WO2017018509A1 - Matériau composite de titane, et matériau de titane pour laminage à chaud - Google Patents
Matériau composite de titane, et matériau de titane pour laminage à chaud Download PDFInfo
- Publication number
- WO2017018509A1 WO2017018509A1 PCT/JP2016/072331 JP2016072331W WO2017018509A1 WO 2017018509 A1 WO2017018509 A1 WO 2017018509A1 JP 2016072331 W JP2016072331 W JP 2016072331W WO 2017018509 A1 WO2017018509 A1 WO 2017018509A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- titanium
- layer
- slab
- hot rolling
- surface layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/02—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling heavy work, e.g. ingots, slabs, blooms, or billets, in which the cross-sectional form is unimportant ; Rolling combined with forging or pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B3/00—Rolling materials of special alloys so far as the composition of the alloy requires or permits special rolling methods or sequences ; Rolling of aluminium, copper, zinc or other non-ferrous metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C14/00—Alloys based on titanium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K15/00—Electron-beam welding or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/04—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating by means of a rolling mill
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
Definitions
- the present invention relates to a titanium composite material and a titanium material for hot rolling.
- Titanium material has excellent properties such as corrosion resistance, oxidation resistance, fatigue resistance, hydrogen embrittlement resistance, and neutron blocking properties. These properties can be achieved by adding various alloying elements to titanium.
- Industrial titanium cold-rolled sheet materials for example, pure titanium cold-rolled sheet materials for industrial use
- plate materials such as plate heat exchangers and FC separators.
- industrial titanium cold-rolled sheet materials are also required to be thin by improving fatigue strength and to have a high added environment (under high load).
- Patent Document 1 discloses that plasma nitriding is performed on a titanium product made of pure titanium, ⁇ -type titanium alloy, ⁇ -type titanium alloy, or ⁇ + ⁇ -type titanium alloy.
- a compound existing on the surface of the hardened layer by performing a plasma nitriding treatment for forming a hardened layer on the surface of the metal and a fine particle collision treatment for causing one or more kinds of fine particles to collide with the treatment target after the plasma nitriding treatment
- a method is disclosed in which the fatigue strength is improved by surface modification of a titanium product by removing the layer.
- Patent Document 2 discloses a step A of performing fine particle peening on the surface of a substrate made of a titanium alloy and titanium, a step B of performing a first heat treatment in a temperature zone T1, and a temperature zone. Step C in which the second heat treatment is performed in T2 and Step D in which the third heat treatment is performed in the temperature zone T3 are sequentially provided, satisfying the relationship of T1> T2> T3, and T1 being set to 900 to 1000 ° C.
- a surface treatment method for a substrate made of a titanium alloy and titanium is disclosed.
- an amorphous layer, a fine particle layer ( ⁇ phase, particle size: about 300 nm), a submicron particle layer ( ⁇ phase, particle) are formed in the vicinity of the surface of the titanium material in this order from the surface side.
- the titanium material is usually manufactured by the method shown below.
- the raw material titanium oxide is chlorinated to titanium tetrachloride by the crawl method, and then reduced with magnesium or sodium to produce a lump-like sponge-like metal titanium (sponge titanium).
- This sponge titanium is press-molded to form a titanium consumable electrode, and a titanium ingot is manufactured by vacuum arc melting using the titanium consumable electrode as an electrode.
- an alloy element is added as necessary to produce a titanium alloy ingot.
- the titanium alloy ingot is divided, forged and rolled into a titanium slab, and the titanium slab is further subjected to hot rolling, annealing, pickling, cold rolling, and vacuum heat treatment to produce a titanium thin plate.
- titanium ingot is smashed, hydroground, dehydrogenated, powder crushed, and classified to produce titanium powder, and titanium powder is powder-rolled, sintered, and cold-rolled.
- the manufacturing method is also known.
- Patent Document 3 discloses that a titanium powder is produced directly from sponge titanium instead of a titanium ingot, and a titanium thin plate is produced from the obtained titanium powder.
- Sintered compacts are manufactured by sintering pre-sintered compacts made of viscous compositions containing agents and solvents into thin sheets, and sintered compacts are manufactured by compacting the sintered compacts.
- a method is disclosed in which the fracture elongation of the sintered thin plate is 0.4% or more, the density ratio is 80% or more, and the density ratio of the sintered compacted plate is 90% or more. ing.
- Patent Document 4 discloses a composite powder obtained by adding an appropriate amount of iron powder, chromium powder or copper powder to titanium alloy powder using titanium alloy scrap or titanium alloy ingot as a raw material. After extruding the carbon steel capsule, the capsule on the surface of the obtained round bar is dissolved and removed, and further solution treatment or solution treatment and aging treatment are performed to produce a titanium alloy with excellent quality by the powder method A method is disclosed.
- a sponge capsule is filled with a sponge titanium powder and then subjected to warm extrusion at an extrusion ratio of 1.5 or more and an extrusion temperature of 700 ° C. or less.
- a method for producing a titanium molded body in which 20% or more of the total length of the grain boundary of the molded body is in metal contact is performed by performing outer peripheral processing excluding copper.
- a pack rolling method is known as a technique for rolling the sheet.
- the pack rolling method is a method in which a core material such as a titanium alloy having poor workability is covered with a cover material such as inexpensive carbon steel having good workability and hot rolling is performed.
- a release agent is applied to the surface of the core material, and at least two upper and lower surfaces thereof are covered with a cover material, or the four peripheral surfaces are covered with a spacer material in addition to the upper and lower surfaces, and the surroundings are welded. Assembled and hot rolled.
- a core material which is a material to be rolled, is covered with a cover material and hot rolled. Therefore, the core material surface does not directly contact a cold medium (atmosphere or roll), and the temperature drop of the core material can be suppressed, so that even a core material with poor workability can be manufactured.
- Patent Document 6 discloses a method for assembling a hermetically sealed box
- Patent Document 7 discloses a degree of vacuum of 10 ⁇ 3 torr order or more.
- Patent Document 8 discloses a method for producing a hermetically sealed box by sealing the cover material.
- Patent Document 8 discloses a method in which the cover material is covered with carbon steel (cover material) on the order of 10 ⁇ 2 torr.
