WO2016152910A1 - ポリエチレン系樹脂積層発泡シートの製造方法、ポリエチレン系樹脂積層発泡シート及びそれを用いたガラス板用間紙 - Google Patents
ポリエチレン系樹脂積層発泡シートの製造方法、ポリエチレン系樹脂積層発泡シート及びそれを用いたガラス板用間紙 Download PDFInfo
- Publication number
- WO2016152910A1 WO2016152910A1 PCT/JP2016/059168 JP2016059168W WO2016152910A1 WO 2016152910 A1 WO2016152910 A1 WO 2016152910A1 JP 2016059168 W JP2016059168 W JP 2016059168W WO 2016152910 A1 WO2016152910 A1 WO 2016152910A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polyethylene
- density polyethylene
- foam sheet
- antistatic
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/22—After-treatment of expandable particles; Forming foamed products
- C08J9/228—Forming foamed products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/20—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of indefinite length
- B29C44/22—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of indefinite length consisting of at least two parts of chemically or physically different materials, e.g. having different densities
- B29C44/24—Making multilayered articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/36—Feeding the material to be shaped
- B29C44/46—Feeding the material to be shaped into an open space or onto moving surfaces, i.e. to make articles of indefinite length
- B29C44/50—Feeding the material to be shaped into an open space or onto moving surfaces, i.e. to make articles of indefinite length using pressure difference, e.g. by extrusion or by spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0012—Combinations of extrusion moulding with other shaping operations combined with shaping by internal pressure generated in the material, e.g. foaming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0021—Combinations of extrusion moulding with other shaping operations combined with joining, lining or laminating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
- B29C48/10—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels flexible, e.g. blown foils
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/49—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using two or more extruders to feed one die or nozzle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/065—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/22—Layered products comprising a layer of synthetic resin characterised by the use of special additives using plasticisers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
- B32B5/20—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material foamed in situ
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
- B65G49/05—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles
- B65G49/06—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles for fragile sheets, e.g. glass
- B65G49/068—Stacking or destacking devices; Means for preventing damage to stacked sheets, e.g. spaces
- B65G49/069—Means for avoiding damage to stacked plate glass, e.g. by interposing paper or powder spacers in the stack
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B40/00—Preventing adhesion between glass and glass or between glass and the means used to shape it, hold it or support it
- C03B40/02—Preventing adhesion between glass and glass or between glass and the means used to shape it, hold it or support it by lubrication; Use of materials as release or lubricating compositions
- C03B40/033—Means for preventing adhesion between glass and glass
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/06—Polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/025—Polyolefin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/21—Anti-static
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/72—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
Definitions
- the present invention relates to a novel method for producing a polyethylene-based resin laminated foam sheet, a novel polyethylene-based resin laminated foam sheet, and a glass sheet interleaf using the same.
- Polyethylene-based resin laminated foam sheets are widely used as packaging materials for home appliances, glass appliances, ceramics, etc. because they are flexible and cushioning and can prevent damage and damage to the package. It has been.
- foam sheets are widely used as packaging materials for home appliances, glass appliances, ceramics, etc. because they are flexible and cushioning and can prevent damage and damage to the package. It has been.
- image display devices such as liquid crystal displays, plasma displays, and electroluminescent displays with the development and expansion of demand for flat-screen TVs.
- a polyethylene-based resin laminated foam sheet having an antistatic layer is used as a slip sheet disposed between glass plates (Patent Documents 1 and 2).
- glass plates with various thicknesses have been developed as glass plates for image display devices such as liquid crystal panels. Recently, from the viewpoints of weight reduction, energy saving, production cost, etc., the thickness is about 0.5 mm.
- the following extremely thin glass plates are also being produced. If a thick foam sheet having a thickness of about 1 mm to 2 mm as in the conventional case is used as a thin sheet of such a thin glass plate, not only will the loading efficiency be reduced, but the thickness of the interleaf sheet will be too thick for the glass plate. Depending on how the load is applied, the glass plate may be damaged.
- Patent Document 3 a polyethylene-based resin laminated foam sheet having an average thickness of 0.5 mm or less by using a specific cell regulator or the like. 4).
- These polyethylene-based resin-laminated foam sheets are high-quality ones that prevent or suppress the generation of small holes and through-holes even when the average thickness is 0.5 mm or less, and have excellent antistatic performance and buffering properties. It is what has.
- the above-mentioned polyethylene-based resin laminated foam sheet can be said to be suitable as a slip sheet of a thin glass plate, and furthermore, even in medium- to long-term continuous production over 2 to 7 days, etc.
- the present invention has been made in view of the above-mentioned circumstances, and despite its extremely small thickness, the generation of small holes and through-holes is prevented and suppressed even in medium- to long-term continuous production, and high quality and excellent charging. It aims at providing the manufacturing method of the novel polyethylene-type resin laminated foam sheet which expresses prevention performance, a novel polyethylene-type resin laminated foam sheet, and the interleaf for glass plates using the same.
- the present invention provides a novel polyethylene-based resin laminated foam sheet described below, a novel polyethylene-based resin laminated foam sheet, and a glass sheet interleaf using the same.
- the antistatic agent is a polymer type antistatic agent C having a melting point difference from the low density polyethylene B in the range of ⁇ 10 ° C.
- a method for producing a polyethylene-based resin laminated foamed sheet A method for producing a polyethylene-based resin laminated foamed sheet.
- ⁇ 4> The ratio of the melt flow rate of low density polyethylene B to the melt flow rate of polymer antistatic agent C (melt flow rate of low density polyethylene B / melt flow rate of polymer antistatic agent C) is 2 or less.
- the method for producing a polyethylene-based resin laminated foam sheet according to any one of ⁇ 1> to ⁇ 3>, wherein ⁇ 5> The method for producing a polyethylene resin laminated foam sheet according to any one of ⁇ 1> to ⁇ 4>, wherein the basis weight of the antistatic layer is 1 to 5 g / m 2 .
- ⁇ 6> The polyethylene type according to any one of ⁇ 1> to ⁇ 5>, wherein the amount of the polymeric antistatic agent C in the antistatic layer is 5 to 300 parts by mass with respect to 100 parts by mass of the low density polyethylene B Manufacturing method of resin laminated foam sheet.
- the apparent density is in the range of 20 to 450 kg / m 3
- the melting point difference between the antistatic agent and the low density polyethylene B is in the range of ⁇ 10 ° C. to + 10 ° C.
- the polymer antistatic agent C has a melt flow rate of 10 g / 10 min or more, and the polymer antistatic agent C is 5 to 300 parts by mass with respect to 100 parts by mass of the low density polyethylene B.
- the manufacturing method of the present invention not only in a short period of several hours but also in medium to long-term continuous production over several days, it has a high quality and thickness that prevents and suppresses the generation of small holes and through holes. It is possible to obtain a polyethylene-based resin laminated foam sheet that is extremely thin and exhibits excellent antistatic performance.
- the novel polyethylene-based resin laminated foam sheet according to the present invention has a high quality in which the generation of small holes and through-holes is prevented / suppressed even though the thickness is extremely thin, and sufficient antistatic Express performance. Therefore, the novel polyethylene-based resin laminated foam sheet of the present invention can be used for transporting thin glass plates for image display devices such as liquid crystal displays, plasma displays, electroluminescence displays, etc. The demand is widely expected as an interleaf paper for preventing damage during packing. Moreover, the novel polyethylene-based resin laminated foam sheet of the present invention can be continuously produced over a medium to long term, and is a foam sheet having extremely high production efficiency industrially.
- the method for producing a polyethylene-based resin laminated foam sheet of the present invention is a method for producing a polyethylene-based resin laminated foam sheet having a thickness of 0.05 to 0.5 mm, wherein an antistatic layer is laminated and adhered to at least one surface of the foam layer. Because A molten resin composition for forming a foam layer formed by kneading low-density polyethylene A and a physical foaming agent, and a molten resin composition for forming an antistatic layer formed by kneading low-density polyethylene B and an antistatic agent in a die. Including coextrusion and foaming of the laminated laminate.
- the antistatic agent is a polymer type antistatic agent C having a melting point difference from the low density polyethylene B in the range of ⁇ 10 ° C. to + 10 ° C. and a melt flow rate of 10 g / 10 min or more. It is characterized by that.
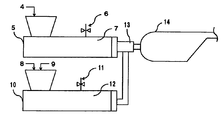
- FIG. 1 is an explanatory view of a typical method for producing a polyethylene resin laminated foam sheet of the present invention using an annular die.
- 1 is a polyethylene resin laminated foam sheet of the present invention
- A is low-density polyethylene A that forms a foam layer
- 4 is a first extruder
- 5 is a physical foaming agent
- 6 is a molten resin composition for forming a foam layer.
- 7 is a low density polyethylene B forming an antistatic layer
- 8 is a polymer type antistatic agent C
- 9 is a second extruder
- 10 is a volatile plasticizer
- 11 is a molten resin composition for forming an antistatic layer.
- 12 is an annular die
- 13 is a cylindrical laminated foam.
- FIG. 2 is a schematic cross-sectional view of a novel polyethylene-based resin laminated foamed sheet 1 obtained by the production method of the present invention, which is low on both sides of a foamed layer 2 made of low-density polyethylene A (hereinafter also simply referred to as foamed layer 2).
- Antistatic layers 3 and 3 (hereinafter also simply referred to as antistatic layer 3) containing density polyethylene B and polymer type antistatic agent C are laminated by coextrusion.
- 2 shows the foam sheet 1 in which the antistatic layers 3 and 3 are laminated on both sides of the foam layer 2, the foam sheet 1 in which the antistatic layer 3 is laminated only on one side of the foam layer 2. There may be.
- Method for producing polyethylene-based resin laminated foam sheet 1 The manufacturing method of the polyethylene-type resin laminated foam sheet 1 (henceforth only the foam sheet 1) of this invention is demonstrated. As shown in FIGS. 1 and 2, first, low density polyethylene A constituting the foam layer 2, and other additives such as a bubble adjusting agent added as needed are supplied to the first extruder 4 and about 200 ° C. Then, the physical foaming agent 5 is press-fitted and further kneaded to obtain a foamed layer-forming molten resin composition 6 in the first extruder 4.
- the low-density polyethylene B and the polymer-type antistatic agent C constituting the antistatic layer 3 and other additives added as necessary are supplied to the second extruder 7 and heated to about 200 ° C.
- the volatile plasticizer 8 is supplied and further kneaded to obtain a molten resin composition 9 for forming an antistatic layer in the second extruder 7.
- the foamed layer forming molten resin composition 6 is cooled to an appropriate foaming temperature, and the antistatic layer forming molten resin composition 9 is cooled as close as possible to the proper foaming temperature.
- the antistatic layer-forming molten resin composition 9 is merged and laminated on the outer peripheral surface of the foamed layer-forming molten resin composition 6 in the co-extrusion annular die 10 and the laminate is co-extruded, and foamed.
- a cylindrical laminated foam 11 in which the antistatic layer 3 is formed on the outer peripheral surface of the foamed layer 2 is produced.
- the foamed sheet 1 can be obtained by opening the tubular laminated foam 11 along the extrusion direction while drawing it while expanding (blowing up) with a mandrel.
