WO2017110604A1 - 複合成形体およびその製造方法 - Google Patents
複合成形体およびその製造方法 Download PDFInfo
- Publication number
- WO2017110604A1 WO2017110604A1 PCT/JP2016/087151 JP2016087151W WO2017110604A1 WO 2017110604 A1 WO2017110604 A1 WO 2017110604A1 JP 2016087151 W JP2016087151 W JP 2016087151W WO 2017110604 A1 WO2017110604 A1 WO 2017110604A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin
- molded body
- fiber reinforced
- fiber
- epoxy group
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14778—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the article consisting of a material with particular properties, e.g. porous, brittle
- B29C45/14811—Multilayered articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/286—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polysulphones; polysulfides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/38—Layered products comprising a layer of synthetic resin comprising epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/026—Knitted fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2791/00—Shaping characteristics in general
- B29C2791/004—Shaping under special conditions
- B29C2791/007—Using fluid under pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/103—Metal fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2419/00—Buildings or parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
Definitions
- the present invention is a fiber reinforced resin molded article, and a molded article having a matrix resin of at least one selected from a specific resin different from the matrix resin, particularly a polyester resin, a polyethylene resin, and a polyarylene sulfide resin,
- the present invention relates to a composite molded body bonded and integrated through a specific bonding layer, and a method for manufacturing the same.
- fiber reinforced resin is lightweight and has high mechanical properties, it is widely used in various fields, but the fiber reinforced resin molded product has a laminated structure with a specific resin layer different from its matrix resin. Compared to the case of a fiber reinforced resin layer or a specific resin layer, there are cases where various required performances can be satisfied, and moldability and surface characteristics can be improved while ensuring desired mechanical properties. Many.
- polyester-based resins, polyethylene-based resins, and polyarylene sulfide-based resins are known to be able to express excellent and unique characteristics, but it is difficult to directly bond these fiber reinforced resin layers to these resin layers. There are many. Therefore, it is conceivable to bond the fiber reinforced resin layer and these resin layers through an appropriate bonding layer.
- Patent Document 1 although there is a description of a part of the bonding layer component in the present invention described later as a component of the bonding layer, there is no description of an example using the bonding layer, and whether good bonding can actually be achieved. It has not been proven. Moreover, there is no description of the Example of the polyester-type resin and polyethylene-type resin as joining object.
- Patent Document 2 includes a description of a three-layer laminate and a polyphenylene sulfide resin, there is no description of bonding different materials, and the structure of the bonding layer is different from the structure in the present invention described later.
- Patent Document 3 a fiber reinforced resin is placed in a mold, the resin is injected into the mold and welded, and a resin layer as a bonding target is formed in advance on the surface of the fiber reinforced resin.
- the resin to be joined there are only descriptions of epoxy resins, cyclic polyphenylene sulfide resins, and cyclic PEEK (polyetheretherketone).
- matrix resins of fiber reinforced resins are described in the examples. There is no.
- an object of the present invention is to provide a fiber reinforced resin molded product using a specific resin, particularly a polyamide resin as a matrix resin, and a specific resin different from the matrix resin, particularly a polyester resin, a polyethylene resin, a polyarylene sulfide type.
- a specific resin particularly a polyamide resin as a matrix resin
- a specific resin different from the matrix resin particularly a polyester resin, a polyethylene resin, a polyarylene sulfide type.
- the composite molded body according to the present invention comprises the following (A) (B) (C) laminated in this order.
- a polyolefin containing an epoxy group and / or a glycidyl group in a molded article comprising a polyolefin resin containing an epoxy group and / or a glycidyl group interposed therebetween.
- the resin is selected from (A) a polyamide resin in a fiber reinforced resin molded article made of a fiber reinforced resin using a polyamide resin as a matrix resin, and (C) a polyester resin, a polyethylene resin, and a polyarylene sulfide resin.
- the molded body laminated in the order of (A), (B), and (C) has high bonding strength over the entire surface. Bonded and integrated, not only initial characteristics but also long-term durability Strength after valence, excellent rigidity, intended purpose can be surely achieved.
- the polyamide-based resin in the fiber-reinforced resin molded body is nylon 6, and (C) the molded body is at least one selected from polybutylene terephthalate, polyethylene, and polyphenylene sulfide. It is preferable to use a resin.
- the adhesiveness with the molded body made of polyolefin resin containing epoxy group and / or glycidyl group is good, and the effect of improving bending strength and bending elastic modulus in bending evaluation is great, and further heat resistance Even in the bending evaluation after the aging property and the hot water resistance test, the bending strength and the bending elastic modulus are not drastically reduced.
- the fiber reinforced resin molded body includes reinforcing fibers having a number average fiber length of 2 mm or more.
- the (A) fiber reinforced resin molded product can express a high mechanical strength, so that the composite molded product as a whole can also exhibit a high mechanical strength.
- the composite molded body is particularly suitable for a specific direction in which the continuous reinforcing fiber is oriented. High mechanical strength can be expressed.
- the reinforcing fiber of the (A) fiber reinforced resin molded body is not particularly limited, and carbon fibers, glass fibers, aramid fibers, and other reinforcing fibers can be used.
- carbon fibers when aiming at expression of high mechanical strength, it is preferable to include carbon fiber.
- the polyolefin resin containing an epoxy group and / or a glycidyl group comprises an ethylene-derived monomer unit and a monomer unit derived from glycidyl methacrylate. It preferably comprises an epoxy group-containing ethylene copolymer.
- (B) Polyolefin-type resin containing an epoxy group and / or a glycidyl group is (A) Polyamide-type resin in a fiber reinforced resin molding, (C) Polyester in a molding object to be joined High bondability can be expressed easily and appropriately with respect to both at least one matrix resin selected from resin, polyethylene resin and polyarylene sulfide resin, and excellent in long-term durability.
- the molded body made of a polyolefin resin containing an intervening (B) epoxy group and / or glycidyl group is composed of (A) a fiber reinforced resin molded body and (C) a joint.
- the thickness of the molded article made of (B) a polyolefin resin containing an epoxy group and / or glycidyl group is preferably in the range of 10 to 200 ⁇ m. Furthermore, 20 ⁇ m or more is more preferable, and 100 ⁇ m or less is more preferable.
- a molded article comprising a polyolefin resin containing an epoxy group and / or a glycidyl group is obtained by graft polymerization of an acrylonitrile and a styrene copolymer to an ethylene glycidyl methacrylate copolymer.
- the molded body is preferably a combination of polyethylene resins.
- the method for producing a composite molded body according to the present invention comprises a polyolefin system containing (A) a fiber reinforced resin and (B) an epoxy group and / or a glycidyl group when the composite molded body according to the present invention as described above is manufactured.
- a molded body made of resin is placed in a mold, and at least one resin selected from (C) a polyester resin, a polyethylene resin, and a polyarylene sulfide-based resin liquefied around the molded body in the mold is supplied. And a method of insert molding the molded body.
- a fiber reinforced resin molded body is molded by putting continuous fibers into an impregnation die filled with a melted polyamide-based resin and pulling it out from a slit die. It is preferable.
- the molded object which consists of said (A) fiber reinforced resin molded object and (B) polyolefin-type resin containing an epoxy group and / or a glycidyl group, (i) (A) At least one surface of the fiber reinforced resin molded body is laminated with a thin film-shaped (B) molded body made of a polyolefin-based resin containing an epoxy group and / or glycidyl group and melted by hot pressing, or (B ) (A) Molded and integrated by one of the following methods: (B) A molten polyolefin resin containing epoxy groups and / or glycidyl groups is applied to at least one surface of the fiber reinforced resin molded body and cooled. Is preferred.
- (A) and (B) by interposing as a bonding layer between a layer of fiber reinforced resin and (C) a layer made of at least one resin selected from polyester resins, polyethylene resins, and polyarylene sulfide resins.
- C) A composite molded body in which layers are firmly bonded and integrated can be obtained, and a composite molded body having excellent characteristics that cannot be realized by a single layer (A) or (C) layer can be obtained.
- a layer of (A) fiber reinforced resin it is possible to exhibit high mechanical properties while exhibiting other required properties as a whole composite molded body.
- a fiber reinforced resin molded article made of a fiber reinforced resin using a polyamide resin as a matrix resin
- a polyolefin resin containing an epoxy group and / or a glycidyl group A molded body in which at least one selected from a molded body, (C) polyester-based resin, polyethylene-based resin, and polyarylene sulfide-based resin is used as a matrix resin is laminated in this order.
- thermoplastic resin used in the fiber reinforced resin molded body is a polyamide resin
- the main raw material is aminocarboxylic acid, lactam or diamine and dicarboxylic acid (including a pair of salts thereof).
- Specific examples of the raw materials include 6-aminocaproic acid, 11-aminoundecanoic acid, 12-aminododecanoic acid and the like.
- lactam include ⁇ -caprolactam, ⁇ -undecanolactam, and ⁇ -laurolactam.
- diamine examples include tetramethylene diamine, hexamethylene diamine, undecamethylene diamine, and dodecamethylene diamine.
- dicarboxylic acid examples include adipic acid, suberic acid, sebacic acid, dodecanedioic acid and the like. These diamines and dicarboxylic acids can also be used as a pair of salts.
- polyamide resin examples include polycaproamide (nylon 6), polytetramethylene adipamide (nylon 46), polyhexamethylene adipamide (nylon 66), polycaproamide / polyhexamethylene adipamide copolymer ( Nylon 6/66), polyundecamide (nylon 11), polycaproamide / polyundecamide copolymer (nylon 6/11), polydodecamide (nylon 12), polycaproamide / polydodecamide copolymer (nylon 6/12), poly Examples include hexamethylene sebamide (nylon 610), polyhexamethylene dodecamide (nylon 612), polyundecamethylene adipamide (nylon 116), and mixtures or copolymers thereof. Of these, nylon 6 is particularly preferable.
- the polyamide resin may be used alone or in combination of two or more.
- inorganic fibers such as carbon fibers and glass fibers, synthetic fibers such as polyamide fibers, polyester fibers, and aramid fibers, titanium fibers, boron fibers, stainless fibers, etc.
- synthetic fibers such as polyamide fibers, polyester fibers, and aramid fibers, titanium fibers, boron fibers, stainless fibers, etc.
- Carbon fiber is preferable as the reinforcing fiber.
- the skin material is made of a fiber-reinforced thermoplastic resin, constitutes the surface layer of the structure in the final molded form, and bears the strength of the structure together with the core material. Since it dominates the rigidity of the structure as a part, it is preferable to have high rigidity (such as bending rigidity) in a desired direction. For that purpose, it is preferable that the reinforcing fiber of the skin material is composed of continuous fibers.
- a skin material in which reinforcing fibers are aligned in one direction and impregnated with a thermoplastic resin can be used. If such a skin material is used, even if it is a comparatively large large-area composite molded body, the skin material can be easily arranged at a predetermined position. Further, in this case, a form made of a plate-like skin material obtained by laminating or knitting a tape-like base material in which reinforcing fibers are aligned in one direction and impregnated with a thermoplastic resin can also be adopted as the skin material. If such a form is adopted, even if the structure is a relatively large large-area structure, the skin material can be easily arranged at a predetermined position, and desired mechanical properties can be easily imparted to the skin material.
- the skin material can take a form including a reinforcing fiber fabric. If such a form is employ
- by including the reinforced fiber fabric it is possible to further improve the mechanical properties of the skin material itself that constitutes the surface layer of the composite molded body, so that the mechanical properties of the entire structure can be improved.
- the method for producing a skin material made of a continuous fiber reinforced thermoplastic resin aligned in one direction used in the present invention is not particularly limited.
- continuous fibers are put into an impregnation die filled with a molten resin,
- a pultrusion method that pulls out from a slit die a powder impregnation method in which a thermoplastic fiber powder is applied to a continuous fiber bundle and melt-pressed, a method in which fibers obtained by mixing continuous reinforcing fibers and thermoplastic fibers are arranged in a plate shape and heat pressed.
- Examples include a method in which a resin film is pressed from above and below continuous fibers aligned in a direction and impregnated with resin.
- the pultrusion method in which continuous fibers are put into an impregnation die filled with molten resin and pulled out from the slit die, has good impregnation of the molten resin into the continuous fibers, and the strength and rigidity of the composite molded body. Furthermore, the heat aging resistance and the properties after the hot water resistance test are preferably increased.
- Epoxy group and / or glycidyl group-containing ethylene copolymer (B) Epoxy group and / or glycidyl group-containing ethylene copolymer (B)
- the epoxy group and / or glycidyl group-containing ethylene copolymer in the present invention includes, for example, an ethylene-derived monomer unit and methacrylic acid. It is a copolymer containing a monomer unit derived from glycidyl.
- the epoxy group and / or glycidyl group-containing ethylene-based copolymer has a monomer unit derived from glycidyl methacrylate of 0.01% when the mass of the copolymer is 100% by mass. It is contained in an amount of ⁇ 30% by mass, preferably 0.1-30% by mass. 1 mass% or more is more preferable, and 5 mass% or more is further more preferable. 20 mass% or less is more preferable, and 15 mass% or less is further more preferable.