- a method for producing a hermetic coated box by sealing by high energy density welding under the following vacuum is disclosed.
- Patent Document 9 a steel material is used as a base material and titanium or a titanium alloy is used as a joining material, and the joint surface between the base material and the joining material is evacuated and then welded and assembled.
- a method for manufacturing a titanium clad steel sheet in which an assembly slab for rolling is joined by hot rolling is disclosed.
- Patent Document 10 discloses that pure nickel, pure iron and a carbon content of 0.01% by mass or less on the surface of a base steel material containing 0.03% by mass or more of carbon. After the titanium foil material is laminated by interposing an insert material made of any one of the above-mentioned low carbon steels with a thickness of 20 ⁇ m or more, a laser beam is irradiated from either side of the lamination direction, A method of manufacturing a titanium-coated steel material by melting and joining at least the vicinity of the edge with a base steel material over the entire circumference is disclosed.
- Patent Document 11 the surface of a porous titanium raw material (sponge titanium) formed into an ingot is melted using an electron beam under vacuum to make the surface layer portion dense titanium.
- the titanium ingot is manufactured and hot rolled and cold rolled to form a porous portion in which the porous titanium raw material is formed into an ingot shape, and the entire surface of the porous portion composed of dense titanium.
- a method for producing a dense titanium material (titanium ingot) having a dense coating portion for coating with very little energy is exemplified.
- Patent Document 12 Japanese Patent Application Laid-Open No. 62-270277 describes that surface effect treatment of an engine member for automobiles is performed by thermal spraying.
- Patent Document 1 and Patent Document 2 requires a special surface treatment for the titanium material, and an increase in manufacturing cost is inevitable.
- sponge titanium is press-molded to form a titanium consumable electrode, and a titanium ingot is manufactured by vacuum arc melting using the titanium consumable electrode as an electrode.
- the titanium slab was forged and rolled into a titanium slab, and the titanium slab was manufactured by hot rolling, annealing, pickling, and cold rolling.
- a process of dissolving titanium and producing a titanium ingot was always added.
- a method of producing titanium powder by powder rolling, sintering, and cold rolling is also known, but in the method of producing titanium powder from a titanium ingot, a step of dissolving titanium is also added.
- the core material covered with the cover material is slab or ingot to the last, and has undergone a melting process or is made of expensive titanium powder, and the manufacturing cost cannot be reduced.
- a dense titanium material can be produced with very little energy, but the surface of the titanium sponge formed into an ingot shape is dissolved, and the dense titanium surface layer portion and the internal components are the same kind of pure titanium. Or it is prescribed
- thermal spraying is a method in which a film is formed by melting metal, ceramics or the like and spraying it on the surface of a titanium material.
- a film is formed by this method, the formation of pores in the film cannot be avoided.
- thermal spraying is performed while shielding with an inert gas in order to avoid oxidation of the film.
- inert gases are entrained in the pores of the coating.
- Such pores containing the inert gas are not pressed by hot working or the like.
- vacuum heat treatment is generally carried out, but during this treatment, the inert gas in the pores may expand and the film may be peeled off.
- the abundance ratio (porosity) of pores generated by thermal spraying is several vol. % Or more and 10 vol. % May be exceeded.
- a titanium material having a high porosity in the film has a risk of peeling in the manufacturing process, and there is a risk that a defect such as a crack during processing may occur.
- melt resolidification process As a process for melting and resolidifying the surface layer of the slab using an electron beam. Usually, the melted and re-solidified surface layer is removed in a pickling step after hot rolling. For this reason, in the conventional melt resolidification treatment, no consideration is given to the segregation of the alloy components in the surface layer portion.
- the present inventors specify the material for hot rolling at a low price by attaching a titanium plate containing a specific alloy element to the surface of a slab made of industrial pure titanium or titanium alloy. We considered obtaining a titanium material with excellent performance.
- the present invention reduces the content of alloy elements to be added to improve fatigue resistance (amount of specific alloy elements that express target characteristics), and suppresses the production cost of the titanium material.
- An object of the present invention is to obtain a titanium composite material and a hot-rolling titanium material having fatigue resistance at low cost.
- the present invention has been made to solve the above-described problems, and the gist of the present invention is the following titanium composite material and titanium material for hot rolling.
- an inner layer made of industrial pure titanium or titanium alloy A surface layer having a chemical composition different from that of the inner layer formed on at least one rolling surface of the inner layer; An intermediate layer formed between the inner layer and the surface layer and having a different chemical composition from the inner layer;
- a titanium composite comprising: The surface layer has a thickness of 2 ⁇ m or more, and the proportion of the total thickness is 40% or less per side, The chemical composition of the surface layer part is mass%, One or more selected from Fe, Cr, Ni, Al and Zr: 0.08 to 1.0%, The balance: titanium and impurities
- the intermediate layer has a thickness of 0.5 ⁇ m or more. Titanium composite material.
- Another surface layer is formed on a surface other than the rolled surface of the inner layer,
- the other surface layer has the same chemical composition as the surface layer,
- a base material made of pure industrial titanium or a titanium alloy; A surface layer material joined to at least one rolling surface of the base material; A titanium material for hot rolling comprising a welded portion that joins the periphery of the base material and the surface layer material,
- the surface layer material has a chemical composition different from that of the base material, and in mass%, One or more selected from Fe, Cr, Ni, Al and Zr: 0.08 to 1.0%, The balance: titanium and impurities
- the welded portion shields the interface between the base material and the surface material from outside air; Titanium material for hot rolling.
- the base material comprises a direct cast slab.
- the directly cast slab is obtained by forming a melt-resolidified layer on at least a part of the surface.
- the chemical composition of the melt-resolidified layer is different from the chemical composition of the center portion of the thickness of the direct cast slab, (6) Titanium material for hot rolling.
- the titanium composite material according to the present invention includes an inner layer made of industrial pure titanium or a titanium alloy and a surface layer having a chemical composition different from that of the inner layer, the whole is compared with a titanium material made of the same titanium alloy. Thus, it has the same fatigue resistance but can be manufactured at low cost.
- FIG. 1 is an explanatory view showing an example of the configuration of a titanium composite material according to the present invention.
