WO2017111100A1 - ポリプロピレン系樹脂組成物の射出成形体 - Google Patents
ポリプロピレン系樹脂組成物の射出成形体 Download PDFInfo
- Publication number
- WO2017111100A1 WO2017111100A1 PCT/JP2016/088517 JP2016088517W WO2017111100A1 WO 2017111100 A1 WO2017111100 A1 WO 2017111100A1 JP 2016088517 W JP2016088517 W JP 2016088517W WO 2017111100 A1 WO2017111100 A1 WO 2017111100A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polypropylene resin
- weight
- conjugated diene
- parts
- injection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
- C08L23/14—Copolymers of propene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0001—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0094—Condition, form or state of moulded material or of the material to be shaped having particular viscosity
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F255/00—Macromolecular compounds obtained by polymerising monomers on to polymers of hydrocarbons as defined in group C08F10/00
- C08F255/02—Macromolecular compounds obtained by polymerising monomers on to polymers of hydrocarbons as defined in group C08F10/00 on to polymers of olefins having two or three carbon atoms
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L51/00—Compositions of graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
- C08L51/06—Compositions of graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers grafted on to homopolymers or copolymers of aliphatic hydrocarbons containing only one carbon-to-carbon double bond
Definitions
- the present invention relates to an injection molded product of a polypropylene resin composition.
- Polypropylene resin has good physical properties and moldability, and its use range is rapidly expanding as an environmentally friendly material.
- lightweight and excellent polypropylene resin products are provided.
- One such product is a polypropylene resin injection molded body.
- the injection molding material is made highly fluid by changing the prescription, the material enters the gaps on the mold dividing surface, and burrs are likely to occur in the molded product.
- Such a tendency becomes remarkable in the case of a large-sized injection molded product, for example, an injection molded product for automobiles. For this reason, there is a demand for an injection molding material with few burrs, which has virtually no burrs or can be ignored, and eliminates or simplifies deburring after injection molding.
- a material for example, in a propylene-based resin composition containing a propylene-based resin and an elastomer and an inorganic filler, or a propylene-based resin and an inorganic filler as main components, respectively, the characteristics of the propylene-based resin Satisfying one or both of a specific infrared absorbance ratio and a specific Mw / Mn ratio, and the characteristic value of the resin composition is within a range satisfying a specific inequality.
- Patent Document 1 Specifically, ethylene- ⁇ -olefin copolymers and styrene thermoplastic elastomers have been proposed as elastomers, and talc has been proposed as an inorganic filler.
- a crystalline polypropylene that satisfies a specific MFR value range and a specific Mw / Mn ratio range; a specific MFR value range, a specific Mw / Mn ratio range, and a component having a molecular weight of 2 million or more.
- a polypropylene resin composition comprising a propylene polymer satisfying a ratio, etc .; a thermoplastic elastomer as an optional component; an inorganic filler as an optional component; and a crystal nucleating agent (Patent Document 2).
- the propylene polymer proposed here is a long-chain branched propylene polymer in which a macromer produced from an active species derived from a catalyst component is incorporated into a main chain to form a branched structure.
- a thermoplastic elastomer or an inorganic filler is not used in combination, the effect only when the propylene polymer is blended in an amount of 30% by weight (Example 1) or more is described, and the thermoplastic elastomer and the inorganic filler are used in combination.
- a small amount of a modifier is used to suppress or prevent burrs, that is, to obtain an injection molded body of a polypropylene resin composition that achieves both fluidity and burrs prevention. It was difficult.
- An object of the present invention is to provide an injection-molded article of a polypropylene resin composition that is excellent in fluidity and burr prevention.
- the present invention is as follows. [1] An injection molded article of a polypropylene resin composition, wherein the polypropylene resin composition has a melt flow rate measured at 230 ° C. and a load of 2.16 kg of 1 to 150 g / 10 min. A conjugated diene modified polypropylene resin containing a high quality polypropylene resin (A) and a polypropylene resin (B) having a melt flow rate of 7 to 100 g / 10 min measured at 230 ° C.
- the content of the conjugated diene-modified polypropylene resin (A) is 0.1 to 50 parts by weight and the content of the polypropylene resin (B) is 99.99 parts by weight with respect to 100 parts by weight of the total of (A) and the polypropylene resin (B). 9 to 50 parts by weight, and the polypropylene resin composition has a melt flow rate of 10 to 80 g measured at 230 ° C. and a load of 2.16 kg. 10 min, 200 ° C., a melt tension measured at 10 m / min is 0.7 ⁇ 30 gf, injection molded articles.
- conjugated diene-modified polypropylene resin (A) is a molten mixture of (a) a polypropylene resin, (b) a radical polymerization initiator, and (c) a conjugated diene compound.
- the injection molded product of the polypropylene resin composition of the present invention is excellent in fluidity and burr prevention. Therefore, continuous and stable injection molding can be performed, and the operation of removing burrs from the injection molded body can be omitted or simplified.
- the injection-molded article of the present invention is particularly suitable for a large injection-molded article produced using a large mold. Furthermore, the injection-molded product of the polypropylene resin composition of the present invention can be adjusted to a desired fluidity, and the desired injection-molded product compared to the conventionally known polypropylene resin injection-molded product. Can be obtained.
- the injection molded body of the present invention is an injection molded body composed of a polypropylene resin composition.
- the polypropylene resin composition comprises a conjugated diene-modified polypropylene resin (A) having a melt flow rate of 1 to 150 g / 10 min measured at 230 ° C. and a load of 2.16 kg, and 230 ° C. and a load of 2.16 kg. And a polypropylene resin (B) having a melt flow rate of 7 to 100 g / 10 min measured in the above, and a total of 100 parts by weight of the conjugated diene-modified polypropylene resin (A) and the polypropylene resin (B).
- the content of the conjugated diene modified polypropylene resin (A) is 0.1 to 50 parts by weight and the content of the polypropylene resin (B) is 99.9 to 50 parts by weight.
- the melt flow rate measured at 230 ° C. and a load of 2.16 kg is 10 to 80 g / 10 min, and the meas- urement measured at 200 ° C. and 10 m / min. Doo tension is 0.7 ⁇ 30gf.
- the injection molded product of the present invention refers to an injection molded product that is not foamed. A foam produced by blending a resin composition with a foaming agent and foaming during molding is not included in the scope of the injection-molded article of the present invention.