- the antistatic layer-forming molten resin composition 9 can also be laminated on the inner peripheral surface of the foamed layer-forming molten resin composition 6.
- the foamed layer forming molten resin composition 6 and the antistatic layer forming molten resin composition 9 are adjusted to an appropriate temperature in an extruder and extruded into the atmosphere through a die.
- the foaming appropriate temperature of the molten resin composition 6 for forming the foamed layer is a temperature at which the foamed layer can be easily obtained.
- the proper foaming temperature is preferably in the range of [melting point + 0 ° C.] to [melting point + 15 ° C.] of low-density polyethylene A, more preferably [melting point + 2 ° C.] to [melting point + 10 ° C.].
- the extrusion temperature when the molten resin composition 9 for forming an antistatic layer is extruded from the extruder through the die to the atmosphere is in the range of [melting point + 0 ° C.] to [melting point + 20 ° C.] of the low density polyethylene B.
- the melting point is preferably [melting point + 5 ° C.] to [melting point + 15 ° C.].
- the foamed layer 2 is made of a low density polyethylene A, a physical foaming agent 5, and a foamed layer forming molten resin composition 6 that contains a foam regulator and other additives as necessary. It is formed by coextrusion and foaming together with the forming molten resin composition 9. Below, the material used in order to manufacture the foaming layer 2 is explained in full detail.
- the low-density polyethylene A with a long chain branching structure, density can be used polyethylene of less than 900 kg / m 3 or more 930 kg / m 3.
- the resin exhibits good foaming properties, and the resulting foamed sheet 1 is excellent in buffer characteristics.
- the density of the low density polyethylene A is preferably 910 kg / m 3 or more and 925 kg / m 3 or less.
- the melting point of the low density polyethylene A is preferably 100 to 120 ° C, more preferably 105 to 115 ° C.
- the melting point of the low density polyethylene A can be measured by a method according to JIS K7121-1987.
- the mixture is heated and melted by raising the temperature from 40 ° C. to 200 ° C. at 10 ° C./min, kept at that temperature for 10 minutes, and then 10 ° C./min to 40 ° C.
- the melting peak is obtained by raising the temperature again from a heating rate of 40 ° C. to 200 ° C. at 10 ° C./min.
- the temperature of the top of the largest melting peak among the obtained melting peaks is made into melting
- the melt flow rate is preferably 5 g / 10 min or more, more preferably 10 g / 10 min or more, and further preferably 15 g / 10 min or more.
- the melt flow rate is a value measured at a temperature of 190 ° C. and a load of 2.16 kg in accordance with JIS K7210-1: 2014.
- fusing point and melt flow rate of the mixture are specified by melting
- the "product name NUC8321" (melt flow rate 1.9g / 10min, melting
- thermoplastic resin such as a polyethylene resin other than the low density polyethylene A, a polypropylene resin, and a polystyrene resin, as long as the object and effect of the present invention are not impaired
- An elastomer such as ethylene propylene rubber and styrene-butadiene-styrene block copolymer may also be included.
- the other polyethylene-based resin is a resin having an ethylene component unit of 50 mol% or more, and specifically includes high-density polyethylene, linear low-density polyethylene, ultra-low-density polyethylene, and ethylene-vinyl acetate copolymer.
- the amount of the resin and elastomer other than the low density polyethylene A is preferably 20 parts by mass or less, more preferably 10 parts by mass or less, and particularly preferably 5 parts by mass or less with respect to 100 parts by mass of the low density polyethylene A.
- a resin other than the low-density polyethylene A and an elastomer can be kneaded together with the low-density polyethylene A to form a base resin constituting the foamed layer-forming molten resin composition.
- low density polyethylene A is supplied to an extruder, heated and kneaded to obtain a molten resin, and then a physical foaming agent 5 is press-fitted and further kneaded to obtain a molten resin composition 6 for forming a foam layer.
- the physical foaming agent 5 may be an organic or inorganic physical foaming agent.
- organic physical foaming agent examples include aliphatic hydrocarbons such as propane, normal butane, isobutane, normal pentane, isopentane, normal hexane, and isohexane, alicyclic hydrocarbons such as cyclopentane and cyclohexane, methyl chloride, and ethyl chloride.
- chlorohydrocarbons such as 1,1,1,2-tetrafluoroethane, fluorinated hydrocarbons such as 1,1-difluoroethane, ethers such as dimethyl ether and methyl ethyl ether, and alcohols such as methanol and ethanol.
- Examples of the inorganic physical foaming agent include oxygen, nitrogen, carbon dioxide, air, and water. These physical foaming agents can be used in combination of two or more. Among these, an organic physical foaming agent is preferable from the viewpoint of foaming properties, and among them, those mainly composed of normal butane, isobutane, or a mixture thereof are particularly preferable. The amount of the physical foaming agent added is adjusted according to the type and the apparent density of the target foamed layer.
- a foamed sheet having an apparent density of 20 to 450 kg / m 3 is obtained using a physical foaming agent such as a butane mixture of 30% by weight of isobutane and 70% by weight of normal butane as the physical foaming agent
- a molten resin composition for forming a foamed layer is used.
- the amount is 4 to 35 parts by mass, preferably 5 to 30 parts by mass, and more preferably 6 to 25 parts by mass with respect to 100 parts by mass of the base resin constituting the product.
- the air conditioner can be supplied to the extruder together with the low density polyethylene A.
- An inorganic powder or a chemical foaming agent can be used as the bubble regulator.
- the inorganic powder include talc, zeolite, silica, calcium carbonate and the like.
- Examples of the chemical foaming agent include azodicarbonamide, hydrazodicarbonamide, azobisisobutyronitrile, sodium hydrogen carbonate (sodium bicarbonate), and citric acid monoalkali metal salts such as sodium hydrogen carbonate and citric acid or monosodium citrate.
- sodium bicarbonate-citric acid based chemical foaming agent sodium bicarbonate-citric acid based chemical foaming agent.
- a sodium bicarbonate-citric acid based chemical foaming agent is preferable in order to obtain a foamed sheet having a small cell diameter and excellent buffering properties.
- a baking soda-citric acid based chemical foaming agent having an average particle diameter of 3 to 8 ⁇ m, since it is possible to more effectively prevent the generation of through-holes penetrating the foamed sheet.
- the average particle size is more preferably 4 to 7 ⁇ m.
- the maximum particle size of the chemical foaming agent is preferably 100 ⁇ m or less, and more preferably 80 ⁇ m or less.
- the average particle diameter means a median diameter (d50) measured by laser diffraction / scattering particle size distribution measurement.
- the maximum particle size of the above chemical foaming agent is about 1 to 3 mg of particles randomly sampled from the chemical foaming agent. Is the maximum particle diameter of the chemical foaming agent.
- the amount of the air bubble adjusting agent added is preferably 0.1 to 3 parts by mass, more preferably 0.2 to 3 parts by mass with respect to 100 parts by mass of the base resin constituting the foamed layer forming molten resin composition 6. 2 parts by mass. It is preferable for the amount added to be in the above range because the bubble diameter can be easily adjusted to a desired range.
- additives In addition to the above components, various additives can be added to the foamed layer 2 as long as the effects of the present invention are not impaired.
- the additive include an antioxidant, a heat stabilizer, a weathering agent, an ultraviolet absorber, a flame retardant, an inorganic filler, an antibacterial agent, and a colorant.
- the antistatic layer 3 is formed by forming a foamed layer using a molten resin composition for forming an antistatic layer containing low density polyethylene B and a polymer type antistatic agent C, preferably a plasticizer or other additives. It can be formed by laminating and joining together in a coextrusion die together with the molten resin composition.
- the foamed layer forming extruder 4 forms the foamed layer forming molten resin composition 6 and simultaneously supplies the antistatic layer forming extruder 7 with the resin for forming the antistatic layer. Then, melt-kneading is performed to form a molten resin composition 9 for forming an antistatic layer.
- a polyethylene-based resin laminated foam sheet is obtained by joining and laminating both compositions in a coextrusion die and coextrusion.
- the basis weight per side of the antistatic layer 3 is preferably in the range of 0.5 to 5 g / m 2 .
- the basis weight per one side of the antistatic layer 3 is in the above range, lamination with the foam layer is easy, a thin foam sheet can be obtained, and antistatic performance can be effectively imparted.
- the basis weight per side is more preferably 0.7 to 4 g / m 2 , and further preferably 1 to 3 g / m 2 .
- it can be set as the foam sheet which is excellent in the perforation prevention performance in medium-to-long term even if it is a low basic weight by using the specific antistatic agent mentioned later.
- the basis weight per side of the antistatic layer is determined by L (kg / hr) of the discharge amount of the molten resin composition for forming the antistatic layer per side, the foam take-up speed M (m / min), and the entire width of the foam.
- N (m) can be obtained by the following equation (1).
- Basis weight of antistatic layer (g / m 2 ) L ⁇ 10 3 / (M ⁇ N ⁇ 60) (1)
- Low density polyethylene B the same one as the low density polyethylene A forming the foam layer 2 can be used because it is easy to co-extrusion with the foam layer and is excellent in production stability.
- the polymer type antistatic agent C has a melting point difference from the low density polyethylene B in the range of ⁇ 10 ° C. to + 10 ° C. and a melt flow rate of 10 g / 10 min or more.
- a polymer type antistatic agent C Using such a polymer type antistatic agent C, a polyethylene-based resin laminate exhibiting a high quality and excellent antistatic function in which the generation of small holes and through-holes is prevented / suppressed even in continuous production over the medium to long term The foam sheet 1 can be obtained.
- the polymer antistatic agent C used in the present invention has a low melting point and a high melt flow rate
- a conventional polymer antistatic agent having a high melting point is used. It is thought that this is because the precipitation of crystals that cause the generation of small holes and through holes in the annular die is suppressed.
- the difference between the melting point of the polymer type antistatic agent C used in the present invention and the melting point of the low density polyethylene B is ⁇ 10.
- the melting point difference is preferably -8 to + 8 ° C, more preferably -7 to + 7 ° C. .
- the melting point of the polymer antistatic agent C is preferably 125 ° C. or lower, and more preferably 120 ° C. or lower.
- the lower limit of the melting point is about 100 ° C. Note that the melting points of the low-density polyethylene B and the polymer-type antistatic agent C in the antistatic layer are both determined by the same method as that for the low-density polyethylene A.
- the melt flow rate of the polymer type antistatic agent C is 10 g / 10 min or more, preferably 20 g / 10 min or more, more preferably 30 g / 10 min or more.
- the upper limit is about 100 g / 10 minutes. If it is the said range, it is preferable from an antistatic agent being excellent in fluidity
- the melt flow rate of the polymer type antistatic agent C is 10 g / 10 min or more, preferably 20 g / 10 min or more, more preferably 30 g / 10 min or more.
- the upper limit is about 100 g / 10 minutes.
- the melt flow rate of the low density polyethylene B and the polymer type antistatic agent C is determined by the same method as that for the low density polyethylene A.
- the ratio of the melt flow rate of low density polyethylene B to the melt flow rate of polymer antistatic agent C is 2 or less. Preferably, it is preferably 1 or less, more preferably 0.8 or less.
- the polymer antistatic agent C is dispersed in a network or a layer, and the excellent antistatic performance can be exhibited more effectively.