- FIG. 2 is an explanatory view showing an example of the configuration of the titanium composite material according to the present invention.
- FIG. 3 is an explanatory view schematically showing that the titanium rectangular slab and the titanium plate are bonded together by welding in a vacuum.
- FIG. 4 is an explanatory view schematically showing bonding by welding a titanium plate not only on the surface of the titanium rectangular cast piece but also on the side surface.
- FIG. 5 is an explanatory view showing a method of melt re-solidification.
- FIG. 6 is an explanatory view showing a method of melt re-solidification.
- FIG. 7 is an explanatory view showing a method of melt re-solidification.
- FIG. 8 is an explanatory view showing a plane bending fatigue test material.
- FIG. 9 is a structural photograph of an example in the case of being produced by the melt resolidification method.
- the present inventors reduced the amount of a specific alloy element that exhibits fatigue resistance by alloying only the surface layer of the titanium plate of the final product, and the titanium material
- the interface between the base material made of industrial pure titanium or titanium alloy and the surface layer material having a different chemical composition from the base material is blocked from the outside air.
- the titanium material for hot rolling which welded the circumference
- a titanium composite material obtained by hot working the titanium material for hot rolling becomes a titanium material having excellent fatigue resistance at low cost.
- Titanium composite 1-1 The surface layers 3 and 4 which have a composition, and the intermediate
- a surface layer is formed on one or both rolling surfaces of the inner layer 5, but a surface other than the rolling surface of the inner layer 5 (side surface in the example shown in FIGS. 1 and 2).
- the surface layer, the inner layer, and the intermediate layer will be sequentially described.
- the thickness is 2 ⁇ m or more, and the proportion of the total thickness is 40% or less per side.
- the thickness of the surface layer in contact with the external environment is too thin, fatigue resistance cannot be sufficiently obtained.
- the thickness of the surface layer varies depending on the thickness of the material used for production or the subsequent processing rate, but if it is 2 ⁇ m or more, a sufficient effect is exhibited. Therefore, the thickness of the surface layer is 2 ⁇ m or more, desirably 5 ⁇ m or more, more desirably 10 ⁇ m or more. Further, the thickness of the surface layer with respect to the total thickness of the titanium composite material is preferably 1% or more.
- the thickness of each surface layer is preferably 100 ⁇ m or less, and more preferably 50 ⁇ m or less. Further, the ratio of the thickness of the surface layer to the total thickness of the titanium composite material 1 is 40% or less per side, and more preferably 30% or less. It is preferably 20% or less, and more preferably 10% or less.
- the crystal grain size of the ⁇ phase is 15 ⁇ m or less.
- the crystal grain size of the ⁇ phase is more preferably 10 ⁇ m or less, and further preferably 5 ⁇ m or less.
- the total content of Fe, Cr, Ni, Al and Zr is set to 0.08% or more.
- the total content of these elements exceeds 1.0%, ductility such as elongation or formability may be greatly reduced. Therefore, the total content of one or more selected from Fe, Cr, Ni, Al and Zr is set to 0.08 to 1.0%.
- Impurities can be contained as long as the target characteristics are not impaired, and other impurities are mainly impurity elements mixed from scrap, such as Sn, Mo, V, Mn, Nb, Si, Cu, Co, Pd, Ru, There are Ta, Y, La, Ce, and the like, and together with general impurity elements C, N, O, and H, a total amount of 5% or less is acceptable.
- the titanium composite material 1 has high fatigue strength while maintaining excellent formability, and the fatigue strength ratio (10 7 times fatigue strength / tensile strength) is 0.65 or more. The higher the fatigue strength ratio, the better the fatigue characteristics. Titanium materials generally have a numerical value of 0.5 to 0.6. It can be said that the fatigue characteristics are excellent, and if it is 0.70 or more, it is further excellent.
- the titanium composite 1 has a breaking elongation of 25% or more in the direction perpendicular to the rolling direction. In the molding process, the elongation is greatly affected, and the larger the elongation, the better the moldability.
- Inner layer 5 is made of industrial pure titanium or a titanium alloy.
- industrial pure titanium is used for the inner layer 5
- the processability at room temperature is excellent as compared with a titanium material made entirely of the same titanium alloy.
- the industrial pure titanium mentioned here is an industry defined by JIS standards 1 to 4 and ASTM standards Grades 1 to 4 and DIN standards 3, 7025, 3, 7035, and 37055. Contains pure titanium. That is, the industrial pure titanium targeted in the present invention is, for example, C: 0.1% or less, H: 0.015% or less, O: 0.4% or less, N: 0.07% or less, Fe: It consists of 0.5% or less and the balance Ti.
- a titanium alloy may be used for the inner layer 5.
- the alloy cost can be significantly reduced and high strength can be obtained.
- any of an ⁇ -type titanium alloy, an ⁇ + ⁇ -type titanium alloy, and a ⁇ -type titanium alloy can be used according to a required application.
- the ⁇ -type titanium alloy for example, a high corrosion resistance alloy (ASTM Grade 7, 11, 16, 26, 13, 30, 33, or a titanium material containing a small amount of JIS species corresponding thereto and various elements).
- Examples of ⁇ + ⁇ type titanium alloys include Ti-6Al-4V, Ti-6Al-6V-2Sn, Ti-6Al-7V, Ti-3Al-5V, Ti-5Al-2Sn-2Zr-4Mo-4Cr, Ti-6Al. -2Sn-4Zr-6Mo, Ti-1Fe-0.35O, Ti-1.5Fe-0.5O, Ti-5Al-1Fe, Ti-5Al-1Fe-0.3Si, Ti-5Al-2Fe, Ti-5Al -2Fe-0.3Si, Ti-5Al-2Fe-3Mo, Ti-4.5Al-2Fe-2V-3Mo, or the like can be used.
- ⁇ -type titanium alloy for example, Ti-11.5Mo-6Zr-4.5Sn, Ti-8V-3Al-6Cr-4Mo-4Zr, Ti-10V-2Fe-3Mo, Ti-13V-11Cr-3Al Ti-15V-3Al-3Cr-3Sn, Ti-6.8Mo-4.5Fe-1.5Al, Ti-20V-4Al-1Sn, Ti-22V-4Al, and the like can be used.