- the conjugated diene-modified polypropylene resin (A) of the present invention is a resin obtained by reacting a polypropylene resin with a conjugated diene compound to introduce a branched structure into the polypropylene resin and increasing the molecular weight thereof.
- the conjugated diene-modified polypropylene resin (A) of the present invention has a melt flow rate of 1 to 150 g / 10 min measured at 230 ° C. and a load of 2.16 kg.
- the melt flow rate of the component (A) is less than 1 g / 10 minutes, there is no problem from the viewpoint of suppressing burrs, but the flowability of the resin composition is insufficient, such as a short shot in injection molding with a large mold. May cause malfunctions.
- the melt flow rate of the component (A) exceeds 150 g / 10 minutes, mixing with the component (B) may be insufficient, or the measurement process in injection molding in dry blending may become unstable.
- melt flow rate of the component (A) exceeds 150 g / 10 minutes, it becomes difficult to adjust the melt flow rate of the composition within the range described later, and mixing with the component (B) is not possible. If sufficient, the composition becomes non-uniform and the effect of suppressing burrs is diminished, which is not preferable.
- the melt flow rate of the component (A) is preferably 10 to 100 g / 10 minutes.
- melt flow rate (hereinafter sometimes abbreviated as “MFR”) is 230 ° C. using a melt indexer F-F01 (manufactured by Toyo Seiki Seisakusho Co., Ltd.) in accordance with JIS K7210: 1999. 2.
- F-F01 manufactured by Toyo Seiki Seisakusho Co., Ltd.
- JIS K7210 1999. 2
- the conjugated diene modified polypropylene resin (A) of the present invention is preferably obtained by melt-mixing (a) a polypropylene resin, (b) a radical polymerization initiator and (c) a conjugated diene compound. This molten mixture is excellent in that it does not require expensive equipment and can be produced at low cost.
- the polypropylene resin (a) used for obtaining the conjugated diene-modified polypropylene resin (A) is a polypropylene resin having crystallinity. Either a homopolymer of propylene or a copolymer of propylene and a monomer copolymerizable with propylene may be used. A mixture of a propylene homopolymer and a copolymer may also be used. As the copolymer, either a block copolymer or a random copolymer may be used. As the copolymer, a copolymer containing 51 wt% or more of propylene is preferable, and 75 wt. A copolymer containing at least% is more preferred.
- Examples of monomers copolymerizable with propylene include ethylene, 1-butene, isobutene, 1-pentene, 3-methyl-1-butene, 1-hexene, 4-methyl-1-pentene, and 3,4-dimethyl- ⁇ -olefins having 2 or 4 to 12 carbon atoms such as 1-butene, 1-heptene, 3-methyl-1-hexene, 1-octene, 1-decene; cyclopentene, norbornene, tetracyclo [6,2,11,8 , 13, 6] -4-dodecene; cyclic olefins such as 5-methylene-2-norbornene, 5-ethylidene-2-norbornene, 1,4-hexadiene, methyl-1,4-hexadiene, 7-methyl-1, Diene such as 6-octadiene; vinyl chloride, vinylidene chloride, acrylonitrile, vinyl acetate, acrylic acid
- preferred polypropylene resins (a) include propylene homopolymers (homopolymers), propylene-ethylene random copolymers, propylene-ethylene block copolymers, and other propylene-ethylene copolymers. Can be mentioned. You may mix and use these.
- the propylene-ethylene copolymer has a sea-island structure in which a polymer containing ethylene as a main component and an ethylene-propylene rubber-like copolymer are dispersed in a linear polymer containing propylene as a main component.
- a propylene-based polymer may be used.
- Such a propylene-based polymer is called impact-resistant polypropylene, and conventionally called block polypropylene in Japan, but is not a block copolymer in a chemical sense.
- the radical polymerization initiator (b) used for obtaining the conjugated diene-modified polypropylene resin (A) generally includes peroxides, azo compounds, etc., but the polypropylene resin (a) and conjugated diene compound ( Those having the ability to withdraw hydrogen from c) are preferred. Although it does not specifically limit, For example, organic peroxides, such as a ketone peroxide, a peroxy ketal, a hydroperoxide, a dialkyl peroxide, a diacyl peroxide, a peroxy dicarbonate, a peroxy ester, are mentioned.
- those having particularly high hydrogen abstraction ability are preferable, for example, 1,1-bis (t-butylperoxy) 3,3,5-trimethylcyclohexane, 1,1-bis (t-butylperoxy) cyclohexane.
- the addition amount of the radical polymerization initiator (b) used for obtaining the conjugated diene-modified polypropylene resin (A) is 0.05 part by weight or more and 10 parts by weight with respect to 100 parts by weight of the polypropylene resin (a). Parts by weight or less, preferably 0.2 parts by weight or more and 5 parts by weight or less. If the addition amount of the radical polymerization initiator is less than 0.05 parts by weight, the modification may be insufficient. If the amount exceeds 10 parts by weight, the molecular chain scission takes priority over the modification, and the desired modification is achieved. Quality effects may not be obtained.
- conjugated diene compound (c) used to obtain the conjugated diene-modified polypropylene resin (A)
- examples of the conjugated diene compound (c) used to obtain the conjugated diene-modified polypropylene resin (A) include butadiene, isoprene, 1,3-heptadiene, 2,3-dimethylbutadiene, 2,5-dimethyl- 2,4-hexadiene and the like can be mentioned. These may be used alone or in combination. Of these, butadiene and isoprene are preferred because they are inexpensive and easy to handle and the reaction easily proceeds uniformly.
- the addition amount of the conjugated diene compound (c) is preferably 0.01 parts by weight or more and 5 parts by weight or less, and more preferably 0.05 parts by weight or more and 2 parts by weight or less with respect to 100 parts by weight of the polypropylene resin (a). preferable. If the addition amount of the conjugated diene compound is less than 0.01 parts by weight, the modification may be insufficient, and if it exceeds 5 parts by weight, the fluidity may be insufficient.
- a monomer copolymerizable with the conjugated diene compound may be used in combination with the conjugated diene compound.
- copolymerizable monomers include vinyl chloride, vinylidene chloride, acrylonitrile, methacrylonitrile, acrylamide, methacrylamide, vinyl acetate, acrylic acid, methacrylic acid, maleic acid, maleic anhydride, acrylic acid.
