alkylene terephthalate, and is preferably polyethylene terephthalate having high heat resistance.
- the cross-sectional shape of the core-sheath polyester composite fiber is not particularly limited, but is preferably circular.
- the binder fiber content is preferably 30 to 60% by mass, more preferably 30 to 50% by mass.
- the binder fiber content is less than 30% by mass, the adhesive strength between the fibers tends to be insufficient, and the adhesiveness between the semipermeable membrane support and the frame material is reduced, or the semipermeable membrane support is applied.
- the adhesive strength between the surface and the non-coated surface may decrease.
- the binder fiber content exceeds 60% by mass, the surface of the semipermeable membrane support tends to become a film due to the melting of the binder fiber, and the frame material melted by the heat fusion treatment or the ultrasonic fusion treatment is half the thickness.
- the adhesive strength between the semipermeable membrane support and the frame material may be reduced.
- the part where the coated surface and the non-coated surface of the semipermeable membrane support are fused is easily formed into a film, and the semipermeable membrane is less likely to bite into the fused portion.
- the adhesive strength between the semipermeable membrane support and the semipermeable membrane may be reduced.
- the frame material and the semipermeable membrane support in the heat fusion treatment or ultrasonic fusion treatment at the time of producing the flat membrane type module
- the support for a semipermeable membrane with improved adhesion to the frame material and high adhesion strength with the frame material can be obtained.
- the adhesion between the coated surface of the semipermeable membrane support and the non-coated surface is improved, and the semipermeable membrane support is coated.
- a support for a semipermeable membrane having high adhesive strength between the surface and the non-coated surface can be obtained.
- the coating of the surface of the semipermeable membrane support due to the heat melting of the binder fiber is suppressed, and the coating solution can penetrate. It is possible to develop strength without impairing the properties.
- the content of the core-sheath polyester composite fiber is preferably 20 to 40% by mass, more preferably 20 to 35% by mass.
- the content of the core-sheath type polyester composite fiber is less than 20% by mass, the adhesion between the semipermeable membrane support and the frame material and the adhesion between the coated surface and the non-coated surface of the semipermeable membrane support are insufficient.
- the adhesive strength between the semipermeable membrane support and the frame material and the adhesive strength between the coated surface and the non-coated surface of the semipermeable membrane support may be reduced.
- it exceeds 40% by mass the fibers present on the surface of the semipermeable membrane support tend to fluff, and the adhesive strength between the semipermeable membrane support and the frame material may be reduced.
- the binder fiber content is preferably 20 to 60% by mass, and preferably 25 to 50% by mass, based on the entire fibers contained in the first surface layer. More preferred.
- the content of the binder fiber is less than 20% by mass, the adhesion between the fibers of the first surface layer tends to be insufficient, and the adhesive strength between the semipermeable membrane support and the frame material is reduced, or the first surface layer And the adhesive strength between the second surface layer may decrease.
- the binder fiber content exceeds 60% by mass, the surface of the first surface layer tends to be formed into a film by sticking to the heated metal roll in the thermal calendering process, so that the heat fusion treatment or ultrasonic fusion is performed.
- the adhesive strength between the semipermeable membrane support and the frame material may be lowered. Further, in the tubular semipermeable membrane support, the fusion part between the first surface layer and the second surface layer is easily formed into a film, and the semipermeable membrane is less likely to bite into the fusion part. And the adhesive strength between the semipermeable membrane and the semipermeable membrane may be reduced.
- the first surface layer which is the non-coated surface of the present invention (4)
- the adhesion between the frame material and the semipermeable membrane support is improved, and a semipermeable membrane support having high adhesive strength with the frame material can be obtained.
- the adhesion between the first surface layer and the second surface layer is improved, and the adhesion between the first surface layer and the second surface layer is improved.
- a semipermeable membrane support having high strength can be obtained.
- the content of the core-sheath type polyester composite fiber of the first surface layer is 5 to 40% by mass, more preferably 7 to 35% by mass with respect to the total fibers contained in the first surface layer. Preferably, it is 10 to 30% by mass.
- the content of the core-sheath type polyester composite fiber is less than 5% by mass, the adhesion between the semipermeable membrane support and the frame material and the adhesion between the first surface layer and the second surface layer may be insufficient. In some cases, the adhesive strength between the semipermeable membrane support and the frame material and the adhesive strength between the first surface layer and the second surface layer may be reduced.
- the content of the core-sheath polyester composite fiber exceeds 40% by mass, the content of the unstretched polyester fiber is relatively reduced.
- the fibers present on the surface layer are likely to fluff, and the adhesive strength between the semipermeable membrane support and the frame material may be reduced.
- the content of unstretched polyester fibers contained as binder fibers is preferably 20 to 60% by mass with respect to the entire fibers contained in the second surface layer. More preferably, it is 50 mass%. If the content of the binder fiber is less than 20% by mass, the adhesion between the fibers tends to be insufficient, the fibers on the surface of the second surface layer tend to fluff, and the coating property of the semipermeable membrane may be impaired. On the other hand, when the content of the binder fiber exceeds 60% by mass, the surface of the second surface layer and the fused portion between the first surface layer and the second surface layer are easily formed into a film, and the permeability of the coating liquid is reduced. Thus, the adhesive strength between the semipermeable membrane support and the semipermeable membrane may be reduced.
- the fiber diameter of the binder fiber is preferably 2 to 25 ⁇ m, more preferably 5 to 20 ⁇ m, still more preferably 10 to 20 ⁇ m.
- binder fibers having a fiber diameter of less than 2 ⁇ m are used, the strength of the semipermeable membrane support may be insufficient.
- a binder fiber having a fiber diameter of more than 25 ⁇ m is used, fiber dispersion at the time of papermaking deteriorates, the formation of the support for the semipermeable membrane tends to be uneven, and the film forming property of the semipermeable membrane is improved. It may be damaged.
- the fiber length of the binder fiber is preferably 1 to 12 mm, more preferably 3 to 10 mm, and further preferably 4 to 6 mm.
- the fiber length is less than 1 mm, the strength of the semipermeable membrane support may decrease.
- the fiber length exceeds 12 mm, the fiber dispersibility tends to decrease, and the formation of the semipermeable membrane support may be reduced. It tends to be non-uniform and may impair the film-forming properties of the semipermeable membrane.
- the support for a semipermeable membrane for membrane separation activated sludge treatment of the present invention contains a stretched polyester fiber as a main fiber.
- the process of raising the temperature until the binder fibers are softened or melted is incorporated into the method for producing a support for a semipermeable membrane for membrane separation activated sludge treatment.