- the titanium and titanium alloy used for the inner layer 5 desirably have a 0.2% proof stress of 1000 MPa or less.
- the titanium composite material of the present invention includes an intermediate layer between the inner layer and the surface layer. That is, a titanium material for hot rolling, which will be described later, is a material in which a surface layer material is attached to a base material and the periphery thereof is welded. During the subsequent hot rolling and heat treatment processes after cold rolling, the base material and the surface layer When diffusion occurs at the interface with the material and the titanium composite material is finally finished, an intermediate layer is formed between the inner layer derived from the base material and the surface layer derived from the surface material. This intermediate layer has a chemical composition different from the chemical composition of the base material. This intermediate layer bonds the inner layer and the surface layer to each other and bonds them firmly. Further, since a continuous element gradient is generated in the intermediate layer, the difference in strength between the inner layer and the surface layer can be reduced, and cracks during processing can be suppressed.
- the thickness of the intermediate layer can be measured using EPMA or GDS. If GDS is used, more detailed measurement is possible. In the case of GDS, after removing the surface layer to some extent by polishing, the thickness of the intermediate layer can be measured by performing GDS analysis in the depth direction from the surface.
- the intermediate layer is the increased content from the base material (in the case of an element not included in the base material, its content, in the case of an element also included in the base material, the increase in content from the base material) ) Is C MID, and the average of the increased content in the surface layer portion is C AVE , it means a region of 0 ⁇ C MID ⁇ 0.8 ⁇ C AVE .
- the thickness of this intermediate layer is 0.5 ⁇ m or more. On the other hand, if the thickness of the intermediate layer becomes too large, the surface alloy layer may become thin by that amount, and the effect may not be exhibited. Therefore, the upper limit is preferably 15 ⁇ m.
- Titanium material for hot rolling is a material (slab of slab, bloom, billet, etc.) used for hot working, and after hot working, it can be cooled if necessary. It is processed into a titanium composite material by performing inter-processing, heat treatment, etc.
- the titanium material for hot rolling according to the present invention will be described with reference to the drawings.
- “%” regarding the content of each element means “mass%”.
- FIG. 3 is an explanatory view schematically showing that the base material (titanium rectangular cast, slab) 6 and the surface layer material (titanium plate) 7 are bonded together in a vacuum, and FIG. It is typical to bond the surface materials (titanium plates) 7 and 8 not only to the surface (rolled surface) of the base material (titanium rectangular cast slab, slab) but also to the side surfaces (surfaces other than the rolled surface). It is explanatory drawing shown in.
- titanium plates 7 and 8 containing an alloy element exhibiting fatigue resistance are bonded to the surface of a slab 6 as a base material, and then bonded by hot rolling cladding. As a result, the surface layers of the titanium composite materials 1 and 2 are alloyed.
- a titanium plate 7 may be bonded to only one side of the slab 6 in a vacuum as shown in FIG. 3, and the titanium plate 7 is attached to the other side of the slab 6. You may hot-roll without sticking.
- a titanium plate 7 may be bonded to one side of the slab 6 as well as the other side. Thereby, generation
- a plate containing an alloy element may be bonded to both rolling surfaces of the slab 6 as shown in FIG.
- the same standard titanium plate 8 may be bonded together in a vacuum and welded to the side surface of the slab 6 that becomes the edge side during hot rolling.
- the amount of the side surface of the slab 6 that wraps around during hot rolling varies depending on the manufacturing method, but is usually about 20 to 30 mm. Therefore, it is not necessary to attach the titanium plate 8 to the entire side surface of the slab 6, and the manufacturing method is not limited. It is only necessary to attach the titanium plate 8 only to the portion corresponding to the sneak amount.
- titanium composites 1 and 2 are manufactured, they are manufactured through a shot-pickling process after hot rolling in order to remove the oxide layer formed by hot rolling. However, if the surface layer formed by hot rolling cladding is removed during this step, fatigue resistance cannot be exhibited.
- the thickness of the surface layer of the titanium composites 1 and 2 becomes too thin, the intended fatigue resistance will not be exhibited. On the other hand, if the thickness of the surface layer is too thick, the manufacturing cost increases accordingly. Since the titanium composite materials 1 and 2 only have to have a surface layer thickness suitable for the purpose of use, the thickness of the titanium plates 7 and 8 used as the material is not particularly limited, but the thickness of the slab 6 It is preferably in the range of 5 to 40%.
- titanium plate As the surface layer material (titanium plate), a titanium plate having the predetermined chemical composition described in the section of the surface layer of the titanium composite material is used. In particular, it is desirable to adjust the chemical composition of the titanium plate to a component containing a predetermined element in the same component as the base material in order to suppress the plate breakage during hot rolling. .
- Base material As the base material, the industrial pure titanium or titanium alloy described in the section of the inner layer of the titanium composite is used. In particular, it is preferable to use a direct casting slab as a base material.
- the direct cast slab may be one in which a melt resolidified layer is formed on at least a part of the surface.
- a predetermined element was added to the surface of the direct casting slab when the melt resolidification process was performed, and a melt resolidification layer having a chemical composition different from that of the center portion of the direct casting slab was formed. May be.
- the slab 6 and the titanium plates 7 and 8 are welded at least around the welded portion 9 in a vacuum vessel.
- the slab 6 and the titanium plates 7 and 8 are bonded together by sealing with a vacuum, blocking the outside air, and rolling.
- the welded portion to be joined after the titanium plates 7 and 8 are bonded to the slab 6 is shielded from the atmosphere at the interface between the slab 6 and the titanium plates 7 and 8. Weld.
- Titanium is an active metal and forms a strong passive film on the surface when left in the atmosphere. It is impossible to remove the oxidized layer on the surface. However, unlike stainless steel, etc., oxygen easily dissolves in titanium. Therefore, when heated in a vacuum and sealed without external oxygen supply, oxygen on the surface diffuses into the solid solution. Therefore, the passive film formed on the surface disappears. Therefore, the slab 6 and the titanium plates 7 and 8 on the surface thereof can be completely adhered by the hot rolling cladding method without generating any inclusions between them.
- the slab 6 when an as-cast slab is used as the slab 6, surface defects occur in the subsequent hot rolling process due to coarse crystal grains generated during solidification.
- the titanium plates 7 and 8 are bonded to the rolled surface of the slab 6 as in the present invention, the bonded titanium plate 7 has a fine structure, so that surface defects in the hot rolling process can be suppressed. .
- a base material of a titanium material for hot rolling is usually manufactured by cutting and refining an ingot after making it into a slab or billet shape by breakdown. In recent years, rectangular slabs that can be hot-rolled directly at the time of ingot production are sometimes produced and used for hot-rolling. When manufactured by breakdown, since the surface is relatively flat by breakdown, it is easy to disperse the material containing the alloy element relatively uniformly, and it is easy to make the element distribution of the alloy phase uniform.
- an ingot directly manufactured in the shape of a hot-rolling material during casting (direct casting slab)
- the cutting and refining process can be omitted, so that it can be manufactured at a lower cost.
- the ingot is manufactured and then used after the surface is cut and refined, the same effect can be expected when it is manufactured through breakdown.
- an alloy layer may be stably formed on the surface layer, and an appropriate material may be selected according to the situation.
- the slab and welding the surroundings After assembling the slab and welding the surroundings, it is heated to 700 to 850 ° C. and subjected to 10-30% joint rolling, and then heated at the ⁇ -zone temperature for 3 to 10 hours to diffuse the base material components to the surface layer. It is preferable to perform hot rolling later. This is because by performing hot rolling at a ⁇ -region temperature, the deformation resistance becomes low and rolling becomes easy.
- the direct cast slab used as the base material may be one in which a melt resolidification layer is formed on at least a part of the surface.
- a predetermined element was added to the surface of the direct casting slab when the melt resolidification process was performed, and a melt resolidification layer having a chemical composition different from that of the center portion of the direct casting slab was formed. May be.
- the melt resolidification process will be described in detail.
- FIGS. 5 to 7 are explanatory diagrams showing the method of melt re-solidification.
- a method for melting and resolidifying the surface of the base material of the titanium material for hot rolling there are laser heating, plasma heating, induction heating, electron beam heating, etc., and any method may be used.
- electron beam heating since it is performed in a high vacuum, even if a void or the like is formed in this layer during the melt resolidification treatment, it can be made harmless by pressure bonding in subsequent rolling because it is a vacuum.
- the degree of vacuum in the case of melting in a vacuum is desirably higher than 3 ⁇ 10 ⁇ 3 Torr.
- the processing time becomes longer and the cost increases.
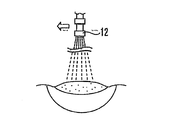
- the melt resolidification method of the surface layer is carried out as shown in FIG. 5 in the case of a rectangular slab. That is, among the outer surfaces of the rectangular slab 10, at least two wide surfaces 10A and 10B that become the rolling surfaces (surfaces in contact with the hot rolling roll) in the hot rolling process are irradiated with an electron beam, and the surfaces on the surfaces are irradiated. Only melt the layer.
- the surface 10A is one of the two surfaces 10A and 10B.
- the area of the electron beam irradiation region 14 by the single electron beam irradiation gun 12 on the surface 10A of the rectangular slab 10 is compared with the total area of the surface 10A to be irradiated.
- the electron beam irradiation is actually performed while continuously moving the electron beam irradiation gun 12 or continuously moving the rectangular slab 10. It is normal.
- the shape and area of this irradiation area can be adjusted by adjusting the focus of the electron beam or by using an electromagnetic lens to oscillate a small beam at a high frequency (oscillation Oscillation) to form a beam bundle. can do.
- the moving direction of the electron beam irradiation gun is not particularly limited, it is generally continuous along the length direction (usually the casting direction D) or the width direction (usually the direction perpendicular to the casting direction D) of the rectangular slab 10.
- the irradiation region 14 is continuously irradiated in a band shape with a width W (in the case of a circular beam or beam bundle, a diameter W).
- the electron beam irradiation is performed in a belt shape while continuously moving the irradiation gun 12 in the reverse direction (or the same direction) in the adjacent unirradiated belt region.
- a plurality of irradiation guns may be used to simultaneously perform electron beam irradiation on a plurality of regions.
- FIG. 5 the case where a rectangular beam is continuously moved along the length direction (usually casting direction D) of the rectangular slab 10 is shown.
- the surface (surface 10A) of the rectangular titanium cast piece 10 is irradiated with an electron beam by such a surface heat treatment step and heated to melt the surface, the rectangular titanium as shown in the left side of the center of FIG.
- the surface layer of the surface 10A of the slab 10 is melted at the maximum by a depth corresponding to the heat input.
- the depth from the direction perpendicular to the irradiation direction of the electron beam is not constant as shown in FIG. 7, and the depth becomes the largest at the central part of the electron beam irradiation, and the thickness increases toward the strip-shaped end part. Decreases, resulting in a downwardly convex curved shape.
- the surface layer is melted and re-solidified with a material composed of the target alloy element, whereby the surface layer of the material for hot rolling can be alloyed to form an alloy layer having a chemical composition different from that of the base material.
- a material used in this case one or more of powder, chip, wire, thin film, cutting powder, and mesh may be used.
- the component and amount of the material to be arranged before melting are determined so that the component in the element concentration region after melting and solidifying together with the material surface becomes the target component.
- the melt resolidification treatment After the melt resolidification treatment, it is preferable to hold at a temperature of 100 ° C. or higher and lower than 500 ° C. for 1 hour or longer. If it is cooled rapidly after melting and resolidification, fine cracks may occur in the surface layer due to strain during solidification. In the subsequent hot rolling process and cold rolling process, the fine cracks may be the starting point, and the surface layer may be peeled off, or the part of the alloy layer may be partially thin. Further, if the inside is oxidized due to fine cracks, it is necessary to remove in the pickling process, and the thickness of the alloy layer is further reduced. By maintaining at the above temperature, fine cracks on the surface can be suppressed. At this temperature, atmospheric oxidation hardly occurs even if the temperature is maintained.
- a titanium material for hot rolling can be manufactured by attaching a titanium plate containing a predetermined alloy component to the surface of a base material provided with a surface layer portion formed by melt resolidification treatment.
- the titanium material for hot rolling is preferably bonded to the slab 6 and the titanium plates 7 and 8 which are welded in advance by the hot rolled clad method.
- the surface layer of the titanium composite material is bonded by the hot rolling clad method. Is alloyed. That is, after the titanium plate 7 containing the alloy element is bonded to the surface corresponding to the rolling surface of the slab 6, the slab 6 and the titanium plate 7 are preferably welded at least around the welded portion 9 in a vacuum vessel. The space between the slab 6 and the titanium plate 7 is bonded together by vacuum sealing and rolling. In welding for bonding the titanium plate 7 to the slab 6, for example, as shown in FIGS. 3 and 4, the entire circumference is welded so that air does not enter between the slab 6 and the titanium plate 7.
- Titanium is an active metal and forms a strong passive film on the surface when left in the atmosphere. It is impossible to remove the oxidized layer on the surface. However, unlike stainless steel, etc., oxygen easily dissolves in titanium. Therefore, when heated in a vacuum and sealed without external oxygen supply, oxygen on the surface diffuses into the solid solution. Therefore, the passive film formed on the surface disappears. For this reason, the slab 6 and the titanium plate 7 on the surface thereof can be completely adhered by the hot rolling cladding method without generating any inclusions between them.
- the slab 6 when an as-cast slab is used as the slab 6, surface defects occur in the subsequent hot rolling process due to coarse crystal grains generated during solidification.
- the titanium plate 7 when the titanium plate 7 is bonded to the rolled surface of the slab 6 as in the present invention, the bonded titanium plate 7 has a fine structure, so that surface defects in the hot rolling process can be suppressed.
- titanium plates 7 may be bonded to both sides of the slab 6 instead of just one side. Thereby, generation
- hot rolling at least a part of the side surface of the slab 6 usually wraps around the surface side of the hot-rolled sheet by being rolled down by the slab 6. Therefore, if the structure of the surface layer on the side surface of the slab 6 is coarse or a large number of defects exist, surface flaws may occur on the surface near both ends in the width direction of the hot-rolled sheet.
- the same standard titanium plate 8 is preferably bonded and welded to the side surface of the slab 6 on the edge side during hot rolling as well as the rolled surface. Thereby, generation
- This welding is preferably performed in a vacuum.
- the amount of the side surface of the slab 6 that wraps around during hot rolling varies depending on the manufacturing method, but is usually about 20 to 30 mm. Therefore, it is not necessary to attach the titanium plate 8 to the entire side surface of the slab 6, and the manufacturing method is not limited. It is only necessary to attach the titanium plate 8 only to the portion corresponding to the sneak amount.
- the base material-derived component can be contained in the titanium composite material. For example, heat treatment at 700 to 900 ° C. for 30 hours is exemplified.
- Methods for welding the slab 6 and the titanium plates 7 and 8 in vacuum include electron beam welding and plasma welding.
- the electron beam welding can be performed under a high vacuum
- the space between the slab 6 and the titanium plates 7 and 8 can be made a high vacuum, which is desirable.
- the degree of vacuum when the titanium plates 7 and 8 are welded in a vacuum is desirably a higher degree of vacuum of 3 ⁇ 10 ⁇ 3 Torr or less.
- the slab 6 and the titanium plate 7 are not necessarily welded in a vacuum vessel.
- a vacuum suction hole is provided in the titanium plate 7 and the titanium plate 7 is overlapped with the slab 6. Later, the slab 6 and the titanium plate 7 may be welded while evacuating the slab 6 and the titanium plate 7 using a vacuum suction hole, and the vacuum suction hole may be sealed after welding.
- the thickness and chemical composition of the surface layer are as follows: It depends on the thickness of the titanium plates 7 and 8 before bonding and the distribution of alloy elements.
- the annealing treatment is performed in a vacuum atmosphere or the like in order to obtain the finally required strength and ductility.
- a concentration gradient is generated in the depth direction.
- the diffusion distance of the element generated in the final annealing step is about several ⁇ m, and the entire thickness of the alloy layer does not diffuse, and does not affect the concentration of the alloy element in the vicinity of the surface layer, which is particularly important for property development.
- titanium plates 7 and 8 the uniformity of the alloy components in the entire titanium plates 7 and 8 leads to stable expression of the characteristics.
- titanium plates 7 and 8 manufactured as products it is possible to use titanium plates 7 and 8 manufactured as products, so it is easy to control the segregation of alloy components as well as the plate thickness accuracy, and have a uniform thickness and chemical properties after manufacturing. Titanium composite materials 1 and 2 having a surface layer having components can be produced, and stable characteristics can be expressed.
- Hot rolling process Also in the hot rolling process, if the surface temperature is too high, a large amount of scale is generated during sheet passing, and the scale loss increases. On the other hand, if it is too low, the scale loss is reduced, but surface flaws are likely to occur. Therefore, it is necessary to remove by surface pickling, and it is desirable to perform hot rolling in a temperature range in which surface flaws can be suppressed. . Therefore, it is desirable to perform rolling in the optimum temperature range. In addition, since the surface temperature of the titanium material decreases during rolling, it is desirable to minimize roll cooling during rolling and suppress the decrease in the surface temperature of the titanium material.
- the hot-rolled plate has an oxide layer on its surface
- the oxide layer is generally removed by pickling with a nitric hydrofluoric acid solution.
- the surface may be ground by grinding with a grindstone after pickling.
- a two-layer or three-layer structure including an inner layer and a surface layer derived from the base material and the surface layer portion of the titanium material for hot rolling may be used.
- a shot blast treatment is performed as a pretreatment for the pickling treatment to remove a part of the scale on the surface, and at the same time, cracks are formed on the surface, and in the subsequent pickling step The liquid penetrates into the cracks and removes part of the base material.
- test material manufacturing process As a material for hot rolling, a slab was produced under the conditions of melting, breakdown, and surface care shown below.
- the symbols S1, S2, S3, S4, and S5 are used.