- Examples of the monomer derived from glycidyl methacrylate include ⁇ , ⁇ -unsaturated glycidyl ethers such as ⁇ , ⁇ -unsaturated glycidyl esters such as glycidyl methacrylate and glycidyl acrylate, allyl glycidyl ether, and 2-methylallyl glycidyl ether. Preferred is glycidyl methacrylate.
- (B) epoxy group and / or glycidyl group-containing ethylene copolymer include a glycidyl methacrylate-ethylene copolymer (for example, trade name “Bond First” manufactured by Sumitomo Chemical Co., Ltd.). .
- (B) as an epoxy group and / or glycidyl group-containing polyolefin copolymer polyethylene, polypropylene, polystyrene, ethylene- ⁇ -olefin copolymer, hydrogenated and non-hydrogenated styrene-conjugated diene systems, etc. You may use what graft-polymerized the monomer derived from glycidyl methacrylate by solution or melt-kneading.
- the melt flow rate of the component (B) is preferably 0.1 to 300 g / 10 minutes. 0.5 g / 10 min or more is more preferable, and 1 g / 10 min or more is more preferable. 100 g / 10 min or less is more preferable, and 10 g / 10 min or less is more preferable.
- the melt flow rate here is measured under the conditions of a test load of 21.18 N and a test temperature of 190 ° C. by the method defined in JIS K 7210 (1995).
- Component (B) is a method of copolymerizing a monomer having an epoxy group, ethylene, and another monomer as required, for example, by a high-pressure radical polymerization method, a solution polymerization method, an emulsion polymerization method, or the like. Further, it can be produced by a method of graft polymerization of a monomer having an epoxy group to an ethylene resin.
- Polyester resin Preferred polyester resins in the present invention have an ester bond in the main chain, and (i) a dicarboxylic acid or an ester-forming derivative thereof and a diol or an ester-forming derivative thereof, (b) hydroxycarboxylic A polymer or copolymer having at least one selected from an acid or an ester-forming derivative thereof and (c) lactone as a main structural unit.
- dicarboxylic acid or ester-forming derivatives thereof examples include terephthalic acid, isophthalic acid, phthalic acid, 2,6-naphthalenedicarboxylic acid, 1,5-naphthalenedicarboxylic acid, bis (p-carboxyphenyl) methane, anthracene dicarboxylic acid, Aromatic dicarboxylic acids such as 4,4'-diphenyl ether dicarboxylic acid, 5-tetrabutylphosphonium isophthalic acid, 5-sodium sulfoisophthalic acid, oxalic acid, succinic acid, adipic acid, sebacic acid, azelaic acid, dodecanedioic acid, malon
- Aromatic dicarboxylic acids such as 4,4'-diphenyl ether dicarboxylic acid, 5-tetrabutylphosphonium isophthalic acid, 5-sodium sulfoisophthalic acid, oxalic acid
- diol or ester-forming derivatives thereof include aliphatic glycols having 2 to 20 carbon atoms, that is, ethylene glycol, propylene glycol, 1,4-butanediol, neopentyl glycol, 1,5-pentanediol, 1, Fragrances such as 6-hexanediol, decamethylene glycol, cyclohexanedimethanol, cyclohexanediol, dimer diol, or long chain glycols having a molecular weight of 200 to 100,000, ie, polyethylene glycol, poly-1,3-propylene glycol, polytetramethylene glycol, etc.
- Group dioxy compounds namely 4,4′-dihydroxybiphenyl, hydroquinone, t-butylhydroquinone, bisphenol A, bisphenol S, bisphenol F and the like
- ester forming derivatives aliphatic glycols having 2 to 20 carbon atoms, that is,
- Polymers or copolymers having dicarboxylic acid or its ester-forming derivative and diol or its ester-forming derivative as structural units include polyethylene terephthalate, propylene terephthalate, polybutylene terephthalate, polycyclohexanedimethylene terephthalate, polyhexylene.
- Terephthalate polyethylene isophthalate, polypropylene isophthalate, polybutylene isophthalate, polycyclohexanedimethylene isophthalate, polyhexylene isophthalate, polyethylene naphthalate, polypropylene naphthalate, polybutylene naphthalate, polyethylene isophthalate / terephthalate, polypropylene isophthalate / Terephthalate, polybutylene isophthalate / terephthalate, poly Tylene terephthalate / naphthalate, polypropylene terephthalate / naphthalate, polybutylene terephthalate / naphthalate, polybutylene terephthalate / decane dicarboxylate, polyethylene terephthalate / cyclohexanedimethylene terephthalate, polyethylene terephthalate / 5-sodium sulfoisophthalate, polypropylene terephthalate
- hydroxycarboxylic acid examples include glycolic acid, lactic acid, hydroxypropionic acid, hydroxybutyric acid, hydroxyvaleric acid, hydroxycaproic acid, hydroxybenzoic acid, p-hydroxybenzoic acid, 6-hydroxy-2-naphthoic acid, and these
- the polymer or copolymer having these as a structural unit examples include polyglycolic acid, polylactic acid, polyglycolic acid / lactic acid, polyhydroxybutyric acid / ⁇ -hydroxybutyric acid / ⁇ -hydroxyyoshide.
- Aliphatic polyester resins such as herbic acid can be mentioned.
- lactone examples include caprolactone, valerolactone, propiolactone, undecalactone, 1,5-oxepan-2-one and the like.
- polycaprolactone is used as a polymer or copolymer having these as structural units.
- a polymer or copolymer having a main structural unit of dicarboxylic acid or its ester-forming derivative and diol or its ester-forming derivative is preferable, and aromatic dicarboxylic acid or its ester-forming derivative and aliphatic diol.
- a polymer or copolymer having an ester-forming derivative as a main structural unit is more preferable, and an aliphatic diol selected from terephthalic acid or an ester-forming derivative thereof and ethylene glycol, propylene glycol, or butanediol or an ester-forming property thereof.
- a polymer or copolymer having a derivative as a main structural unit is more preferable, and among them, polyethylene terephthalate, polypropylene terephthalate, polybutylene terephthalate, polycyclohexanedimethylene terephthalate, polyethylene naphthalate.
- the ratio of terephthalic acid or its ester-forming derivative to the total dicarboxylic acid in the polymer or copolymer having the dicarboxylic acid or its ester-forming derivative and diol or its ester-forming derivative as the main structural unit is It is preferably 30 mol% or more, and more preferably 40 mol% or more.
- the amount of the carboxyl terminal group of the polyester resin used in the present invention is not particularly limited, but is preferably 50 eq / t or less, more preferably 30 eq / t or less in terms of hydrolysis resistance and heat resistance. 20 eq / t or less is more preferable, and 10 eq / t or less is particularly preferable. The lower limit is 0 eq / t.
- the carboxyl end group amount of the polyester resin is a value measured by dissolving in an o-cresol / chloroform solvent and titrating with ethanolic potassium hydroxide.
- the amount of the vinyl terminal group of the polyester resin used in the present invention is not particularly limited, but is preferably 15 eq / t or less, more preferably 10 eq / t or less in terms of color tone, and 5 eq / t or less. More preferably it is. The lower limit is 0 eq / t.
- the amount of vinyl end groups of the polyester resin is a value measured by 1H-NMR using a deuterated hexafluoroisopropanol solvent.
- the amount of hydroxyl terminal groups of the polyester resin used in the present invention is not particularly limited, but is preferably 50 eq / t or more, more preferably 80 eq / t or more, and 100 eq / t or more in terms of moldability. It is more preferable that it is 120 eq / t or more.
- the upper limit is not particularly limited, but is 180 eq / t.
- the amount of hydroxyl terminal groups of the polyester resin is a value measured by 1H-NMR using a deuterated hexafluoroisopropanol solvent.
- the viscosity of the polyester resin used in the present invention is not particularly limited, but the intrinsic viscosity when the o-chlorophenol solution is measured at 25 ° C. is preferably in the range of 0.36 to 1.60 dl / g. More preferably, it is in the range of 50 to 1.25 dl / g.
- the molecular weight of the polyester resin used in the present invention is preferably in the range of 50,000 to 500,000 in weight average molecular weight (Mw), more preferably in the range of 100,000 to 300,000, from the viewpoint of heat resistance. More preferably, it is in the range of 10,000 to 250,000.
- the production method of the polyester resin used in the present invention is not particularly limited, and can be produced by a known polycondensation method or ring-opening polymerization method, and may be either batch polymerization or continuous polymerization. Any of the transesterification reaction and the reaction by direct polymerization can be applied, but continuous polymerization is possible in that the amount of carboxyl end groups can be reduced and the effect of improving fluidity and hydrolysis resistance is increased. In view of cost, direct polymerization is preferable.
- the polyester resin used in the present invention is a polymer or copolymer obtained by a condensation reaction mainly comprising a dicarboxylic acid or an ester-forming derivative thereof and a diol or an ester-forming derivative thereof
- An acid or an ester-forming derivative thereof and a diol or an ester-forming derivative thereof can be produced by an esterification reaction or an ester exchange reaction and then a polycondensation reaction.
- the polymerization reaction catalyst include methyl ester of titanic acid, Organic titanium such as tetra-n-propyl ester, tetra-n-butyl ester, tetraisopropyl ester, tetraisobutyl ester, tetra-tert-butyl ester, cyclohexyl ester, phenyl ester, benzyl ester, tolyl ester, or mixed esters thereof Compound, dibutyltin oxide, methylphenyltin oxide, tetraethyltin, hexaethylditin oxide, cyclohexahexylditin oxide, didodecyltin oxide, triethyltin hydroxide, Riphenyltin hydroxide, triisobutyltin acetate, dibutyltin diacetate, diphenyltin dilaurate, monobutyltin trich
- polymerization reaction catalysts may be used alone or in combination of two or more.
- the addition amount of the polymerization reaction catalyst is preferably in the range of 0.005 to 0.5 parts by weight, and 0.01 to 0.2 parts by weight with respect to 100 parts by weight of the polyester resin in terms of mechanical properties, moldability and color tone. A range of parts is more preferred.
- Ethylene-based resin composition An ethylene-based resin composition has a density measured by JIS K 6760-1981 with no annealing and exceeding 910 kg / m 3. And ethylene- ⁇ -olefin copolymer.
- the ⁇ -olefin used in the ethylene- ⁇ -olefin copolymer is an ⁇ -olefin having 4 to 12 carbon atoms, such as 1-butene, 2-methyl-1-propene, 2-methyl-1-butene, 3-methyl-1-butene, 1-hexene, 2-ethyl-1-butene, 2,3-dimethyl-1-butene, 2-methyl-1-pentene, 3-methyl-1-pentene, 4-methyl- 1-pentene, 3,3-dimethyl-1-butene, 1-heptene, methyl-1-hexene, dimethyl-1-pentene, ethyl-1-pentene, trimethyl-1-butene, methylethyl-1-butene, 1
- antioxidants in addition to the above-described components, other additional components may be added within a range not impairing the features and effects of the present invention.
- antioxidants weather resistance improvers, nucleating agents, flame retardants, plasticizers, lubricants, antistatic agents, various colorants and the like can be mentioned.
- the melt flow rate (hereinafter also referred to as MFR) of the ethylene-based resin composition is preferably 0.01 to 400 g / 10 minutes from the viewpoint of the strength of the laminate. 1 g / 10 min or more is more preferable, and 5 g / 10 min or more is more preferable. 200 g / 10 min or less is more preferable, and 150 g / 10 min or less is more preferable.
- the MFR in the present invention is a value measured at 190 ° C. and a load of 21.2 N in accordance with ASTM D1238.
- Polyarylene sulfide resins As typical examples of polyarylene sulfide resins, polyphenylene sulfide (hereinafter sometimes abbreviated as PPS), polyphenylene sulfide sulfone, polyphenylene sulfide ketone, random copolymers thereof, block copolymer Examples thereof include blends and mixtures thereof. Among them, polyphenylene sulfide is particularly preferably used.
- Such polyphenylene sulfide has a repeating unit represented by the following structural formula, and is preferably a polymer containing 70 mol% or more, more preferably 90 mol% or more. When the repeating unit is 70 mol% or more, Is preferable in terms of excellent heat resistance.
- such polyphenylene sulfide-based resin can be configured with a repeating unit having the following structural formula in an amount of 30 mol% or less of the repeating unit, and may be a random copolymer or a block copolymer. It may be a mixture thereof.
- Such polyarylene sulfide-based resins are generally known methods, that is, a method for obtaining a polymer having a relatively small molecular weight described in JP-B-45-3368, or JP-B-52-12240 and JP-A-61-7332.
- the molecular weight of the polyarylene sulfide-based resin used in the present invention is preferably 50000 or less, more preferably 40000 or less, and more preferably 25000 or less in terms of polystyrene in order to enable high filler filling. It is particularly preferred. Although there is no restriction
- the polystyrene-reduced weight average molecular weight of the polyarylene sulfide-based resin can be measured by dissolving 5 mg of polyarylene sulfide-based resin in 5 g of 1-chloronaphthalene (1-CN) and using an ultrahigh temperature GPC apparatus.
- a filler may be further blended to impart mechanical strength and other characteristics.
- a filler is not specifically limited, Any fillers, such as fibrous form and non-fibrous form (a plate shape, scale shape, a granular form, an indefinite shape, a crushed product, etc.), can be used.
