WO2016170129A1 - Verwendung von faserverbund-werkstoffen zur herstellung von technischen textilien - Google Patents
Verwendung von faserverbund-werkstoffen zur herstellung von technischen textilien Download PDFInfo
- Publication number
- WO2016170129A1 WO2016170129A1 PCT/EP2016/059038 EP2016059038W WO2016170129A1 WO 2016170129 A1 WO2016170129 A1 WO 2016170129A1 EP 2016059038 W EP2016059038 W EP 2016059038W WO 2016170129 A1 WO2016170129 A1 WO 2016170129A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber composite
- composite material
- thermoplastic
- matrix
- styrene
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/06—Reinforcing macromolecular compounds with loose or coherent fibrous material using pretreated fibrous materials
- C08J5/08—Reinforcing macromolecular compounds with loose or coherent fibrous material using pretreated fibrous materials glass fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2325/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an aromatic carbocyclic ring; Derivatives of such polymers
- C08J2325/02—Homopolymers or copolymers of hydrocarbons
- C08J2325/04—Homopolymers or copolymers of styrene
- C08J2325/08—Copolymers of styrene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2325/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an aromatic carbocyclic ring; Derivatives of such polymers
- C08J2325/02—Homopolymers or copolymers of hydrocarbons
- C08J2325/04—Homopolymers or copolymers of styrene
- C08J2325/08—Copolymers of styrene
- C08J2325/12—Copolymers of styrene with unsaturated nitriles
Definitions
- the present invention relates to the use of a fiber composite material (also called organic sheet) for the production of technical textiles, the fiber composite material comprising a thermoplastic molding material A, which has elastomeric properties, and at least one layer of the reinforcing fibers B.
- the at least one layer of the reinforcing fibers B is embedded in the matrix of the thermoplastic molding compound A, the thermoplastic molding compound A having at least one chemically reactive functionality during the production of the material.
- Fiber composite materials or organic sheets usually consist of a multiplicity of reinforcing fibers which are embedded in a polymer matrix.
- the fields of application of fiber composite materials are manifold.
- fiber composite materials are used in the vehicle and aviation sectors.
- fiber composite materials are to prevent the occurrence of total failure (such as tearing or other fragmentation) in order to reduce the risk of accidents through distributed component networks.
- Many fiber composite materials are able to absorb relatively high forces under load before it comes to a total failure.
- fiber composite materials are distinguished by high strength and rigidity, combined with low density and other advantageous properties such as, for example, good aging and corrosion resistance, compared to conventional, non-reinforced materials.
- Strength and rigidity are adaptable to the load direction and load type.
- the fibers are primarily responsible for the strength and rigidity of the fiber composite material.
- their arrangement determines the mechanical properties of the respective fiber composite material.
- the matrix mostly serves primarily for introducing the forces to be absorbed into the individual fibers and for maintaining the spatial arrangement of the fibers in the desired orientation. Since both the fibers and the matrix materials are variable, numerous combinations of fibers and matrix materials come into consideration.
- fiber-matrix adhesion The strength of the embedding of the fibers in the polymer matrix (fiber-matrix adhesion) can also have a considerable influence on the properties of the fiber composite material.
- reinforcing fibers are regularly pretreated.
- so-called sizing agents sizing agents
- Such sizing is applied regularly to the fiber during manufacture in order to improve the further processibility of the fibers (such as weaving, laying, sewing).
- the sizing is undesirable for subsequent processing, it must first be removed in an additional process step, such as by burning down.
- glass fibers are also processed without sizing.
- a further adhesion promoter is applied in an additional process step for the production of the fiber composite material.
- Sizing and / or adhesion promoters form on the surface of the fibers a layer which can substantially determine the interaction of the fibers with the environment.
- adhesion agents are available.
- the matrix to be used and the fibers to be used the person skilled in the art can select a suitable adhesion promoter which is compatible with the matrix and with the fibers.
- a technical challenge is that if the total failure occurs, the fiber composite material may suffer a brittle fracture. Consequently, for example, in the manufacture of technical textiles, which are regularly exposed to high stress, pose a significant risk of accident of torn fibers.
- fiber composite materials with a wide load range where total failure is unlikely. Desirable are also good optical properties, as well as the ability to produce by means of fiber composite materials components with smooth surfaces.
- WO 2008/058971 describes molding compositions which use two groups of reinforcing fibers.
- the groups of reinforcing fibers are each provided with different adhesion promoter components which effect the different fiber matrix adhesions.
- the second fiber-matrix adhesion is less than the first fiber-matrix adhesion, and the near-surface layers of reinforcing fibers of reinforcing fibers of the first group are formed with greater fiber matrix adhesion.
- the matrix materials proposed are thermosetting plastics such as polyester and the thermoplastics polyamide and polypropylene.
- WO 2008/1 19678 describes a glass-fiber-reinforced styrene-acrylonitrile copolymer (SAN) which is obtained by using maleic anhydride group-containing styrene Copolymer and cut glass fibers in its mechanical properties is improved. It is therefore taught the use of short fibers. It is therefore taught the use of short fibers. However, there is no indication of fiber composite materials.
- SAN glass-fiber-reinforced styrene-acrylonitrile copolymer
- CN 101555341 describes mixtures of acrylonitrile-butadiene-styrene (ABS), glass fibers, maleic anhydride-containing polymers and epoxy resins.
- ABS acrylonitrile-butadiene-styrene
- maleic anhydride-containing polymers acrylonitrile-butadiene-styrene
- epoxy resins epoxy resins.
- ABS and the maleic anhydride-containing polymer are initially charged to add the epoxy resin and then the glass fibers.
- the fluidity of such a mixture containing a (thermoset) epoxy resin is very limited.
- KR 100376049 teaches mixtures of SAN, maleic anhydride and N-phenyl maleimide-containing copolymer, chopped glass fibers and an aminosilane-based coupling agent.
- the use of such a coupling agent leads to additional processing steps and thus increases the production costs.
- PC polycarbonate
- suitable additives such as hyperbranched polyesters, ethylene / (meth) acrylate copolymers or low molecular weight polyalkylene glycol esters.
- EP-A 2 251 377 describes organo-sheets treated with an aminosilane size. It is not taught to use organic sheets for the production of technical textiles.
- Glass fibers are often treated in the prior art with a sizing, which protect each other especially the fibers. Mutual damage due to abrasion should be prevented. When mutual mechanical action should not come to the transverse fragmentation (fracture).
- the cutting process of the fiber can be facilitated in order to obtain, above all, an identical staple length.
- the size can be used to avoid agglomeration of the fibers.
- the dispersibility of short fibers Water in water can be improved. Thus, it is possible to obtain uniform sheets by the wet laying method.
- a sizing may help to produce improved cohesion between the glass fibers and the polymer matrix in which the glass fibers act as reinforcing fibers. This principle is mainly used in glass fiber reinforced plastics (GRP).
- the glass fiber sizes generally contain a large number of constituents, such as film formers, lubricants, wetting agents and adhesion promoters.
- a film former protects the glass filaments from mutual friction and, in addition, can enhance affinity for synthetic resins, thus promoting the strength and integrity of a composite.
- a lubricant gives the glass fibers and their products suppleness and reduces the mutual friction of the glass fibers, as well as during manufacture. Often, however, the adhesion between glass and resin is compromised by the use of lubricants. Fats, oils and polyalkyleneamines in an amount of 0.01 to 1 wt .-%, based on the total size, are mentioned.
- a wetting agent causes a lowering of the surface tension and an improved wetting of the filaments with the size.
- aqueous sizes for example, polyfatty acid amides in an amount of 0.1 to 1, 5 wt .-%, based on the total size to name.
- organo-functional silanes such as aminopropyltriethoxysilane, methacryloxypropyltrimethoxysilane, glycidyloxypropyltrimethoxysilane and the like can be mentioned.
- Silanes which are added to an aqueous sizing are usually hydrolyzed to silanols. These silanols can then react with reactive (glass) fiber surfaces and thus form an adhesive layer (with a thickness of about 3 nm).
- low molecular weight functional agents can react with silanol groups on the glass surface, with these low molecular weight agents subsequently reacting further (for example, in epoxy resins), thereby providing chemical bonding of the glass fiber to the polymer matrix.
- such a preparation is time-consuming and lasts until complete curing of the polymers (for example the abovementioned epoxy resins) approximately between 30 minutes to more than one hour.
- a functionalization by reaction with polymers is also known.
- PC polycarbonate
- a technical object of the invention is to produce a fiber composite material (organogelc) which has suitable properties for the production of technical textiles.
- the fiber composite material should be based on an easy-to-process, highly solvent-resistant, high stress-crack resistant, solid composite material and have a smooth surface. Ideally, the fiber composite material comes without adhesion promoter.
- a fiber composite material comprising at least one thermoplastic molding composition A, which has elastomeric properties, as a matrix, at least one layers of reinforcing fibers B, and optionally at least one additive C, wherein the at least one layer of the reinforcing fibers B in the matrix is embedded, and the thermoplastic molding compound A has at least one chemically reactive functionality, which reacts with chemical groups of the surface of the reinforcing fibers B during the manufacturing process of the fiber composite material, is particularly suitable for the production of technical textiles.
- the resulting fiber composite material has good strength and is tearing and solvent resistant.
- thermoplastic fiber composite material comprising (or consisting of)
- thermoplastic molding compound A as matrix
- thermoplastic molding composition A has elastomeric properties and at least one chemically reactive functionality during the manufacturing process of the thermoplastic fiber composite material, which in the manufacturing process of the fiber composite Material with chemical groups of the surface of reinforcing fibers B reacts for the production of technical textiles.
- the present invention also relates, in other words, to a process for producing technical textiles comprising the following steps: (i) providing
- thermoplastic molding compound A as matrix
- thermoplastic molding compound A has at least one chemically reactive functionality which reacts with chemical groups of the surface of component B during the manufacturing process of the fiber composite material; (ii) contacting the components A and B, and optionally C, with each other, in particular by loading or coating the component B with a (preferably obtained by heating) viscous or liquid thermoplastic molding compound A, optionally further containing at least one additive C; and (iii) reacting the at least one chemically reactive functionality of component A with chemical groups of the surface of component B.
- a received textile part (such as a fabric) can be sewn subsequently with one or more other textile parts according to the invention and / or one or more other textile parts according to the invention.
- the fiber composite materials according to the invention can be designed so that they are printable and / or partially translucent.
- the fiber composite materials according to the invention can be used to produce a variety of technical textiles which are particularly readily dyeable.
- the invention particularly relates to the use of a thermoplastic fiber composite material as described above, containing (or consisting of) a) 30 to 95, in particular 45 to 80 wt .-%, particularly preferably 38 to 70 wt .-%, of the thermoplastic molding composition A. with elastomeric properties,
- thermoplastic molding composition A comprises at least one (co) polymer having at least one chemically reactive functionality which reacts with chemical groups on the surface of the reinforcing fiber component B during the manufacturing process of the fiber composite material
- a (co) polymer comprises at least one functional monomer A-1 whose functionality reacts with chemical groups on the surface of the reinforcing fiber component B during the production process of the fiber composite material.
- the (co) polymer comprising monomer A-1 is also referred to herein as polymer component (A-a).
- thermoplastic molding composition A may contain one or more (co) polymers which are optionally also free of such a chemically reactive functionality (therefore contain no functional monomer Al) and thus not with chemical groups on the surface during the manufacturing process of the fiber composite material the reinforcing fiber component B react.
- a (co) polymer is also referred to herein as polymer component (A-b).
- the invention particularly relates to the use of a thermoplastic fiber composite material as described above, wherein the thermoplastic molding material A is amorphous.
- the invention relates to the use of a thermoplastic fiber composite material as described above, wherein the thermoplastic molding material A is amorphous and is based on an impact-modified styrene copolymer which has at least one chemically reactive functionality.
- A is a SAN copolymer modified by monomers having a chemically reactive functionality.
- Such a styrene copolymer when used as the polymer component (A-a), may be about a M-1-containing styrene copolymer (exemplified by a maleic anhydride-containing styrene copolymer). "Based thereon” is to be understood in the broadest sense as containing said component (s), preferably the said component (s) being greater than 50% by weight, more preferably greater than 75% by weight. even more preferably more than 90% by weight, even more preferably more than 95% by weight, or (largely) consisting of said component (s).
- the invention particularly relates to the use of a thermoplastic fiber composite material as described above, wherein the matrix is based on a molding compound A which has at least one chemically reactive functionality, wherein the molding compound A is selected from the group consisting of: Styrene-based elastomers (S-TPE), hydrogenated or partially hydrogenated styrene-butadiene (block) copolymers, polyolefin-based thermoplastic elastomers, thermoplastic polyurethanes, and elastomeric polyether / esters (eg, polyester-based elastomer (e.g., of the HYTREL® type), if necessary; in mixture with polymers such as: polystyrene (transparent or impact-resistant), styrene-acrylonitrile polymers, acrylonitrile-butadiene-styrene copolymers, styrene-methyl methacrylate copolymers (SMMA), methacrylate-acryl
- At least one of the (co) polymer components of the thermoplastic molding material A is a (co) polymer having at least one chemically reactive functionality as described herein (polymer component (A-a)).
- polymer component (A-a) each of the copolymer components mentioned in the preceding paragraph can accordingly also have, in addition to the explicitly mentioned monomers, a reactive functionality which can react with the surface of the fibers B during the production of the fiber composite material.
- each of the above-mentioned (co) polymers may also be a polymer component (A-a).
- the above-mentioned polymer components in their use as polymer component (Aa) usually also at least one monomer Al, which mediates the chemically reactive functionality (hence the reaction with fibers B).
- the polymer components mentioned above in their use as polymer component (Aa) may also additionally comprise a second monomer (or even a third monomer) which mediates the chemically reactive functionality.
- any other (co) polymers without such functionality may be used in addition to the one or more polymer component (s) (A-a).
- the abovementioned (co) polymers can be used, but then without the functionality (therefore without reactive monomer A-1).
- the polymer component (A-a) of the thermoplastic molding composition A is based on a SAN copolymer.
- the SAN copolymer then additionally comprises a monomer A-1 which reacts with the surface of the fibers B during the production process.
- the invention relates to the use of a thermoplastic fiber composite material as described above, wherein the chemically reactive functionality of the thermoplastic molding composition A based on components selected from the group consisting of maleic anhydride, N-phenylmaleimide, tert-butyl (meth ) acrylate and glycidyl (meth) acrylate function, preferably selected from the group consisting of maleic anhydride, N-phenylmaleimide and glycidyl (meth) acrylate function.
- the invention relates to the use of a thermoplastic fiber composite material as described above, wherein the thermoplastic molding material A 0.1 to 10 wt .-%, often 0.15 to 3 wt .-%, of monomers Al, based on contains the amount of component A, which have a chemically reactive functionality.
- the invention relates to the use of a thermoplastic fiber composite material as described above, wherein the reinforcing fibers B consist of glass fibers which preferably contain as chemical-reactive functionality silane groups on the surface.
- the invention relates to the use of a thermoplastic fiber composite material as described above, wherein the surface of the reinforcing fibers B contain one or more of the chemically reactive functionalities from the group: hydroxyl, ester and amino groups.
- the invention relates to the use of a thermoplastic fiber composite material as described above, wherein the reinforcing fibers B consist of glass fibers which contain (preferably) as chemically reactive functionality silanol groups on the surface.
- the invention relates to the use of a thermoplastic fiber composite material as described above, wherein the reinforcing fibers B are used in the form of a mat, a fabric, a mat, a nonwoven or a knitted fabric.
- the invention relates to the use of a thermoplastic fiber composite material as described above, wherein the fiber composite material has a thickness of ⁇ 10 mm, preferably of ⁇ 2 mm, in particular of ⁇ 1 mm.
- the invention relates to the use of a thermoplastic fiber composite material as described above, wherein the fiber composite material is layered and contains more than two layers.
- the other layers may be the same or different in construction from those described above.
- the invention particularly relates to the use of a thermoplastic fiber composite material as described above, for the production of surface materials for sports, leisure and safety shoes.
- the invention relates to the use of a thermoplastic fiber composite material as described above, for the production of covers for high mechanical loads, in particular for sails.
- the invention relates to a method for producing a thermoplastic fiber composite material as described above, comprising the steps: (i) providing:
- thermoplastic molding material A having elastomeric properties, comprising a copolymer A-1 containing monomers A-1 having a chemically reactive functionality
- step (iii) reacting the monomers A-1 of the copolymer A-1 with the chemically reactive functionality B-1 of the reinforcing fibers B from step (ii) to form covalent bonds.
- the invention relates to technical textiles, produced from a fiber composite material as described above, which was produced as described above after the steps (i) to (iii).
- the invention relates to textiles produced from a thermoplastic fiber composite material as described above containing (or consisting of) the components A to C.
- the fiber composite material contains at least 20 wt .-%, usually at least 30 wt .-%, based on the total weight of the fiber composite material, the thermoplastic matrix M or the thermoplastic molding composition A, which has elastomeric properties (molding material A).
- the thermoplastic molding compound A can also be referred to as a thermoplastic or (partially) crosslinked elastomer molding compound A.
- the thermoplastic matrix (M) containing the molding compound A is in the fiber composite material preferably from 30 to 95 wt .-%, particularly preferably from 35 to 90 wt .-%, often from 35 to 75 wt .-% and in particular from 38 to 70% by weight, based on the fiber composite material, available.
- the thermoplastic matrix M preferably corresponds to the thermoplastic molding compound A.
- the molding material A consists mainly (more than 50%, in particular more than 90%) of a copolymer (A-1).
- the molding material A is at least 75 wt .-%, preferably at least 90 wt .-% of the copolymer A-1.
- the thermoplastic molding compound A can also consist only of copolymer A-1.
- thermoplastics having elastomeric properties are suitable as molding material A, in particular styrene-based elastomers (S-TPE), hydrogenated or partially hydrogenated styrene-butadiene (block) copolymers, thermoplastic elastomers on polyols fin-base, thermoplastic polyurethanes and elastomeric polyether / esters of HYTREL® type used, if appropriate mixed with non-impact modified or impact-modified styrene copolymers, preferably acrylonitrile-butadiene-styrene copolymers (ABS), Methacrylate-acrylonitrile-butadiene-styrene copolymers (MABS) and acrylic ester-styrene-acrylonitrile copolymers (ASA).
- ABS acrylonitrile-butadiene-styrene copolymers
- MABS Methacrylate-acrylonitrile-butadiene-styren
- At least one of the (co) polymer components of the thermoplastic molding composition A is a (co) polymer having at least one chemically reactive functionality as described herein (polymer component (Aa)) , Accordingly, it is preferred that at least one of the abovementioned polymer components (therefore at least one (optionally modified) polystyrene and / or at least one copolymer A-1 comprises at least one monomer A-1.
- the polystyrene may therefore be a polystyrene-maleic anhydride copolymer.
- one or more further optional (co) polymers without such functionality can be used. It will be understood that this may optionally also be polystyrene and / or a copolymer A-1 (each comprising no monomer A-1).
- thermoplastic molding compound A (component A) is preferably an amorphous molding compound, wherein amorphous state of the thermoplastic molding compound (thermoplastic) means that the macromolecules without regular arrangement and orientation, i. without constant distance, are arranged completely statistically.
- the entire component A has amorphous, thermoplastic properties, is therefore fusible and (largely) non-crystalline.
- the shrinkage of the component A, and therefore also of the entire fiber composite material is comparatively low.
- the component A contains a partially crystalline fraction of less than 50 wt .-%, preferably less than 40 wt .-%, based on the total weight of component A.
- Semi-crystalline thermoplastics form both chemically regular, as well as geometric areas, ie there are areas, in which crystallites form. Crystallites are parallel bundles of molecular segments or folds of molecular chains. Individual chain molecules can partially pass through the crystalline or the amorphous region.
- the thermoplastic molding compound A can also be a blend of amorphous thermoplastic polymers and semicrystalline polymers.
- Component A may be, for example, a blend of an impact-modified styrene-acrylonitrile copolymer with one or more polycarbonate (s) and / or one or more partially crystalline polymers (such as polyamide), the proportion of partially crystalline mixed components in the entire component A being less than 50% by weight .-%, preferably less than 40 wt .-%, often less than 25 wt .-% should be.
- the component A used comprises at least one copolymer A-1 which comprises monomers A-1 which form covalent or non-covalent bonds with the functional groups B-1 of the embedded reinforcing fibers B.
- the proportion of monomers Al in the component A can be chosen variable. The higher the proportion of monomers Al and the functional groups (B1), the stronger the bond between the molding compound A and the reinforcing fibers B can be.
- Monomers Al may still be present as monomers in copolymer A-1 or may be incorporated into copolymer A-1. Preferably, the monomers Al are incorporated in the copolymer A-1.
- the copolymer A-1 is constructed with a proportion of monomers A1 of at least 0.1% by weight, for example from 0.1 to 10% by weight, preferably of at least 0.5% by weight, in particular of at least 1 wt .-%, z. B. from 1 to 3 wt .-%, based on A-1.
- monomers Al which can form covalent bonds with the functional groups Bl of the fibers B, all monomers are suitable which have such properties.
- monomers A1 preference is given to those which can form covalent bonds by reaction with hydroxyl or amino groups.
- the monomers Al have:
- copolymer A-1 or other (co) polymer contained in component A may contain one or more other monomers capable of covalent or noncovalent bonding with fibers B.
- the monomers A-I are selected from the group consisting of:
- Glycidyl (meth) acrylate (GM).
- the monomers A-1 are selected from the group consisting of maleic anhydride (MA), N-phenylmaleimide (PM) and glycidyl (meth) acrylate (GM).
- two of these monomers A-1 may be contained in the copolymer A-1.
- the copolymer A-1 of the molding compound A may optionally contain further functional monomers A-II.
- the matrix component M contains at least one thermoplastic molding compound A, in particular one suitable for the production of fiber composite materials.
- amorphous thermoplastics having elastomeric properties are preferably used.
- styrene-acrylonitrile copolymers such as acrylonitrile-butadiene-styrene copolymers (ABS), styrene-methyl methacrylate copolymers (SMMA), methacrylate-acrylonitrile-butadiene-styrene copolymers (MABS) or acrylic ester-styrene-acrylonitrile Copolymers (ASA), wherein the impact-modified styrene-acrylonitrile copolymers with monomers (Al) are modified.
- ABS acrylonitrile-butadiene-styrene copolymers
- SMMA styrene-methyl methacrylate copolymers
- MABS methacrylate-acrylonitrile-butadiene-
- thermoplastic molding composition A at least one of the polymer components in the thermoplastic molding composition A is modified with monomer A-1 (polymer component (A-a)), preferably one or more of the abovementioned styrene copolymers is modified with monomer A-1.
- Any other polymer components for example styrene copolymers, preferably those as mentioned above may optionally be additionally present in the thermoplastic molding composition A, which are not optionally modified with monomer A-1 (polymer component (A-b)).
- Blends of the abovementioned copolymers (one or more polymer components (Aa) and optionally (Ab)) with polycarbonate or partially crystalline polymers such as polyamide are also suitable, provided that the proportion of partially crystalline mixed components in component A is less than 50% by weight .%.
- SAN (M-1) copolymers (with modification by monomers A-1) as component of the thermoplastic molding composition A (optionally also as sole polymeric constituent).
- Blends of the abovementioned styrene copolymers with polycarbonate or partially crystalline polymers such as polyamide are also suitable, provided that the proportion of partially crystalline mixed components in component A is less than 50% by weight.