- Example 1 is an example using a material for hot rolling made of industrial pure titanium, and the chemical components thereof are O: 0.030 to 0.33%, Fe: 0 In the range of 0.027 to 0.090%, C: 0.01% or less, H: 0.003 or less, and N: 0.006% or less.
- a pure titanium plate 7 having a higher Fe, Cr, Ni, Al, and Zr concentration than the slab 6 is bonded to the surface of the slab 6 by welding in a vacuum, that is, the surface of the slab 6 is coated with Fe.
- pure titanium plates of various thicknesses were superposed and their periphery was joined by electron beam welding.
- a pure titanium plate 8 having a higher concentration of Fe or the like than the slab 6 was joined to the side surface of the slab by electron beam welding.
- the standard slab thickness was 125 mm. In order to adjust the ratio of the surface layer thickness to the total thickness, slab thicknesses of 75 mm and 40 mm were also used.
- This titanium slab was heated to 850 ° C. and hot-rolled to a thickness of 5 mm, then subjected to descaling treatment on both the front and back surfaces using shot blasting and nitric hydrofluoric acid, and further cold-rolled to obtain a thickness of 0
- a titanium plate having a thickness of 5 to 1.0 mm was annealed in a vacuum or an inert gas atmosphere to prepare a test piece of the present invention example.
- a similar process up to cold rolling is performed using a titanium slab to which the titanium plate 7 is not joined, and a heat treatment is performed by heating to 580 to 780 ° C. in a vacuum or an inert gas atmosphere and holding for 240 minutes.
- Test pieces of comparative examples were prepared.
- the ⁇ -phase crystal grain size, tensile strength, elongation, fatigue strength, and formability at each position were evaluated under the following conditions.
- test material which is titanium composite material 2, (alpha) phase crystal grain diameter in each position, tensile strength, elongation, fatigue strength, and the moldability were evaluated on the conditions shown below.
- the thickness of the additive element concentration region on the surface layer was measured by EPMA. In the structure photograph taken with an optical microscope, the average grain size of the ⁇ phase is calculated within the thickness of the central portion of the plate thickness and the thickness of the additive element concentration region on the surface layer by a cutting method based on JIS G 0551 (2005). did.
- a ball head overhang test was performed on a titanium plate processed into a 90 mm ⁇ 90 m ⁇ 0.5 mm shape using a ball head punch of ⁇ 40 mm in a deep drawing tester manufactured by Tokyo Tester, model number SAS-350D.
- the overhang test is performed by applying high viscosity oil (# 660) manufactured by Nippon Tool Oil Co., Ltd., placing a poly sheet on it, preventing the punch and titanium plate from touching directly, and the overhang height when the test material breaks. It was evaluated by comparing the thickness.
- the overhang height in the ball head overhang test is strongly affected by the oxygen concentration. Therefore, if the JIS type 1 is 21.0 mm or more, the JIS type 2 is 19.0 mm or more, and the JIS type 3 is 13.0 mm or more, the moldability Is better.
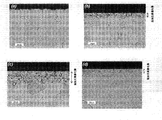
- FIG. 9 shows an example of a structure photograph in the case of being produced by the hot rolling cladding method.
- 9A shows the test material No.
- FIG. 9B is a structural photograph of A1
- FIG. FIG. 9C is a structural photograph of A14
- FIG. 9A is a structural photograph of A15
- FIG. It is a structure photograph of A16.
- 9 (a) is a general titanium material in a comparative example
- FIGS. 9 (b) to 9 (d) are all examples of the present invention.
- Tables 1 and 2 Table 1 shows the case of using a hot rolling material made of industrial pure titanium equivalent to JIS class 1
- Table 2 shows the case of using a hot rolling material made of industrial pure titanium equivalent to JIS 2,3 type. is there.
- Test material No. in Table 1 A8, 9, and 38 are examples in which a titanium plate 7 having a high concentration of Fe or the like is also welded to the side surface of the slab 6 and joined.
- Test material No. A1 to 3 are conventional examples having no surface layers 3 and 4, and the fatigue strength ratios are 0.63, 0.63, 0, and 55, which are typical values for titanium materials.
- the examples of the present invention are excellent in both formability and fatigue strength.
- test material No. which is a comparative example.
- A4 has a general fatigue strength ratio because the content of the alloy elements (Fe) in the surface layers 3 and 4 is below the range of the present invention.
- Test material No. which is a comparative example.
- the thickness of the intermediate layer is less than the range of the present invention, peeling of the surface layer occurs and the elongation is poor.
- Test material No. which is a comparative example.
- the fatigue strength ratio is a general value as a titanium material.
- Test material No. which is a comparative example. Since the content of the alloy elements (Al) in the surface layers 3 and 4 exceeds the range of the present invention, A29 has a fatigue strength ratio that is a general value as a titanium material.
- test material No. which is a comparative example.
- A30 has a poor elongation because the content of the alloy elements (Al) in the surface layers 3 and 4 exceeds the range of the present invention.
- Test material No. B1 and B2 are conventional examples having no surface layers 3 and 4, and the fatigue strength ratio is 0.58 or 0,59, which is a typical value as a titanium material.
- the examples of the present invention are excellent in both formability and fatigue strength.
- Test material No. which is a comparative example.
- B13 has a poor elongation because the Fe content of the surface layers 3 and 4 exceeds the range of the present invention.
- Example 2 shows an example in which titanium alloys of M1 to M10 are used for the slab 6 below.
- Mm is a mixed rare earth element (Misch metal) before separation and purification, and its composition is 55% Ce, 51% La, 10% Nd, 4% Pr.
- Test material No. in Table 3 C11 to C30 are examples of the present invention that satisfy all the provisions of the present invention.
- C1 to 10 are comparative examples that do not satisfy the provisions of the present invention.
- Test material No. C1 to C10 are conventional examples having no surface layers 3 and 4, and the fatigue strength ratio is 0.61 or 0.62, which is a typical value for titanium materials.
- Test material No. which is an example of the present invention.