- the stretched polyester fiber is difficult to soften or melt, and forms the skeleton of the semipermeable membrane support as the main fiber.
- the stretched polyester fiber examples include polyesters whose main repeating unit is alkylene terephthalate, but polyethylene terephthalate having high heat resistance is preferable.
- the cross-sectional shape of the fiber is preferably circular.
- fibers having irregular cross-sections such as T-type, Y-type, and triangle can also be contained within a range that does not hinder other characteristics in order to prevent back-through and smoothness of the coated surface.
- the fiber diameter of the stretched polyester fiber is preferably 2 to 35 ⁇ m, more preferably 5 to 30 ⁇ m, and even more preferably 7 to 27 ⁇ m.
- the fiber diameter of the stretched polyester fiber is less than 2 ⁇ m, the strength of the semipermeable membrane support may be insufficient.
- the fiber diameter of the stretched polyester fiber exceeds 35 ⁇ m, the fiber dispersion at the time of papermaking deteriorates, the formation of the support for the semipermeable membrane tends to be uneven, and the film forming property of the semipermeable membrane is impaired. There is a case.
- the fiber length of the stretched polyester fiber is not particularly limited, but is preferably 1 to 15 mm, more preferably 3 to 12 mm, and further preferably 3 to 10 mm.
- the fiber length is less than 1 mm, the strength of the semipermeable membrane support may decrease.
- the fiber length exceeds 15 mm, the fiber dispersibility tends to decrease, and the formation of the semipermeable membrane support may be reduced. It tends to be non-uniform and may impair the film-forming properties of the semipermeable membrane.
- fibers other than the above-mentioned stretched polyester fiber and binder fiber may be added as necessary.
- synthetic fibers include polyolefin fibers, polyamide fibers, polyacrylic resins, vinylon resins, vinylidene, polyvinyl chloride, benzoate, polyclar, and phenol fibers.
- Natural fiber includes hemp pulp, cotton linter, lint; regenerated fiber is lyocell fiber, rayon, cupra; semi-synthetic fiber is acetate, triacetate, promix; inorganic fiber is alumina fiber, alumina -Fibers such as silica fiber, rock wool, glass fiber, micro glass fiber, zirconia fiber, potassium titanate fiber, alumina whisker, and aluminum borate whisker.
- wood fibers such as conifer pulp and hardwood pulp, woods such as bamboo pulp, bamboo pulp, kenaf pulp, and herbs can be used as plant fibers.
- the said fiber is a range which does not inhibit liquid permeability and air permeability, it may be fibrillated at all.
- pulp fibers obtained from waste paper, waste paper, and the like can also be used.
- fibers having a circular cross-sectional shape but also fibers having an irregular cross section such as T-type, Y-type, and triangle can be contained.
- the support for a semipermeable membrane for membrane separation activated sludge treatment of the present invention (1) is preferably required to have a glass transition point derived from a core-sheath polyester composite fiber by differential scanning calorimetry.
- a glass transition point derived from a core-sheath polyester composite fiber by differential scanning calorimetry.
- the semipermeable membrane support for which the glass transition point is required is compared with the semipermeable membrane support and the frame material for which the glass transition point is not required.
- the adhesive strength between the coated surface and the non-coated surface of the membrane support is excellent.
- the glass transition point of the sheath of the core-sheath polyester composite fiber and the support for the semipermeable membrane for membrane separation activated sludge treatment is a differential scanning calorimeter (Perkin Elmer, apparatus name: DSC8500). was measured at a heating rate of 10 ° C./min. The glass transition point was defined as the temperature at which the straight line equidistant in the vertical axis direction from the extended straight line of each baseline intersects with the curve of the stepwise change portion of the glass transition.
- the basis weight of the membrane separation activated sludge process for semipermeable membrane support of the present invention is preferably 30 ⁇ 250g / m 2, more preferably 40 ⁇ 230g / m 2, more preferably 50 ⁇ 220g / m 2. If it is less than 30 g / m 2 , the strength of the semipermeable membrane support may be insufficient. In addition, if it exceeds 250 g / m 2 , the module or unit may be used in order to increase the flow resistance or to increase the thickness of the semipermeable membrane support so as to accommodate a prescribed amount of semipermeable membrane. It is necessary to increase the size.
- the thickness of the support for a semipermeable membrane for membrane separation activated sludge treatment of the present invention is preferably 60 to 300 ⁇ m, more preferably 80 to 250 ⁇ m, and further preferably 100 to 220 ⁇ m.
- the thickness exceeds 300 ⁇ m, the area of the semipermeable membrane that can be incorporated into the unit is reduced, and as a result, the life of the semipermeable membrane may be shortened.
- the thickness is less than 60 ⁇ m, sufficient strength may not be obtained.
- the density of the support for a semipermeable membrane for membrane separation activated sludge treatment of the present invention is preferably 0.30 to 1.00 g / cm 3 , more preferably 0.35 to 0.98 g / cm 3 , More preferably, it is 40 to 0.95 g / cm 3 .
- the density is less than 0.30 g / cm 3
- the semipermeable membrane is provided on the semipermeable membrane support, the penetration of the coating liquid into the semipermeable membrane support is increased, and the semipermeable membrane is increased.
- the uniformity of the film may be impaired.
- the frame material melted by the heat fusion treatment or the ultrasonic fusion treatment becomes difficult to bite into the semipermeable membrane support or for the semipermeable membrane.
- Adhesiveness between the coated surface and non-coated surface of the support may be reduced.
- Adhesive strength between the semipermeable membrane support and the frame material and adhesion between the coated surface and non-coated surface of the semipermeable membrane support The strength may be weakened.
- the permeability of the coating solution may decrease, and the adhesive strength between the semipermeable membrane support and the semipermeable membrane may be weakened.
- the nonwoven fabric related to the support for a semipermeable membrane for membrane separation activated sludge treatment of the present invention can be produced by a dry method or a wet papermaking method.
- a wet nonwoven fabric formed by a wet papermaking method is preferred.
- stretched polyester fibers (main fibers) and binder fibers are uniformly dispersed in water, and then passed through processes such as screen (removal of foreign matters, lumps, etc.) to obtain a final fiber concentration of 0.01 to
- the slurry adjusted to 0.50% by mass is made by a paper machine to obtain a wet paper.
- chemicals such as dispersants, antifoaming agents, hydrophilic agents, antistatic agents, polymer thickeners, mold release agents, antibacterial agents, bactericides, etc. may be added during the process. is there.