- glass fiber as a fibrous filler, PAN-based or pitch-based carbon fiber, stainless steel fiber, metal fiber such as aluminum fiber or brass fiber, organic fiber such as aromatic polyamide fiber, gypsum fiber, ceramic fiber,
- metal fiber such as aluminum fiber or brass fiber
- organic fiber such as aromatic polyamide fiber
- gypsum fiber ceramic fiber
- examples include asbestos fiber, zirconia fiber, alumina fiber, silica fiber, titanium oxide fiber, silicon carbide fiber, rock wool, potassium titanate whisker, barium titanate whisker, aluminum borate whisker, and silicon nitride whisker.
- the type of glass fiber or carbon fiber is not particularly limited as long as it is generally used for reinforcing a resin, and can be selected from long fiber type, short fiber type chopped strand, milled fiber, and the like.
- the glass fiber may be coated or bundled with a thermoplastic resin such as an ethylene / vinyl acetate copolymer or a thermosetting resin such as an epoxy resin.
- Non-fibrous fillers such as mica, talc, kaolin, silica, calcium carbonate, glass beads, glass flakes, glass microballoons, clay, molybdenum disulfide, wollastonite, calcium polyphosphate, graphite, metal powder, metal flakes, metal ribbon, metal Examples include oxide (alumina, zinc oxide, titanium oxide, etc.) soot, carbon powder, graphite, carbon flakes, scaly carbon, carbon nanotubes and the like. Moreover, silver, nickel, copper, zinc, aluminum, stainless steel, iron, brass, chromium, tin etc. can be illustrated as a specific example of the metal seed
- the present invention first, it is manufactured in the form of (A) fiber reinforced resin molded body + (B) molded body, and (C) the molded body can be laminated thereon to produce a composite molded body.
- the following method is illustrated as a manufacturing method of (A) fiber reinforced resin molding + (B) molding.
- (A) (B) is laminated on (A) and melted and integrated by hot pressing.
- (B) The molten (B) is applied to the surface in the manufacturing process of (A) and cooled.
- (C) ((A) and (B) are coextruded and discharged and cooled in an integrated state.
- the adhesion is good, the effect of improving the bending strength and bending elastic modulus in bending evaluation is great, and the bending strength and bending elastic modulus are also extreme in bending evaluation after heat aging resistance and hot water resistance test.
- the methods (a) and (b) are preferable in that no decrease is observed.
- the following method is illustrated as a manufacturing method of ⁇ (A) + (B) ⁇ + (C) resin.
- A At the time of injection molding of (C), it is thermally fused with (A) + (B) integrated sheet or independent (A), (B).
- B) (C) is injection-molded first, and an integrated sheet of (A) + (B) is heat-bonded by post-bonding and integrated.
- welding methods such as (laser, hot plate, infrared ray, friction stirrer, ultrasonic wave, vibration, spin, microwave, electromagnetic induction, electromagnetic dielectric), but it is not limited thereto.
- the composite molded body of the present invention is excellent in bonding strength, it is a structural member such as parts constituting a moving body such as an automobile, an aircraft, a railway vehicle, a ship, and a bicycle, electricity, electronic equipment, building materials, and sports equipment. It is useful in such applications. For example, it can be suitably used in automobile parts hoods, door panels, roofs, seats, back doors, door inners, radiator core supports, electrical and electronic equipment housings, chassis, gears, and the like.
- Production Example 1 (A) Manufacture of Fiber Reinforced Resin Molded Body (A-1) Impregnation die filled with Toray Corp. carbon fiber “Torayca” (registered trademark) T700S (12K) and filled with nylon 6 resin Then, a skin material (A-1) having a width of 50 mm, a thickness of 0.28 mm, and a continuous fiber content of 50% by weight was obtained by drawing.
- A-1 Manufacture of Fiber Reinforced Resin Molded Body (A-1) Impregnation die filled with Toray Corp. carbon fiber “Torayca” (registered trademark) T700S (12K) and filled with nylon 6 resin Then, a skin material (A-1) having a width of 50 mm, a thickness of 0.28 mm, and a continuous fiber content of 50% by weight was obtained by drawing.
- Production Example 2 (A) Manufacture of Fiber Reinforced Resin Molded Body (A-2) Nylon 6 resin film is melt-pressed onto a continuous fiber bundle of carbon fiber “TORAYCA” (registered trademark) T700S (12K) manufactured by Toray Industries, Inc. A fiber reinforced resin molded article (A-2) having the same fiber content was produced by a film method.
- TORAYCA registered trademark
- Production Example 4 Production of molded article (B-2) comprising an epoxy copolymer and / or glycidyl group-containing ethylene copolymer According to the method described in JP-A-47-23490 and JP-A-48-11888, A molded body (B-2) was produced in the same manner as in Production Example 2, except that a copolymer composed of 98% by weight of ethylene and 2% by weight of glycidyl methacrylate was produced.
- Production Example 7 Production of Molded Body (B′-1) Consisting of Ethylene Copolymer Containing No Epoxy Group
- the raw material used is an ethylene copolymer containing no epoxy group (manufactured by Prime Polymer Co., Ltd.).
- a molded body (B′-1) was produced in the same manner except that it was changed to “Hi-Zex (registered trademark) 2100J”.
- thermoplastic resin composition The following three types were used as the thermoplastic resin composition.
- C-1 Polyphenylene sulfide resin, “Torelina” (registered trademark) A604 manufactured by Toray Industries, Inc.
- C-2 Polybutylene terephthalate resin, “Toraycon” (registered trademark) 1101G30 (reinforced with 30% glass fiber) manufactured by Toray Industries, Inc.
- C-3 Polyethylene resin, “Hi-X (registered trademark) 2100J manufactured by Prime Polymer Co., Ltd.
- Example 1> Manufacturing method of composite molded body (A) For fiber reinforced resin molded body (A-1), (B) epoxy group and / or glycidyl group-containing ethylene copolymer (B-1) is used. The sheets were stacked and pressed at 240 ° C. with a press molding machine to obtain a sheet material in which (A) and (B) were integrated. Further, a sheet material in which (A) and (B) are integrated is set in a movable and stationary cavity of the mold such that (A) contacts the mold surface, and polyphenylene sulfide resin (C-1) Was injection molded at a cylinder temperature of 300 ° C. and a mold temperature of 120 ° C. to obtain a composite molded body having a size of 100 ⁇ 150 ⁇ 3 mm.
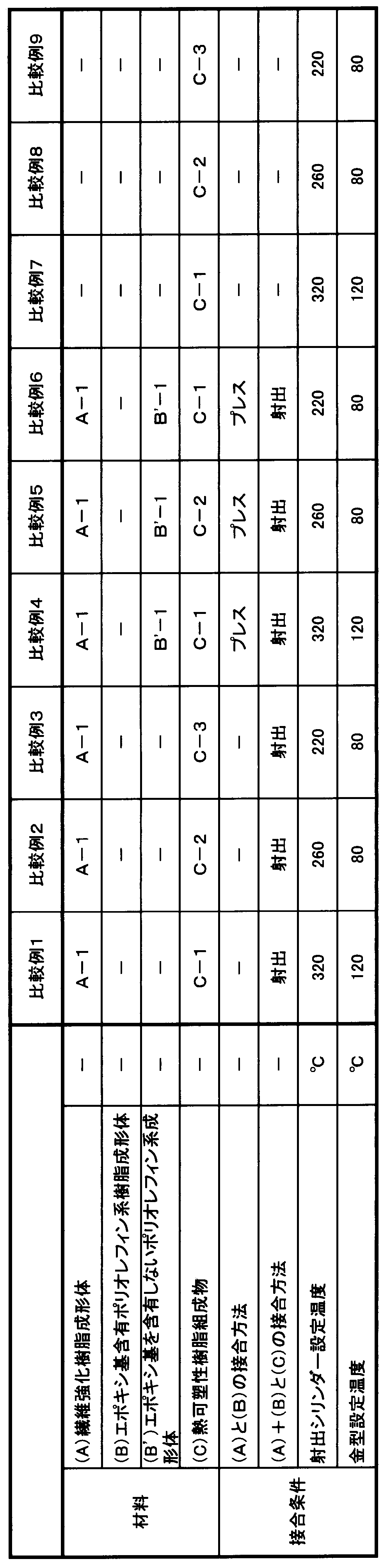
- Examples 2 to 3, 7 to 17, Comparative Examples 4 to 6> A composite molded body was obtained in the same manner as in Example 1 except that the molded body to be used and the molding conditions were changed as shown in Tables 1 and 2 in Example 1.
- each sheet material is placed in a movable and fixed cavity (A-1) in a state where (A-1) and (B-1) are not integrated. ) was injection-molded in the same manner as in Example 1 except that it was set and changed in contact with the mold surface to obtain a composite molded body.
- Examples 5 to 6> A composite molded body was obtained in the same manner as in Example 4 except that the molded body to be used and the molding conditions were changed as shown in Table 1 in Example 4.
- a fiber reinforced resin molded product (A-1) is set in a movable and fixed side cavity of the mold so that (A) is in contact with the mold surface, and polyphenylene sulfide resin (C-1) is placed.
- Injection molding was performed at a cylinder temperature of 300 ° C. and a mold temperature of 120 ° C. to obtain a composite molded body having a size of 100 ⁇ 150 ⁇ 3 mm.
- a composite molded body was obtained using the same method except that the molded body to be used and molding conditions were changed as shown in Table 2.
- Table 3 shows the physical property evaluation results of each composite molded body obtained with the composition shown in Table 1
- Table 4 shows the physical property evaluation results of each composite molded body obtained with the composition shown in Table 2.
- Comparative Examples 1 to 3 in which no adhesive layer was used, the adhesion was very poor and peeling occurred immediately after molding, making it impossible to evaluate bending strength and bending elastic modulus in bending evaluation. .
- Comparative Examples 4 to 6 using (B′-1) as the adhesive layer the adhesion was not sufficiently improved, the effect of improving the bending strength and the flexural modulus was low in the initial bending evaluation, and heat aging In the bending evaluation after the hot water resistance test, it was found that peeling occurred during the test, and the bending strength and the bending elastic modulus were remarkably lowered.
- the simple substances (C-1 to C-3) of Comparative Examples 7 to 9 have low initial bending strength and flexural modulus, and no change in physical properties is observed after the heat aging resistance test. It turns out that it falls.