- Metal salt metal methacrylate, methyl acrylate, ethyl acrylate, butyl acrylate, 2-ethylhexyl acrylate, stearyl acrylate, and other acrylic esters, methyl methacrylate, ethyl methacrylate, butyl methacrylate, methacrylic acid 2 -Ethylhexyl, stearyl methacrylate and the like.
- the radical polymerization initiator (b) is added in an amount of 0.1 to 10 times the weight of the conjugated diene compound (c). (Standard), the melt flow rate of the conjugated diene-modified polypropylene resin (A) can be adjusted relatively easily to a range of 1 to 150.
- the addition amount of the radical polymerization initiator (b) is preferably 0.5 to 7.5 times the addition amount of the conjugated diene compound (c), more preferably 0.75 to 5 times. It is.
- the apparatus for reacting the polypropylene resin (a), the radical polymerization initiator (b) and the conjugated diene compound (c) includes a roll, a kneader, and a banbury.
- Mixers such as mixers, brabenders, single-screw extruders, twin-screw extruders, 2-axis surface renewal machines, horizontal-type stirrers such as 2-axis multi-disk devices, vertical-type stirrers such as double helical ribbon stirrers, etc. Is mentioned.
- a kneader is preferably used, and an extruder is particularly preferable from the viewpoint of productivity.
- the order or method of mixing and kneading (stirring) the polypropylene resin (a), the radical polymerization initiator (b) and the conjugated diene compound (c) includes: There is no particular limitation.
- the polypropylene resin (a), the radical polymerization initiator (b), and the conjugated diene compound (c) may be mixed and then melt kneaded (stirred), or after the polypropylene resin (a) is melt kneaded (stirred).
- the radical initiator (b) and the conjugated diene compound (c) may be mixed at the same time or separately, collectively or dividedly.
- the temperature of the kneading (stirring) machine is preferably 130 to 300 ° C. from the viewpoint that the polypropylene resin (a) melts and does not thermally decompose.
- the kneading (stirring) time is generally preferably 1 to 60 minutes.
- the conjugated diene-modified polypropylene resin (A) can be produced. There is no restriction
- a polypropylene resin (B) refers to what has crystallinity.
- the polypropylene resin modified with the conjugated diene is not included in the concept of the polypropylene resin (B).
- the polypropylene resin (B) may be a propylene homopolymer or a copolymer of propylene and a monomer copolymerizable with propylene.
- a mixture of a propylene homopolymer and a copolymer may also be used.
- the copolymer either a so-called block copolymer or a random copolymer may be used.
- copolymer a copolymer containing 51% by weight or more of propylene is preferable, and 75% by weight of propylene is used in terms of maintaining crystallinity, rigidity, chemical resistance, etc., which are the characteristics of the polypropylene resin.
- a copolymer containing at least% is more preferred.
- the monomer copolymerizable with propylene the above-described monomers can be used.
- polypropylene resin (B) examples include a propylene homopolymer (homopolymer), a propylene-ethylene random copolymer, a propylene-ethylene block copolymer, and other propylene-ethylene copolymers. Can be mentioned. You may mix and use these.
- the propylene-ethylene copolymer has a sea-island structure in which a polymer containing ethylene as a main component and an ethylene-propylene rubber-like copolymer are dispersed in a linear polymer containing propylene as a main component.
- a propylene-based polymer may be used.
- Such a propylene-based polymer is called impact-resistant polypropylene, and conventionally called block polypropylene in Japan, but is not a block copolymer in a chemical sense.
- the polypropylene resin (B) has a melt flow rate of 7 to 100 g / 10 minutes, preferably 10 to 70 g / 10 minutes, more preferably 20 to 50 g / 10 minutes, measured under the above-mentioned conditions.
- a relatively low pressure is produced even when the mold cavity clearance has a thin wall portion of, for example, about 1 to 2 mm when the injection molded body is manufactured. It is possible to fill the mold with molten resin, and there is a tendency that continuous and stable injection molding can be performed.
- melt flow rate of the component (B) exceeds 100 g / 10 min, it becomes difficult to adjust the melt flow rate of the composition within the range described later, and mixing with the component (A) is not possible. If sufficient, the composition becomes non-uniform and the effect of suppressing burrs is diminished, which is not preferable.
- melt flow rate of the component (B) is less than 7 g / 10 minutes, there is no problem in terms of suppressing burrs, but molding defects such as short shots are likely to occur, and excessive injection pressure is required. Therefore, another molding defect may occur, which is not preferable.
- the polypropylene resin composition constituting the injection-molded article of the present invention has a melt flow rate measured under the above-mentioned conditions of 10 to 80 g / 10 min, preferably 20 to 80 g / 10 min, more preferably 30 to 80 g / 10 minutes, more preferably 40 to 80 g / 10 minutes, and particularly preferably 60 to 80 g / 10 minutes.
- the polypropylene resin The melt flow rate of the composition is preferably 10 to 60 g / 10 minutes, more preferably 10 to 50 g / 10 minutes, and still more preferably 10 to 40 g / 10 minutes.
- the melt flow rate of the polypropylene resin composition is preferably 20 It is ⁇ 75 g / 10 minutes, more preferably 25 to 70 g / 10 minutes, still more preferably 30 to 65 g / 10 minutes.
- melt flow rate of the polypropylene resin composition When the melt flow rate of the polypropylene resin composition is in the above range, a relatively low pressure can be obtained even when the mold cavity has a thin portion with a clearance of, for example, about 1 to 2 mm when an injection molded article is manufactured. It is possible to fill the mold with molten resin, and there is a tendency that continuous and stable injection molding can be performed. If the melt flow rate of the composition exceeds 80 g / 10 min, the effect of suppressing burrs of the component (A) is diminished, which is not preferable. When the melt flow rate of the composition is less than 10 g / 10 min, there is no problem in suppressing burrs, but molding defects such as short shots are likely to occur, and excessive injection pressure is required. Since molding defects may occur, it is not preferable.
- the melt flow rate of the resin composition is a numerical value measured after sufficiently melting and kneading each component, and the melt flow rate indicated by each of the conjugated diene-modified polypropylene resin (A) and the polypropylene resin (B), It can be easily adjusted depending on the blending amount of each component.
- the polypropylene resin composition has a melt tension measured at 200 ° C. and 10 m / min of 0.7 to 30 gf, preferably 1.0 to 20 gf, more preferably 1.5 to 10 gf, even more preferably. Is 2.0 to 5.0 gf.