- the lower limit of the ratio is preferably about 0.01 or more.
- the polymer antistatic agent C preferably used in the present invention comprises a block copolymer of polyether and polyolefin, and commercially available products such as PELECTRON LMP (melting point: 114 ° C.) manufactured by Sanyo Chemical Industries, Ltd. , Melt flow rate 30 g / 10 min).
- the number average molecular weight of the polymeric antistatic agent C used in the present invention is preferably 2000 or more, more preferably 2000 to 100,000, and still more preferably 5000 to 80,000.
- the upper limit of the number average molecular weight of the polymer type antistatic agent is approximately 500,000.
- the above number average molecular weight is determined using high temperature gel permeation chromatography.
- the sample concentration is 3 mg / ml using orthodichlorobenzene as a solvent
- the column temperature is set to 135 ° C. using polystyrene as a reference substance. Is a measured value.
- the kind of said solvent and column temperature are suitably changed according to the kind of polymeric antistatic agent.
- the blending amount of the polymeric antistatic agent C in the antistatic layer is sufficient to obtain 100 parts by mass of low density polyethylene B constituting the antistatic layer in order to obtain a foam sheet having sufficient antistatic properties and high quality.
- the amount is preferably 5 to 300 parts by mass, more preferably 7 to 150 parts by mass, and still more preferably 10 to 100 parts by mass.
- the surface resistivity of the surface of the antistatic layer 3 can be set to 1 ⁇ 10 7 to 1 ⁇ 10 12 ⁇ by adding the polymer type antistatic agent C. If the surface resistivity is within the above range, the foam sheet exhibits sufficient antistatic properties. From the above viewpoint, the surface resistivity is preferably 8 ⁇ 10 11 ⁇ or less, more preferably 5 ⁇ 10 11 ⁇ or less.
- the surface resistivity in the present invention is measured according to JIS K6271: 2008 after adjusting the state of the following test piece.
- test piece length 100 mm ⁇ width 100 mm ⁇ thickness: thickness of measurement object
- foam sheet a foam sheet
- a voltage is applied to the test piece under the condition of an applied voltage of 500 V in an atmosphere of a temperature of 23 ° C. and a relative humidity of 50%.
- the surface resistivity after 1 minute from the start of voltage application is measured.
- a volatile plasticizer is added to the molten resin composition 9 for forming an antistatic layer.
- the volatile plasticizer has a function of reducing the melt viscosity of the molten resin composition 9 for forming an antistatic layer, and volatilizes from the antistatic layer after the formation of the antistatic layer so that it does not exist in the antistatic layer. Those are preferably used.
- the volatile plasticizer is added to the molten resin composition for forming an antistatic layer, the molten resin composition for forming an antistatic layer becomes an extruded resin of the molten resin composition for forming an antistatic layer when coextruded.
- an extensibility improving effect that can significantly improve the melt elongation of the antistatic layer in the molten state is obtained. Due to the temperature lowering effect, the bubble structure of the foam layer is less likely to be destroyed by the heat of the antistatic layer during extrusion foaming. Furthermore, since the elongation of the antistatic layer follows the expansion at the time of foaming of the foam layer, the occurrence of cracks on the surface of the foamed sheet 1 due to insufficient elongation of the antistatic layer is prevented by the effect of improving the stretchability.
- the volatile plasticizer is 1 selected from aliphatic hydrocarbons and alicyclic hydrocarbons having 2 to 7 carbon atoms, aliphatic alcohols having 1 to 4 carbon atoms, and aliphatic ethers having 2 to 8 carbon atoms. Species or two or more types are preferably used.
- a low volatile material such as a lubricant
- the low volatile plasticizer may remain in the antistatic layer and contaminate the surface of the packaged body such as glass.
- the volatile plasticizer is preferable from the viewpoint that the resin constituting the antistatic layer is efficiently plasticized and the volatile plasticizer itself hardly remains in the obtained antistatic layer.
- the volatile plasticizer those which are easily volatilized from the antistatic layer are used, and the boiling point thereof is preferably 120 ° C. or lower, more preferably 80 ° C. or lower. If the boiling point of the volatile plasticizer is within this range, the volatile plasticizer will volatilize naturally from the antistatic layer and will be removed naturally if the foamed sheet 1 obtained is allowed to stand after extrusion. .
- the lower limit of the boiling point is approximately ⁇ 50 ° C.
- the addition amount of the volatile plasticizer is preferably 7 parts by mass to 50 parts by mass with respect to 100 parts by mass in total of the low density polyethylene B and the polymer type antistatic agent C.
- the amount of the volatile plasticizer added is preferably 9 parts by mass or more, and more preferably 10 parts by mass or more.
- the addition amount of the volatile plasticizer is approximately 50 parts by mass or less, the physical property of the antistatic layer itself is not lowered, and the volatile plasticizer penetrates into the molten resin composition for forming the antistatic layer. And kneaded sufficiently. For this reason, the volatile plasticizer does not spout from the die lip, and it is possible to sufficiently suppress the formation of holes in the antistatic layer and the surface of the foam sheet to be uneven. Sheet 1 is obtained.
- the addition amount of the volatile plasticizer is preferably 40 parts by mass or less, more preferably 30 parts by mass or less, and further preferably 25 parts by mass or less.
- the antistatic layer 3 has a thermoplastic resin other than the low-density polyethylene B, an antirust agent, an antifogging agent, an antibacterial agent, a colorant, a heat stabilizer, a weathering agent, an ultraviolet ray, and the like within a range not impairing the effects of the present invention.
- Additives such as absorbents and flame retardants can also be contained.
- the reason why the foam sheet 1 with high quality and sufficient antistatic performance can be obtained in which the generation of small holes and through-holes is prevented / suppressed even in the medium- to long-term continuous production is obtained.
- the difference in melting point from the low density polyethylene resin as the base resin is + 20 ° C.
- the above polymer antistatic agent having a melting point of about 135 ° C. is used.
- the temperature in the second extruder is maintained at a high temperature of about 200 ° C. as described above.
- the melted resin composition is completely melted and no unmelted polymer antistatic crystal is precipitated.
- the molten resin composition for forming an antistatic layer is introduced into the die 13 as described above, it is cooled so as to be as close as possible to the proper foaming temperature, and is specifically about 120 ° C. (low density polyethylene resin)
- the melting point is about 10 ° C. or lower. Since the melting point of the conventional polymer antistatic agent is about 135 ° C., a part of the polymer antistatic agent melted in the second extruder crystallizes and precipitates at such a cooling temperature. It is thought that it will end up.
- the molten resin composition for forming an antistatic layer containing the precipitated crystals is laminated and co-extruded with the molten resin composition for forming a foam layer in a coextrusion die, the deposited crystals stay on and adhere to the inner wall surface of the die.
- the amount of crystals adhering to the inner wall surface of the die is small, so the influence on the antistatic layer is small.
- the amount of crystals staying and adhering increases dramatically, and finally the molten resin composition for forming an antistatic layer is formed.
- the antistatic agent has a melting point difference from the low density polyethylene B in the range of ⁇ 10 ° C. to + 10 ° C., and the melt flow rate is 10 g / 10 min or more.
- the crystallization of the polymer antistatic agent C is prevented or suppressed in the die even at the cooling temperature as described above. Therefore, in the present invention, unlike the case of using a conventional polymer type antistatic agent, although it is thin, not only a short period of several hours but also a medium to long period of several days. Even in the continuous production, it is possible to obtain a foam sheet 1 exhibiting high quality and sufficient antistatic performance in which the generation of small holes and through-holes, which are considered to be caused by the polymer type antistatic agent, is prevented and suppressed.
- the method for producing a foamed sheet of the present invention prevents and suppresses the generation of small holes and through holes not only in a short period of several hours but also in the medium and long periods of several days. Excellent continuous productivity. Accordingly, in the production of the foamed sheet of the present invention, the foamed sheet can be wound up as a roll having a length of 100 m or more, preferably 300 m or more during production, although it varies depending on the thickness and the length in the width direction. On the other hand, in the conventional manufacturing method, there is a possibility that defects in small holes and through holes may occur in the foam sheet when continuous production is performed over a medium to long period of several days.
- the smaller the number of through-holes having a diameter of 1 mm or more present in the polyethylene-based resin laminated foam sheet the more preferable. Specifically, it is preferable that the number of through-holes of 1 mm or more generated in 1 hour after the lapse of 2 days and 7 days from the start of production is less than 3.
- the thickness (average thickness) of the foam sheet 1 obtained by the production method of the present invention is 0.05 mm or more and 0.5 mm or less.
- the lower limit of the average thickness is preferably 0.07 mm, more preferably 0.1 mm, and still more preferably 0.15 mm.
- the upper limit of the average thickness is preferably 0.4 mm, more preferably 0.35 mm, and still more preferably 0.3 mm.
- the average thickness of the foam sheet can be adjusted within the above range mainly by adjusting the apparent density, the gap between the die lips during extrusion, the blow-up ratio, and the take-up speed.
- the average thickness of the foam sheet 1 can be measured using an offline thickness measuring machine TOF-4R manufactured by Yamabun Electric Co., Ltd. First, the thickness of the entire width of the foam sheet 1 is measured at intervals of 1 cm. Based on the thickness of the foam sheet 1 measured at intervals of 1 cm, the arithmetic average thickness of the full width is obtained. In addition, the foam sheet 1 used for said measurement uses what adjusted the state for 24 hours or more on conditions of temperature 23 +/- 5 degreeC and relative humidity 50%.
- the apparent density of the foamed sheet 1 obtained by the production method of the present invention is preferably in the range of 20 to 450 kg / m 3 . It is preferable that the apparent density is in the above range because the cushioning property is excellent as a packaging material such as a slip sheet. From this viewpoint, the apparent density is preferably 30 to 300 kg / m 3 , more preferably 50 to 200 kg / m 3 .
- the apparent density of the foam sheet 1 is obtained by dividing the weight per unit area (g / m 2 ) of the foam sheet by the average thickness of the foam sheet 1 and further converting the unit to [kg / m 3 ]. be able to.
- the apparent density of the foam sheet 1 can be adjusted within the above range mainly by adjusting the injection amount of the physical foaming agent and the resin temperature.
- the ratio of the discharge diameter of the annular die to the diameter of the mandrel is preferably 2.2 to 3.8.
- the above range is preferable because there is no waviness phenomenon in the circumferential direction due to foaming, excellent thickness accuracy, and excellent foamed sheets without excessive flattening of bubbles in the width direction.
- the novel polyethylene-based resin laminated foam sheet according to the present invention is a high-quality one that prevents and suppresses the generation of small holes and through-holes despite its extremely small thickness, and is sufficient. Expresses antistatic performance. Therefore, the novel polyethylene-based resin laminated foam sheet of the present invention can be used for transporting thin glass plates for image display devices such as liquid crystal displays, plasma displays, electroluminescence displays, etc. It is widely and extremely useful as a glass sheet slip for preventing damage during packaging. In addition, it is a foam sheet that can be produced continuously over the medium to long term and is industrially extremely high in production efficiency.
- Table 1 shows the low-density polyethylene used in the examples and comparative examples.
- Table 2 shows polymer antistatic agents used in Examples and Comparative Examples.