- the present invention relates to any composite molded body in which a fiber reinforced resin molded body and a molded body having at least one selected from a polyester-based resin, a polyethylene-based resin, and a polyarylene sulfide-based resin as a matrix resin are bonded and integrated through a bonding layer. It is applicable to.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
(A)ポリアミド系樹脂をマトリクス樹脂とする繊維強化樹脂からなる繊維強化樹脂成形体、(B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂からなる成形体、(C)ポリエステル系樹脂、ポリエチレン系樹脂、ポリアリーレンサルファイド系樹脂から選ばれる少なくとも一種をマトリクス樹脂とする成形体がこの順に積層されてなることを特徴とする複合成形体、およびその製造方法。(B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂からなる層を、(A)ポリアミド系樹脂をマトリクス樹脂とする繊維強化樹脂の層と(C)ポリエステル系樹脂、ポリエチレン系樹脂、ポリアリーレンサルファイド系樹脂から選ばれる少なくとも一種の樹脂からなる層との接合層として介在させることにより、これら(A)(B)(C)層が強固に接合一体化された複合成形体を得ることができ、(A)層又は(C)層の単層では実現できなかった優れた特性の複合成形体を得ることができる。
Description
本発明は、繊維強化樹脂成形体と、そのマトリクス樹脂とは異なる特定の樹脂、とくにポリエステル系樹脂、ポリエチレン系樹脂、ポリアリーレンサルファイド系樹脂から選ばれる少なくとも一種をマトリクス樹脂とする成形体とを、特定の接合層を介して接合一体化した複合成形体と、その製造方法に関する。
繊維強化樹脂は軽量でありながら高い機械特性を有するので、各種分野において広く使用されているが、繊維強化樹脂成形体がそのマトリクス樹脂とは異なる特定の樹脂の層との積層構成を有することにより、繊維強化樹脂層や特定の樹脂層単層の場合に比べ、多様な要求性能を満足でき、かつ、所望の機械特性を確保しつつ成形性や表面特性等の向上をはかることができる場合が多い。
例えばポリエステル系樹脂、ポリエチレン系樹脂、ポリアリーレンサルファイド系樹脂は、優れた独特の特性を発現できることが知られているが、繊維強化樹脂層とこれらの樹脂層を直接的に接合することは難しい場合が多い。したがって、適切な接合層を介して繊維強化樹脂層とこれらの樹脂層を接合することが考えられる。例えば特許文献1には、接合層の成分として、後述の本発明における接合層成分の一部の記載はあるものの、それを用いた実施例の記載はなく、実際に良好な接合を達成できるかどうかは実証されていない。また、接合対象としてのポリエステル系樹脂、ポリエチレン系樹脂の実施例の記載もない。
また、特許文献2には、3層積層体、ポリフェニレンサルファイド樹脂の記載はあるものの、異種素材を接合する記載はなく、また、接合層の構成も後述の本発明における構成とは異なる。さらに、特許文献3には、繊維強化樹脂を型内に配置し、型内に樹脂を射出して溶着すること、繊維強化樹脂の表面に接合対象としての樹脂層を予め形成しておくことが記載されているが、接合対象の樹脂としては、エポキシ樹脂、環状ポリフェニレンサルファイド樹脂、環状PEEK(ポリエーテルエーテルケトン)のみの記載しかなく、さらに、繊維強化樹脂のマトリクス樹脂について、実施例には記載がない。
そこで本発明の課題は、特定の樹脂、とくにポリアミド系樹脂をマトリクス樹脂とする繊維強化樹脂成形体と、そのマトリクス樹脂とは異なる特定の樹脂、とくにポリエステル系樹脂、ポリエチレン系樹脂、ポリアリーレンサルファイド系樹脂から選ばれる少なくとも一種をマトリクス樹脂とする接合対象成形体とを有する複合成形体を得ることを目指すに際し、繊維強化樹脂成形体と接合対象成形体の両方に対して優れた接合性を発現可能な特定の接合層を介し高い接合強度をもって接合一体化した複合成形体と、その製造方法を提供することにある。
上記課題を解決するために、本発明に係る複合成形体は、以下の(A)(B)(C)がこの順に積層されてなることを特徴とするものからなる。
(A)ポリアミド系樹脂をマトリクス樹脂とする繊維強化樹脂からなる繊維強化樹脂成形体
(B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂からなる成形体
(C)ポリエステル系樹脂、ポリエチレン系樹脂、ポリアリーレンサルファイド系樹脂から選ばれる少なくとも一種をマトリクス樹脂とする成形体
(A)ポリアミド系樹脂をマトリクス樹脂とする繊維強化樹脂からなる繊維強化樹脂成形体
(B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂からなる成形体
(C)ポリエステル系樹脂、ポリエチレン系樹脂、ポリアリーレンサルファイド系樹脂から選ばれる少なくとも一種をマトリクス樹脂とする成形体
このような本発明に係る複合成形体においては、間に介在される(B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂からなる成形体におけるエポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂が、(A)ポリアミド系樹脂をマトリクス樹脂とする繊維強化樹脂からなる繊維強化樹脂成形体におけるポリアミド系樹脂と、(C)ポリエステル系樹脂、ポリエチレン系樹脂、ポリアリーレンサルファイド系樹脂から選ばれる少なくとも一種をマトリクス樹脂とする成形体におけるこれらの樹脂の双方に対し、高い接合適性を有するので、これら(A)(B)(C)の順に積層される成形体は、全面にわたって高い接合強度をもって接合、一体化されることになり、初期特性だけでなく、長期耐久性評価後の強度、剛性に優れ、所期の目的が確実に達成される。
上記本発明に係る複合成形体においては、(A)繊維強化樹脂成形体におけるポリアミド系樹脂がナイロン6であり、(C)成形体がポリブチレンテレフタレート、ポリエチレン、ポリフェニレンサルファイドから選ばれる少なくとも一種をマトリクス樹脂とすることが好ましい。この場合、(B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂からなる成形体との密着性が良好であり、曲げ評価での曲げ強度、曲げ弾性率の向上効果が大きく、さらに耐熱老化性、耐温水性試験後の曲げ評価においても曲げ強度、曲げ弾性率の極端な低下が見られない。
上記本発明に係る複合成形体においては、(A)繊維強化樹脂成形体が、数平均繊維長2mm以上の強化繊維を含むことが好ましい。このような強化繊維を含むことにより、(A)繊維強化樹脂成形体が高い機械強度を発現できるので、複合成形体全体としても、高い機械強度の発現が可能になる。
中でも、(A)繊維強化樹脂成形体の強化繊維が連続繊維であると、特に高い機械強度の発現が可能になる。
また、(A)繊維強化樹脂成形体の強化繊維が連続繊維であり、かつ、一方向に配向されていると、連続強化繊維が配向されている特定の方向に対して特に、複合成形体が高い機械強度を発現できる。
また、本発明に係る複合成形体においては、(A)繊維強化樹脂成形体の強化繊維としては特に限定されず、炭素繊維やガラス繊維、アラミド繊維、その他の強化繊維の使用が可能であるが、特に高い機械強度の発現を目指す場合、炭素繊維を含むことが好ましい。
また、本発明に係る複合成形体においては、(B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂が、エチレン由来の単量体単位と、メタクリル酸グリシジル由来の単量体単位とを含むエポキシ基含有エチレン系共重合体からなることが好ましい。このような組成とすることにより、(B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂が、(A)繊維強化樹脂成形体におけるポリアミド系樹脂と、(C)接合対象成形体におけるポリエステル系樹脂、ポリエチレン系樹脂、ポリアリーレンサルファイド系樹脂から選ばれる少なくとも一種のマトリクス樹脂の双方に対し、容易にかつ適切に、高い接合適性を発現できると共に、長期耐久性にも優れる。
また、本発明に係る複合成形体においては、介在される(B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂からなる成形体は、(A)繊維強化樹脂成形体と(C)接合対象成形体とを最も強固に接合させる観点から、(B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂からなる成形体の厚みとしては、10~200μmの範囲にあることが好ましい。さらには20μm以上がより好ましく、100μm以下がより好ましい。
上記本発明に係る複合成形体においては、(B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂からなる成形体がエチレングリシジルメタクリレート共重合体にアクリロニトリルとスチレン共重合体をグラフト重合したものからなり、かつ(C)成形体がポリエチレン系樹脂からなるものの組合せであることが好ましい。この場合、曲げ評価での曲げ強度、曲げ弾性率の向上効果が大きく、さらに耐熱老化性、耐温水性試験後の曲げ評価においても曲げ強度、曲げ弾性率の極端な低下が見られない。
本発明に係る複合成形体の製造方法は、上記のような本発明に係る複合成形体を製造するに際し、(A)繊維強化樹脂および(B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂からなる成形体を型内に配置し、該型内の前記成形体周りに液状化した(C)ポリエステル系樹脂、ポリエチレン系樹脂、ポリアリーレンサルファイド系樹脂から選ばれる少なくとも一種の樹脂を供給して前記成形体をインサート成形する方法からなる。
この方法においては、(C)ポリエステル系樹脂、ポリエチレン系樹脂、ポリアリーレンサルファイド系樹脂から選ばれる少なくとも一種の樹脂の供給方法として、例えば、液状化した(C)ポリエステル系樹脂、ポリエチレン系樹脂、ポリアリーレンサルファイド系樹脂から選ばれる少なくとも一種の樹脂が射出成形または射出圧縮成形により型内に供給される方法を採用できる。
本発明に係る複合成形体の製造方法においては、(A)繊維強化樹脂成形体が、溶融させたポリアミド系樹脂が充満した含浸ダイに連続繊維を投入し、スリットダイから引き抜くことにより成形されることが好ましい。
また、本発明に係る複合成形体の製造方法においては、前記(A)繊維強化樹脂成形体と(B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂からなる成形体を、(イ)(A)繊維強化樹脂成形体の少なくとも一方の表面に薄膜状の(B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂からなる成形体を積層し、熱プレスで溶融する、または(ロ)(A)繊維強化樹脂成形体の少なくとも一方の表面に溶融した(B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂を塗布し冷却する、のいずれかの方法により成形一体化することが好ましい。
このように、本発明に係る複合成形体およびその製造方法によれば、(B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂からなる層を、(A)ポリアミド系樹脂をマトリクス樹脂とする繊維強化樹脂の層と(C)ポリエステル系樹脂、ポリエチレン系樹脂、ポリアリーレンサルファイド系樹脂から選ばれる少なくとも一種の樹脂からなる層との接合層として介在させることにより、これら(A)(B)(C)層が強固に接合一体化された複合成形体を得ることができ、(A)層又は(C)層の単層では実現できなかった優れた特性の複合成形体を得ることができる。とくに、(A)繊維強化樹脂の層を有することにより、複合成形体全体として他の要求特性を発揮しつつ高い機械特性の発現が可能になる。
以下に、本発明について、実施の形態とともに、さらに詳細に説明する。
本発明に係る複合成形体においては、(A)ポリアミド系樹脂をマトリクス樹脂とする繊維強化樹脂からなる繊維強化樹脂成形体、(B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂からなる成形体、(C)ポリエステル系樹脂、ポリエチレン系樹脂、ポリアリーレンサルファイド系樹脂から選ばれる少なくとも一種をマトリクス樹脂とする成形体がこの順に積層されている。これら各構成成分について以下に詳細に説明する。
本発明に係る複合成形体においては、(A)ポリアミド系樹脂をマトリクス樹脂とする繊維強化樹脂からなる繊維強化樹脂成形体、(B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂からなる成形体、(C)ポリエステル系樹脂、ポリエチレン系樹脂、ポリアリーレンサルファイド系樹脂から選ばれる少なくとも一種をマトリクス樹脂とする成形体がこの順に積層されている。これら各構成成分について以下に詳細に説明する。
(A)繊維強化樹脂成形体
繊維強化樹脂成形体に用いられる熱可塑性樹脂としては、ポリアミド樹脂であり、アミノカルボン酸、ラクタムあるいはジアミンとジカルボン酸(それらの一対の塩も含まれる)を主たる原料とするアミド結合を主鎖内に有する重合体である。その原料の具体例として、アミノカルボン酸としては、6-アミノカプロン酸、11-アミノウンデカン酸、12-アミノドデカン酸等がある。またラクタムとしてはε-カプロラクタム、ω-ウンデカノラクタム、ω-ラウロラクタム等がある。ジアミンとしては、テトラメチレンジアミン、ヘキサメチレンジアミン、ウンデカメチレンジアミン、ドデカメチレンジアミン等がある。またジカルボン酸としては、アジピン酸、スベリン酸、セバシン酸、ドデカン二酸等がある。またこれらジアミンとジカルボン酸は一対の塩として用いることもできる。