- the melt tension of the resin composition is a numerical value measured after sufficiently melting and kneading each component, and the melt flow rate indicated by each of the conjugated diene-modified polypropylene resin (A) and the polypropylene resin (B), It can be easily adjusted depending on the kind, combination, blending amount, and the like of the components.
- melt tension (hereinafter sometimes abbreviated as “MT”) is measured as follows. It is equipped with an attachment for melt tension measurement, using a capilograph (manufactured by Toyo Seiki Seisakusyo Co., Ltd.) having a cylinder of ⁇ 10 mm with an orifice of ⁇ 1 mm and a length of 10 mm at the tip, and a piston descending speed of 10 mm. The load applied to the pulley with the load cell was measured over time while the strand discharged from the die when being lowered at / min was hung on a pulley with a load cell below 520 mm and taken up at a speed of 10 m / min.
- a capilograph manufactured by Toyo Seiki Seisakusyo Co., Ltd.
- the maximum value and the minimum value of the load obtained after the load blur was approximately stabilized were measured, and the average value thereof was taken as the melt tension. The measurement was impossible when the strand broke, and the melt tension was set to 0 when the load applied to the pulley with the load cell was too low to be detected.
- the melt tension represents the tension required to deform the molten resin
- the melt flow rate is a measure showing the fluidity of the molten resin, so they are different concepts.
- the melt flow rate of the resin composition is within the range specified in the present application
- the melt tension of the resin composition is not within the range specified in the present application, the desired burr suppression is performed. The effect cannot be achieved. Focusing on the melt tension of the resin composition and adjusting it, it has never been known that the burrs of the injection-molded product can be reduced, and this is the first finding of the present inventors.
- a mechanism in which the present invention uses a predetermined component (A) and a component (B) and can suppress burrs of an injection molded article by adjusting both the melt flow rate and the melt tension of the resin composition within a predetermined range.
- the content of the conjugated diene modified polypropylene resin (A) is from 0.1 to 100 parts by weight with respect to a total of 100 parts by weight of the conjugated diene modified polypropylene resin (A) and the polypropylene resin (B).
- the content of the polypropylene resin (B) is 99.9 to 50 parts by weight.
- the blending ratio is outside the above range, for example, if the content of the conjugated diene-modified polypropylene resin (A) is less than 0.1 parts by weight, a sufficient burr prevention effect tends to be obtained, and 50 parts by weight When it exceeds, fluidity
- the content of (A) is preferably 0.5 to 45 parts by weight
- the content of (B) is preferably 99.5 to 55 parts by weight
- the content of (A) is 1 to 35 parts by weight.
- the content of (B) is more preferably 99 to 65 parts by weight, the content of (A) is 2 to 25 parts by weight, the content of (B) is more preferably 98 to 75 parts by weight, and the content of (A) is The content of 3 to 15 parts by weight and (B) is particularly preferably 97 to 85 parts by weight.
- the polypropylene-based resin composition constituting the injection-molded article of the present invention is a high-density polyethylene-based resin in addition to the polypropylene resin that is different from both the component (A) and the component (B) as long as the effects of the present invention are not impaired.
- the polypropylene resin composition is an antioxidant, a metal deactivator, a phosphorus processing stabilizer, an ultraviolet absorber, an ultraviolet stabilizer, a fluorescent whitening agent, a metal soap, an antibacterial agent, as long as the effects of the present invention are not impaired. It further contains additives such as stabilizers such as acid adsorbents, crosslinking agents, chain transfer agents, nucleating agents, plasticizers, lubricants, fillers, reinforcing materials, pigments, dyes, flame retardants and antistatic agents. There may be. However, the polypropylene resin composition does not contain a foaming agent.
- the present invention relates to an injection molded article of the polypropylene resin composition.
- the injection molded article of the present invention is excellent in fluidity and burr prevention. Therefore, it is particularly suitable for a large injection-molded body produced using a large mold. Furthermore, since the injection-molded article of the present invention can be adjusted to a desired fluidity and can suppress burrs, it is compared with conventionally known polypropylene resin injection-molded articles. A desired injection-molded product can be obtained.
- the injection molding method that can be used for producing the injection molded body of the present invention is not particularly limited, and a known method can be applied. Specific molding conditions can be appropriately determined in consideration of the melt flow rate and melt tension exhibited by the polypropylene resin composition, the type of molding machine, the shape of the mold, and the like.
- the resin temperature is preferably 170 to 300 ° C., more preferably 180 to 280 ° C., further preferably 190 to 270 ° C.
- the mold temperature is preferably 10 to 100 ° C., more preferably 20 to 80 ° C. C. is exemplified. Further, it is preferable to carry out under conditions such as a molding cycle of 1 to 120 minutes, an injection speed of 10 to 300 mm / second, and an injection pressure of 10 to 200 MPa.
- the injection-molded article of the present invention can be used for various applications, and particularly as a large-sized injection-molded article with reduced burrs, such as automobile parts, exterior parts for household appliances, exterior parts for industrial machinery, and construction. It can be suitably used for an exterior member for construction, an interior member for construction, a protective member for shock absorption, a casing for electronic parts, and the like.
- test methods and criteria used for various evaluation methods are as follows.
- melt flow rate In accordance with JIS K7210: 1999, the amount of resin extruded from a die at a predetermined time under a condition of 230 ° C. and 2.16 kg load using a melt indexer F-F01 (manufactured by Toyo Seiki Seisakusho) is 10 The value converted into the amount of resin extruded per minute was taken as the melt flow rate. This converted value was calculated by MFR automatic calculation processing (B method). The calculation formula is as follows. This method was applied even when the melt flow rate exceeded 50 (g / 10 min).
- MFR (g / 10 min) (600 ⁇ m) / t (2) Melt tension (MT) It is equipped with an attachment for melt tension measurement, using a capilograph (manufactured by Toyo Seiki Seisakusyo Co., Ltd.) having a cylinder of ⁇ 10 mm with an orifice of ⁇ 1 mm and a length of 10 mm at the tip, and a piston descending speed of 10 mm. The load applied to the pulley with the load cell was measured over time while the strand discharged from the die when being lowered at / min was hung on a pulley with a load cell of 370 mm or 520 mm at a speed of 10 m / min.