- the air conditioner used in Examples and Comparative Examples is a mixture of sodium bicarbonate and monosodium citrate in a weight ratio of 1: 1, and a chemical foaming agent having an average particle diameter (d50) of 6 ⁇ m and a maximum particle diameter of 30 ⁇ m. Using.
- a first extruder (tandem extruder) in which an extruder with a barrel inner diameter of 115 mm for forming a foam layer and an extruder with a barrel inner diameter of 150 mm are connected downstream thereof, and a barrel for forming an antistatic layer
- the one provided with a second extruder having an inner diameter of 65 mm was used.
- the exit sides of the first and second extruders were connected to a coextrusion annular die.
- the temperature control of the die lip part mold was performed for each of the divided parts obtained by dividing the lip part mold into eight parts.
- the foamed layer is a resin melt adjusted to 200 ° C. by supplying the low-density polyethylene shown in Table 3 and the air conditioner to the raw material inlet of the first extruder with the formulation shown in Table 3, and kneading with heating. It was a thing.
- a mixed butane of 70% by weight normal butane and 30% by weight isobutane as a physical foaming agent is press-fitted into the resin melt to 100 parts by mass of low-density polyethylene so that the blending amount shown in Table 3 is obtained, followed by heat-kneading.
- the blending amounts of the bubble regulator and the physical foaming agent in Table 3 represent the parts by mass of the bubble regulator and the physical foaming agent relative to 100 parts by mass of the low density polyethylene constituting the foamed layer.
- the low-density polyethylene shown in Table 3, the polymer antistatic agent, and the volatile plasticizer shown in Table 3 are supplied to the second extruder, heated and kneaded at 200 ° C., and then cooled.
- the resin temperature shown in Table 3 was adjusted to obtain a molten resin composition for forming an antistatic layer, and the molten resin composition for forming an antistatic layer was introduced into an annular die for coextrusion.
- the antistatic layer forming molten resin composition is merged and laminated on the outside and inside of the foamed layer forming molten resin composition in the co-extrusion annular die, and extruded as a laminated melt into the atmosphere through the lip of the die.
- a cylindrical laminated foam having a three-layer structure of / foam layer / antistatic layer was formed. While expanding the laminated foam with a blow-up ratio shown in Table 3 with a mandrel, the laminated foam is taken up at the speed shown in Table 3, and further cut along the extrusion direction, wound up on a roll body of a predetermined length, and antistatic. A foam sheet in which the layers were laminated and adhered to both surfaces of the foam layer was obtained.
- the compounding amount of the volatile plasticizer in Table 3 represents a mass part of the volatile plasticizer with respect to 100 parts by mass in total of the low density polyethylene and the polymer type antistatic agent constituting the antistatic layer.
- Table 4 shows the physical properties of the foam sheets obtained in Examples and Comparative Examples.
- the foamed sheets obtained in Examples 1 to 3 used a specific polymer type antistatic agent (protection 1: melting point 114 ° C.) having a melting point difference of + 7 ° C. from low density polyethylene B.
- protection 1 melting point 114 ° C.
- the generation of through-holes on the surface is prevented and suppressed, and in addition, antistatic performance Is sufficiently expressed. Therefore, it can be seen that the foamed sheet of the present invention is an industrially extremely valuable foamed sheet that has antistatic performance and can be produced stably and in large quantities.
- the foamed sheets obtained in Comparative Examples 1 and 2 have a high melting point (135 ° C.) polymer antistatic agent (Band 2 and bamboo 3) having a melting point difference of 28 ° C. from that of low density polyethylene.
- a high melting point (135 ° C.) polymer antistatic agent Band 2 and bamboo 3
- the generation of through-holes has already been observed, and in the long-term continuous production of 168 hours (7 days), the generation of through-holes is still remarkable. It can be seen that the production efficiency is low.
- the foamed sheet obtained in Comparative Example 3 uses a polymer antistatic agent having a melting point difference of ⁇ 15 ° C. with respect to low density polyethylene (Band prevention 4: melting point 92 ° C.).
- Comparative Example 4 when the blending amount is increased in order to sufficiently develop the antistatic ability, since the amount of the bandage 4 having a low melt flow rate is large, the film formation of the antistatic layer itself is performed. It was difficult, and it was difficult to produce a foamed sheet stably.
- the foamed sheet obtained in Comparative Example 5 is in contrast to Example 2, and it can be seen that the antistatic agent having a large melting point difference from the low-density polyethylene resin is not suitable for long-term continuous production.
- the average thickness of the foamed sheet was measured using an offline thickness measuring machine TOF-4R manufactured by Yamabun Electric Co., Ltd. First, the thickness of the foam sheet was measured at intervals of 1 cm. Based on the thickness of the foam sheet measured at intervals of 1 cm, the arithmetic average thickness of the full width was obtained. In addition, the foam sheet used for said measurement used what adjusted the state for 48 hours on the conditions of temperature 23 +/- 5 degreeC and relative humidity 50%.
- the basis weight of the foam sheet is obtained by cutting out a rectangular test piece having a width of 250 mm over the entire width of the foam sheet, and dividing the weight (g) of the test piece by the area of the test piece (sheet width (mm) ⁇ 250 mm). It converted into the weight (g) of the laminated foam board per 1 m ⁇ 2 >, and this was made into the basic weight (g / m ⁇ 2 >) of a foam sheet.