繊維強化樹脂成形体に用いられる熱可塑性樹脂としては、ポリアミド樹脂であり、アミノカルボン酸、ラクタムあるいはジアミンとジカルボン酸(それらの一対の塩も含まれる)を主たる原料とするアミド結合を主鎖内に有する重合体である。その原料の具体例として、アミノカルボン酸としては、6-アミノカプロン酸、11-アミノウンデカン酸、12-アミノドデカン酸等がある。またラクタムとしてはε-カプロラクタム、ω-ウンデカノラクタム、ω-ラウロラクタム等がある。ジアミンとしては、テトラメチレンジアミン、ヘキサメチレンジアミン、ウンデカメチレンジアミン、ドデカメチレンジアミン等がある。またジカルボン酸としては、アジピン酸、スベリン酸、セバシン酸、ドデカン二酸等がある。またこれらジアミンとジカルボン酸は一対の塩として用いることもできる。
ポリアミド樹脂の好ましい例としては、ポリカプロアミド(ナイロン6)、ポリテトラメチレンアジパミド(ナイロン46)、ポリヘキサメチレンアジパミド(ナイロン66)、ポリカプロアミド/ポリヘキサメチレンアジパミドコポリマー(ナイロン6/66)、ポリウンデカミド(ナイロン11)、ポリカプロアミド/ポリウンデカミドコポリマー(ナイロン6/11)、ポリドデカミド(ナイロン12)、ポリカプロアミド/ポリドデカミドコポリマー(ナイロン6/12)、ポリヘキサメチレンセバカミド(ナイロン610)、ポリヘキサメチレンドデカミド(ナイロン612)、ポリウンデカメチレンアジパミド(ナイロン116)およびこれらの混合物ないし共重合体等が挙げられる。中でもナイロン6が特に好ましい。またポリアミド樹脂は単体で用いる他、もしくは2種以上を混合して用いてもよい。
次に繊維強化樹脂成形体に用いられる強化繊維としては、炭素繊維、ガラス繊維等の無機繊維、ポリアミド系繊維、ポリエステル系繊維、アラミド繊維等の合成樹脂繊維、チタン繊維、ボロン繊維、ステンレス繊維等の金属繊維が挙げられるが、必ずしもこれらに限定されるものではない。強化繊維として好ましくは炭素繊維である。炭素繊維を用いることで、機械強度に優れる複合成形体を得ることができる。
特に限定されないが、本発明における一形態では、表皮材が繊維強化熱可塑性樹脂からなり、最終成形形態で構造体の表層を構成して、芯材と併せて構造体の強度を担うとともに、表層部位として構造体の剛性を支配することから、所望の方向に対して高い剛性(曲げ剛性等)を有することが好ましい。そのためには、表皮材の強化繊維が連続繊維からなることが好ましい。
また、表皮材として、強化繊維を一方向に引き揃えて熱可塑性樹脂を含浸させた表皮材を用いることができる。このような表皮材を使用すれば、比較的大型大面積の複合成形体であっても、容易に表皮材を所定の位置に配置できるようになる。またこの場合、表皮材として、強化繊維を一方向に引き揃えて熱可塑性樹脂を含浸させたテープ状基材を、積層または編み込んだ板状の表皮材からなる形態も採ることができる。このような形態を採用すれば、比較的大型大面積の構造体であっても、容易に表皮材を所定の位置に配置できるとともに、表皮材に望ましい機械特性を容易に付与できるようになる。
また、表皮材として、強化繊維織物を含む形態を採ることができる。このような形態を採用すれば、複合成形体の表面に望ましい意匠性を持たせることも可能になる。また、強化繊維織物を含むことにより、複合成形体の表層を構成する表皮材自体の機械特性をより向上することも可能になるので、構造体全体としての機械特性の向上が可能になる。
本発明で使用する、一方向に引き揃えた連続繊維強化熱可塑性樹脂からなる表皮材の製造方法は特に限定されるものではなく、例えば、溶融樹脂が充満した含浸ダイに連続繊維を投入し、スリットダイから引き抜くプルトルージョン法や、連続繊維束に熱可塑性樹脂粉体をまぶし溶融プレスするパウダー含浸法、連続強化繊維と熱可塑性繊維を混紡した繊維を板状に配置し熱プレスする方法、一方向に引き揃えた連続繊維の上下から樹脂フィルムを押し当て、樹脂を含浸せしめる方法などが挙げられる。これらの製造方法の中でも、溶融樹脂が充満した含浸ダイに連続繊維を投入し、スリットダイから引き抜くプルトルージョン法は、連続繊維内への溶融樹脂の含浸性が良く、複合成形体の強度、剛性、さらには耐熱老化性、耐温水試験後の特性が高くなるため好ましい。
(B)エポキシ基及び/またはグリシジル基含有エチレン系共重合体
本発明における(B)エポキシ基及び/またはグリシジル基含有エチレン系共重合体は、例えば、エチレン由来の単量体単位と、メタクリル酸グリシジル由来の単量体単位とを含む共重合体である。
本発明における(B)エポキシ基及び/またはグリシジル基含有エチレン系共重合体は、例えば、エチレン由来の単量体単位と、メタクリル酸グリシジル由来の単量体単位とを含む共重合体である。
接着性の観点から、このエポキシ基及び/またはグリシジル基含有エチレン系共重合体は、この共重合体の質量を100質量%とするとき、メタクリル酸グリシジルに由来する単量体単位を0.01~30質量%含有し、好ましくは0.1~30質量%含有する。1質量%以上がより好ましく、5質量%以上がさらに好ましい。20質量%以下がより好ましく、15質量%以下がさらに好ましい。
メタクリル酸グリシジル由来の単量体としては、例えば、グリシジルメタアクリレート、グリシジルアクリレート等のα,β-不飽和グリシジルエステル、アリルグリシジルエーテル、2-メチルアリルグリシジルエーテル等のα,β-不飽和グリシジルエーテルを挙げることができ、好ましくはグリシジルメタアクリレートである。
(B)エポキシ基及び/またはグリシジル基含有エチレン系共重合体としては、具体的には、グリシジルメタアクリレート-エチレン共重合体(例えば、住友化学社製、商品名「ボンドファースト」)が挙げられる。また、(B)エポキシ基及び/またはグリシジル基含有ポリオレフィン系共重合体として、ポリエチレン、ポリプロピレン、ポリスチレン、エチレン-α-オレフィン共重合体、水添及び非水添のスチレン-共役ジエン系等に、メタクリル酸グリシジル由来の単量体を、溶液若しくは溶融混練でグラフト重合させたものを用いてもよい。
(B)成分のメルトフローレートは、0.1~300g/10分であることが好ましい。0.5g/10分以上がより好ましく、1g/10分以上がさらに好ましい。100g/10分以下がより好ましく、10g/10分以下がさらに好ましい。ここでいうメルトフローレートとは、JIS K 7210(1995)に規定された方法によって、試験荷重21.18N、試験温度190℃の条件で測定される。
(B)成分は、例えば、高圧ラジカル重合法、溶液重合法、乳化重合法等により、エポキシ基を有する単量体と、エチレンと、必要に応じて他の単量体とを共重合する方法、エチレン系樹脂にエポキシ基を有する単量体をグラフト重合させる方法等により製造することができる。
(C)ポリエステル系樹脂、ポリエチレン系樹脂、ポリアリーレンサルファイド系樹脂から選択したマトリクス樹脂を含む成形体
(1)ポリエステル系樹脂
本発明において好ましいポリエステル系樹脂は、主鎖中にエステル結合を有し、(イ)ジカルボン酸またはそのエステル形成性誘導体とジオールまたはそのエステル形成性誘導体、(ロ)ヒドロキシカルボン酸あるいはそのエステル形成性誘導体、(ハ)ラクトンから選択された一種以上を主構造単位とする重合体または共重合体である。
本発明において好ましいポリエステル系樹脂は、主鎖中にエステル結合を有し、(イ)ジカルボン酸またはそのエステル形成性誘導体とジオールまたはそのエステル形成性誘導体、(ロ)ヒドロキシカルボン酸あるいはそのエステル形成性誘導体、(ハ)ラクトンから選択された一種以上を主構造単位とする重合体または共重合体である。
上記ジカルボン酸あるいはそのエステル形成性誘導体としては、テレフタル酸、イソフタル酸、フタル酸、2,6-ナフタレンジカルボン酸、1,5-ナフタレンジカルボン酸、ビス(p-カルボキシフェニル)メタン、アントラセンジカルボン酸、4,4’-ジフェニルエーテルジカルボン酸、5-テトラブチルホスホニウムイソフタル酸、5-ナトリウムスルホイソフタル酸などの芳香族ジカルボン酸、シュウ酸、コハク酸、アジピン酸、セバシン酸、アゼライン酸、ドデカンジオン酸、マロン酸、グルタル酸、ダイマー酸などの脂肪族ジカルボン酸、1,3-シクロヘキサンジカルボン酸、1,4-シクロヘキサンジカルボン酸などの脂環式ジカルボン酸およびこれらのエステル形成性誘導体などが挙げられる。
また、上記ジオールあるいはそのエステル形成性誘導体としては、炭素数2~20の脂肪族グリコールすなわち、エチレングリコール、プロピレングリコール、1,4-ブタンジオール、ネオペンチルグリコール、1,5-ペンタンジオール、1,6-ヘキサンジオール、デカメチレングリコール、シクロヘキサンジメタノール、シクロヘキサンジオール、ダイマージオールなど、あるいは分子量200~100000の長鎖グリコール、すなわちポリエチレングリコール、ポリ-1,3-プロピレングリコール、ポリテトラメチレングリコールなど、芳香族ジオキシ化合物すなわち、4,4’-ジヒドロキシビフェニル、ハイドロキノン、t-ブチルハイドロキノン、ビスフェノールA、ビスフェノールS、ビスフェノールFおよびこれらのエステル形成性誘導体などが挙げられる。
ジカルボン酸またはそのエステル形成性誘導体とジオールまたはそのエステル形成性誘導体を構造単位とする重合体または共重合体としては、ポリエチレンテレフタレート、リプロピレンテレフタレート、ポリブチレンテレフタレート、ポリシクロヘキサンジメチレンテレフタレート、ポリへキシレンテレフタレート、ポリエチレンイソフタレート、ポリプロピレンイソフタレート、ポリブチレンイソフタレート、ポリシクロヘキサンジメチレンイソフタレート、ポリへキシレンイソフタレート、ポリエチレンナフタレート、ポリプロピレンナフタレート、ポリブチレンナフタレート、ポリエチレンイソフタレート/テレフタレート、ポリプロピレンイソフタレート/テレフタレート、ポリブチレンイソフタレート/テレフタレート、ポリエチレンテレフタレート/ナフタレート、ポリプロピレンテレフタレート/ナフタレート、ポリブチレンテレフタレート/ナフタレート、ポリブチレンテレフタレート/デカンジカルボキシレート、ポリエチレンテレフタレート/シクロヘキサンジメチレンテレフタレート、ポリエチレンテレフタレート/5-ナトリウムスルホイソフタレート、ポリプロピレンテレフタレート/5-ナトリウムスルホイソフタレート、ポリブチレンテレフタレート/5-ナトリウムスルホイソフタレート、ポリエチレンテレフタレート/ポリエチレングリコール、ポリプロピレンテレフタレート/ポリエチレングリコール、ポリブチレンテレフタレート/ポリエチレングリコール、ポリエチレンテレフタレート/ポリテトラメチレングリコール、ポリプロピレンテレフタレート/ポリテトラメチレングリコール、ポリブチレンテレフタレート/ポリテトラメチレングリコール、ポリエチレンテレフタレート/イソフタレート/ポリテトラメチレングリコール、ポリプロピレンテレフタレート/イソフタレート/ポリテトラメチレングリコール、ポリブチレンテレフタレート/イソフタレート/ポリテトラメチレングリコール、ポリエチレンテレフタレート/サクシネート、ポリプロピレンテレフタレート/サクシネート、ポリブチレンテレフタレート/サクシネート、ポリエチレンテレフタレート/アジペート、ポリプロピレンテレフタレート/アジペート、ポリブチレンテレフタレート/アジペート、ポリエチレンテレフタレート/セバケート、ポリプロピレンテレフタレート/セバケート、ポリブチレンテレフタレート/セバケート、ポリエチレンテレフタレート/イソフタレート/アジペート、ポリプロピレンテレフタレート/イソフタレート/アジペート、ポリブチレンテレフタレート/イソフタレート/サクシネート、ポリブチレンテレフタレート/イソフタレート/アジペート、ポリブチレンテレフタレート/イソフタレート/セバケートなどの芳香族ポリエステル樹脂、ポリエチレンオキサレート、ポリプロピレンオキサレート、ポリブチレンオキサレート、ポリエチレンサクシネート、ポリプロピレンサクシネート、ポリブチレンサクシネート、ポリエチレンアジペート、ポリプロピレンアジペート、ポリブチレンアジペート、ポリネオペンチルグリコールアジペート、ポリエチレンセバケート、ポリプロピレンセバケート、ポリブチレンセバケート、ポリエチレンサクシネート/アジペート、ポリプロピレンサクシネート/アジペート、ポリブチレンサクシネート/アジペートなどの脂肪族ポリエステル樹脂が挙げられる。
また、上記ヒドロキシカルボン酸としては、グリコール酸、乳酸、ヒドロキシプロピオン酸、ヒドロキシ酪酸、ヒドロキシ吉草酸、ヒドロキシカプロン酸、ヒドロキシ安息香酸、p-ヒドロキシ安息香酸、6-ヒドロキシ-2-ナフトエ酸およびこれらのエステル形成性誘導体などが挙げられ、これらを構造単位とする重合体または共重合体としては、ポリグリコール酸、ポリ乳酸、ポリグリコール酸/乳酸、ポリヒドロキシ酪酸/β-ヒドロキシ酪酸/β-ヒドロキシ吉草酸などの脂肪族ポリエステル樹脂が挙げられる。
また、上記ラクトンとしてはカプロラクトン、バレロラクトン、プロピオラクトン、ウンデカラクトン、1,5-オキセパン-2-オンなどが挙げられ、これらを構造単位とする重合体または共重合体としては、ポリカプロラクトン、ポリバレロラクトン、ポリプロピオラクトン、ポリカプロラクトン/バレロラクトンなどが挙げられる。
これらの中で、ジカルボン酸またはそのエステル形成性誘導体とジオールまたはそのエステル形成性誘導体を主構造単位とする重合体または共重合体が好ましく、芳香族ジカルボン酸またはそのエステル形成性誘導体と脂肪族ジオールまたはそのエステル形成性誘導体を主構造単位とする重合体または共重合体がより好ましく、テレフタル酸またはそのエステル形成性誘導体とエチレングリコール、プロピレングリコール、ブタンジオールから選ばれる脂肪族ジオールまたはそのエステル形成性誘導体を主構造単位とする重合体または共重合体がさらに好ましく、中でも、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリブチレンテレフタレート、ポリシクロヘキサンジメチレンテレフタレート、ポリエチレンナフタレート、ポリプロピレンナフタレート、ポリブチレンナフタレート、ポリエチレンイソフタレート/テレフタレート、ポリプロピレンイソフタレート/テレフタレート、ポリブチレンイソフタレート/テレフタレート、ポリエチレンテレフタレート/ナフタレート、ポリプロピレンテレフタレート/ナフタレート、ポリブチレンテレフタレート/ナフタレート、ポリ乳酸、ポリグリコール酸などの非液晶性ポリエステル樹脂が好ましく、より好ましくはポリエチレンテレフタレート、ポリブチレンテレフタレート、特に好ましくはポリブチレンテレフタレートである。