- An inventive (a-methyl) styrene-methyl methacrylate copolymer (as polymer component (Aa)) as molding compound A is prepared from, based on the (o-methyl) styrene-methyl methacrylate copolymer, at least 50 wt .-%, preferably 55 to 95 wt .-%, particularly preferably 60 to 85 wt .-%, (a-methyl) styrene, and 4.9 to 45 wt .-%, preferably 14.9 to 40 wt%, methyl methacrylate and 0.1 to 5% by weight, preferably 0.1 to 3% by weight, of a monomer Al, such as maleic anhydride.
- a monomer Al such as maleic anhydride
- the (a-methyl) styrene-methyl methacrylate copolymer may be random or a block polymer.
- Component A can also be prepared from, based on component A, at least 50% by weight, preferably 55 to 95% by weight, particularly preferably 60 to 85% by weight, of vinylaromatic monomer, 4.9 to 45% by weight. %, preferably 14.9 to 40% by weight, methyl methacrylate and 0.1 to 5 wt .-%, preferably 0.1 to 3 wt .-%, of a monomer Al, such as maleic anhydride.
- An inventive acrylonitrile-butadiene-styrene copolymer as component A is prepared by known methods from styrene, acrylonitrile, butadiene and a functional further monomer Al, such as. For example, methyl methacrylate.
- the modified ABS copolymer may, for. For example, up to 70% by weight (about 35 to 70% by weight) of butadiene, up to 99.9% by weight (about 20 to 50% by weight) of styrene and up to 38% by weight.
- Component A can also be prepared from 3 up to 70% by weight (about 35 to 70% by weight) of at least one conjugated diene, up to 99.9% by weight (about 20 to 50% by weight) of at least one vinyl aromatic monomer and up to 38 wt .-% (about 9 to 38 wt .-%) of acrylonitrile and 0.1 to 20 wt .-%, preferably
- a monomer A-l such as maleic anhydride.
- the modified ABS copolymer may contain: 35 to 70% by weight of butadiene, 20 to 50% by weight of styrene and 9.9 to 38% by weight of acrylonitrile, and 0.1 to 5 wt .-%, preferably 0.1 to 3 wt .-%, of a monomer Al, such as maleic anhydride.
- Component A can also be prepared from 35 to 70% by weight of at least one conjugated diene, 20 to 50% by weight of at least one vinylaromatic monomer and 9.9 to 38% by weight of acrylonitrile and 0.1 to 5% by weight.
- % preferably 0.1 to 3 wt .-%, of a monomer A-
- the inventive component A is a styrene / butadiene copolymer such as impact polystyrene, a styrene-butadiene block copolymer such as Styrolux®, Styroflex®, K-Resin, Clearen, Asaprene, a polycarbonate, an amorphous polyester or an amorphous polyamide.
- styrene / butadiene copolymer such as impact polystyrene, a styrene-butadiene block copolymer such as Styrolux®, Styroflex®, K-Resin, Clearen, Asaprene, a polycarbonate, an amorphous polyester or an amorphous polyamide.
- This may also be a polymer component as described above, which contains at least one functional monomer A1 in said molding composition.
- one or more other (co) polymers without such functionality can be used.
- Further preferred matrix materials as component A are styrene-based elastomers ("S-TPE”), which are known, inter alia, as Kraton® or Asaflex, which are preferably materials comprising linear, branched or star-shaped styrene-butadiene Hydrogenated or partially hydrogenated styrene-butadiene (block) copolymers may also be used, as are polyolefin-based thermoplastic elastomers, so-called TPOs, which may include polyethylene and / or polypropylene (block) copolymers, Likewise, thermoplastic polyurethanes (“U-TPE”) are among the possible matrix materials as component A, as well as technical elastomers (such as, for example, polyether / ester),
- thermoplastic molding composition A is modified with monomer A-1 (polymer component (A-a)), preferably one or more of the abovementioned styrene-based elastomers is modified with monomer A-1.
- polymer component (A-b) one or more other (co) polymers without such functionality
- the matrix M can consist of at least two mutually different molding compositions A.
- these various molding compound types may have a different melt flow index (MFI), and / or other co-monomers or additives.
- the term molecular weight (Mw) in the broadest sense can be understood as the mass of a molecule or a region of a molecule (eg a polymer strand, a block polymer or a small molecule) which is in g / mol (Da) and kg / mol (kDa) can be specified.
- the molecular weight (Mw) is the weight average which can be determined by the methods known in the art.
- the molding compositions A preferably have a molecular weight Mw of from 60,000 to 400,000 g / mol, often from 80,000 to 350,000 g / mol, where Mw can be determined by light scattering in tetrahydrofuran (GPC with UV detector).
- Mw can be determined by light scattering in tetrahydrofuran (GPC with UV detector).
- the molecular weight Mw of component A can vary within a range of +/- 20%.
- Component A preferably contains a styrene copolymer modified by a chemically reactive functionality, which, apart from the addition of the monomers A1, is composed essentially of the same monomers as the "normal styrene copolymer".
- Copolymer ", wherein the monomer content +/- 5%, the molecular weight +/- 20% and the melt flow index (determined at a temperature of 220 ° C and a load of 10 kg according to the ISO method 1 133) +/- 20% ISO Method 1 133 will preferably be understood as meaning DIN EN ISO 1 133-1: 2012-03.
- melt flow rate (melt volume rate MVR), the thermoplastic polymer composition used as the polymer matrix A 10 to 70 cm 3/10 min, preferably 12 to 70 cm 3/10 min, particularly 15 to 55 cm 3/10 min at 220 ° C / 10kg (measured according to IS01 133).
- the melt flow rate is (Melt Volume rate, MVR) of the thermoplastic polymer composition used as the polymer matrix A 10 to 35 cm 3/10 min, preferably 12 to 30 cm 3/10 min, particularly 15 to 25 cm 3/10 min at 220 ° C / 10kg (measured according to IS01 133).
- melt flow rate (melt volume rate MVR) of the thermoplastic polymer composition used as the polymer matrix A 35 to 70 cm 3/10 min, preferably 40 to 60 cm 3/10 min, in particular 45 to 55 cm 3/10 min at 220 ° C / 10kg (measured according to IS01 133).
- the viscosity number is 60 to 90 ml / g, preferably 65 to 85 ml / g, in particular 75 to 85 ml / g.
- Suitable preparation methods for component A are emulsion, solution, bulk or suspension polymerization, preference being given to solution polymerization (see GB 1472195).
- component A is isolated after the preparation by processes known to those skilled in the art, and preferably processed into granules. Thereafter, the production of the fiber composite materials can take place.
- the fiber composite material contains at least 5 wt .-%, based on the fiber composite material, the reinforcing fiber B (component B).
- the reinforcing fiber B in the fiber composite material is preferably from 5 to 70% by weight, particularly preferably from 10 to 65% by weight, often from 25 to 65% by weight and in particular from 29.9 to 61, 9 wt .-%, based on the fiber composite material included.
- the reinforcing fiber B is preferably used as the sheet F.
- the reinforcing fiber B can be any fiber whose surface has functional groups which can form a covalent bond with the monomers A-1 of the component A, which have a chemically reactive functionality.
- continuous fibers including fibers which are the product of a single fiber twist
- the reinforcing fibers B are therefore preferably not short fibers ("chopped fibers") and the fiber composite material is preferably not a short glass fiber reinforced material
- At least 50% of the reinforcing fibers B preferably have a length of at least 5 mm, more preferably at least 10 mm or more than 100 The length of the reinforcing fibers B also depends on the size of the fabric made from the fiber composite material.
- a fabric, fabric or knitted fabric differs from short fibers, since in the former, coherent, larger fabrics F are produced, which as a rule will be longer than 5 mm.
- the fabrics, scrims, knitted fabrics, etc. are preferably present in such a way that they pass (largely) through the fiber composite material. Therefore, the fabrics or scrims are preferably such that they (substantially) pull through the existing of the fiber composite material textile. Pull through extensively here means that the fabric or scrim or continuous fibers pull through more than 50%, preferably at least 70%, in particular at least 90%, of the length of the textile.
- the length of the textile is the largest extent of this in one of the three spatial directions.
- the fabrics or scrims or continuous fibers pass through more than 50%, preferably at least 70%, in particular at least 90%, of the surface of the textile.
- the area of the textile here is the area of the largest extent of the textile in two of the three spatial directions.
- the textile is preferably (largely) flat.
- the functional groups Bl on the surface of the reinforcing fiber B are selected from hydroxy, ester and amino groups. Particularly preferred are hydroxy groups.
- the reinforcing fibers B are glass fibers which have hydroxyl groups in the form of silanol groups as chemically reactive functionality Bl on the surface.
- the reinforcing fibers B may be embedded in the fiber composite material in any orientation and arrangement.
- the reinforcing fibers B are present in the fiber composite material is not statistically uniformly distributed, but in levels with higher and those with lower proportion (therefore as more or less separate layers).
- the reinforcing fibers B may be present, for example, as fabrics, mats, nonwovens, scrims or knitted fabrics. Laminated laminates formed in this way contain laminations of sheet-like reinforcing layers (of reinforcing fibers B) and layers of the polymer matrix wetting and holding them, containing at least one component A. According to a preferred embodiment, the reinforcing fibers B are embedded in layers in the fiber composite material , Preferably, the reinforcing fibers B are present as a flat structure F.
- the fibers are ideally parallel and stretched.
- endless fibers Tissues are created by the interweaving of continuous fibers, such as rovings.
- the interweaving of fibers inevitably involves an ondulation of the fibers.
- the ondulation causes in particular a reduction of the fiber-parallel compressive strength.
- Mats are usually made of short and long fibers, which are loosely connected by a binder. Through the use of short and long fibers, the mechanical properties of components made of mats are inferior to those of fabrics.
- Nonwovens are structures of limited length fibers, filaments or cut yarns of any kind and of any origin which have been somehow joined together to form a nonwoven and joined together in some manner. Knitted fabrics are thread systems through machine formation.
- the fabric F is preferably a scrim, a fabric, a mat, a nonwoven or a knitted fabric. Particularly preferred as a fabric F is a scrim or a fabric.
- the fiber composite material used optionally contains 0 to 40% by weight, preferably 0 to 30% by weight, particularly preferably 0.1 to 10% by weight, based on the buffers of components A to C, at least one of the components A and B different additive (auxiliaries and additives).
- Particulate mineral fillers processing aids, stabilizers, oxidation retarders, agents against heat decomposition and decomposition by ultraviolet light, lubricants and mold release agents, flame retardants, dyes and pigments and plasticizers are to be mentioned.
- esters as low molecular weight compounds are mentioned.
- two or more of these compounds can be used. In general, the compounds are present with a molecular weight of less than 3000 g / mol, preferably less than 150 g / mol.
- Particulate mineral fillers may be, for example, amorphous silica, carbonates such as magnesium carbonate, calcium carbonate (chalk), powdered quartz, mica, various silicates such as clays, muscovite, biotite, suzoite, tin malite, talc, chlorite, phlogopite, feldspar, calcium silicates such as wollastonite or kaolin, especially calcined kaolin.
- carbonates such as magnesium carbonate, calcium carbonate (chalk), powdered quartz, mica, various silicates such as clays, muscovite, biotite, suzoite, tin malite, talc, chlorite, phlogopite, feldspar, calcium silicates such as wollastonite or kaolin, especially calcined kaolin.
- UV stabilizers include, for example, various substituted resorcinols, salicylates, benzotriazoles and benzophenones, which can generally be used in amounts of up to 2% by weight.
- oxidation inhibitors and heat stabilizers may be added to the thermoplastic molding compound.
- lubricants and mold release agents which are usually added in amounts of up to 1 wt .-% of the thermoplastic composition.
- these include stearic acid, stearyl alcohol, stearic acid alkyl esters and amides, preferably Irganox®, and esters of pentaerythritol with long-chain fatty acids. It is possible to use the calcium, zinc or aluminum salts of stearic acid and also dialkyl ketones, for example distearyl ketone.
- ethylene oxide Propylene oxide copolymers can be used as lubricants and mold release agents.
- natural and synthetic waxes can be used. These include PP waxes, PE waxes, PA waxes, grafted PO waxes, HDPE waxes, PTFE waxes, EBS waxes, montan wax, carnauba and beeswaxes.
- Flame retardants can be both halogen-containing and halogen-free compounds. Suitable halogen compounds, with brominated compounds being preferred over the chlorinated ones, remain stable in the preparation and processing of the molding composition of this invention so that no corrosive gases are released and efficacy is not thereby compromised. Preference is given to using halogen-free compounds, for example phosphorus compounds, in particular phosphine oxides and derivatives of acids of phosphorus and salts of acids and acid derivatives of phosphorus. Phosphorus compounds particularly preferably contain ester, alkyl, cycloalkyl and / or aryl groups. Likewise suitable are oligomeric phosphorus compounds having a molecular weight of less than 2000 g / mol, as described, for example, in EP-A 0 363 608.
- pigments and dyes may be included. These are generally in amounts of 0 to 15, preferably 0.1 to 10 and in particular 0.5 to 8 wt .-%, based on the buzzer of components A to C, included.
- the pigments for coloring thermoplastics are generally known, see, for example, R. Gumbleter and H. Müller, Taschenbuch der Kunststoffadditive, Carl Hanser Verlag, 1983, pp. 494 to 510.
- white pigments such as zinc oxide, Zinc sulfide, lead white (2 PbC03.Pb (OH) 2), lithopone, antimony white and titanium dioxide.
- the rutile form is used for the whitening of the molding compositions according to the invention.
- Black color pigments which can be used according to the invention are iron oxide black (Fe304), spinel black (Cu (Cr, Fe) 204), manganese black (mixture of manganese dioxide, silicon oxide and iron oxide), cobalt black and antimony black, and particularly preferably carbon black, which is usually present in Form of Furnace- or gas black is used (see G. Benzing, Pigments for paints, Expert-Verlag (1988), p. 78ff).
- inorganic color pigments such as chromium oxide green or organic colored pigments such as azo pigments and phthalocyanines can be used according to the invention to adjust certain hues. Such pigments are generally available commercially.
- pigments or dyes in a mixture, for example, carbon black with Kupferphtha- locyaninen, since in general the color dispersion in the thermoplastics is facilitated.
- Production and Use of the Fiber Composite Materials (Organo Sheet) Organic sheets are preferably processed by injection molding or pressing.
- a further cost advantage can be generated by a functional integration, for example by the injection-molding or pressing of functional elements, since further assembly steps, for example the welding of functional elements, can be dispensed with.
- the process for producing a fiber composite material includes the steps:
- thermoplastic molding composition A having elastomeric properties, comprising a copolymer A-1 containing monomers Al, which have a chemically reactive functionality (and optionally one or more further (co) polymers (Aa) and / or (From));
- thermoplastic molding compound A Melting the thermoplastic molding compound A and displacing (or bringing into contact) this molding compound A with the reinforcing fiber B from step (i);
- the manufacturing process may include the phases of impregnation, consolidation and solidification (consolidation) common in the manufacture of composites, which process may be influenced by the choice of temperature, pressure and times employed.
- the fiber composite material contains (or consists of) the fiber composite material: a) 30 to 95 wt .-% of at least one thermoplastic molding composition A with elastomeric properties,
- Step (ii) of the process the melting of the component A and the placing (contacting) of this melt with the reinforcing fibers B, can be carried out in any suitable manner.
- the matrix M can be converted into a flowable state and the reinforcing fibers B are wetted to form a boundary layer.
- steps (ii) and (iii) may be performed simultaneously.
- a chemical reaction takes place in which the monomers A-1 form a covalent bond with the surface of the reinforcing fibers B (usually via a bond to the functional groups B-1).
- esterification e.g., esterification of maleic anhydride monomers with silanol groups of a glass fiber.
- the formation of a covalent bond may also be initiated in a separate step (e.g., by temperature elevation, radical starter, and / or photo-initiation). This can be done at any suitable temperature.
- the steps (ii) and / or (iii) are carried out at a temperature of at least 200 ° C, preferably at least 250 ° C, more preferably at least 300 ° C, especially at 300 ° C-340 ° C.
- a temperature of at least 200 ° C preferably at least 250 ° C, more preferably at least 300 ° C, especially at 300 ° C-340 ° C.
- An exception may be: a composition which releases reactive groups by thermal cleavage, such as tert-butyl (meth) acrylate, isobutene is released by thermal elimination at temperatures of about 200 ° C and the remaining functional group (essentially an acid function) can then react with the fiber surface.
- the residence time at temperatures of> 200 ° C. is not more than 10 minutes, preferably not more than 5 minutes, more preferably not more than 2 minutes, in particular not more than 1 min. Often 10 to 60 seconds are sufficient for the thermal treatment.
- the process, in particular the steps (ii) and (iii), can in principle be carried out at any pressure (preferably atmospheric pressure or overpressure), with and without pressing of the components. When pressed with overpressure, the properties of the fiber composite material can be improved.
- the surface quality can be substantially increased compared to the semicrystalline thermoplastics for such textiles, since the lower shrinkage of the amorphous thermoplastics, the surface topology, due to the fiber-rich (intersection point in tissues) and fiber-poor regions, essential is improved.
- first layers of reinforcing fibers B can be prepared with differently prepared reinforcing fibers B, wherein an impregnation of the reinforcing fibers B takes place with the matrix of component A.
- impregnated layers with reinforcing fibers B with different fiber-matrix adhesion can be present, which can be consolidated in a further working step to form a composite material as fiber composite material.
- the reinforcing fibers B Before the layers of reinforcing fibers B are laminated with the matrix of component A, at least a part of the reinforcing fibers B can be subjected to a pretreatment in the course of which the subsequent fiber-matrix adhesion is influenced.
- the pretreatment may include, for example, a coating step, an etching step, a heat treatment step or a mechanical surface treatment step.
- a coating step for example, by heating a part of Reinforcing fibers B an already applied adhesion promoter are partially removed.
- thermoplastic fiber composite material according to the invention for producing coverings for high mechanical loads
- the reinforcing fibers B are used in the form of a mat, a fabric, a mat, a fleece or a knitted fabric, the fiber composite material is layered and contains more than two layers.
- thermoplastic fiber composite material for producing coverings for high mechanical loads
- reinforcing fibers B in the form of a gel, a fabric, a mat, a nonwoven or a knitted fabric are used and
- the fiber composite material has a thickness of ⁇ 2 mm, preferably ⁇ 1 mm.
- Such a thickness of ⁇ 2 mm may provide a (partially) elastic / flexible fiber composite material.
- thermoplastic fiber composite material according to the invention for the production of covers for high mechanical loads
- the reinforcing fibers B are used in the form of a mat, a fabric, a mat, a fleece or a knitted fabric, the fiber composite material is layered and contains more than two layers,
- no adhesion promoter in particular no adhesion promoter from the group consisting of aminosilanes and epoxy compounds, is used in the production of the fiber composite material.
- the present invention relates to the use of a thermoplastic fiber composite material having a thickness of ⁇ 10 mm, comprising:
- thermoplastic, amorphous molding material A having elastomeric properties, which is based on an impact-modified styrene copolymer, comprising 0.1 to 10 wt .-% of monomers Al, based to the amount of component A, which have a chemically reactive functionality.
- the reinforcing fibers B are preferably used in the form of a gel, a fabric, a mat, a nonwoven or a knitted fabric, and c) 0 to 40, in particular 0.1 to 10 wt .-%, of at least one additive C, wherein the at least one layer of the reinforcing fibers B is embedded in the matrix and wherein the thermoplastic molding composition A has elastomeric properties and in the manufacturing process of the thermoplastic fiber composite material having at least one chemically reactive functionality, which in the manufacturing process of the fiber composite material with chemical groups of Surface of the reinforcing fibers B reacts, for the production of technical textiles, in particular for the production of covers for high mechanical loads
- the fiber composite material has other properties as described herein.
- the reinforcement layers can be completely interconnected during the manufacturing process (laminating).
- Such fiber composite material mats offer optimized strength and rigidity in the fiber direction and can be processed particularly advantageously.
- the method can also include the production of a molded part T.
- the method comprises, as a further step (iv), a three-dimensional shaping into a molded part T.
- a three-dimensional shaping into a molded part T.
- a cured fiber composite material can also be cold formed.
- a (substantially) solid molding T is obtained at the end of the process.
- the process comprises curing the product obtained from one of the steps (iii) or (iv).
- This step can also be called solidification.
- the solidification which generally takes place with removal of heat, can then lead to a ready-to-use molded part T.
- the molded part T can still be finished (eg deburred, polished, dyed, etc.).
- the process can be carried out continuously, semicontinuously or discontinuously.
- the process is carried out as a continuous process, in particular as a continuous process for the production of smooth or three-dimensionally embossed films.
- the reinforcing fibers B may be layer-wise impregnated and consolidated as layers of (or as sheets of F) reinforcing fibers B in a single processing step with the matrix M containing component A.
- the production of the fiber composite material can be carried out in this way in a particularly efficient manner.
- the behavior of the fiber composite material can be specifically and highly individually influenced. In each case different types of fibers or the same types of fibers can be used.
- groups of reinforcing fibers B may each be provided with different adhesion promoter compositions effecting the different fiber matrix adhesions.
- the different compositions may differ only in the concentrations or have other compositions. It is essential that significantly different fiber-matrix adhesions are set by the different adhesion promoter compositions.
- the reinforcing fibers of the primer can be applied as part of the size. However, it can also be an additional process of thermal desizing or other desizing can be provided which destroys or removes the already applied sizing. Subsequently, the reinforcing fiber can then be coated with a finish containing the coupling agent and adapted to the particular matrix and the desired fiber-matrix adhesion.
- the organic sheets can simultaneously take on functional properties through the use of different fibers (e.g., metal or aramid fibers).
- leather-like technical textiles can also be produced.
- the use as a transparent material is conceivable. This can be used to visualize underlying layers, thus creating a depth effect. Even in safety shoes, this material can have advantages due to the high strength.
- the upper material can be fitted so that it is puncture- and cut-resistant, so that the foot is protected by the upper material. Textiles for covers
- Sails are made of woven polyester threads.
- the disadvantage of the polyester fiber is the lower strength compared to the glass fiber in the organic sheet, so that with the same load capacity a smaller weight of the glass fabric can be selected in the organic sheet.
- thinner material can be used, which can lead to a cost and weight reduction.
- the permeability through the complete impregnation of the fabric with, for example, Styroflex® much lower, which can be further increased the efficiency of the sail.
- FIG. 1 shows the fiber composite materials which have been tested according to test no. 1 were obtained.
- FIG. 1A shows the visual documentation.
- FIG. 1B shows the microscopic appearance of a section through the laminar fiber composite material arranged in a horizontal orientation (left: 25-fold magnification, right: 50-fold magnification), wherein the fibers clearly show horizontally extending dark layer between the light layers of thermoplastic molding material can be seen.
- Figure 1 C shows the 200-fold magnification, it can be seen that the impregnation is not completed in some places.
- FIG. 2 shows the fiber composite materials, which according to test no. 2 were obtained.
- FIG. 2A shows the visual documentation.
- FIG. 2B shows the microscopic view of a section through the laminar fiber composite material arranged in a horizontal orientation (left: 25-fold magnification, right: 50-fold magnification), the fibers clearly being in the form of a running dark layer can be seen between the light layers of thermoplastic molding material.
- FIG. 2C shows a magnification of 200 times, whereby it can be seen that the impregnation is partly not completed.
- FIG. 3 shows the fiber composite materials which have been tested according to test no. 3 were obtained.
- FIG. 3A shows the visual documentation.
- FIG. 3 shows the visual documentation.