- the maximum value and the minimum value of the load obtained after the load blur was approximately stabilized were measured, and the average value thereof was taken as the melt tension. The measurement was impossible when the strand broke, and the melt tension was set to 0 when the load applied to the pulley with the load cell was too low to be detected.
- Burr length (burr length) generated in the injection-molded body by the slit (clearance) of 0.01 mm, 0.02 mm, 0.03 mm or 0.04 mm ⁇ width 4 mm provided in the circumferential part of the cavity was measured using a magnifying glass. It shows that the shorter the burr length, the better the effect of suppressing the generation of burr (burr characteristics). The burr characteristics were evaluated according to the following criteria.
- the length (burr length) of the burr produced in the injection-molded body by the slit having a thickness (clearance) of 0.02 mm or 0.03 mm ⁇ width 4 mm provided in the circumferential part of the cavity was measured using a loupe. . It shows that the shorter the burr length, the better the effect of suppressing the generation of burr (burr characteristics).
- the burr characteristics were evaluated according to the following criteria in Tables 6-7. Table 8 shows specific numbers of burr lengths.
- B-1) A propylene homopolymer having a melt flow rate of 0.9 g / 10 min (manufactured by Prime Polymer, E-100GPL)
- B-2) Propylene homopolymer with a melt flow rate of 3 g / 10 min (manufactured by Prime Polymer, F113G)
- B-3) Propylene homopolymer having a melt flow rate of 7 g / 10 min (manufactured by Prime Polymer, J-700GP)
- B-4) Propylene-ethylene copolymer having a melt flow rate of 30 g / 10 min (manufactured by Prime Polymer, J830HV)
- B-5) Propylene-ethylene copolymer having a melt flow rate of 45 g / 10 min (manufactured by Prime Polymer, J708UG)
- B-6 Propylene-ethylene copolymer having a
- the polypropylene resin (B-4) is a resin that tends to generate burrs, but as seen in Example 1-1B, (B-4 ) Is mixed with 3 parts by weight of the conjugated diene-modified polypropylene resin (A) (however, the sum of the component (A) and the component (B) is 100 parts by weight; the same applies hereinafter) to suppress burrs. It was confirmed that the effect was manifested. Further, as seen in Example 1-2B and Example 1-3B, it was recognized that the effect was increased by increasing the amount of component (A) to 5 parts by weight and 10 parts by weight.
- Example 1-4A to Example 1-4D the compound containing 20 parts by weight of the component (A) has a remarkable effect of suppressing burrs at any molding temperature from 200 ° C. to 260 ° C., In particular, as seen in Example 1-4D, it was confirmed that the effect of suppressing burrs was exhibited even when the molding temperature was changed to a condition where burrs such as 260 ° C. were extremely likely to occur.
- compositions of Examples 1-4A to 1-4D correspond to the compositions of Examples 4-11 in Table 6 to be described later, so Examples 1-4A to 1-4D are used in this application. It satisfies the requirements for the MFR value and MT value of the specified resin composition.
- the compositions of Examples 1-1B to 1-3B are intermediate between the compositions of Comparative Examples 4-10 and 4-11 in Table 6, and Comparative Examples 4-10 and 4-11. Since all of 4-11 satisfy the requirements of the MFR value and MT value of the resin composition of the present application, Examples 1-1B to 1-3B also have the MFR value and MT value of the resin composition of the present application. It is estimated that this requirement is satisfied.
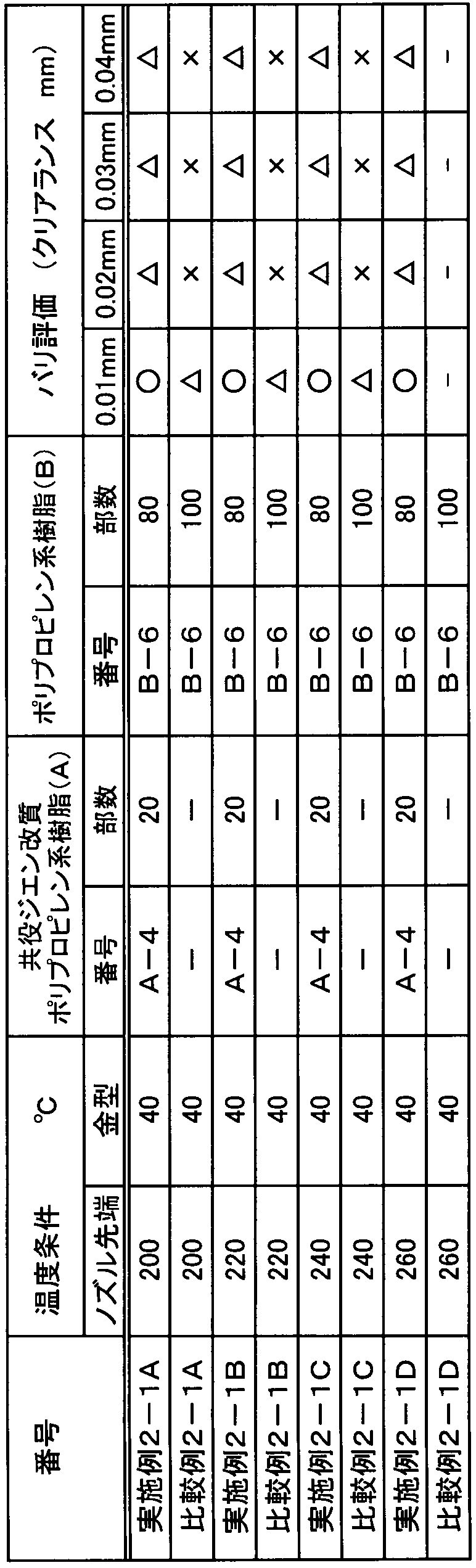
- Example 2-1 and Comparative Example 2-1 ⁇ Production of injection-molded body> A dry blend product was obtained in the same manner as in Example 1 with the types and composition ratios shown in Table 4, and an injection-molded article was produced under the temperature conditions shown in Table 4 according to the items of the burr evaluation described above. Was evaluated. Table 4 shows the obtained results.
- the polypropylene resin (B-6) is a resin that tends to generate burrs.
- the blended component (A) with (B-6) does not sacrifice the fluidity (MFR) of the composition. It was confirmed that the effect of suppressing burr was developed. Further, as seen in Example 2-1D, it was confirmed that the effect of suppressing burrs was exhibited even when the molding temperature was changed to a condition where burrs such as 260 ° C. were very likely to occur.