本発明において、上記ジカルボン酸またはそのエステル形成性誘導体とジオールまたはそのエステル形成性誘導体を主構造単位とする重合体または共重合体中の全ジカルボン酸に対するテレフタル酸またはそのエステル形成性誘導体の割合が30モル%以上であることが好ましく、40モル%以上であることがさらに好ましい。
本発明で用いるポリエステル系樹脂のカルボキシル末端基量は、特に限定されないが、耐加水分解性および耐熱性の点で、50eq/t以下であることが好ましく、30eq/t以下であることがより好ましく、20eq/t以下であることがさらに好ましく、10eq/t以下であることが特に好ましい。下限は0eq/tである。なお、本発明において、ポリエステル樹脂のカルボキシル末端基量は、o-クレゾール/クロロホルム溶媒に溶解させた後、エタノール性水酸化カリウムで滴定し測定した値である。
本発明で用いるポリエステル系樹脂のビニル末端基量は、特に限定されないが、色調の点で、15eq/t以下であることが好ましく、10eq/t以下であることがより好ましく、5eq/t以下であることがさらに好ましい。下限は、0eq/tである。なお、本発明において、ポリエステル樹脂のビニル末端基量は、重水素化ヘキサフルオロイソプロパノール溶媒を用いて、1H-NMRにより測定した値である。
本発明で用いるポリエステル系樹脂のヒドロキシル末端基量は、特に限定されないが、成形性の点で、50eq/t以上であることが好ましく、80eq/t以上であることがより好ましく、100eq/t以上であることがさらに好ましく、120eq/t以上であることが特に好ましい。上限は、特に限定されないが、180eq/tである。なお、本発明において、ポリエステル系樹脂のヒドロキシル末端基量は、重水素化ヘキサフルオロイソプロパノール溶媒を用いて、1H-NMRにより測定した値である。
本発明で用いるポリエステル系樹脂の粘度は、特に限定されないが、o-クロロフェノール溶液を25℃で測定したときの固有粘度が0.36~1.60dl/gの範囲であることが好ましく、0.50~1.25dl/gの範囲であることがより好ましい。
本発明で用いるポリエステル樹脂の分子量は、耐熱性の点で、重量平均分子量(Mw)5万~50万の範囲であることが好ましく、10万~30万の範囲であることがより好ましく、15万~25万の範囲であることがさらに好ましい。
本発明で使用するポリエステル系樹脂の製造方法は、特に限定されるものではなく、公知の重縮合法や開環重合法などにより製造することができ、バッチ重合および連続重合のいずれでもよく、また、エステル交換反応および直接重合による反応のいずれでも適用することができるが、カルボキシル末端基量を少なくすることができ、かつ、流動性および耐加水分解性向上効果が大きくなるという点で、連続重合が好ましく、コストの点で、直接重合が好ましい。
本発明で使用するポリエステル系樹脂が、ジカルボン酸またはそのエステル形成性誘導体とジオールまたはそのエステル形成性誘導体とを主成分とする縮合反応により得られる重合体ないしは共重合体である場合には、ジカルボン酸またはそのエステル形成誘導体とジオールまたはそのエステル形成性誘導体とを、エステル化反応またはエステル交換反応し、次いで重縮合反応することにより製造することができる。なお、エステル化反応またはエステル交換反応および重縮合反応を効果的に進めるために、これらの反応時に重合反応触媒を添加することが好ましく、重合反応触媒の具体例としては、チタン酸のメチルエステル、テトラ-n-プロピルエステル、テトラ-n-ブチルエステル、テトライソプロピルエステル、テトライソブチルエステル、テトラ-tert-ブチルエステル、シクロヘキシルエステル、フェニルエステル、ベンジルエステル、トリルエステル、あるいはこれらの混合エステルなどの有機チタン化合物、ジブチルスズオキサイド、メチルフェニルスズオキサイド、テトラエチルスズ、ヘキサエチルジスズオキサイド、シクロヘキサヘキシルジスズオキサイド、ジドデシルスズオキサイド、トリエチルスズハイドロオキサイド、トリフェニルスズハイドロオキサイド、トリイソブチルスズアセテート、ジブチルスズジアセテート、ジフェニルスズジラウレート、モノブチルスズトリクロライド、ジブチルスズジクロライド、トリブチルスズクロライド、ジブチルスズサルファイドおよびブチルヒドロキシスズオキサイド、メチルスタンノン酸、エチルスタンノン酸、ブチルスタンノン酸などのアルキルスタンノン酸などのスズ化合物、ジルコニウムテトラ-n-ブトキシドなどのジルコニア化合物、三酸化アンチモン、酢酸アンチモンなどのアンチモン化合物などが挙げられるが、これらの内でも有機チタン化合物およびスズ化合物が好ましく、さらに、チタン酸のテトラ-n-プロピルエステル、テトラ-n-ブチルエステルおよびテトライソプロピルエステルが好ましく、チタン酸のテトラ-n-ブチルエステルが特に好ましい。これらの重合反応触媒は、1種のみを用いてもよく、2種以上を併用することもできる。重合反応触媒の添加量は、機械特性、成形性および色調の点で、ポリエステル樹脂100重量部に対して、0.005~0.5重量部の範囲が好ましく、0.01~0.2重量部の範囲がより好ましい。
(2)エチレン系樹脂組成物
エチレン系樹脂組成物としては、JIS K 6760-1981に規定された方法により、アニール無しで測定された密度が910kg/m3を超えるものであって、エチレン単独重合体、エチレン-α-オレフィン共重合体等が挙げられる。エチレン-α-オレフィン共重合体に用いられるα-オレフィンは、炭素数4~12のα-オレフィンであり、例えば、1-ブテン、2-メチル-1-プロペン、2-メチル-1-ブテン、3-メチル-1-ブテン、1-ヘキセン、2-エチル-1-ブテン、2,3-ジメチル-1-ブテン、2-メチル-1-ペンテン、3-メチル-1-ペンテン、4-メチル-1-ペンテン、3,3-ジメチル-1-ブテン、1-ヘプテン、メチル-1-ヘキセン、ジメチル-1-ペンテン、エチル-1-ペンテン、トリメチル-1-ブテン、メチルエチル-1-ブテン、1-オクテン、メチル-1-ペンテン、エチル-1-ヘキセン、ジメチル-1-ヘキセン、プロピル-1-ヘプテン、メチルエチル-1-ヘプテン、トリメチル-1-ペンテン、プロピル-1-ペンテン、ジエチル-1-ブテン、1-ノネン、1-デセン、1-ウンデセン、1-ドデセン等が挙げられる。中でも、1-ブテン、1-ペンテン、1-ヘキセン、1-オクテンが好ましい。
エチレン系樹脂組成物としては、JIS K 6760-1981に規定された方法により、アニール無しで測定された密度が910kg/m3を超えるものであって、エチレン単独重合体、エチレン-α-オレフィン共重合体等が挙げられる。エチレン-α-オレフィン共重合体に用いられるα-オレフィンは、炭素数4~12のα-オレフィンであり、例えば、1-ブテン、2-メチル-1-プロペン、2-メチル-1-ブテン、3-メチル-1-ブテン、1-ヘキセン、2-エチル-1-ブテン、2,3-ジメチル-1-ブテン、2-メチル-1-ペンテン、3-メチル-1-ペンテン、4-メチル-1-ペンテン、3,3-ジメチル-1-ブテン、1-ヘプテン、メチル-1-ヘキセン、ジメチル-1-ペンテン、エチル-1-ペンテン、トリメチル-1-ブテン、メチルエチル-1-ブテン、1-オクテン、メチル-1-ペンテン、エチル-1-ヘキセン、ジメチル-1-ヘキセン、プロピル-1-ヘプテン、メチルエチル-1-ヘプテン、トリメチル-1-ペンテン、プロピル-1-ペンテン、ジエチル-1-ブテン、1-ノネン、1-デセン、1-ウンデセン、1-ドデセン等が挙げられる。中でも、1-ブテン、1-ペンテン、1-ヘキセン、1-オクテンが好ましい。
本発明では上記の成分のほかに、本発明の特徴及び効果を損わない範囲で他の付加的成分を添加してもよい。例えば、酸化防止剤、耐候性改良剤、造核剤、難燃剤、可塑剤、滑剤、帯電防止剤、各種着色剤等が挙げられる。
エチレン系樹脂組成物のメルトフローレート(以下、MFRともいう)は、積層体の強度の観点から、0.01~400g/10分であることが好ましい。1g/10分以上がより好ましく、5g/10分以上がさらに好ましい。200g/10分以下がより好ましく、150g/10分以下がさらに好ましい。本発明におけるMFRは、ASTM D1238に従って、190℃、21.2N荷重で測定した値である。
(3)ポリアリーレンサルファイド系樹脂
ポリアリーレンサルファイド系樹脂の代表例としては、ポリフェニレンサルファイド(以下、PPSと略す場合もある)、ポリフェニレンサルファイドスルホン、ポリフェニレンサルファイドケトン、これらのランダム共重合体、ブロック共重合体およびそれらの混合物などが挙げられ、中でもポリフェニレンサルファイドが特に好ましく使用される。かかるポリフェニレンサルファイドは、下記構造式で示される繰り返し単位を有するものであり、好ましくは70モル%以上、より好ましくは90モル% 以上含む重合体であり、上記繰り返し単位が70モル%以上の場合には、耐熱性が優れる点で好ましい。
ポリアリーレンサルファイド系樹脂の代表例としては、ポリフェニレンサルファイド(以下、PPSと略す場合もある)、ポリフェニレンサルファイドスルホン、ポリフェニレンサルファイドケトン、これらのランダム共重合体、ブロック共重合体およびそれらの混合物などが挙げられ、中でもポリフェニレンサルファイドが特に好ましく使用される。かかるポリフェニレンサルファイドは、下記構造式で示される繰り返し単位を有するものであり、好ましくは70モル%以上、より好ましくは90モル% 以上含む重合体であり、上記繰り返し単位が70モル%以上の場合には、耐熱性が優れる点で好ましい。
また、かかるポリフェニレンサルファイド系樹脂は、その繰り返し単位の30モル% 以下を、下記の構造式を有する繰り返し単位などで構成することが可能であり、ランダム共重合体、ブロック共重合体であってもよく、それらの混合物であってもよい。
かかるポリアリーレンサルファイド系樹脂は、通常公知の方法、つまり特公昭45-3368号公報に記載される比較的分子量の小さな重合体を得る方法あるいは特公昭52-12240号公報や特開昭61-7332号公報に記載される比較的分子量の大きな重合体を得る方法などによって製造することができる。
本発明で用いられるポリアリーレンサルファイド系樹脂の分子量は、また、フィラー高充填化を可能とするためにポリスチレン換算における重量平均分子量が50000以下であることが好ましく、40000以下がより好ましく、25000以下であることが特に好ましい。重量平均分子量の下限については特に制限はないが、滞留安定性等を考慮した場合、1500以上であることが好ましい。また重量平均分子量の異なる2種以上のポリアリーレンサルファイド系樹脂を併用して用いてもよい。なお、ポリアリーレンサルファイド系樹脂のポリスチレン換算の重量平均分子量は、1-クロロナフタレン(1-CN)5gにポリアリーレンサルファイド系樹脂5mg を溶解し、超高温GPC装置を用いて測定することができる。
本発明の(C)ポリエステル系樹脂、ポリエチレン系樹脂、ポリアリーレンサルファイド系樹脂から選択したマトリクス樹脂を含む成形体においては、機械強度その他の特性を付与するために、さらに充填材を配合することが可能である。充填材は特に限定されるものでないが、繊維状、非繊維状(板状、鱗片状、粒状、不定形状、破砕品など)などのいずれの充填剤も使用することができる。
具体的には例えば、繊維状フィラーとしてガラス繊維、PAN系やピッチ系の炭素繊維、ステンレス繊維、アルミニウム繊維や黄銅繊維などの金属繊維、芳香族ポリアミド繊維などの有機繊維、石膏繊維、セラミック繊維、アスベスト繊維、ジルコニア繊維、アルミナ繊維、シリカ繊維、酸化チタン繊維、炭化ケイ素繊維、ロックウール、チタン酸カリウムウィスカー、チタン酸バリウムウィスカー、ほう酸アルミニウムウィスカー、窒化ケイ素ウィスカー等が挙げられる。ガラス繊維あるいは炭素繊維の種類は、一般に樹脂の強化用に用いるものなら特に限定はなく、例えば長繊維タイプや短繊維タイプのチョップドストランド、ミルドファイバーなどから選択して用いることができる。また、ガラス繊維はエチレン/ 酢酸ビニル共重合体などの熱可塑性樹脂、エポキシ樹脂などの熱硬化性樹脂で被覆あるいは集束されていてもよい。
非繊維状フィラーとしてマイカ、タルク、カオリン、シリカ、炭酸カルシウム、ガラスビーズ、ガラスフレーク、ガラスマイクロバルーン、クレー、二硫化モリブデン、ワラステナイト、ポリリン酸カルシウム、グラファイト、金属粉、金属フレーク、金属リボン、金属酸化物( アルミナ、酸化亜鉛、酸化チタン等) 、カーボン粉末、黒鉛、カーボンフーク、鱗片状カーボン、カーボンナノチューブなどが挙げられる。また、金属粉、金属フレーク、金属リボンの金属種の具体例としては銀、ニッケル、銅、亜鉛、アルミニウム、ステンレス、鉄、黄銅、クロム、錫などが例示できる。
上述した中でも、炭素繊維、ガラス繊維を用いることが好ましい。
本発明においては、まず(A)繊維強化樹脂成形体+(B)成形体の形態で製造し、それに(C)成形体を積層して複合成形体を製造することができる。この場合、(A)繊維強化樹脂成形体+(B)成形体の製造方法としては、下記の方法が例示される。
(イ)(A)に対し(B)を積層し、熱プレスで溶融、一体化する。
(ロ)(A)の製造工程において表面に溶融した(B)を塗布し冷却させる。
(ハ)((A)と(B)を共押出し、一体化させた状態で吐出、冷却させる。
この中でも、密着性が良好であり、曲げ評価での曲げ強度、曲げ弾性率の向上効果が大きく、さらに耐熱老化性、耐温水性試験後の曲げ評価においても曲げ強度、曲げ弾性率の極端な低下が見られない点で、(イ)、(ロ)の方法が好ましい。
(イ)(A)に対し(B)を積層し、熱プレスで溶融、一体化する。
(ロ)(A)の製造工程において表面に溶融した(B)を塗布し冷却させる。
(ハ)((A)と(B)を共押出し、一体化させた状態で吐出、冷却させる。
この中でも、密着性が良好であり、曲げ評価での曲げ強度、曲げ弾性率の向上効果が大きく、さらに耐熱老化性、耐温水性試験後の曲げ評価においても曲げ強度、曲げ弾性率の極端な低下が見られない点で、(イ)、(ロ)の方法が好ましい。
また、{(A)+(B)}+(C)樹脂の製造方法としては、下記の方法が例示される。
(イ)(C)の射出成形時に(A)+(B)一体化シートもしくは独立した(A)、(B)と熱融着する。
(ロ)(C)を先に射出成形し、(A)+(B)の一体化シートを後貼りで熱融着し一体化する。