- FIG. 3B shows the microscopic view of a section through the laminar fiber composite material arranged in a horizontal orientation (left: 25-fold magnification, right: 50-fold magnification), with no layer of fibers being recognizable.
- Figure 3C shows the 200-fold magnification, it can be seen that the impregnation is largely completed.
- FIG. 4 shows the fiber composite materials which have been tested according to test no. 4 were obtained.
- FIG. 4A shows the visual documentation.
- FIG. 4B shows the microscopic view of a section through the laminar fiber composite material arranged in a horizontal orientation (left: 25-fold magnification, right: 50-fold magnification), with no layer of fibers being recognizable.
- FIG. 4C shows a magnification of 200 times, whereby it can be seen that the impregnation at individual points is not completely completed.
- FIG. 5 shows the fiber composite materials which are determined according to test no. 5 were obtained.
- FIG. 5A shows the visual documentation.
- FIG. 5B shows the microscopic view of a section through the laminar fiber composite material arranged in a horizontal orientation (left: 25-fold magnification, right: 50-fold magnification), with no layer of fibers being recognizable is.
- Figure 4C shows the 200-fold magnification, it can be seen that the impregnation is not completely completed in a few places.
- FIG. 6 shows the production of the fiber composite materials (here: glass fiber fabric) in the press inlet V25-V28. It is clearly recognizable that such a production method allows continuous production. In addition, it can be seen from the imprinting of the pattern that the fiber composite material can also be shaped in three dimensions.
- Laminate thickness 0.2 to 9.0 mm
- Laminate tolerances max. ⁇ 0.1 mm according to semi-finished product
- Sandwich panel thickness max. 30 mm
- Tool pressure Press unit 5-25 bar, infinitely variable for minimum and maximum tool size (optional)
- Mold temperature control 3 heating and 2 cooling zones
- Opening travel press 0.5 to 200 mm
- the described fiber composite materials (organic sheets), in particular with amorphous, thermoplastic matrix are particularly suitable for the production of technical textiles see. Some examples are shown below.
- Fiber composite material 1 is made by injection molding.
- a component A consisting of
- Example B Sails
- Example C Seat Cover With the organic sheets according to the invention both a flexible (eg sail) and firm textile (for example shoe) are produced.
- the crack resistance of the end products is compared to conventional textiles, without the fiber composite material according to the invention, significantly optimized.
- A1 (comparison): S / AN with 75% styrene (S) and 25% acrylonitrile (AN), viscosity number
- A2 S / AN / maleic anhydride Copolymer having the composition (wt%): 74/25/1, Mw of 250,000 g / mol (measured via gel Permeation chromatography on standard columns with monodisperse polystyrene calibration standards)
- B1 Bidirectional glass fiber substrate 0/90 ° (GF-GE) with basis weight
- Matrix layer in top layer not visible on the roving
- Impregnation Warp threads Central unimpregnated areas, all around slightly impregnated Impregnation Weft threads: in the middle clearly unimpregnated areas, all around slightly impregnated
- Air inclusions little, only in roving
- Matrix layer in middle position recognizable
- Matrix layer in top layer little recognizable by the roving
- Impregnation Warp threads Central unimpregnated areas visible, partially impregnated all around, partially unimpregnated
- Impregnation Weft threads Central unimpregnated areas, all-round lightly impregnated
- Matrix layer in middle position not recognizable
- Matrix layer in top layer easily recognizable
- Impregnation Warp threads hardly any unimpregnated areas visible, all-round well impregnated
- Impregnation Weft threads hardly any unimpregnated areas visible, all-round well impregnated
- Matrix layer in middle position hardly recognizable
- Matrix layer in cover layer recognizable
- Impregnation Warp threads Slightly unimpregnated areas visible, all-round well impregnated
- Impregnation Weft threads unimpregnated areas visible, but impregnated all around
- Matrix layer in middle position not recognizable
- Matrix layer in cover layer recognizable
- Impregnation warp threads little unimpregnated areas visible, all-round well impregnated
- Impregnation Weft threads little unimpregnated areas recognizable, all-round well impregnated
- the fibrous composite materials according to the invention can be used to produce a wide variety of technical textiles which are particularly readily dyeable.
- Example of multilayer organic sheets 40 wt .-%, based on the fiber composite material, of an acrylonitrile-styrene-maleic anhydride copolymer as thermoplastic molding material A (prepared from: 75 wt .-% of styrene, 24 wt .-% acrylonitrile and 1 wt .-% maleic anhydride) is compounded with 60 wt .-%, based on the fiber composite material, a glass-based reinforcing fiber with chemically reactive functionality (silane groups) on the surface [GW 123-580K2 of PD Glasseiden GmbH]. Further investigation of multilayer fiber composite materials
- Laminate thickness 0.2 to 9.0 mm
- Laminate tolerances max. ⁇ 0.1 mm according to semi-finished product
- Sandwich panel thickness max. 30 mm
- Tool pressure Press unit 5-25 bar, infinitely variable for minimum and maximum tool size (optional)
- Mold temperature control 3 heating and 2 cooling zones
- Opening travel press 0.5 to 200 mm
- T [° C] temperature of the temperature zones * ( * The press has 3 heating zones and 2 cooling zones.
- Construction / lamination 6-layer structure with melt middle layer; Production process: melt direct (SD)
- M1 (SAN type): styrene-acrylonitrile-maleic anhydride (SAN-MA) terpolymer (S / AN / MA: 74/25/1) with an MA content of 1% by weight and an MVR of 22 cm 3 / 10 min at 220 ° C / 10kg (measured to IS01 133);
- M1 b corresponds to the abovementioned component M1, the matrix additionally being admixed with 2% by weight of carbon black.
- M2 (SAN type): styrene-acrylonitrile-maleic anhydride (SAN-MA) terpolymer (S / AN / MA: 73/25 / 2.1) with an MA content of 2.1% by weight and an MVR of 22 cm 3/10 min at 220 ° C / 10kg (measured according to IS01 133);
- M2b corresponds to the abovementioned component M2, the matrix additionally being admixed with 2% by weight of carbon black.
- M3 (SAN type): blend of 33% by weight of M1 and 67% by weight of the SAN copolymer Luuran VLN, therefore 0.33% by weight of maleic anhydrideMA) in the entire blend;
- M3b corresponds to the abovementioned component M3, the matrix additionally being admixed with 2% by weight of carbon black.
- PA6 semi-crystalline, easy-flowing polyamide Durethan B30S
- Glass filament cooper fabric (short names: GF-KG (LR) or LR), twill weave 2/2, basis weight 290 g / m 2 , roving EC9 68tex, finish TF-970, delivery width 1000 mm (type: 01 102 0800-1240; Manufacturer: Hexcel, obtained from: Lange + Ritter)
- Glass filament twill weave (short designations: GF-KG (PD) or PD), twill weave 2/2, basis weight 320 g / m 2 , Roving 320tex, finish 350, delivery width 635 mm (type: EC14-320-350, manufacturer and supplier : PD Glasseide GmbH Oschatz) Glass filament scrim (short name: GF-GE (Sae) or Sae) 0 45 90 -45 °, basis weight 313 g / m 2 , main roving 300tex, finish PA size, delivery width
- Sae ns glass filament scrim 300 g / m 2 , manufacturer's name: Saertex new sizing, + 457-457 + 457-45 °
- Glass fiber fleece (short name: GV50), basis weight 50 g / m 2 , fiber diameter 10 ⁇ , delivery width 640 mm (Type: Evalith S5030, manufacturer and supplier: Johns Manville Europe)
- All produced composite fiber materials could each be produced as (large) flat textile materials in a continuous process, which could be cut to size (in laminatable, transportable dimensions such as 1 m x 0.6 m).
- the embedded fiber material was just recognizable when examined in detail against the light.
- the embedded fiber material was not / hardly recognizable even under closer light in the backlight.
- LSM confocal laser scanning microscopy
- Fiber-composite materials with four embedded layers of the respective fabric of fibers (here GF-KG (PD) (4) or Sae (4)) were produced in the respective matrix.
- a thin glass fiber fleece (GV50, see above) applied on both sides. This had no noticeable influence on the mechanical properties.
- the mean wave depth (MW Wt) and the spatial ration value (Ra) were determined for numerous fiber composite materials. It was found that the MW Wt for all fiber composite materials in which the matrix contains a functional component that can react with the fibers is clearly ⁇ 10 ⁇ m, whereas in composite fiber materials with comparable PA6 and PD (OD ) Matrices is clearly ⁇ 10 ⁇ .
- the determined spatial values were also significantly lower for composite fiber materials according to the invention. By way of example, these are the measured values below.
- the matrix components A are as described above.
- Fiber components B (unless described above)
- FG290 glass filament fabric 290g / m 2 , manufacturer's name: Hexcel HexForce® 01202 1000 TF970
- FG320 glass filament fabric 320g / m 2 , manufacturer's name: PD Glasseide GmbH Oschatz EC 14-320-350
- Sae MuAx313, glass filament scrim 300g / m 2 , manufacturer's name: Saertex XE-PA-313-655
- Sae ns glass filament scrim 300g / m 2 , manufacturer's name: Saertex new sizing, + 457-457 + 457-45 °
- the puncture behavior (dart test according to ISO 6603) was determined for the fiber composite materials.
- the fiber composite materials showed a high stability of Fm> 3000 N.
- the resulting fiber composite materials could be formed in good three-dimensional form, for example into half shell-shaped materials, such as shoe caps. It was also found that the resulting fiber composite materials could be printed and laminated.
- the evaluation of different textile systems based on glass fibers with different matrix systems to a fiber composite material has shown that good fiber composite materials can be produced reproducibly. These can be produced colorless or colored and optionally subsequently dyed and / or laminated.
- the fiber composite materials showed good to very good optical, haptic tables and mechanical properties (such as their puncture resistance). Mechanically, the tissues showed slightly greater strength than scrim.
- the styrene copolymer-based matrices (SAN matrices) tended to result in better fiber composite materials in terms of mechanical properties than the alternative matrices such as PC and PA6.
- the fiber composite materials according to the invention could be produced semi-automatically or fully automatically by means of a continuous process.
- the fiber composite materials (organic sheets) according to the invention can be well converted into three-dimensional shapes, for example for shoe caps.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Reinforced Plastic Materials (AREA)
Abstract
Die Verwendung eines thermoplastischen Faserverbund-Werkstoffs, enthaltend: a) mindestens eine thermoplastische Formmasse A als Matrix, b) mindestens eine Lage aus Verstärkungsfasern B, und c) optional mindestens ein Additiv C, wobei die mindestens eine Lage der Verstärkungsfasern B in die Matrix eingebettet ist und die thermoplastische Formmasse A elastomere Eigenschaften und mindestens eine chemisch reaktive Funktionalität aufweist, welche während des Herstellungspro- zesses des Faserverbund-Werkstoffs mit chemischen Gruppen der Oberfläche der Verstärkungsfasern B reagiert, ist zur Herstellung von technischen Textilien besonders geeignet.
Description
Verwendung von Faserverbund-Werkstoffen zur Herstellung von technischen Textilien
Die vorliegende Erfindung betrifft die Verwendung eines Faserverbund-Werkstoffs (auch Organoblech genannt) zur Herstellung von technischen Textilien, wobei der Fa- serverbund-Werkstoff eine thermoplastische Formmasse A, welche elastomere Eigenschaften aufweist, und mindestens eine Lage der Verstärkungsfasern B umfasst. Die mindestens eine Lage der Verstärkungsfasern B ist in die Matrix der thermoplastischen Formmasse A eingebettet, wobei die thermoplastische Formmasse A bei der Herstellung des Werkstoffs mindestens eine chemisch reaktive Funktionalität aufweist.
Faserverbund-Werkstoffe bzw. Organobleche bestehen meist aus einer Vielzahl von Verstärkungsfasern, die in eine Polymer-Matrix eingebettet sind. Die Einsatzbereiche von Faserverbund-Werkstoffen sind vielfältig. Beispielsweise kommen Faserverbund- Werkstoffe im Fahrzeug- und Luftfahrt-Bereich zum Einsatz. Hierbei sollen Faserver- bund-Werkstoffe den Eintritt des totalen Versagensfalls (wie etwa Zerreißen oder sonstige Fragmentierung) verhindern, um die Unfallgefahr durch verteilte Bauteilfetzen zu vermindern. Viele Faserverbund-Werkstoffe sind in der Lage, bei Belastung vergleichsweise hohe Kräfte aufzunehmen, bevor es zum totalen Versagensfall kommt. Gleichzeitig zeichnen sich Faserverbund-Werkstoffe gegenüber herkömmlichen, nicht verstärkten Materialien durch eine hohe Festigkeit und Steifigkeit bei gleichzeitig niedriger Dichte und weiteren vorteilhaften Eigenschaften wie beispielsweise guter Alte- rungs- und Korrosionsbeständigkeit aus.
Festigkeit und Steifigkeit sind dabei an die Belastungsrichtung und Belastungsart an- passbar. Hierbei sind in erster Linie die Fasern für die Festigkeit und Steifigkeit des Faserverbund-Werkstoffs verantwortlich. Zudem bestimmt auch ihre Anordnung die mechanischen Eigenschaften des jeweiligen Faserverbund-Werkstoffs. Die Matrix dient dagegen meist primär zum Einleiten der aufzunehmenden Kräfte in die einzelnen Fasern und zur Beibehaltung der räumlichen Anordnung der Fasern in der gewünschten Orientierung. Da sowohl die Fasern als auch die Matrix-Materialien variierbar sind, kommen zahlreiche Kombinationsmöglichkeiten von Fasern und Matrix-Materialien in Betracht.
Bei der Herstellung von Faserverbund-Werkstoffen spielt die Verbindung von Fasern und Matrix zueinander eine wesentliche Rolle. Auch die Festigkeit der Einbettung der Fasern in die Polymer-Matrix (Faser-Matrix-Haftung) kann erheblichen Einfluss auf die Eigenschaften des Faserverbund-Werkstoffs haben. Zur Optimierung der Faser-Matrix- Haftung und um eine„geringe chemische Ähnlichkeit" zwischen den Faseroberflächen und der umgebenen Polymer-Matrix auszugleichen, werden Verstärkungsfasern re- gelmäßig vorbehandelt.
Hierzu werden der sogenannten Schlichte (Schlichtemittel) regelmäßig Haftvermittler zugesetzt. Eine solche Schlichte wird regelmäßig während der Herstellung auf die Faser aufgebracht, um die Weiterverarbeitbarkeit der Fasern (wie Weben, Legen, Nähen) zu verbessern. Wenn die Schlichte für die spätere Weiterverarbeitung unerwünscht ist, muss sie erst in einem zusätzlichen Verfahrensschritt entfernt werden, etwa durch Herunterbrennen. In einigen Fällen werden Glasfasern auch ohne Schlichte verarbeitet. Dann wird für die Herstellung des Faserverbund-Werkstoffs ein weiterer Haftvermittler in einem zusätzlichen Verfahrensschritt aufgebracht. Schlichte und/oder Haftvermittler bilden auf der Oberfläche der Fasern eine Schicht, welche die Wechselwirkung der Fasern mit der Umgebung wesentlich bestimmen kann. Heute steht eine Vielzahl unterschiedlicher Haftvermittler zur Verfügung. Der Fachmann kann je nach Anwen- dungsgebiet, zu verwendender Matrix und zu verwendenden Fasern einen geeigneten Haftvermittler auswählen, der mit der Matrix und mit den Fasern kompatibel ist.
Eine technische Herausforderung besteht darin, dass bei Eintritt des totalen Versagensfalls der Faserverbund-Werkstoff einen Sprödbruch erleiden kann. Folglich kann beispielsweise bei der Herstellung von technischen Textilien, die regelmäßig hoher Belastung ausgesetzt sind, eine erhebliche Unfallgefahr von zerrissenen Fasern ausgehen.
Daher ist es erwünscht, Faserverbund-Werkstoffe mit einem weiten Belastungsbereich, bei dem der totale Versagensfall unwahrscheinlich ist, bereitzustellen. Gewünscht sind zudem gute optische Eigenschaften, sowie die Möglichkeit, mittels der Faserverbund- Werkstoffe Bauteile mit glatten Oberflächen herstellen zu können.
In WO 2008/058971 werden Formmassen beschrieben, welche zwei Gruppen von Verstärkungsfasern verwenden. Die Gruppen von Verstärkungsfasern sind jeweils mit verschiedenen Haftvermittler-Komponenten versehen, welche die verschiedenen Faser-Matrix-Haftungen bewirken. Die zweite Faser-Matrix-Haftung ist geringer als die erste Faser-Matrix-Haftung, und die oberflächennahen Lagen von Verstärkungsfasern aus Verstärkungsfasern der ersten Gruppe werden mit größerer Faser-Matrix Haftung gebildet. Als Matrix-Materialien werden Duroplasten wie Polyester und die Thermoplasten Polyamid und Polypropylen vorgeschlagen.
WO 2008/1 19678 beschreibt ein Glasfaser-verstärktes Styrol-Acrylnitril Copolymer (SAN), welches durch Verwendung von Maleinsäureanhydrid-Gruppen-haltiges Styrol-
Copolymer und geschnittenen Glasfasern in seinen mechanischen Eigenschaften verbessert wird. Es wird daher der Einsatz von Kurzfasern gelehrt. Es wird daher der Einsatz von Kurzfasern gelehrt. Es wird jedoch kein Hinweis auf Faserverbund-Werkstoffe gegeben.
CN 102924857 Mischungen aus Styrol-Maleinsäureanhydrid-Copolymeren, welche mit Schnittglas gemischt werden und dann relativ hohe Festigkeiten zeigen.
Jedoch ist die Spannungsrissbeständigkeit eines solchen Materials gegenüber Lösungsmitteln zu gering. Auch die Festigkeit gegenüber Glasfaserverbunden ist deutlich zu niedrig.
CN 101555341 beschreibt Mischungen aus Acrylnitril-Butadien-Styrol (ABS), Glasfasern, Maleinsäureanhydrid-haltigen Polymeren und Epoxidharzen. Bei der Herstellung werden ABS und das Maleinsäureanhydrid-haltige Polymer vorgelegt, um zunächst das Epoxidharz zuzugeben und dann die Glasfasern. Die Fließfähigkeit einer solchen Mischung, enthaltend ein (duromeres) Epoxidharz, ist sehr beschränkt.
KR 100376049 lehrt Mischungen aus SAN, Maleinsäureanhydrid- und N-Phenyl- maleinimid-haltigem Copolymer, geschnittenen Glasfasern und einem Aminosilan- basierten Kupplungsagens. Die Verwendung eines solchen Kupplungsagens führt zu zusätzlichen Verarbeitungsschritten und erhöht somit die Produktionskosten.
US 201 1/0020572 beschreibt Organoblech-Bauteile mit einem Hybrid-Design aus beispielsweise einer hoch fließfähigen Polycarbonat-Komponente. Dabei wird Polycarbo- nat (PC) durch geeignete Additive fließfähig gemacht, wie über hyperverzweigte Polyester, Ethylen/(Meth)acrylat Copolymere oder niedermolekulare Polyalkylenglykolester.
EP-A 2 251 377 beschreibt Organobleche, die mit einer Aminosilan-Schlichte behandelt sind. Es wird nicht gelehrt, Organobleche zur Herstellung von technischen Textilien zu verwenden.
(Glas-)Fasern werden im Stand der Technik häufig mit einer Schlichte behandelt, welche vor allem die Fasern gegenseitig schützen. Ein gegenseitiges Beschädigen durch Abrieb soll verhindert werden. Beim gegenseitigen mechanischen Einwirken soll es nicht zur Querfragmentierung (Bruchbildung) kommen.
Ferner kann mittels der Schlichte der Schneidevorgang der Faser erleichtert werden, um vor allem eine gleiche Stapellänge zu erhalten. Daneben kann durch die Schlichte eine Agglomeration der Fasern vermieden werden. Die Dispergierbarkeit von Kurzfa-
sern in Wasser kann verbessert werden. Somit ist es möglich, gleichmäßige Flächengebilde nach dem Naßlegeverfahren zu erhalten.
Eine Schlichte kann dazu beitragen, dass ein verbesserter Zusammenhalt zwischen 5 den Glasfasern und der Polymer-Matrix, in welcher die Glasfasern als Verstärkungsfasern wirken, hergestellt wird. Dieses Prinzip findet vor allem bei den glasfaserverstärken Kunststoffen (GFK) Anwendung.
Bislang enthalten die Glasfaser-Schlichten generell eine große Anzahl an Bestandteil e) len, wie beispielsweise Filmbildner, Gleitmittel, Netzmittel und Haftvermittler.
Ein Filmbildner schützt die Glasfilamente vor gegenseitiger Reibung und kann zusätzlich eine Affinität zu Kunstharzen verstärken, um somit die Festigkeit und den Zusammenhalt eines Verbundwerkstoffes zu fördern. Stärkederivate, Polymere und Copoly- 15 mer von Vinylacetat und Acrylestern, Epoxidharz-Emulsionen, Polyurethanharze und Polyamide mit einem Anteil von 0,5 bis 12 Gew.-%, bezogen auf die gesamte Schlichte, sind zu nennen.
Ein Gleitmittel verleiht den Glasfasern und deren Produkten Geschmeidigkeit und ver- 20 mindert die gegenseitige Reibung der Glasfasern, sowie bei der Herstellung. Oftmals wird jedoch die Haftung zwischen Glas und Kunstharz durch die Verwendung von Gleitmitteln beeinträchtigt. Fette, Öle und Polyalkylenamine in einer Menge von 0,01 bis 1 Gew.-%, bezogen auf die gesamte Schlichte, sind zu nennen.
25 Ein Netzmittel bewirkt eine Herabsetzung der Oberflächenspannung und eine verbesserte Benetzung der Filamente mit der Schlichte. Für wässrige Schlichten sind beispielsweise Polyfettsäureamide mit einer Menge von 0,1 bis 1 ,5 Gew.-%, bezogen auf die gesamte Schlichte, zu nennen.
30 Oftmals existiert keine geeignete Affinität zwischen der Polymer-Matrix und den Glasfasern. Diese Überbrückung können Haftvermittler übernehmen, welche die Adhäsion von Polymeren an der Faseroberfläche erhöhen. Die meisten organo-funktionellen Silane, wie beispielsweise Aminopropyltriethoxysilan, Methacryloxypropyltrimethoxy- silan, Glycidyloxypropyltrimethoxysilan und ähnliche sind zu nennen.
35
Silane, welche einer wässrigen Schlichte zugesetzt werden, werden meist zu Silanolen hydrolysiert. Diese Silanole können dann mit reaktiven (Glas-)Faseroberflächen reagieren und somit eine Haftmittelschicht (mit einer Dicke von ca. 3 nm) bilden.
Folglich können niedermolekulare, funktionale Agenzien mit Silanolgruppen auf der Glasoberfläche reagieren, wobei diese niedermolekularen Agenzien anschließend weiterreagieren (beispielsweise in Epoxidharzen) und dabei für eine chemische Anbindung der Glasfaser an die Polymer-Matrix sorgen. Eine solche Herstellung ist jedoch zeit- aufwändig und dauert bis zur vollständigen Aushärtung der Polymere (beispielsweise der oben genannten Epoxidharze) ungefähr zwischen 30 Minuten bis über eine Stunde.
Es erscheint daher wünschenswert, in einem verbesserten Verfahren bereits polymeri- sierte Schmelzen in Verbindung mit Glasfasern oder anderen Verstärkungsfasern zu bringen.