- the apparent density of the foam sheet was obtained by dividing the basis weight (g / m 2 ) of the foam sheet obtained by the above method by the average thickness of the foam sheet obtained above.
- Basis weight per side of antistatic layer The basis weight per side of the antistatic layer is determined by L (kg / hr) of the amount discharged from the extruder per side of the molten resin composition for forming the antistatic layer, the foam take-up speed M (m / min), and the total width of the foam. N (m) was determined by the following formula (1).
- the number of through-holes of 1 mm or more generated in 1 hour is less than 3 poor: The number of through-holes of 1 mm or more generated in 1 hour after 168 hours passed is 3 or more and less than 5 bad: The number of through-holes of 1 mm or more generated in 1 hour after 168 hours has elapsed is 5 or more.-: Cannot be evaluated (foamed sheet cannot be formed)
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Laminated Bodies (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Molding Of Porous Articles (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
Abstract
Description
また、近年、薄型テレビ等の開発、需要拡大に伴い、液晶ディスプレイ、プラズマディスプレイ、エレクトロルミネッセンスディスプレイ等の画像表示機器用のガラス板の梱包や搬送時における、ガラス板の表面の損傷を防止するために、ガラス板間に配置される間紙として帯電防止層を備えたポリエチレン系樹脂積層発泡シートが使用されている(特許文献1、2)
これらのポリエチレン系樹脂積層発泡シートは、平均厚みが0.5mm以下であっても、小孔や貫通孔の発生が防止・抑制された高品質なものであり、優れた帯電防止性能と緩衝性を有するものである。
本発明は上記した事情に鑑みなされたものであって、厚みが極めて薄いにもかかわらず、中長期の連続生産においても小孔や貫通孔の発生が防止・抑制され、高品質で優れた帯電防止性能を発現する、新規なポリエチレン系樹脂積層発泡シートの製造方法、新規なポリエチレン系樹脂積層発泡シート及びそれを用いたガラス板用間紙を提供することを目的とする。
低密度ポリエチレンA及び物理発泡剤を混練してなる発泡層形成用溶融樹脂組成物と、低密度ポリエチレンB及び帯電防止剤を混練してなる帯電防止層形成用溶融樹脂組成物とをダイ内で合流積層させた積層物を共押出して発泡させる工程を含み、
帯電防止剤は、低密度ポリエチレンBとの融点差が-10℃~+10℃の範囲内の融点を有し、かつメルトフローレイトが10g/10分以上である高分子型帯電防止剤Cであることを特徴とするポリエチレン系樹脂積層発泡シートの製造方法。
<2>低密度ポリエチレンA及び低密度ポリエチレンBのメルトフローレイトが共に10~20g/10分である<1>に記載のポリエチレン系樹脂積層発泡シートの製造方法。
<3>高分子型帯電防止剤Cの融点が120℃以下である<1>または<2>に記載のポリエチレン系樹脂積層発泡シートの製造方法。
<4>高分子型帯電防止剤Cのメルトフローレイトに対する低密度ポリエチレンBのメルトフローレイトの比(低密度ポリエチレンBのメルトフローレイト/高分子型帯電防止剤Cのメルトフローレイト)が2以下であることを特徴とする<1>から<3>のいずれかに記載のポリエチレン系樹脂積層発泡シートの製造方法。
<5>帯電防止層の坪量が1~5g/m2である<1>から<4>のいずれかに記載のポリエチレン系樹脂積層発泡シートの製造方法。
<6>帯電防止層における高分子型帯電防止剤Cの配合量が、低密度ポリエチレンB100質量部に対して5~300質量部である<1>から<5>のいずれかに記載のポリエチレン系樹脂積層発泡シートの製造方法。
<7>低密度ポリエチレンAからなる発泡層の少なくとも片面に低密度ポリエチレンBと帯電防止剤を含む帯電防止層が積層接着された、ポリエチレン系樹脂積層発泡シートであって、発泡シートの厚みが0.05mm~0.5mmの範囲内、見掛け密度が20~450kg/m3の範囲内であり、帯電防止剤が、低密度ポリエチレンBとの融点差が-10℃~+10℃の範囲内の融点を有し、かつメルトフローレイトが10g/10分以上である高分子型帯電防止剤Cであり、該高分子型帯電防止剤Cが低密度ポリエチレンB100質量部に対して、5~300質量部配合されていることを特徴とするポリエチレン系樹脂積層発泡シート。
<8><7>に記載のポリエチレン系樹脂積層発泡シートからなるガラス板間紙。
また、本発明に係る新規なポリエチレン系樹脂積層発泡シートは、厚みが極めて薄いにもかかわらず、小孔や貫通孔の発生が防止・抑制された高品質なものであり、しかも十分な帯電防止性能を発現する。
したがって、本発明の新規なポリエチレン系樹脂積層発泡シートは、帯電防止機能等が強く要求される分野、殊に液晶ディスプレイ、プラズマディスプレイ、エレクトロルミネッセンスディスプレイ等の画像表示機器用の薄型ガラス板の搬送や梱包時の損傷を防止するためのガラス板用間紙として広くその需要が見込まれる。
また、本発明の新規なポリエチレン系樹脂積層発泡シートは、中長期に亘って連続的に製造することが可能であり、工業的に極めて生産効率の高い発泡シートである。
低密度ポリエチレンA及び物理発泡剤を混練してなる発泡層形成用溶融樹脂組成物と、低密度ポリエチレンB及び帯電防止剤を混練してなる帯電防止層形成用溶融樹脂組成物とをダイ内で合流積層させた積層物を共押出して発泡させる工程を含み、
帯電防止剤は、低密度ポリエチレンBとの融点差が-10℃~+10℃の範囲内の融点を有し、かつメルトフローレイトが10g/10分以上である高分子型帯電防止剤Cであることを特徴としている。
図2は本発明の製造方法で得られる新規なポリエチレン系樹脂積層発泡シート1の模式断面図であり、低密度ポリエチレンAからなる発泡層2(以下、単に発泡層2ともいう)の両面に低密度ポリエチレンBと高分子型帯電防止剤Cを含む帯電防止層3、3(以下、単に帯電防止層3ともいう)が共押出により積層されている。なお、図2は、発泡層2の両面に帯電防止層3、3が積層された発泡シート1を示しているが、発泡層2の片面だけに帯電防止層3が積層された発泡シート1であってもよい。
本発明のポリエチレン系樹脂積層発泡シート1(以下、単に発泡シート1ともいう)の製造方法を説明する。図1、2に示すように、まず、発泡層2を構成する低密度ポリエチレンA、その他必要に応じて添加される気泡調整剤等の添加剤を第1押出機4に供給して200℃程度に加熱混練し、物理発泡剤5を圧入して更に混練し、第1押出機内4で発泡層形成用溶融樹脂組成物6とする。
そして、上記発泡層形成用溶融樹脂組成物6を発泡適正温度に冷却し、帯電防止層形成用溶融樹脂組成物9を発泡適正温度にできる限り近づくように冷却する。
本発明の製造方法において、発泡層2は、低密度ポリエチレンA、物理発泡剤5、必要に応じて気泡調整剤及びその他の添加剤を配合した発泡層形成用溶融樹脂組成物6を帯電防止層形成用溶融樹脂組成物9と共に共押出して発泡させることにより形成する。以下に、発泡層2を製造するために用いる材料について詳述する。
低密度ポリエチレンAとしては、長鎖分岐構造を有する、密度が900kg/m3以上930kg/m3未満のポリエチレンを用いることができる。上記樹脂は、良好な発泡性を示し、得られる発泡シート1は緩衝特性において優れたものとなる。上記観点から、低密度ポリエチレンAの密度は910kg/m3以上925kg/m3以下であることが好ましい。
また、前記低密度ポリエチレンAの融点は100~120℃が好ましく、105~115℃がさらに好ましい。
前記低密度ポリエチレンAの融点は、JIS K7121-1987に準拠する方法により測定することができる。具体的には、示差走査熱量計を用いて、40℃から200℃まで10℃/分にて昇温することにより加熱溶融させ、その温度に10分間保った後、40℃まで10℃/分にて冷却する熱処理後、再度、加熱速度40℃から200℃まで10℃/分にて昇温することにより融解ピークを得る。そして得られた融解ピークのうち最も大きな融解ピークの頂点の温度を融点とする。
また、メルトフローレイトは、5g/10分以上であることが好ましく、10g/10分以上であることがより好ましく、15g/10分以上であることがさらに好ましい。メルトフローレイトは、JIS K7210-1:2014に従って、温度190℃、荷重2.16kgにて測定される値である。
なお、低密度ポリエチレンAとして2種以上の混合物を用いる場合、その混合物の融点及びメルトフローレイトは、押出機で予め溶融混練したものについて測定される融点及びメルトフローレイトにて特定される。
また、本発明で好ましく使用される低密度ポリエチレンAの市販品としては、たとえば、NUC社製の「製品名NUC8321」(メルトフローレイト1.9g/10分、融点112℃)などが挙げられる。
前記他のポリエチレン系樹脂としては、エチレン成分単位が50モル%以上の樹脂であり、具体的には、高密度ポリエチレン、直鎖状低密度ポリエチレン、超低密度ポリエチレン、エチレン-酢酸ビニル共重合体、エチレン-メタクリル酸メチル共重合体、エチレン-アクリル酸エチル共重合体等や、さらにそれらの2種以上の混合物が挙げられる。
低密度ポリエチレンA以外の樹脂やエラストマーの配合量は低密度ポリエチレンA100質量部に対して20質量部以下が好ましく、10質量部以下がより好ましく、5質量部以下が特に好ましい。低密度ポリエチレンAと共に、前記低密度ポリエチレンA以外の樹脂やエラストマーを混練して発泡層形成用溶融樹脂組成物を構成する基材樹脂とすることができる。
本発明方法においては、低密度ポリエチレンAを押出機に供給して、加熱、混練して溶融樹脂とし、次いで物理発泡剤5を圧入してさらに混練することにより発泡層形成用溶融樹脂組成物6を形成する。物理発泡剤5は有機系又は無機系物理発泡剤であって良い。有機系物理発泡剤としては、例えば、プロパン、ノルマルブタン、イソブタン、ノルマルペンタン、イソペンタン、ノルマルヘキサン、イソヘキサン等の脂肪族炭化水素、シクロペンタン、シクロヘキサンなどの脂環式炭化水素、塩化メチル、塩化エチル等の塩化炭化水素、1,1,1,2-テトラフロロエタン、1,1-ジフロロエタン等のフッ化炭化水素、ジメチルエーテル、メチルエチルエーテル等のエーテル類、メタノール、エタノール等のアルコール類が挙げられる。
無機系物理発泡剤としては、例えば、酸素、窒素、二酸化炭素、空気、水が挙げられる。これらの物理発泡剤は、2種以上を混合して使用することが可能である。これらのうち、発泡性の観点から有機系物理発泡剤が好ましく、中でもノルマルブタン、イソブタン、又はこれらの混合物を主成分とするものが特に好適である。
該物理発泡剤の添加量は、その種類、目的とする発泡層の見掛け密度に応じて調整する。例えば、物理発泡剤としてイソブタン30重量%とノルマルブタン70重量%とのブタン混合物などの物理発泡剤を用いて見掛け密度20~450kg/m3の発泡シートを得る場合、発泡層形成用溶融樹脂組成物を構成する基材樹脂100質量部に対して4~35質量部、好ましくは5~30質量部、より好ましくは6~25質量部である。
本発明方法においては、前記低密度ポリエチレンAと共に気泡調整剤を押出機に供給することができる。気泡調整剤としては、無機粉体や化学発泡剤を用いることができる。該無機粉体としては、タルク、ゼオライト、シリカ、炭酸カルシウムなどが例示される。該化学発泡剤としては、アゾジカルボンアミド、ヒドラゾジカルボンアミド、アゾビスイソブチロニトリル、炭酸水素ナトリウム(重曹)や、炭酸水素ナトリウムとクエン酸又はクエン酸一ナトリウム等のクエン酸モノアルカリ金属塩との混合物である重曹-クエン酸系化学発泡剤などが例示される。前記化学発泡剤の中でも、気泡径が小さく、緩衝性に優れる発泡シートを得るためには、重曹-クエン酸系化学発泡剤が好ましい。