- C11 to 30 are all excellent in both formability and fatigue strength.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Metal Rolling (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Abstract
L'invention concerne un matériau composite de titane (1) qui est équipé : d'une couche interne (5) constituée d'un titane industriel pur ou d'un alliage de titane ; d'une couche superficielle (3) qui est formée sur au moins une face endroit de la couche interne (5), et qui possède une composition chimique différente de celle de la couche interne (5) ; et d'une couche intermédiaire qui est formée entre la couche interne (5) et la couche superficielle (3), et qui possède une composition chimique différente de celle de la couche interne (5). La couche superficielle (3) présente une épaisseur supérieure ou égale à 2μm, et une proportion par rapport à toute l'épaisseur inférieure ou égale à 40% pour une face, et l'épaisseur de la couche intermédiaire est supérieure ou égale à 0,5μm. La composition chimique de la couche superficielle (3) est telle qu'au moins un élément choisi parmi Fe, Cr, Ni, Al et Zr représente 0,08 à 1,0%, le reste étant constitué d'un titane et d'impuretés. Ce matériau composite de titane possède la résistance à la fatigue requise indépendamment de son bas coût.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016567284A JP6137423B1 (ja) | 2015-07-29 | 2016-07-29 | チタン複合材および熱間圧延用チタン材 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-149390 | 2015-07-29 | ||
| JP2015149390 | 2015-07-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017018509A1 true WO2017018509A1 (fr) | 2017-02-02 |
Family
ID=57884408
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/072331 Ceased WO2017018509A1 (fr) | 2015-07-29 | 2016-07-29 | Matériau composite de titane, et matériau de titane pour laminage à chaud |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6137423B1 (fr) |
| TW (1) | TWI626093B (fr) |
| WO (1) | WO2017018509A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021038458A (ja) * | 2019-08-30 | 2021-03-11 | Jfeスチール株式会社 | 無方向性電磁鋼板およびその製造方法 |
| CN119589321A (zh) * | 2025-01-21 | 2025-03-11 | 江苏隆锠金属复合新材料有限公司 | 一种高压缩比双面钛复合卷板的组坯工艺 |
| CN119857725A (zh) * | 2025-02-21 | 2025-04-22 | 西部金属材料股份有限公司 | 一种适用于TiAl合金板材热轧的包套及包套方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62124265A (ja) * | 1985-11-21 | 1987-06-05 | Mitsubishi Metal Corp | Ti合金板材の製造法 |
| JPS6380904A (ja) * | 1986-09-22 | 1988-04-11 | Nippon Steel Corp | チタン基合金の熱間加工法 |
| JPH03197630A (ja) * | 1989-12-25 | 1991-08-29 | Nippon Steel Corp | 金属間化合物TiAl基合金の熱間加工法 |
| US5579988A (en) * | 1995-06-09 | 1996-12-03 | Rmi Titanium Company | Clad reactive metal plate product and process for producing the same |
| WO2014163087A1 (fr) * | 2013-04-01 | 2014-10-09 | 新日鐵住金株式会社 | Pièce coulée de titane pour utilisation dans le laminage à chaud, et son procédé de production |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101757689A (zh) * | 2010-01-19 | 2010-06-30 | 上海理工大学 | 一种具有TiO2-HA表面涂层的钛或钛合金及其制备方法 |
| CN103173716B (zh) * | 2013-04-15 | 2015-09-02 | 上海电机学院 | 工模具的高熵合金涂层制备工艺 |
-
2016
- 2016-07-29 WO PCT/JP2016/072331 patent/WO2017018509A1/fr not_active Ceased
- 2016-07-29 JP JP2016567284A patent/JP6137423B1/ja active Active
- 2016-07-29 TW TW105124174A patent/TWI626093B/zh not_active IP Right Cessation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62124265A (ja) * | 1985-11-21 | 1987-06-05 | Mitsubishi Metal Corp | Ti合金板材の製造法 |
| JPS6380904A (ja) * | 1986-09-22 | 1988-04-11 | Nippon Steel Corp | チタン基合金の熱間加工法 |
| JPH03197630A (ja) * | 1989-12-25 | 1991-08-29 | Nippon Steel Corp | 金属間化合物TiAl基合金の熱間加工法 |
| US5579988A (en) * | 1995-06-09 | 1996-12-03 | Rmi Titanium Company | Clad reactive metal plate product and process for producing the same |
| WO2014163087A1 (fr) * | 2013-04-01 | 2014-10-09 | 新日鐵住金株式会社 | Pièce coulée de titane pour utilisation dans le laminage à chaud, et son procédé de production |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021038458A (ja) * | 2019-08-30 | 2021-03-11 | Jfeスチール株式会社 | 無方向性電磁鋼板およびその製造方法 |
| JP7056699B2 (ja) | 2019-08-30 | 2022-04-19 | Jfeスチール株式会社 | 無方向性電磁鋼板およびその製造方法 |
| CN119589321A (zh) * | 2025-01-21 | 2025-03-11 | 江苏隆锠金属复合新材料有限公司 | 一种高压缩比双面钛复合卷板的组坯工艺 |
| CN119857725A (zh) * | 2025-02-21 | 2025-04-22 | 西部金属材料股份有限公司 | 一种适用于TiAl合金板材热轧的包套及包套方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI626093B (zh) | 2018-06-11 |
| JPWO2017018509A1 (ja) | 2017-07-27 |
| TW201718121A (zh) | 2017-06-01 |
| JP6137423B1 (ja) | 2017-05-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6658756B2 (ja) | チタン複合材および熱間圧延用チタン材 | |
| TWI605129B (zh) | Titanium for hot rolling | |
| JP6515359B2 (ja) | チタン複合材および熱間圧延用チタン材 | |
| JP6515358B2 (ja) | チタン複合材および熱間圧延用チタン材 | |
| JP6128289B1 (ja) | チタン複合材および熱間圧延用チタン材 | |
| JP6137423B1 (ja) | チタン複合材および熱間圧延用チタン材 | |
| JP6156596B2 (ja) | チタン複合材および熱間加工用チタン材 | |
| JP6787428B2 (ja) | 熱間圧延用チタン材 | |
| JP6848991B2 (ja) | 熱間圧延用チタン材 | |
| JP6515357B2 (ja) | 熱間圧延用チタン材 | |
| JP6086178B1 (ja) | 熱間圧延用チタン材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2016567284 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16830612 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16830612 Country of ref document: EP Kind code of ref document: A1 |