Eine Funktionalisierung durch Umsetzung mit Polymeren ist ebenfalls bekannt. So gelingt es, durch Verwendung niedermolekularer Polycarbonat-Typen das Glasfaserge- webe bzw. -gelege gut zu tränken und durch Reaktion von funktionellen Gruppen auf der Glasfaseroberfläche mit dem Polycarbonat eine„Pfropfung" durchzuführen, welche die Verträglichkeit zum Polymer erhöht. Diese Verfahrensweise hat jedoch den Nachteil, dass Polycarbonat (PC) eine sehr hohe Viskosität besitzt und für diesen Imprägnierschritt niedermolekulares, d.h. niedrigviskoses PC eingesetzt werden muss, wel- ches eine äußerst schlechte Gebrauchstauglichkeit, wie beispielsweise eine geringe Resistenz gegenüber Spannungsriss auslösenden Agenzien, wie polare Lösungsmittel, aufweist.
Eine technische Aufgabe der Erfindung ist es, einen Faserverbund-Werkstoff (Orga- noblech) herzustellen, der geeignete Eigenschaften zur Herstellung von technischen Textilien aufweist. Der Faserverbund-Werkstoff sollte auf einem leicht zu verarbeitenden, gegen herkömmliche Lösemittel weitgehend inerten, gut Spannungsriss- beständigen, festen Verbundwerkstoff basieren und eine glatte Oberfläche aufweisen. Idealerweise kommt der Faserverbund-Werkstoff ohne Haftvermittler aus.
Es hat sich überraschend gezeigt, dass ein Faserverbund-Werkstoff, enthaltend mindestens eine thermoplastische Formmasse A, welche elastomere Eigenschaften aufweist, als Matrix, mindestens eine Lagen aus Verstärkungsfasern B, und optional mindestens ein Additiv C, wobei die mindestens eine Lage der Verstärkungsfasern B in die Matrix eingebettet ist, und die thermoplastische Formmasse A mindestens eine chemisch reaktive Funktionalität aufweist, welche während des Herstellungsprozesses des Faserverbund-Werkstoffs mit chemischen Gruppen der Oberfläche der Verstärkungsfasern B reagiert, besonders zur Herstellung von technischen Textilien geeignet ist.
Der erhaltene Faserverbund-Werkstoff weist eine gute Festigkeit auf und ist span- nungsriss- und lösungsmittelbeständig.
Ein Aspekt der vorliegenden Erfindung betrifft die Verwendung eines thermoplasti- sehen Faserverbund-Werkstoffs, enthaltend (oder bestehend aus)
a) mindestens eine thermoplastische Formmasse A als Matrix,
b) mindestens eine Lage aus Verstärkungsfasern B, und
c) optional mindestens ein Additiv C, wobei die mindestens eine Lage der Verstärkungsfasern B in die Matrix eingebettet ist und wobei die thermoplastische Formmasse A elastomere Eigenschaften aufweist und beim Herstellungsprozess des thermoplastischen Faserverbund-Werkstoffs mindestens eine chemisch reaktive Funktionalität aufweist, welche beim Herstellungsprozess des Faserverbund-Werkstoffs mit chemischen Gruppen der Oberfläche der Verstär- kungsfasern B reagiert, zur Herstellung von technischen Textilien.
Daher betrifft die vorliegenden Erfindung auch, anders ausgedrückt, ein Verfahren zur Herstellung von technischen Textilien umfassend die folgenden Schritte: (i) Bereitstellen von
a) mindestens einer thermoplastischen Formmasse A als Matrix,
b) mindestens einer Lage aus Verstärkungsfasern B, und
c) optional mindestens eines Additiv C,
wobei die mindestens eine Lage der Verstärkungsfasern B in die Matrix der thermoplastischen Formmasse eingebettet ist und die thermoplastische Formmasse A mindestens eine chemisch reaktive Funktionalität aufweist, welche während des Herstellungsprozesses des Faserverbund-Werkstoffs mit chemischen Gruppen der Oberfläche von Komponente B reagiert; (ii) Inkontaktbringen der Komponenten A und B, und optional C, mit einander, insbesondere durch Einlegen oder Beschichten der Komponente B mit einer (vorzugsweise durch Erwärmen erhaltenen) viskosen oder flüssigen thermoplastischen Formmasse A, optional ferner enthaltend mindestens eines Additiv C; und (iii) Reagieren lassen der mindestens einen chemisch reaktiven Funktionalität der Komponente A mit chemischen Gruppen der Oberfläche von Komponente B.
Optional kann ein erhaltenes Textilteil (etwa ein Stoff) anschließend mit einem oder mehreren anderen erfindungsgemäßen Textilteilen und/oder einem oder mehreren anderen erfindungsgemäßen Textilteilen vernäht werden. Die erfindungsgemäßen Faserverbund-Werkstoffe könne so ausgestaltet sein, dass sie bedruckbar und/oder teilweise transluzent sind. Durch teilweise Transluzenz und Be- druckbarkeit lassen sich durch die erfindungsgemäßen Faserverbund-Werkstoffe vielfältige technische Textilien herstellen, die besonders gut färbbar sind. Die Erfindung betrifft besonders die Verwendung eines wie oben beschriebenen thermoplastischen Faserverbund-Werkstoffs, enthaltend (oder bestehend aus) a) 30 bis 95, insbesondere 45 bis 80 Gew.-%, besonders bevorzugt 38 bis 70 Gew.- %, der thermoplastische Formmasse A mit elastomeren Eigenschaften,
b) 5 bis 70 Gew.-%, insbesondere 10 bis 54,9 Gew.-%, besonders bevorzugt 29,9 bis 61 ,9 Gew.-%, der Verstärkungsfasern B, und
c) 0 bis 40, insbesondere 0,1 bis 10 Gew.-%, mindestens eines Additivs C.
Dem Fachmann wird verständlich sein, dass die thermoplastische Formmasse A erfin- dungsgemäß mindestens ein (Co)polymer umfasst, das mindestens eine chemisch reaktive Funktionalität aufweist, welche während des Herstellungsprozesses des Faserverbund-Werkstoffs mit chemischen Gruppen an der Oberfläche der Verstärkungsfaser-Komponente B reagiert. Ein solches (Co)polymer umfasst mindestens ein funktionelles Monomer A-l, dessen Funktionalität während des Herstellungsprozesses des Faserverbund-Werkstoffs mit chemischen Gruppen an der Oberfläche der Verstärkungsfaser-Komponente B reagiert. Das Monomer A-l umfassende (Co)polymer wird hierin auch als Polymer-Komponente (A-a) bezeichnet.
Optional kann die thermoplastische Formmasse A noch ein oder mehrere (Co)polymere enthalten die wahlweise auch frei von einer solchen chemisch reaktiven Funktionalität sind (daher kein funktionales Monomer A-l enthalten) und somit während des Herstellungsprozesses des Faserverbund-Werkstoffs nicht mit chemischen Gruppen an der Oberfläche der Verstärkungsfaser-Komponente B reagieren. Ein solches (Co)polymer wird hierin auch als Polymer-Komponente (A-b) bezeichnet.
Die Erfindung betrifft besonders die Verwendung eines wie oben beschriebenen thermoplastischen Faserverbund-Werkstoffs, wobei die thermoplastische Formmasse A amorph ist. In einer weiteren Ausführungsform betrifft die Erfindung die Verwendung eines wie oben beschriebenen thermoplastischen Faserverbund-Werkstoffs, wobei die
thermoplastische Formmasse A amorph ist und auf einem schlagzäh-modifizierten Sty- rol-Copolymer basiert, welches mindestens eine chemisch reaktive Funktionalität aufweist. Oftmals ist A ein durch Monomere mit einer chemisch reaktiven Funktionalität modifiziertes SAN-Copolymer.
Ein solches Styrol-Copolymer kann, sofern als Polymer-Komponente (A-a) eingesetzt, etwa ein M-l-enthaltenes Styrol-Copolymer (beispielhaft ein Maleinsäureanhydrid- enthaltendes Styrol-Copolymer) sein. „Darauf basierend" ist im weitesten Sinne zu verstehen als die genannte(n) Komponente^) enthaltend, bevorzugt die genannte(n) Komponente(n) zu mehr als 50 Gew.-%, stärker bevorzugt zu mehr als 75 Gew.-%, noch stärker bevorzugt zu mehr als 90 Gew.-%, noch stärker bevorzugt zu mehr als 95 Gew.-% enthaltend oder (weitgehend) aus der/den genannten Komponente(n) bestehend.
In einer weiteren Ausführungsform betrifft die Erfindung besonders die Verwendung eines wie oben beschriebenen thermoplastischen Faserverbund-Werkstoffs, wobei die Matrix auf einer Formmasse A basiert, welche mindestens eine chemisch reaktive Funktionalität aufweist, wobei die Formmasse A ausgewählt ist aus der Gruppe beste- hend aus: Styrol-basierte Elastomere (S-TPE), hydrierte oder teilhydrierte Styrol- Butadien-(Block)-Copolymere, thermoplastische Elastomere auf Polyolefin-Basis, thermoplastische Polyurethane und elastomere Polyether/ester (z.B. Polyesterbasiertes Elastomer (beispielsweise des HYTREL® Typs), ggf. in Mischung mit Polymeren wie: Polystyrol (glasklar oder schlagfest), Styrol-Acrylnitril Polymere, Acrylnitril- Butadien-Styrol-Copolymere, Styrol-Methylmethacrylat-Copolymere (SMMA), Methac- rylat-Acrylnitril-Butadien-Styrol-Copolymere (MABS) oder Acrylester-Styrol-Acrylnitril- Copolymere (ASA).
Es wird verstanden werden, dass erfindungsgemäß mindestens eine der (Co)polymer- Komponenten der thermoplastischen Formmasse A ein (Co)polymer darstellt, das mindestens eine chemisch reaktive Funktionalität wie hierin beschrieben aufweist (Polymer-Komponente (A-a)). Jede der im vorangehenden Absatz genannten Copolymer- Komponenten kann demnach zusätzlich zu den explizit genannten Monomeren auch eine reaktive Funktionalität aufweisen, die während der Herstellung des Faserverbund- Werkstoffs mit der Oberfläche der Fasern B reagieren kann. Somit kann jeder der vorstehend genannten (Co)polymere auch eine Polymer-Komponente (A-a) darstellen.
Entsprechend werden die vorstehend genannten Polymer-Komponenten in ihrer Verwendung als Polymer-Komponente (A-a) in der Regel auch mindestens ein Monomer
A-l, das die chemisch reaktive Funktionalität (daher die Reaktion mit Fasern B) vermittelt, umfassen. Optional können die vorstehend genannten Polymer-Komponenten in ihrer Verwendung als Polymer-Komponente (A-a) auch noch zusätzlich ein zweites Monomer (oder sogar noch ein drittes Monomer) umfassen, das die chemisch reaktive Funktionalität vermittelt.
Optional können ein oder mehrere beliebige weitere (Co)polymere ohne eine solche Funktionalität (als Polymer-Komponente (A-b)) zusätzlich zu der einen oder den mehreren Polymer-Komponente(n) (A-a) eingesetzt werden. Auch hier können beispielhaft die vorstehend genannten (Co)polymere, dann jedoch ohne die Funktionalität (daher ohne reaktives Monomer A-l), eingesetzt werden.
Besonders bevorzugt basiert die Polymer-Komponente (A-a) der thermoplastischen Formmasse A auf einem SAN-Copolymer. Der Fachmann wird erkennen, dass das SAN-Copolymer dann zusätzlich ein Monomer A-l umfasst, das während dem Herstel- lungsprozess mit der Oberfläche der Fasern B reagiert. Entsprechend kann das SAN- Copolymer in seiner Verwendung als Polymer-Komponente (A-a) auch ein SAN-(M-I)- Copolymer (= SAN-(M-I)-Terpolymer) sein, beispielhaft ein SAN-MA-Copolymer (= SAN-MA-Terpolymer).
In einer weiteren Ausführungsform betrifft die Erfindung die Verwendung eines wie oben beschriebenen thermoplastischen Faserverbund-Werkstoffs, wobei die chemisch reaktive Funktionalität der thermoplastischen Formmasse A basierend auf Komponenten ausgewählt aus der Gruppe bestehend aus Maleinsäureanhydrid-, N- Phenylmaleinimid-, tert.-Butyl(meth)acrylate- und Glycidyl(meth)acrylat-Funktion, bevorzugt ausgewählt aus der Gruppe bestehend aus Maleinsäureanhydrid-, N- Phenylmaleinimid- und Glycidyl(meth)acrylat-Funktion.
In einer weiteren Ausführungsform betrifft die Erfindung die Verwendung eines wie oben beschriebenen thermoplastischen Faserverbund-Werkstoffs, wobei die thermoplastische Formmasse A 0,1 bis 10 Gew.-%, oftmals 0,15 bis 3 Gew.-%, an Monomeren A-l, bezogen auf die Menge der Komponente A, enthält, welche eine chemisch reaktive Funktionalität aufweisen. In einer weiteren Ausführungsform, betrifft die Erfindung die Verwendung eines wie oben beschriebenen thermoplastischen Faserverbund-Werkstoffs, wobei die Verstärkungsfasern B aus Glasfasern bestehen, welche bevorzugt als chemisch reaktive Funktionalität Silangruppen an der Oberfläche enthalten.
In einer weiteren Ausführungsform betrifft die Erfindung die Verwendung eines wie oben beschriebenen thermoplastischen Faserverbund-Werkstoffs, wobei die Oberfläche der Verstärkungsfasern B eine oder mehrere der chemisch reaktiven Funktionalitäten aus der Gruppe: Hydroxy-, Ester- und Amino-Gruppen enthalten.
In einer weiteren Ausführungsform betrifft die Erfindung die Verwendung eines wie oben beschriebenen thermoplastischen Faserverbund-Werkstoffs, wobei die Verstärkungsfasern B aus Glasfasern bestehen, welche (bevorzugt) als chemisch reaktive Funktionalität Silanolgruppen an der Oberfläche enthalten.
In einer weiteren Ausführungsform betrifft die Erfindung die Verwendung eines wie oben beschriebenen thermoplastischen Faserverbund-Werkstoffs, wobei die Verstärkungsfasern B in Form eines Geleges, eines Gewebes, einer Matte, eines Vlieses oder eines Gewirkes eingesetzt werden.
In einer weiteren Ausführungsform betrifft die Erfindung die Verwendung eines wie oben beschriebenen thermoplastischen Faserverbund-Werkstoffs, wobei der Faserverbund-Werkstoff eine Dicke von < 10 mm, vorzugsweise von < 2 mm, insbesondere von < 1 mm aufweist.
In einer weiteren Ausführungsform betrifft die Erfindung die Verwendung eines wie oben beschriebenen thermoplastischen Faserverbund-Werkstoffs, wobei der Faserverbund-Werkstoff schichtartig aufgebaut ist und mehr als zwei Schichten enthält. Beispielhaft können die weiteren Schichten gleichartig oder auch andersartig aufgebaut sein als die oben beschriebenen.
In einer weiteren Ausführungsform betrifft die Erfindung besonders die Verwendung eines wie oben beschriebenen thermoplastischen Faserverbund-Werkstoffs, zur Her- Stellung von Oberflächenmaterialien für Sport-, Freizeit- und Sicherheitsschuhe.
In einer weiteren Ausführungsform betrifft die Erfindung die Verwendung eines wie oben beschriebenen thermoplastischen Faserverbund-Werkstoffs, zur Herstellung von Bezügen für hohe mechanische Belastungen, insbesondere für Segel.
In einer weiteren Ausführungsform betrifft die Erfindung ein Verfahren zur Herstellung eines wie oben beschriebenen thermoplastischen Faserverbund-Werkstoffs, enthaltend die Schritte:
(i) Bereitstellen von:
(A) einer Matrix aus mindestens einer thermoplastischen Formmasse A mit elastomeren Eigenschaften, enthaltend ein Copolymer A-1 , das Monomere A-l enthält, welche eine chemisch reaktive Funktionalität aufweisen;
(B) mindestens einer Verstärkungsfaser B, deren Oberfläche eine chemisch reaktive Funktionalität B-l aufweist, die mit den Monomeren A-l, eine kovalente Bindung eingehen können;
(ii) Schmelzen der thermoplastischen Formmasse A und Versetzen dieser Formmasse A mit der Verstärkungsfaser B aus Schritt (i); und
(iii) Reagieren der Monomere A-l des Copolymers A-1 mit der chemisch reaktive Funktionalität B-l der Verstärkungsfasern B aus Schritt (ii) unter Ausbildung kova- lenter Bindungen.
In einer weiteren Ausführungsform betrifft die Erfindung technische Textilien, herge- stellt aus einem wie oben beschriebenen Faserverbund-Werkstoff, welcher wie oben beschrieben nach den Schritten (i) bis (iii) hergestellt wurde.
In einer weiteren Ausführungsform betrifft die Erfindung Textilien hergestellt aus einem wie oben beschriebenen thermoplastischen Faserverbund-Werkstoff enthaltend die (oder bestehend aus den) Komponenten A bis C.
Komponente A
Der Faserverbund-Werkstoff enthält mindestens 20 Gew.-%, in der Regel mindestens 30 Gew.-%, bezogen auf das Gesamtgewicht des Faserverbund-Werkstoffs, der ther- moplastischen Matrix M bzw. der thermoplastischen Formmasse A, welche elastomere Eigenschaften aufweist (Formmasse A). Die thermoplastische Formmasse A kann auch als thermoplastische oder (teil)vernetzte Elastomer-Formmasse A bezeichnet werden. Die thermoplastische Matrix (M), die die Formmasse A enthält, ist in dem Faserverbund-Werkstoff bevorzugt von 30 bis 95 Gew.-%, besonders bevorzugt von 35 bis 90 Gew.-%, oftmals von 35 bis 75 Gew.-% und insbesondere von 38 bis 70 Gew.- %, bezogen auf den Faserverbund-Werkstoff, vorhanden. Bevorzugt entspricht die thermoplastische Matrix M der thermoplastischen Formmasse A.
Bevorzugt besteht die Formmasse A hauptsächlich (zu mehr als 50%, insbesondere zu mehr als 90%) aus einem Copolymer (A-1 ). Gemäß einer Ausführungsform besteht die Formmasse A zu mindestens 75 Gew.-%, bevorzugt zu mindestens 90 Gew.-% aus dem Copolymer A-1 . Die thermoplastische Formmasse A kann auch nur aus Copolymer A-1 bestehen.
Für einen erfindungsgemäßen Faserverbund-Werkstoff kommen als Formmasse A zwar beliebige thermoplastische Kunststoffe mit elastomeren Eigenschaften in Frage, insbesondere jedoch werden Styrol-basierte Elastomere (S-TPE), hydrierte oder teilhydrierte Styrol-Butadien-(Block)-Copolymere, thermoplastische Elastomere auf Polyole- fin-Basis, thermoplastische Polyurethane und elastomere Polyether/ester des HY- TREL® Typs verwendet, ggf. in Mischung mit nicht-schlagfest modifizierten oder mit schlagzäh-modifizierte Styrol-Copolymere, vorzugsweise Acrylnitril-Butadien-Styrol- Copolymere (ABS), Methacrylat-Acrylnitril-Butadien-Styrol-Copolymere (MABS) und Acrylester-Styrol-Acrylnitril-Copolymere (ASA).
Wie oben bereits ausgeführt, wird der Fachmann verstehen, dass erfindungsgemäß mindestens eine der (Co)polymer-Komponenten der thermoplastischen Formmasse A ein (Co)polymer darstellt, das mindestens eine chemisch reaktive Funktionalität wie hierin beschrieben aufweist (Polymer-Komponente (A-a)). Bevorzugt wird demnach, dass mindestens eine der vorstehend genannten Polymer-Komponenten (daher mindestens ein (ggf. modifiziertem) Polystyrol und/oder mindestens ein Copolymer A-1 mindestens ein Monomer A-l umfasst.
Beispielhaft, im Falle der Verwendung von Maleinsäureanhydrid (MA) als Monomer A-l, kann das Polystyrol daher ein Polystyrol-Maleinsäureanhydrid-Copolymer sein.
Optional können zusätzlich zu der mindestens einen Polymer-Komponente (A-a) ein oder mehrere beliebige weitere (Co)polymere ohne eine solche Funktionalität (als Polymer-Komponente (A-b)) eingesetzt werden. Es wird verstanden werden, dass dies optional auch Polystyrol und/oder ein Copolymer A-1 (jeweils kein Monomer A-l umfassend) sein kann.
Die thermoplastische Formmasse A (Komponente A) ist bevorzugt eine amorphe Formmasse, wobei amorpher Zustand der thermoplastischen Formmasse (Thermo- plast) bedeutet, dass die Makromoleküle ohne regelmäßige Anordnung und Orientierung, d.h. ohne gleich bleibenden Abstand, völlig statistisch angeordnet sind.
Bevorzugt weist die gesamte Komponente A amorphe, thermoplastische Eigenschaften auf, ist daher schmelzbar und (weitgehend) nicht kristallin. Dadurch ist der Schrumpf der Komponente A, und daher auch des gesamten Faserverbund-Werkstoffs, vergleichsweise gering. Es können besonders glatte Oberflächen bei den technischen Textilien erhalten werden.
Alternativ enthält die Komponente A einen teilkristallinen Anteil von kleiner 50 Gew.-%, bevorzugt kleiner 40 Gew.-%, bezogen auf das Gesamtgewicht von Komponente A. Teilkristalline Thermoplasten bilden sowohl chemisch regelmäßige, als auch geometrische Bereiche aus, d. h. es gibt Bereiche, in denen sich Kristalliten bilden. Kristalliten sind Parallelbündelungen von Molekülabschnitten oder Faltungen von Molekülketten. Einzelne Kettenmoleküle können dabei teilweise den kristallinen oder den amorphen Bereich durchlaufen. Sie können manchmal sogar mehreren Kristalliten gleichzeitig angehören. Die thermoplastische Formmasse A kann auch ein Blend von amorphen thermoplastischen Polymeren und teilkristallinen Polymeren sein. Komponente A kann z.B. ein Blend eines schlagzäh modifizierten Styrol-Acrylnitril-Copolymers mit einem oder mehreren Polycarbonat(en) und/oder einem oder mehreren teilkristallinen Polymeren (wie Polyamid) sein, wobei der Anteil teilkristalliner Mischkomponenten an der gesamten Komponente A kleiner als 50 Gew.-%, bevorzugt kleiner 40 Gew.-%, oftmals kleiner 25 Gew.-% sein sollte.
Erfindungsgemäß enthält die eingesetzte Komponente A mindestens ein Copolymer A- 1 , das Monomere A-l umfasst, die mit den funktionellen Gruppen B-l der eingebetteten Verstärkungsfasern B kovalente oder nicht kovalente Bindungen eingehen.
Der Anteil an Monomeren A-l in der Komponente A kann variabel gewählt sein. Je höher der Anteil an Monomeren A-l und der funktionellen Gruppen (B-l) ist, desto stärker kann auch die Bindung zwischen der Formmasse A und den Verstärkungsfasern B sein. Monomere A-l können in Copolymer A-1 noch als Monomere vorliegen oder in das Copolymer A-1 integriert sein. Vorzugsweise sind die Monomere A-l in das Copolymer A-1 integriert. Gemäß einer bevorzugten Ausführungsform ist das Copolymer A-1 aufgebaut mit einem Anteil an Monomeren A-l von mindestens 0,1 Gew.-%, beispielsweise von 0,1 bis 10 Gew.-%, bevorzugt von mindestens 0,5 Gew.-%, insbesondere von mindestens 1 Gew.-%, z. B. von 1 bis 3 Gew.-%, bezogen auf A-1 . Als Monomere A-l, die mit den funktionellen Gruppen B-l der Fasern B kovalente Bindungen eingehen können, kommen alle Monomere in Frage, die derartige Eigenschaften aufweisen. Bevorzugt sind dabei als Monomere A-l solche, die durch Reaktion mit Hydroxy- oder Aminogruppen kovalente Bindungen eingehen können.