- Example 2-1A to Example 2-1D correspond to the compositions of Example 4-33 in Table 6 to be described later. Therefore, Examples 2-1A to 2-1D are used in the present application. It satisfies the requirements for the MFR value and MT value of the specified resin composition.
- Examples 3-1 to 3-18 and Comparative Examples 3-1 to 3-7) ⁇ Production of injection-molded body> A dry blend was obtained in the same manner as in Example 1 with the types and composition ratios shown in Table 5, and an injection-molded article was produced under the temperature conditions shown in Table 5 according to the items of the burr evaluation described above. Was evaluated. The obtained results are shown in Table 5.
- the polypropylene resin (B-5) is a resin that tends to generate burrs.
- the compound (A) added to (B-5) exhibited an effect of suppressing burrs.
- the polypropylene resin (M) having the same MFR value as the component (A) but not modified ( When B-1) or (B-2) was added to (B-5), the effect of suppressing burrs was hardly observed.
- (A-1) and (B-1) have the same MFR
- (A-2) and (B-2) have the same MFR.
- Example 3-2B and Comparative Example 3-2B were compared
- Example 3-8B and Comparative Example 3-5B were compared. It turns out that it is excellent in the effect which suppresses a burr compared with a comparative example.
- the burr suppression effect increases as the addition amount of the component (A) increases to 3, 5, 10, and 20 parts by weight.
- Examples 3-2 to 3-7 even if the addition amount of the unmodified polypropylene resin (B-1) or (B-2) is increased to 5, 10, or 20 parts by weight, the burr suppressing effect is obtained. There was no increase.
- Example 3-4B and Example 3-4C correspond to the compositions of Example 4-13 in Table 6 to be described later, so Example 3-4B and Example 3-4C are used in this application. It satisfies the requirements for the MFR value and MT value of the specified resin composition. Further, other examples in Table 5 also satisfy the requirements for the MFR value and MT value of the resin composition of the present application.
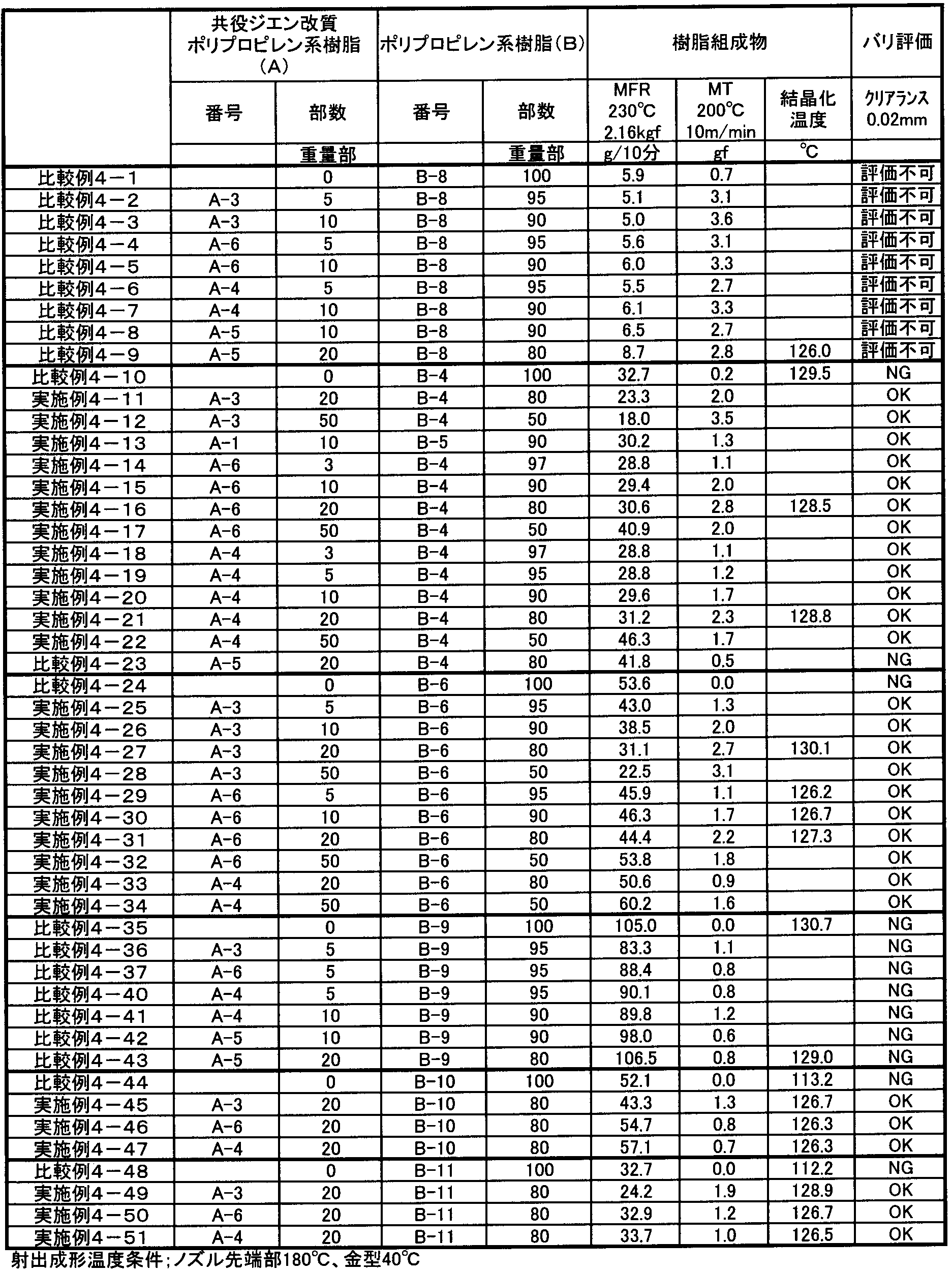
- composition pellets were subjected to physical property measurements of melt flow rate (MFR), melt tension (MT), and crystallization temperature.
- the MT is in the range of 80 g / 10 min and the MT is in the range of 0.7 to 30 gf
- the burr evaluation at a clearance of 0.02 mm a remarkable effect of suppressing the burr was exhibited.
- the effect was observed when only 3 parts by weight of component (A) was added as in Example 4-14 and Example 4-18.
- the crystallization temperature (Tc) of the resin alone is approximately 113 ° C. with respect to component (B) (A) It was confirmed that when 20 parts by weight of the component was added, the Tc value of the resin composition was 126 to 127 ° C., that is, the crystallization rate during cooling was increased by the addition of component (A). The same can be seen from a comparison between Examples 4-49 to 4-51 and Comparative Example 4-48. Such an effect of promoting crystallization due to the addition of the conjugated diene-modified polypropylene resin (A) has not been known so far and has been uniquely found by the present inventors.
- Comparative Examples 5-1 to 5-16 in all of the Comparative Examples to which the foaming agent was added, no burr suppressing effect was observed in the burr evaluation at a clearance of 0.02 mm.
- Comparative Examples 5-2, 5-3, 5-5 to 5-10, and 5-14 to 5-16 have the same resin composition as that of the resin composition in the examples. It is different from the examples in that a foaming agent is added instead of an injection-molded product to which no agent is added. From this, even if each requirement of the resin composition in the present application is satisfied, when the foaming agent is added, the burr suppressing effect is not exhibited, and the burr suppressing effect according to the present invention is in the injection molded product without adding the foaming agent. It can be seen that only expressed.
- composition pellets were subjected to measurement of physical properties of melt flow rate (MFR) and melt tension (MT).
- MFR melt flow rate
- MT melt tension
- a conjugated diene-modified polypropylene resin (A) having an MFR in the range of 1 to 150 and a polypropylene resin (B) having an MFR in the range of 7 to 100 are blended
- the MFR of the resin composition was in the range of 10 to 80 g / 10 min and MT was in the range of 0.7 to 30 gf
- the burr evaluation effect was recognized in the burr evaluation at a clearance of 0.03 mm.
- the burr length is shorter than the other examples, and the burr suppressing effect is excellent. I understand.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
Abstract
Description
[1]ポリプロピレン系樹脂組成物の射出成形体であって、前記ポリプロピレン系樹脂組成物は、230℃、2.16kg荷重で測定されるメルトフローレートが1~150g/10分である共役ジエン改質ポリプロピレン系樹脂(A)と、230℃、2.16kg荷重で測定されるメルトフローレートが7~100g/10分であるポリプロピレン系樹脂(B)とを含有し、共役ジエン改質ポリプロピレン系樹脂(A)とポリプロピレン系樹脂(B)の合計100重量部に対し、共役ジエン改質ポリプロピレン系樹脂(A)の含量が0.1~50重量部、ポリプロピレン系樹脂(B)の含量が99.9~50重量部であり、前記ポリプロピレン系樹脂組成物は、230℃、2.16kg荷重で測定されるメルトフローレートが10~80g/10分であり、200℃、10m/minで測定されるメルトテンションが0.7~30gfである、射出成形体。
[2]共役ジエン改質ポリプロピレン系樹脂(A)の前記メルトフローレートが10~100g/10分である、前記[1]に記載の射出成形体。
[3]共役ジエン改質ポリプロピレン系樹脂(A)とポリプロピレン系樹脂(B)の合計100重量部に対し、共役ジエン改質ポリプロピレン系樹脂(A)の含量が1~35重量部、ポリプロピレン系樹脂(B)の含量が99~65重量部である、前記[1]又は[2]に記載の射出成形体。
[4]共役ジエン改質ポリプロピレン系樹脂(A)が、(a)ポリプロピレン系樹脂、(b)ラジカル重合開始剤、および(c)共役ジエン化合物、の溶融混合物である、前記[1]~[3]のいずれかに記載の射出成形体。
[5]前記[1]~[4]のいずれかに記載の射出成形体を製造する方法であって、前記ポリプロピレン系樹脂組成物を、設定温度170℃~300℃で射出成形する工程を含む、方法。
本発明の共役ジエン改質ポリプロピレン系樹脂(A)とは、ポリプロピレン系樹脂に共役ジエン化合物を反応させることで、ポリプロピレン系樹脂に分岐構造を導入し、これを高分子量化してなる樹脂である。
L(試験条件のインターバル):3(cm)
ρ(試験温度での溶融密度):切り取り法により以下の式で算出される値(g/cm3)、ただし切り取り法が不可能な場合には0.75(g/cm3)とした
ρ=m/(0.711xL)
m:切り取り法により測定される、ピストンが上記インターバルLを移動して流出した試料の質量(g)
L:上記インターバルと同じ
t(インターバル移動時間):実際の測定値(秒)
つまり、切り取り法が適用できる場合には、以下の計算式で算出しても良い。