この場合、(レーザー、熱板、赤外線、摩擦撹拌、超音波、振動、スピン、マイクロ波、電磁誘導、電磁誘電)などの各種溶着手法があるが、それらに限定されるものではない。
(イ)(C)の射出成形時に(A)+(B)一体化シートもしくは独立した(A)、(B)と熱融着する。
(ロ)(C)を先に射出成形し、(A)+(B)の一体化シートを後貼りで熱融着し一体化する。
この場合、(レーザー、熱板、赤外線、摩擦撹拌、超音波、振動、スピン、マイクロ波、電磁誘導、電磁誘電)などの各種溶着手法があるが、それらに限定されるものではない。
本発明の複合成形体は、接合強度に優れているため、自動車、航空機、鉄道車両、船舶、自転車等の移動体を構成する部品類、電気、電子機器や建築材料、スポーツ用品などの構造部材等の用途において有用である。例えば、自動車部品のフード、ドアパネル、ルーフ、シート、バックドア、ドアインナー、ラジエータコアサポート、電気、電子機器のハウジングやシャーシ、ギアなどにおいて好適に使用できる。
以下に、実施例、比較例について説明する。まず、実施例、比較例で用いた物性の測定方法について説明する。
(1)曲げ評価
10mm×150mm×3.0mmの短冊状試験片に切り出し、スパン間距離80mm、曲げ速度2mm/minで短冊を押し曲げた。n=3で測定し、補強効果として曲げ強度、曲げ弾性率を測定した。
10mm×150mm×3.0mmの短冊状試験片に切り出し、スパン間距離80mm、曲げ速度2mm/minで短冊を押し曲げた。n=3で測定し、補強効果として曲げ強度、曲げ弾性率を測定した。
(2)耐熱老化性試験
曲げ評価用の短冊試験片を80℃雰囲気下の熱風オーブン(タバイ社製)に投入し、500時間経過後に取り出し、23℃、50%RHで24時間放置し、曲げ強度、曲げ弾性率を測定した。
曲げ評価用の短冊試験片を80℃雰囲気下の熱風オーブン(タバイ社製)に投入し、500時間経過後に取り出し、23℃、50%RHで24時間放置し、曲げ強度、曲げ弾性率を測定した。
(3)耐温水性評価
曲げ評価用の短冊試験片を50℃の温水に浸漬させ、500時間経過後に取り出し、水分除去した後に、23℃、50%RHで24時間放置し、曲げ強度、曲げ弾性率を測定した。
曲げ評価用の短冊試験片を50℃の温水に浸漬させ、500時間経過後に取り出し、水分除去した後に、23℃、50%RHで24時間放置し、曲げ強度、曲げ弾性率を測定した。
<各組成物の製造方法>
製造例1:(A)繊維強化樹脂成形体(A-1)の製造
東レ(株)製炭素繊維“トレカ”(登録商標)T700S(12K)を引き揃え、ナイロン6樹脂で充満された含浸ダイに投入した後、引き抜き成形によって、幅50mm、厚み0.28mm、連続繊維含有量50重量%の表皮材(A-1)を得た。
製造例1:(A)繊維強化樹脂成形体(A-1)の製造
東レ(株)製炭素繊維“トレカ”(登録商標)T700S(12K)を引き揃え、ナイロン6樹脂で充満された含浸ダイに投入した後、引き抜き成形によって、幅50mm、厚み0.28mm、連続繊維含有量50重量%の表皮材(A-1)を得た。
製造例2:(A)繊維強化樹脂成形体(A-2)の製造
東レ(株)製炭素繊維“トレカ”(登録商標)T700S(12K)の連続繊維束にナイロン6樹脂フィルムを溶融プレスするフィルム法により、同繊維含有量の繊維強化樹脂成形体(A-2)を作製した。
東レ(株)製炭素繊維“トレカ”(登録商標)T700S(12K)の連続繊維束にナイロン6樹脂フィルムを溶融プレスするフィルム法により、同繊維含有量の繊維強化樹脂成形体(A-2)を作製した。
製造例3:エポキシ基及び/またはグリシジル基含有エチレン系共重合体からなる成形体(B-1)の製造
友化学社製「ボンドファースト(登録商標)E」(エチレン-グリシジルメタアクリレート共重合体、MFR(190℃)=3g/10分、グリシジルメタアクリレートに由来する単量体単位含有量=12質量%)を温度200℃にて押出機に投入し、押し出された共重合体を冷却ドラム上で冷却・固化させ厚み50μmに製膜し、成形体(B-1)を作製した。
友化学社製「ボンドファースト(登録商標)E」(エチレン-グリシジルメタアクリレート共重合体、MFR(190℃)=3g/10分、グリシジルメタアクリレートに由来する単量体単位含有量=12質量%)を温度200℃にて押出機に投入し、押し出された共重合体を冷却ドラム上で冷却・固化させ厚み50μmに製膜し、成形体(B-1)を作製した。
製造例4:エポキシ基及び/またはグリシジル基含有エチレン系共重合体からなる成形体(B-2)の製造
特開昭47-23490号および特開昭48-11888号公報に記載の方法により、エチレン98重量%とグリシジルメタクリレート2重量%からなる共重合体を製造した以外は、製造例2と同様の方法により、成形体(B-2)を作製した。
特開昭47-23490号および特開昭48-11888号公報に記載の方法により、エチレン98重量%とグリシジルメタクリレート2重量%からなる共重合体を製造した以外は、製造例2と同様の方法により、成形体(B-2)を作製した。
製造例5:エポキシ基及び/またはグリシジル基含有エチレン系共重合体からなる成形体(B-3)の製造
日油化学社製「モディパー(登録商標)A4300」(エチレン-グリシジルメタアクリレート共重合体)グラフトBA(ブチルアクリレート)/MMA(メタクリル酸メチル)、MFR(190℃)=0.1g/10分を温度200℃にて押出機に投入し、押し出された共重合体を冷却ドラム上で冷却・固化させ厚み50μmに製膜し、成形体(B-3)を作製した。
日油化学社製「モディパー(登録商標)A4300」(エチレン-グリシジルメタアクリレート共重合体)グラフトBA(ブチルアクリレート)/MMA(メタクリル酸メチル)、MFR(190℃)=0.1g/10分を温度200℃にて押出機に投入し、押し出された共重合体を冷却ドラム上で冷却・固化させ厚み50μmに製膜し、成形体(B-3)を作製した。
製造例6:エポキシ基及び/またはグリシジル基含有エチレン系共重合体からなる成形体(B-4)の製造
日油化学社製「モディパー(登録商標)A4400」(エチレン-グリシジルメタアクリレート共重合体)グラフトAS(アクリロニトリル-スチレン)、MFR(190℃)=0.3g/10分を温度200℃にて押出機に投入し、押し出された共重合体を冷却ドラム上で冷却・固化させ厚み50μmに製膜し、成形体(B-4)を作製した。
日油化学社製「モディパー(登録商標)A4400」(エチレン-グリシジルメタアクリレート共重合体)グラフトAS(アクリロニトリル-スチレン)、MFR(190℃)=0.3g/10分を温度200℃にて押出機に投入し、押し出された共重合体を冷却ドラム上で冷却・固化させ厚み50μmに製膜し、成形体(B-4)を作製した。
製造例7:エポキシ基を含まないエチレン系共重合体からなる成形体(B’-1)の製造
製造例3において、使用する原料をエポキシ基を含まないエチレン系共重合体(プライムポリマー社製「ハイゼックス(登録商標)2100J」に変更した以外は、同様の方法を用いて成形体(B’-1)を作製した。
製造例3において、使用する原料をエポキシ基を含まないエチレン系共重合体(プライムポリマー社製「ハイゼックス(登録商標)2100J」に変更した以外は、同様の方法を用いて成形体(B’-1)を作製した。
(C)熱可塑性樹脂組成物としては以下の3種を使用した。
C-1:ポリフェニレンサルファイド樹脂、東レ(株)製“トレリナ”(登録商標)A604
C-2:ポリブチレンテレフタレート樹脂、東レ(株)製“トレコン”(登録商標)1101G30(ガラス繊維30%強化)
C-3:ポリエチレン樹脂、プライムポリマー社製「ハイゼックス(登録商標)2100J
C-1:ポリフェニレンサルファイド樹脂、東レ(株)製“トレリナ”(登録商標)A604
C-2:ポリブチレンテレフタレート樹脂、東レ(株)製“トレコン”(登録商標)1101G30(ガラス繊維30%強化)
C-3:ポリエチレン樹脂、プライムポリマー社製「ハイゼックス(登録商標)2100J
<実施例1>:複合成形体の製造方法
(A)繊維強化樹脂成形体(A―1)に対し、(B)エポキシ基及び/またはグリシジル基含有エチレン系共重合体(B―1)を重ね合わせ、プレス成形機にて240℃でプレスを実施し、(A)と(B)が一体化したシート材を得た。さらに(A)と(B)が一体化したシート材を金型の可動、固定側のキャビティ内に各々(A)が金型面と接触する形でセットし、ポリフェニレンサルファイド樹脂(C-1)をシリンダー温度300℃、金型温度120℃で射出成形し、100×150×3mmのサイズの複合成形体を得た。
(A)繊維強化樹脂成形体(A―1)に対し、(B)エポキシ基及び/またはグリシジル基含有エチレン系共重合体(B―1)を重ね合わせ、プレス成形機にて240℃でプレスを実施し、(A)と(B)が一体化したシート材を得た。さらに(A)と(B)が一体化したシート材を金型の可動、固定側のキャビティ内に各々(A)が金型面と接触する形でセットし、ポリフェニレンサルファイド樹脂(C-1)をシリンダー温度300℃、金型温度120℃で射出成形し、100×150×3mmのサイズの複合成形体を得た。
<実施例2~3、7~17、比較例4~6>
実施例1において、使用する成形体、成形条件を表1、表2に示す通り変更した以外は実施例1と同様の方法を用いて、複合成形体を得た。
実施例1において、使用する成形体、成形条件を表1、表2に示す通り変更した以外は実施例1と同様の方法を用いて、複合成形体を得た。
<実施例4>
実施例1に記載の異種材複合成形体において(A―1)と(B―1)が一体化していない状態で各シート材を金型の可動、固定側のキャビティ内に各々(A―1)が金型面と接触する形でセットし変更した以外は実施例1と同様に射出成形し、複合成形体を得た。
実施例1に記載の異種材複合成形体において(A―1)と(B―1)が一体化していない状態で各シート材を金型の可動、固定側のキャビティ内に各々(A―1)が金型面と接触する形でセットし変更した以外は実施例1と同様に射出成形し、複合成形体を得た。
<実施例5~6>
実施例4において、使用する成形体、成形条件を表1に示す通り変更した以外は実施例4と同様の方法を用いて、複合成形体を得た。
実施例4において、使用する成形体、成形条件を表1に示す通り変更した以外は実施例4と同様の方法を用いて、複合成形体を得た。
<比較例1>
(A)繊維強化樹脂成形体(A―1)を金型の可動、固定側のキャビティ内に各々(A)が金型面と接触する形でセットし、ポリフェニレンサルファイド樹脂(C-1)をシリンダー温度300℃、金型温度120℃で射出成形し、100×150×3mmのサイズの複合成形体を得た。
(A)繊維強化樹脂成形体(A―1)を金型の可動、固定側のキャビティ内に各々(A)が金型面と接触する形でセットし、ポリフェニレンサルファイド樹脂(C-1)をシリンダー温度300℃、金型温度120℃で射出成形し、100×150×3mmのサイズの複合成形体を得た。
<比較例2~3>
比較例1において、使用する成形体、成形条件を表2に示す通り変更した以外は、同様の方法を用いて、複合成形体を得た。
比較例1において、使用する成形体、成形条件を表2に示す通り変更した以外は、同様の方法を用いて、複合成形体を得た。
<比較例7~9>
表2に示す成形条件で(C)熱可塑性樹脂組成物単体(C-1~C-3)の成形体を得た。
表2に示す成形条件で(C)熱可塑性樹脂組成物単体(C-1~C-3)の成形体を得た。
表1に示した組成で得られた各複合成形体の物性評価結果を表3に、表2に示した組成で得られた各複合成形体の物性評価結果を表4に示す。実施例1~17の全てにおいて、接着層として(B-1~4)を介在させた場合は、いずれも密着性が良好であり、曲げ評価での曲げ強度、曲げ弾性率の向上効果が大きく、さらに耐熱老化性、耐温水性試験後の曲げ評価においても曲げ強度、曲げ弾性率の極端な低下が見られず問題ないことがわかった。
一方、接着層を用いない比較例1~3においては、密着性が非常に悪く、成形直後に剥離が発生しており、曲げ評価での曲げ強度、曲げ弾性率の評価が不可能となった。接着層として(B’-1)を用いた比較例4~6においても、密着性が十分に改善されておらず、初期の曲げ評価で曲げ強度、曲げ弾性率の向上効果が低く、耐熱老化性、耐温水性試験後の曲げ評価においても、試験中に剥離が発生したり、曲げ強度、曲げ弾性率が著しく低くなることがわかった。比較例7~9の(C-1~C-3)の単体は初期の曲げ強度、曲げ弾性率が低く、耐熱老化性試験後の物性変化は見られないが、耐温水性試験後は物性低下することがわかった。



本発明は、繊維強化樹脂成形体とポリエステル系樹脂、ポリエチレン系樹脂、ポリアリーレンサルファイド系樹脂から選ばれる少なくとも一種をマトリクス樹脂とする成形体とを接合層を介して接合一体化するあらゆる複合成形体に適用可能である。
Claims (14)
- 以下の(A)(B)(C)がこの順に積層されてなる複合成形体。
(A)ポリアミド系樹脂をマトリクス樹脂とする繊維強化樹脂からなる繊維強化樹脂成形体
(B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂からなる成形体
(C)ポリエステル系樹脂、ポリエチレン系樹脂、ポリアリーレンサルファイド系樹脂から選ばれる少なくとも一種をマトリクス樹脂とする成形体 - (A)繊維強化樹脂成形体におけるポリアミド系樹脂がナイロン6であり、(C)成形体がポリブチレンテレフタレート、ポリエチレン、ポリフェニレンサルファイドから選ばれる少なくとも一種をマトリクス樹脂とする、請求項1に記載の複合成形体。
- (A)繊維強化樹脂成形体が、数平均繊維長2mm以上の強化繊維を含む、請求項1または2に記載の複合成形体。
- (A)繊維強化樹脂成形体の強化繊維が連続繊維である、請求項1~3のいずれかに記載の複合成形体。
- (A)繊維強化樹脂成形体の強化繊維が連続繊維であり、かつ、一方向に配向されている、請求項1~4のいずれかに記載の複合成形体。
- (A)繊維強化樹脂成形体の強化繊維が炭素繊維を含む、請求項1~5のいずれかに記載の複合成形体。
- (B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂が、エチレン由来の単量体単位と、メタクリル酸グリシジル由来の単量体単位とを含むエポキシ基及び/またはグリシジル基含有エチレン系共重合体からなる、請求項1~6のいずれかに記載の複合成形体。
- (B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂における、メタクリル酸グリシジル由来の単量体単位が0.01~30質量%の範囲にある、請求項7に記載の複合成形体。