特に、平均粒子径3~8μmの重曹-クエン酸系化学発泡剤を使用すると、発泡シートを貫く貫通孔の発生をより効果的に防止することができることから好ましい。かかる観点から、該平均粒子径は4~7μmであることがより好ましい。また、化学発泡剤の最大粒子径は100μm以下であることが好ましく、80μm以下であることがより好ましい。
上記の平均粒子径とは、レーザ回折散乱式粒度分布測定にて測定されるメジアン径(d50)を意味する。また、上記化学発泡剤の最大粒子径は、化学発泡剤から無作為にサンプリングした約1~3mg程度の粒子群を光学顕微鏡等で拡大観察し、粒子群の中で最も長軸径の長い粒子の長軸径を化学発泡剤の最大粒子径とする。
前記気泡調整剤の添加量は、発泡層形成用溶融樹脂組成物6を構成する基材樹脂100質量部に対して0.1~3質量部であることが好ましく、より好ましくは0.2~2質量部である。該添加量が上記範囲であると、気泡径を所望の範囲に調整しやすいことから好ましい。
発泡層2には、上記成分の他、本発明の効果を損なわない範囲で、各種添加剤を添加することができる。添加剤としては、例えば、酸化防止剤、熱安定剤、耐候剤、紫外線吸収剤、難燃剤、無機充填剤、抗菌剤、着色剤等が挙げられる。
本発明の製造方法において、帯電防止層3は、低密度ポリエチレンBと高分子型帯電防止剤C、好ましくは可塑剤その他の添加剤を配合した帯電防止層形成用溶融樹脂組成物を発泡層形成用溶融樹脂組成物と共に共押出ダイ内で積層合流させ共押出することにより形成できる。
帯電防止層3の片面当たりの坪量は、0.5~5g/m2の範囲内であることが好ましい。帯電防止層3の片面当たりの坪量が上記範囲であれば、発泡層との積層が容易で、薄物の発泡シートとすることができ、かつ帯電防止性能を効果的に付与することができる。
上記観点から、片面当たりの坪量は0.7~4g/m2がより好ましく、1~3g/m2であることがさらに好ましい。本発明の製造方法においては、後述する特定の帯電防止剤を使用することにより低坪量であっても、中長期における穴あき防止性能に優れる発泡シートとすることができる。帯電防止層の片面当たりの坪量は、片面当たりの帯電防止層形成用溶融樹脂組成物の押出機吐出量をL(kg/hr)、発泡体引取速度M(m/min)、発泡体全幅N(m)として、以下の式(1)により求めることができる。
帯電防止層の坪量(g/m2)=L×103/(M×N×60)・・・(1)
(低密度ポリエチレンB)
低密度ポリエチレンBとしては、発泡層との共押出が容易で製造安定性に優れることから発泡層2を形成する低密度ポリエチレンAと同様のものを使用することができる。
このような高分子型帯電防止剤Cを用いると中長期に亘る連続生産においても小孔や貫通孔等の発生が防止・抑制された高品質で優れた帯電防止機能を発現するポリエチレン系樹脂積層発泡シート1を得ることができる。
この正確な理由は現時点では定かではないが、後述するように、本発明で用いる高分子方帯電防止剤Cは融点が低くメルトフローレイトが高いため、従来の融点が高い高分子型帯電防止剤のように環状ダイ内での小孔や貫通孔の発生原因となる結晶の析出が抑制されることによるものと考えている。
本発明で用いる高分子型帯電防止剤Cの融点と、上記低密度ポリエチレンBの融点との差([低密度ポリエチレンBの融点]-[高分子型帯電防止剤Cの融点])が-10~+10℃の範囲内であるが、更なる連続運転においても高品質の発泡シートを得る観点から、前記融点差は好ましくは-8~+8℃であり、より好ましくは-7~+7℃である。
また、高分子型帯電防止剤Cの融点は、125℃以下であることが好ましく、120℃以下であることがより好ましい。一方、融点の下限は概ね100℃程度である。
なお、帯電防止層における低密度ポリエチレンBと高分子型帯電防止剤Cの融点は、いずれも前記低密度ポリエチレンAと同様の方法によって求められる。
また、高分子型帯電防止剤Cのメルトフローレイトは、10g/10分以上であり、20g/10分以上であることが好ましく、30g/10分以上であることがより好ましい。一方、その上限は概ね100g/10分程度である。上記範囲であれば、帯電防止剤が流動性に優れ、効果的に帯電防止性能を発揮することから好ましい。
また、高分子型帯電防止剤Cのメルトフローレイトは、10g/10分以上であり、20g/10分以上であることが好ましく、30g/10分以上であることがより好ましい。一方、その上限は概ね100g/10分程度である。上記範囲であれば、帯電防止剤が流動性に優れ、効果的に帯電防止性能を発揮することから好ましい。低密度ポリエチレンB、高分子型帯電防止剤Cのメルトフローレイトは、前記低密度ポリエチレンAと同様の方法によって求められる。また、高分子型帯電防止剤Cのメルトフローレイトに対する低密度ポリエチレンBのメルトフローレイトの比(低密度ポリエチレンBのメルトフローレイト/高分子型帯電防止剤Cのメルトフローレイト)は2以下であることが好ましく、1以下であることがより好ましく、0.8以下であることがさらに好ましい。該比が上記範囲であると、高分子型帯電防止剤Cが網状または層状に分散し、優れた帯電防止性能をより効果的に発揮することができる。一方、該比の下限は概ね0.01以上であることが好ましい。
帯電防止層における高分子型帯電防止剤Cの配合量は、十分な帯電防止特性を有し、かつ高品質の発泡シートを得る上で、該帯電防止層を構成する低密度ポリエチレンB100質量部に対して、5~300質量部であることが好ましく、より好ましくは7~150質量部、更に好ましくは10~100質量部である。
本発明においては、上記高分子型帯電防止剤Cを添加することにより、帯電防止層3面の表面抵抗率を、1×107~1×1012Ωにすることができる。該表面抵抗率が上記範囲内であれば、発泡シートは十分な帯電防止特性を示すものとなる。前記観点からは、該表面抵抗率は、8×1011Ω以下が好ましく、5×1011Ω以下がさらに好ましい。
本発明における表面抵抗率は、下記の試験片の状態調節を行った後、JIS K6271:2008に準拠して測定される。具体的には、測定対象物である発泡シートから切り出した試験片(縦100mm×横100mm×厚み:測定対象物厚み)を温度23℃、相対湿度50%の雰囲気下に36時間放置することにより試験片の状態調節を行う。次いで、温度23℃、相対湿度50%の雰囲気下において印加電圧500Vの条件にて、試験片に電圧を印加する。電圧印加を開始して1分経過後の表面抵抗率を測定する。
本発明の製造方法においては、帯電防止層形成用溶融樹脂組成物9は揮発性可塑剤が添加されることが好ましい。揮発性可塑剤としては、帯電防止層形成用溶融樹脂組成物9の溶融粘度を低下させる機能を有すると共に、帯電防止層形成後に、該帯電防止層より揮発して帯電防止層中に存在しなくなるものが好ましく用いられる。
揮発性可塑剤を帯電防止層形成用溶融樹脂組成物中に添加することにより、帯電防止層形成用溶融樹脂組成物は、共押出する際に、帯電防止層形成用溶融樹脂組成物の押出樹脂を発泡層形成用溶融樹脂組成物の押出樹脂温度に近づけることができる温度低下効果と共に、溶融状態の帯電防止層の溶融伸びを著しく向上させることができる伸張性改善効果が得られる。温度低下効果により、押出発泡時に帯電防止層の熱によって発泡層の気泡構造が破壊されにくくなる。さらに伸張性改善効果により、帯電防止層の伸びが発泡層の発泡時の伸びに追随するので、帯電防止層の伸び不足による発泡シート1表面における亀裂発生が防止される。
前記揮発性可塑剤としては、炭素数2~7の脂肪族炭化水素や脂環式炭化水素、炭素数1~4の脂肪族アルコール、および炭素数2~8の脂肪族エーテルから選択される1種、或いは2種以上のものが好ましく用いられる。滑剤のように揮発性の低いものを可塑剤として用いた場合、揮発性の低い可塑剤は帯電防止層に残存し、ガラス等の被包装体の表面を汚染することがある。これに対し揮発性可塑剤は、帯電防止層を構成する樹脂を効率よく可塑化させ、得られる帯電防止層に揮発性可塑剤自体が残り難いという点から好ましい。
揮発性可塑剤は帯電防止層から揮発し易いものが用いられ、その沸点は、120℃以下が好ましく、より好ましくは80℃以下である。揮発性可塑剤の沸点がこの範囲であれば、押出した後、得られた発泡シート1を放置しておけば、揮発性可塑剤は帯電防止層から自然に揮散して、自然に除去される。該沸点の下限値は、概ね-50℃である。
揮発性可塑剤の添加量は、低密度ポリエチレンBと高分子型帯電防止剤Cとの合計100質量部に対して7質量部~50質量部であることが好ましい。前述の温度低下効果と伸張性改善効果の観点から、揮発性可塑剤の添加量は、9質量部以上が好ましく、10質量部以上がより好ましい。
一方、揮発性可塑剤の添加量が、概ね50質量部以下であれば、帯電防止層自体の物性低下を引き起こすことがなく、揮発性可塑剤が帯電防止層形成用溶融樹脂組成物中に浸透して十分に混練される。このため、ダイリップから揮発性可塑剤が噴き出したりすることがなく、帯電防止層に穴が開いたり、発泡シートの表面が凹凸状となることを十分に押さえられるので、表面平滑性に優れた発泡シート1となる。かかる観点から、揮発性可塑剤の添加量は、40質量部以下が好ましく、30質量部以下がより好ましく、25質量部以下が更に好ましい。
前記帯電防止層3には、本発明の効果を損なわない範囲で、低密度ポリエチレンB以外の熱可塑性樹脂、防錆剤、防曇剤、抗菌剤、着色剤、熱安定剤、耐候剤、紫外線吸収剤、難燃剤などの添加剤を含有することもできる。
従来、この種の帯電防止層を備えたポリエチレン系樹脂発泡シートにおいては、帯電防止剤としては後記比較例に見られるように、基材樹脂である低密度ポリエチレン系樹脂との融点差が+20℃以上である融点135℃程度の高分子型帯電防止剤が用いられている。このような従来の高分子型帯電防止剤を用いた場合、上記したように第2押出機内の温度は200℃程度の高温に保持されているので、該高分子型帯電防止剤は帯電防止層形成用溶融樹脂組成物中に完全に溶融し、未溶融の高分子型帯電防止剤の結晶は析出しない。
しかしながら、かかる帯電防止層形成用溶融樹脂組成物は上記したようにダイ13に導入される際、発泡適正温度にできる限り近づくように冷却され、具体的には120℃程度(低密度ポリエチレン系樹脂の融点+10℃以下程度)に冷却される。従来の高分子型帯電防止剤の融点は135℃程度であるから、このような冷却温度下においては第2押出機内で溶融していた高分子型帯電防止剤の一部が結晶化して析出してしまうものと考えられる。
そして、この析出結晶を含む帯電防止層形成用溶融樹脂組成物を共押出ダイ内で発泡層形成用溶融樹脂組成物と積層合流させて共押出させると、析出結晶がダイの内壁面に滞留付着し始める。初期の段階(数時間)ではこのダイの内壁面に付着した結晶の滞留付着量は少ないので、帯電防止層に対する影響は小さい。しかし、たとえば2日間の連続生産や、更には7日間といった長期に亘る連続生産の場合には該結晶の滞留量や付着量が飛躍的に増大し、ついには帯電防止層形成用溶融樹脂組成物に該結晶が含まれた状態で押出され、発泡シートに小孔や貫通孔が発生する原因となる。本発明のような薄物発泡シートの場合、特にダイリップのクリアランスを狭めて製造するため、該結晶による影響を受け易く、発泡シートに小孔や貫通孔が生じ易くなるものと考えられる。
これに対して、本発明方法においては、帯電防止剤として、低密度ポリエチレンBとの融点差が-10℃~+10℃の範囲内の融点を有し、かつメルトフローレイトが10g/10分以上の高分子型帯電防止剤Cを用いたことから、上記のような冷却温度下においてもダイ内において高分子型帯電防止剤Cの結晶化が防止又は抑制されるものと考えられる。
したがって、本発明においては、従来の高分子型帯電防止剤を用いた場合とは異なり、厚みが薄いにもかかわらず、数時間の短期間はもちろんのこと、数日間の中長期間に亘っての連続生産においても、高分子型帯電防止剤に起因すると考えられる小孔や貫通孔の発生が防止・抑制された高品質かつ十分な帯電防止性能を発現する発泡シート1を得ることができる。
これに対して、従来の製造方法においては、数日間という中長期間に亘る連続製造を行なった際に発泡シートに小孔や貫通孔の欠陥が発生するおそれがあり、その場合、一度発泡シートをロールから切り離し、欠陥部分を取り除いた後に、再度発泡シートをロール状に巻き取る作業が必要となるため生産効率が著しく低下してしまう。
上記観点から、本発明においては、ポリエチレン系樹脂積層発泡シートに存在する径1mm以上の貫通孔の数が少ないほど好ましい。具体的には、製造開始から2日、7日経過後、1時間に発生する1mm以上の貫通孔の数が3個未満であることが好ましい。
本発明の製造方法で得られる発泡シート1の厚み(平均厚み)は、0.05mm以上0.5mm以下である。間紙としての緩衝性と使用可能性の観点から、平均厚みの下限は好ましくは0.07mm、より好ましくは0.1mm、更に好ましくは0.15mmである。一方、平均厚みの上限は、好ましくは0.4mm、より好ましくは0.35mm、更に好ましくは0.3mmである。発泡シートの平均厚みは、主に前記見掛け密度、押出時のダイリップの間隙、ブローアップ比、引取速度を調整することにより前記範囲内に調整することができる。
発泡シート1の平均厚みは、株式会社山文電気製オフライン厚み測定機TOF-4Rなどを使用し測定することができる。まず発泡シート1の全幅について、1cm間隔で厚みの測定を行う。この1cm間隔で測定される発泡シート1の厚みを基に、全幅の算術平均厚みを求める。尚、上記の測定に使用する発泡シート1は、温度23±5℃、相対湿度50%の条件下で24時間以上状態調整したものを用いる。