Bevorzugt, weisen die Monomere A-l auf:
(a) mindestens eine Funktionalität, die in der Lage ist, mit den funktionellen Gruppen B-l der Oberfläche der Fasern B (etwa durch Reaktion mit Hydroxy- und/oder Aminogruppen) kovalente Bindungen einzugehen; und
(b) mindestens eine zweite Funktionalität, die in der Lage ist, in das Copolymer A-1 eingebunden zu werden, beispielsweise eine Doppelbindung, bevorzugt eine endständige Doppelbindung, die mittels radikalischer Polymerisation in das Co- polymer A-1 eingebunden wird.
Optional kann das Copolymer A-1 oder auch ein anderes in der Komponente A enthaltenes (Co)polymer ein oder mehrere weitere Monomere enthalten, die in der Lage sind, mit den Fasern B kovalente oder nicht-kovalente Bindungen einzugehen.
Gemäß einer bevorzugten Ausführungsform sind die Monomere A-l ausgewählt aus der Gruppe bestehend aus:
Maleinsäureanhydrid (MA),
N-Phenylmaleimid (PM),
tert.-Butyl(meth)acrylat und
Glycidyl(meth)acrylat (GM).
Gemäß einer stärker bevorzugten Ausführungsform sind die Monomere A-l ausgewählt aus der Gruppe bestehend aus Maleinsäureanhydrid (MA), N-Phenylmaleimid (PM) und Glycidyl(meth)acrylat (GM).
Es können auch zwei dieser Monomere A-l im Copolymer A-1 enthalten sein. Das Copolymer A-1 der Formmasse A kann optional weitere funktionelle Monomere A-Il bein- halten.
Die Matrix-Komponente M enthält mindestens eine thermoplastische Formmasse A, insbesondere eine solche, die für die Herstellung von Faserverbund-Werkstoffen geeignet ist. Bevorzugt werden für die Formmasse A amorphe Thermoplaste mit Elasto- mer-Eigenschaften eingesetzt. Beispielsweise werden schlagzäh modifizierte Styrol- Acrylnitril-Copolymere, wie Acrylnitril-Butadien-Styrol-Copolymere (ABS), Styrol- Methylmethacrylat-Copolymere (SMMA), Methacrylat-Acrylnitril-Butadien-Styrol- Copolymere (MABS) oder Acrylester-Styrol-Acrylnitril-Copolymere (ASA), wobei die
schlagzäh modifizierten Styrol-Acrylnitril-Copolymere mit Monomeren (A-l) modifiziert sind, eingesetzt.
Es wird verstanden werden, dass hierbei mindestens eine der Polymer-Komponenten in der thermoplastische Formmasse A mit Monomer A-l modifiziert ist (Polymer- Komponente (A-a)), bevorzugt eine oder mehrere der vorstehend genannten Styrol- Copolymere mit Monomer A-l modifiziert ist. Beliebige weitere Polymer-Komponenten (etwa Styrol-Copolymere, bevorzugt solche wie vorstehend genannt) können optional zusätzlich in der thermoplastische Formmasse A enthalten sein, die optional nicht mit Monomer A-l modifiziert sind (Polymer-Komponente (A-b)) sind.
Auch Blends der zuvor genannten Copolymere (ein oder mehreren Polymer- Komponenten (A-a) und optional (A-b)) mit Polycarbonat oder teilkristallinen Polymeren wie Polyamid, sind geeignet, vorausgesetzt, der Anteil teilkristalliner Mischkomponen- ten an der Komponente A ist kleiner als 50 Gew.%. Ganz besonders bevorzugt werden SAN-(M-l)-Copolymere (mit Modifizierung durch Monomere A-l) als (optional auch als einziger polymerer Bestandteil) Bestandteil der thermoplastischen Formmasse A eingesetzt. Auch Blends der zuvor genannten Styrol-Copolymere mit Polycarbonat oder teilkristallinen Polymeren wie Polyamid, sind geeignet, vorausgesetzt, der Anteil teilkristalliner Mischkomponenten an der Komponente A ist kleiner als 50 Gew.%. Bevorzugt werden ABS-Copolymere (mit Modifizierung durch Monomere A-l) als Komponente A eingesetzt.
Ein erfindungsgemäßes (a-Methyl)Styrol-Methylmethacrylat-Copolymer (als Polymer- Komponente (A-a)) als Formmasse A wird hergestellt aus, bezogen auf das (o Methyl)Styrol-Methylmethacrylat-Copolymer, mindestens 50 Gew.-%, vorzugsweise 55 bis 95 Gew.-%, besonders bevorzugt 60 bis 85 Gew.-%, (a-Methyl)Styrol, sowie 4,9 bis 45 Gew.-%, vorzugsweise 14,9 bis 40 Gew-%, Methylmethacrylat und 0,1 bis 5 Gew.- %, vorzugsweise 0,1 bis 3 Gew.-%, eines Monomers A-l, wie Maleinsäureanhydrid. Das (a-Methyl)Styrol-Methylmethacrylat-Copolymer kann zufällig oder als Blockpolymer aufgebaut sein. Komponente A kann auch hergestellt werden aus, bezogen auf Komponente A, mindestens 50 Gew.-%, vorzugsweise 55 bis 95 Gew.-%, besonders bevorzugt 60 bis 85 Gew.-%, vinylaromatisches Monomer, 4,9 bis 45 Gew.-%, vorzugsweise 14,9 bis 40 Gew-%, Methylmethacrylat und 0,1 bis 5 Gew.-%, vorzugsweise 0,1 bis 3 Gew.-%, eines Monomers A-l, wie Maleinsäureanhydrid.
Ein erfindungsgemäßes Acrylnitril-Butadien-Styrol-Copolymer als Komponente A wird nach bekannten Methoden hergestellt aus Styrol, Acrylnitril, Butadien und einem funktionellen weiteren Monomer A-l, wie z. B. Methylmethacrylat. Das modifizierte ABS-Copolymer kann z. B. enthalten: bis zu 70 Gew.-% (etwa 35 bis 70 Gew.-%) Butadien, bis zu 99,9 Gew.-% (etwa 20 bis 50 Gew.-%) Styrol und bis zu 38 Gew.-% (etwa 9 bis 38 Gew.-%) Acrylnitril sowie 0,1 bis 20 Gew.-%, bevorzugt 0,1 bis 10, stärker bevorzugt 0,1 bis 5, insbesondere 0,1 bis 3 Gew.-% eines Monomers A- I, wie Maleinsäureanhydrid. Komponente A kann auch hergestellt werden aus 3bis zu 70 Gew.-% (etwa 35 bis 70 Gew.-%) mindestens eines konjugierten Diens, bis zu 99,9 Gew.-% (etwa 20 bis 50 Gew.-%) mindestens eines vinylaromatischen Monomers und bis 38 Gew.-% (etwa 9 bis 38 gew.-%) Acrylnitril sowie 0,1 bis 20 Gew.-%, bevorzugt
0.1 bis 10, stärker bevorzugt 0,1 bis 5, insbesondere 0,1 bis 3 Gew.-%, eines Monomers A-l, wie Maleinsäureanhydrid.
Gemäß einer bevorzugten Ausführungsform kann das modifizierte ABS-Copolymer (als Polymer-Komponente (A-a)) enthalten: 35 bis 70 Gew.-% Butadien, 20 bis 50 Gew.-% Styrol und 9,9 bis 38 Gew.-% Acrylnitril sowie 0,1 bis 5 Gew.-%, vorzugsweise 0,1 bis 3 Gew.-%, eines Monomers A-l, wie Maleinsäureanhydrid. Komponente A kann auch hergestellt werden aus 35 bis 70 Gew.-% mindestens eines konjugierten Diens, 20 bis 50 Gew.-% mindestens eines vinylaromatischen Monomers und 9,9 bis 38 Gew.-% Acrylnitril sowie 0,1 bis 5 Gew.-%, vorzugsweise 0,1 bis 3 Gew.-%, eines Monomers A-
1, wie Maleinsäureanhydrid. In einer weiteren bevorzugten Ausführungsform, ist die erfindungsgemäße Komponenten A ein Styrol/Butadien Copolymer wie z.B. schlagfestes Polystyrol, ein Styrol- butadien-Blockcopolymer wie z.B. Styrolux®, Styroflex®, K-Resin, Clearen, Asaprene, ein Polycarbonat, ein amorpher Polyester oder ein amorphes Polyamid. Der Fachmann wird verstehen, dass erfindungsgemäß mindestens eine der (Co)polymer-Komponenten der thermoplastischen Formmasse A ein (Co)polymer darstellt, das mindestens eine chemisch reaktive Funktionalität wie hierin beschrieben aufweist (Polymer-Komponente (A-a)). Dies kann auch eine Polymer-Komponente wie vorstehend beschrieben sein, die in der genannten Formmasse mindestens ein funkti- onales Monomer A-l enthält. Optional können ein oder mehrere beliebige weitere (Co)polymere ohne eine solche Funktionalität (als Polymer-Komponente (A-b)) eingesetzt werden.
Weitere bevorzugte Matrix-Materialien als Komponente A sind Styrol-basierte Elastomere („S-TPE") wie sie u.a. als Kraton® oder Asaflex bekannt sind. Es handelt sich hierbei bevorzugt um Materialien, welche aus linearen, verzweigten oder sternförmigen) Styrol-Butadien Blockcopolymeren bestehen oder diese enthalten. Auch hydrierte oder teilhydrierte Styrol-Butadien (Block)copolymere kommen in Frage. Ebenso in Frage kommen thermoplastische Elastomere auf Polyolefinbasis, sog. TPO. Hierbei kann es sich u.a. um Polyethylen und/oder Polypropylen (Block)copolymere, beispielsweise Polypropylen/Ethylen-Propylen-Dien PP/EPDM), handeln. Ebenso fallen thermoplastische Polyurethane („U-TPE") unter die möglichen Matrix-Materialien als Komponente A, genauso wie technische Elastomere (wie z.B. Polyether/ester Elastomere des HY- TREL® Typs). Besonders bevorzugt sind thermoplastisch verarbeitbare Elastomere.
Es wird verstanden werden, dass hierbei mindestens eine der Polymer-Komponenten in der thermoplastische Formmasse A mit Monomer A-l modifiziert ist (Polymer- Komponente (A-a)), bevorzugt eine oder mehrere der vorstehend genannten Styrol- basierte Elastomere mit Monomer A-l modifiziert ist. Optional können ein oder mehrere beliebige weitere (Co)polymere ohne eine solche Funktionalität (als Polymer- Komponente (A-b)) eingesetzt werden. In einer weiteren Ausführungsform kann die Matrix M aus mindestens zwei voneinander unterschiedlichen Formmassen A bestehen. Diese verschiedenen Formmassetypen können beispielsweise einen unterschiedlichen Schmelzflussindex (MFI), und/oder andere Co-Monomere oder Additive aufweisen. Gemäß der Erfindung kann der Begriff Molekulargewicht (Mw) im weitesten Sinne als die Masse eines Moleküls oder einen Bereich eines Moleküls (z.B. ein Polymerstrang, ein Blockpolymer oder ein kleines Molekül) verstanden werden, welches in g/mol (Da) und kg/mol (kDa) angegeben werden kann. Vorzugsweise ist das Molekulargewicht (Mw) das Gewichtsmittel, welches über die im Stand der Technik bekannten Verfahren bestimmt werden kann.
Bevorzugt weisen die Formmassen A ein Molekulargewicht Mw von 60.000 bis 400.000 g/mol, oftmals von 80.000 bis 350.000 g/mol auf, wobei Mw durch Lichtstreuung in Tetra hydrofu ran bestimmt werden kann (GPC mit UV-Detektor). Das Molekular- gewicht Mw der Komponente A kann in einem Bereich von +/- 20% variieren.
Vorzugsweise enthält die Komponente A ein durch eine chemisch reaktive Funktionalität modifiziertes Styrol-Copolymer, welches, bis auf den Zusatz der Monomere A-l, im Wesentlichen aus denselben Monomeren aufgebaut ist wie das „normale Styrol-
Copolymer", wobei der Monomergehalt +/- 5%, das Molekulargewicht +/- 20% und der Schmelzflussindex (bestimmt bei einer Temperatur von 220 °C und einer Beladung von 10 kg nach dem ISO Verfahren 1 133) +/- 20% abweichen. Unter ISO Verfahren 1 133 wird bevorzugt DIN EN ISO 1 133-1 :2012-03 verstanden werden.
Gemäß einer bevorzugten Ausführungsform beträgt die Schmelzflussrate (Melt Volume Rate, MVR) der als Polymermatrix eingesetzten thermoplastische Polymerzusammensetzung A 10 bis 70 cm3/10min, bevorzugt 12 bis 70 cm3/10min, insbesondere 15 bis 55 cm3/10 min bei 220°C/10kg (gemessen nach IS01 133).
Gemäß einer besonders bevorzugten Ausführungsform beträgt die Schmelzflussrate (Melt Volume Rate, MVR) der als Polymermatrix eingesetzten thermoplastische Polymerzusammensetzung A 10 bis 35 cm3/10min, bevorzugt 12 bis 30 cm3/10min, insbesondere 15 bis 25 cm3/10 min bei 220°C/10kg (gemessen nach IS01 133).
Alternativ kann die Schmelzflussrate (Melt Volume Rate, MVR) der als Polymermatrix eingesetzten thermoplastische Polymerzusammensetzung A 35 bis 70 cm3/10min, bevorzugt 40 bis 60 cm3/10min, insbesondere 45 bis 55 cm3/10 min bei 220°C/10kg (gemessen nach IS01 133), betragen.
Alternativ oder zusätzlich kann die mittels eines Kapillarviskosimeters ermittelte Viskositätszahl (J = (η/η0-1 ) ■ 1/c) der als Polymermatrix eingesetzten thermoplastische Polymerzusammensetzung A, gemessen bei Raumtemperatut (20°C) für in Dimethylfor- mamid gelöstes Granulat, 50 bis 100 ml/g betragen, bevorzugt 55 bis 85 ml/g. Gemäß einer bevorzugten Ausführungsform beträgt die Viskositätszahl 55 bis 75 ml/g, bevorzugt 60 bis 70 ml/g, insbesondere 61 bis 67 ml/g. Gemäß einer alternativen bevorzugten Ausführungsform beträgt die Viskositätszahl 60 bis 90 ml/g, bevorzugt 65 bis 85 ml/g, insbesondere 75 bis 85 ml/g. Geeignete Herstellverfahren für Komponente A sind die Emulsions-, Lösungs-, Masseoder Suspensionspolymerisation, bevorzugt ist die Lösungspolymerisation (siehe GB 1472195). In einer bevorzugten Ausführungsform der Erfindung wird die Komponente A nach der Herstellung nach dem Fachmann bekannten Verfahren isoliert und vorzugsweise zu Granulat verarbeitet. Danach kann die Herstellung der Faserverbund- Werkstoffe erfolgen.
Komponente B
Der Faserverbund-Werkstoff (Organoblech) enthält mindestens 5 Gew.-%, bezogen auf den Faserverbund-Werkstoff, der Verstärkungsfaser B (Komponente B). Die Verstärkungsfaser B ist in dem Faserverbund-Werkstoff bevorzugt von 5 bis 70 Gew.-%, besonders bevorzugt von 10 bis 65 Gew.-%, oftmals von 25 bis 65 Gew.-% und insbe- sondere von 29,9 bis 61 ,9 Gew.-%, bezogen auf den Faserverbund-Werkstoff, enthalten.
Die Verstärkungsfaser B wird vorzugsweise als Flächengebilde F eingesetzt. Die Verstärkungsfaser B kann jede Faser sein, deren Oberfläche funktionelle Gruppen auf- weist, die mit den Monomeren A-l der Komponente A, welche eine chemisch reaktive Funktionalität aufweisen, eine kovalente Bindung eingehen können.
Gemäß einer bevorzugten Ausführungsform sind die Flächengebilde F Gewebe, Matten, Vliese, Gelege oder Gewirke. Auch können zusätzlich oder alternativ Endlosfasern (einschließlich Fasern die das Produkt einer Einzelfaserverdrillung sind) als Verstärkungsfasern B in dem Faserverbund-Werkstoff eingesetzt werden. Die Verstärkungsfasern B sind daher bevorzugt keine Kurzfasern („chopped fibers") und der Faserverbund-Werkstoff ist bevorzugt kein kurzglasfaserverstärkter Werkstoff. Mindestens 50 % der Verstärkungsfasern B weisen dabei bevorzugt eine Länge von mindestens 5 mm, stärker bevorzugt mindestens 10 mm oder mehr als 100 mm, auf. Die Länge der Verstärkungsfasern B hängt auch von der Größe des Textils ab, das aus dem Faserverbund-Werkstoff hergestellt wird.
Dem Fachmann ist bekannt, dass sich ein Gewebe, Gelege oder Gewirk von Kurzfa- sern unterscheidet, da bei ersteren zusammenhängende größere Flächengebilde F entstehen, die in der Regel länger als 5 mm sein werden. Der Fachmann weiß, dass hierbei die Gewebe, Gelege, Gewirke usw. bevorzugt so vorliegen, dass sie den Faserverbund-Werkstoff (weitgehend) durchziehen. Daher liegen die Gewebe oder Gelege bevorzugt so vor, dass sie das aus dem Faserverbund-Werkstoff bestehende Textil (weitgehend) durchziehen. Weitgehend durchziehen bedeutet hierbei, dass die Gewebe oder Gelege bzw. Endlosfasern mehr als 50%, bevorzugt mindestens 70%, insbesondere mindestens 90%, der Länge des Textils durchziehen. Die Länge des Textils ist hierbei die größte Ausdehnung dieses in einer der drei Raumrichtungen. Stärker bevorzugt durchziehen die Gewebe oder Gelege bzw. Endlosfasern mehr als 50%, be- vorzugt mindestens 70%, insbesondere mindestens 90%, der Fläche des Textils. Die Fläche des Textils ist hierbei der Fläche der größten Ausdehnung des Textils in zwei der drei Raumrichtungen. Das Textil ist bevorzugt (weitgehend) flächig.
In einer bevorzugten Ausführungsform sind die funktionellen Gruppen B-l an der Oberfläche der Verstärkungsfaser B ausgewählt aus Hydroxy-, Ester- und Aminogruppen. Besonders bevorzugt sind Hydroxy-Gruppen. Gemäß einer stärker bevorzugten Ausführungsform sind die Verstärkungsfasern B Glasfasern, die Hydroxygruppen in Form von Silanolgruppen als chemisch reaktive Funktionalität B-l an der Oberfläche aufweisen.
Die Verstärkungsfasern B können in beliebiger Orientierung und Anordnung in den Faserverbund-Werkstoff eingebettet sein. Die Verstärkungsfasern B liegen in dem Faserverbund-Werkstoff nicht statistisch gleichverteilt vor, sondern in Ebenen mit höherem und solchen mit niedrigerem Anteil (daher als mehr oder weniger separate Lagen). Vorzugsweise wird von einem laminatartigen oder laminaren Aufbau des Faserverbund-Werkstoffs ausgegangen.
Die Verstärkungsfasern B können etwa als Gewebe, Matten, Vliese, Gelege oder Gewirke vorliegen. Derartig gebildete flächige Laminate enthalten schichtweise aufgebaute Verbünde aus flächigen Verstärkungslagen (aus Verstärkungsfasern B) und Lagen der diese benetzenden und zusammenhaltenden Polymer-Matrix, enthaltend mindes- tens eine Komponente A. Gemäß einer bevorzugten Ausführungsform sind die Verstärkungsfasern B schichtweise in den Faserverbund-Werkstoff eingebettet. Bevorzugt liegen die Verstärkungsfasern B als Flächengebilde F vor.
In einem Gelege liegen die Fasern ideal parallel und gestreckt vor. Es werden zumeist Endlosfasern eingesetzt. Gewebe entstehen durch das Verweben von Endlosfasern, beispielsweise von Rovings. Das Verweben von Fasern geht zwangsläufig mit einer Ondulation der Fasern einher. Die Ondulation bewirkt insbesondere eine Absenkung der faserparallelen Druckfestigkeit. Matten bestehen meist aus Kurz- und Langfasern, die locker über ein Bindemittel miteinander verbunden werden. Durch den Einsatz von Kurz- und Langfasern sind die mechanischen Eigenschaften von Bauteilen aus Matten denen von Geweben unterlegen. Vliese sind Gebilde aus Fasern begrenzter Länge, Endlosfasern (Filamenten) oder geschnittenen Garnen jeglicher Art und jeglichen Ursprungs, die auf irgendeine Weise zu einem Vlies zusammengefügt und auf irgendeine Weise miteinander verbunden worden sind. Gewirke sind Fadensysteme durch Ma- schenbildung.
Das Flächengebilde F ist bevorzugt ein Gelege, ein Gewebe, eine Matte, ein Vlies oder ein Gewirke. Besonders bevorzugt ist als Flächengebilde F ein Gelege oder ein Gewebe.
Komponente C
Als weitere Komponente C enthält der eingesetzte Faserverbund-Werkstoff gegebe- nenfalls 0 bis 40 Gew.-%, vorzugsweise 0 bis 30 Gew.-%, besonders bevorzugt 0,1 bis 10 Gew.-%, bezogen auf die Summer der Komponenten A bis C, mindestens eines zu den Komponenten A und B unterschiedlichen Additivs (Hilfs- und Zusatzstoffe).
Teilchenförmige mineralische Füllstoffe, Verarbeitungshilfsmittel, Stabilisatoren, Oxida- tions-Verzögerer, Mittel gegen Wärmezersetzung und Zersetzung durch ultraviolettes Licht, Gleit- und Entformungsmittel, Flammschutzmittel, Farbstoffe und Pigmente und Weichmacher sind zu nennen. Auch Ester als niedermolekulare Verbindungen sind zu nennen. Gemäß der vorliegenden Erfindung können auch zwei oder mehr dieser Verbindungen verwendet werden. Im Allgemeinen liegen die Verbindungen mit einem Molgewicht kleiner 3000 g/mol, vorzugsweise kleiner 150 g/mol vor.
Teilchenförmige mineralische Füllstoffe können zum Beispiel durch amorphe Kieselsäure, Carbonate wie Magnesiumcarbonat, Calciumcarbonat (Kreide), gepulverter Quarz, Glimmer, unterschiedlichste Silikate wie Tone, Muskovit, Biotit, Suzoit, Zinn- maletit, Talkum, Chlorit, Phlogopit, Feldspat, Calciumsilikate wie Wollastonit oder Kaolin, besonders kalzinierter Kaolin zur Verfügung gestellt werden.
Unter UV-Stabilisatoren fallen beispielsweise verschiedene substituierte Resorcine, Salicylate, Benzotriazole und Benzophenone, die im Allgemeinen in Mengen bis zu 2 Gew.-% eingesetzt werden können.
Erfindungsgemäß können der thermoplastischen Formmasse Oxidationsverzögerer und Wärmestabilisatoren zugesetzt werden. Sterisch gehinderte Phenole, Hydrochino- ne, substituierte Vertreter dieser Gruppe, sekundäre aromatische Amine, gegebenen- falls in Verbindung mit phosphorhaltigen Säuren bzw. deren Salze, und Mischungen dieser Verbindungen, vorzugsweise in Konzentrationen bis zu 1 Gew.-%, bezogen auf das Gewicht der Mischung, sind einsetzbar.
Ferner können gemäß der Erfindung Gleit- und Entformungsmittel, die in der Regel in Mengen bis zu 1 Gew.-% der thermoplastischen Masse zugesetzt werden. Zu nennen sind hier Stearinsäure, Stearylalkohol, Stearinsäurealkylester und -amide, vorzugsweise Irganox®, sowie Ester des Pentaerythrits mit langkettigen Fettsäuren. Es können die Calcium-, Zink- oder Aluminiumsalze der Stearinsäure sowie Dialkylketone, zum Beispiel Distearylketon, eingesetzt werden. Weiterhin können auch Ethylenoxid-
Propylenoxid-Copolymere als Gleit- und Entformungsmittel verwendet werden. Ferner könne natürliche sowie synthetische Wachse verwendet werden. Zu nennen sind PP- Wachse, PE-Wachse, PA-Wachse, gepfropfte PO-Wachse, HDPE-Wachsen, PTFE- Wachse, EBS-Wachse, Montanwachs, Carnauba- und Bienenwachse.
Flammschutzmittel können sowohl halogenhaltige als auch halogenfreie Verbindungen sein. Geeignete Halogenverbindungen, wobei bromierte Verbindungen den chlorierten vorzuziehen sind, bleiben bei der Herstellung und Verarbeitung der erfindungsgemäßen Formmasse stabil, so dass keine korrosiven Gase freigesetzt werden und die Wirksamkeit dadurch nicht beeinträchtigt wird. Bevorzugt werden halogenfreie Verbindungen, wie zum Beispiel Phosphorverbindungen, insbesondere Phosphinoxide und Derivate von Säuren des Phosphors und Salze von Säuren und Säurederivaten des Phosphors, verwendet. Besonders bevorzugt enthalten Phosphorverbindungen Ester-, Alkyl-, Cycloalkyl- und/oder Aryl-Gruppen. Ebenfalls geeignet sind oligomere Phos- phorverbindungen mit einem Molekulargewicht kleiner 2000 g/mol wie zum Beispiel in EP-A 0 363 608 beschrieben.
Ferner können Pigmente und Farbstoffe enthalten sein. Diese sind allgemein in Mengen von 0 bis 15, bevorzugt 0,1 bis 10 und insbesondere 0,5 bis 8 Gew.-%, bezogen auf die Summer der Komponenten A bis C, enthalten. Die Pigmente zur Einfärbung von Thermoplasten sind allgemein bekannt, siehe zum Beispiel R. Gächter und H. Müller, Taschenbuch der Kunststoffadditive, Carl Hanser Verlag, 1983, S. 494 bis 510. Als erste bevorzugte Gruppe von Pigmenten sind Weißpigmente zu nennen wie Zinkoxid, Zinksulfid, Bleiweiß (2 PbC03.Pb(OH)2), Lithopone, Antimonweiß und Titandioxid. Von den beiden gebräuchlichsten Kristallmodifikationen (Rutil- und Anatas-Typ) des Titandioxids wird insbesondere die Rutilform zur Weißfärbung der erfindungsgemäßen Formmassen verwendet.
Schwarze Farbpigmente, die erfindungsgemäß eingesetzt werden können, sind Eisen- oxidschwarz (Fe304), Spinellschwarz (Cu(Cr,Fe)204), Manganschwarz (Mischung aus Mangandioxid, Siliciumoxid und Eisenoxid), Kobaltschwarz und Antimonschwarz sowie besonders bevorzugt Ruß, der meist in Form von Furnace- oder Gasruß eingesetzt wird (siehe hierzu G. Benzing, Pigmente für Anstrichmittel, Expert-Verlag (1988), S. 78ff). Selbstverständlich können zur Einstellung bestimmter Farbtöne anorganische Buntpigmente wie Chromoxidgrün oder organische Buntpigmente wie Azopigmente und Phthalocyanine erfindungsgemäß eingesetzt werden. Derartige Pigmente sind allgemein im Handel erhältlich. Weiterhin kann es von Vorteil sein, die genannten Pigmente bzw. Farbstoffe in Mischung einzusetzen, zum Beispiel Ruß mit Kupferphtha- locyaninen, da allgemein die Farbdispergierung in den Thermoplasten erleichtert wird.
Herstellung und Verwendung der Faserverbund-Werkstoffe (Organoblech) Vorzugsweise werden Organobleche im Spritzgieß- oder Pressverfahren verarbeitet. Somit kann durch eine Funktionsintegration, z.B. durch das Anspritzen oder Anpressen von Funktionselementen, ein weiterer Kostenvorteil generiert werden, da auf weitere Montageschritte, z.B. das Anschweißen von Funktionselementen, verzichtet werden kann.
Das Verfahren zur Herstellung eines Faserverbund-Werkstoffs enthält die Schritte:
Bereitstellen von:
(A) einer Matrix aus mindestens einer thermoplastischen Formmasse A mit elastomeren Eigenschaften, enthaltend ein Copolymer A-1 , das Monomere A-l enthält, welche eine chemisch reaktive Funktionalität aufweisen (sowie optional ein oder mehrere weitere (Co)polymere (A-a) und/oder (A-b));
(B) mindestens einer Verstärkungsfaser B, deren Oberfläche eine chemisch reaktive Funktionalität B-l aufweist, die mit den Monomeren A-l, eine kovalente Bindung eingehen können;
Schmelzen der thermoplastischen Formmasse A und Versetzen (oder Inkon- takt-Bringen) dieser Formmasse A mit der Verstärkungsfaser B aus Schritt (i); und
(iii) Reagieren der Monomere A-l des Copolymers A-1 mit der chemisch reaktive Funktionalität B-l der Verstärkungsfasern B aus Schritt (ii) unter Ausbildung kovalenter Bindungen.
Das Herstellungsverfahren kann die bei der Herstellung von Verbundwerkstoffen üblichen Phasen der Imprägnierung, Konsolidierung und Solidifikation (Verfestigung) umfassen, wobei der Prozess über die Wahl der Temperatur, des Drucks und der angewandten Zeiten beeinflusst werden kann.
Gemäß einer bevorzugten Ausführungsform enthält (oder besteht aus) der Faserverbund-Werkstoff: a) 30 bis 95 Gew.-% mindestens einer thermoplastischen Formmasse A mit
elastomeren Eigenschaften,
5 bis 70 Gew.-% mindestens einer Verstärkungsfaser B, und
0 bis 40 Gew.-% mindestens eines Additivs C. Schritt (ii) des Verfahrens, das Schmelzen der Komponente A und das Versetzen (In- kontakt-Bringen) dieser Schmelze mit den Verstärkungsfasern B, kann auf jede hierzu geeignete Weise erfolgen. Bei einer solchen Imprägnierung kann die Matrix M in einen fließfähigen Zustand überführt werden und die Verstärkungsfasern B unter Ausbildung einer Grenzschicht benetzt werden.
Schritte (ii) und (iii) können alternativ gleichzeitig durchgeführt werden. Dann findet unmittelbar beim Versetzen der Komponente A mit den Verstärkungsfasern B eine chemische Reaktion statt, bei der die Monomere A-l mit der Oberfläche der Verstärkungsfasern B (in der Regel über eine Bindung an die funktionellen Gruppen B-l) eine kovalente Bindung ausbilden. Dies kann beispielhaft eine Veresterung sein (z.B. die Veresterung von Maleinsäureanhydrid-Monomeren mit Silanolgruppen einer Glasfaser). Alternativ kann die Ausbildung einer kovalenten Bindung auch in einem gesonderten Schritt initiiert werden (z.B. durch Temperaturerhöhung, Radikalstarter und/oder Photo-Initiation). Dies kann bei jeder geeigneten Temperatur durchgeführt werden.
Die Schritte (ii) und/oder (iii) werden bei einer Temperatur von mindestens 200°C, bevorzugt mindestens 250°C, stärker bevorzugt mindestens 300°C, insbesondere bei 300°C-340°C durchgeführt. Hierbei ist bevorzugt darauf zu achten, dass möglichst keine Pyrolyse auftritt und die verwendeten Komponenten thermisch nicht (oder nur wenig (daher zu <50 %)) zersetzt werden. Eine Ausnahme kann hierbei darstellen: eine Zusammensetzung, die durch thermische Abspaltung reaktive Gruppen freisetzt, wie beispielsweise tert- Butyl(meth)acrylat, wobei durch thermische Elimination bei Temperaturen von etwa ab 200 °C Isobuten freigesetzt wird und die verbleibende funktionelle Gruppe (im Wesentlichen eine Säurefunktion) dann mit der Faseroberfläche reagieren kann.
Gemäß einer bevorzugten Ausführungsform beträgt daher bei der Durchführung der Schritte (ii) und/oder (iii) die Verweildauer bei Temperaturen von > 200°C nicht mehr als 10 min, bevorzugt nicht mehr als 5 min, stärker bevorzugt nicht mehr als 2 min, insbesondere nicht mehr als 1 min. Oftmals reichen 10 bis 60 Sekunden für die thermische Behandlung aus.
Das Verfahren, insbesondere die Schritte (ii) und (iii), könne grundsätzlich bei beliebigem Druck durchgeführt werden (bevorzugt atmosphärischer Druck oder Überdruck), mit und ohne Anpressen der Komponenten. Bei einem Anpressen mit Überdruck können die Eigenschaften des Faserverbund-Werkstoffs verbessert werden.
Gemäß einer bevorzugten Ausführungsform werden daher die Schritte (ii) und/oder (iii) bei einem Pressdruck von 5-100 bar und einer Presszeit von 10-60 s, bevorzugt bei einem Pressdruck von 10-30 bar und einer Presszeit von 15-40 s, durchgeführt. Vorzugsweise werden mit mindestens einer chemisch reaktiven Funktionalität (A-l) versehene, schlagzäh modifizierte Styrol-Acrylnitril-Copolymere, also amorphe thermoplastische Matrices, als Komponente A verwendet. Somit kann die Oberflächenqualität, für die nachfolgend beschriebenen Anwendungen, im Vergleich zu den teilkristallinen Thermoplasten für derartige Textilien wesentlich gesteigert werden, da durch die gerin- gere Schwindung der amorphen Thermoplaste die Oberflächentopologie, aufgrund der faserreichen (Kreuzungspunkt bei Geweben) und faserarmen Regionen, wesentlich verbessert wird.
Bei der Konsolidierung werden Lufteinschlüsse in dem Faserverbund-Werkstoff ver- mindert und eine gute Verbindung zwischen Komponente A und Verstärkungsfasern B (insbesondere, wenn es sich um schichtenweise Verstärkungsfasern Fasern B handelt) hergestellt. Bevorzugt ist es, nach Imprägnierung und Konsolidierung einen (möglichst weitgehend) porenfreien Materialverbund zu erhalten. Alternativ können die genannten Schritte (i) bis (iii) in getrennter Abfolge ausgeführt werden. Beispielsweise können zunächst Lagen aus Verstärkungsfasern B mit unterschiedlich vorbereiteten Verstärkungsfasern B vorbereitet werden, wobei eine Imprägnierung der Verstärkungsfasern B mit der Matrix aus Komponente A stattfindet. Danach können imprägnierte Lagen mit Verstärkungsfasern B mit unterschiedlicher Fa- ser-Matrix-Haftung vorliegen, die in einem weiteren Arbeitsschritt zu einem Materialverbund als Faserverbund-Werkstoff konsolidiert werden können.
Bevor die Lagen aus Verstärkungsfasern B mit der Matrix aus Komponente A laminiert werden, kann wenigstens ein Teil der Verstärkungsfasern B einer Vorbehandlung un- terzogen werden, in deren Verlauf die spätere Faser-Matrix-Haftung beeinflusst wird. Die Vorbehandlung kann beispielsweise einen Beschichtungsschritt, einen Ätzschritt, einen Wärmebehandlungsschritt oder einen mechanischen Oberflächenbehandlungsschritt enthalten. Insbesondere kann beispielsweise durch Erhitzen eines Teils der
Verstärkungsfasern B ein bereits aufgebrachter Haftvermittler teilweise entfernt werden.
Eine besonders bevorzugte Ausführungsform betrifft die Verwendung eines erfin- dungsgemäßen thermoplastischen Faserverbund-Werkstoffs zur Herstellung von Bezügen für hohe mechanische Belastungen,
wobei die Verstärkungsfasern B in Form eines Geleges, eines Gewebes, einer Matte, eines Vlieses oder eines Gewirkes eingesetzt werden, der Faserverbund-Werkstoff schichtartig aufgebaut ist und mehr als zwei Schichten enthält.
Eine weitere besonders bevorzugte Ausführungsform betrifft die Verwendung eines erfindungsgemäßen thermoplastischen Faserverbund-Werkstoffs zur Herstellung von Bezügen für hohe mechanische Belastungen,
wobei die Verstärkungsfasern B in Form eines Geleges, eines Gewebes, einer Matte, eines Vlieses oder eines Gewirkes eingesetzt werden und
wobei der Faserverbund-Werkstoff eine Dicke von < 2 mm, bevorzugt < 1 mm, aufweist.
Eine solche Dicke von < 2 mm kann einen (teilweise) elastischen/flexibelen Faserver- bund-Werkstoff bereitstellen.
Eine ganz besonders bevorzugte Ausführungsform betrifft die Verwendung eines erfindungsgemäßen thermoplastischen Faserverbund-Werkstoffs zur Herstellung von Bezügen für hohe mechanische Belastungen,
wobei die Verstärkungsfasern B in Form eines Geleges, eines Gewebes, einer Matte, eines Vlieses oder eines Gewirkes eingesetzt werden, der Faserverbund-Werkstoff schichtartig aufgebaut ist und mehr als zwei Schichten enthält,
wobei der Faserverbund-Werkstoff eine Dicke von < 2 mm aufweist. Gemäß einer optionalen Ausführungsform wird bei der Herstellung des Faserverbund- Werkstoffs kein Haftvermittler, insbesondere kein Haftvermittler aus der Gruppe bestehend aus Aminosilanen und Epoxy-Verbindungen eingesetzt.
Gemäß einer besonders bevorzugten Ausführungsform betrifft die vorliegende Erfin- dung die Verwendung eines thermoplastischen Faserverbund-Werkstoffs eine Dicke von < 10 mm, enthaltend:
a) 30 bis 95, insbesondere 38 bis 70 Gew.-%, der thermoplastische, amorphen Formmasse A mit elastomeren Eigenschaften, die auf einem schlagzäh-modifizierten Styrol-Copolymer basiert, aufweisend 0,1 bis 10 Gew.-% an Monomeren A-l, bezogen
auf die Menge der Komponente A, welche eine chemisch reaktive Funktionalität aufweisen. b) 5 bis 70 Gew.-%, insbesondere 29,9 bis 61 ,9 Gew.-%, der Verstärkungsfasern B, wobei die Oberfläche der Verstärkungsfasern B eine oder mehrere der chemisch reaktiven Funktionalitäten aus der Gruppe: Hydroxy-, Ester- und Amino-Gruppen enthalten, wobei die Verstärkungsfasern B bevorzugt in Form eines Geleges, eines Gewebes, einer Matte, eines Vlieses oder eines Gewirkes eingesetzt werden, und c) 0 bis 40, insbesondere 0,1 bis 10 Gew.-%, mindestens eines Additivs C, wobei die mindestens eine Lage der Verstärkungsfasern B in die Matrix eingebettet ist und wobei die thermoplastische Formmasse A elastomere Eigenschaften aufweist und beim Herstellungsprozess des thermoplastischen Faserverbund-Werkstoffs mindestens eine chemisch reaktive Funktionalität aufweist, welche beim Herstellungsprozess des Faserverbund-Werkstoffs mit chemischen Gruppen der Oberfläche der Verstärkungsfasern B reagiert, zur Herstellung von technischen Textilien, insbesondere zur Herstellung von Bezügen für hohe mechanische Belastungen. wobei der Faserverbund-Werkstoff bevorzugt schichtartig aufgebaut ist und mehr als zwei Schichten enthält.
Noch stärker bevorzugt weist der Faserverbund-Werkstoff noch weitere Eigenschaften wie hierin beschrieben auf.
Die Verstärkungslagen können beim Herstellungsprozess (Laminieren) vollständig miteinander verbunden werden. Derartige Faserverbund-Werkstoff-Matten bieten optimierte Festigkeit und Steifigkeit in der Faser-Richtung und können besonders vorteil- haft weiterverarbeitet werden.
Das Verfahren kann auch die Herstellung eines Formteils T umfassen. Gemäß einer bevorzugten Ausführungsform umfasst das Verfahren als weiteren Schritt (iv) eine dreidimensionale Formgebung zu einem Formteil T. Dies kann auf beliebige Art erfol- gen, etwa durch mechanische Formgebung durch einen Formgebungskörper, der auch eine Walze mit Prägung sein kann. Bevorzugt wird der noch formbare Faserverbund- Werkstoff, bei dem die thermoplastische Formmasse A noch (teilweise) geschmolzen vorliegt geformt. Alternativ oder zusätzlich kann auch ein ausgehärteter Faserverbund- Werkstoff kaltgeformt werden.
In einer weiteren Ausführungsform, wird am Ende des Verfahrens ein (weitgehend) festes Formteil T erhalten. Daher umfasst das Verfahren optional als weiteren Schritt (v) das Aushärten des aus einem der Schritte (iii) oder (iv) erhaltenen Produkts. Dieser Schritt kann auch als Solidifikation bezeichnet werden. Die in der Regel unter Wärmeentzug stattfindende Solidifikation kann anschließend zu einem gebrauchsfertigen Formteil T führen. Optional kann das Formteil T noch nachbearbeitet werden (z.B. entgratet, poliert, gefärbt usw.). Das Verfahren kann kontinuierlich, semikontinuierlich oder diskontinuierlich erfolgen. Gemäß einer bevorzugten Ausführungsform wird das Verfahren als kontinuierliches Verfahren durchgeführt, insbesondere als kontinuierliches Verfahren zur Herstellung von glatten oder dreidimensional geprägten Folien. Alternativ könne auch Formteile T semi- oder diskontinuierlich hergestellt werden.
Die Verstärkungsfasern B können schichtweise als Lagen von (oder als Flächengebilde F aus) Verstärkungsfasern B in einem einzigen Verarbeitungsschritt mit der Matrix M, enthaltend Komponente A, imprägniert und konsolidiert werden.
Die Herstellung des Faserverbund-Werkstoffs kann auf diese Weise in besonders effi- zienter Art erfolgen.
In einer weiteren Ausführungsform, ist vorgesehen, dass weitere Gruppen von Verstärkungsfasern B über weitere, abweichende Faser-Matrix-Haftungen mit der Matrix M gekoppelt sind.
Werden drei oder mehr Gruppen von Verstärkungsfasern B mit unterschiedlichen Faser-Matrix-Haftungen verwendet, kann das Verhalten des Faserverbund-Werkstoffs gezielt und höchst individuell beeinflusst werden. Dabei können jeweils unterschiedliche Faserarten oder gleiche Faserarten verwendet werden.
Beispielsweise können Gruppen von Verstärkungsfasern B jeweils mit verschiedenen Haftvermittler-Kompositionen versehen sein, welche die verschiedenen Faser-Matrix- Haftungen bewirken. Die unterschiedlichen Kompositionen können sich ausschließlich in den Konzentrationen unterscheiden oder auch andere Zusammensetzungen aufwei- sen. Wesentlich ist, dass durch die unterschiedlichen Haftvermittler-Kompositionen signifikant verschiedene Faser-Matrix-Haftungen eingestellt werden.
Bereits bei der Herstellung der Verstärkungsfasern kann der Haftvermittler als Teil der Schlichte aufgebracht werden. Es kann jedoch auch ein zusätzlicher Vorgang des
thermischen Entschlichtens oder sonstiger Entschlichtung vorgesehen sein, der die bereits aufgebrachte Schlichte zerstört oder entfernt. Anschließend kann dann die Verstärkungsfaser mit einem Finish beschichtet werden, die den Haftvermittler enthält und auf die jeweilige Matrix und die gewünschte Faser-Matrix-Haftung abgestimmt ist.
Durch die Verwendung von beispielsweise Styroflex®, einem Styrol-Blockcopolymeren (S-TPE, Hersteller Styrolution, Deutschland), als Matrix M des Organoblechs, sind sehr flexible Materialien mit hoher Festigkeit in Faserrichtung zu erhalten. Diese hochfesten, flexiblen Materialien weisen in Obermaterialien für Sport-, Freizeit- und Sicherheits- schuhe, für Sitzbezüge in öffentlichen Verkehrsmitteln oder als hochbelastbarer Stoff (z.B. Segel) große Vorteile auf.
Die Organobleche können gleichzeitig durch die Verwendung von verschiedenen Fasern (z.B. Metall- oder Aramidfasern) funktionelle Eigenschaften übernehmen. Auch lederartige technische Textilien sind herstellbar. Nachfolgend sind einige konkrete Beispiele aufgezeigt: Obermaterial für Sport-, Freizeit und Sicherheitsschuhe:
Als Obermaterialien für Sport- und Freizeitschuhe werden oft aufgrund der hohen Belastung im Alltag und beim Sport strapazierfähige Materialien wie Echtleder, Kunstleder (PU), PVC, PET oder Naturfasern und Nylon (Polyamid) in Gewebeform eingesetzt. Diese eingesetzten Obermaterialien haben den Nachteil, dass sie mit steigender Flexibilität eine geringere Festigkeit aufweisen und somit nach einiger Zeit im Gebrauch oder bei Überbeanspruchung versagen. Durch den Einsatz einer Endlosfaser und die sehr flexible Matrix M (z.B. Styrolux®) im Organoblech, kann bei hoher Festigkeit eine hohe Flexibilität erreicht werden, also ein Eigenschaftsbild, welches mit anderen Materialien nicht erreicht werden könnte. Diese Organobleche können also als sehr strapazierfähige, feste, flexible Obermaterialien eingesetzt werden. Neben den verbesserten Eigenschaften kann gleichzeitig auch noch ein ästhetischer Vorteil entstehen, in dem man die Faser und / oder Matrix einfärbt. Auch der Einsatz als transparentes Material ist denkbar. Hiermit können darunter liegende Schichten sichtbar gemacht werden, um somit einen Tiefeneffekt hervorzurufen. Auch in Sicherheitsschuhen kann dieses Material aufgrund der hohen Festigkeit Vorteile haben. Durch den Einsatz von Glas-, Aramid- und / oder Stahlfasern kann das Obermaterial stich- und schneidfest ausgerüstet werden, sodass der Fuß durch das Obermaterial geschützt ist.
Textilien für Bezüge
Sitzbezüge in öffentlichen Verkehrsmitteln sind durch die hohe Nutzung und Vandalis- mus meist sehr hoch belastet und müssen daher bereits nach kurzer Zeit ersetzt wer- den. Durch den Einsatz dieser flexiblen, hochfesten Organobleche als Ersatz für die derzeit genutzten Stoffe kann die Lebensdauer um ein vielfaches erhöht werden, da durch die höhere Festigkeit der Glasfasern ein Abrieb und das Zerstören durch Einstechen von scharfen Gegenständen beim Vandalismus verhindert werden kann. Großflächige Textilien
Segel bestehen aus verwebten Polyesterfäden. Der Nachteil der Polyesterfaser ist die geringere Festigkeit im Vergleich zur Glasfaser im Organoblech, so dass bei gleicher Belastbarkeit eine kleinere Grammatur des Glasgewebes im Organoblech gewählt werden kann. Somit können dünnere Material eingesetzt werden, was zu einer Kosten- und Gewichtsreduzierung führen kann. Zudem ist die Permeabilität durch die vollständige Imprägnierung des Gewebes mit beispielsweise Styroflex® wesentlich geringer, wodurch die Effizienz der Segel zusätzlich gesteigert werden kann.
Figuren
Figur 1 zeigt die Faserverbund-Werkstoffe, die nach Versuchs-Nr. 1 erhalten wurden. Figur 1A stellt die visuelle Dokumentation dar. Figur 1 B zeigt die mikroskopische An- sieht eines Schnitts durch den in horizontaler Orientierung angeordneten laminaren Faserverbund-Werkstoff (links: 25-fache Vergrößerung, rechts: 50-fache Vergrößerung), wobei die Fasern deutlich als horizontal verlaufende dunkle Schicht zwischen den hellen Schichten aus thermoplastischer Formmasse erkennbar sind. Figur 1 C zeigt die 200-fache Vergrößerung, wobei erkennbar wird, dass die Imprägnierung an einigen Stellen nicht abgeschlossen ist.
Figur 2 zeigt die Faserverbund-Werkstoffe, die nach Versuchs-Nr. 2 erhalten wurden. Figur 2A stellt die visuelle Dokumentation dar. Figur 2B zeigt die mikroskopische Ansicht eines Schnitts durch den in horizontaler Orientierung angeordneten laminaren Faserverbund-Werkstoff (links: 25-fache Vergrößerung, rechts: 50-fache Vergrößerung), wobei die Fasern deutlich als verlaufende dunkle Schicht zwischen den hellen Schichten aus thermoplastischer Formmasse erkennbar sind. Figur 2C zeigt die 200- fache Vergrößerung, wobei erkennbar wird, dass die Imprägnierung teilweise nicht abgeschlossen ist.
Figur 3 zeigt die Faserverbund-Werkstoffe, die nach Versuchs-Nr. 3 erhalten wurden. Figur 3A stellt die visuelle Dokumentation dar. Figur 3B zeigt die mikroskopische Ansicht eines Schnitts durch den in horizontaler Orientierung angeordneten laminaren Faserverbund-Werkstoff (links: 25-fache Vergrößerung, rechts: 50-fache Vergrößerung), wobei keine Schicht aus Fasern erkennbar ist. Figur 3C zeigt die 200-fache Vergrößerung, wobei erkennbar wird, dass die Imprägnierung weitgehend abgeschlossen ist. Figur 4 zeigt die Faserverbund-Werkstoffe, die nach Versuchs-Nr. 4 erhalten wurden. Figur 4A stellt die visuelle Dokumentation dar. Figur 4B zeigt die mikroskopische Ansicht eines Schnitts durch den in horizontaler Orientierung angeordneten laminaren Faserverbund-Werkstoff (links: 25-fache Vergrößerung, rechts: 50-fache Vergrößerung), wobei keine Schicht aus Fasern erkennbar ist. Figur 4C zeigt die 200-fache Ver- großerung, wobei erkennbar wird, dass die Imprägnierung an einzelnen Stellen nicht vollständig abgeschlossen ist.
Figur 5 zeigt die Faserverbund-Werkstoffe, die nach Versuchs-Nr. 5 erhalten wurden. Figur 5A stellt die visuelle Dokumentation dar. Figur 5B zeigt die mikroskopische An- sieht eines Schnitts durch den in horizontaler Orientierung angeordneten laminaren Faserverbund-Werkstoff (links: 25-fache Vergrößerung, rechts: 50-fache Vergrößerung), wobei keine Schicht aus Fasern erkennbar ist. Figur 4C zeigt die 200-fache Vergrößerung, wobei erkennbar wird, dass die Imprägnierung an wenigen Stellen nicht vollständig abgeschlossen ist.
Figur 6 zeigt die Herstellung der Faserverbund-Werkstoffe (hier: Glasfaser-Gewebe) im Presseneinlauf V25-V28. Deutlich erkennbar ist, dass ein derartiges Herstellungsverfahren eine kontinuierliche Produktion erlaubt. Zudem ist durch die Einprägung des Musters erkennbar, dass der Faserverbund-Werkstoff auch dreidimensional formbar ist.
Die Erfindung wird in den nachfolgenden Beispielen und Ansprüchen näher beschrieben.
Beispiele
Die nachfolgenden Versuche wurden auf einer Intervall-Heißpresse, welche in der Lage ist einen Faser/Folienverbund aus Polymerfolie, Schmelze oder Pulver herzustellen, zur quasi-kontinuierlichen Herstellung von faserverstärkten thermoplastischen Textilien durchgeführt.
Plattenbreite: 660 mm
Laminat-Dicke: 0,2 bis 9,0 mm
Laminat-Toleranzen: max. ± 0,1 mm entsprechend Halbzeug
Sandwichplattenstärke: max. 30 mm
Ausstoß: ca. 0,1 - 60 m/h, abhängig von Qualität und Bauteildicke
Nennvorschub 5 m/h
Werkzeugdruck: Presseinheit 5-25 bar, für minimale und maximale Werkzeuggröße stufenlos regelbar (optional)
Werkzeugtemperierung: 3 Heiz- und 2 Kühlzonen
Werkzeugtemperatur: bis 400 °C
Werkzeuglänge: 1000 mm
Öffnungsweg Presse: 0,5 bis 200 mm
bevorzugte Produktionsrichtung: rechts nach links
Technische Daten der Schmelze-Plastifizierung:
Diskontinuierlicher Schmelze-Auftrag in Mittellage zur Herstellung von faserverstärkten thermoplastischen Halbzeugen
Schneckendurchmesser: 35mm
Max. Hubvolumen: 192 cm3
Max. Schneckendrehzahl: 350 U/min
Max. Austragsstrom: 108 cm3/s
Max. Austragsdruck: 2406 bar spezifisch
Transparenz wurde an 1 mm Organoblech-Proben in % von weißem Tageslicht (100
%) gemessen (Transparenzmessgeräts Byk Haze gard i (BYK-gardner, USA) gemäß
ASTM D 1003 (etwa ASTM D 1003-13)).
Die beschriebenen Faserverbund-Werkstoffe (Organobleche), insbesondere mit amorpher, thermoplastischer Matrix eignen sich besonders für die Herstellung von techni- sehen Textilien. Einige Beispiele sind nachfolgend aufgezeigt.
Wenn nicht anders erwähnt werden die Fasern im Spritzgussverfahren hergestellt.
Faserverbund-Werkstoff 1
40 Gew.-%, bezogen auf den Faserverbund-Werkstoff, einer Komponente A, bestehend aus
75 Gew.-% Styrol-Butadien-Styrol-Elastomer Styroflex 2G66 (umfassend 65 Gew.-% Styrol und
35 Gew.-% Butadien) und
25 Gew.-% eines Styrol/Maleinsäureanhydrid (enthaltend 6% Maleinsäureanhydrid) Copolymeren
werden mit
60 Gew.-%, bezogen auf den Faserverbund-Werkstoff, einer Glas-basierten Verstärkungsfaser mit chemisch reaktiver Funktionalität (Silangruppen) an der Oberfläche [GW 123-580K2 von P-D Glasseiden GmbH, als Komponente B] compoundiert.
Mit dem Faserverbund-Werkstoff werden dann folgende Textilien hergestellt:
Beispiel A: Sicherheitsschuhe
Beispiel B: Segel Beispiel C: Sitzbezug Mit den erfindungsgemäßen Organoblechen werden sowohl ein flexibles (z. B. Segel) als auch festes Textil (z.B. Schuh) hergestellt. Die Rissbeständigkeit der Endprodukte ist gegenüber herkömmlichen Textilien, ohne den erfindungsgemäßen Faserverbund- Werkstoff, deutlich optimiert.
Bedruckbare und färbbare Faserverbund-Werkstoffe Gefahrene Thermoplast Kombinationen A:
A1 (Vergleich): S/AN mit 75 % Styrol (S) und 25 % Acrylnitril (AN), Viskositätszahl
60, Mw von 250.000 g/mol (gemessen via Gel Permeations Chromatographie an Standard Säulen mit monodispersen Polystyrol Eichstandards)
A2: S/AN/Maleinsäureanhydrid Copolymer mit der Zusammensetzung (Gew%): 74/25/1 , Mw von 250.000 g/mol (gemessen via Gel
Permeations Chromatographie an Standard Säulen mit monodispersen Polystyrol Eichstandards)
A3: Mischung aus A2 : A1 = 2 : 1
A4: Mischung aus A2 : A1 = 1 : 2
Verwendete Faser-Textilien B:
B1 : Bidirektionales Glasfasergelege 0/90° (GF-GE) mit Flächengewicht =
590g/m2,
Schuss + Kette = 1200tex [beispielsweise KN G 590.1 von P-D Glas- seiden GmbH]
B2: Glasfasergewebe Köper 2/2 (GF-KG) mit Flächengewicht = 576 g/m2,
Schuss, + Kette = 1200tex
Die im Zusammenhang mit Versuchen Nr. 1 -5 gefahrenen Kombinationen und Para- metereinstellungen sind in nachfolgender Tabelle aufgeführt:
Tabelle 1 . Herstellungsbedingungen der Faserverbund-Werkstoffe

Versuchs-Nr. 1 (Vergleichsversuch)
Die Ergebnisse sind in Figur 1 gezeigt.
Visuelle Bewertung an der Halbzeug-Oberfläche:
Makroimprägnierung: abgeschlossen
Mikroimprägnierung: deutlich nicht abgeschlossen
Mikroskopische Bewertung im Halbzeug-Inneren:
Matrixschicht in Mittellage: deutlich erkennbar
Matrixschicht in Decklage: am Roving nicht erkennbar
Imprägnierung Kettfäden: mittig unimprägnierte Bereiche, umlaufend leicht imprägniert Imprägnierung Schussfäden: mittig deutlich unimprägnierte Bereiche, umlaufend leicht imprägniert
Lufteinschlüsse: wenig, nur im Roving
Konsolidierung: ungenügend, Beschädigung Kett- und Schussfäden
Versuchs-Nr. 2
Die Ergebnisse sind in Figur 2 gezeigt. Visuelle Bewertung an der Halbzeug-Oberfläche:
Makroimprägnierung: abgeschlossen
Mikroimprägnierung: an mehreren Stellen nicht abgeschlossen
Mikroskopische Bewertung im Halbzeug-Inneren:
Matrixschicht in Mittellage: erkennbar
Matrixschicht in Decklage: wenig am Roving erkennbar
Imprägnierung Kettfäden: mittig unimprägnierte Bereiche erkennbar, umlaufend teilweise imprägniert, teilweise unimprägniert
Imprägnierung Schussfäden: mittig unimprägnierte Bereiche, umlaufend leicht impräg- niert
Lufteinschlüsse: wenig
Konsolidierung: nicht ausreichend, deutliche Beschädigung Schussfäden
Versuchs-Nr. 3
Die Ergebnisse sind in Figur 3 gezeigt.
Visuelle Bewertung an der Halbzeug-Oberfläche:
Makroimprägnierung: abgeschlossen
Mikroimprägnierung: abgeschlossen
Versuch Nr. 3, Mikroskopische Bewertung im Halbzeug-Inneren:
Matrixschicht in Mittellage: nicht erkennbar
Matrixschicht in Decklage: gut erkennbar
Imprägnierung Kettfäden: kaum unimprägnierte Bereiche erkennbar, umlaufend gut imprägniert
Imprägnierung Schussfäden: kaum unimprägnierte Bereiche erkennbar, umlaufend gut imprägniert
Lufteinschlüsse: sehr viele, große Blasen erkennbar
Konsolidierung: gut, keine Beschädigungen
Versuchs-Nr. 4
Die Ergebnisse sind in Figur 4 gezeigt.
Visuelle Bewertung an der Halbzeug-Oberfläche:
Makroimprägnierung: abgeschlossen
Mikroimprägnierung: überwiegend abgeschlossen
Mikroskopische Bewertung im Halbzeug-Inneren:
Matrixschicht in Mittellage: kaum erkennbar
Matrixschicht in Decklage: erkennbar
Imprägnierung Kettfäden: leicht unimprägnierte Bereiche erkennbar, umlaufend gut imprägniert
Imprägnierung Schussfäden: unimprägnierte Bereiche erkennbar, aber umlaufend imprägniert
Lufteinschlüsse: keine erkennbar
Konsolidierung: befriedigend, mittlere Beschädigungen von Schussfäden erkennbar
Versuchs-Nr. 5
Die Ergebnisse sind in Figur 5 gezeigt.
Visuelle Bewertung an der Halbzeug-Oberfläche:
Makroimprägnierung: abgeschlossen
Mikroimprägnierung: überwiegend abgeschlossen
Mikroskopische Bewertung im Halbzeug-Inneren:
Matrixschicht in Mittellage: nicht erkennbar
Matrixschicht in Decklage: erkennbar
Imprägnierung Kettfäden: wenig unimprägnierte Bereiche erkennbar, umlaufend gut imprägniert
Imprägnierung Schussfäden: wenig unimprägnierte Bereiche erkennbar, umlaufend gut imprägniert
Lufteinschlüsse: keine erkennbar
Konsolidierung: teilweise gut, teilweise ungenügend, lokale Beschädigungen von Schussfäden erkennbar
Zusammenfassung der Versuchsergebnisse
Tabelle 2. Zusammenfassung Versuche und Bewertung
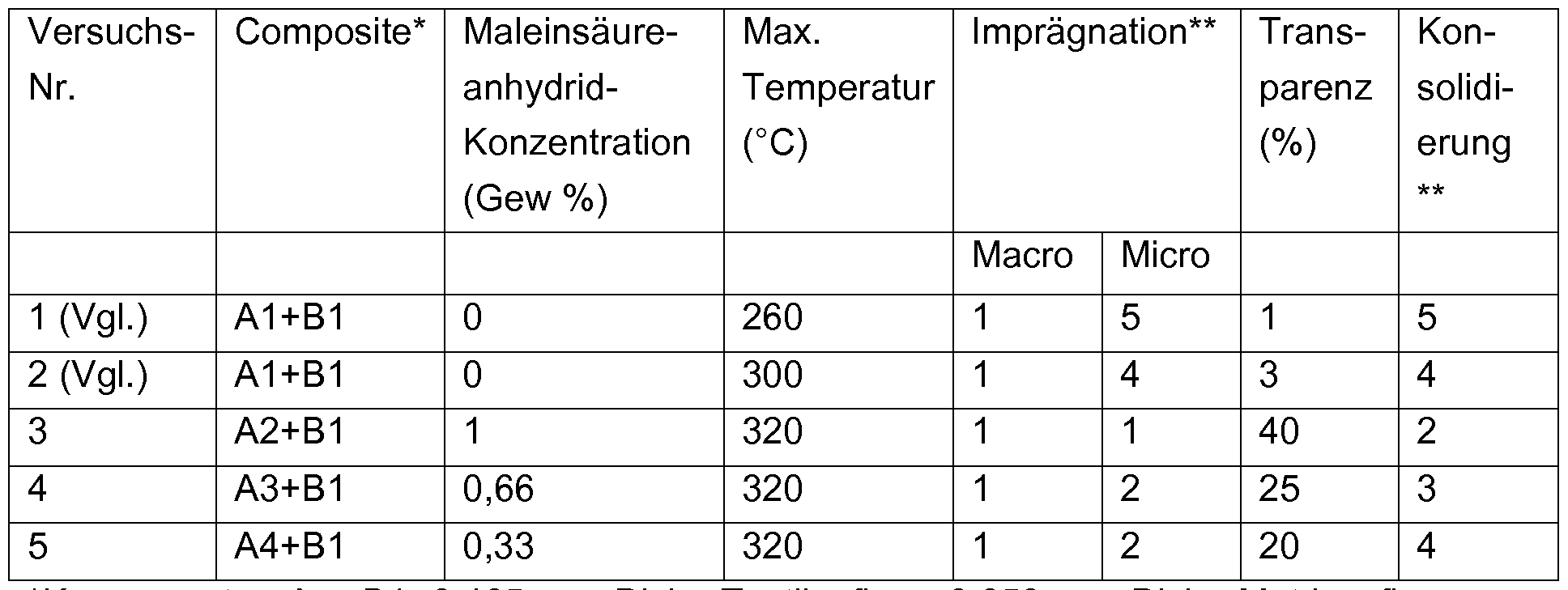
*Komponenten A + B1 : 0.465 mm Dicke Textilaufbau, 0.653 mm Dicke Matrixaufbau, Gesamtvolumen Matrix: 22 ml, Faser-Volumenanteil: 41.6 %, Gesamtdichte Halbzeug: 1 .669 g/ml, Gesamtdicke Halbzeug: 1 .1 17 mm
**1 = perfekt, 2= gut, 3=teilweise, 4= wenig, 5=schlecht/keine
Tabelle 3. Optischer und haptischer Vergleich der erfindungsgemäßen Versuchseinstellungen mit herkömmlichen Organoblechen
Versuchs- Composite Maleinsäure- OberBedruckbarkeit Trans¬
Nr. anhydrid- flächenmit 45 mdyne parenz
Konzentra- güte* Tinte** (%) tion
(Gew %)
1 (Vgl) A1 +B1 0 2 1
2 (Vgl.) A1 +B1 0 2 3
3 A2+B1 1 1 -2 1 40
4 A3+B1 0,66 1 -2 25
5 A4+B1 0,33 1 -2 1 20
6 Bond Laminates 0 4-5 0
Composite aus ca
60 % Glasfaser- Gewebe und 40 %
Polyamid
7 Composite aus ca. 0 4-5 5 0
60 % Glasfaser- Gewebe und 40 %
Polypropylen
*1 = vollständig glatt, 2= weitgehend glatt, 3= leicht rau, 4= mäßig rau, 5= Fasern sind deutlich zu spüren
**1 = perfekt, 2= gut, 3=teilweise, 4= wenig, 5=schlecht/keine
Versuchs-Nr. 6
Die Ergebnisse sind in Tabelle 5 gezeigt.
Die im Zusammenhang mit Versuch Nr. 6 gefahrenen Kombinationen und Parameter- einstellungen sind in nachfolgender Tabelle aufgeführt:
Tabelle 4. Herstellungsbedingungen der Faserverbund-Werkstoffe

*Komponenten A + B1 : 0.465 mm Dicke Textilaufbau, 0.653 mm Dicke Matrixaufbau, Gesamtvolumen Matrix: 22 ml, Faser-Volumenanteil: 41.6 %, Gesamtdichte Halbzeug: 1 .669 g/ml, Gesamtdicke Halbzeug: 1 .1 17 mm
Durch Ihre teilweise Transluzenz und Bedruckbarkeit lassen sich durch die erfindungsgemäßen Faserverbund-Werkstoffe vielfältige technische Textilien herstellen, die be- sonders gut färbbar sind.
Beispiel für Mehrschicht-Organobleche 40 Gew.-%, bezogen auf den Faserverbund-Werkstoff, eines Acrylnitril-Styrol- Maleinsäureanhydrid-Copolymers als thermoplastische Formmasse A (hergestellt aus: 75 Gew.-% Styrol, 24 Gew.-% Acrylnitril und 1 Gew.-% Maleinsäureanhydrid) wird mit 60 Gew.-%, bezogen auf den Faserverbund-Werkstoff, einer Glas-basierten Verstärkungsfaser mit chemisch reaktiver Funktionalität (Silangruppen) an der Oberfläche [GW 123-580K2 von P-D Glasseiden GmbH] compoundiert.
Weitere Untersuchung von Mehrschichtigen Faserverbund-Werkstoffen
Technische Daten der Intervall-Heißpresse (IVHP):
Quasi-kontinuierliche Herstellung von faserverstärkten thermoplastischen Halbzeugen, Laminaten
und Sandwichplatten
Plattenbreite: 660 mm
Laminat-Dicke: 0,2 bis 9,0 mm
Laminat-Toleranzen: max. ± 0,1 mm entsprechend Halbzeug
Sandwichplattenstärke: max. 30 mm
Ausstoß: ca. 0,1 - 60 m/h, abhängig von Qualität und Bauteildicke
Nennvorschub 5 m/h
Werkzeugdruck: Presseinheit 5-25 bar, für minimale und maximale Werkzeuggröße stufenlos regelbar (optional)
Werkzeugtemperierung: 3 Heiz- und 2 Kühlzonen
Werkzeugtemperatur: bis 400 °C
Werkzeuglänge: 1000 mm
Öffnungsweg Presse: 0,5 bis 200 mm
Produktionsrichtung: rechts nach links
Technische Daten der Schmelze-Plastifizierung:
Diskontinuierlicher Schmelzeauftrag in Mittellage zur Herstellung von faserverstärkten thermoplastischen
Halbzeugen
Schneckendurchmesser: 35mm
Max. Hubvolumen: 192 cm3
Max. Schneckendrehzahl: 350 U/min
Max. Austragsstrom: 108 cm3/s
Max. Austragsdruck: 2406 bar spezifisch
hierbei:
Schmelzevolumne: 22 ccm
isobar = druckgesteuerter Pressprozess
isochor = volumengesteuerter Pressprozess
T [°C] = Temperatur der Temperaturzonen* (*Die Presse verfügt über 3 Heiz- und 2 Kühlzonen. Die Angabe bezieht in Produktionsrichtung)
p [bar] = Pressdruck pro Zyklus: Isochor 20
s [mm] = Wegbegrenzung Pressdicke: 1 .1 mm
Temperaturprofil: (i) 210 bis 245°C, daher ca. 220°C
(ii) 300 bis 325°C, daher ca. 300°C
(iii) 270 bis 320°C, daher ca. 280 bis 320°C
(iv) 160 bis 180°C
(v) 80°C
t [sec] = Presszeit pro Zyklus: 20-30 s
Aufbau/Laminierung: 6-lagiger Aufbau mit Schmelze-Mittelschicht; Herstellungsverfahren: Schmelze-Direkt (SD)
Matrix-Komponenten A:
M1 (SAN Typ): Styrol-Acrylnitril-Maleinsäureanhydrid- (SAN-MA-) Terpolymer (S/AN/MA: 74/25/1 ) mit einem MA-Anteil von 1 Gew.-% und einem MVR von 22 cm3/10 min bei 220°C/10kg (gemessen nach IS01 133);
M1 b entspricht der vorgenannten Komponente M1 , wobei der Matrix zusätzlich 2 Gew.- % Industrieruß beigemischt wurden.
M2 (SAN Typ): Styrol-Acrylnitril-Maleinsäureanhydrid- (SAN-MA-) Terpolymer (S/AN/MA: 73/25/2,1 ) mit einem MA-Anteil von 2,1 Gew.-% und einem MVR von 22 cm3/10 min bei 220°C/10kg (gemessen nach IS01 133);
M2b entspricht der vorgenannten Komponente M2, wobei der Matrix zusätzlich 2 Gew.- % Industrieruß beigemischt wurden.
M3 (SAN Typ): Blend aus 33 Gew.-% M1 und 67 Gew.-% des SAN-Copolymers Lu- ran VLN, daher 0,33 Gew.-% MaleinsäureanhydridMA) im gesamten Blend;
M3b entspricht der vorgenannten Komponente M3, wobei der Matrix zusätzlich 2 Gew.- % Industrieruß beigemischt wurden. PA6: teilkristallines, leichtfließendes Polyamid Durethan B30S
PD(OD): leichtfließendes, amorphes Polycarbonat optischer Grade für optische
Discs); Faser-Komponenten B:
Glasfilament-Kopergewebe (Kurzbezeichnungen: GF-KG(LR) bzw. LR), Köperbindung 2/2, Flächengewicht 290 g/m2, Roving EC9 68tex, Finish TF-970, Lieferbreite 1000 mm (Typ: 01 102 0800-1240; Hersteller: Hexcel, erhalten von: Lange + Ritter)
Glasfilament-Köpergewebe (Kurzbezeichnungen: GF-KG(PD) bzw. PD), Köperbindung 2/2, Flächengewicht 320 g/m2, Roving 320tex, Finish 350, Lieferbreite 635 mm (Typ: EC14-320-350, Hersteller und Lieferant: PD Glasseide GmbH Oschatz) Glasfilament-Gelege (Kurzbezeichnung: GF-GE(Sae) bzw. Sae) 0 45 90 -45°, Flächengewicht 313 g/m2, Haupt-Roving 300tex, Finish PA-Schlichte, Lieferbreite
655mm (Typ: X-E-PA-313-655, Nr. 7004344, Hersteller und Lieferant: Saertex
GmbH&Co.KG) Sae n.s. = Glasfilament-Gelege 300 g/m2, Herstellerbezeichnung: Saertex new sizing, +457-457+457-45°
Glasfaservlies (Kurzbezeichnung: GV50), Flächengewicht 50 g/m2, Faserdurchmesser 10 μηη, Lieferbreite 640 mm (Typ: Evalith S5030, Hersteller und Lieferant: Johns Man- ville Europe)
Visuelle Bewertung
Alle hergestellten Faserverbund-Werkstoffe ließen sich jeweils als (groß)flächige Tex- tilwerkstoffe in einem Endlosverfahren herstellen, die problemlos (in kaschierbare, transportübliche Maße wie etwa 1 m x 0,6 m) die zuschneidbar waren. Bei den transparenten Faserverbund-Werkstoffen war das eingebettete Fasermaterial bei detaillierter Betrachtung im Gegenlicht gerade erkennbar. Bei den Faserverbund-Werkstoffen mit (schwarz) eingefärbter Matrix war das eingebettete Fasermaterial auch bei näherer optischer Betrachtung im Gegenlicht nicht/kaum erkennbar.
Mikroskopische Bewertung
Hierbei wurden Fehlstellen (Lunker, Einfall, etc.) über Auflichtmikroskopie und die Oberflächengüte über konfokale Laser-Scannning-Mikroskopie (LSM) bewertet. Mittels LSM wurde eine Aufsicht einer drei-dimensionalen (3D-)Höhenaufnahme (7,2 mm x 7,2 mm) des lokalen Messbereichs und eine zweidimensionalen (2D-)Darstellung der Höhenunterschiede nach Skalierung und Anwendung verschiedener Profilfilter erstellt. Messfehler und einen generellen Verzug/Schieflage der Probe wurden durch den Einsatz von Profilfiltern (Rauschfilter und Verkippungsfilter) ausgeglichen. Das 2D- Höhenprofil der Aufnahme wurde über definierte Messlinien durch integrierte Software in Linienprofile übertragen und computer-gestützt ausgewertet.
Es wurden Faserverbund-Werkstoffe mit jeweils vier in die jeweilige Matrix eingebetteten Lagen des entsprechenden Flächengebildes an Fasern (hier GF-KG(PD)(4) bzw. Sae(4)) hergestellt. Um die Vergleichbarkeit der Proben weiter zu erhöhen, wurden auf
die hergestellten Faserverbund-Werkstoffe jeweils beidseitig ein dünnes Glasfaservlies (GV50, siehe oben) aufgebracht. Dieses hatte keinen merklichen Einfluss auf die mechanischen Eigenschaften. Die Mittlere Wellentiefe (MW Wt) und der Raumittenwert (Ra) wurden für zahlreiche Faserverbund-Werkstoffe ermittelt. Es zeigte sich, dass die MW Wt für alle Faserverbund-Werkstoffe, bei denen die Matrix eine funktionale Komponente enthält, die mit den Fasern reagieren kann, deutlich < 10 μηη ist, wohingegen sie bei Faserverbund- Werkstoffen mit vergleichbaren PA6- und PD(OD)-Matrices deutlich <10 μηη ist. Auch die ermittelten Raumittenwerte waren deutlich niedriger für erfindungsgemäße Faserverbund-Werkstoffe. Beispielhaft zeigen dies die untenstehenden, gemessenen Werte.
Tabelle 5. Messergebnisse der LSM-Vermessung mit SAN-Matrixsystem - Wellentiefe (Wt) und Raumittenwert (Ra)

Ebenso deutlich wurde dies, wenn anstelle des Gewebes ein Gelege (wie Sae) eingesetzt wird:
Tabelle 6. Messergebnisse der LSM-Vermessung mit SAN-Matrixsystem - Wellentiefe (Wt) und Raumittenwert (Ra)

In weiteren Versuchen wurde die Festigkeit in Kett- und in Schussrichtung gesondert untersucht. Es konnte gezeigt werden, dass die Faserverbund-Werkstoffe sowohl in Kett- wie auch in Schussrichtung sehr stabil sind. In Kettrichtung sind die faserverbund- Werkstoffe in der Regel noch stabiler als in Schussrichtung.
Mechanische Eigenschaften
Matrix-Komponenten A
Die Matrix-Komponenten A sind wie oben beschrieben.
Faser-Komponenten B (sofern nicht oben beschrieben)
FG290 = Glasfilament-Gewebe 290g/m2, Herstellerbezeichnung: Hexcel HexForce® 01202 1000 TF970 FG320 = Glasfilament-Gewebe 320g/m2, Herstellerbezeichnung: PD Glasseide GmbH Oschatz EC 14-320-350
Sae = MuAx313, Glasfilament-Gelege 300g/m2, Herstellerbezeichnung: Saertex X-E- PA-313-655
Sae n.s. = Glasfilament-Gelege 300g/m2, Herstellerbezeichnung: Saertex new sizing, +457-457+457-45°
Anzahl an Schichten (z.B. 4x = vier Schichten des jeweiligen Fasergeleges bzw. der jeweiligen Fasern)
Es wurde für die Faserverbund-Werkstoffe die Durchstoßverhalten (Dart Test nach ISO 6603) ermittelt. Hierbei zeigten die Faserverbund-Werkstoffe eine hohe Stabilität von Fm >3000 N.
Optionale Weiterverarbeitung
Es konnte auch experimentell gezeigt werden, dass die erhaltenen Faserverbund- Werkstoffe gut dreidimensional umformbar waren, wie beispielsweise zu halbschalen- förmigen Werkstoffen, wie etwa Schuhkappen. Es zeigte sich zudem, dass die erhaltenen Faserverbund-Werkstoffe bedruckbar und kaschierbar waren.
Zusammenfassung der Versuchsergebnisse
Die Evaluierung von unterschiedlichen Textilsystemen auf Glasfaserbasis mit unterschiedlichen Matrixsystemen zu einem Faserverbund-Werkstoff hat gezeigt, dass gute Faserverbund-Werkstoffe reproduzierbar hergestellt werden können. Diese können farblos oder farbig hergestellt werden und optional nachträglich gefärbt und/oder kaschiert werden. Die Faserverbund-Werkstoffe zeigten gute bis sehr gute optische, hap-
tische und mechanische Eigenschaften (etwa bezüglich ihrer Durchstoßfestigkeit). Mechanisch zeigten die Gewebe etwas größere Festigkeit als Gelege. Die Styrol- Copolymer-basierten Matrices (SAN-Matrices) führten tendenziell zu besseren Faserverbund-Werkstoffen bezüglich der den mechanischen Kennwerte als die alternativen Matrices wie PC und PA6. Die erfindungsgemäßen Faserverbund-Werkstoffe ließen sich halb- bzw. vollautomatisch mittels eines Endlosverfahrens herstellen. Die erfindungsgemäßen Faserverbund-Werkstoffe (Organobleche) lassen sich gut zu dreidimensionalen Formen, beispielsweise für Schuhkappen, umformen.
Claims
Verwendung eines thermoplastischen Faserverbund-Werkstoffs, enthaltend: a) mindestens eine thermoplastische Formmasse A als Matrix,
b) mindestens eine Lage aus Verstärkungsfasern B, und
c) optional mindestens ein Additiv C,
wobei die mindestens eine Lage der Verstärkungsfasern B in die Matrix eingebettet ist und wobei die thermoplastische Formmasse A elastomere Eigenschaften aufweist und beim Herstellungsprozess des thermoplastischen Faserverbund- Werkstoffs mindestens eine chemisch reaktive Funktionalität aufweist, welche beim Herstellungsprozess des Faserverbund-Werkstoffs mit chemischen Gruppen der Oberfläche der Verstärkungsfasern B reagiert,
zur Herstellung von technischen Textilien.
Verwendung eines thermoplastischen Faserverbund-Werkstoffs gemäß Anspruch 1 , enthaltend: a) 30 bis 95, insbesondere 38 bis 70 Gew.-%, der thermoplastische Formmasse A mit elastomeren Eigenschaften,
b) 5 bis 70 Gew.-%, insbesondere 29,9 bis 61 ,9 Gew.-%, der Verstärkungsfasern B, und
c) 0 bis 40, insbesondere 0,1 bis 10 Gew.-%, mindestens eines Additivs C.
Verwendung eines thermoplastischen Faserverbund-Werkstoffs gemäß Anspruch 1 oder 2, wobei die thermoplastische Formmasse A amorph ist und auf einem schlagzäh-modifizierten Styrol-Copolymer basiert, welches mindestens eine chemisch reaktive Funktionalität aufweist.
Verwendung eines thermoplastischen Faserverbund-Werkstoffs gemäß einem der Ansprüche 1 bis 3, wobei die Matrix auf einer Formmasse A basiert, welche mindestens eine chemisch reaktive Funktionalität aufweist, wobei die Formmasse A ausgewählt ist aus der Gruppe bestehend aus: Styrol-basierte Elastomere (S- TPE), hydrierte oder teilhydrierte Styrol-Butadien-(Block)-Copolymere, thermoplastische Elastomere auf Polyolefin-Basis, thermoplastische Polyurethane und elastomere Polyether/ester des HYTREL® Typs, ggf. in Mischung mit Polymeren wie: Polystyrol (glasklar oder schlagfest), Styrol-Acrylnitril Polymere, Acrylnitril- Butadien-Styrol-Copolymere, Styrol-Methylmethacrylat-Copolymere (SMMA), Me- thacrylat-Acrylnitril-Butadien-Styrol-Copolymere (MABS) oder Acrylester-Styrol- Acrylnitril-Copolymere (ASA).
5. Verwendung eines thermoplastischen Faserverbund-Werkstoffs gemäß einem der Ansprüche 1 bis 4, wobei die chemisch reaktive Funktionalität der thermoplastischen Formmasse A basiert auf Komponenten ausgewählt aus der Gruppe bestehend aus: Maleinsäureanhydrid-, N-Phenylmaleinimid- und Gly- cidyl(meth)acrylat.
6. Verwendung eines thermoplastischen Faserverbund-Werkstoffs gemäß einem der Ansprüche 1 bis 5, wobei die thermoplastische Formmasse A 0,1 bis 10 Gew.-% an Monomeren A-l, bezogen auf die Menge der Komponente A, enthält, welche eine chemisch reaktive Funktionalität aufweisen.
7. Verwendung eines thermoplastischen Faserverbund-Werkstoffs gemäß einem der Ansprüche 1 bis 6, wobei die Oberfläche der Verstärkungsfasern B eine oder mehrere der chemisch reaktiven Funktionalitäten aus der Gruppe: Hydroxy-, Es- ter- und Amino-Gruppen enthalten.
8. Verwendung eines thermoplastischen Faserverbund-Werkstoffs gemäß einem der Ansprüche 1 bis 7, wobei die Verstärkungsfasern B aus Glasfasern bestehen, welche als chemisch reaktive Funktionalität Silanolgruppen an der Oberflä- che enthalten.
9. Verwendung eines thermoplastischen Faserverbund-Werkstoffs gemäß einem der Ansprüche 1 bis 8, wobei die Verstärkungsfasern B in Form eines Geleges, eines Gewebes, einer Matte, eines Vlieses oder eines Gewirkes eingesetzt wer- den.
10. Verwendung eines thermoplastischen Faserverbund-Werkstoffs gemäß einem der Ansprüche 1 bis 9, wobei der Faserverbund-Werkstoff eine Dicke von < 10 mm, vorzugsweise von < 2 mm, insbesondere von < 1 mm aufweist.
1 1 . Verwendung eines thermoplastischen Faserverbund-Werkstoffs gemäß einem der Ansprüche 1 bis 10, wobei der Faserverbund-Werkstoff schichtartig aufgebaut ist und mehr als zwei Schichten enthält.
12. Verwendung eines Faserverbund-Werkstoffs gemäß einem der Ansprüche 1 bis 1 1 zur Herstellung von Oberflächenmaterialien für Sport-, Freizeit- und Sicherheitsschuhe.
13. Verwendung eines Faserverbund-Werkstoffs gemäß einem der Ansprüche 1 bis 1 1 , zur Herstellung von Bezügen für hohe mechanische Belastungen, insbesondere für Segel.
14. Verfahren zur Herstellung eines thermoplastischen Faserverbund-Werkstoffs, enthaltend die Schritte:
Bereitstellen von: einer Matrix aus mindestens einer thermoplastischen Formmasse A mit elastomeren Eigenschaften, enthaltend ein Copolymer A-1 , das Monomere A-l enthält, welche eine chemisch reaktive Funktionalität aufweisen; mindestens einer Verstärkungsfaser B, deren Oberfläche eine chemisch reaktive Funktionalität B-l aufweist, die mit den Monomeren A-l, eine kovalente Bindung eingehen können; (ii) Schmelzen der thermoplastischen Formmasse A und Versetzen dieser
Formmasse A mit der Verstärkungsfaser B aus Schritt (i); und
(iii) Reagieren der Monomere A-l des Copolymers A-1 mit der chemisch reaktive Funktionalität B-l der Verstärkungsfasern B aus Schritt (ii) unter Ausbil- dung kovalenter Bindungen.
15. Technische Textilien hergestellt aus einem Faserverbund-Werkstoff hergestellt gemäß Anspruch 14.
16. Verwendung eines thermoplastischen Faserverbund-Werkstoffs gemäß einem der Ansprüche 1 bis 13 zur Herstellung von Bezügen für hohe mechanische Belastungen,
wobei die Verstärkungsfasern B in Form eines Geleges, eines Gewebes, einer Matte, eines Vlieses oder eines Gewirkes eingesetzt werden, der Faserverbund- Werkstoff schichtartig aufgebaut ist und mehr als zwei Schichten enthält.
17. Verwendung eines thermoplastischen Faserverbund-Werkstoffs gemäß Anspruch 16, wobei der Faserverbund-Werkstoff eine Dicke von < 2 mm aufweist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015207366 | 2015-04-22 | ||
| DE102015207366.1 | 2015-04-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016170129A1 true WO2016170129A1 (de) | 2016-10-27 |
Family
ID=55913600
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/EP2016/059038 Ceased WO2016170129A1 (de) | 2015-04-22 | 2016-04-22 | Verwendung von faserverbund-werkstoffen zur herstellung von technischen textilien |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2016170129A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022129045A1 (de) * | 2020-12-16 | 2022-06-23 | Ineos Styrolution Group Gmbh | Verfahren zur herstellung eines faserverstärkten verbundwerkstoffs enthaltend ein thermoplastisches polymer |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2160778A1 (de) * | 1971-12-08 | 1973-06-14 | Basf Ag | Glasfaserverstaerkte styrolpolymerisate |
| GB1472195A (en) | 1973-08-31 | 1977-05-04 | Basf Ag | Manufacture of |
| EP0363608A1 (de) | 1988-09-22 | 1990-04-18 | General Electric Company | Polymer-Mischung aus einem aromatischen Polycarbonat, einem Styrol enthaltenden Copolymer und/oder Pfropfpolymer und einem Flammschutzmittel auf der Basis eines Phosphats, geformte Gegenstände daraus |
| US5008145A (en) * | 1987-10-23 | 1991-04-16 | The B. F. Goodrich Company | Glass fiber reinforced poly(vinyl chloride) blend with improved heat distortion and tensile strength |
| KR100376049B1 (ko) | 2000-12-28 | 2003-03-15 | 제일모직주식회사 | 유리섬유 강화 스티렌계 열가소성 복합재료 |
| EP1923420A1 (de) * | 2006-11-14 | 2008-05-21 | Bond Laminates Gmbh | Faserverbund-Werkstoff und Verfahren zu dessen Herstellung |
| WO2008110539A1 (de) * | 2007-03-13 | 2008-09-18 | Basf Se | Faserverbundwerkstoff |
| WO2008119678A1 (en) | 2007-03-29 | 2008-10-09 | Basf Se | Glass fiber reinforced abs compositions with improved stiffness and toughness |
| CN101555341A (zh) | 2009-05-25 | 2009-10-14 | 国家复合改性聚合物材料工程技术研究中心 | 一种高强玻纤增强abs复合材料及其制备方法 |
| EP2251377A1 (de) | 2009-05-11 | 2010-11-17 | Basf Se | Verstärkte Styrolcopolymere |
| US20110020572A1 (en) | 2009-07-25 | 2011-01-27 | Lanxess Deutschland Gmbh | Structural organosheet-component |
| WO2011023541A1 (de) * | 2009-08-31 | 2011-03-03 | Basf Se | Verfahren zur herstellung von glasfaserverstärkten san-copolymeren mit verbesserter schlagzähigkeit und leichter verarbeitbarkeit |
| CN102924857A (zh) | 2012-08-23 | 2013-02-13 | 上海金发科技发展有限公司 | 一种玻纤增强苯乙烯/马来酸酐复合材料及其制备方法 |
-
2016
- 2016-04-22 WO PCT/EP2016/059038 patent/WO2016170129A1/de not_active Ceased
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2160778A1 (de) * | 1971-12-08 | 1973-06-14 | Basf Ag | Glasfaserverstaerkte styrolpolymerisate |
| GB1472195A (en) | 1973-08-31 | 1977-05-04 | Basf Ag | Manufacture of |
| US5008145A (en) * | 1987-10-23 | 1991-04-16 | The B. F. Goodrich Company | Glass fiber reinforced poly(vinyl chloride) blend with improved heat distortion and tensile strength |
| EP0363608A1 (de) | 1988-09-22 | 1990-04-18 | General Electric Company | Polymer-Mischung aus einem aromatischen Polycarbonat, einem Styrol enthaltenden Copolymer und/oder Pfropfpolymer und einem Flammschutzmittel auf der Basis eines Phosphats, geformte Gegenstände daraus |
| KR100376049B1 (ko) | 2000-12-28 | 2003-03-15 | 제일모직주식회사 | 유리섬유 강화 스티렌계 열가소성 복합재료 |
| WO2008058971A1 (de) | 2006-11-14 | 2008-05-22 | Bond-Laminates Gmbh | Faserverbund-werkstoff und verfahren zu dessen herstellung |
| EP1923420A1 (de) * | 2006-11-14 | 2008-05-21 | Bond Laminates Gmbh | Faserverbund-Werkstoff und Verfahren zu dessen Herstellung |
| WO2008110539A1 (de) * | 2007-03-13 | 2008-09-18 | Basf Se | Faserverbundwerkstoff |
| WO2008119678A1 (en) | 2007-03-29 | 2008-10-09 | Basf Se | Glass fiber reinforced abs compositions with improved stiffness and toughness |
| EP2251377A1 (de) | 2009-05-11 | 2010-11-17 | Basf Se | Verstärkte Styrolcopolymere |
| CN101555341A (zh) | 2009-05-25 | 2009-10-14 | 国家复合改性聚合物材料工程技术研究中心 | 一种高强玻纤增强abs复合材料及其制备方法 |
| US20110020572A1 (en) | 2009-07-25 | 2011-01-27 | Lanxess Deutschland Gmbh | Structural organosheet-component |
| WO2011023541A1 (de) * | 2009-08-31 | 2011-03-03 | Basf Se | Verfahren zur herstellung von glasfaserverstärkten san-copolymeren mit verbesserter schlagzähigkeit und leichter verarbeitbarkeit |
| CN102924857A (zh) | 2012-08-23 | 2013-02-13 | 上海金发科技发展有限公司 | 一种玻纤增强苯乙烯/马来酸酐复合材料及其制备方法 |
Non-Patent Citations (1)
| Title |
|---|
| R. GÄCHTER; H. MÜLLER: "Taschenbuch der Kunststoffadditive", 1983, CARL HANSER VERLAG, pages: 494 - 510 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022129045A1 (de) * | 2020-12-16 | 2022-06-23 | Ineos Styrolution Group Gmbh | Verfahren zur herstellung eines faserverstärkten verbundwerkstoffs enthaltend ein thermoplastisches polymer |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3286258B1 (de) | Verfahren zur herstellung eines faserverbund-werkstoffs aus amorphen, chemisch modifizierten polymeren mit verstärkungsfasern | |
| EP3286256B1 (de) | Transluzente faserverbund-werkstoffe aus chemisch modifizierten polymeren | |
| EP3286000A1 (de) | Styrol-polymer basierte organobleche für weisse ware | |
| EP3286257B1 (de) | Verfahren zur herstellung von faserverbund-werkstoffen aus amorphen, chemisch modifizierten polymeren | |
| EP3285999A1 (de) | Verwendung eines faserverbund-werkstoffs mit sandwich-struktur und schaumstoff-komponente | |
| EP3285998B1 (de) | Verwendung von faserverbund-werkstoffen zur herstellung von transparenten bzw. transluzenten formkörpern | |
| WO2016170129A1 (de) | Verwendung von faserverbund-werkstoffen zur herstellung von technischen textilien | |
| US20200231767A1 (en) | Fibre-reinforced composite with reduced surface waviness | |
| US20200299472A1 (en) | Fibre-reinforced composite having improved fibre-matrix adhesion | |
| WO2015185573A1 (de) | Faserverstärktes verbundelement und verfahren zu dessen herstellung | |
| WO2016170143A1 (de) | Verfahren zur herstellung von thermoplastischen faserverbund-werkstoffen auf basis von styrol-copolymeren | |
| WO2022129016A1 (de) | Füllstoff-haltige, mit kontinuierlicher faser verstärkte thermoplastische polymer-verbundwerkstoffe mit geringer oberflächenwelligkeit | |
| WO2022129045A1 (de) | Verfahren zur herstellung eines faserverstärkten verbundwerkstoffs enthaltend ein thermoplastisches polymer | |
| WO2023232274A1 (de) | Verfahren zur herstellung von faserverbundwerkstoffen mit besonders geringem faserverzug | |
| WO2016170127A1 (de) | Thermoplastische faserverbund-werkstoffe auf basis von styrol-copolymeren und verfahren zu deren herstellung | |
| Fabich et al. | Toughness improvement in hybrid composites made of carbon fibre reinforced polypropylene and self-reinforced polypropylene | |
| EP4297970A1 (de) | Faserverstärktes komposit-material mit styrol(co)polymer und naturfasern | |
| EP3213903A1 (de) | Verfahren zur herstellung eines bauteils aus einem faserverstärkten kunststoff mit einer funktionsoberfläche oder einer dekorativen oberfläche | |
| DE102006010231A1 (de) | Kunststoffhaltiges System | |
| EP3147120A1 (de) | Verbundmaterial für die herstellung von formpressteilen, formpressteil sowie verfahren zur herstellung des formpressteils | |
| WO2013079387A1 (de) | Verbundkörper |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16720767 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16720767 Country of ref document: EP Kind code of ref document: A1 |