- the paper machine examples include a paper machine in which a paper net such as a long net, a circular net, and an inclined wire is installed alone, or a combination paper machine in which two or more types of paper nets of the same type or different types are installed online. Can be used.
- the support for a semipermeable membrane of the present invention is a multilayer nonwoven fabric having a multilayer structure of two or more layers, as a manufacturing method thereof, the paper making by laminating wet papers made by each paper machine is used. Examples thereof include a laminating method, a casting method in which after forming one layer, a slurry in which fibers are dispersed is cast on the layer, and another layer is formed and laminated. In the casting method, the previously formed layer may be in a wet paper state or in a dry state. Two or more layers can be heat-sealed to form a multilayer nonwoven fabric.
- the nonwoven fabric when it has a multilayer structure, it may have a multilayer structure in which the fiber composition of each layer is the same.
- a multilayer structure in which the fiber composition of each layer is different may be used.
- the fiber concentration of the slurry can be lowered by reducing the basis weight of each layer, the formation of the nonwoven fabric is improved, and as a result, the smoothness and uniformity of the coated surface are improved.
- the formation of each layer is non-uniform
- a sheet (base paper) is obtained by drying the wet paper produced by the papermaking net with a Yankee dryer, air dryer, cylinder dryer, suction drum dryer, infrared dryer, or the like.
- a hot roll such as a Yankee dryer and dried by heat and pressure to improve the smoothness of the contacted surface.
- Hot-pressure drying means that the wet paper is pressed against the heat roll with a touch roll or the like and dried.
- the surface temperature of the hot roll is preferably 100 to 180 ° C, more preferably 100 to 160 ° C, and further preferably 110 to 160 ° C.
- the pressure is preferably 5 to 100 kN / m, more preferably 10 to 80 kN / m.
- the non-woven fabric (base paper) is further subjected to a thermal calendar treatment.
- calender units having a roll configuration such as metal roll-metal roll, metal roll-elastic roll, metal roll-cotton roll, metal roll-silicon roll can be used alone or in combination.
- At least one metal roll of the calendar unit is heated.
- a metal roll-elastic roll calender unit since a sufficient amount of heat can be imparted to the nonwoven fabric and a high strength semipermeable membrane support can be obtained, it is preferable to use a metal roll-elastic roll calender unit.
- the metal roll temperature during the heat calendar treatment is preferably ⁇ 40 to ⁇ 10 ° C., more preferably ⁇ 30 to ⁇ 20 ° C. with respect to the melting point or softening temperature of the unstretched polyester fiber.
- the temperature of the metal roll is lower than ⁇ 40 ° C. relative to the melting point or softening temperature of the unstretched polyester fiber, the heat-pressure fusion of the unstretched polyester tends to be insufficient, and the strength of the semipermeable membrane support decreases. There is a case.
- the temperature of the metal roll is higher than ⁇ 10 ° C. with respect to the melting point or softening temperature of the unstretched polyester fiber, the semipermeable membrane support tends to stick to the metal roll, and the semipermeable membrane support The surface may be uneven.
- the above temperature range is satisfied, and the temperature of the metal roll is the core sheath. It is preferable that it is +50 degrees C or less with respect to melting
- the temperature of the metal roll is higher than + 50 ° C. with respect to the melting point of the sheath portion of the core-sheath polyester composite fiber, the crystallization of the sheath portion is likely to proceed, and the glass transition point is not required. Is likely to be.
- the nip pressure (linear pressure) of the nip during the heat calendar process is preferably 19 to 180 kN / m, more preferably 39 to 150 kN / m.
- the processing speed is preferably 5 to 150 m / min, more preferably 10 to 80 m / min.
- ⁇ Stretched PET fiber 1> A stretched polyester fiber made of polyethylene terephthalate and having a fiber diameter of 7 ⁇ m and a fiber length of 3 mm was designated as a stretched PET fiber 1.
- stretched PET fiber 2 A stretched polyester fiber made of polyethylene terephthalate and having a fiber diameter of 13 ⁇ m and a fiber length of 5 mm was designated as stretched PET fiber 2.
- stretched PET fiber 3 A stretched polyester fiber made of polyethylene terephthalate and having a fiber diameter of 18 ⁇ m and a fiber length of 10 mm was designated as stretched PET fiber 3.
- ⁇ Stretched PET fiber 4> A stretched polyester fiber made of polyethylene terephthalate and having a fiber diameter of 25 ⁇ m and a fiber length of 10 mm was designated as a stretched PET fiber 4.
- Unstretched polyester fiber (melting point: 230 ° C.) made of polyethylene terephthalate and isophthalic acid and having a fiber diameter of 11 ⁇ m and a fiber length of 5 mm was designated as unstretched PET fiber 1.
- Unstretched polyester fiber (melting point: 260 ° C.) made of polyethylene terephthalate and having a fiber diameter of 11 ⁇ m and a fiber length of 5 mm was used as unstretched PET fiber 2.
- the core is polyethylene terephthalate (melting point: 260 ° C.)
- the sheath is amorphous copolymer polyester (glass transition point: 72 ° C.) made of polyethylene terephthalate and isophthalic acid, fiber diameter 15 ⁇ m, fiber length 5 mm
- core-sheath polyester composite fiber having a volume ratio of / sheath part of 50/50 was designated as core-sheath PET fiber 1.
- the core is polyethylene terephthalate
- the sheath is a crystalline copolymer polyester (glass transition point: 45 ° C., melting point: 175 ° C.) made of polyethylene terephthalate, 1,4-butanediol and ⁇ -caprolactone, and the fiber diameter is 15 ⁇ m.
- a core-sheath type polyester composite fiber having a fiber length of 5 mm and a core / sheath volume ratio of 50/50 was designated as core-sheath PET fiber 2.
- the core-sheath polyester composite fiber having a core / sheath volume ratio of 50/50 was designated as core-sheath PET fiber 3.
- the core is polyethylene terephthalate
- the sheath is a crystalline copolymer polyester (glass transition point: 32 ° C., melting point: 154 ° C.) made of polyethylene terephthalate, 1,4-butanediol and ⁇ -caprolactone, and the fiber diameter is 15 ⁇ m.
- a core-sheath polyester composite fiber having a fiber length of 5 mm and a core / sheath volume ratio of 50/50 was designated as core-sheath PET fiber 4.
- Basis weight The basis weight was measured according to JIS P8124.
- the thickness of the semipermeable membrane support was measured in accordance with JIS P8118.
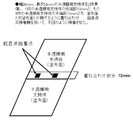
- the semipermeable membrane support is folded at the folded portion indicated by the dotted line in FIG. 1, and as shown in FIG. 2, the semipermeable membrane support and the ABS resin plate are connected to a tabletop material testing machine (device name: STA). -1150, manufactured by Orientec Co., Ltd.), and the upper chuck was pulled up at a constant speed of 100 mm / min until the semipermeable membrane support and the ABS resin plate were peeled off. The maximum load at the time was measured. Based on this maximum load, the “adhesive strength between the semipermeable membrane support and the frame material” was evaluated.
- a tabletop material testing machine device name: STA
- -1150 manufactured by Orientec Co., Ltd.
- the coated surface and the non-coated surface were bonded at the ultrasonic fusion point as shown in FIG. Further, as shown in FIG. 4, two semipermeable membrane supports were fixed to a chuck of a tabletop material testing machine (device name: STA-1150, manufactured by Orientec Co., Ltd.) with a chuck interval of 15 mm. The maximum load when the upper chuck was pulled up was measured at a constant speed of 100 mm / min until the two semipermeable membrane supports were peeled off. Based on this maximum load, “adhesive strength between the coated surface and the non-coated surface of the semipermeable membrane support” was evaluated.
- a tabletop material testing machine device name: STA-1150, manufactured by Orientec Co., Ltd.
- an adhesive portion of an adhesive memo (product name: stick-on-note SN-23, manufactured by Lion Koki Co., Ltd.) is affixed to a 24 mm wide ⁇ 10 mm long portion of the semipermeable membrane surface. It has an adhesive part (24mm x 20mm) of cellophane adhesive tape and a non-adhesive part of an adhesive memo, and it is pulled by hand in the direction where the semipermeable membrane and the semipermeable membrane support peel, and depending on the state when the force is applied The semipermeable membrane adhesion was judged. Five samples were prepared and tested five times.
- Judgment criteria A Peeling occurred between the semipermeable membrane and the adhesive memo in all five tests. Very good level. B: Peeling occurred between the semipermeable membrane and the adhesive memo in 3 to 4 tests. Good level. C: In one or two tests, peeling occurred between the semipermeable membrane and the adhesive memo. Practically lower limit level. D: Peeling occurred between the semipermeable membrane and the semipermeable membrane support in all five tests. Unusable level.
- an ultrasonic fusion point (fusing part, width 12 mm, length 50 mm) is cut out to make a sample.
- a cellophane adhesive tape product name: Elpac (registered trademark) LP12, manufactured by Nichiban Co., Ltd.
- Elpac registered trademark
- LP12 manufactured by Nichiban Co., Ltd.
- the 20 mm part is left as an adhesive part.
- an adhesive portion of an adhesive memo (manufactured by Lion Koki Co., Ltd., trade name: Stick-on-note SN-23) is pasted on a 12 mm wide ⁇ 10 mm long portion of the semipermeable membrane surface.
- Judgment criteria A Peeling occurred between the semipermeable membrane and the adhesive memo in all five tests. Very good level. B: Peeling occurred between the semipermeable membrane and the adhesive memo in 3 to 4 tests. Good level. C: In one or two tests, peeling occurred between the semipermeable membrane and the adhesive memo. Practically lower limit level. D: Peeling occurred between the semipermeable membrane and the semipermeable membrane support in all five tests. Unusable level.
- the obtained base paper was subjected to a heat calendering treatment in a metal roll-elastic roll calender unit under the conditions described in Table 2, and Examples 1-1 to 1-16 and Comparative Examples 1-1 to 1- A support for a semipermeable membrane for membrane separation activated sludge treatment of No. 5 was obtained.
- the surface that hit the metal roll in the first treatment was treated so as to hit the elastic roll in the second treatment, the surface that hit the metal roll in the first treatment was the coated surface, and the metal in the second treatment
- the surface that contacted the roll was defined as the non-coated surface.
- the semipermeable membrane support of Example 1-2, core-sheathed polyester subjected to thermal calendering under conditions where the metal roll temperature exceeds + 50 ° C. with respect to the melting point of the core-sheathed polyester composite fiber Semi-permeable membrane supports of Examples 1-4 and 1-15 having a composite fiber content of less than 20% by mass, and semi-permeable samples of Comparative Examples 1-1 and 1-2 not containing a core-sheath polyester composite fiber In the membrane support, the glass transition point was not required.
- the membrane-permeable activated sludge treatment semipermeable membrane support of Examples 1-1 to 1-16 has stretched polyester fibers, unstretched polyester fibers as binder fibers, and a glass transition point of 40 to 80. Since it is a non-woven fabric comprising a core-sheath type polyester composite fiber having a copolyester at 0 ° C.
- the adhesive strength between the semipermeable membrane support and the frame material and the coating surface of the semipermeable membrane support was excellent, and the adhesion between the semipermeable membrane support and the semipermeable membrane and the adhesion between the fused portion and the semipermeable membrane were good.
- the content of the core-sheath polyester composite fiber was 20% by mass or more.
- the support for a semipermeable membrane is a support for a semipermeable membrane rather than the support for a semipermeable membrane of Examples 1-4 and 1-15 in which the content of the core-sheath polyester composite fiber is less than 20% by mass.
- Excellent adhesion strength with frame material, excellent adhesion strength between coated and non-coated surfaces of semipermeable membrane support, adhesion between semipermeable membrane support and semipermeable membrane, and fused portion and semipermeable Adhesion with the film was also good.
- the support for the semipermeable membrane of Example 1-6 in which the content of the core-sheath polyester composite fiber is 40% by mass or less is the core-sheath polyester.
- the adhesive strength between the semipermeable membrane support and the frame material was better than that of the semipermeable membrane support of Example 1-8 in which the content of the composite fiber exceeded 40% by mass.
- the support for a semipermeable membrane of Example 1-6 in which the binder fiber content is 60% by mass or less has a binder fiber content of 60% by mass. % Better than the semipermeable membrane support of Example 1-7, and better adhesion strength between the semipermeable membrane support and the frame material, and the adhesion and fusion between the semipermeable membrane support and the semipermeable membrane. The adhesion between the wearing part and the semipermeable membrane was also good.
- the glass transition point derived from the core-sheath polyester composite fiber was determined by differential scanning calorimetry.
- the adhesive strength between the semipermeable membrane support and the frame material is superior to that of the semipermeable membrane support of Example 1-2 in which no point was found, and the coated and non-coated surfaces of the semipermeable membrane support The adhesive strength was also good.
- the semipermeable membrane supports of Comparative Examples 1-1 and 1-2 which do not contain core-sheath type polyester composite fibers as binder fibers but contain only unstretched polyester fibers, are the semipermeable membrane supports of Examples.
- the adhesive strength between the frame material and the adhesive strength between the coated surface and the non-coated surface of the support for a semipermeable membrane was very poor.
- the support for a semipermeable membrane of Comparative Example 1-3 containing only the core-sheath type polyester composite fiber without containing the unstretched polyester fiber as the binder fiber is used for the semipermeable membrane on the metal roll heated during the heat calendar treatment. There was a problem that the support was stuck and the sheet was cut. In addition, since the support for the semipermeable membrane is greatly contracted, a lot of wrinkles are generated, and it is in the form of a film, it is difficult for the coating liquid to enter the support for the semipermeable membrane when the semipermeable membrane is applied. The adhesion between the film and the semipermeable membrane and the adhesion between the fused part and the semipermeable membrane were very poor, and were unusable.
- the support for a semipermeable membrane of Comparative Example 1-5 containing a core-sheath polyester composite fiber having a sheath as a sheath part resulted in very poor adhesion strength between the support for the semipermeable membrane and the frame material.
- the obtained base papers 21 to 32 were subjected to thermal calendering treatment in the metal roll-elastic roll calender unit under the conditions shown in Table 6, and Examples 1-17 to 1-23 and Comparative Example 1-6 were performed.
- a support for semipermeable membrane for membrane separation activated sludge treatment of ⁇ 1-10 was obtained.
- the inclined layer surface hits the metal roll in the first treatment, and the circular mesh layer surface hits the metal roll in the second treatment, and the inclined layer surface was the coated surface and the circular mesh layer surface was the non-coated surface. .
- the semi-permeable membrane supports of Examples 1-18 and 1-20 in which the content of the core-sheath polyester composite fiber is less than 20% by mass, the comparative example not containing the core-sheath polyester composite fiber
- the glass transition point was not determined.
- the support for a semipermeable membrane for membrane separation activated sludge treatment of Examples 1-17 to 1-23 has a stretched polyester fiber, an unstretched polyester fiber as a binder fiber, and a glass transition point of 40 to 80. Since it is a non-woven fabric comprising a core-sheath type polyester composite fiber having a copolyester at 0 ° C.
- the adhesive strength between the semipermeable membrane support and the frame material and the coating surface of the semipermeable membrane support was excellent, and the adhesion between the semipermeable membrane support and the semipermeable membrane and the adhesion between the fused portion and the semipermeable membrane were good.
- Examples 1-17 and 1-19 and Examples 1-18 and 1-20 From a comparison between Examples 1-17 and 1-19 and Examples 1-18 and 1-20, Examples 1-17 and 1-19 in which the content of the core-sheath polyester composite fiber is 20% by mass or more are shown.
- the semipermeable membrane support is more preferably the semipermeable membrane support than the semipermeable membrane supports of Examples 1-18 and 1-20, in which the content of the core-sheath polyester composite fiber is less than 20% by mass.
- Excellent adhesion strength with frame material, excellent adhesion strength between coated and non-coated surfaces of semipermeable membrane support, adhesion between semipermeable membrane support and semipermeable membrane, and fused portion and semipermeable Adhesion with the film was also good.
- Example 1-21 From a comparison between Example 1-21 and Example 1-22, the support for a semipermeable membrane of Example 1-21 having a binder fiber content of 30% by mass or more had a binder fiber content of 30% by mass. % Better than the semipermeable membrane support of Example 1-22 in which the adhesive strength between the semipermeable membrane support and the frame material is lower than the coating surface of the semipermeable membrane support. Adhesive strength was also good.
- the semipermeable membrane supports of Comparative Examples 1-6 and 1-7 which do not contain the core-sheath polyester composite fiber as the binder fiber and contain only unstretched polyester fibers, are the semipermeable membrane supports of the examples.
- the adhesive strength between the frame material and the adhesive strength between the coated surface and the non-coated surface of the support for a semipermeable membrane was very poor.
- the support for a semipermeable membrane of Comparative Example 1-8 which does not contain unstretched polyester fiber as a binder fiber and contains only a core-sheath type polyester composite fiber, is used for a semipermeable membrane on a metal roll heated during the heat calendering process. There was a problem that the support was stuck and the sheet was cut. In addition, since the support for the semipermeable membrane is greatly contracted, a lot of wrinkles are generated, and it is in the form of a film, it is difficult for the coating liquid to enter the support for the semipermeable membrane when the semipermeable membrane is applied. The adhesion between the film and the semipermeable membrane and the adhesion between the fused part and the semipermeable membrane were very poor, and were unusable.
- the support for a semipermeable membrane of Comparative Example 1-10 containing a core-sheath type polyester composite fiber having a sheath as a sheath part resulted in very poor adhesive strength between the support for the semipermeable membrane and the frame material.
- the thickness of the semipermeable membrane support was measured in accordance with JIS P8118.
- the semipermeable membrane support is folded at the folded portion indicated by the dotted line in FIG. 1, and as shown in FIG. 2, the semipermeable membrane support and the ABS resin plate are connected to a tabletop material testing machine (device name: STA). -1150, manufactured by Orientec Co., Ltd.), and the upper chuck was pulled up at a constant speed of 100 mm / min until the semipermeable membrane support and the ABS resin plate were peeled off. The maximum load at the time was measured. Based on this maximum load, the “adhesive strength between the semipermeable membrane support and the frame material” was evaluated.
- a tabletop material testing machine device name: STA
- -1150 manufactured by Orientec Co., Ltd.
- the dots were bonded as shown in FIG. Further, as shown in FIG. 7, two semipermeable membrane supports were fixed to a chuck of a desktop material testing machine (device name: STA-1150, manufactured by Orientec Co., Ltd.) with a chuck interval of 15 mm. The maximum load when the upper chuck was pulled up was measured at a constant speed of 100 mm / min until the two semipermeable membrane supports were peeled off. Based on this maximum load, “adhesive strength between the first surface layer and the second surface layer” was evaluated.
- a desktop material testing machine device name: STA-1150, manufactured by Orientec Co., Ltd.
- an adhesive portion of an adhesive memo (product name: stick-on-note SN-23, manufactured by Lion Koki Co., Ltd.) is affixed to a 24 mm wide ⁇ 10 mm long portion of the semipermeable membrane surface. It has an adhesive part (24mm x 20mm) of cellophane adhesive tape and a non-adhesive part of an adhesive memo, and it is pulled by hand in the direction where the semipermeable membrane and the semipermeable membrane support peel, and depending on the state when the force is applied The semipermeable membrane adhesion was judged. Five samples were prepared and tested five times.
- the adhesiveness between the semipermeable membrane and the semipermeable membrane support can be determined by using an adhesive memo having a lower adhesiveness than the cellophane adhesive tape and confirming where the peeling has occurred.
- the “adhesiveness between the semipermeable membrane support and the semipermeable membrane” was evaluated according to the following criteria.
- Judgment criteria A Peeling occurred between the semipermeable membrane and the adhesive memo in all five tests. Very good level. B: Peeling occurred between the semipermeable membrane and the adhesive memo in 3 to 4 tests. Good level. C: In one or two tests, peeling occurred between the semipermeable membrane and the adhesive memo. Practically lower limit level. D: Peeling occurred between the semipermeable membrane and the semipermeable membrane support in all five tests. Unusable level.
- an ultrasonic fusion point (fusing part, width 12 mm, length 50 mm) is cut out to make a sample.
- a cellophane adhesive tape (manufactured by Nichiban Co., Ltd., trade name: Elpac (registered trademark) LP12) cut to a width of 12 mm and a length of 30 mm is pasted on the first surface layer of the sample, and the remaining width of 12 mm and the length is long. The 20 mm portion is left as an adhesive portion.
- an adhesive portion of an adhesive memo (manufactured by Lion Koki Co., Ltd., trade name: Stick-on-note SN-23) is pasted on a 12 mm wide ⁇ 10 mm long portion of the semipermeable membrane surface.
- Judgment criteria A Peeling occurred between the semipermeable membrane and the adhesive memo in all five tests. Very good level. B: Peeling occurred between the semipermeable membrane and the adhesive memo in 3 to 4 tests. Good level. C: In one or two tests, peeling occurred between the semipermeable membrane and the adhesive memo. Practically lower limit level. D: Peeling occurred between the semipermeable membrane and the semipermeable membrane support in all five tests. Unusable level.
- Evaluation criteria A The number of damaged parts is 3 or less, good level B: The number of damaged parts is 5 or less, and the practical level C: The number of damaged parts is more than 5 and the level is not practical .
- the membrane separation activated sludge treatment semipermeable membrane supporting materials of Examples 4-1 to 4-16 and Comparative Examples 4-1 to 4-3 were produced under the following conditions, measured and evaluated, and the results were obtained. The results are shown in Tables 11 and 12.
- the obtained base papers 41 to 59 were subjected to thermal calendering treatment using the metal roll-elastic roll calender unit under the conditions shown in Table 10, and Examples 4-1 to 4-16 and Comparative Example 4-1 were performed.
- a support for semipermeable membrane for membrane separation activated sludge treatment of ⁇ 4-3 was obtained. It processed so that the surface which contacted the metal roll by the 1st process might hit an elastic roll by the 2nd process.
- the support for a semipermeable membrane for membrane separation activated sludge treatment of Examples 4-1 to 4-16 was a stretched polyester fiber, an unstretched polyester fiber as a binder fiber, and a copolymer polyester.
- Example 4-2 From a comparison between Examples 4-1 and 4-9, the content of the binder fiber in the first surface layer was 60% by mass or less with respect to the entire fibers contained in the first surface layer.
- the semipermeable membrane support is superior to the semipermeable membrane support of Example 4-9 in which the binder fiber content exceeds 60% by mass, and has better adhesion to the frame material, and the adhesion to the semipermeable membrane.
- Example 4-2 in which the content of the binder fiber in the first surface layer is 20% by mass or more with respect to the entire fibers contained in the first surface layer.
- This semipermeable membrane support is more adhesive to the semipermeable membrane support and the frame material than the semipermeable membrane support of Example 4-10, in which the binder fiber content is less than 20% by mass.
- the adhesion between the first surface layer and the second surface layer was excellent.
- the content of the binder fiber in the first surface layer is 20 to 20% with respect to the entire fibers contained in the first surface layer.
- the frame material is more than the semipermeable membrane support of Example 4-12 in which the core-sheath polyester composite fiber content is less than 5% by mass.
- the adhesion between the first surface layer and the second surface layer was also excellent.
- Example 4-6 in which the content of the binder fiber in the second surface layer is 20% by mass or more with respect to the entire fibers contained in the second surface layer.
- This semipermeable membrane support was more excellent in coating properties of the semipermeable membrane than the semipermeable membrane support of Example 4-14 in which the binder fiber content was less than 20% by mass.
- Example 4-7 containing a core-sheath type polyester composite fiber having a sheath portion of a copolyester having a glass transition point of 80 ° C. or less in the first surface layer was as follows: More excellent in adhesion to the frame material than the support for a semipermeable membrane of Example 4-15 containing a core-sheath polyester composite fiber having a copolyester having a glass transition point exceeding 80 ° C. as a sheath, The adhesion between the first surface layer and the second surface layer was also good.
- Example 4-containing a core-sheath polyester composite fiber having a sheath portion of a copolymer polyester having a glass transition point of 40 ° C. or higher in the first surface layer. 8 is more adhesive to the frame material than the semipermeable membrane support of Example 4-16 containing a core-sheath polyester composite fiber having a copolyester having a glass transition point of less than 40 ° C. as a sheath. The adhesion between the first surface layer and the second surface layer was excellent.
- the semipermeable membrane supporting material of Comparative Example 4-3 containing core-sheath polyester fibers in both the first surface layer and the second surface layer is The support for semipermeable membrane adhered to the metal roll heated at the time of a calendar process, and the trouble which a sheet
- the support for the semipermeable membrane is greatly contracted, a lot of wrinkles are generated, and the film is in the form of a film, it is difficult for the coating liquid to enter the support when the semipermeable membrane is applied. The adhesiveness was very poor, and was unusable.
- the support for a semipermeable membrane for membrane separation activated sludge treatment of Examples 4-17 to 4-25 and Comparative Examples 4-4 to 4-6 was manufactured under the following conditions, and the above measurement and evaluation were performed. The results are shown in Tables 15 and 16.
- the obtained base papers 60 to 71 were subjected to thermal calendering treatment in the metal roll-elastic roll calender unit under the conditions described in Table 14, and Examples 4-17 to 4-25 and Comparative Example 4-4 were performed.
- a support for a semipermeable membrane for membrane separation activated sludge treatment of ⁇ 4-6 was obtained. It processed so that the surface which contacted the metal roll by the 1st process might hit an elastic roll by the 2nd process.
- the support for a semipermeable membrane for membrane separation activated sludge treatment of Examples 4-17 to 4-25 is a stretched polyester fiber, an unstretched polyester fiber as a binder fiber, and a copolymer polyester.
- the content of the binder fiber in the first surface layer was 20% by mass or more based on the entire fibers contained in the first surface layer.
- the semipermeable membrane support is more excellent in adhesion between the semipermeable membrane support and the frame material than the semipermeable membrane support of Example 4-23 in which the binder fiber content is less than 20% by mass.
- the adhesion between the first surface layer and the second surface layer was also good.
- the content of the binder fiber in the second surface layer was 20% by mass or more based on the entire fibers contained in the second surface layer.
- the semipermeable membrane support was superior in the coating property of the semipermeable membrane to the semipermeable membrane support of Example 4-24 in which the binder fiber content was less than 20% by mass.
- the content of the binder fiber in the first surface layer is 20 to 60% by mass with respect to the entire fibers contained in the first surface layer, and the core-sheath polyester
- the support for a semipermeable membrane of Example 4-20 in which the content of the composite fiber is in the range of 5 to 40% by mass is the core-sheath polyester composite even if the content of the binder fiber is 20 to 60% by mass. It has better adhesion to the frame material and better adhesion between the first surface layer and the second surface layer than the semipermeable membrane support of Example 4-25 having a fiber content of less than 5% by mass. there were.
- the semipermeable membrane supporting material of Comparative Example 4-6 containing core-sheath polyester fibers in both the first surface layer and the second surface layer is The support for semipermeable membrane adhered to the metal roll heated at the time of a calendar process, and the trouble which a sheet
- the support for the semipermeable membrane is greatly contracted, a lot of wrinkles are generated, and the film is in the form of a film, it is difficult for the coating liquid to enter the support during the semipermeable membrane application, and the semipermeable membrane support and the semipermeable membrane The adhesiveness was very poor, and was unusable.
- the support for semipermeable membrane for membrane separation activated sludge treatment, filtration membrane and module of the present invention can be used in the field of sewage treatment by membrane separation activated sludge treatment method.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Life Sciences & Earth Sciences (AREA)
- Biodiversity & Conservation Biology (AREA)
- Microbiology (AREA)
- Hydrology & Water Resources (AREA)
- Engineering & Computer Science (AREA)
- Environmental & Geological Engineering (AREA)
- Water Supply & Treatment (AREA)
- Organic Chemistry (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
- Laminated Bodies (AREA)
Abstract
[Problème] La présente invention concerne le problème de la réalisation d'un support de membrane semi-perméable qui est destiné au traitement de séparation sur membrane de boues activées, et qui a une résistance élevée, une résistance d'adhésion supérieure par rapport à un matériau de cadre, une résistance d'adhésion supérieure entre une surface d'application et une surface non-application du support de membrane semi-perméable, et une adhésivité fine par rapport à une membrane semi-perméable. En conséquence, la présente invention résout le problème de fourniture d'une membrane de filtration qui est destinée au traitement de séparation sur membrane de boues activées et qui a une résistance aux chocs élevée, une adhésivité fine par rapport à un matériau de cadre, et une adhésivité fine entre une membrane semi-perméable et une partie de fusion-liaison du support de membrane semi-perméable, et de fourniture d'un module formé par utilisation de la membrane de filtration. [Solution] La présente invention concerne un support de membrane semi-perméable pour le traitement de séparation sur membrane de boue activée qui contient une fibre de polyester étirée, et une fibre composite de polyester âme-gaine et une fibre de polyester non étirée en tant que fibre liante.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201680009900.XA CN107405579B (zh) | 2015-03-13 | 2016-03-11 | 膜分离活性污泥处理用半透膜的支撑体、过滤膜和模块 |
Applications Claiming Priority (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015050490 | 2015-03-13 | ||
| JP2015-050490 | 2015-03-13 | ||
| JP2015-177487 | 2015-09-09 | ||
| JP2015177487 | 2015-09-09 | ||
| JP2016025897 | 2016-02-15 | ||
| JP2016025896 | 2016-02-15 | ||
| JP2016-025896 | 2016-02-15 | ||
| JP2016-025897 | 2016-02-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016148038A1 true WO2016148038A1 (fr) | 2016-09-22 |
Family
ID=56918955
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/057686 Ceased WO2016148038A1 (fr) | 2015-03-13 | 2016-03-11 | Support de membrane semi-perméable pour traitement de séparation sur membrane de boue activée, membrane de filtration et module |
Country Status (2)
| Country | Link |
|---|---|
| CN (1) | CN107405579B (fr) |
| WO (1) | WO2016148038A1 (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021017673A (ja) * | 2019-07-22 | 2021-02-15 | 大王製紙株式会社 | 水処理用不織布シート及びその製造方法 |
| JP2021186733A (ja) * | 2020-05-29 | 2021-12-13 | 三菱製紙株式会社 | 膜分離活性汚泥処理用半透膜用支持体及びその製造方法 |
| JP2022006929A (ja) * | 2020-06-25 | 2022-01-13 | 三菱製紙株式会社 | 膜分離活性汚泥処理用半透膜用支持体及びその製造方法 |
| JP2022552913A (ja) * | 2019-12-30 | 2022-12-20 | シェンチェン シニア テクノロジー マテリアル カンパニー リミテッド | 湿式不織布、その作製方法および湿式不織布を含む水処理膜 |
| JP7219364B1 (ja) | 2022-08-01 | 2023-02-07 | 大王製紙株式会社 | シート状不織布 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6634180B1 (ja) * | 2018-06-29 | 2020-01-22 | 三菱製紙株式会社 | 膜分離活性汚泥処理用半透膜用支持体 |
| CN111530299B (zh) * | 2020-05-21 | 2022-05-20 | 浙江福斯特新材料研究院有限公司 | 支撑材料和半透膜复合材料 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09268490A (ja) * | 1996-03-26 | 1997-10-14 | Nippon Ester Co Ltd | ポリエステル系耐熱湿式不織布およびその製造方法 |
| JP2002227089A (ja) * | 2001-02-01 | 2002-08-14 | Teijin Ltd | 湿式抄紙用ポリエステル系バインダー繊維とその製造方法 |
| US20070271889A1 (en) * | 2006-05-24 | 2007-11-29 | Alan Michael Jaffee | Nonwoven fibrous mat for MERV filter and method |
| JP2010194478A (ja) * | 2009-02-26 | 2010-09-09 | Teijin Fibers Ltd | 分離膜用湿式不織布および分離膜支持体 |
| JP2012101213A (ja) * | 2010-10-13 | 2012-05-31 | Mitsubishi Paper Mills Ltd | 半透膜支持体 |
| JP2013220382A (ja) * | 2012-04-17 | 2013-10-28 | Mitsubishi Paper Mills Ltd | 半透膜支持体 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002004102A2 (fr) * | 2000-07-11 | 2002-01-17 | Cuno, Inc. | Membrane et son procede de fabrication presentant des proprietes de drainage constantes pour analyses en flux lateral |
| JP5203518B1 (ja) * | 2012-03-01 | 2013-06-05 | 北越紀州製紙株式会社 | 半透膜支持体用不織布及びその製造方法 |
-
2016
- 2016-03-11 WO PCT/JP2016/057686 patent/WO2016148038A1/fr not_active Ceased
- 2016-03-11 CN CN201680009900.XA patent/CN107405579B/zh not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09268490A (ja) * | 1996-03-26 | 1997-10-14 | Nippon Ester Co Ltd | ポリエステル系耐熱湿式不織布およびその製造方法 |
| JP2002227089A (ja) * | 2001-02-01 | 2002-08-14 | Teijin Ltd | 湿式抄紙用ポリエステル系バインダー繊維とその製造方法 |
| US20070271889A1 (en) * | 2006-05-24 | 2007-11-29 | Alan Michael Jaffee | Nonwoven fibrous mat for MERV filter and method |
| JP2010194478A (ja) * | 2009-02-26 | 2010-09-09 | Teijin Fibers Ltd | 分離膜用湿式不織布および分離膜支持体 |
| JP2012101213A (ja) * | 2010-10-13 | 2012-05-31 | Mitsubishi Paper Mills Ltd | 半透膜支持体 |
| JP2013220382A (ja) * | 2012-04-17 | 2013-10-28 | Mitsubishi Paper Mills Ltd | 半透膜支持体 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021017673A (ja) * | 2019-07-22 | 2021-02-15 | 大王製紙株式会社 | 水処理用不織布シート及びその製造方法 |
| JP7431523B2 (ja) | 2019-07-22 | 2024-02-15 | 大王製紙株式会社 | 水処理用不織布シート及びその製造方法 |
| JP2022552913A (ja) * | 2019-12-30 | 2022-12-20 | シェンチェン シニア テクノロジー マテリアル カンパニー リミテッド | 湿式不織布、その作製方法および湿式不織布を含む水処理膜 |
| JP7325643B2 (ja) | 2019-12-30 | 2023-08-14 | シェンチェン シニア テクノロジー マテリアル カンパニー リミテッド | 湿式不織布、その作製方法および湿式不織布を含む水処理膜 |
| JP2021186733A (ja) * | 2020-05-29 | 2021-12-13 | 三菱製紙株式会社 | 膜分離活性汚泥処理用半透膜用支持体及びその製造方法 |
| JP7256148B2 (ja) | 2020-05-29 | 2023-04-11 | 三菱製紙株式会社 | 膜分離活性汚泥処理用半透膜用支持体及びその製造方法 |
| JP2022006929A (ja) * | 2020-06-25 | 2022-01-13 | 三菱製紙株式会社 | 膜分離活性汚泥処理用半透膜用支持体及びその製造方法 |
| JP7232795B2 (ja) | 2020-06-25 | 2023-03-03 | 三菱製紙株式会社 | 膜分離活性汚泥処理用半透膜用支持体及びその製造方法 |
| JP7219364B1 (ja) | 2022-08-01 | 2023-02-07 | 大王製紙株式会社 | シート状不織布 |
| JP2024019948A (ja) * | 2022-08-01 | 2024-02-14 | 大王製紙株式会社 | シート状不織布 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107405579B (zh) | 2020-05-12 |
| CN107405579A (zh) | 2017-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2016148038A1 (fr) | Support de membrane semi-perméable pour traitement de séparation sur membrane de boue activée, membrane de filtration et module | |
| WO2020004462A1 (fr) | Support de membrane semi-perméable pour traitement de bioréacteur à membrane | |
| JP7371056B2 (ja) | 半透膜支持体 | |
| JP6612624B2 (ja) | 膜分離活性汚泥処理用半透膜用支持体及び濾過膜 | |
| JP2012101213A (ja) | 半透膜支持体 | |
| JP6634180B1 (ja) | 膜分離活性汚泥処理用半透膜用支持体 | |
| JP2016159197A (ja) | 膜分離活性汚泥処理用半透膜用支持体 | |
| JP6038370B1 (ja) | 膜分離活性汚泥処理用半透膜用支持体、濾過膜及びモジュール | |
| JP6038369B1 (ja) | 膜分離活性汚泥処理用半透膜用支持体、濾過膜及びモジュール | |
| JP2012106177A (ja) | 半透膜支持体 | |
| JP2019034304A (ja) | 膜分離活性汚泥処理用半透膜用支持体、濾過膜及びモジュール | |
| JP7296759B2 (ja) | 膜分離活性汚泥処理用半透膜用支持体及び濾過膜 | |
| JP2019058840A (ja) | 膜分離活性汚泥処理用半透膜用支持体、濾過膜及びモジュール | |
| JP2014180638A (ja) | 半透膜の製造方法 | |
| JP2019118907A (ja) | 半透膜用支持体 | |
| JP7256148B2 (ja) | 膜分離活性汚泥処理用半透膜用支持体及びその製造方法 | |
| JP7328102B2 (ja) | 膜分離活性汚泥処理用半透膜用支持体 | |
| JP2012250223A (ja) | 半透膜支持体 | |
| JP2019051469A (ja) | 膜分離活性汚泥処理用半透膜用支持体、濾過膜及びモジュール | |
| JP2020049399A (ja) | 膜分離活性汚泥処理用半透膜支持体 | |
| JP2020157213A (ja) | 半透膜支持体の製造方法 | |
| JP2013139030A (ja) | 半透膜支持体及び半透膜支持体の製造方法 | |
| JP7500436B2 (ja) | 半透膜支持体及び半透膜支持体の製造方法 | |
| JP2014180639A (ja) | 半透膜の製造方法 | |
| JP2017042691A (ja) | 膜分離活性汚泥処理用半透膜用支持体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16764868 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16764868 Country of ref document: EP Kind code of ref document: A1 |