- (B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂からなる成形体の厚みが10~200μmの範囲にある、請求項1~8のいずれかに記載の複合成形体。
- (B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂からなる成形体がエチレングリシジルメタクリレート共重合体にアクリロニトリルとスチレン共重合体をグラフト重合したものからなり、かつ(C)成形体がポリエチレン系樹脂からなる、請求項1~9のいずれかに記載の複合成形体。
- (A)繊維強化樹脂および(B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂からなる成形体を型内に配置し、該型内の前記成形体周りに液状化した(C)ポリエステル系樹脂、ポリエチレン系樹脂、ポリアリーレンサルファイド系樹脂から選ばれる少なくとも一種の樹脂を供給して前記成形体をインサート成形する、請求項1~10のいずれかに記載の複合成形体の製造方法。
- 液状化した(C)ポリエステル系樹脂、ポリエチレン系樹脂、ポリアリーレンサルファイド系樹脂から選ばれる少なくとも一種の樹脂が射出成形または射出圧縮成形により型内に供給される、請求項11に記載の複合成形体の製造方法。
- (A)繊維強化樹脂成形体が、溶融させたポリアミド系樹脂が充満した含浸ダイに連続繊維を投入し、スリットダイから引き抜くことにより成形される、請求項11または12に記載の複合成形体の製造方法。
- (A)繊維強化樹脂成形体と(B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂からなる成形体を、(イ)(A)繊維強化樹脂成形体の少なくとも一方の表面に薄膜状の(B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂からなる成形体を積層し、熱プレスで溶融する、または(ロ)(A)繊維強化樹脂成形体の少なくとも一方の表面に溶融した(B)エポキシ基及び/またはグリシジル基を含有するポリオレフィン系樹脂を塗布し冷却する、のいずれかの方法により成形一体化する、請求項11~13のいずれかに記載の複合成形体の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/063,797 US20200171724A1 (en) | 2015-12-25 | 2016-12-14 | Composite molded article and method of producing same |
| JP2016575240A JP6953716B2 (ja) | 2015-12-25 | 2016-12-14 | 複合成形体およびその製造方法 |
| EP16878495.7A EP3395569A4 (en) | 2015-12-25 | 2016-12-14 | COMPOSITE MOLDED PRODUCT AND METHOD FOR PRODUCING THE SAME |
| CN201680070993.7A CN108430771A (zh) | 2015-12-25 | 2016-12-14 | 复合成型体及其制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015253768 | 2015-12-25 | ||
| JP2015-253768 | 2015-12-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017110604A1 true WO2017110604A1 (ja) | 2017-06-29 |
Family
ID=59090244
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/087151 Ceased WO2017110604A1 (ja) | 2015-12-25 | 2016-12-14 | 複合成形体およびその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20200171724A1 (ja) |
| EP (1) | EP3395569A4 (ja) |
| JP (1) | JP6953716B2 (ja) |
| CN (1) | CN108430771A (ja) |
| WO (1) | WO2017110604A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019104137A (ja) * | 2017-12-11 | 2019-06-27 | 旭化成株式会社 | 射出成形品 |
| WO2021187524A1 (ja) * | 2020-03-19 | 2021-09-23 | 出光興産株式会社 | 樹脂フィルム、繊維強化樹脂基材、積層体及び複合体、並びにそれらの製造方法 |
| WO2023223909A1 (ja) * | 2022-05-19 | 2023-11-23 | 住友化学株式会社 | ポリオレフィン系共重合体、樹脂ペレット、エンジニアリングプラスチック用改質剤、エンジニアリングプラスチック組成物及び樹脂成形体 |
| JP2024009985A (ja) * | 2018-11-20 | 2024-01-23 | 岐阜プラスチック工業株式会社 | 合成樹脂製ケース |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7709445B2 (ja) * | 2020-08-25 | 2025-07-16 | 株式会社クラレ | 補強繊維、及びそれを用いた成形体 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60178050A (ja) * | 1984-02-24 | 1985-09-12 | 東洋ゴム工業株式会社 | 内燃機関の制振カバー |
| JPS6125837A (ja) * | 1984-07-16 | 1986-02-04 | 日本石油化学株式会社 | 新規多層構造体 |
| JPH0238026A (ja) * | 1988-07-28 | 1990-02-07 | Toray Ind Inc | 繊維強化プラスチックの引抜成形法 |
| JPH09194699A (ja) * | 1996-01-16 | 1997-07-29 | Kanebo Ltd | 熱可塑性樹脂組成物 |
| JPH11156970A (ja) * | 1997-11-26 | 1999-06-15 | Toray Ind Inc | 多層中空成形体 |
| WO2014112501A1 (ja) * | 2013-01-15 | 2014-07-24 | 東レ株式会社 | 成形体 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI353303B (en) * | 2004-09-07 | 2011-12-01 | Toray Industries | Sandwich structure and integrated molding using th |
| JP2014189722A (ja) * | 2013-03-28 | 2014-10-06 | Mitsubishi Chemicals Corp | 繊維強化プラスティックの積層基材およびその製造方法 |
-
2016
- 2016-12-14 WO PCT/JP2016/087151 patent/WO2017110604A1/ja not_active Ceased
- 2016-12-14 JP JP2016575240A patent/JP6953716B2/ja active Active
- 2016-12-14 US US16/063,797 patent/US20200171724A1/en not_active Abandoned
- 2016-12-14 EP EP16878495.7A patent/EP3395569A4/en not_active Withdrawn
- 2016-12-14 CN CN201680070993.7A patent/CN108430771A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60178050A (ja) * | 1984-02-24 | 1985-09-12 | 東洋ゴム工業株式会社 | 内燃機関の制振カバー |
| JPS6125837A (ja) * | 1984-07-16 | 1986-02-04 | 日本石油化学株式会社 | 新規多層構造体 |
| JPH0238026A (ja) * | 1988-07-28 | 1990-02-07 | Toray Ind Inc | 繊維強化プラスチックの引抜成形法 |
| JPH09194699A (ja) * | 1996-01-16 | 1997-07-29 | Kanebo Ltd | 熱可塑性樹脂組成物 |
| JPH11156970A (ja) * | 1997-11-26 | 1999-06-15 | Toray Ind Inc | 多層中空成形体 |
| WO2014112501A1 (ja) * | 2013-01-15 | 2014-07-24 | 東レ株式会社 | 成形体 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3395569A4 * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019104137A (ja) * | 2017-12-11 | 2019-06-27 | 旭化成株式会社 | 射出成形品 |
| JP2024009985A (ja) * | 2018-11-20 | 2024-01-23 | 岐阜プラスチック工業株式会社 | 合成樹脂製ケース |
| WO2021187524A1 (ja) * | 2020-03-19 | 2021-09-23 | 出光興産株式会社 | 樹脂フィルム、繊維強化樹脂基材、積層体及び複合体、並びにそれらの製造方法 |
| WO2023223909A1 (ja) * | 2022-05-19 | 2023-11-23 | 住友化学株式会社 | ポリオレフィン系共重合体、樹脂ペレット、エンジニアリングプラスチック用改質剤、エンジニアリングプラスチック組成物及び樹脂成形体 |
| JP2023170477A (ja) * | 2022-05-19 | 2023-12-01 | 住友化学株式会社 | ポリオレフィン系共重合体、樹脂ペレット、エンジニアリングプラスチック用改質剤、エンジニアリングプラスチック組成物及び樹脂成形体 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108430771A (zh) | 2018-08-21 |
| EP3395569A1 (en) | 2018-10-31 |
| JPWO2017110604A1 (ja) | 2018-10-18 |
| US20200171724A1 (en) | 2020-06-04 |
| JP6953716B2 (ja) | 2021-10-27 |
| EP3395569A4 (en) | 2019-08-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6953716B2 (ja) | 複合成形体およびその製造方法 | |
| EP2047983B1 (en) | Molded article and method for producing the same | |
| CN111108153B (zh) | 热塑性树脂组合物、树脂成型品、带镀层的树脂成型品的制造方法及便携式电子设备部件的制造方法 | |
| JP5242150B2 (ja) | 複合成形体 | |
| CN104662070B (zh) | 复合材料的制造方法 | |
| CN108699323B (zh) | 聚对苯二甲酸丁二醇酯树脂组合物以及金属复合部件 | |
| JP4973365B2 (ja) | 携帯電話筐体 | |
| JP4273739B2 (ja) | 誘電加熱接着用樹脂組成物、ホットメルト接着剤、被接着材の接着方法、ホットメルト接着剤の被接着材として用いられる被接着用樹脂組成物および接着複合体 | |
| WO2005012398A1 (ja) | 射出成形体とその製造方法、並びに、射出成形体に用いられるペレット | |
| JP2016221970A (ja) | 複合成形体の製造方法および内部加熱溶着用炭素繊維強化熱可塑性樹脂組成物 | |
| JP4973364B2 (ja) | 成形品およびその製造方法 | |
| JP6060256B2 (ja) | 複合材料の製造方法 | |
| TW202144473A (zh) | 纖維強化塑膠成形材料、纖維強化塑膠成形體及纖維強化塑膠成形體的製造方法 | |
| JP4097566B2 (ja) | 接着複合体の解体方法 | |
| JP3301816B2 (ja) | ポリエステル系複合成形品及びその製造法 | |
| CN1252179C (zh) | 聚对苯二甲酸丙二醇酯类热可塑性树脂组合物及其成型品 | |
| JP2000290476A (ja) | 溶着用樹脂組成物およびそれからなる成形体 | |
| JPWO2017110603A1 (ja) | 複合成形体およびその製造方法 | |
| JPH11320606A (ja) | ポリアセタール複合成形品及びその製造方法 | |
| JP7193382B2 (ja) | 係合部を有するポリアルキレンテレフタレート樹脂成形品 | |
| JP2002234991A (ja) | 複合成形体用樹脂組成物 | |
| JPH07324156A (ja) | Pbt樹脂成形材料 | |
| JPH09141693A (ja) | ポリエステル系複合成形品及びその製造法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2016575240 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16878495 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |