WO2016194247A1 - 吸収性物品 - Google Patents
吸収性物品 Download PDFInfo
- Publication number
- WO2016194247A1 WO2016194247A1 PCT/JP2015/074093 JP2015074093W WO2016194247A1 WO 2016194247 A1 WO2016194247 A1 WO 2016194247A1 JP 2015074093 W JP2015074093 W JP 2015074093W WO 2016194247 A1 WO2016194247 A1 WO 2016194247A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- absorbent article
- fiber
- surface side
- fiber layer
- nonwoven fabric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images







Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/51104—Topsheet, i.e. the permeable cover or layer facing the skin the top sheet having a three-dimensional cross-section, e.g. corrugations, embossments, recesses or projections
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape specially adapted to be worn around the waist, e.g. diapers, nappies
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/51104—Topsheet, i.e. the permeable cover or layer facing the skin the top sheet having a three-dimensional cross-section, e.g. corrugations, embossments, recesses or projections
- A61F13/51108—Topsheet, i.e. the permeable cover or layer facing the skin the top sheet having a three-dimensional cross-section, e.g. corrugations, embossments, recesses or projections the top sheet having corrugations or embossments having one axis relatively longer than the other axis, e.g. forming channels or grooves in a longitudinal direction
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/5116—Topsheet, i.e. the permeable cover or layer facing the skin being formed of multiple layers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/512—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its apertures, e.g. perforations
- A61F13/5123—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its apertures, e.g. perforations the apertures being formed on a multilayer top sheet
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/512—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its apertures, e.g. perforations
- A61F13/5123—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its apertures, e.g. perforations the apertures being formed on a multilayer top sheet
- A61F13/5125—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its apertures, e.g. perforations the apertures being formed on a multilayer top sheet the apertures not being formed through the complete thickness of the topsheet, e.g. blind holes
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/512—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its apertures, e.g. perforations
- A61F13/5126—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its apertures, e.g. perforations characterised by the planar distribution of the apertures, e.g. in a predefined pattern
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15699—Forming webs by bringing together several webs, e.g. by laminating or folding several webs, with or without additional treatment of the webs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape specially adapted to be worn around the waist, e.g. diapers, nappies
- A61F13/49007—Form-fitting, self-adjusting disposable diapers
- A61F13/49009—Form-fitting, self-adjusting disposable diapers with elastic means
- A61F13/49017—Form-fitting, self-adjusting disposable diapers with elastic means the elastic means being located at the crotch region
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15203—Properties of the article, e.g. stiffness or absorbency
- A61F2013/15284—Properties of the article, e.g. stiffness or absorbency characterized by quantifiable properties
- A61F2013/15422—Density
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15203—Properties of the article, e.g. stiffness or absorbency
- A61F2013/15284—Properties of the article, e.g. stiffness or absorbency characterized by quantifiable properties
- A61F2013/15544—Permeability
- A61F2013/15552—Air permeability
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F2013/51002—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads with special fibres
- A61F2013/51019—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads with special fibres being cellulosic material
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F2013/51002—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads with special fibres
- A61F2013/51023—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads with special fibres being polymeric fibres
- A61F2013/51026—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads with special fibres being polymeric fibres being in thermoplastic material
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F2013/51002—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads with special fibres
- A61F2013/51023—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads with special fibres being polymeric fibres
- A61F2013/5103—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads with special fibres being polymeric fibres being hydrophobic
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F2013/51002—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads with special fibres
- A61F2013/51038—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads with special fibres being a mixture of fibres
Definitions
- the present invention relates to absorbent articles such as disposable diapers, sanitary napkins and incontinence pads.
- absorbent articles such as disposable diapers and sanitary napkins
- absorbent articles using cotton non-woven fabric containing cotton, which is a natural fiber are considered as structural members such as surface sheets in order to obtain a sense of security from natural materials. Has been.
- an absorbent article for example, in Patent Document 1, a surface sheet is made of a cotton nonwoven fabric, and a lower fiber density than the cotton nonwoven fabric between the absorber and the lower layer of the surface sheet.
- an absorbent article has been proposed in which a heat-fusible fiber sheet having hydrophilicity is interposed, and a large number of embosses are applied from the surface side in the laminated state. According to the absorbent article disclosed in Patent Document 1, it is said that moisture absorbed in the topsheet can be quickly permeated into the interior without impairing flexibility.
- the present invention in an absorbent article using a non-woven fabric containing cotton as a surface sheet, causes the wearer to perceive a wet state or to feel stuffiness, thereby causing discomfort to the wearer.
- An object is to provide an absorbent article in which nothing happens.
- the absorbent article of 1 aspect (aspect 1) of this invention is the liquid-permeable surface sheet located in a wearer's skin opposing surface side, and the liquid-impermeable back surface located in a wearer's non-skin opposing surface side
- An absorbent article comprising a sheet and an absorbent body positioned between the two sheets, wherein the top sheet comprises a first fiber layer composed of cotton and thermoplastic resin fibers, and a hydrophobic thermoplastic resin
- a non-woven fabric composed of at least two fiber layers including a second fiber layer composed of fibers, the non-woven fabric being a surface on the skin facing surface side and formed by the second fiber layer.
- a plurality of recesses provided between the corresponding projections and recessed toward the second surface.
- the convex portion has a gap portion in which the second surface of the nonwoven facing.
- the top sheet includes a first fiber layer composed of cotton and thermoplastic resin fibers, and a second fiber layer composed of hydrophobic thermoplastic resin fibers.
- the nonwoven fabric is composed of at least two fiber layers, and the nonwoven fabric includes a plurality of convex portions projecting on the first surface side and a plurality of concave portions recessed on the second surface side, and the convex portions are Since the second surface of the non-woven fabric has a void, the excretion fluid such as the wearer's urine absorbed by the absorbent body is released from the absorbent body as moisture by evaporation or the like.
- the absorbent article of aspect 1 is less likely to cause discomfort to the wearer by causing the wearer to perceive a wet state or to feel stuffiness.
- the absorbent article according to another aspect (aspect 2) of the present invention is the absorbent article according to aspect 1, wherein the back sheet has air permeability.
- the absorbent article of aspect 2 since the liquid-impermeable back sheet has air permeability, moisture released from the absorber to the non-skin facing surface side is released through the back sheet. The moisture remaining in the absorbent article or between the absorbent article and the skin surface of the wearer can be reduced. Therefore, the absorbent article of aspect 2 can make a wearer more difficult to feel stuffiness.
- the absorbent article according to yet another aspect (Aspect 3) of the present invention is the absorbent article according to Aspect 1 or 2, wherein the first fiber layer includes a fiber mass made of cotton.
- the absorbent article of aspect 3 since the first fiber layer disposed on the second surface (non-skin facing surface) side of the nonwoven fabric includes a fiber lump of cotton, it is released from the absorber.
- the moisture (exhaust fluid) is absorbed and held in a concentrated manner (spots) in the fiber mass of cotton in the first fiber layer, and the moisture absorbed and held in the surface direction of the first fiber layer Since the area can be reduced (spotted), the amount of moisture released from the first surface side of the first fiber layer can be minimized. As a result, moisture released from the absorber can be effectively contained in the gap of the convex portion.
- the absorbent article according to yet another aspect (aspect 4) of the present invention is the absorbent article according to any one of aspects 1 to 3, wherein the absorbent article has a back film on the non-skin facing surface side of the back sheet.
- the back film has a lower air permeability than the back sheet.
- the back sheet has a back film having a lower air permeability than the back sheet on the non-skin facing surface side of the back sheet, so that the back sheet is covered with the back film. Since an air permeability gradient that lowers the air permeability is formed, moisture released from the absorber to the non-skin facing surface side (that is, the back sheet side) is drawn into the back film through the back sheet. It becomes easy to come out of the absorbent article to the outside. As a result, moisture released from the absorbent body to the skin facing surface side (that is, the side opposite to the back sheet) can be reduced, and the wearer can be made more difficult to feel stuffiness.
- the absorbent article according to yet another aspect (aspect 5) of the present invention is the absorbent article according to any one of aspects 1 to 4, wherein the convex portion extends in the first direction on the first surface of the nonwoven fabric. And provided at a predetermined interval in a second direction orthogonal to the first direction, and the concave portion is provided between the convex portions extending in the first direction and adjacent in the second direction. Furthermore, the concave portion includes a first concave portion provided with a first bottom portion located on the second surface side relative to a position on the first surface side at a top portion of the convex portion, and the first concave portion in the first concave portion.
- a plurality of second recesses that are discontinuously provided in a direction and that are recessed from the first bottom toward the second surface, and the second recesses extend from the first bottom to the second.
- a peripheral wall portion extending in the direction of the surface side, and an end portion of the peripheral wall portion on the second surface side is closed. Provided such, and a second bottom portion having the highest fiber density in the nonwoven fabric.
- the absorbent article according to aspect 5 is configured such that in the nonwoven fabric constituting the topsheet, the fiber density at the second bottom portion of the second recess located between adjacent projections is the highest among the nonwoven fabrics.
- the nonwoven fabric In the thickness direction of the nonwoven fabric, the nonwoven fabric has a structure in which a density gradient exists from a convex portion having a relatively low fiber density to a second bottom portion of the second concave portion having the highest fiber density.
- the excretion fluid such as urine supplied from the first surface side is easily drawn in a spot manner from the convex portion to the second bottom portion of the second concave portion, and has excellent absorbency (particularly absorption rate and Liquid transferability and the like) can be exhibited, and moisture released from the absorbent body is less likely to move from the second surface side to the first surface side of the nonwoven fabric.
- the moisture released from the absorber can be effectively contained in the gap of the convex portion, and the wearer can be made more difficult to feel stuffiness.
- the fiber density of the convex portion and the first concave portion that are easy to touch the wearer's skin is relatively low, and the highest in the wearer's skin.
- the portion that is easy to touch is the top of the convex portion with a small contact area, and the stress in the thickness direction applied from the first surface side of the nonwoven fabric is buffered by the first concave portion deflecting to the second surface side. Therefore, even if the top sheet is made of a non-woven fabric containing cotton, sufficient flexibility can be secured.
- the absorbent article according to yet another aspect (aspect 6) of the present invention is the absorbent article according to aspect 5, wherein the pitch of the second recesses in the second direction is 2.0 mm or less.
- the absorbent article of this aspect 6 when the pitch of the second recesses in the second direction is 2.0 mm or less, excretion fluid such as urine supplied from the first surface side of the nonwoven fabric, Since it becomes easier to be drawn into the second bottom portion of the second concave portion disposed between adjacent convex portions, the effect exhibited by the absorbent article of the above aspect 5 can be further exhibited. . Furthermore, in the absorbent article according to aspect 6, since the cotton in the first fiber layer is easily held on the second bottom of the second recess, the fiber layer is less likely to be split at the second bottom.
- the nonwoven fabric (surface sheet) can be made excellent in strength.
- the absorbent article according to yet another aspect (Aspect 7) of the present invention is the absorbent article according to any one of Aspects 1 to 6, wherein the convex portion extends in the first direction of the first surface of the nonwoven fabric. And provided at a predetermined interval in a second direction orthogonal to the first direction, and the convex portion extends to at least one edge in the first direction of the absorber or the at least one edge. It extends beyond.
- the absorbent article of this aspect 7 not only the moisture released from the skin facing surface side of the absorber, but also the moisture released from the edge (side surface) in the first direction of the absorber. Since it can be contained in the gap of the convex portion, it is possible to make the wearer more difficult to feel stuffiness.
- the absorbent article according to yet another aspect (aspect 8) of the present invention is the absorbent article according to any one of aspects 1 to 7, wherein the absorbent has a pressing part on the non-skin facing surface side. Yes.
- the absorbent article of this aspect 8 has a pressing part on the non-skin-facing surface side of the absorbent body, and the excreted liquid absorbed by the absorbent body tends to accumulate in the compressed part, Since it is difficult to remain on the surface facing the skin, moisture released from the absorber to the surface facing the skin can be reduced, and the wearer can be made more difficult to feel stuffiness.
- the absorbent article according to yet another aspect (aspect 9) of the present invention is the absorbent article according to aspect 8, wherein the absorbent article has a longitudinal direction, a width direction, and a thickness direction perpendicular to each other, and the compressed portion. However, it is provided as a linear pressing part extending in the longitudinal direction and / or the width direction on the non-skin facing surface side surface of the absorbent body, and the absorbent bodies are separated from each other on the skin facing surface side surface. It has a plurality of point-like compressed parts.
- the absorbent article of this aspect 9 has a linear squeezing portion extending in the longitudinal direction and / or the width direction on the non-skin facing surface side of the absorber, and excreted by the absorber. Since the liquid tends to accumulate in a state of being diffused along the linear compressed portion extending in the longitudinal direction and / or the width direction, and is difficult to remain on the skin-facing surface side of the absorber, Moisture released to the facing surface side can be reduced, and the wearer can be made more difficult to feel stuffiness.
- it has a plurality of point-like compressed parts on the skin-facing surface side of the absorbent body, that is, it has the point-like compressed part that functions as a liquid-absorbing part having high fiber density and utilizing capillary action.
- excretion fluid such as urine is easily spot-absorbed by the absorbent body, and is less likely to be released to the skin-facing surface side through the point-like compressed portion. Moisture released to the side can be reduced, and the wearer can be made more difficult to feel stuffiness.
- An absorbent article according to yet another aspect (aspect 10) of the present invention is the absorbent article according to any one of aspects 1 to 9, wherein the absorbent article has a longitudinal direction, a width direction, and a thickness direction perpendicular to each other.
- the top sheet includes a central region that includes the longitudinal axis of the absorbent article and extends in the longitudinal direction in a plan view, and is located on both sides of the central region in the longitudinal direction and in the longitudinal direction.
- a pair of outer regions extending, and the absorbent article has a joint portion that joins the absorbent body at a portion of the nonwoven fabric on the second surface side, and the joint portion is the nonwoven fabric.
- the absorbent body are arranged so as to extend in the longitudinal direction and line up in the width direction, and the joint portion has an interval between the joint portions adjacent to each other in the width direction.
- the joint distance between the than the distance of the joint portion between the standing present outside the region of the surface sheet is arranged to be larger.
- the pitch of the joints existing in the central region of the top sheet to which excretory fluid such as urine is supplied is arranged more densely than the outer region.
- the top sheet and the absorber can be firmly bonded in the central region that greatly participates in the area, and the voids of the convex portions are formed more densely and more in the central region than in the outer region. Therefore, it is possible to more surely secure the gap portion that retains moisture released from the absorber.
- the wearer in an absorbent article using a non-woven fabric containing cotton as a surface sheet, the wearer is perceived to be wet or feels stuffy so as to cause discomfort to the wearer. It is possible to provide an absorbent article in which nothing happens.
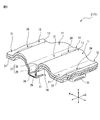
- FIG. 1 is a plan view of a disposable diaper according to an embodiment of the present invention.
- FIG. 2 is an enlarged cross-sectional view taken along the line II-II ′ shown in FIG. 1 of the disposable diaper according to the embodiment of the present invention.
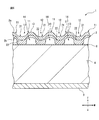
- FIG. 3 is a perspective view of a nonwoven fabric (fiber laminate) constituting the top sheet of the disposable diaper according to the embodiment of the present invention.
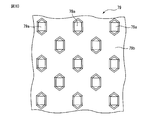
- FIG. 4 is an enlarged plan view of a main part of the top sheet of the disposable diaper according to the embodiment of the present invention.
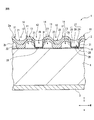
- FIG. 5 is an enlarged cross-sectional view taken along the line VV ′ shown in FIG. 4 of the disposable diaper according to the embodiment of the present invention.
- FIG. 6 is an enlarged cross-sectional view taken along the line VI-VI ′ shown in FIG.
- FIG. 7 is an enlarged cross-sectional view taken along the line VII-VII ′ shown in FIG. 4 of the disposable diaper according to one embodiment of the present invention.
- FIG. 8 is a schematic view for explaining an example of an absorbent article manufacturing apparatus according to the present invention.
- FIG. 9 is an essential part enlarged perspective view schematically showing a pair of shaping rolls of the shaping device provided in the absorbent article manufacturing apparatus according to the present invention.
- FIG. 10 is an enlarged schematic view of the main part showing the arrangement of the pins of the lower shaping roll in the pair of shaping rolls shown in FIG. 9.
- FIG. 11 is an enlarged schematic view of the main part showing the meshing state of the upper shaping roll and the lower shaping roll in the pair of shaping rolls shown in FIG. 9.
- the “skin facing surface side” is relatively close to the skin surface of the wearer in the thickness direction of the absorbent article.
- the “non-skin facing surface side” means the side of the wearer's skin relative to the thickness of the absorbent article when the absorbent article wearer wears the absorbent article. It means the side far from the surface.
- FIGS. 1, 2, and 4 to 7 are views schematically showing a disposable diaper 1 (absorbent article) according to an embodiment of the present invention.
- This disposable diaper 1 has a length direction L, a width direction W, and a thickness direction T orthogonal to each other, and a liquid-permeable surface sheet 2 located on the skin-facing surface side of the wearer, and the wearer's skin A liquid-impermeable back sheet 3 positioned on the non-skin facing surface side and an absorber 4 positioned between these two sheets are provided.
- the disposable diaper 1 includes a pair of leak-proof wall portions 5 and 5 made of a pair of side sheets, and left and right leg surrounding portions that come into contact with the wearer's thighs.
- Each includes a stretchable member 6 made of rubber or the like for expanding and contracting in the length direction L, and a connecting tape 7 for connecting the abdominal region and the dorsal region of the disposable diaper when worn.
- An exterior sheet (not shown) is provided on the skin facing surface side.
- the back sheet 3 is provided on the non-skin-facing surface side of the wearer in the disposable diaper 1 (the lower surface side of the absorbent body 4 in FIG. 2) and prevents permeation of the discharged excretory liquid, for underwear, clothes, etc. This is to prevent leakage.
- the back sheet 3 does not transmit liquid such as excretory liquid, but has predetermined air permeability.
- the back sheet has air permeability, moisture released from the absorber to the non-skin-facing surface side can be released through the back sheet, in the absorbent article or in the absorbent article. And the moisture remaining between the skin surface of the wearer can be reduced.
- the back sheet 3 is bonded to the top sheet 2 and its peripheral portion with the absorber 4 sandwiched between the back sheet 3 and the top sheet 2.
- the absorber 4 absorbs excretory fluid such as urine, and uses an absorbent material that absorbs and retains excreted fluid. Moreover, this absorber 4 is formed long in the direction along the length direction L of the disposable diaper 1 so that both end sides of the length direction L protrude outwardly in the length direction of the absorber 4. It is formed in a substantially oval shape in plan view smaller than the top sheet 2 and the back sheet 3 and having a certain thickness. In addition, as for the absorber 4 in this embodiment, the surface of the surface sheet side (namely, a wearer's skin opposing surface side) and the surface of a back surface sheet side (namely, a wearer's non-skin opposing surface side) are flat. Is formed.
- the thickness, basis weight, etc. of the absorber are not particularly limited, and are appropriately determined according to the characteristics (for example, absorbency, strength, lightness, etc.) that the absorbent article such as disposable diapers should have. Can be adjusted.
- the thickness of the absorber is usually in the range of 0.1 to 15 mm, preferably in the range of 1 to 10 mm, more preferably in the range of 2 to 5 mm
- the basis weight is usually 20 to 1000 g / m 2 , preferably 50 to 800 g / m 2 , more preferably 100 to 500 g / m 2 .
- the thickness, basic weight, etc. of an absorber may be constant over the whole absorber, and may differ partially.
- the absorber 4 has the surface sheet 2 (upper surface side of the absorber 4 in FIG. 2) in the surface at the surface sheet side, and the back surface sheet 3 (absorber 4 in FIG. 2) in the surface at the back surface sheet side. And an adhesive such as a hot melt adhesive.
- the top sheet 2 is in contact with the skin of the wearer, and quickly absorbs or permeates the excretion fluid from the wearer and transfers it toward the absorber 4. It is disposed on the opposite skin facing surface side (the upper surface side of the absorbent body 4 in FIGS. 1, 2, and 4 to 7). The top sheet 2 is formed long in the direction along the length direction L of the disposable diaper 1.
- the first fiber layer 201 composed of the cotton 203 and the thermoplastic resin fibers 204 as the top sheet 2 and the first A fiber layer that is adjacent to the upper surface of the fiber layer 201 and forms the first surface 2a (upper surface) of the topsheet 2, and is composed of a hydrophobic thermoplastic resin fiber 205;
- the nonwoven fabric which consists of the two-layer fiber laminated body 200 containing is used.
- the nonwoven fabric constituting the surface sheet is not limited to the two-layer fiber laminate, but is a fiber laminate composed of three or more fiber layers including the first fiber layer and the second fiber layer. May be.
- the cotton contained in the first fiber layer is not particularly limited, and for example, cotton having a fineness in the range of 1.0 to 15 dtex and a fiber length in the range of 5 to 40 mm is used. be able to.
- the fiber length is 20 mm or more
- the first fiber layer is laminated with the second fiber layer described later (that is, when a fiber laminate is formed)
- a part of the cotton fiber is the second fiber. Since it is easy to enter the layer and the liquid permeability of the nonwoven fabric can be improved, it can be suitably used.
- a mixed cotton obtained by mixing a cotton having a fiber length of 20 mm or more and a cotton having a fiber length of 10 mm or less can improve the liquid permeability of the nonwoven fabric with the cotton having a fiber length of 20 mm or more.
- the bulk of the nonwoven fabric can be increased by cotton having a thickness of 10 mm or less, it can be particularly preferably used.
- the content of cotton in the first fiber layer is not particularly limited, but is within the range of, for example, 1 to 70% by mass, preferably 2 to 30% by mass, from the viewpoint of water absorption, water retention, flexibility, and the like. Is within the range.
- the cotton contained in the first fiber layer preferably contains a cotton fiber mass in the first fiber layer, and in particular, a matrix in which the cotton fiber mass is composed of an aggregate of thermoplastic resin fibers. It is preferable that it is dispersed in.
- the first fiber layer disposed on the second surface side (non-skin facing surface side) of the topsheet contains a fiber lump of cotton
- excretion fluid such as urine absorbed and held in the absorbent body is When released from the absorbent as moisture, the moisture is absorbed and held in a concentrated (spot) manner in the cotton fiber mass in the first fiber layer, and the moisture is absorbed in the surface direction of the first fiber layer. Since the area of the absorbed and held portion can be reduced (spotted), the amount of moisture further released from the first surface side of the first fiber layer can be minimized. As a result, moisture released from the absorber can be effectively contained in the voids of the convex portions of the nonwoven fabric described later.
- the thermoplastic resin fiber contained in the first fiber layer is not particularly limited as long as it is a fiber made of a thermoplastic resin.
- the thermoplastic resin include polyethylene (PE), polypropylene (PP ), Olefin resins such as ethylene-vinyl acetate copolymer (EVA), polyester resins such as polyethylene terephthalate (PET) and polylactic acid (PLA), and polyamide resins such as 6-nylon. These resins may be used alone or in combination of two or more resins. Further, the structure of the fiber made of such a thermoplastic resin is not particularly limited.
- a composite fiber such as a core-sheath type fiber, a side-by-side type fiber, an island / sea type fiber; a hollow type fiber; Non-uniform cross-section type fibers such as flat, Y-shaped and C-shaped; three-dimensional crimped fibers of latent crimp or actual crimp; split fibers divided by physical load such as water flow, heat, embossing, etc.
- the fibers having a structure may be used alone or two or more kinds of fibers may be used in combination.
- the fineness of the thermoplastic resin fiber is not particularly limited, but is usually in the range of 1.1 to 8.8 dtex, preferably 1.5, in terms of the strength and flexibility of the nonwoven fabric, the touch, and the liquid permeability. Within the range of -4.6 dtex.
- the fineness of the thermoplastic resin fibers contained in the first fiber layer is preferably smaller than the fiber diameter (fineness) of the hydrophobic thermoplastic resin fibers contained in the second fiber layer described later.
- thermoplastic resin fiber contained in the first fiber layer has a smaller fiber diameter (fineness) than the hydrophobic thermoplastic resin fiber contained in the second fiber layer, the fiber contained in the first fiber layer
- the thermoplastic resin fibers having a small diameter are easily entangled with the cotton contained in the first fiber layer and the thermoplastic resin fibers contained in the second fiber layer, and the fiber layer is split due to the dissociation between the cotton and the thermoplastic resin fibers.
- it becomes difficult to cause delamination between fiber layers even if the nonwoven fabric contains cotton as a constituent component, excellent strength as a nonwoven fabric can be maintained.
- the fiber length of the thermoplastic resin fibers contained in the first fiber layer is not particularly limited, but is usually within a range of 20 to 100 mm from the viewpoint of strength, flexibility, liquid permeability, etc. of the nonwoven fabric, preferably It is within the range of 35 to 65 mm.
- This thermoplastic resin fiber may be subjected to a hydrophilization treatment.
- a hydrophilization treatment include a treatment using a surfactant, a hydrophilic agent, etc. (for example, a surfactant inside the fiber). Kneading, application of a surfactant to the fiber surface, etc.).
- the content of the thermoplastic resin fiber in the first fiber layer is not particularly limited, but is, for example, in the range of 30 to 99% by mass, preferably 70 to 98% by mass from the viewpoint of the strength and flexibility of the nonwoven fabric. %.
- the first fiber layer may contain fibers other than the cotton and thermoplastic resin fibers, optional additives, and the like within a range that does not impair the effects of the present invention.
- the second fiber layer is composed of a hydrophobic thermoplastic resin fiber, and the hydrophobic thermoplastic resin fiber is not particularly limited as long as it has hydrophobicity, and any thermoplastic resin fiber is used. Can be used.
- the second fiber layer that forms the skin facing surface (first surface) of the topsheet With hydrophobic thermoplastic resin fibers, the second fiber layer is difficult to absorb and retain excretory fluid and moisture. Therefore, it is difficult for the wearer to perceive a wet state and cause discomfort.
- hydrophobic in the present specification means a property that does not easily blend with water or retains moisture, and for example, has a contact angle with ion-exchanged water of about 80 ° to 100 °. .
- the contact angle with ion-exchanged water can be measured by the method described in “Measurement of initial contact angle” in JP-A-2005-324010. Further, when the fiber laminate is composed of two fiber layers, the first fiber layer and the second fiber layer, the hydrophobic thermoplastic resin fibers constituting the second fiber layer are easily entangled with each other.
- the same fiber as the thermoplastic resin fiber contained in the first fiber layer (that is, made of the same material as the thermoplastic resin fiber contained in the first fiber layer, and has the same fiber length) It is preferable to use fibers.
- the said 2nd fiber layer may contain fibers other than the said thermoplastic resin fiber, arbitrary additives, etc. in the range which does not inhibit the effect of this invention.
- the fiber laminate used as the surface sheet of the absorbent article is not limited to the two-layer laminate according to the above-described embodiment, and three or more layers of fibers depending on the desired absorbability, flexibility, and the like.
- a laminate composed of layers may be used.
- the top sheet 2 is formed by the second fiber layer 202 having the first surface 2 a (upper surface) of the top sheet 2 composed of hydrophobic thermoplastic resin fibers 205.
- the first surface of the top sheet on which the skin of the wearer of the absorbent article abuts is formed by the second fiber layer not containing cotton or hydrophilic fibers, the first fiber layer absorbs and retains the cotton.
- the absorbent article of the present invention may cause the wearer to perceive a wet state and cause discomfort to the wearer. It is hard to happen. Furthermore, when the 1st surface of a surface sheet is formed with the fiber layer which does not contain cotton, the deterioration of the touch by cotton, the fall of a softness
- other fiber layers other than the first fiber layer and the second fiber layer are not particularly limited.
- natural fibers such as wool, regenerated fibers such as rayon, inorganic fibers, and thermoplastics
- fiber layer made of synthetic resin fibers such as resin fibers.
- the other fiber layer may contain arbitrary additives etc. within the range which does not inhibit the effect of this invention.
- the basis weight of each fiber layer of the fiber laminate used for the top sheet is not particularly limited, but is 1 to 60 g / m 2 , for example, from the viewpoint of strength, flexibility, absorbability, etc. of the nonwoven fabric. And preferably in the range of 10 to 30 g / m 2 .
- the basis weight of the nonwoven fabric is not particularly limited, but is usually within a range of 10 to 100 g / m 2 , preferably within a range of 15 to 75 g / m 2 , and more preferably 20 to 50 g / m 2 . Within range.
- the thickness of the fiber laminate is not particularly limited, but is usually in the range of 0.1 to 5 mm, preferably in the range of 0.5 to 3 mm, more preferably in the range of 0.8 to 2 mm. It is.
- means for producing the fiber laminate is not particularly limited.
- fibers for forming the fiber layers that is, cotton and thermoplastic resin fibers for forming the first fiber layer
- the web (fleece) corresponding to each fiber layer is formed using a thermoplastic resin fiber for forming the second fiber layer, etc., and the fibers in each web and between the webs are physically or chemically connected to each other.
- the method of combining is mentioned.
- a two-layer fiber laminate including the above-described first fiber layer and second fiber layer can be produced according to the following procedure.
- a conveying device that conveys a sheet-like member in one direction, a first-stage carding device that is arranged upstream of the conveying device and upstream of the conveying direction, and a conveying direction above the conveying device.
- a second-stage carding device disposed downstream (ie, downstream from the first-stage carding device), and an air-through heating device disposed downstream of the second-stage carding device
- the manufacturing apparatus provided with is prepared.
- the thermoplastic resin fibers for forming the second fiber layer are supplied to the first-stage carding apparatus, and the thermoplastic resin fibers are opened by pins of a rotating roll in the carding apparatus.
- a web corresponding to the second fiber layer is formed on the transport surface of the transport device.
- the first fiber layer is placed on the second stage carding device.
- Cotton for forming and thermoplastic resin fibers are supplied, each fiber is opened by a pin of a rotating roll in the carding device, and the web corresponding to the first fiber layer is transported to the second It forms on the web corresponding to a fiber layer.
- a laminated web in which a web corresponding to the first fiber layer is laminated on a web corresponding to the second fiber layer is conveyed to the air-through heating device, and in each heating web,
- the first fiber layer and the second fiber layer are obtained by entanglement of fibers between webs, arbitrarily heat-sealing the thermoplastic resin fibers, and fusing and fixing cotton to the surface of the thermoplastic resin fibers. Can be produced.
- the fiber laminated body which consists of three or more fiber layers
- the web forming method corresponding to each fiber layer is not limited to the above-described method, and for example, a wet method may be employed. Further, the web joining method is not limited to the above-described method, and for example, a hydroentanglement method or a needle punch method may be employed.
- the fiber laminate produced in this way is given the above-mentioned specific uneven structure by the uneven shaping process described later, and a fiber laminate having the uneven structure used for the surface sheet of the absorbent article of the present invention is obtained. It is done.
- the top sheet 2 includes a first surface 2a located on the side opposite to the absorber 4, and a second surface 2b on the absorber side opposite to the first surface 2a. Furthermore, the top sheet 2 extends in the length direction L and is formed at a predetermined interval in the width direction W, and protrudes toward the first surface 2a. And a plurality of concave portions 12 extending in the length direction L and formed between the convex portions 11 and recessed toward the second surface 2b, and further, the convex portions 11 On the second surface side, there is a gap 14 facing the second surface 2b of the topsheet 2 (nonwoven fabric).
- the surface sheet 2 includes the first fiber layer 201 composed of the cotton 203 and the thermoplastic resin fibers 204 and the second fiber layer 202 composed of the hydrophobic thermoplastic resin fibers 205 as described above.
- a non-woven fabric comprising a two-layer fiber laminate 200, the non-woven fabric comprising a plurality of convex portions 11 projecting to the first surface side and a plurality of concave portions 12 recessed to the second surface side; Since the convex portion 11 has a gap portion 14 that the second surface 2b of the nonwoven fabric faces, excretion fluid such as urine of the wearer absorbed and held by the absorbent body 4 is dampened by evaporation or the like.
- the disposable diaper 1 is less likely to cause the wearer to feel uncomfortable by causing the wearer to feel stuffiness.
- the concave portion 12 includes a first bottom portion 22 positioned in the direction of the absorber 4 with respect to the position of the first surface 2a at the top portion 13 of the convex portion 11.
- the first concave portion 21 and a plurality of second concave portions 26 that are provided in the first concave portion 21 in a discontinuous manner in the length direction and are formed in a hollow shape that opens to the first bottom portion 22.
- the second concave portion 26 is provided so as to block the peripheral wall portion 27 extending from the first bottom portion 22 in the direction of the absorber 4 and the end portion of the peripheral wall portion 27 on the absorber 4 side.
- the second bottom portion 28 having the highest fiber density in the topsheet 2.
- the second surface 2 b of the top portion 13 of the convex portion 11 is not joined to the absorber 4, and the second bottom portion 28 of the second concave portion 26 in the concave portion 12 is the absorber 4.
- the surface layer side portion (in this embodiment, the surface of the absorber 4 on the surface sheet side) is joined by an adhesive layer 8.
- a part of the second surface 2b of the first bottom 22 of the first recess 21 is also attached to the surface sheet side portion of the absorbent body 4.
- the layers 8 are joined together.
- the portion of the second surface 2 b including the top portion 13 is not joined to the absorber 4.
- the surface sheet 2 of the present embodiment includes a region of the first surface 2 a and a region of the second surface 2 b that form the convex portion 11 from the second surface 2 b to the first surface. It has a configuration that is curved into a convex shape toward the direction 2a (that is, the direction opposite to the absorber 4).
- the first concave portion 21 of the concave portion 12 has the first surface 2a region and the second surface 2b region forming the first concave portion 21 in the direction from the first surface 2a side to the second surface 2b side (that is, absorption).
- the structure is curved in a shape that is convex toward the direction of the body 4. Therefore, the surface sheet 2 has a substantially corrugated cross-sectional sheet shape in which irregularities are alternately repeated in the width direction W.
- the convex portion 11 extends in the length direction L of the surface (sheet surface) of the disposable diaper 1 (that is, the length direction of the topsheet 2) and is predetermined in the width direction of the topsheet 2. A plurality of rows are arranged at intervals. In the present embodiment, each of the convex portions 11 extends continuously in the length direction L so as to be parallel to the other convex portions 11. Moreover, in this embodiment, although the convex part 11 is extended beyond both the edges in the said length direction (1st direction) of an absorber, in this invention, it is limited to such a form. Instead, the convex portion may be extended to at least one edge in the first direction of the absorber or beyond one edge.
- the distance between the protrusions and other adjacent protrusions is preferably 0.25 to 5 mm, more preferably 0.5 to 3 mm, and more preferably 0.75 to 2 mm.
- the “interval between adjacent convex portions” refers to the distance between the substantially central positions (substantially the top portions of the convex portions) in the width direction of the surface sheet in each convex portion. If the distance between the adjacent convex portions is less than 0.25 mm, the uneven structure of the nonwoven fabric is too fine, and the contact area between the convex portions of the nonwoven fabric and the wearer's skin cannot be reduced so much.
- the convex portion has a length from the first surface side height of the first bottom portion of the first concave portion to the height of the top portion of the convex portion (that is, the height of the convex portion) is 0.25. Is preferably 5 mm, more preferably 0.5 mm to 3 mm, and even more preferably 0.75 mm to 2 mm.
- this convex part is less than 0.25 mm, the protrusion of the convex part is too small, so it becomes difficult to obtain a soft touch utilizing the concave-convex structure, while the height of the convex part exceeds 5 mm, Since the protrusion of the convex portion is too large and becomes a sharp structure, it is difficult to obtain a soft touch.
- the distance between the portion of the second surface 2 b in the top portion 13 of the convex portion 11 and the portion on the surface sheet side of the absorbent body 4 is the most in the first surface 2 a of the first bottom portion 22. It is smaller than the distance between the portion close to the absorber 4 and the portion on the top sheet side of the absorber 4. Therefore, the top part 13 of the convex part 11 has a mode of being disposed at a position (upward in FIG. 5) farther from the top sheet 2 than the first surface 2a of the first bottom part 22 as a whole. .
- gap part 14 is stably formed between the 2nd surface 2b of the convex part 11, and the surface at the surface sheet side of the absorber 4, it wears to the convex part 11 of the surface sheet 2 Even if an external force from the wearer, in particular, a shearing force in the width direction accompanying friction with the wearer's skin, is applied, the convex portion 11 is deformed or crushed according to the direction and magnitude of the external force and absorbs the force. It becomes easy to do. Therefore, the tension
- the top sheet 2 includes the first fiber layer 201 composed of the cotton 203 and the thermoplastic resin fibers 204, and the second fiber layer 202 composed of the hydrophobic thermoplastic resin fibers 205. Since it is comprised by the nonwoven fabric which consists of the two-layer fiber laminated body 200 containing, the excretion liquid of the wearer absorbed and hold
- the first concave portion 21 is formed integrally with the convex portion 11 in the width direction.
- the first bottom portion 22 of the first recess 21 has the largest partial thickness in the topsheet 2, and the first bottom portion 22 is a portion having excellent elasticity as a whole.
- all the 1st recessed parts 21 currently formed in the surface sheet 2 are mutually formed in the same width.
- the second surface 2b of the first bottom portion 22 of the first recess 21 is at least the portion of the first bottom portion 22 that is located closest to the surface sheet, that is, the height of the top portion 13 of the protrusion 11. The part of the position of the depth most distant from the position of this and the part of the vicinity are joined to the part at the surface sheet side of the absorber 4.
- the second concave portion 26 has a substantially rectangular opening in a plan view (as viewed in the thickness direction from the first surface 2a side of the topsheet 2), and as a whole, It protrudes to the absorber 4 side and has a substantially rectangular parallelepiped internal space.
- the second recesses 26 are arranged at regular intervals in the length direction of the recesses 12 (that is, the length direction of the first recesses 21). The two recesses 26 are formed in an independent state.
- the peripheral wall portion 27 is a pair of first peripheral wall portions 29 and 29 formed along the length direction of the topsheet 2 and a pair of cross-sections formed along the width direction of the topsheet 2.
- the second peripheral wall portions 30 and 30 are provided, the pair of first peripheral wall portions 29 and 29 are arranged at positions facing each other, and the pair of second peripheral wall portions 30 and 30 are also positioned facing each other. It is arranged.
- the pair of first peripheral wall portions 29 and 29 are respectively formed with hole portions 31 that lead from the internal space of the first recess 21 to the second surface 2 b. .
- one hole portion 31 is provided in each of the pair of first peripheral wall portions 29, 29, and these hole portions 31 are close to the second bottom portion 28 in the first peripheral wall portion 29. (Thus, there are two holes 31 in one first recess 21).
- the pair of second peripheral wall portions 30, 30 do not have anything corresponding to the hole portion 31, and each second peripheral wall portion 30 has the end portion on the absorber 4 side entirely with the second bottom portion 28. It is in a state of being directly connected.
- the bottom of the concave portion 12 more specifically, the first bottom portion 22 of the first concave portion 21 comes into contact with the wearer's skin as much as possible. This is because, even if the first bottom portion 22 touches the wearer's skin, the contact area can be reduced as much as possible. That is, in the present invention, the surface sheet has a structure that is easy to touch the wearer's skin in the order of the convex portion and then the first bottom portion of the first recess, and is not joined to the absorbent body and is in the surface sheet.
- the convex part with the highest flexibility has a desirable structure that it is easier to touch the wearer's skin than the first bottom
- the contact area that touches the wearer's skin is smaller
- the portion that contacts the wearer's skin at the first bottom portion of the first recess is formed by forming the above-described second recess and forming the portion where the first recess does not exist. The amount of contact with the skin and the contact area are reduced as much as possible.
- the second recess is provided at the first bottom of the first recess so as not to cause a sense of incongruity or a foreign object due to contact with the second recess. Minimize the chances of touching the wearer's skin.
- the surface sheet used for the absorbent article of the present invention has a structure having the above-described specific convex portion and concave portion, that is, the concave portion is a second surface relative to the first surface side position at the top of the convex portion.
- a first recess having a first bottom located on the side, a peripheral wall extending from the first bottom toward the second surface, and an end of the peripheral wall on the second surface side
- a second concave portion having a second bottom portion provided so as to close the portion, wherein the first concave portion generates stress in the thickness direction applied from the first surface side of the topsheet. Since it can buffer by bending to the 2nd surface side, even if the nonwoven fabric which comprises a surface sheet contains cotton, a softness
- flexibility can fully be ensured.
- the depth of the second recess that is, the length from the height of the first bottom of the first recess on the first surface (upper surface) side to the height of the second bottom of the second recess on the first surface side. Is preferably 0.05 to 2 mm, more preferably 0.075 to 1.5 mm, and still more preferably 0.1 to 1 mm.
- the depth of the second recess is less than 0.05 mm, it is difficult to ensure the rigidity of the second bottom described later, and the strength in the thickness direction of the nonwoven fabric tends to be insufficient.
- the strength in the thickness direction tends to be insufficient when pasted with other members of the absorbent article (for example, an absorbent body, a nonwoven fabric, a film, etc.) When compressed, there is a possibility of feeling a rigid intuition.
- the relationship between the depth of the second recess and the height of the projection is such that the depth of the second recess (that is, the height of the second recess from the height of the first surface of the first bottom of the first recess). 2 is the length from the height of the first bottom side of the first recess to the height of the top of the projection. 10) to 80%, more preferably 15 to 70%, and still more preferably 20 to 60%. If the depth of the second concave portion is less than 10% of the height of the convex portion, a sufficient space for forming the hole portion in the peripheral wall portion of the second concave portion cannot be secured, so the hole portion is insufficient. It is difficult to obtain excellent flexibility as a nonwoven fabric.
- the hole portion is formed excessively large, so that the strength of the peripheral wall portion of the second recess is reduced and fluffing occurs. It becomes easy and the touch of a nonwoven fabric may fall.
- the length of the second recess in the first direction is not particularly limited, but is preferably 0.25 to 5 mm, more preferably 0.5 to 3 mm, and even more preferably. Is 0.75 to 2 mm. If the length of the second recess in the first direction is less than 0.25 mm, the second recess becomes too small, and the above-described action exerted by the second recess may not be sufficiently obtained. There is. When the length of the second recess in the first direction exceeds 5 mm, the second recess becomes too long in the first direction, and it is difficult to differentiate in flexibility compared to a flat nonwoven fabric or a nonwoven fabric without a recess. It becomes difficult to obtain a soft touch.
- the length of the second recess in the second direction is not particularly limited, but is preferably 0.25 to 5 mm, more preferably 0.5 to 3 mm, more preferably 0.75 to 2 mm. If the length of the second recess in the second direction is less than 0.25 mm, the second recess becomes too small, and particularly the second bottom is insufficiently formed. There is a possibility that the above-described action is not sufficiently obtained. If the length of the second recess in the second direction exceeds 5 mm, the second recess becomes excessively large, and there is a possibility that a sense of incongruity or a foreign object is likely to occur when contacting the nonwoven fabric.
- the pitch of the second recesses in the second direction is not particularly limited, but is preferably 2.0 mm or less, more preferably 1.5 mm. It is as follows. If the pitch of the second recesses in the second direction is 2.0 mm or less, the cotton in the first fiber layer constituting the nonwoven fabric is easily held on the second bottom of the second recesses, and thus the second At the bottom, it is possible to further prevent the fiber layer from splitting and delamination between the fiber layers due to the dissociation of the cotton in the first fiber layer and the thermoplastic resin fibers.
- the excretion liquid such as urine supplied from the first surface side of the nonwoven fabric is the second of the second recesses disposed between the adjacent protrusions. Since it becomes easy to be drawn into the bottom spot, the surface sheet can exhibit more excellent absorbency (particularly, absorption speed and liquid transferability), and moisture released from the absorber is It becomes more difficult to shift from the second surface side to the first surface side of the nonwoven fabric. As a result, the moisture released from the absorber can be effectively contained in the gap of the convex portion, and the wearer can be made more difficult to feel stuffiness.
- a hole portion 31 is provided in each of the pair of first peripheral wall portions 29, 29 of the second recess.
- One reason for providing the hole 31 in the first peripheral wall 29 is to release the tensile force of the fibers of the protrusion 11 adjacent to the recess 12 in which the hole 31 is provided, or the entire protrusion 11 or
- the degree of freedom of movement of the fibers forming the convex portion 11 is improved, and the flexibility of the convex portion 11, more specifically, the flexibility of the convex portion 11 in the thickness direction of the surface sheet 2, and the length of the surface sheet 2 This is to improve the flexibility when the skin is slid in the vertical direction (first direction) or the width direction (especially the width direction) and to ensure a smooth feel.
- the convex part 11 has excellent hardness and softness (excellent softness in the thickness direction) and excellent rough feeling in the length and width directions (excellent surface (particularly in the width direction). (Smoothness) can be imparted, and the surface sheet 2 as a whole can be ensured excellent softness and coarseness and can have a soft touch.
- the hole portion 31 is not provided in the second peripheral wall portion 30 .
- the skin is placed in the length direction (first direction) of the topsheet 2, that is, in the direction in which the convex portions 11 and the concave portions 12 extend. This is to ensure the smoothness in the length direction of the topsheet 2 so that the step due to the second recess 26 is less likely to be caught on the skin when it is slid.
- the second peripheral wall portion 30 is continuous with the first bottom portion 22 and the second bottom portion 28 and is integrated seamlessly, when the skin is slid in the length direction of the topsheet 2, 2 It is easy to move smoothly along the convex portion 11 and the concave portion 12 without feeling the level difference of the first bottom portion 22 due to the concave portion 26. Thereby, the smoothness to the length direction of the surface sheet 2 which utilized the softness
- one of the reasons for providing the hole portion 31 at a position near the second bottom portion 28 of the first peripheral wall portion 29 is to keep the hole portion 31 as far as possible from the convex portion 11 and the first bottom portion 22 that are easily touched by the skin. This is because the opportunity for the hole 31 to touch the skin of the wearer is reduced as much as possible, and it is difficult to cause a sense of incongruity or a foreign object. Thereby, the smoothness at the time of making skin slide in the plane direction of a nonwoven fabric can be ensured more stably.
- the hole 31 is formed by breaking the thermoplastic resin fiber without melting the thermoplastic resin fiber contained in the surface sheet 2, and this hole part.
- the peripheral edge of 31 includes a broken end portion of a broken fiber having a broken end portion formed by breakage among the thermoplastic resin fibers included in the nonwoven fabric constituting the top sheet 2.
- the broken end portion of the broken fiber is an end portion formed by breaking the thermoplastic resin fiber in the length direction or by physically cutting it, and the thermoplastic resin fiber was melted.
- the end of the fiber is melted and rounded so that the fiber diameter is not increased, and the aspect that is tapered due to the fiber being cut off or the fiber diameter is hardly changed. It is an aspect.
- thermoplastic resin fibers are spanned in the internal space of the hole portion 31, and some broken fibers have their broken ends. Is extended to the internal space of the hole 31. That is, the internal space of the hole 31 is in a state where the thermoplastic resin fibers spanned in the internal space and a part of the extended thermoplastic resin fibers are mixed and completely opened. It is not a space. Thus, the hole 31 is a case where a part of the thermoplastic resin fiber is stretched over or extended in the internal space, so that the wearer's skin touches the hole 31 temporarily.
- the thermoplastic resin fibers in the inner space touched the first peripheral wall portion 29 or the second bottom portion 28 of the second recess 26 and the hole 31 to reduce the difference in feel as much as possible.
- the feeling of strangeness at the time can be reduced.
- the opening ratio of the internal space of the hole is preferably 1 to 50%, more preferably 1.5 to 35%, and more preferably 2.5 to 20%.
- the opening ratio of the internal space of the hole is less than 1%, the opening ratio is too low to give a degree of freedom to the convex part and the fibers in the convex part, and the convex part has sufficient flexibility. It cannot be secured.
- the open area ratio of the internal space of the hole may be outside the above range depending on the type and application of the absorbent article, and can be arbitrarily set.
- the 2nd bottom part 28 is formed when the nonwoven fabric which comprises the surface sheet 2 is compressed in the direction of the 1st surface 2a to the 2nd surface 2b,
- a surface sheet 2 has the highest fiber density and the highest rigidity.
- the nonwoven fabric which comprises the said surface sheet 2 has a structure where a density gradient exists in the thickness direction from the convex part with a relatively low fiber density to the second bottom part of the second concave part with the highest fiber density. Therefore, excretion liquid such as urine supplied from the first surface side of the non-woven fabric is easily spot-drawn from the convex portion to the second bottom portion of the second concave portion, and has excellent absorption as a top sheet.
- the first surface 2a (that is, the surface on the inner side of the second recess) and the second surface 2b (that is, the surface on the absorber 4 side) of the second bottom portion 28 are formed in a planar shape as a whole.
- the surface of the second surface 2 b of the second bottom portion 28 is formed in a substantially flat shape and is in contact with the surface of the absorbent body 4 on the surface sheet side.
- the contact area between the second bottom portion 28 and the absorber 4 can be increased as much as possible.
- the surface of the second surface 2b of the second bottom portion 28 can secure as large a bonding area as possible with respect to the surface of the absorber 4 on the surface sheet side. As a result, the topsheet 2 becomes more difficult to peel off from the absorber 4, and the excretory fluid can be transferred more smoothly between the topsheet 2 and the absorber 4.
- the surface of the absorber 4 on the surface sheet side is a flat surface, and therefore the surface of the second surface 2b of the second bottom portion 28 is the surface of the absorber 4.
- the surface sheet 2 is more stably joined to the absorbent body 4, is difficult to peel off from each other, and the excretory fluid is transferred between the surface sheet 2 and the absorbent body 4 very smoothly. be able to.
- the second recesses 26 are arranged on the topsheet 2 so as to be staggered in a plan view.
- at least two convex portions 11 are positioned between the second concave portion 26 and another second concave portion 26 adjacent to the second concave portion 26 in the width direction. It has become the composition. That is, the surface sheet 2 has a configuration in which the convex portion 11, the first concave portion 21, and the convex portion 11 are arranged in this order between the adjacent second concave portion 26 and the second concave portion 26 in the width direction. Yes.
- top sheet 2 is configured in this way. That is, since the second concave portion 26 is joined to the absorbent body 4 in the topsheet 2, there is a possibility that tension in the width direction is generated in the topsheet 2 by joining the second concave portion 26 to the absorbent body.
- first bottom portion 22 By arranging the first bottom portion 22 between the adjacent second bottom portions 28, 28, which has a fiber density lower than that of the second bottom portion 28 and is more easily deformed than the second bottom portion 28, the first bottom portion 22 The tension can be absorbed by deformation. Thereby, since the freedom degree of the width direction of the convex part 11 is not inhibited, the softness
- the topsheet 2 has a configuration in which the first recess 21 of the recess 12 and the first recess 21 of another recess 12 adjacent to the recess 12 are adjacent to each other in the width direction. It has a continuous part over its entire width. That is, the top sheet 2 is arranged in the order of the first concave portion 21, the convex portion 11, and the first concave portion 21 over the entire width in the width direction, and there is a configuration in which there is a portion where the second concave portion 26 does not exist. It has become.
- the second recesses 26 are arranged in a staggered manner, and the arrangement interval of the second recesses 26 in the length direction is larger than the size of the second recesses 26 in the length direction. This is because it is widely set.
- the top sheet 2 is configured in this way. That is, in the topsheet 2, the first concave portions 21 and the convex portions 11 are alternately positioned over the entire width in the width direction, and there are second concave portions 26 joined to the absorber 4 between the adjacent convex portions 11.
- the convex portion 11 is made on the skin surface in accordance with the movement of the wearer.
- convex part can be made to fit skin more stably. Moreover, since the convex part 11 can also be deform
- the manufacturing method of the disposable diaper 1 in this embodiment includes a step of forming an absorbent body, and a continuous continuous surface sheet (that is, a fiber laminate (nonwoven fabric) having a concavo-convex structure formed as a surface sheet to be described later. And a step of forming a laminated body of the continuous body of the nonwoven fabric for the surface sheet and the absorbent body, and optionally pressing grooves in the laminated body.
- a continuous sheet for a long back sheet serving as a back sheet is laminated on the laminated body to form a continuous disposable diaper, and cutting for cutting out a single disposable diaper from the continuous disposable diaper Steps are sequentially performed.
- the manufacturing apparatus 50 includes an absorbent body forming apparatus 60 including a rotatable suction drum 62 that forms the absorbent body 4 by laminating an absorbent material 61, and a continuous surface sheet 71 (that is, the top sheet 2). And a top sheet forming apparatus 70 for forming a continuous layer of non-woven fabric having a concavo-convex structure formed on the fiber laminate 200.
- a back sheet roll 90 in which a back sheet continuous body 91 to be the back sheet 3 is wound in a roll shape, and a disposable diaper continuous body 92 in which the top sheet continuous body 71 and the back sheet continuous body 91 are attached to the absorbent body 4.
- a cutting device 80 that cuts each disposable diaper 1.
- the absorber material 61 such as a superabsorbent polymer (SAP) is supplied from above to the outer peripheral surface of the rotating suction drum 62 in the absorber forming apparatus 60.
- the absorber material 61 is sucked into a hollow molding space 62a provided on the outer peripheral surface of the suction drum 62 and conforming to the shape of the absorber 4, and the absorber material 61 is deposited, whereby the absorber 4 is deposited.
- the rotating suction drum 62 transfers and places the absorber 4 in the molding space 62a onto the carrier sheet 65 which is being transported in the transport direction MD below the suction drum 62. .
- the carrier sheet 65 is transported to the downstream side in the transport direction MD together with the mounted absorbent body 4 and used for the next process.
- a step of forming a laminate is performed.
- the topsheet 2 is formed as a topsheet continuous body 71 continuous in the length direction by the topsheet forming apparatus 70 described in detail later.
- the adhesive layer by a hot-melt-type adhesive agent is formed with respect to the 1st surface (upper surface in FIG. 8) of the absorber 4 currently conveyed by conveyance direction MD, and the surface sheet continuous body 71 is formed from the top.
- a stacked body 72 is obtained.
- the laminated body 72 is conveyed downstream of the conveyance direction MD after the formation, and is provided to the next process.
- a step of forming a continuous body of disposable diapers is performed.
- the back sheet continuous body 91 unwound from the back sheet roll 90 is applied to the surface of the laminate 72 on the absorber 4 side (in this case, the bottom surface of the laminate 72).
- a continuous body 92 of disposable diapers in which a plurality of disposable diapers 1 are directly connected in the length direction is formed by sequentially laminating layers from the lower surface side of the absorbent body 4 through layers.
- the top sheet continuous body 71 is joined to the first surface (upper surface) of the absorbent body 4, and the back sheet continuous body 91 is joined to the surface opposite to the first surface (in this case, the bottom surface of the absorbent body 4).
- the continuous body 92 of a disposable diaper is obtained.
- the continuous body 92 of this disposable diaper is conveyed in the downstream of the conveyance direction MD, and is used for the next process.
- a cutting step is performed.
- the single-use disposable diaper 1 having a desired shape and size is cut out from the continuous body 92 of the disposable diaper by a cutter provided in the cutting device 80. Thereby, the disposable diaper 1 as a product will be obtained.
- the process of forming the surface sheet continuous body is a process target nonwoven fabric from a surface sheet roll 74 in which a long processed nonwoven fabric 73 (fiber laminate 200) as a raw material of the surface sheet continuous body 71 is wound in a roll shape.
- a preheating step of unwinding 73 and preheating the unwoven fabric 73 to be processed, and a shaping step of shaping the concavo-convex structure by stretching the nonwoven fabric 73 to be processed through the preheating step, Are carried out sequentially.
- the elongate nonwoven fabric 73 used as the raw material of the surface sheet continuous body 71 uses the fiber laminated body 200 obtained by the manufacturing method of the above-mentioned fiber laminated body before uneven
- the step of forming the continuous surface sheet is performed using a surface sheet forming apparatus 70 as shown in FIGS.
- the forming device 70 includes a surface sheet roll 74 that unwinds the nonwoven fabric 73 to be processed to the downstream side in the conveyance direction MD, a preheating device 76 that preheats the nonwoven fabric 73 to be processed that has been unwound from the surface sheet roll 74, A shaping device 77 that performs uneven forming processing for stretching the nonwoven fabric 73 to be processed that has been preheated to form the convex portion 11 and the concave portion 12 (including the first concave portion 21 and the second concave portion 26); It has.
- a pair of upper and lower heating rolls 76a of a preheating device 76 rotating a long nonwoven fabric 73 that has been unwound from the surface sheet roll 74 and conveyed along the conveying direction MD, 76 b is brought into contact with the outer peripheral surface in order, and both surfaces of the nonwoven fabric 73 to be processed are sequentially heated to give preheating.
- the nonwoven fabric 73 to be processed unwound from the top sheet roll 74 is first wound around the outer peripheral surface of the lower heating roll 76b, and the one surface side of the nonwoven fabric 73 to be processed in contact with the outer peripheral surface is heated. To do.
- the nonwoven fabric 73 to be processed is transferred to the upper heating roll 76a so that the surface opposite to the surface heated by the lower heating roll 76b is in contact with the outer peripheral surface of the upper heating roll 76a.
- the surface in contact with is heated by the upper heating roll 76a.
- the preheating temperature depends on the type of thermoplastic resin fiber constituting the nonwoven fabric to be processed, but for example, the temperature at which the thermoplastic resin of the thermoplastic resin fiber used in the nonwoven fabric to be processed begins to soften ( It is preferable to heat at a temperature lower than the melting point of the thermoplastic resin.
- the preheating temperature is equal to or higher than the melting point, the thermoplastic resin fiber is cured after being melted.
- the preheating temperature is lower than the softening point of the thermoplastic resin, it is difficult to form the nonwoven fabric to be processed in the subsequent shaping step, and it becomes difficult to form an appropriate uneven structure.
- thermoplastic resin fiber contained in the nonwoven fabric to be processed is a core-sheath type composite fiber of polyethylene terephthalate (PET) and high-density polyethylene (HDPE)
- the thermoplastic resin constituting the composite fiber is: Since the melting point temperature is 120 ° C. and softening starts from about 50 ° C., the temperature of the outer peripheral surface of the heating roll is preferably set to about 50 to 110 ° C., more preferably about 60 to 100 ° C.
- the nonwoven fabric 73 to be processed which has been conveyed through the preheating step, is inserted between a pair of upper and lower drawing rolls 78 and 79 that rotate while meshing in the shaping device 77, and the nonwoven fabric to be processed is inserted.
- 73 is stretched between the protruding ridge 78a and the concave groove 78b of the upper drawing roll 78 engaged with each other, and the outer peripheral surface 79b and the pin 79a of the lower drawing roll 79 and shaped.
- it is preferable to shape heating the extending
- the heating temperature at this time is preferably higher than the preheating temperature in the preheating step and lower than the melting point temperature of the thermoplastic resin of the thermoplastic resin fiber contained in the nonwoven fabric 73 to be processed.
- the upper stretching rolls 78 are provided on the outer circumferential surface of the upper stretching roll 78 in parallel with each other along the outer circumferential surface of the upper stretching roll 78 at regular intervals in the roll width direction. Ridges 78a and a plurality of rows of the above-mentioned concave grooves 78b provided between the adjacent ridges 78a and 78a.
- the lower stretching roll 79 includes a plurality of pins 79a provided on the outer peripheral surface thereof so as to mesh with the concave groove 78b of the upper stretching roll 78, and an outer peripheral surface portion 79b meshing with the protruding ridge 78a. As shown in FIG.
- these pins 79a are spaced apart from each other in the roll width direction so as not to contact the ridges 78a of the upper stretching roll 78 (in this embodiment, the lower stretching roll 79 The distance between the rolls is such that a portion where the pin 79a is not present is formed), and the circumferential direction of the roll is arranged almost linearly at regular intervals along the outer circumferential surface. It is installed.
- the lower stretching roll 79 in this embodiment has a configuration in which a plurality of pins 79 a are arranged in a staggered manner on the outer peripheral surface of the lower stretching roll 79.
- the upper drawing roll 78 has a portion where the ridge 78 a is in contact with the nonwoven fabric 73 to be processed, and an outer peripheral surface portion 79 b of the lower drawing roll 79.
- the lower drawing roll 79 has the same concave portion of the upper drawing roll 78 as the non-woven fabric 73 to be processed in which a plurality of pins 79 a arranged in a line in the circumferential direction are in contact with the tip portion of the pin 79 a. Push into the groove 78b.
- a portion of the nonwoven fabric 73 to be processed that is pulled into the concave groove 78b in a non-contact state with the pin 79a is not stretched much compared to the other portions, and the topsheet 2 (topsheet continuous body 71).
- the first bottom portion 22 of the first concave portion 21 of the concave portion 12 is formed.
- the portion that has been in contact with the tip portion of the pin 79a is strongly pushed into the concave groove 78b and shaped, whereby the topsheet 2 (continuous topsheet continuous) provided with the peripheral wall portion 27 and the second bottom portion 28.
- the second recess 26 of the body 71) will be formed.
- the second bottom portion 28 of the second recess 26 is formed so that the tip end portion of the pin 79a is in a state in which the upper drawing roll 78 and the lower drawing roll 79 bit the nonwoven fabric 73 to be processed at the time of formation. Since the contact portion of the nonwoven fabric 73 to be processed is pushed into the recessed groove 78b, the fiber density is substantially higher than the other portions. Moreover, since there is a portion where the pin 79a does not exist over the entire width of the roll width of the lower drawing roll 79, the surface sheet continuous body 71 is formed with a portion where the second recess 26 is not formed over the entire width. (See the topsheet 2 in FIG. 6).
- the portion that is in contact with both ends in the width direction (roll width direction) of the tip portion of the pin 79a of the lower stretching roll 79 is projected by the upper stretching roll 78.
- the tension generated when the ridge 78a pushes the nonwoven fabric 73 to be processed into the outer peripheral surface 79b of the lower drawing roll 79 also acts, and the pin 79a forms the first peripheral wall 29 of the peripheral wall of the second recess.
- the thermoplastic resin fiber to be cut is scraped or broken to form the broken fiber having the aforementioned broken end portion.
- a hole 31 is formed in the second recessed portion 26 so that the peripheral edge portion includes the broken end portion of the broken fiber.
- thermoplastic resin fibers remain in a state of being spanned in the internal space of the hole portion 31, and a broken end portion of some of the broken fibers extends into the internal space of the hole portion 31.
- the hole 31 is formed in the direction along the conveyance direction MD of the nonwoven fabric 73 to be processed, that is, the rotation direction of the stretching rolls 78 and 79, and the convex portion 11 and the concave portion 12 are extended. Therefore, the hole 31 is formed in the first peripheral wall portion 29 that is a peripheral surface along the direction in which the convex portion 11 and the concave portion 12 extend.
- a surface sheet continuous body 71 as shown in FIG. 3 is completed.
- This surface sheet continuous body 71 is further laminated on the absorbent body 4 to further absorb the absorbent body on the carrier sheet 65. 4 is conveyed and laminated
- the surface sheet continuous body 71 at least one part of the second surface 2 b of the first bottom 22 in the first recess 21 and the second surface 2 b of the second bottom 28 in the second recess 26 are the upper surfaces of the absorber 4.
- the second surface 2b of the convex portion 11 is not joined. Then, each process mentioned above is implemented and the disposable diaper 1 as a product is completed.
- the first bottom portion 22 is joined to a portion on the surface sheet side of the absorbent body 4, but in the present invention, the first bottom portion is a surface sheet.
- the absorber is stably bonded, it is not necessarily required to be bonded to the absorber. Even in this case, the second bottom portion needs to be joined to the absorber.
- the distance between the portion of the second surface 2 b in the top portion 13 of the convex portion 11 and the portion on the top sheet side of the absorber 4 is the first surface 2 a of the first bottom portion 22.
- it is smaller than the distance between the portion closest to the absorber 4 and the portion on the surface sheet side of the absorber 4, in the present invention, if the separation between the surface sheet and the absorber can be stably suppressed,
- the distance between the portion of the second surface at the top of the convex portion and the portion on the topsheet side of the absorber, the portion closest to the absorber on the first surface of the first bottom, and the portion on the topsheet side of the absorber The relationship between the distances between them is not necessarily such a relationship.
- the topsheet 2 is configured such that at least two convex portions 11 are located between the second concave portion 26 and another second concave portion 26 adjacent to the second concave portion 26 in the width direction.
- the number of the convex parts between the 2nd recessed parts adjacent to the width direction can be set arbitrarily.
- the first recess 21 of the recess 12 and the first recess 21 of another recess adjacent to the recess 12 are adjacent to each other in the width direction.
- a surface sheet does not necessarily need to be such a structure.
- the topsheet 2 includes the hole portions 31 that communicate with the second surface 2b in the pair of first peripheral wall portions 29, 29 of the second recess 26, but in the present invention, If the flexibility of the convex portion can be ensured, it is not necessary to form a hole in the peripheral wall portion.
- the second surface 2b of the second bottom portion 28 is formed flat, but in the present invention, sufficient bonding strength and liquid migration at the second bottom portion are ensured. If possible, the second surface is not necessarily flat.
- the nonwoven fabric used as the top sheet of the absorbent article is a fiber laminate composed of three fiber layers
- the fiber laminate (nonwoven fabric) is a skin facing surface of the nonwoven fabric
- the second fiber layer (skin facing surface side fiber layer) forming the first surface) and the thermoplastic resin fibers adjacent to the surface on the non-skin facing surface side of the second fiber layer and not including cotton are included. It is comprised by the 3rd fiber layer (intermediate layer) and the said 1st fiber layer (non-skin opposing surface side fiber layer) adjacent to the surface by the side of the non-skin opposing surface of this 3rd fiber layer.
- a third fiber layer is interposed as an intermediate layer between the second fiber layer forming the skin facing surface of the topsheet and the first fiber layer containing cotton,
- the second fiber layer and the first fiber layer are separated from each other, and excretion fluid such as urine absorbed and held in the cotton of the first fiber layer is less likely to be transmitted to the second fiber layer, and eventually the wearer's skin. Therefore, it is difficult for the wearer to perceive a wet state and cause discomfort.
- Specific examples of the configuration of the three-layer fiber laminate in the other embodiment include the following configurations.
- the nonwoven fabric used as the top sheet of the absorbent article is a fiber laminate composed of three fiber layers, and the fiber laminate (nonwoven fabric) is the skin of the nonwoven fabric.
- the second fiber layer (skin facing surface side fiber layer) forming the facing surface (first surface), and the first fiber layer containing cotton adjacent to the surface on the non-skin facing surface side of the second fiber layer (Intermediate layer) and a third fiber layer (non-skin facing surface side fiber layer) that includes thermoplastic resin fibers and does not include cotton adjacent to the surface of the first fiber layer on the non skin facing surface side.
- the third fiber layer is interposed between the first fiber layer containing cotton and the gap on the second surface side (non-skin facing surface side) of the convex portion of the nonwoven fabric. Since it has an intervening structure, it is possible to secure a wider space for containing moisture released from the absorber disposed on the non-skin facing surface side of the third fiber layer (at this time, the third fiber layer is , Function as an auxiliary space to contain moisture released from the absorber.) As a result, moisture released from the absorber can be effectively contained in the region on the non-skin facing surface side than the first fiber layer, and the wearer can be made more difficult to feel stuffiness.
- Specific examples of the configuration of the three-layer fiber laminate in the other embodiment include the following configurations.
- the thermoplastic resin fiber included in the third fiber layer is not particularly limited, and the same thermoplastic resin fiber as included in the first fiber layer or the second fiber layer is used. be able to.
- each fiber layer has the same basis weight of the thermoplastic resin fibers, and the thermoplastic resin fibers contained in the second fiber layer and the third fiber layer are the first fibers, respectively. It is preferable to have a larger fiber diameter (fineness) than the thermoplastic resin fibers contained in the layer.
- the nonwoven fabric (fiber laminate) has such a configuration, the amount of fibers (number of fibers) of the thermoplastic resin fibers contained in the first fiber layer inevitably is the second fiber layer and the third fiber layer.
- the strength of the first fiber layer containing cotton can be further improved. Further, in such a nonwoven fabric, the thermoplastic resin fibers of the first fiber layer are easily entangled with the thermoplastic resin fibers of the second fiber layer or the third fiber layer, and therefore the fiber layer constituting the nonwoven fabric is relatively rigid. Even when high cotton is included, delamination between the fiber layers is less likely to occur.
- the absorbent article has a back film on the non-skin facing surface side of the back sheet (that is, the side opposite to the absorber),
- the air permeability is lower than that of the back sheet. If the back sheet has a back film having a lower air permeability than the back sheet on the non-skin facing side of the back sheet, an air permeability gradient is formed in which the air permeability decreases from the back sheet to the back film.
- the moisture released from the absorbent body to the non-skin facing surface side that is, the back sheet side
- moisture released from the absorbent body to the non-skin facing surface side that is, the back sheet side
- moisture released from the absorbent body to the skin facing surface side that is, the side opposite to the back sheet
- the absorbent body has a pressing part on the non-skin facing surface side of the absorbent body.
- the excretion fluid absorbed and retained by the absorbent body tends to accumulate in the pressing part on the non-skin facing surface side of the absorbent body, Since it is difficult to remain on the skin-facing surface side of the absorbent body, moisture released from the absorbent body to the skin-facing surface side can be reduced, making it more difficult for the wearer to feel stuffiness. it can.
- the absorbent article has a longitudinal direction, a width direction, and a thickness direction orthogonal to each other, and the absorbent body has the longitudinal direction on the non-skin facing surface side of the absorbent body. It has the linear pressing part extended in a direction and / or the width direction, and the absorber further has a plurality of dotted pressing parts separated from each other on the surface on the skin facing surface side.
- the absorbent body has the linear compressed portion as described above, the excretory fluid absorbed and retained by the absorbent body is formed in the longitudinal direction and / or on the non-skin facing surface side of the absorbent body.
- the absorbent body has a plurality of point-like compressed parts as described above, the point-like compressed part has a high fiber density and functions as a liquid-absorbing part. While being easily spot-absorbed by the body, it is less likely to be released to the skin facing surface side through the point-like compressed portion. Thereby, the moisture discharged
- the absorbent article has a longitudinal direction, a width direction, and a thickness direction orthogonal to each other, and the topsheet is a longitudinal direction of the absorbent article in a plan view.
- the absorbent article includes a central region including an axis and extending in the longitudinal direction, and a pair of outer regions located on both sides in the longitudinal direction of the central region and extending in the longitudinal direction.
- a portion of the non-woven fabric on the second surface side of the concave portion has a joint portion that joins the absorbent body, and the joint portion extends between the nonwoven fabric and the absorbent body in the longitudinal direction and has a plurality in the width direction.
- the top sheet is arranged so as to be lined up, and the joint portion has an interval between joint portions adjacent to each other in the width direction that is greater than a spacing between joint portions existing in a central region in the width direction of the top sheet.
- the pitch of the joints present in the central region of the top sheet to which excretion fluid such as urine is supplied is arranged more densely than the outer region.
- the top sheet and the absorber can be firmly joined in the central region that is greatly involved, and the voids of the convex portions are formed more densely and more in the central region than in the outer region. Therefore, it is possible to more reliably secure a gap for holding moisture released from the absorber.
- an example of a tape-type disposable diaper has been described as an absorbent article.
- the absorbent article of the present invention is not particularly limited.
- embossing the bonding between the topsheet and the absorber is strengthened, the fiber density between the topsheet and the absorber is increased, and the excretion of excretory fluid from the topsheet to the absorber is improved. Can be improved.
- PET / PE core-sheath composite fiber (fineness: 2.8 dtex, fiber length: 45 mm) is supplied to the first stage carding apparatus as the thermoplastic resin fiber for forming the second fiber layer.
- the PET / PE core-sheath composite fiber was opened in a carding apparatus, and a first web having a basis weight of 20 g / m 2 corresponding to the second fiber layer was formed on the transport surface of the transport apparatus.
- Two types of PET / PE core-sheath type composite fibers having different finenesses for forming the first fiber layer in the second stage carding apparatus while conveying the formed first web downstream in the conveying direction.
- Composite fiber A having a fineness of 2.2 dtex and a fiber length of 45 mm, and composite fiber B having a fineness of 1.7 dtex and a fiber length of 45 mm) and cotton are supplied, and each fiber is opened in the second-stage carding apparatus.
- a web having a basis weight of 13 g / m 2 corresponding to the first fiber layer (where the basis weight of the composite fibers A and B is 10 g / m 2 and the basis weight of cotton is 3 g / m 2 ). was formed on the first web being conveyed.
- the first web layer is formed by conveying the laminated web in which the second web is laminated on the first web to an air-through heating device, and entangle the fibers in each web and between the webs in the heating device.
- a two-layer fiber laminate in which the first fiber layer and the second fiber layer were laminated was obtained. (Uneven shape forming)
- the obtained two-layer fiber laminate (nonwoven fabric) was stretched using a shaping apparatus provided with a pair of upper and lower stretching rolls as shown in FIGS. 9 to 11, and the nonwoven fabric had predetermined irregularities as shown in FIGS. Shaped the structure.
- Pulp having a basis weight of 220 g / m 2 Pulp having a basis weight of 220 g / m 2, the combined absorbent material and a superabsorbent polymer having a basis weight of 156g / m 2 (SAP), to obtain an absorbent body covered with a basis weight of 10 g / m 2 tissue .
- a moisture permeable film having a basis weight of 15 g / m 2 is joined to the other surface as a back sheet, Obtained.
- a hot-melt adhesive (application amount: 3 g / m 2 ) was used for these joining.
- the absorbent article of Example 1 was produced by cut
- Comparative Example 1 An absorbent article of Comparative Example 1 was produced in the same manner as Example 1 except that the two-layer fiber laminate (nonwoven fabric) was not subjected to uneven shaping.
- Comparative Example 2 As a fiber material for forming the first fiber layer, two types of PET / PE core-sheath type composite fibers having different fineness (complexity fiber A having a fineness of 2.2 dtex and a fiber length of 45 mm, a fineness of 1.7 dtex, and a fiber length of 45 mm) Absorbency of Comparative Example 2 in the same manner as in Example 1 except that a mixture (basis weight of 10 g / m 2 ) of composite fiber B) was used (that is, a fiber material not containing cotton was used). Articles were made.
- a mixture basis weight of 10 g / m 2
- Comparative Example 3 As a fiber material for forming the first fiber layer, two types of PET / PE core-sheath type composite fibers having different fineness (complexity fiber A having a fineness of 2.2 dtex and a fiber length of 45 mm, a fineness of 1.7 dtex, and a fiber length of 45 mm)
- the composite fiber B) (basis weight 10 g / m 2 ) was used (that is, a fiber material not containing cotton was used) and the two-layer fiber laminate (nonwoven fabric) was subjected to uneven forming.
- An absorbent article of Comparative Example 3 was produced in the same manner as in Example 1 except that it was not.
- the transpiration rate per predetermined time after the absorbent article absorbed the simulated urine in order to evaluate the wet state and the ease of occurrence of stuffiness. (%) was measured as follows.
- Table 1 shows the structures of the absorbent articles of Example 1 and Comparative Examples 1 to 3 and the measurement results of the transpiration rate.
- the absorbent article sample to be measured is placed in a constant temperature and humidity chamber at a temperature of 20 ° C. and a humidity of 60% and left in that environment for 5 days (120 hours). To do. (2) The absorbent article sample is taken out from the constant temperature and humidity chamber, and the initial mass A 0 (g) of the absorbent article sample is measured. (3) On the test bench having a horizontal surface, the absorbent article sample is spread so that the top sheet becomes the top surface, and a cylinder having an inner diameter of 60 mm is placed on the top sheet. (4) In a cylinder installed on the top sheet, 80 mL of simulated urine is dropped in 10 seconds.
- Simulated urine is prepared by dissolving 200 g of urea, 80 g of sodium chloride, 8 g of magnesium sulfate, 3 g of calcium chloride, and about 1 g of pigment (blue No. 1) in 10 L of ion-exchanged water. (5) After confirming that all the simulated urine in the cylinder has been absorbed by the absorbent article sample, remove the cylinder from the top sheet and immediately calculate the absorbent article sample mass A 1 (g) after absorption of the simulated urine. taking measurement.
- the absorbent article of Example 1 has a lower transpiration rate after absorption of simulated urine than the absorbent articles of Comparative Examples 1 to 3, and is less likely to be wet or stuffy. I understood. In particular, it was found that the absorbent article of Example 1 absorbs simulated urine and has a low transpiration rate after 8 hours and 21 hours, and is less likely to be wet or stuffy for a long time. On the other hand, since the absorbent article of Comparative Example 1 does not have an uneven structure, the absorbent article of Comparative Example 2 does not contain cotton in the first fiber layer. Since the first fiber layer does not have a concavo-convex structure and contains no cotton, the transpiration rate after absorption of simulated urine is high, and it has been found that a wet state or stuffiness is likely to occur.
- absorbent article of the present invention is not limited to the above-described embodiments and examples, and can be appropriately combined and changed without departing from the object and spirit of the present invention.
- ordinal numbers such as “first” and “second” are used to distinguish items with the ordinal numbers, and mean the order, priority, importance, etc. of each item. Not what you want.
Landscapes
- Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- Engineering & Computer Science (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Dermatology (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
Abstract
Description
さらに、前記不織布は、着用者の肌対向面となる第1面が前記第2繊維層により形成されているので、前記第1繊維層のコットンに吸収・保持された尿などの排泄液を、着用者の肌面に接触しにくくすることができる。
したがって、態様1の吸収性物品は、着用者に濡れた状態を知覚させたり、蒸れなどを感じさせたりして、着用者に不快感を生じさせるようなことが起こりにくい。
したがって、態様2の吸収性物品は、着用者に蒸れなどをより感じにくくさせることができる。
また、繊維層中に含まれるコットンの量が多くなると、コットンの剛性によって繊維層の柔軟性が低下してしまい、当該繊維層を含む積層不織布のクッション性や肌触り、身体形状への追従性などが損なわれるおそれがあるが、前記態様5の吸収性物品によれば、着用者の肌に触れやすい前記凸部及び前記第1凹部の繊維密度が相対的に低いこと、着用者の肌に最も触れやすい部分が接触面積の小さい前記凸部の頂部であること、並びに、不織布の第1面側から掛かる厚さ方向の応力を、前記第1凹部が前記第2面側に撓むことによって緩衝することができることから、表面シートがコットンを含む不織布から構成されていても、十分に柔軟性を確保することができる。
また、吸収体の肌対向面側の面において複数の点状圧搾部を有していること、すなわち、繊維密度が高く毛細管現象を利用した吸液部として機能する前記点状圧搾部を有していることによって、尿などの排泄液が前記吸収体へスポット的に吸収されやすくなるとともに、前記点状圧搾部を介して肌対向面側へ放出されにくくなるため、前記吸収体から肌対向面側に放出される湿気を低減させることができ、着用者に蒸れをより一層感じにくくさせることができる。
なお、使い捨ておむつ1は、図1及び図2に示すように、一対の側部シートからなる一対の防漏壁部5、5と、着用者の大腿部に当接する左右の脚周り部をそれぞれ長さ方向Lに伸縮させるためのゴム等からなる伸縮部材6と、着用時に使い捨ておむつの腹部領域と背側領域を連結するため連結テープ7とを備えていて、さらに、裏面シート3の非肌対向面側には、外装シート(不図示)が設けられている。
また、本実施形態において裏面シート3は、表面シート2との間に吸収体4を挟んだ状態で、前記表面シート2とその周縁部分において相互に接合されている。
なお、本発明において表面シートを構成する不織布は、上記2層の繊維積層体に限定されず、前記第1繊維層及び第2繊維層を含む3層以上の繊維層からなる繊維積層体であってもよい。
また、前記第1繊維層に含まれるコットンは、当該第1繊維層内において、コットンの繊維塊を含んでいることが好ましく、特に、コットンの繊維塊が熱可塑性樹脂繊維の集合体からなるマトリックス中に分散していることが好ましい。表面シートの第2面側(非肌対向面側)に配置される第1繊維層に、コットンによる繊維塊を含んでいると、吸収体に吸収・保持された尿などの排泄液が、前記吸収体から湿気として放出されたときに、当該湿気を、第1繊維層内のコットンの繊維塊において集中的に(スポット的に)吸収・保持し、前記第1繊維層の面方向において湿気を吸収・保持した部分の面積を小さくする(スポット的にする)ことができるため、前記第1繊維層の第1面側から更に放出される湿気の量を最小限に抑えることができる。その結果、前記吸収体から放出された湿気を、後述する不織布の凸部の空隙部に効果的に封じ込めることができる。
また、このような熱可塑性樹脂からなる繊維の構造は、特に制限されず、例えば、芯鞘型繊維、サイド・バイ・サイド型繊維、島/海型繊維等の複合繊維;中空タイプの繊維;扁平、Y字形、C字形等の異形断面型繊維;潜在捲縮又は顕在捲縮の立体捲縮繊維;水流、熱、エンボス加工等の物理的負荷により分割する分割繊維などが挙げられ、これらの構造を有する繊維は単独で使用しても、二種類以上の繊維を併用してもよい。
ここで、本明細書における「疎水性」とは、水となじみにくい或いは水分を保持しにくい性質を意味し、例えば、イオン交換水との接触角が80°~100°程度となるものをいう。なお、イオン交換水との接触角は、特開2005-324010号公報における「初期接触角の測定」に記載された方法により測定することができる。
また、繊維積層体が第1繊維層と第2繊維層の2層の繊維層からなる場合は、前記第2繊維層を構成する疎水性の熱可塑性樹脂繊維は、繊維同士の絡み合いのしやすさなどの点から、前記第1繊維層に含まれる熱可塑性樹脂繊維と同様の繊維(すなわち、前記第1繊維層に含まれる熱可塑性樹脂繊維と同様の材質からなり、同様の繊維長を有する繊維など)を用いることが好ましい。
なお、前記第2繊維層は、本発明の効果を阻害しない範囲内において、前記熱可塑性樹脂繊維以外の繊維や任意の添加剤などを含んでいてもよい。
本発明において、前記繊維積層体を製造する手段は、特に限定されないが、例えば、上記各繊維層を形成するための繊維(すなわち、第1繊維層を形成するためのコットン及び熱可塑性樹脂繊維、第2繊維層を形成するための熱可塑性樹脂繊維など)を用いて、各繊維層に対応するウェブ(フリース)をそれぞれ形成し、各ウェブ内及びウェブ間の繊維同士を物理的又は化学的に結合させる方法などが挙げられる。
(1)シート状部材を一の方向に搬送する搬送装置と、該搬送装置の上方において搬送方向の上流側に配置された第1段のカーディング装置と、前記搬送装置の上方において搬送方向の下流側(すなわち、第1段のカーディング装置よりも下流側)に配置された第2段のカーディング装置と、該第2段のカーディング装置の下流側に配置されたエアスルー方式の加熱装置とを備えた製造装置を用意する。
(2)前記第1段のカーディング装置に、第2繊維層を形成するための熱可塑性樹脂繊維を供給し、前記カーディング装置内の回転ロールのピンによって前記熱可塑性樹脂繊維を開繊して、前記第2繊維層に対応するウェブを前記搬送装置の搬送面上に形成する。
(3)前記搬送装置の搬送面上に形成された前記第2繊維層に対応するウェブを、搬送方向の下流側に搬送しながら、前記第2段のカーディング装置に、第1繊維層を形成するためのコットンと熱可塑性樹脂繊維を供給し、前記カーディング装置内の回転ロールのピンによって各繊維を開繊して、前記第1繊維層に対応するウェブを、搬送中の前記第2繊維層に対応するウェブ上に形成する。
(4)前記第2繊維層に対応するウェブ上に前記第1繊維層に対応するウェブが積層した積層ウェブを、前記エアスルー方式の加熱装置に搬送し、該加熱装置内で、各ウェブ内及びウェブ間の繊維同士を交絡させ、任意に前記熱可塑性樹脂繊維同士を熱融着させるとともにコットンを熱可塑性樹脂繊維の表面に融着固定させることにより、前記第1繊維層と前記第2繊維層とが積層した2層の繊維積層体を製造することができる。
すなわち、表面シート2は、上述のとおり、コットン203及び熱可塑性樹脂繊維204から構成される第1繊維層201と、疎水性の熱可塑性樹脂繊維205から構成される第2繊維層202とを含む2層の繊維積層体200からなる不織布であり、該不織布が、第1面側に突出する複数の上記凸部11と第2面側に窪む複数の上記凹部12とを備えていて、さらに、前記凸部11は、前記不織布の第2面2bが面する空隙部14を有しているので、吸収体4に吸収・保持された着用者の尿などの排泄液が、蒸発等によって湿気として吸収体4から着用者の肌対向面側へ放出されたとしても、当該湿気を、前記第1繊維層201内のコットン203において吸収・保持するとともに、前記空隙部14において湿気の状態で留めるため(すなわち、空隙部14を高湿状態とするため)、前記空隙部14内の湿気(気相)と前記吸収体4に吸収・保持されている排泄液(液相)との間で気液平衡のような状態が形成され、前記吸収体4からこれ以上の湿気が放出されるのを抑制することができる。
したがって、本実施形態に係る使い捨ておむつ1は、着用者に蒸れなどを感じさせたりして、着用者に不快感を生じさせるようなことが起こりにくい。
また、本実施形態において、凸部11は、吸収体の前記長さ方向(第1方向)における両方の端縁を超えて延設されているが、本発明においては、このような形態に限定されず、前記凸部は、吸収体の前記第1方向における少なくとも一方の端縁まで又は一方の端縁を超えて延設されていてもよい。前記凸部をこのように延設すると、吸収体の肌対向面側から放出される湿気だけではなく、前記吸収体の長さ方向(第1方向)における端縁(側面)から放出される湿気に対しても、前記凸部の第2面側の空隙部に封じ込めることができるため、着用者に蒸れなどをより一層感じにくくさせることができる。
さらに、本発明において、凸部は、第1凹部の第1底部の第1面側の高さから凸部の頂部の高さまでの長さ(すなわち、凸部の高さ)が、0.25~5mmであることが好ましく、更に好ましくは0.5~3mmであり、より好ましくは0.75~2mmである。この凸部の高さが0.25mm未満であると、凸部の突出が小さ過ぎるため、凹凸構造を生かした柔軟な肌触りが得られにくくなる一方、凸部の高さが5mmを超えると、凸部の突出が大き過ぎて鋭利な構造となってしまうため、柔軟な肌触りが得られにくくなる。
さらに、上記したように、表面シート2が、コットン203及び熱可塑性樹脂繊維204から構成される第1繊維層201と、疎水性の熱可塑性樹脂繊維205から構成される第2繊維層202とを含む2層の繊維積層体200からなる不織布によって構成されているため、吸収体4に吸収・保持された着用者の排泄液が、前記吸収体4から湿気として着用者の肌対向面側へ放出されたとしても、当該湿気を、前記第1繊維層201内のコットン203において吸収・保持するとともに、前記空隙部14において湿気の状態で留めるため、前記空隙部14内の湿気(気相)と前記吸収体4に吸収・保持されている排泄液(液相)との間で気液平衡のような状態が形成され、前記吸収体4からこれ以上の湿気が放出されるのを抑制することができる。
また、本実施形態においては、第1凹部21の第1底部22の第2面2bは、少なくとも第1底部22において最も表面シート側に位置する部分、すなわち、凸部11の頂部13の高さの位置から最も離れた深さの位置の部分、及びその近傍の部分が、吸収体4の表面シート側の部分に接合されている。
また、本発明において、前記第2凹部は、該第2凹部に接触することによる違和感や異物感を生じにくくするために、前記第1凹部の第1底部に設けられており、前記第2凹部が着用者の肌に触れる機会をできるだけ少なくしている。
なお、このときの孔部の内部空間の開孔率は、1~50%とすることが好ましく、更に好ましくは1.5~35%、より好ましくは2.5~20%である。孔部の内部空間の開孔率が1%未満であると、開孔率が低すぎて凸部や凸部内の繊維に自由度を付与することができず、凸部の柔軟性を十分に確保することができない。孔部の内部空間の開孔率が50%を超えると、孔部の設けられた第1周壁部の強度が低くなりやすい上、孔部の周縁の境目が触感上認識しやすくなる可能性がある。ただし、孔部の内部空間の開孔率は、吸収性物品の種類や用途等に応じて上記の範囲以外であってもよく、任意に設定することができる。
したがって、表面シート2は、吸収体4とのより一層安定的な接合が実現され、相互に剥離しにくく、また、表面シート2と吸収体4との間の排泄液の移行も極めてスムーズに行うことができる。
本実施形態における使い捨ておむつ1の製造方法は、吸収体を形成する工程と、後述する表面シートとなる長尺の表面シート連続体(すなわち、繊維積層体(不織布)に凹凸構造を賦形した連続体)を形成する工程で形成した表面シート連続体を、吸収体に対して積層し、表面シート用不織布の連続体と吸収体との積層体を形成する工程と、任意に積層体に圧搾溝を形成する工程と、を順次実施する。さらに、前記積層体に対して裏面シートとなる長尺の裏面シート用の連続シートを積層して、使い捨ておむつの連続体を形成する工程と、使い捨ておむつの連続体から単体の使い捨ておむつを切り出す切断工程と、を順次実施する。
吸収体を製造する工程は、吸収体形成装置60において、回転しているサクションドラム62の外周面に対して、高吸収性ポリマー(SAP)等の吸収体材料61を上方から供給して、その吸収体材料61を、サクションドラム62の外周面に設けられた、吸収体4の形に適合する窪み状の成形空間62a内に吸引し、吸収体材料61を堆積させることにより、吸収体4を形成する。その後、回転しているサクションドラム62が、そのサクションドラム62の下方において搬送方向MDに向けて搬送されているキャリアシート65上に、成形空間62a内の吸収体4を転写して、載置する。なお、キャリアシート65は、載置された吸収体4とともに搬送方向MDの下流側に搬送され、次工程に供されることとなる。
表面シート連続体を形成する工程は、表面シート連続体71の原料となる長尺の加工対象の不織布73(繊維積層体200)がロール状に巻かれた表面シートロール74から、加工対象の不織布73を巻出し、その巻き出された加工対象の不織布73に対して予熱を加える予熱工程と、予熱工程を経た加工対象の不織布73を延伸して凹凸構造を賦形加工する賦形工程と、を順次実施する。なお、表面シート連続体71の原料となる長尺の不織布73は、上記した凹凸賦形加工前の繊維積層体の製造方法によって得られる繊維積層体200を用いる。
本発明の別の実施形態においては、吸収性物品の表面シートとして用いられる不織布が、3層の繊維層からなる繊維積層体であって、繊維積層体(不織布)が、不織布の肌対向面(第1面)を形成する前記第2繊維層(肌対向面側繊維層)と、該第2繊維層の非肌対向面側の面に隣接した、熱可塑性樹脂繊維を含み且つコットンを含まない第3繊維層(中間層)と、該第3繊維層の非肌対向面側の面に隣接した、コットンを含む前記第1繊維層(非肌対向面側繊維層)とによって構成されている。不織布がこのように構成されていると、表面シートの肌対向面を形成する前記第2繊維層とコットンを含む前記第1繊維層との間に、中間層として第3繊維層が介在し、前記第2繊維層と第1繊維層が隔離されて、前記第1繊維層のコットンに吸収・保持された尿などの排泄液が、前記第2繊維層、ひいては着用者の肌に伝わりにくくなるため、着用者に濡れた状態を知覚させたりして、不快感を生じさせるようなことが起こりにくい。
[肌対向面側繊維層](第2繊維層)
繊度2.8dtex、繊維長45mm及び坪量10g/m2のPET/PE芯鞘型複合繊維
[中間層](第3繊維層)
繊度2.8dtex、繊維長45mm及び坪量10g/m2のPET/PE芯鞘型複合繊維
[非肌対向面側繊維層](第1繊維層)
繊度2.2dtex、繊維長44mm及び坪量8g/m2のPET/PE芯鞘型複合繊維と、繊度1,7dtex、繊維長45mm及び坪量1g/m2のPET/PE芯鞘型複合繊維、並びに坪量1g/m2のコットンの混合物
[肌対向面側繊維層](第2繊維層)
繊度2.8dtex、繊維長45mm及び坪量10g/m2のPET/PE芯鞘型複合繊維
[中間層](第1繊維層)
繊度2.2dtex、繊維長44mm及び坪量8g/m2のPET/PE芯鞘型複合繊維と、繊度1,7dtex、繊維長45mm及び坪量1g/m2のPET/PE芯鞘型複合繊維、並びに坪量1g/m2のコットンの混合物
[非肌対向面側繊維層](第3繊維層)
繊度2.8dtex、繊維長45mm及び坪量10g/m2のPET/PE芯鞘型複合繊維
(不織布の製造)
第1段のカーディング装置に、第2繊維層を形成するための熱可塑性樹脂繊維としてPET/PE芯鞘型複合繊維(繊度2.8dtex、繊維長45mm)を供給し、前記第1段のカーディング装置内において前記PET/PE芯鞘型複合繊維を開繊して、第2繊維層に対応する坪量20g/m2の第1ウェブを搬送装置の搬送面上に形成した。形成した第1ウェブを、搬送方向の下流側に搬送しながら、第2段のカーディング装置に、第1繊維層を形成するための、繊度の異なる2種類のPET/PE芯鞘型複合繊維(繊度2.2dtex、繊維長45mmの複合繊維Aと、繊度1.7dtex、繊維長45mmの複合繊維B)と、コットンとを供給し、前記第2段のカーディング装置内において各繊維を開繊して、第1繊維層に対応する坪量13g/m2のウェブ(ここで、複合繊維A及びBの坪量は10g/m2、コットンの坪量は3g/m2である。)を、搬送中の第1ウェブ上に形成した。前記第1ウェブ上に第2ウェブが積層した積層ウェブを、エアスルー方式の加熱装置に搬送し、該加熱装置内で、各ウェブ内及びウェブ間の繊維同士を交絡させることにより、第1繊維層と第2繊維層とが積層した2層の繊維積層体を得た。
(凹凸賦形加工)
得られた2層の繊維積層体(不織布)を、図9~図11に示す上下一対の延伸ロールを備えた賦形装置を用いて延伸し、不織布に図3~図7に示す所定の凹凸構造を賦形した。
(吸収性物品の製造)
坪量220g/m2のパルプと、坪量156g/m2の高吸収性ポリマー(SAP)とを混合した吸収性材料を、坪量10g/m2のティッシュで被覆して吸収体を得た。得られた吸収体の一方の面に凹凸構造を賦形した上記不織布を表面シートとして接合した後、他方の面に坪量15g/m2の透湿性フィルムを裏面シートとして接合し、積層物を得た。なお、これらの接合には、ホットメルト型の接着剤(塗布量:3g/m2)を用いた。
そして、得られた積層物を、吸収性物品の所定形状に切断することにより、実施例1の吸収性物品を作製した。
2層の繊維積層体(不織布)に凹凸賦形加工を行っていないこと以外は、実施例1と同様にして、比較例1の吸収性物品を作製した。
第1繊維層を形成するための繊維材料として、繊度の異なる2種類のPET/PE芯鞘型複合繊維(繊度2.2dtex、繊維長45mmの複合繊維Aと、繊度1.7dtex、繊維長45mmの複合繊維B)の混合物(坪量10g/m2)を用いたこと(すなわち、コットンを含まない繊維材料を用いたこと)以外は、実施例1と同様にして、比較例2の吸収性物品を作製した。
第1繊維層を形成するための繊維材料として、繊度の異なる2種類のPET/PE芯鞘型複合繊維(繊度2.2dtex、繊維長45mmの複合繊維Aと、繊度1.7dtex、繊維長45mmの複合繊維B)の混合物(坪量10g/m2)を用いたこと(すなわち、コットンを含まない繊維材料を用いたこと)及び2層の繊維積層体(不織布)に凹凸賦形加工を行っていないこと以外は、実施例1と同様にして、比較例3の吸収性物品を作製した。
(1)周囲環境による影響を排除するために、測定する吸収性物品サンプルを、温度20℃、湿度60%の恒温恒湿槽内に載置し、同環境下で5日間(120時間)放置する。
(2)恒温恒湿槽から吸収性物品サンプルを取り出し、吸収性物品サンプルの初期質量A0(g)を測定する。
(3)水平面を有する試験台の上に、吸収性物品サンプルを、表面シートが上面となるように広げて、その表面シート上に内径60mmの円筒を設置する。
(4)表面シート上に設置した円筒内に、模擬尿80mLを10秒で滴下する。
なお、模擬尿は、イオン交換水10Lに、尿素200g、塩化ナトリウム80g、硫酸マグネシウム8g、塩化カルシウム3g及び色素(青色1号)約1gを溶解させることにより調製する。
(5)円筒内の模擬尿がすべて吸収性物品サンプルに吸収されたことを確認した後、表面シートの上から円筒を取り除き、直ちに模擬尿吸収後の吸収性物品サンプル質量A1(g)を測定する。
(6)模擬尿吸収後の吸収性物品サンプルを一定の雰囲気下で放置し、上記(5)において表面シートの上から円筒を取り除いた時点から、1時間後、3時間後、5時間後、8時間後及び21時間後の吸収性物品サンプル質量W1、W3、W5、W8及びW21(g)をそれぞれ測定する。
(7)吸収性物品サンプルの各経過時間毎の蒸散率E1、E3、E5、E8及びE21(%)を次式(1)により算出する。

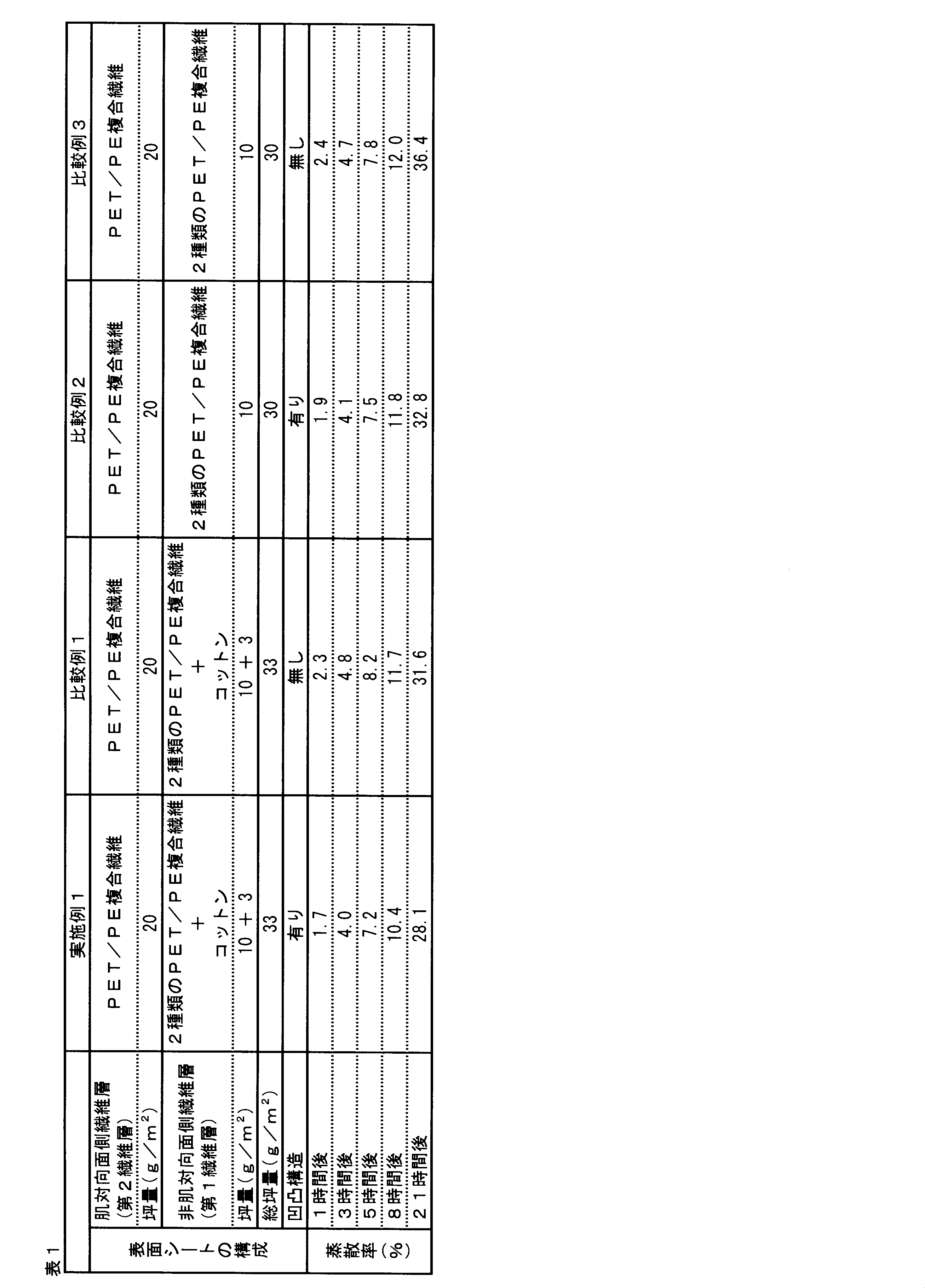
2 表面シート
3 裏面シート
4 吸収体
11 凸部
12 凹部
13 頂部
14 空隙部
21 第1凹部
22 第1底部
26 第2凹部
27 周壁部
28 第2底部
29 第1周壁部
30 第2周壁部
31 孔部
50 製造装置
Claims (10)
- 着用者の肌対向面側に位置する液透過性の表面シートと、着用者の非肌対向面側に位置する液不透過性の裏面シートと、これら両シートの間に位置する吸収体とを含む、吸収性物品であって、
前記表面シートは、コットン及び熱可塑性樹脂繊維から構成される第1繊維層と、疎水性の熱可塑性樹脂繊維から構成される第2繊維層とを含む、少なくとも2層の繊維層からなる不織布であり、
前記不織布は、前記肌対向面側の面であって前記第2繊維層により形成される第1面と、前記非肌対向面側の面であって前記吸収体と対向する第2面とを有し、前記不織布は、前記第1面の方向に向けて突出する複数の凸部と、隣り合う前記凸部の間に設けられ、前記第2面の方向に向けて窪む複数の凹部とを備えていて、
前記凸部は、前記不織布の第2面が面する空隙部を有する、
前記吸収性物品。 - 前記裏面シートは通気性を有する、請求項1に記載の吸収性物品。
- 前記第1繊維層は、コットンによる繊維塊を含む、請求項1又は2に記載の吸収性物品。
- 前記吸収性物品は、前記裏面シートの前記非肌対向面側に裏面フィルムを有し、該裏面フィルムは、前記裏面シートよりも低い通気度を有する、請求項1~3のいずれか一項に記載の吸収性物品。
- 前記凸部は、前記不織布の前記第1面において第1方向に延設され且つ前記第1方向と直交する第2方向に予め定めた間隔で設けられ、前記凹部は、前記第1方向に延設され且つ前記第2方向において隣り合う前記凸部の間に設けられていて、
前記凹部は、前記凸部の頂部における前記第1面側の位置よりも前記第2面側に位置する第1底部を備えた第1凹部と、前記第1凹部内において前記第1方向に不連続に設けられた、前記第1底部から前記第2面の方向に向けて窪む複数の第2凹部とを有し、
前記第2凹部は、前記第1底部から前記第2面側の方向に延設された周壁部と、前記周壁部の前記第2面側の端部にその端部を塞ぐように設けられた、前記不織布の中で最も高い繊維密度を有する第2底部とを備える、請求項1~4のいずれか一項に記載の吸収性物品。 - 前記第2凹部の前記第2方向におけるピッチが2.0mm以下である、請求項5に記載の吸収性物品。
- 前記凸部は、前記不織布の前記第1面において第1方向に延設され且つ前記第1方向と直交する第2方向に予め定めた間隔で設けられていて、前記凸部は、前記吸収体の前記第1方向における少なくとも一方の端縁まで又は前記少なくとも一方の端縁を超えて延設されている、請求項1~6のいずれか一項に記載の吸収性物品。
- 前記吸収体は、前記非肌対向面側の面に圧搾部を有する、請求項1~7のいずれか一項に記載の吸収性物品。
- 前記吸収性物品は、互いに直交する長手方向、幅方向及び厚さ方向を有し、
前記圧搾部は、前記吸収体の非肌対向面側の面において前記長手方向及び/又は前記幅方向に延びる線状圧搾部として設けられていて、
前記吸収体は、肌対向面側の面において互いに離間する複数の点状圧搾部を有する、請求項8に記載の吸収性物品。 - 前記吸収性物品は、互いに直交する長手方向、幅方向及び厚さ方向を有し、
前記表面シートは、平面視にて、前記吸収性物品の長手方向軸線を含み且つ前記長手方向に延びる中央領域と、前記中央領域の前記長手方向の両側部に位置し且つ前記長手方向に延びる一対の外側領域とを有し、
前記吸収性物品は、前記不織布の前記凹部の第2面側の部分において前記吸収体と接合する接合部を有し、
前記接合部は、前記不織布と前記吸収体との間において前記長手方向に延び且つ前記幅方向に複数本並ぶように配置されていて、
前記接合部は、前記幅方向に隣り合う接合部同士の間隔が前記表面シートの前記幅方向における中央領域内に存在する接合部同士の間隔よりも前記表面シートの外側領域内に存在する接合部同士の間隔の方が大きくなるように配置されている、請求項1~9のいずれか一項に記載の吸収性物品。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15894279.7A EP3254653B1 (en) | 2015-05-29 | 2015-08-26 | Absorbent article |
| CN201580080475.9A CN107613925A (zh) | 2015-05-29 | 2015-08-26 | 吸收性物品 |
| CN201910838994.7A CN110478133B (zh) | 2015-05-29 | 2015-08-26 | 吸收性物品 |
| KR1020177031421A KR101840995B1 (ko) | 2015-05-29 | 2015-08-26 | 흡수성 물품 |
| BR112017022138-1A BR112017022138B1 (pt) | 2015-05-29 | 2015-08-26 | Artigo absorvente |
| US15/574,197 US20180133072A1 (en) | 2015-05-29 | 2015-08-26 | Absorbent article |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015110913A JP6214598B2 (ja) | 2015-05-29 | 2015-05-29 | 吸収性物品 |
| JP2015-110913 | 2015-05-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016194247A1 true WO2016194247A1 (ja) | 2016-12-08 |
Family
ID=57440834
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/074093 Ceased WO2016194247A1 (ja) | 2015-05-29 | 2015-08-26 | 吸収性物品 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20180133072A1 (ja) |
| EP (1) | EP3254653B1 (ja) |
| JP (1) | JP6214598B2 (ja) |
| KR (1) | KR101840995B1 (ja) |
| CN (2) | CN107613925A (ja) |
| BR (1) | BR112017022138B1 (ja) |
| MY (1) | MY171900A (ja) |
| TW (1) | TWI699195B (ja) |
| WO (1) | WO2016194247A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116033884A (zh) * | 2020-08-25 | 2023-04-28 | 花王株式会社 | 吸收性物品 |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3475983B2 (ja) | 1995-07-31 | 2003-12-10 | 住友金属工業株式会社 | 金属の圧延加工用潤滑剤組成物 |
| JP6429971B1 (ja) * | 2017-10-11 | 2018-11-28 | ユニ・チャーム株式会社 | 吸収性物品の液透過性シート用の不織布及び不織布ロール |
| US10792199B2 (en) | 2018-02-23 | 2020-10-06 | The Procter & Gamble Company | Substrates and laminates for absorbent articles |
| JP6507282B1 (ja) | 2018-03-19 | 2019-04-24 | 大王製紙株式会社 | 吸収性物品の製造方法 |
| JP6445732B1 (ja) * | 2018-09-10 | 2018-12-26 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP7282601B2 (ja) * | 2018-09-19 | 2023-05-29 | 花王株式会社 | 吸収性物品 |
| JP2020049084A (ja) * | 2018-09-28 | 2020-04-02 | 花王株式会社 | 吸収性物品 |
| WO2020089980A1 (ja) * | 2018-10-29 | 2020-05-07 | ユニ・チャーム株式会社 | 生理用タンポン |
| CN111150559B (zh) * | 2018-11-08 | 2022-08-19 | 尤妮佳股份有限公司 | 吸收性物品 |
| JP7190883B2 (ja) * | 2018-11-29 | 2022-12-16 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP7271150B2 (ja) * | 2018-11-30 | 2023-05-11 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP7224157B2 (ja) * | 2018-11-30 | 2023-02-17 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP2020162934A (ja) * | 2019-03-29 | 2020-10-08 | Jnc株式会社 | 吸収性物品用の表面シート及び吸収性物品 |
| JP7490419B2 (ja) * | 2019-04-09 | 2024-05-27 | 大和紡績株式会社 | 吸収性物品用不織布、吸収性物品用トップシート、およびそれを含む吸収性物品 |
| JP7334056B2 (ja) * | 2019-04-26 | 2023-08-28 | ユニ・チャーム株式会社 | 吸収性物品 |
| KR102926705B1 (ko) * | 2019-09-13 | 2026-02-13 | 가부시키가이샤 즈이코 | 체액 흡액성 물품 |
| JP7309654B2 (ja) * | 2020-03-31 | 2023-07-18 | ユニ・チャーム株式会社 | 吸収性物品の収容体 |
| CN216535790U (zh) * | 2020-08-31 | 2022-05-17 | 王子控股株式会社 | 吸收性物品的制造装置 |
| CN114099145B (zh) * | 2020-08-31 | 2022-09-16 | 王子控股株式会社 | 吸收性物品的制造方法及吸收性物品的制造装置 |
| WO2022088058A1 (en) * | 2020-10-30 | 2022-05-05 | The Procter & Gamble Company | Absorbent article with hybrid nonwoven web |
| CN114681208A (zh) * | 2020-12-29 | 2022-07-01 | 尤妮佳股份有限公司 | 穿着物品 |
| CN117441045B (zh) * | 2021-06-11 | 2025-11-21 | 尤妮佳股份有限公司 | 吸收性物品用的无纺布及其制造方法 |
| JP2023102626A (ja) * | 2022-01-12 | 2023-07-25 | 花王株式会社 | 吸収性物品用の不織布 |
| US20240181431A1 (en) * | 2022-12-02 | 2024-06-06 | First Quality Retail Services, Llc | Multi-layer composites and absorbent articles including the same |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003102772A (ja) * | 2001-06-08 | 2003-04-08 | Uni Charm Corp | 吸収性物品 |
| JP2006129891A (ja) * | 2004-11-02 | 2006-05-25 | Kao Corp | 吸収性物品 |
| JP2006217951A (ja) * | 2005-02-08 | 2006-08-24 | Daio Paper Corp | 吸収性物品 |
| JP2006320355A (ja) * | 2005-05-17 | 2006-11-30 | Kao Corp | 吸収性物品の表面シート |
| JP3986505B2 (ja) * | 2003-04-10 | 2007-10-03 | 花王株式会社 | 繊維シート |
| JP2009273722A (ja) * | 2008-05-15 | 2009-11-26 | Uni Charm Corp | 吸収性物品用表面シートとその製造方法およびそれを用いた吸収性物品 |
| JP2011131044A (ja) * | 2009-11-24 | 2011-07-07 | Kao Corp | 吸収性物品 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5368918A (en) * | 1990-08-30 | 1994-11-29 | Nippon Shokubai Co., Ltd. | Absorbent material comprising absorbent polymeric particulate material coated with synthetic pulp |
| US5891118A (en) * | 1995-09-05 | 1999-04-06 | Kao Corporation | Absorbent article |
| JP3258909B2 (ja) * | 1996-06-28 | 2002-02-18 | ユニ・チャーム株式会社 | 使い捨ての体液吸収性物品 |
| JP2001032157A (ja) * | 1999-07-16 | 2001-02-06 | Unitika Ltd | 短繊維不織布及びその製造方法 |
| SG116454A1 (en) * | 2001-06-08 | 2005-11-28 | Uni Charm Corp | Absorbent article. |
| US7645262B2 (en) * | 2002-04-11 | 2010-01-12 | Second Sight Medical Products, Inc. | Biocompatible bonding method and electronics package suitable for implantation |
| US8030535B2 (en) * | 2002-12-18 | 2011-10-04 | The Procter & Gamble Company | Sanitary napkin for clean body benefit |
| JP4512512B2 (ja) * | 2005-03-29 | 2010-07-28 | 大王製紙株式会社 | 吸収性物品及びその表面シート |
| JP4633698B2 (ja) * | 2006-09-25 | 2011-02-16 | 大王製紙株式会社 | 吸収性物品 |
| JP4990003B2 (ja) | 2007-03-30 | 2012-08-01 | 花王株式会社 | 吸収性物品 |
| JP5329785B2 (ja) | 2007-08-28 | 2013-10-30 | 花王株式会社 | 吸収性物品用シート |
| JP5086035B2 (ja) | 2007-11-12 | 2012-11-28 | 花王株式会社 | 吸収性物品の表面シート |
| JP5075896B2 (ja) * | 2009-09-24 | 2012-11-21 | 大王製紙株式会社 | 吸収性物品 |
| JP5729948B2 (ja) * | 2010-08-31 | 2015-06-03 | ユニ・チャーム株式会社 | 不織布シート、その製造方法および吸収性物品 |
| SG195105A1 (en) * | 2011-06-10 | 2013-12-30 | Procter & Gamble | Absorbent core for disposable absorbent articles |
| KR102003079B1 (ko) * | 2011-07-07 | 2019-07-23 | 카오카부시키가이샤 | 흡수성 물품 |
| JP5498562B2 (ja) * | 2011-12-21 | 2014-05-21 | 花王株式会社 | 不織布の製造方法 |
| JP6184721B2 (ja) * | 2012-09-28 | 2017-08-23 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP6108522B2 (ja) * | 2012-12-06 | 2017-04-05 | 花王株式会社 | 吸収体及び吸収性物品 |
-
2015
- 2015-05-29 JP JP2015110913A patent/JP6214598B2/ja active Active
- 2015-08-26 WO PCT/JP2015/074093 patent/WO2016194247A1/ja not_active Ceased
- 2015-08-26 CN CN201580080475.9A patent/CN107613925A/zh active Pending
- 2015-08-26 MY MYPI2017703190A patent/MY171900A/en unknown
- 2015-08-26 US US15/574,197 patent/US20180133072A1/en not_active Abandoned
- 2015-08-26 KR KR1020177031421A patent/KR101840995B1/ko active Active
- 2015-08-26 EP EP15894279.7A patent/EP3254653B1/en active Active
- 2015-08-26 CN CN201910838994.7A patent/CN110478133B/zh active Active
- 2015-08-26 BR BR112017022138-1A patent/BR112017022138B1/pt active IP Right Grant
-
2016
- 2016-05-05 TW TW105113997A patent/TWI699195B/zh active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003102772A (ja) * | 2001-06-08 | 2003-04-08 | Uni Charm Corp | 吸収性物品 |
| JP3986505B2 (ja) * | 2003-04-10 | 2007-10-03 | 花王株式会社 | 繊維シート |
| JP2006129891A (ja) * | 2004-11-02 | 2006-05-25 | Kao Corp | 吸収性物品 |
| JP2006217951A (ja) * | 2005-02-08 | 2006-08-24 | Daio Paper Corp | 吸収性物品 |
| JP2006320355A (ja) * | 2005-05-17 | 2006-11-30 | Kao Corp | 吸収性物品の表面シート |
| JP2009273722A (ja) * | 2008-05-15 | 2009-11-26 | Uni Charm Corp | 吸収性物品用表面シートとその製造方法およびそれを用いた吸収性物品 |
| JP2011131044A (ja) * | 2009-11-24 | 2011-07-07 | Kao Corp | 吸収性物品 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3254653A4 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116033884A (zh) * | 2020-08-25 | 2023-04-28 | 花王株式会社 | 吸收性物品 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3254653B1 (en) | 2019-05-29 |
| JP6214598B2 (ja) | 2017-10-18 |
| MY171900A (en) | 2019-11-06 |
| BR112017022138A2 (ja) | 2018-07-03 |
| TWI699195B (zh) | 2020-07-21 |
| CN110478133A (zh) | 2019-11-22 |
| KR101840995B1 (ko) | 2018-03-21 |
| EP3254653A4 (en) | 2018-03-07 |
| EP3254653A1 (en) | 2017-12-13 |
| JP2016220986A (ja) | 2016-12-28 |
| KR20170126005A (ko) | 2017-11-15 |
| CN107613925A (zh) | 2018-01-19 |
| TW201701846A (zh) | 2017-01-16 |
| BR112017022138B1 (pt) | 2022-06-14 |
| CN110478133B (zh) | 2022-05-06 |
| US20180133072A1 (en) | 2018-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6214598B2 (ja) | 吸収性物品 | |
| JP6158992B2 (ja) | 吸収性物品 | |
| EP2478881B1 (en) | Absorptive article | |
| JP6001207B1 (ja) | 吸収性物品 | |
| JP2017038925A5 (ja) | ||
| JP6038228B1 (ja) | 吸収性物品 | |
| WO2011040043A1 (en) | Absorbent article and manufacturing apparatus for absorbent article | |
| JP6486013B2 (ja) | 吸収性物品 | |
| WO2017030136A1 (ja) | 吸収性物品 | |
| JP2013215388A (ja) | 吸収性物品 | |
| JP2016221237A (ja) | 吸収性物品 | |
| TW201720396A (zh) | 吸收性物品 | |
| TWI675138B (zh) | 吸收性物品用不織布 | |
| JP2007130274A (ja) | 吸収性物品 | |
| JP7475918B2 (ja) | 吸収性物品 | |
| JP6827493B2 (ja) | 吸収性物品およびその製造方法 | |
| WO2024034357A1 (ja) | 吸収性物品用の不織布の製造方法及び吸収性物品 | |
| JP2017113512A (ja) | 吸収性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15894279 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015894279 Country of ref document: EP |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112017022138 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 20177031421 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15574197 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 112017022138 Country of ref document: BR Kind code of ref document: A2 Effective date: 20171014 |