WO2016203304A1 - Film adhésif, stratifié, et produit décoratif moulé - Google Patents
Film adhésif, stratifié, et produit décoratif moulé Download PDFInfo
- Publication number
- WO2016203304A1 WO2016203304A1 PCT/IB2016/000797 IB2016000797W WO2016203304A1 WO 2016203304 A1 WO2016203304 A1 WO 2016203304A1 IB 2016000797 W IB2016000797 W IB 2016000797W WO 2016203304 A1 WO2016203304 A1 WO 2016203304A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- pressure
- layer
- sensitive adhesive
- adhesive layer
- decorative
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/12—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor of articles having inserts or reinforcements
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J4/00—Adhesives based on organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond ; adhesives, based on monomers of macromolecular compounds of groups C09J183/00 - C09J183/16
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2451/00—Decorative or ornamental articles
Definitions
- the present invention relates to an adhesive film, a laminate, and a decorative molded body.
- This application claims the priority based on Japan Japanese Patent Application No. 2015-120042 for which it applied on June 15, 2015, and uses the content here.
- TOM molding As a method for decorating the surface of a molded article having three-dimensional irregularities with a decorative film, there is a three-dimensional covering molding (TOM molding) method (Patent Document 1).
- TOM molding is a molding method under vacuum conditions or reduced pressure conditions, and is a method in which a decorative film and a molded body are pressure-bonded to obtain a decorative molded body.
- TOM molding it is possible to decorate regardless of the material of the molded body.
- a reverse taper part and a terminal winding part can be coat-molded, without providing a vacuum hole in a molded object.
- the decorative film used for TOM molding includes a pressure-sensitive adhesive film in which an adhesive layer or a pressure-sensitive adhesive layer is laminated on a decorative layer.
- the decorative layer is affixed to the adherend using an adhesive that provides adhesiveness by heating during TOM molding.
- the adhesive film which has a decorating layer and an adhesive layer the adhesive film and a molded object are closely_contact
- a pressure-sensitive adhesive constituting the pressure-sensitive adhesive layer a solvent-based pressure-sensitive adhesive is generally used, but the use of an ultraviolet curable adhesive is also being studied.
- Patent Document 2 discloses a decorative sheet having a decorative layer and an ionizing radiation curable adhesive layer.
- the ionizing radiation curable adhesive layer has a property capable of temporary adhesion for a certain period of time, and the polymerization reaction of the monomer components constituting the adhesive proceeds with time.
- Patent Document 2 it has been studied to use an ultraviolet curable adhesive for the pressure-sensitive adhesive layer, but when the decorative film of Patent Document 2 is used for TOM molding, it is easy to foam after temporary bonding, It became clear by examination of the present inventors that the yield of a decorative molded body is deteriorated.
- the present inventors have made the volatile component contained in the pressure-sensitive adhesive layer below a certain level in the pressure-sensitive adhesive film having the decorative layer and the pressure-sensitive adhesive layer. Thus, it was found that foaming during TOM molding can be suppressed.
- the present invention has the following configuration.
- a pressure-sensitive adhesive film comprising a pressure-sensitive adhesive layer and a decorative layer laminated on one surface side of the pressure-sensitive adhesive layer, wherein a volatile substance contained in the pressure-sensitive adhesive layer is less than 50 ppm.
- the volatile substance is at least one selected from a monomer that is a constituent of the pressure-sensitive adhesive that constitutes the pressure-sensitive adhesive layer and an oligomer that is a constituent of the pressure-sensitive adhesive that constitutes the pressure-sensitive adhesive layer. Or the adhesive film as described in [2].
- the pressure-sensitive adhesive layer, the decorative layer laminated on one surface side of the pressure-sensitive adhesive layer, and the other surface side of the pressure-sensitive adhesive layer, opposite to the surface on which the decorative layer is laminated A laminate having a separator layer laminated on the side, wherein a volatile substance contained in the pressure-sensitive adhesive layer is less than 50 ppm.
- the laminate according to [8], wherein at least one of the pressure-sensitive adhesive layer, the decorative layer, and the separator layer has a layer having a surface electrical resistance of 1 ⁇ 10 5 to 1 ⁇ 10 12 ⁇ / ⁇ .
- a decorative molded body comprising the adhesive film according to any one of [1] to [7] and a molded body decorated with the adhesive film.
- the method includes a step of laminating an adhesive film on a molded body under a vacuum condition or a reduced pressure condition, and a step of pressure-bonding the adhesive film to the molded body by an atmospheric pressure difference.
- the present invention it is possible to obtain an adhesive film in which foaming from the adhesive layer is suppressed when performing TOM molding. For this reason, if the adhesive film of this invention is used, the productivity of a decorative molded body can be improved and the decorative molded body excellent in the designability can be obtained.
- FIG. 4A is a top view
- FIG. 4B is a right side view
- FIG. 4C is a bottom view.
- a numerical range represented by using “ ⁇ ” means a range including numerical values described before and after “ ⁇ ” as a lower limit value and an upper limit value.
- the adhesive film of this invention has an adhesive layer and the decorating layer laminated
- the volatile substance contained in the pressure-sensitive adhesive layer is less than 50 ppm.
- the volatile substance contained in the pressure-sensitive adhesive layer is preferably less than 30 ppm, more preferably 15 ppm or less, and particularly preferably 5 ppm or less.
- the volatile substance means a substance that volatilizes under a vacuum condition of 150 ° C.
- the pressure-sensitive adhesive film of the present invention refers to a film before TOM molding to be bonded to an adherend (molded body). In the present invention, the content of volatile substances in the pressure-sensitive adhesive film before bonding is within the above range. This is a feature.
- Examples of the volatile substance include at least one selected from a solvent, a monomer that is a constituent of the pressure-sensitive adhesive that constitutes the pressure-sensitive adhesive layer, and an oligomer that is a constituent of the pressure-sensitive adhesive that constitutes the pressure-sensitive adhesive layer.
- a solvent a monomer that is a constituent of the pressure-sensitive adhesive that constitutes the pressure-sensitive adhesive layer
- an oligomer that is a constituent of the pressure-sensitive adhesive that constitutes the pressure-sensitive adhesive layer can do.
- the oligomer that is a constituent of the pressure-sensitive adhesive is obtained by polymerizing 2 to 5 monomers that are constituents of the pressure-sensitive adhesive.
- the pressure-sensitive adhesive film of the present invention has the above-described configuration, foaming in the pressure-sensitive adhesive layer can be suppressed during molding under vacuum conditions or reduced pressure conditions (at the time of TOM molding). Moreover, since the adhesive film of this invention can exhibit the outstanding adhesive force with respect to the molded object which is a deposition object, it is preferably used as an adhesive film for shaping
- FIG. 1 is a cross-sectional view showing an example of the configuration of the adhesive film of the present invention.
- the adhesive film 20 of the present invention has a decorative layer 22 and an adhesive layer 24.
- the pressure-sensitive adhesive layer 24 is laminated on one surface side of the decorative layer 22.
- the molded body can be decorated by adhering the pressure-sensitive adhesive layer 24 to the surface of the molded body to be adhered.
- the thickness of the pressure-sensitive adhesive layer is preferably 20 ⁇ m or more, more preferably 35 ⁇ m or more, still more preferably 70 ⁇ m or more, and particularly preferably 150 ⁇ m or more. .
- the thickness of the pressure-sensitive adhesive layer in the above range, even when the pressure-sensitive adhesive layer bites foreign matter, it is possible to suppress the appearance of the foreign matter shape on the surface of the decorative molded body. it can. For this reason, if it is a micro foreign material or a bubble, even if it is a case where it bites, it will not receive the influence.
- the thickness of the decorative layer is preferably 50 ⁇ m or more, more preferably 100 ⁇ m or more, and further preferably 180 ⁇ m or more.
- the thickness of the decorative layer in the above range, even when the pressure-sensitive adhesive layer bites foreign matter, it is possible to suppress the appearance of foreign matter on the surface of the decorative molded body. it can.
- the pressure-sensitive adhesive constituting the pressure-sensitive adhesive layer is preferably an ultraviolet curable pressure-sensitive adhesive (UV-curable pressure-sensitive adhesive), and more preferably an acrylic ultraviolet curable pressure-sensitive adhesive.
- UV-curable pressure-sensitive adhesive examples include a solventless pressure-sensitive adhesive containing an acrylic monomer and / or an acrylic oligomer and a photopolymerization initiator.
- the adhesive which comprises an adhesive layer contains a (meth) acrylic acid ester monomer unit as a unit which comprises an acrylic polymer.
- the “unit” is a repeating unit (monomer unit) constituting the polymer.
- (meth) acrylic acid means including both “acrylic acid” and “methacrylic acid”.
- Examples of the (meth) acrylate monomer include, for example, methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, isopropyl (meth) acrylate, n-butyl (meth) acrylate, ( Isobutyl acrylate, t-butyl (meth) acrylate, n-pentyl (meth) acrylate, n-hexyl (meth) acrylate, 2-ethylhexyl (meth) acrylate, n-octyl (meth) acrylate , Iso-octyl (meth) acrylate, n-nonyl (meth) acrylate, isononyl (meth) acrylate, n-decyl (meth) acrylate, isodecyl (meth) acrylate, n-undecyl (meth)
- methyl (meth) acrylate may be used individually by 1 type and may use 2 or more types together.
- ethylene glycol di (meth) acrylate triethylene glycol di (meth) acrylate, 1,3-butylene glycol di (meth) acrylate, 1,4-butylene glycol di (meth) acrylate, di (meth) ) 1,9-nonane acrylate, 1,6-hexanediol diacrylate, polybutylene glycol di (meth) acrylate, neopentyl glycol di (meth) acrylate, tetraethylene glycol di (meth) acrylate, di (Meth) acrylic acid tripropylene glycol, di (meth) acrylic acid polypropylene glycol, tri (meth) acrylic acid trimethylolpropane, tri (meth) acrylic acid pentaerythritol, tetra (meth) acrylic acid pentaerythritol, etc.
- a component having a carboxyl group preferably acrylic acid, methacrylic acid, maleic acid, crotonic acid, ⁇ -carboxyethyl acrylate, and / or a component having a hydroxyl group, preferably 2-hydroxyethyl (meth) acrylate, human loxypropyl (Meth) acrylate, 2-hydroxybutyl (meth) acrylate, chloro-2-hydroxyethyl (meth) acrylate, 4-hydroxybutyl (meth) acrylate, 6-hydroxyhexyl (meth) acrylate, 8-hydrooctyl (meth) acrylate And / or copolymerizable unsaturated components, preferably acrylamide, methacrylamide, vinyl acetate, (meth) acrylonitrile, macromers.
- These carboxyl group-containing component, hydroxyl group-containing component and copolymerizable component are preferably contained in an amount of 0.1 to 30% by mass, preferably
- the pressure-sensitive adhesive constituting the pressure-sensitive adhesive layer preferably contains the monomers and / or oligomers mentioned as the units constituting the acrylic polymer.
- the monomer and / or oligomer is preferably 30 to 98% by mass, particularly preferably 70 to 95% by mass, based on the total mass of the pressure-sensitive adhesive layer.
- the pressure-sensitive adhesive constituting the pressure-sensitive adhesive layer may be an aliphatic (C5) petroleum resin, an aromatic (C9) petroleum resin, a copolymerized (C5 / C9) petroleum resin, dicyclopentadiene, in addition to the acrylic polymer.
- DCPD petroleum resin
- coumarone indene resin styrene resin including ⁇ -methylstyrene resin, rosin, rosin ester resin, terpene resin, aromatic modified terpene resin, terpene phenol resin, and hydrogenated resins thereof May be contained in the pressure-sensitive adhesive in an amount of preferably 0 to 40% by mass, more preferably 10 to 25% by mass.
- the pressure-sensitive adhesive constituting the pressure-sensitive adhesive layer preferably contains 0.1 to 10% by mass of the polymerization initiator, more preferably 0.5 to 5% by mass.
- the polymerization initiator is preferably a photopolymerization initiator.
- the polymerization initiator include acetophenone initiators, benzoin ether initiators, benzophenone initiators, hydroxyalkylphenone initiators, thioxanthone initiators, amine initiators, acyl phosphine oxide initiators, and the like. Can be mentioned.
- Specific examples of the acetophenone initiator include diethoxyacetophenone and benzyldimethyl ketal.
- Specific examples of the benzoin ether initiator include benzoin and benzoin methyl ether.
- benzophenone-based initiator examples include benzophenone and methyl o-benzoylbenzoate.
- hydroxyalkylphenone-based initiator examples include 1-hydroxy-cyclohexyl-phenyl-ketone and 2-hydroxy-2-methyl-1-phenyl-propan-1-one.
- thioxanthone initiator examples include 2-isopropylthioxanthone and 2,4-dimethylthioxanthone.
- amine-based initiators include triethanolamine and ethyl 4-dimethylbenzoate.
- acylphosphine oxide initiator examples include 2,4,6-trimethylbenzoyl-diphenyl-phosphine oxide, bis (2,4,6-trimethylbenzoyl) -phenylphosphine oxide, and the like.
- the pressure-sensitive adhesive layer if necessary, known additives such as crosslinking agents, chain transfer agents, sensitizers, light stabilizers, fillers, pigments, thickeners, viscosity modifiers, wetting agents, leveling agents, You may contain an antifoamer, antiseptic
- the average molecular weight of the acrylic polymer constituting the pressure-sensitive adhesive layer is preferably 10,000 to 5,000,000, more preferably 300,000 to 3,000,000, and particularly preferably 700,000 to 2,500,000.
- the average molecular weight of the acrylic polymer is preferably 1 to 30, more preferably 1 to 20, and particularly preferably 1 to 6.
- two or more kinds of polymers having different average molecular weights can be mixed and used.
- By broadening the molecular weight distribution of the acrylic polymer it is possible to improve the follow-up to the molded product during molding under vacuum or reduced pressure conditions (TOM molding), and decorate molded products with complex shapes. can do.
- the surface electrical resistance of the pressure-sensitive adhesive layer is preferably 1 ⁇ 10 5 to 1 ⁇ 10 12 ⁇ / ⁇ , and more preferably 1 ⁇ 10 6 to 1 ⁇ 10 12 ⁇ / ⁇ .
- the surface electrical resistance of the separator layer described later is not in the range of 1 ⁇ 10 5 to 1 ⁇ 10 12 ⁇ / ⁇
- the surface electrical resistance of the pressure-sensitive adhesive layer is preferably in the above range.
- the surface electrical resistance of an adhesive layer should just be the surface electrical resistance of any one surface in the said range.
- the pressure-sensitive adhesive layer In order to set the surface electrical resistance of the pressure-sensitive adhesive layer to 1 ⁇ 10 5 to 1 ⁇ 10 12 ⁇ / ⁇ , the pressure-sensitive adhesive layer preferably contains an antistatic agent.
- the pressure-sensitive adhesive layer when the surface electrical resistance of the separator layer described later is not in the range of 1 ⁇ 10 5 to 1 ⁇ 10 12 ⁇ / ⁇ , the pressure-sensitive adhesive layer preferably contains an antistatic agent.
- the antistatic agent contained in the pressure-sensitive adhesive layer the same antistatic agents as can be contained in the separator layer described later can be listed, and the preferred antistatic agents are also the same.
- the surface electrical resistance of the pressure-sensitive adhesive layer can be measured with Hiresta UX MCP-HT800 (manufactured by Mitsubishi Chemical Analytech Co., Ltd., measurement method: constant voltage application / leakage current measurement method).
- the content of the antistatic agent is preferably 0.1 to 10% by weight, and preferably 0.5 to 7% by weight with respect to the total weight of the pressure-sensitive adhesive layer. More preferably, it is more preferably 1 to 5% by mass.
- the adhesive strength measured based on JIS Z 0237 is preferably 10 to 200 N / 25 mm, more preferably 25 to 100 N / 25 mm.
- the laminate of the present invention includes a decorative layer.
- the decorative layer may have a single layer structure, but is preferably a layer having a surface protective layer containing an ultraviolet absorber and a colored layer.
- a colored layer contains a pigment, dye, a metal, a metal oxide, etc.
- the colored layer may be a resin layer containing a pigment, dye, metal, or metal oxide, or may be a vapor deposition or sputter layer made of a pigment, dye, metal, or metal oxide, or a pigment, dye, metal, or metal.
- An ink layer containing an oxide may be printed on the decorative layer. In this case, the printed part may be called a colored layer (colored part).
- the printing method in this case is not particularly limited, and examples thereof include letterpress printing, offset printing, flexographic printing, gravure printing, and ink jet printing.
- Examples of the printing ink used for these printing include oxidation polymerization type oil-based ink, soybean oil ink, vegetable oil ink, UV curable UV ink, LED-UV ink, gravure ink, flexographic ink, screen ink, and the like.
- gravure ink, screen ink, and inkjet ink are preferable.
- Additives such as pigment dispersants, antifoaming agents, ultraviolet absorbers, antioxidants, antistatic agents, antiwear agents, and antiblocking agents may be added to the printing ink as necessary. .
- the resin layer is preferably composed of a thermoplastic resin.
- a thermoplastic resin Specifically, an ABS resin (a copolymer of acrylonitrile, butadiene, and styrene), an AS resin (a copolymer of acrylonitrile and styrene), an AAS resin (a copolymer of acrylonitrile, acrylic, and styrene), an acrylic resin, Polyethylene terephthalate, polybutylene terephthalate, nylon, polyacetal, polyphenylene oxide, phenol resin, urea resin, melamine resin, liquid crystal polymer, polytetrafluoroethylene, polyvinylidene fluoride, polysulfone, polyethersulfone, polyacetal, polyetheretherketone, polyphenylene Sulfide, polyetherimide, polyamideimide, polycarbonate, polyethylene, polypropylene, polys
- ABS resin a copolymer of acrylonitrile, butadiene, and
- the pigments that the colored layer may have include inorganic pigments (alumina white, titanium oxide, zinc white, black iron oxide, mica-like iron oxide, lead white, white carbon, molybdenum white, carbon black, resurge, lithopone, barite.
- inorganic pigments alumina white, titanium oxide, zinc white, black iron oxide, mica-like iron oxide, lead white, white carbon, molybdenum white, carbon black, resurge, lithopone, barite.
- Insoluble azo pigments soluble azo pigments such as lithol red, helio bordeaux, pigment scarlet, permanent red 2B, derivatives such as alizarin, indanthrone, thioindigo maroon, phthalocyanine pigments such as phthalocyanine blue, phthalocyanine green, quinacridone red, quinacridone Quinacridone pigments such as magenta, perylene pigments such as perylene red and perylene scarlet, isoindolinone pigments such as isoindolinone yellow and isoindolinone orange, benzimidazolone yellow, benzimidazolone orange, and benzimidazolone red Imidazolone pigments, pyranthrone pigments such as pyranthrone red, pyranthrone orange, thioindigo pigments, condensed azo pigments, diketopiro Pyrrole pigments, Flavanthrone Yellow, Acylamide Yellow, Quinophthalone Yellow
- the dye that the colored layer may have include an acid dye, a basic dye, a direct dye, a reactive dye, a disperse dye, and a food coloring.
- any known dye can be used and is not limited.
- these dyes azo dyes and phthalocyanine dyes are particularly preferable, and acid dyes, direct dyes, reactive dyes, food dyes, and the like are particularly preferable.
- Examples of the metal layer that the colored layer may have include aluminum, gold, silver, nickel, and indium.
- the surface protective layer is a layer constituting the outermost surface of the laminate, and is also a layer constituting the outermost surface in the decorative molded body.
- the surface protective layer is required to have resistance to scratching, strength, and the like.
- the surface protective layer in the present invention preferably has a pencil hardness of B or higher, more preferably F or higher.
- the surface protective layer is preferably a resin layer.
- an ABS resin a copolymer of acrylonitrile, butadiene, and styrene
- AS resin a copolymer of acrylonitrile and styrene
- AAS resin a copolymer of acrylonitrile, acrylic, and styrene
- an acrylic resin Polyethylene terephthalate, polybutylene terephthalate, nylon, polyacetal, polyphenylene oxide, phenol resin, urea resin, melamine resin, liquid crystal polymer, polytetrafluoroethylene, polyvinylidene fluoride, polysulfone, polyethersulfone, polyacetal, polyetheretherketone, polyphenylene Sulfide, polyetherimide, polyamideimide, polycarbonate, polyethylene, polypropylene, polystyrene, urethane resin, vinylidene chloride resin, It can be preferably exemplified a vinyl resin
- the surface protective layer of the present invention may be an ionizing radiation curable resin.
- the ionizing radiation curable resin is a resin that is cured by irradiation with an electron beam or ultraviolet rays.
- the ionizing radiation curable resin is preferably substantially transparent.
- an acrylic ultraviolet curable resin is preferably used as the substantially transparent ionizing radiation curable resin.
- the surface electrical resistance of the decorative layer is preferably 1 ⁇ 10 5 to 1 ⁇ 10 12 ⁇ / ⁇ , and more preferably 1 ⁇ 10 6 to 1 ⁇ 10 12 ⁇ / ⁇ .
- the surface electrical resistance of the decorative layer may be within the above range. preferable.
- the surface electrical resistance of any one surface should just be in the said range for the surface electrical resistance of a decoration layer.
- an antistatic agent can be contained between the surface protective layer and the colored layer.
- the antistatic agent the same antistatic agent as mentioned in the item of the separator layer described later can be used.
- the surface electrical resistance of the decorative layer can be measured with Hiresta UX MCP-HT800 (manufactured by Mitsubishi Chemical Analytech Co., Ltd., measurement method: constant voltage application / leakage current measurement method).
- the present invention is a pressure-sensitive adhesive layer, a decorative layer laminated on one surface side of the pressure-sensitive adhesive layer, and the other surface side of the pressure-sensitive adhesive layer, opposite to the surface on which the decorative layer is laminated.
- the present invention also relates to a laminate having a separator layer laminated on the surface side.
- the volatile substance contained in the pressure-sensitive adhesive layer is less than 50 ppm.
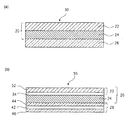
- FIG. 2 (a) is a cross-sectional view showing an example of the configuration of the laminate of the present invention.
- the laminate 30 of the present invention includes an adhesive layer 24, a decorative layer 22 laminated on one surface side of the adhesive layer 24, and an adhesive layer 24. It has the separator layer 26 laminated
- FIG.2 (b) is sectional drawing which shows the preferable structure of the laminated body of this invention.
- the decorative layer 22 is preferably a layer including a surface protective layer 32 and a colored layer 34.
- the separator layer 26 is preferably a layer including a base material layer 42, a release agent layer 44, and an antistatic layer 46.
- the laminate 30 of the present invention may have a layer other than the above-described layers, the configuration in which the decorative layer 22 further has an antistatic layer, and the pressure-sensitive adhesive layer has a colored layer and / or an antistatic layer. The structure which has may be sufficient.
- FIG.2 (b) after the separator layer 26 peels, it becomes the adhesive film 20.
- the laminate of the present invention since the laminate of the present invention has the above-described configuration, it may be in the form of a sheet or may be wound up into a roll. When it is wound up in a roll shape, it is preferable to wind up so that the separator layer is disposed on the core shaft side.
- the laminate of the present invention includes a separator layer.
- the separator layer is preferably made of resin and does not include a paper base material. By using such a separator layer, foreign matters such as paper-derived dust are not caught between the laminate and the molded body, and the biting of foreign matters can be effectively suppressed.
- the surface electrical resistance of the separator layer is preferably 1 ⁇ 10 5 to 1 ⁇ 10 12 ⁇ / ⁇ , and more preferably 1 ⁇ 10 6 to 1 ⁇ 10 12 ⁇ / ⁇ .
- the adhesion of foreign matter can be suppressed by setting the surface electrical resistance of the separator layer within the above range, and particularly during molding under vacuum or reduced pressure conditions (at the time of TOM molding) The biting of foreign matter can be more effectively suppressed.
- the surface electrical resistance of any one surface should just be in the said range for the surface electrical resistance of a separator layer.
- the separator layer has a single layer configuration, and the surface electric resistance of the single layer may be within the above range, but it is preferable that the surface electric resistance has a layer within the above range.
- the separator layer is a base material layer, a release agent layer laminated on one side of the base material layer, and the other surface side of the base material layer, and the release agent layer is laminated. It is preferable to have an antistatic layer laminated on the surface opposite to the surface.
- the surface electrical resistance of the antistatic layer is preferably 1 ⁇ 10 5 to 1 ⁇ 10 12 ⁇ / ⁇ .
- the separator layer preferably contains an antistatic agent
- the pressure-sensitive adhesive film composed of the decorative layer and the pressure-sensitive adhesive layer preferably contains no antistatic agent.
- a separator layer peels from a laminated body and becomes an adhesive film comprised from a decorating layer and an adhesive layer. And this adhesive film is affixed on the molded object which is a to-be-adhered body. That is, when only the separator layer contains the antistatic agent, the decorative molded body does not contain the antistatic agent, and the durability of the whole decorative molded body is further improved.
- the surface electrical resistance of the separator layer can be measured by Hiresta UX MCP-HT800 (manufactured by Mitsubishi Chemical Analytech, measurement method: constant voltage application / leakage current measurement method).
- the separator layer 26 is preferably a layer including a base material layer 42, a release agent layer 44, and an antistatic layer 46. It is preferable to contain an antistatic agent.
- the antistatic agent is preferably at least one selected from ionic antistatic agents, organic antistatic agents, and inorganic antistatic agents, and is selected from organic antistatic agents and inorganic antistatic agents. At least one kind is more preferable, and an inorganic antistatic agent is particularly preferable.
- the organic antistatic agent is more preferably a ⁇ -conjugated conductive polymer antistatic agent.
- the humidity dependence of the antistatic performance can be suppressed. That is, the antistatic performance can be exhibited in any humidity range.
- the inorganic antistatic agent can exhibit excellent antistatic performance even in a low humidity environment.
- an ionic antistatic agent is comparatively cheap, the manufacturing cost of a laminated body can be suppressed.
- any known ionic antistatic agent can be used in the present invention.
- glyceric acid fatty acid ester, polyglycerin fatty acid ester, sorbitan fatty acid ester, polyoxyethylene sorbitan fatty acid ester, polyoxyethylene is used.
- ⁇ -conjugated conductive polymer antistatic agent is preferably used as the organic antistatic agent.
- any known ⁇ -conjugated conductive polymer antistatic agent can be used in the present invention.
- polythiophene, polypyrrole, polyaniline, etc. are used. Particularly preferred is polythiophene.
- any known inorganic antistatic agent can be used in the present invention, and preferable examples include ITO filler, silver nanofiller, and titanium oxide coated with antimony oxide-doped tin oxide. Particularly preferred are silver nanofillers.
- the content of the antistatic agent is preferably 2 to 100% by mass and more preferably 50 to 100% by mass with respect to the total mass of the antistatic layer.
- the coating amount of the antistatic layer after drying is preferably 0.001 to 1 g / m 2 , and particularly preferably 0.01 to 0.2 g / m 2 .
- the base material layer constituting the separator layer is preferably a resin layer, and the resin layer is preferably composed of a thermoplastic resin.
- the base material layer include a polyolefin film, a polyvinyl chloride film, a polyvinyl alcohol film, a polyester film, a polycarbonate film, a polystyrene film, and a polyacrylonitrile film.
- a polyester film is preferably used, and a polyethylene terephthalate (PET) film is particularly preferably used.
- PET polyethylene terephthalate
- the release agent layer contains a release agent.
- a general-purpose addition type or condensation type silicone release agent is used.
- an addition type silicone release agent having high reactivity is preferably used.
- Specific examples of the silicone release agent include BY24-162 and SD-7234 manufactured by Toray Dow Corning Silicone, KS-3600, KS-774, and X62-2600 manufactured by Shin-Etsu Chemical Co., Ltd. Is mentioned.
- the silicone release agent contains a silicone resin that is an organosilicon compound having a SiO 2 unit and a (CH 3 ) 3 SiO 1/2 unit or a CH 2 ⁇ CH (CH 3 ) SiO 1/2 unit. It is preferable to do.
- Specific examples of the silicone resin include BY24-843, SD-7292, SHR-1404, etc. manufactured by Toray Dow Corning Silicone, and KS-3800, X92-183, manufactured by Shin-Etsu Chemical Co., Ltd. .
- Auxiliary additives such as a catalyst and an adhesion improver can be added to the release agent layer.
- Preferred examples of the catalyst include platinum-based and tin-based catalysts. Any adhesion improver can be used as long as adhesion is improved, and a silane coupling agent can be preferably used.
- the coating amount of the release agent layer after drying is preferably 0.01 to 1 g / m 2 and particularly preferably 0.05 to 0.2 g / m 2 .
- the separator layer can be formed by applying a release agent-containing liquid and an antistatic agent-containing liquid to the base material layer and drying.
- a size press coater, gate roll coater, bar coater, roll coater, air knife coater, blade coater, rod blade coater, curtain coater, gravure coater, or the like can be used.
- it is preferable to use a two-head coater that can be applied at one time on the front and back, and a two-head coater that can be coated on the front and back with a gravure head that can control a small amount of coating is particularly preferable.
- a functional layer can be simultaneously formed on both surfaces of a base material layer, and the production efficiency of a separator layer can be improved.
- the step of irradiating with light it is preferable to irradiate with ultraviolet rays having an illuminance of at least 50 mW / cm 2 in a wavelength range of 200 to 400 nm, more preferably 70 to 3000 mW / cm 2. It is particularly preferable to irradiate 100 to 1000 mW / cm 2 of ultraviolet rays. As integrated light quantity, it is particularly preferable preferably from 100 ⁇ 10000mJ / cm 2, a 300 ⁇ 3000mJ / cm 2.
- an irradiator that performs such irradiation it is preferable to use at least one selected from a high-pressure mercury ultraviolet irradiator, a metal halide ultraviolet irradiator, and an electrodeless ultraviolet irradiator.
- the amount of monomer components remaining in the pressure-sensitive adhesive layer can be reduced by setting the irradiation conditions of ultraviolet rays having an illuminance in the wavelength range of 200 to 400 nm of 50 mW / cm 2 or more in the above range. Moreover, it can suppress that a decoration layer yellows with an ultraviolet-ray by making irradiation conditions into the said range.
- irradiation using an ultraviolet ray having an illuminance in the range of 200 to 400 nm and a wavelength of 20 mW / cm 2 or less is performed. It is preferable. More preferably, irradiation is performed using ultraviolet rays having an illuminance in the wavelength range of 200 to 400 nm of 1 to 10 mW / cm 2 , particularly preferably 2 to 5 mW / cm 2 .
- irradiator that performs such irradiation, it is preferable to use at least one selected from a chemical lamp and / or a black light.
- irradiation is preferably carried out for 0.01 to 30 minutes, particularly preferably 0.1 to 20 minutes, so that the integrated light quantity is preferably 10 to 1000 mJ / cm 2 and preferably 40 to 600 mJ / cm 2. it is more preferable to the cm 2, and particularly preferably to 100 ⁇ 400mJ / cm 2.
- the followability of the pressure-sensitive adhesive layer can be enhanced in TOM molding.
- the ratio of the volatile substance contained in the pressure-sensitive adhesive layer can be reduced to a predetermined value or less while increasing the degree of polymerization of the monomer by irradiating ultraviolet rays under the above conditions.
- the laminate of the present invention is preferably used for molding under vacuum conditions or reduced pressure conditions.
- the laminate of the present invention it is possible to prevent foreign matter such as dust from being caught between the pressure-sensitive adhesive layer and the molded body in molding under vacuum conditions or reduced pressure conditions.
- the laminated body of this invention can exhibit the effect by being used for shaping
- molding under vacuum conditions or reduced pressure conditions is so-called TOM molding.
- the TOM molding method includes a step of laminating the pressure-sensitive adhesive film on the molded body under vacuum or reduced pressure conditions, and a step of pressure-bonding the pressure-sensitive adhesive film to the molded body due to a difference in atmospheric pressure.
- molding under a vacuum condition or a reduced pressure condition does not include a method of bringing the pressure-sensitive adhesive film and the molded body into close contact with each other using a vacuum body provided with vacuum holes.
- the molding under a vacuum condition or a reduced pressure condition can be performed by using a “vacuum molding apparatus” described in Japanese Patent No. 3733564.
- the present invention also relates to a method for producing a decorative molded body as described above.
- the method for producing a decorative molded body of the present invention includes a step of laminating an adhesive film on a molded body under vacuum or reduced pressure conditions, and a pressure difference between the pressure sensitive adhesive film and the molded body under pressured air conditions. Crimping.
- the method for producing a decorative molded body of the present invention preferably includes a step of heating the surface of the laminate to 100 to 180 ° C. after the step of pressure-bonding the adhesive film to the molded body. In this case, an infrared heater is preferably used for heating the surface of the laminate.
- the adhesive film used with the manufacturing method of the decorative molded body of this invention is an adhesive film mentioned above, and the volatile substance contained in an adhesive layer is a thing of less than 50 ppm.
- the present invention also relates to a decorative molded body including an adhesive film composed of the decorative layer and the pressure-sensitive adhesive layer of the laminate as described above, and a molded body decorated with the adhesive film.
- the decorative molded body is obtained by attaching an adhesive film to a part or the entire surface of the molded body. That is, in the decorative molded body, the decorative layer is laminated via the pressure-sensitive adhesive layer.
- FIG. 3 is a cross-sectional view illustrating the configuration of the decorative molded body 100.
- FIG. 3 shows a state in which a molded body 50 having a concave portion on the surface is decorated with an adhesive film 20.
- the reverse taper portion and the end winding portion can be covered and molded without providing the molded body 50 with vacuum holes.
- it can decorate regardless of the material of a product. Thereby, it can decorate also about the molded object surface which has a complicated three-dimensional unevenness
- the molded body 50 examples include metal materials such as ED steel plates, Mg alloys, stainless steel (SUS), and aluminum alloys, and resin molded bodies, but resin molded bodies are preferable.
- resin molded bodies are preferable.
- ABS resin acrylonitrile, butadiene and styrene copolymer
- AS resin acrylonitrile and styrene copolymer
- AAS resin acrylonitrile, acrylic and styrene copolymer
- acrylic resin polyethylene terephthalate, Polybutylene terephthalate, nylon, polyacetal, polyphenylene oxide, phenol resin, urea resin, melamine resin, liquid crystal polymer, polytetrafluoroethylene, polyvinylidene fluoride, polysulfone, polyethersulfone, polyacetal, polyetheretherketone, polyphenylenesulfide, polyetherimide , Polyamideimide, polycarbonate, polyethylene, polypropylene, polys
- a polycarbonate-containing resin can be preferably exemplified.
- Polycarbonate-containing resins include resins blended with polycarbonate and polybutylene terephthalate (PC / PBT), resins blended with polycarbonate and ABS resin (PC / ABS), resins blended with polycarbonate and PET (PC) -PET) can be used particularly preferably.
- PC / PBT polybutylene terephthalate
- ABS polycarbonate and ABS
- PC polycarbonate and PET
- PP polypropylene
- an ABS resin a copolymer of acrylonitrile, butadiene, and styrene
- AS resin a copolymer of acrylonitrile and styrene
- AAS resin a copolymer of acrylonitrile, acrylic, and styrene
- an acrylic resin Polyethylene terephthalate, polybutylene terephthalate, nylon, polyacetal, polyphenylene oxide, phenol resin, urea resin, melamine resin, liquid crystal polymer, polytetrafluoroethylene, polyvinylidene fluoride, polysulfone, polyethersulfone, polyacetal, polyetheretherketone, polyphenylene
- Preferred examples include sulfide, polyetherimide, polyamideimide, polycarbonate, polyethylene, polypropylene, polystyrene, and urethane resin. It can be.
- the decorative molded body obtained by the present invention includes, for example, automotive parts (for example, parts such as bodies, bumpers, spoilers, mirrors, wheels, interior materials, etc., and various materials), motorcycle parts, and roads. Used for materials (for example, traffic signs, noise barriers, etc.), tunnel materials (for example, side walls), railway vehicles, furniture, musical instruments, household appliances, building materials, containers, office supplies, sports equipment, toys, etc. it can.
- automotive parts for example, parts such as bodies, bumpers, spoilers, mirrors, wheels, interior materials, etc., and various materials
- materials for example, traffic signs, noise barriers, etc.
- tunnel materials for example, side walls
- railway vehicles for example, furniture, musical instruments, household appliances, building materials, containers, office supplies, sports equipment, toys, etc. it can.
- Example 1 Black ink (DIC, TRC1268) layer (colored layer) on one side of an acrylic film (Mitsubishi Rayon Co., Ltd., Acryprene HBA001P, pencil hardness 2H, thickness 125 ⁇ m) with a gravure printing machine to a thickness of 5 ⁇ m Was provided on the entire surface to obtain a decorative layer 1.
- a release agent comprising 100 parts by mass of thermosetting silicone (manufactured by Toray Dow Corning, LTC300B) and 1 part by mass of catalyst (manufactured by Toray Dow Corning, SRX212) is weight after drying.
- SRX212 titanium dioxide
- treatment was performed at 130 ° C. for 60 seconds with a dryer, and thus a separator layer 1 was obtained.
- Adhesive 1 A reaction vessel in a nitrogen atmosphere was charged with 95 parts by mass of 2-ethylhexyl acrylate and 5 parts by mass of acrylic acid, and an initiator (2,2′-azobis (4-methoxy-2,4-dimethylvaleronitrile)) 0.01 A polymerization reaction was carried out using parts by mass to obtain an adhesive 1 having a polymer concentration of 9% and a weight average molecular weight Mw of 1,500,000.
- the adhesive 1 was applied (wet laminate) between the agent layer side and the ink layer side of the 130 ⁇ m decorative layer 1 so that the thickness of the adhesive layer was 50 ⁇ m.
- irradiation is performed from the separator layer 1 side using a chemical lamp so that the illuminance of ultraviolet light having a wavelength of 365 nm is 4 mW / cm 2 and the integrated light amount is 300 mJ / cm 2, and then ultraviolet light having a wavelength of 365 nm is irradiated with a high-pressure mercury lamp. Irradiation was performed so that the illuminance was 100 mW / cm 2 and the integrated light amount was 2000 mJ / cm 2 , whereby the laminate 1 was obtained. It was 5 ppm when the volatile substance contained in the adhesive layer of the laminated body 1 was measured by the gas chromatography.
- the separator layer 1 was removed from the laminate 1 to obtain an adhesive film 1.
- the adhesive film 1 was set on a TOM molding machine.
- a rainproof cover (manufactured by Panasonic Corporation, product number: WP9171) is placed on a TOM molding machine (manufactured by Fuse Vacuum Co., Ltd., NGF) so that the outer surface (convex surface) side of the cover and the adhesive layer of the adhesive film 1 face each other. Molding machine).
- the decorative molded body 1 was obtained by laminating the adhesive film 1 on the molded body at 130 ° C. using a TOM molding machine. Ten decorative molded bodies 1 were produced in the same manner.
- the shape of the rainproof line cover is shown in FIGS.
- the rainproof cover shown in FIGS. 4 (a) to 4 (c) has a length (longitudinal) direction of 90 mm when viewed from above as shown in FIG.
- the length in the (lateral) direction was 60 mm.
- Example 2 The thickness of the adhesive layer 1 was a 75 [mu] m, the separator layer 1 was changed to the separator layer 2, an ultraviolet irradiation 300 mW / cm 2 illuminance in the wavelength 365nm of ultraviolet rays using a high-pressure mercury lamp, integrated light quantity of only 3000 mJ / cm 2
- the decorative molded body 2 was obtained in the same manner as in Example 1 except that the laminated body 2 was obtained. It was 23 ppm when the volatile substance contained in an adhesive layer was measured.
- a release agent comprising 100 parts by mass of thermosetting silicone (manufactured by Toray Dow Corning, LTC300B) and 1 part by mass of catalyst (manufactured by Toray Dow Corning, SRX212) is dried.
- SRX212 catalyst
- Example 3 The pressure-sensitive adhesive 1 is replaced with the pressure-sensitive adhesive 3, and the pressure-sensitive adhesive layer 3 is formed to a thickness of 25 ⁇ m.
- the illuminance of ultraviolet light with a wavelength of 365 nm is 4 mW / cm 2 and the integrated light quantity is 100 mJ / cm. irradiated at 2, then a high-pressure mercury lamp at a wavelength 365nm of illumination 100 mW / cm 2 of ultraviolet, integrated light quantity is irradiated so that the 2000 mJ / cm 2, except that to obtain a laminate 3
- the decorative molded body 3 was obtained in the same manner as in Example 2. It was 3 ppm when the volatile substance contained in the adhesive layer of the laminated body 3 was measured.
- ⁇ Adhesive 3> In a reaction vessel in a nitrogen atmosphere, 90 parts by mass of 2-ethylhexyl acrylate, 5 parts by mass of acrylic acid, and 5 parts by mass of isobornyl acrylate were charged with an initiator (2,2′-azobis (4-methoxy-2,4-dimethyl). Valeronitrile)) A polymerization reaction was carried out using 0.01 part by mass to obtain a pressure-sensitive adhesive 3 having a polymer concentration of 8% and a weight average molecular weight Mw of 2 million.
- Example 4 The pressure-sensitive adhesive 1 is replaced with a pressure-sensitive adhesive 4 to form a pressure-sensitive adhesive layer 4, the separator layer 3 is used in place of the decorative layer 1, and the illuminance of ultraviolet light having a wavelength of 365 nm is 100 mW / in a metal halide lamp instead of a high-pressure mercury lamp. cm 2, integrated light quantity irradiated so that the 2000 mJ / cm 2, the separator 1 / create what the configuration of the pressure-sensitive adhesive layer 4 / the separator 3, peeled the next separator 1, the pressure-sensitive adhesive layer 4 which bared A decorative molded body 4 was obtained in the same manner as in Example 1 except that the laminate 4 was obtained by laminating with the decorative layer 1 using a roll laminator. It was 14 ppm when the volatile substance contained in the adhesive layer of the laminated body 4 was measured.
- a rosin-based tackifier manufactured by Arakawa Chemical Co., KE311
- ⁇ Separator layer 3 Silver nanowire (Cold stones, CST-NW-S40) and polyester binder (Takamatsu Yushi, Pesresin A-645GH) are blended so that the weight after drying is 20:80, and the thickness is 50 ⁇ m.
- PET Toray Co., Ltd., Lumirror T60.
- the coating amount was set to 0.01 g / m 2 after drying, and coating was performed in a clean room (class 1000). Thereafter, treatment was performed at 130 ° C. for 30 seconds in a dryer to form an antistatic layer D.
- a release agent comprising 100 parts by mass of thermosetting silicone (manufactured by Toray Dow Corning, LTC300B) and 1 part by mass of catalyst (manufactured by Toray Dow Corning, SRX212) is dried.
- a clean room class 1000
- treatment was performed at 130 ° C. for 60 seconds with a dryer, and a separator layer 3 was obtained.
- Example 5 A laminate 5 was prepared in the same manner as in Example 4 except that the pressure-sensitive adhesive 1 was replaced with the pressure-sensitive adhesive 5 and the thickness of the pressure-sensitive adhesive layer 5 was set to 25 ⁇ m to obtain a decorative molded body 5. It was 4 ppm when the volatile substance contained in the adhesive layer of the laminated body 5 was measured.
- ⁇ Adhesive 5> In a reaction vessel in a nitrogen atmosphere, 90 parts by mass of 2-ethylhexyl acrylate and 10 parts by mass of acrylic acid were charged, and initiator (2,2′-azobis (4-methoxy-2,4-dimethylvaleronitrile)) 0.01 A polymerization reaction was carried out using parts by mass to obtain a solution 5 having a polymer concentration of 11% and a weight average molecular weight Mw of 1,500,000.
- Example 6 A laminate 6 was prepared in the same manner as in Example 2 except that the thickness of the pressure-sensitive adhesive layer was 200 ⁇ m and the separator layer 2 was replaced with the separator layer 4 to obtain a decorative molded body 6. It was 30 ppm when the volatile substance contained in the adhesive layer of the laminated body 6 was measured.
- ⁇ Separator layer 4> On one side of 38 ⁇ m thick PET (Toray Industries, Lumirror T60), 100 parts by mass of thermosetting silicone (Toray Dow Corning, LTC300B), 1 part by mass of catalyst (Toray Dow Corning, SRX212) The release agent consisting of was applied at a weight after drying of 0.1 g / m 2 to form a release agent layer. Thereafter, treatment was performed at 130 ° C. for 60 seconds with a dryer, and a separator layer 4 was obtained.
- PET Toray Industries, Lumirror T60
- thermosetting silicone Toray Dow Corning, LTC300B
- catalyst Toray Dow Corning, SRX212
- ⁇ Laminated body 11> The pressure-sensitive adhesive 11 is applied on the release agent layer of the separator layer 4 so that the thickness after drying is 25 ⁇ m, dried at 90 ° C. for 10 minutes, and then the decorative layer 1 is pasted with a roll laminator. As a result, a laminate 11 was obtained.
- the obtained polymer A had a weight average molecular weight Mw of 800,000.
- the pressure-sensitive adhesive 11 was obtained by blending such that the ratio was 98: 10: 2.
- a laminate 12 was obtained in the same manner as in Comparative Example 1, except that the pressure-sensitive adhesive 12 was applied on the release agent layer of the separator layer 2 so that the thickness after drying was 75 ⁇ m.
- the obtained polymer B, a cross-linking agent (manufactured by Mitsubishi Gas Chemical Co., Ltd., Tetrad X), and bistrifluoromethanesulfonimide were blended in a dry weight ratio of 96: 2: 2 to obtain an adhesive 12. It was.
- a laminate 13 was obtained in the same manner as in Example 1 except that the illuminance of ultraviolet light having a wavelength of 365 nm was 100 mW / cm 2 and the integrated light amount was 50 mJ / cm 2 with a high-pressure mercury lamp. It was 610 ppm when the volatile substance contained in the adhesive layer of the laminated body 13 was measured.
- ⁇ Laminated body 14 Structure of separator 1 / adhesive layer 4 / separator 3 in the same manner as in Example 4 except that irradiation is performed with a metal halide lamp so that the illuminance of ultraviolet light having a wavelength of 365 nm is 100 mW / cm 2 and the integrated light quantity is 50 mJ / cm 2. Then, the separator 1 was peeled off, and the exposed adhesive layer 4 was bonded to the decorative layer 1 using a roll bonding machine to obtain a laminate 14. It was 310 ppm when the volatile substance contained in the adhesive layer of the laminated body 14 was measured.
- the upper surface of the decorative molded body obtained in each example and comparative example region corresponding to the upper surface of FIG. 4A is observed with a laser microscope (VK-X100, manufactured by Keyence), and the height is 3 ⁇ m or more. The number was counted as a defect.
- the number of defects is an average value of the number of defects in the same region of 10 decorative molded bodies produced in the same manner in each example and each comparative example.
- a test piece of 25 ⁇ 50 mm is attached to an ABS plate, subjected to pressure bonding (2 kg roller, 1 reciprocation), and heat treatment (130 ° C., 1 minute), left for 24 hours, and then peeled off using a tensile tester.
- a peeling speed of 300 mm / min a peeling angle of 180 degrees, a measurement temperature of 23 ° C., and a measurement humidity of 50%, the force required for peeling was measured.
- the decorative molded body was allowed to stand in an environment of 80 ° C. for 500 hours, and after that, at room temperature, the surface of the film was cut at 2 mm intervals in the length and width of 11 to make 100 grids.
- the cellophane tape was brought into close contact with the surface and peeled off at once, the number of cells remaining without peeling was displayed.
- the TOM moldability was good.
- the pressure-sensitive adhesive film obtained in the comparative example foaming occurred from the pressure-sensitive adhesive layer.
- the laminated body obtained by the Example has few defects, and exhibits favorable adhesive force with respect to a molded object. Furthermore, it turns out that the decoration molded object obtained in the Example is excellent in durability.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201680033342.0A CN107636099B (zh) | 2015-06-15 | 2016-06-13 | 粘着膜、层叠体及装饰成型体 |
| JP2017524133A JP6601494B2 (ja) | 2015-06-15 | 2016-06-13 | 粘着フィルム、積層体、及び加飾成形体 |
| KR1020177035124A KR102255602B1 (ko) | 2015-06-15 | 2016-06-13 | 점착 필름, 적층체 및 가식 성형체 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-120042 | 2015-06-15 | ||
| JP2015120042 | 2015-06-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016203304A1 true WO2016203304A1 (fr) | 2016-12-22 |
Family
ID=57545429
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/IB2016/000797 Ceased WO2016203304A1 (fr) | 2015-06-15 | 2016-06-13 | Film adhésif, stratifié, et produit décoratif moulé |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP6601494B2 (fr) |
| KR (1) | KR102255602B1 (fr) |
| CN (1) | CN107636099B (fr) |
| TW (1) | TWI608939B (fr) |
| WO (1) | WO2016203304A1 (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018171837A (ja) * | 2017-03-31 | 2018-11-08 | 大日本印刷株式会社 | 耐チッピング性を備えた加飾成形体 |
| WO2020256118A1 (fr) * | 2019-06-21 | 2020-12-24 | 東亞合成株式会社 | Feuille adhésive pour moulage sous pression négative et utilisation de celle-ci |
| JP7427855B1 (ja) | 2023-09-01 | 2024-02-06 | artience株式会社 | 加飾シート用粘着剤組成物、加飾シート、加飾構造体およびその製造方法 |
| JP7430858B1 (ja) | 2023-08-23 | 2024-02-14 | artience株式会社 | 加飾シート用粘着剤組成物、加飾シート、加飾構造体およびその製造方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102018123473A1 (de) * | 2018-09-24 | 2020-03-26 | Leonhard Kurz Stiftung & Co. Kg | Dekorfolie, Transferfolie, Verwendung einer Transferfolie, Verfahren zur Herstellung einer Transferfolie, Verfahren zum Dekorieren eines Kunststoffformteils sowie Kunststoffformteil |
| JP6995033B2 (ja) * | 2018-09-27 | 2022-01-14 | 日東電工株式会社 | 補強フィルム |
| DE102019132787A1 (de) | 2019-12-03 | 2021-06-10 | Leonhard Kurz Stiftung & Co. Kg | Dekorfolie, Verfahren zur Herstellung einer Dekorfolie und Verfahren zur Dekoration eines Zielsubstrats |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007131838A (ja) * | 2005-10-11 | 2007-05-31 | Sekisui Chem Co Ltd | アクリル系重合体の製造方法、アクリル系重合体、アクリル系粘着組成物及び粘着テープ |
| JP2010209347A (ja) * | 2002-09-18 | 2010-09-24 | Sekisui Chem Co Ltd | アクリル系粘着剤及び粘着テープ |
| JP2012121978A (ja) * | 2010-12-08 | 2012-06-28 | Toray Advanced Film Co Ltd | 粘着シート及び表示装置 |
| JP2014195978A (ja) * | 2013-03-29 | 2014-10-16 | 株式会社トッパンTdkレーベル | 装飾層付きパネル部材の製造方法 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2988546B2 (ja) * | 1991-12-13 | 1999-12-13 | ソニーケミカル株式会社 | 両面粘着テープ及びその製造方法 |
| JP2001295454A (ja) * | 2000-04-07 | 2001-10-26 | Three M Innovative Properties Co | 接着シートおよび床面被覆構造体 |
| JP3733564B2 (ja) | 2000-09-04 | 2006-01-11 | 布施真空株式会社 | 真空成型装置 |
| EP1375617A1 (fr) * | 2002-06-19 | 2004-01-02 | 3M Innovative Properties Company | Précurseur sans solvant imprimable d'un adhésif sensible à la pression, réticulable par radiation |
| JP4173348B2 (ja) | 2002-10-21 | 2008-10-29 | 日本写真印刷株式会社 | 加飾シートおよび加飾品 |
| JP2008088395A (ja) * | 2006-09-07 | 2008-04-17 | Sekisui Chem Co Ltd | 移動体通信端末用両面粘着シート、及び、移動体通信端末 |
| CN101815616B (zh) * | 2007-07-19 | 2014-02-26 | 琳得科株式会社 | 遮光性装饰片 |
| JP5500366B2 (ja) * | 2010-07-07 | 2014-05-21 | Dic株式会社 | パネル固定用両面粘着テープ |
| KR101273985B1 (ko) * | 2010-08-05 | 2013-06-12 | 오지 홀딩스 가부시키가이샤 | 양면 점착 시트, 박리 시트를 구비하는 양면 점착 시트, 그의 제조 방법 및 투명 적층체 |
| JP5652094B2 (ja) * | 2010-09-30 | 2015-01-14 | 大日本印刷株式会社 | 成形品加飾用粘着シート |
| JP5794465B2 (ja) * | 2011-03-31 | 2015-10-14 | 大日本印刷株式会社 | 真空成形用加飾フィルム、加飾成形品、およびその製造方法 |
| JP5892405B2 (ja) * | 2011-03-31 | 2016-03-23 | 大日本印刷株式会社 | 真空成形用加飾フィルム、加飾成形品、およびその製造方法 |
| JP5875106B2 (ja) * | 2011-11-24 | 2016-03-02 | 日東電工株式会社 | 粘着剤組成物、粘着剤層、粘着剤層付偏光板および画像形成装置 |
| JP5826105B2 (ja) * | 2012-05-02 | 2015-12-02 | 藤森工業株式会社 | 表面保護フィルム、及びそれが貼合された光学部品 |
| JP2013241542A (ja) * | 2012-05-22 | 2013-12-05 | Nippon Shokubai Co Ltd | 接着剤組成物及びこれを用いた接着剤シート並びに半導体素子 |
| JP6022825B2 (ja) * | 2012-06-29 | 2016-11-09 | 三井化学株式会社 | 積層体、および該積層体を含む成形体 |
| JP5963113B2 (ja) * | 2012-09-26 | 2016-08-03 | 荒川化学工業株式会社 | 光学用紫外線硬化型粘着剤組成物及び粘着層 |
| JP6407527B2 (ja) * | 2013-02-14 | 2018-10-17 | 日東電工株式会社 | 光学用粘着剤層、粘着シート、光学部材、及びタッチパネル |
| JP2014203707A (ja) * | 2013-04-05 | 2014-10-27 | 凸版印刷株式会社 | 有機elディスプレイの製造方法及び有機elディスプレイ |
| JP6274206B2 (ja) * | 2013-04-24 | 2018-02-07 | 王子ホールディングス株式会社 | 粘着シート及び積層体とその製造方法 |
-
2016
- 2016-06-13 JP JP2017524133A patent/JP6601494B2/ja active Active
- 2016-06-13 KR KR1020177035124A patent/KR102255602B1/ko not_active Expired - Fee Related
- 2016-06-13 WO PCT/IB2016/000797 patent/WO2016203304A1/fr not_active Ceased
- 2016-06-13 CN CN201680033342.0A patent/CN107636099B/zh not_active Expired - Fee Related
- 2016-06-14 TW TW105118535A patent/TWI608939B/zh active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010209347A (ja) * | 2002-09-18 | 2010-09-24 | Sekisui Chem Co Ltd | アクリル系粘着剤及び粘着テープ |
| JP2007131838A (ja) * | 2005-10-11 | 2007-05-31 | Sekisui Chem Co Ltd | アクリル系重合体の製造方法、アクリル系重合体、アクリル系粘着組成物及び粘着テープ |
| JP2012121978A (ja) * | 2010-12-08 | 2012-06-28 | Toray Advanced Film Co Ltd | 粘着シート及び表示装置 |
| JP2014195978A (ja) * | 2013-03-29 | 2014-10-16 | 株式会社トッパンTdkレーベル | 装飾層付きパネル部材の製造方法 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018171837A (ja) * | 2017-03-31 | 2018-11-08 | 大日本印刷株式会社 | 耐チッピング性を備えた加飾成形体 |
| WO2020256118A1 (fr) * | 2019-06-21 | 2020-12-24 | 東亞合成株式会社 | Feuille adhésive pour moulage sous pression négative et utilisation de celle-ci |
| JPWO2020256118A1 (ja) * | 2019-06-21 | 2021-12-09 | 東亞合成株式会社 | 真空圧空成形用粘着シート及びその利用 |
| JP7347508B2 (ja) | 2019-06-21 | 2023-09-20 | 東亞合成株式会社 | 真空圧空成形用粘着シート及びその利用 |
| JP7430858B1 (ja) | 2023-08-23 | 2024-02-14 | artience株式会社 | 加飾シート用粘着剤組成物、加飾シート、加飾構造体およびその製造方法 |
| JP2025030110A (ja) * | 2023-08-23 | 2025-03-07 | artience株式会社 | 加飾シート用粘着剤組成物、加飾シート、加飾構造体およびその製造方法 |
| JP7427855B1 (ja) | 2023-09-01 | 2024-02-06 | artience株式会社 | 加飾シート用粘着剤組成物、加飾シート、加飾構造体およびその製造方法 |
| JP2025035367A (ja) * | 2023-09-01 | 2025-03-13 | artience株式会社 | 加飾シート用粘着剤組成物、加飾シート、加飾構造体およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107636099B (zh) | 2021-06-22 |
| KR102255602B1 (ko) | 2021-05-24 |
| JP6601494B2 (ja) | 2019-11-06 |
| TWI608939B (zh) | 2017-12-21 |
| KR20180002830A (ko) | 2018-01-08 |
| TW201706130A (zh) | 2017-02-16 |
| JPWO2016203304A1 (ja) | 2018-04-26 |
| CN107636099A (zh) | 2018-01-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6601494B2 (ja) | 粘着フィルム、積層体、及び加飾成形体 | |
| WO2014083851A1 (fr) | Film de transfert | |
| WO2012035955A1 (fr) | Film de moulage décoratif | |
| JP6627576B2 (ja) | 加飾用積層体、加飾成形体及び加飾成形体の製造方法 | |
| JP2018051864A (ja) | 化粧シート及びこれを用いた成型品 | |
| JP2006021377A (ja) | 装飾用金属調フィルム及びその製造方法 | |
| JP6662303B2 (ja) | 積層体及び加飾成形体 | |
| JP6923055B1 (ja) | 加飾フィルム及び加飾成形体 | |
| JP7516811B2 (ja) | 加飾フィルム及び加飾成形体 | |
| KR20240117115A (ko) | 바이오매스 유래의 폴리에틸렌이 사용된 화장 시트 및 화장판 | |
| JP7172058B2 (ja) | 積層粘着シート及び積層粘着シートの製造方法 | |
| JP6467818B2 (ja) | 積層体 | |
| JP6544262B2 (ja) | 加飾成形用積層体、加飾成形体及び加飾成形体の製造方法 | |
| JP7467962B2 (ja) | 加飾フィルム及び加飾成形体 | |
| JP7512646B2 (ja) | 加飾フィルム及び加飾成形体 | |
| JP7524579B2 (ja) | 加飾フィルム及び加飾成形体 | |
| JP7585618B2 (ja) | 加飾フィルム及び加飾成形体 | |
| JP7512647B2 (ja) | 加飾フィルム及び加飾成形体 | |
| JP2020139099A (ja) | 加飾成形用両面粘着シート、加飾成形用積層粘着シート及び加飾成形積層体 | |
| JP2006021376A (ja) | 装飾用金属調フィルムの製造方法 | |
| JP7143054B2 (ja) | 化粧シート及びこれを用いた成型品 | |
| JP2023081826A (ja) | バイオマス由来のポリエチレンが使用された化粧シートの製造方法、及び化粧板の製造方法 | |
| JP2021172753A (ja) | 接着剤の製造方法、耐熱収縮性接着フィルム、及び電離放射線硬化型接着剤組成物 | |
| JP2017154382A (ja) | 加飾用積層体、加飾成形体及び加飾成形体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16811089 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017524133 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20177035124 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16811089 Country of ref document: EP Kind code of ref document: A1 |