本発明の製造方法で得られる発泡シート1の見掛け密度は、好ましくは20~450kg/m3の範囲内である。見掛け密度が上記範囲であると間紙等の包装材として緩衝性に優れたものとなることから好ましい。かかる観点から、該見掛け密度は30~300kg/m3が好ましく、より好ましくは50~200kg/m3である。
なお、発泡シート1の見掛け密度は、発泡シートの単位面積当たりの重量(g/m2)を発泡シート1の平均厚みで割算し、さらに[kg/m3]に単位換算することにより求めることができる。発泡シート1の見掛け密度は、主に物理発泡剤の注入量、樹脂温度の調整により前記範囲内に調整することができる。
本発明に係る新規なポリエチレン系樹脂積層発泡シートは、前記したように、厚みが極めて薄いにもかかわらず、小孔や貫通孔の発生が防止・抑制された高品質なものであり、しかも十分な帯電防止性能を発現する。
したがって、本発明の新規なポリエチレン系樹脂積層発泡シートは、帯電防止機能等が強く要求される分野、殊に液晶ディスプレイ、プラズマディスプレイ、エレクトロルミネッセンスディスプレイ等の画像表示機器用の薄型ガラス板の搬送や梱包時の損傷を防止するためのガラス板用間紙として広く極めて有用なものである。また、中長期に亘って連続的に製造することが可能であり、工業的に極めて生産効率の高い発泡シートである。
実施例及び比較例で用いた低密度ポリエチレンを表1に示す。


実施例及び比較例で用いた気泡調整剤は、炭酸水素ナトリウムとクエン酸一ナトリウムとの重量比1:1の混合物であり、平均粒子径(d50)6μm、最大粒子径30μmの化学発泡剤を用いた。
発泡シート製造装置として、発泡層形成用のバレル内径115mmの押出機とその下流側にバレル内径150mmの押出機が連結された第1押出機(タンデム押出機)と、帯電防止層形成用のバレル内径65mmの第2押出機とを備えたものを用いた。第1押出機と第2押出機の出口側は共押出用環状ダイに接続された。なお、ダイのリップ部金型の温調は、リップ部金型を8分割して分割された部分ごとに行なった。
発泡層は、表3に示す低密度ポリエチレンと気泡調整剤とを、表3に示す配合で前記第1押出機の原料投入口に供給し、加熱混練して、200℃に調整された樹脂溶融物とした。該樹脂溶融物に物理発泡剤としてノルマルブタン70重量%とイソブタン30重量%の混合ブタンを、低密度ポリエチレン100質量部に対して、表3に示す配合量となるように圧入して加熱混練し、次いで冷却して表3に示す樹脂温度の発泡層形成用溶融樹脂組成物とし、該発泡層形成用溶融樹脂組成物を共押出用環状ダイに導入した。表3における気泡調整剤及び物理発泡剤の配合量は、発泡層を構成する低密度ポリエチレン100質量部に対する気泡調整剤及び物理発泡剤の質量部を表す。
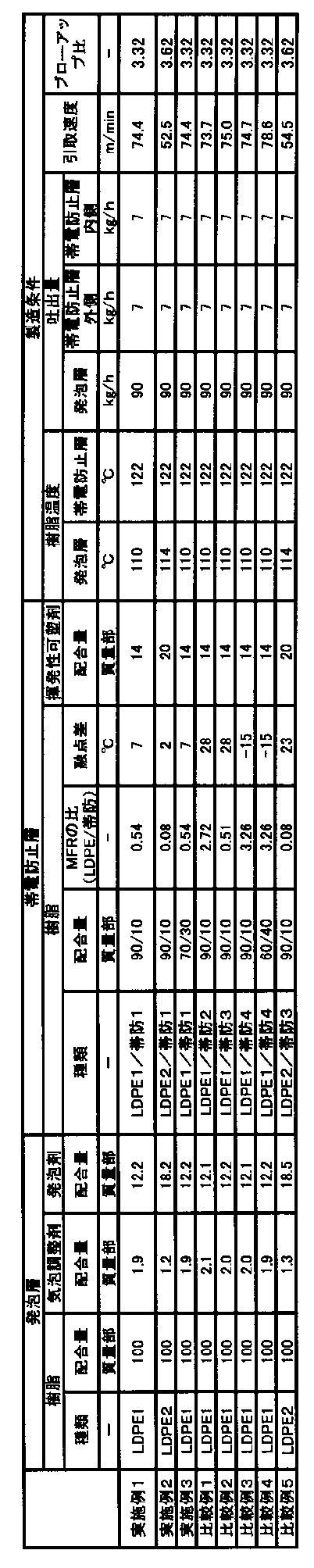

表4から、実施例1~3で得られる発泡シートは、低密度ポリエチレンBとの融点差が+7℃である特有な高分子型帯電防止剤(帯防1:融点114℃)を用いたことから、48時間(2日間)という中期連続生産においてはもとより168時間(7日間)という長期の連続生産においてもその表面に貫通孔の発生が防止・抑制されたものであり、加えて帯電防止性能が十分発現するものである。したがって本発明の発泡シートは、帯電防止性能を有し、かつ安定的かつ大量に生産できる工業的に極めて価値のある発泡シートであることが分かる。
これに対して、比較例1~2で得られる発泡シートは低密度ポリエチレンとの融点差が28℃である高融点(135℃)の高分子型帯電防止剤(帯防2、帯防3)を用いたものであるが、48時間(2日間)という中期連続生産においてすでに貫通孔の発生がみられ、168時間(7日間)という長期の連続生産にあってはなおさら貫通孔の発生が著しいものであり、生産効率の低いものであることが分かる。
比較例3で得られる発泡シートは低密度ポリエチレンとの融点差が-15℃である高分子帯電防止剤(帯防4:融点92℃)を用いたものであるが、配合量が少量の場合には小孔や貫通孔のない高品質な発泡シートが得られるものの、十分な帯電防止性能が発現しない。そこで、比較例4のように、帯電防止能を十分に発現させようとしてその配合量を多くすると、こんどはメルトフローレイトが低い帯防4が多量であるため、帯電防止層の製膜自体が難しく、発泡シートを安定して製造することが困難であった。
比較例5で得られる発泡シートは実施例2と対比されるものであり、低密度ポリエチレン系樹脂との融点差が大きい帯電防止剤では長期連続生産に不向きであることがわかる。
発泡シートの平均厚みは、株式会社山文電気製オフライン厚み測定機TOF-4Rを使用し測定した。まず発泡シート全幅について、1cm間隔で厚みの測定を行った。この1cm間隔で測定される発泡シート厚みを基に、全幅の算術平均厚みを求めた。尚、上記の測定に使用する発泡シートは、温度23±5℃、相対湿度50%の条件下で48時間状態調整したものを用いた。
発泡シートの坪量は、発泡シート全幅に亘って幅250mmの矩形状の試験片を切り出し、該試験片の重量(g)を該試験片の面積(シート幅(mm)×250mm)で割り算し、1m2当たりの積層発泡板の重量(g)に換算し、これを発泡シートの坪量(g/m2)とした。
発泡シートの見掛け密度は、上記方法により求めた発泡シートの坪量(g/m2)を、上記により求めた発泡シートの平均厚みで割算して求めた。
帯電防止層の片面当たりの坪量は、帯電防止層形成用溶融樹脂組成物の片面当たりの押出機吐出量をL(kg/hr)、発泡体引取速度M(m/min)、発泡体全幅N(m)として、以下の式(1)により求めた。
帯電防止層の坪量(g/m2)=L×103/(M×N×60)・・・(1)
(中期)
発泡シート製造時に欠点検出器を用いて発泡シートの表面を製造開始48時間経過後、1時間観察し、次の基準により評価した。
excellent:48時間経過後、1時間に発生した1mm以上の貫通孔の数が0個
good:48時間経過後、1時間に発生した1mm以上の貫通孔の数が3個未満
poor:48時間経過後、1時間に発生した1mm以上の貫通孔の数が3個以上5
個未満
bad:48時間経過後、1時間に発生した1mm以上の貫通孔の数が5個以上
(長期)
発泡シート製造時に欠点検出器を用いて発泡シートの表面を製造開始168時間経過後、1時間観察し、次の基準により評価した。
good:168時間経過後、1時間に発生した1mm以上の貫通孔の数が3個未満
poor:168時間経過後、1時間に発生した1mm以上の貫通孔の数が3個以上
5個未満
bad:168時間経過後、1時間に発生した1mm以上の貫通孔の数が5個以上
-:評価できず(発泡シートが形成できない)
表面抵抗率は、下記の試験片の状態調節を行った後、JIS K6271:2008に準拠して測定した。具体的には、測定対象物である発泡シートから無作為に切り出した5片の試験片(縦100mm×横100mm×厚み:測定対象物厚み)を温度23℃、相対湿度50%の雰囲気下に36時間放置することにより試験片の状態調節を行った。次いで、それぞれの試験片の両面に対して温度23℃、相対湿度50%の雰囲気下で印加電圧500Vの条件にて、試験片に電圧を印加し、電圧印加を開始して1分経過後の表面抵抗率を測定し、それらの算術平均値(試験片5片×両面[n=10])を積層発泡シートの表面抵抗率とした。
2 発泡層
3 帯電防止層
A 発泡層を形成する低密度ポリエチレンA
4 第1押出機
5 物理発泡剤
6 発泡層形成用溶融樹脂組成物
B 帯電防止層を形成する低密度ポリエチレンB
C 高分子型帯電防止剤C
7 第2押出機
8 揮発性可塑剤
9 帯電防止層形成用溶融樹脂組成物
10 環状ダイ
11 筒状積層発泡体
Claims (8)
- 発泡層の少なくとも片面に帯電防止層が積層接着された、厚みが0.05~0.5mmであるポリエチレン系樹脂積層発泡シートを製造する方法であって、
低密度ポリエチレンA及び物理発泡剤を混練してなる発泡層形成用溶融樹脂組成物と、低密度ポリエチレンB及び帯電防止剤を混練してなる帯電防止層形成用溶融樹脂組成物とをダイ内で合流積層させた積層物を共押出して発泡させる工程を含み、
帯電防止剤は、低密度ポリエチレンBとの融点差が-10℃~+10℃の範囲内の融点を有し、かつメルトフローレイトが10g/10分以上である高分子型帯電防止剤Cであることを特徴とするポリエチレン系樹脂積層発泡シートの製造方法。 - 低密度ポリエチレンA及び低密度ポリエチレンBのメルトフローレイトが共に10~20g/10分であることを特徴とする請求項1に記載のポリエチレン系樹脂積層発泡シートの製造方法。
- 高分子型帯電防止剤Cの融点が120℃以下であることを特徴とする請求項1または2に記載のポリエチレン系樹脂積層発泡シートの製造方法。
- 高分子型帯電防止剤Cのメルトフローレイトに対する低密度ポリエチレンBのメルトフローレイトの比(低密度ポリエチレンBのメルトフローレイト/高分子型帯電防止剤Cのメルトフローレイト)が2以下であることを特徴とする請求項1から3のいずれかに記載のポリエチレン系樹脂積層発泡シートの製造方法。
- 帯電防止層の坪量が1~5g/m2の範囲内であることを特徴とする請求項1から4のいずれかに記載のポリエチレン系樹脂積層発泡シートの製造方法。
- 帯電防止層における高分子型帯電防止剤Cの配合量が、低密度ポリエチレンB100質量部に対して5~300質量部であることを特徴とする請求項1から5のいずれかに記載のポリエチレン系樹脂積層発泡シートの製造方法。
- 低密度ポリエチレンAからなる発泡層の少なくとも片面に低密度ポリエチレンBと帯電防止剤を含む帯電防止層が積層接着された、ポリエチレン系樹脂積層発泡シートであって、
発泡シートの厚みが0.05mm~0.5mmの範囲内、見掛け密度が20~450kg/m3の範囲内であり、
帯電防止剤が、低密度ポリエチレンBとの融点差が-10℃~+10℃の範囲内の融点を有し、かつメルトフローレイトが10g/10分以上である高分子型帯電防止剤Cであり、該高分子型帯電防止剤Cが低密度ポリエチレンB100質量部に対して、5~300質量部配合されていることを特徴とするポリエチレン系樹脂積層発泡シート。 - 請求項7に記載のポリエチレン系樹脂積層発泡シートからなるガラス板間紙。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16768813.4A EP3275618B1 (en) | 2015-03-26 | 2016-03-23 | Production method for polyethylene-based resin laminated foam sheets, polyethylene-based resin laminated foam sheet, and interleaving paper for glass plates using same |
| KR1020177029516A KR102401694B1 (ko) | 2015-03-26 | 2016-03-23 | 폴리에틸렌계 수지 적층 발포 시트의 제조 방법, 폴리에틸렌계 수지 적층 발포 시트 및 그것을 사용한 유리판용 간지 |
| CN201680017959.3A CN107428057B (zh) | 2015-03-26 | 2016-03-23 | 聚乙烯系树脂层叠发泡片的制备方法、聚乙烯系树脂层叠发泡片及使用其的玻璃板用间隔纸 |
| US15/559,551 US10465057B2 (en) | 2015-03-26 | 2016-03-23 | Method for producing polyethylene-based resin laminated foam sheet, polyethylene-based resin laminated foam sheet, and interleaf for glass plate using thereof |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015064122A JP6078091B2 (ja) | 2015-03-26 | 2015-03-26 | ポリエチレン系樹脂積層発泡シートの製造方法、ポリエチレン系樹脂積層発泡シート及びそれを用いたガラス板用間紙 |
| JP2015-064122 | 2015-03-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016152910A1 true WO2016152910A1 (ja) | 2016-09-29 |
Family
ID=56978728
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/059168 Ceased WO2016152910A1 (ja) | 2015-03-26 | 2016-03-23 | ポリエチレン系樹脂積層発泡シートの製造方法、ポリエチレン系樹脂積層発泡シート及びそれを用いたガラス板用間紙 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10465057B2 (ja) |
| EP (1) | EP3275618B1 (ja) |
| JP (1) | JP6078091B2 (ja) |
| KR (1) | KR102401694B1 (ja) |
| CN (1) | CN107428057B (ja) |
| WO (1) | WO2016152910A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107722417A (zh) * | 2017-09-20 | 2018-02-23 | 苏州固德新材科技有限公司 | 复合高导热缓冲辐照交联聚乙烯泡棉及其制备方法 |
| WO2019129980A1 (fr) * | 2017-12-29 | 2019-07-04 | Saint-Gobain Glass France | Procede de bonbage de feuille de verre |
| KR20200096425A (ko) * | 2019-02-04 | 2020-08-12 | 가부시키가이샤 제이에스피 | 적층 발포 시트의 제조 방법 및 압출된 적층 발포 시트 |
| US11305519B2 (en) * | 2019-06-24 | 2022-04-19 | Jsp Corporation | Antistatic laminated foam sheet and process for producing same |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7029354B2 (ja) * | 2018-06-01 | 2022-03-03 | 株式会社ジェイエスピー | ポリオレフィン系樹脂積層発泡シート、ガラス板用間紙及びポリオレフィン系樹脂積層発泡シートの製造方法 |
| CN108760834B (zh) * | 2018-06-05 | 2020-12-25 | 中国科学技术大学 | 一种通过半导体传感器探测挥发性增塑剂的方法 |
| JP7090534B2 (ja) * | 2018-12-05 | 2022-06-24 | 株式会社ジェイエスピー | ポリスチレン系樹脂多層発泡シートとそれを用いた間紙 |
| JP7122273B2 (ja) * | 2019-02-27 | 2022-08-19 | 株式会社ジェイエスピー | 多層発泡シート |
| CN110128734A (zh) * | 2019-06-11 | 2019-08-16 | 宁波邦泰汽车配件有限公司 | 一种复合型tpe挤出发泡片的制备工艺 |
| JP7271407B2 (ja) * | 2019-11-28 | 2023-05-11 | 株式会社ジェイエスピー | ポリオレフィン系樹脂多層発泡シート及びガラス板用間紙 |
| CN111117036B (zh) * | 2019-12-30 | 2022-04-19 | 金发科技股份有限公司 | 一种聚乙烯组合物及其制备方法 |
| JP7407620B2 (ja) * | 2020-02-26 | 2024-01-04 | 株式会社ジェイエスピー | ポリエチレン系樹脂押出発泡シートの製造方法、及びポリエチレン系樹脂押出発泡シート |
| CN112895652A (zh) * | 2021-03-25 | 2021-06-04 | 浙江新恒泰新材料有限公司 | 一种防静电辐射交联聚烯烃发泡材料及其制备方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010042556A (ja) * | 2008-08-11 | 2010-02-25 | Jsp Corp | ポリオレフィン系樹脂積層発泡体 |
| JP2011079263A (ja) * | 2009-10-09 | 2011-04-21 | Dainippon Printing Co Ltd | 静電気防止粘着積層体 |
| JP2014043553A (ja) * | 2012-08-03 | 2014-03-13 | Jsp Corp | ポリエチレン系樹脂発泡シートの製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08230031A (ja) * | 1995-02-28 | 1996-09-10 | Sekisui Plastics Co Ltd | 熱可塑性樹脂発泡シートの回捲方法 |
| JP2005194433A (ja) * | 2004-01-08 | 2005-07-21 | Jsp Corp | ポリオレフィン系樹脂発泡体の製造方法及びポリオレフィン系樹脂発泡体 |
| JP4195719B2 (ja) | 2007-04-02 | 2008-12-10 | 株式会社ジェイエスピー | ガラス基板用間紙 |
| JP5459781B2 (ja) * | 2009-03-25 | 2014-04-02 | 株式会社ジェイエスピー | 積層ポリエチレン樹脂発泡シート |
| JP5877633B2 (ja) | 2010-07-14 | 2016-03-08 | 株式会社ジェイエスピー | ガラス板用間紙 |
| JP5425318B2 (ja) * | 2011-02-03 | 2014-02-26 | 株式会社ジェイエスピー | ポリオレフィン系樹脂積層発泡シート |
| JP2013212594A (ja) * | 2012-03-30 | 2013-10-17 | Dainippon Printing Co Ltd | 帯電防止性能を有する発泡積層シートの製造方法 |
| WO2014030513A1 (ja) | 2012-08-23 | 2014-02-27 | 株式会社ジェイエスピー | ポリエチレン系樹脂押出発泡シート及びガラス板用間紙 |
| JP6077552B2 (ja) * | 2012-09-12 | 2017-02-08 | 株式会社ジェイエスピー | ポリエチレン系樹脂発泡シート |
| JP5918665B2 (ja) * | 2012-09-13 | 2016-05-18 | 株式会社ジェイエスピー | ポリエチレン系樹脂発泡シートの製造方法 |
| JP6139844B2 (ja) * | 2012-10-05 | 2017-05-31 | 株式会社ジェイエスピー | ポリオレフィン系樹脂多層発泡シート |
-
2015
- 2015-03-26 JP JP2015064122A patent/JP6078091B2/ja active Active
-
2016
- 2016-03-23 CN CN201680017959.3A patent/CN107428057B/zh active Active
- 2016-03-23 KR KR1020177029516A patent/KR102401694B1/ko active Active
- 2016-03-23 WO PCT/JP2016/059168 patent/WO2016152910A1/ja not_active Ceased
- 2016-03-23 US US15/559,551 patent/US10465057B2/en active Active
- 2016-03-23 EP EP16768813.4A patent/EP3275618B1/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010042556A (ja) * | 2008-08-11 | 2010-02-25 | Jsp Corp | ポリオレフィン系樹脂積層発泡体 |
| JP2011079263A (ja) * | 2009-10-09 | 2011-04-21 | Dainippon Printing Co Ltd | 静電気防止粘着積層体 |
| JP2014043553A (ja) * | 2012-08-03 | 2014-03-13 | Jsp Corp | ポリエチレン系樹脂発泡シートの製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3275618A4 * |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107722417A (zh) * | 2017-09-20 | 2018-02-23 | 苏州固德新材科技有限公司 | 复合高导热缓冲辐照交联聚乙烯泡棉及其制备方法 |
| CN107722417B (zh) * | 2017-09-20 | 2020-12-25 | 广德祥源新材科技有限公司 | 复合高导热缓冲辐照交联聚乙烯泡棉及其制备方法 |
| WO2019129980A1 (fr) * | 2017-12-29 | 2019-07-04 | Saint-Gobain Glass France | Procede de bonbage de feuille de verre |
| FR3076293A1 (fr) * | 2017-12-29 | 2019-07-05 | Saint-Gobain Glass France | Procede de bombage de feuille de verre |
| KR20200104387A (ko) * | 2017-12-29 | 2020-09-03 | 쌩-고벵 글래스 프랑스 | 유리 시트의 벤딩 방법 |
| KR102656831B1 (ko) | 2017-12-29 | 2024-04-11 | 쌩-고벵 글래스 프랑스 | 유리 시트의 벤딩 방법 |
| KR20200096425A (ko) * | 2019-02-04 | 2020-08-12 | 가부시키가이샤 제이에스피 | 적층 발포 시트의 제조 방법 및 압출된 적층 발포 시트 |
| US11161328B2 (en) * | 2019-02-04 | 2021-11-02 | Jsp Corporation | Process for producing laminated foam sheet and extruded laminated foam sheet |
| US11633942B2 (en) | 2019-02-04 | 2023-04-25 | Jsp Corporation | Process for producing laminated foam sheet and extruded laminated foam sheet |
| KR102864220B1 (ko) | 2019-02-04 | 2025-09-24 | 가부시키가이샤 제이에스피 | 적층 발포 시트의 제조 방법 및 압출된 적층 발포 시트 |
| US11305519B2 (en) * | 2019-06-24 | 2022-04-19 | Jsp Corporation | Antistatic laminated foam sheet and process for producing same |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107428057A (zh) | 2017-12-01 |
| JP6078091B2 (ja) | 2017-02-08 |
| JP2016182736A (ja) | 2016-10-20 |
| CN107428057B (zh) | 2020-04-03 |
| KR102401694B1 (ko) | 2022-05-25 |
| US20180051154A1 (en) | 2018-02-22 |
| EP3275618B1 (en) | 2019-11-13 |
| US10465057B2 (en) | 2019-11-05 |
| EP3275618A1 (en) | 2018-01-31 |
| EP3275618A4 (en) | 2018-09-05 |
| KR20170130471A (ko) | 2017-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6078091B2 (ja) | ポリエチレン系樹脂積層発泡シートの製造方法、ポリエチレン系樹脂積層発泡シート及びそれを用いたガラス板用間紙 | |
| KR102127016B1 (ko) | 폴리에틸렌계 수지 발포 시트의 제조 방법 | |
| JP5605929B2 (ja) | ポリエチレン系樹脂押出発泡シート及びガラス板用間紙 | |
| TWI676647B (zh) | 多層發泡薄片及玻璃板用間隔紙 | |
| JP6627010B2 (ja) | ポリエチレン系樹脂押出発泡シート | |
| JP7122273B2 (ja) | 多層発泡シート | |
| JP2020090026A (ja) | ポリスチレン系樹脂多層発泡シートとそれを用いた間紙 | |
| WO2016152878A1 (ja) | ポリエチレン系樹脂押出発泡シートの製造方法、ポリエチレン系樹脂押出発泡シート及びそれを用いたガラス板用間紙 | |
| JP2021000791A (ja) | ポリエチレン系樹脂積層発泡シート、ポリエチレン系樹脂積層発泡シートの製造方法 | |
| CN115666926B (zh) | 聚乙烯基树脂多层泡沫片材、用于玻璃板的衬纸和用于制造聚乙烯基树脂多层泡沫片材的方法 | |
| JP7288762B2 (ja) | 積層発泡シートの製造方法 | |
| JP2020192735A (ja) | ポリエチレン系樹脂積層押出発泡シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16768813 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2016768813 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15559551 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20177029516 Country of ref document: KR Kind code of ref document: A |