本発明の共役ジエン改質ポリプロピレン系樹脂(A)は、(a)ポリプロピレン系樹脂、(b)ラジカル重合開始剤および(c)共役ジエン化合物を溶融混合して得られたものが好ましい。この溶融混合物は、高価な設備を必要とせず、安価に製造できる点で優れている。
共役ジエン改質ポリプロピレン系樹脂(A)を得るために用いられるポリプロピレン系樹脂(a)とは、結晶性を有するポリプロピレン系樹脂である。プロピレンの単独重合体、プロピレンと共重合可能なモノマーとプロピレンとの共重合体のいずれでも良い。また、プロピレンの単独重合体と共重合体との混合物でも良い。共重合体としては、ブロック共重合体、ランダム共重合体のいずれでも良い。共重合体としては、プロピレンを51重量%以上含有している共重合体が好ましく、ポリプロピレン系樹脂の特徴である結晶性、剛性、耐薬品性などが保持されている点で、プロピレンを75重量%以上含有している共重合体がより好ましい。
共役ジエン改質ポリプロピレン系樹脂(A)を得るために用いられるラジカル重合開始剤(b)としては、一般に過酸化物、アゾ化合物などが挙げられるが、ポリプロピレン系樹脂(a)や共役ジエン化合物(c)からの水素引き抜き能を有するものが好ましい。特に限定されないが、例えば、ケトンパーオキサイド、パーオキシケタール、ハイドロパーオキサイド、ジアルキルパーオキサイド、ジアシルパーオキサイド、パーオキシジカーボネート、パーオキシエステルなどの有機過酸化物が挙げられる。
共役ジエン改質ポリプロピレン系樹脂(A)を得るために用いられる共役ジエン化合物(c)としては、例えば、ブタジエン、イソプレン、1,3-ヘプタジエン、2,3-ジメチルブタジエン、2,5-ジメチル-2,4-ヘキサジエンなどが挙げられる。これらを単独で使用してもよいし、組み合わせて使用してもよい。これらの中では、安価で取り扱いやすく、反応が均一に進みやすい点から、ブタジエン、イソプレンが好ましい。
共役ジエン改質ポリプロピレン系樹脂(A)を製造する際には、ラジカル重合開始剤(b)の添加量を、共役ジエン化合物(c)の添加量の0.1倍以上、10倍以下(重量基準)とすると、共役ジエン改質ポリプロピレン系樹脂(A)のメルトフローレートを1以上、150以下の範囲に比較的容易に調整することができる。ラジカル重合開始剤(b)の添加量は、好ましくは共役ジエン化合物(c)の添加量の0.5倍以上、7.5倍以下であり、より好ましくは0.75倍以上、5倍以下である。
ポリプロピレン系樹脂(B)は、結晶性を有するものを指す。共役ジエンにより改質されたポリプロピレン系樹脂は、ポリプロピレン系樹脂(B)の概念に含まれるものではない。ポリプロピレン系樹脂(B)はプロピレンの単独重合体、プロピレンと共重合可能なモノマーとプロピレンとの共重合体のいずれでも良い。また、プロピレンの単独重合体と共重合体との混合物でも良い。共重合体としては、いわゆるブロック共重合体、ランダム共重合体のいずれでも良い。共重合体としては、プロピレンを51重量%以上含有している共重合体が好ましく、ポリプロピレン系樹脂の特徴である結晶性、剛性、耐薬品性などが保持されている点で、プロピレンを75重量%以上含有している共重合体がより好ましい。プロピレンと共重合可能なモノマーとしては、前述したモノマーを使用することができる。
本発明の射出成形体を構成するポリプロピレン系樹脂組成物は、前述した条件で測定されるメルトフローレートが10~80g/10分であり、好ましくは20~80g/10分、より好ましくは30~80g/10分であり、さらに好ましくは40~80g/10分であり、特に好ましくは60~80g/10分である。
本発明の射出成形体を構成するポリプロピレン系樹脂組成物は、本発明の効果を損なわない範囲で、前記(A)成分、(B)成分のいずれとも異なるポリプロピレン系樹脂の他、高密度ポリエチレン系樹脂、高圧法低密度ポリエチレン系樹脂、線状低密度ポリエチレン系樹脂、エチレン-α-オレフィン共重合体、オレフィン系エラストマー、スチレン系エラストマー、その他の熱可塑性樹脂をさらに含有するものであってもよい。
本発明は、前記ポリプロピレン系樹脂組成物の射出成形体に関する。本発明の射出成形体は、流動性およびバリ防止性に優れる。そのため、特に大型金型を使用して製造される大物の射出成形体に好適である。さらには、本発明の射出成形体は、所望の流動性に調整することができ、かつ、バリの抑制が可能であることから、従来知られているポリプロピレン系樹脂の射出成形体と比較して、所望の射出成形体を得ることができる。
JIS K7210:1999に準拠し、メルトインデクサーF-F01((株)東洋精機製作所製)を用い、230℃、2.16kg荷重の条件にて、ダイから一定時間に押し出される樹脂量を、10分間に押し出される樹脂量に換算した値を、メルトフローレートとした。この換算値は、MFR自動演算処理(B法)によって算出した。計算式は以下の通りである。メルトフローレートが50(g/10分)を超える場合であっても、当方法を適用した。
L(試験条件のインターバル):3(cm)
ρ(試験温度での溶融密度):切り取り法により以下の式で算出される値、ただし切り取り法が不可能な場合には0.75(g/cm3)とした
ρ=m/(0.711xL)
m:切り取り法により測定される、ピストンが上記インターバルLを移動して流出した試料の質量(g)
L:上記インターバルと同じ
t(インターバル移動時間):実際の測定値(秒)
つまり、切り取り法が適用できる場合には、以下の計算式で算出しても良い。
(2)メルトテンション(MT)
メルトテンション測定用アタッチメントが装備されており、先端にφ1mm、長さ10mmのオリフィスを装着したφ10mmのシリンダを有するキャピログラフ((株)東洋精機製作所製)を使用して、200℃、ピストン降下速度10mm/分で降下させた際にダイから吐出されるストランドを、370mmもしくは520mm下のロードセル付きプーリーに掛けて10m/分の速度で引き取りながら、ロードセル付きプーリーにかかる荷重を経時的に測定した。荷重のブレがおおよそ安定した後に得られた荷重の最大値と最小値を測定して、それらの平均値をメルトテンションとした。なお、ストランドが破断した場合は測定不能、ロードセル付きプーリーにかかる荷重が感知されないほど低い場合はメルトテンションを0とした。
JIS K7121(1987)に準拠する測定方法により、ティー・エー・インスツルメント・ジャパン(株)製の示差走査熱量計Q1000を用いて、測定試料4~10mgを室温から230℃まで20℃/分の速度で昇温し、230℃で5分保持して融解させ、次に230℃から0℃まで10℃/分の速度で冷却して結晶化挙動のDSC曲線を得た。得られたDSC曲線において、主たる結晶化ピークにて発熱量が最大となる点の温度を、結晶化温度とした。
射出成形機(東洋機械金属製IS-100)を用いて、直径50mm×厚さ2mmの円盤状キャビティを有するバリ評価用金型内に、完全に樹脂組成物を充填できる最小の充填圧力で射出成形した。
○:バリが認められない~バリ長さ0.1mm未満
△:バリ長さ0.1mm~0.3mm
×:バリ長さ0.4mm以上
-:評価を実施せず
(表5)
◎:バリが認められない
○△:バリあり、バリ長さ0.1mm未満
△:バリ長さ0.1mm~0.3mm
×:バリ長さ0.4mm以上
-:評価を実施せず
(5)表6~8に記載のバリ評価
射出成形機(東洋機械金属製IS-100IV)を用いて、直径50mm×厚さ2.5mmの円盤状キャビティを有するバリ評価用金型内に、100MPaの充填圧力で射出成形した。その圧力で完全に樹脂組成物を充填できない場合は、成形不良のため評価不可とした。
OK:バリが認められない~バリ長さ0.2mm未満
NG:バリ長さ0.2mm以上
<共役ジエン改質ポリプロピレン系樹脂(A)の作製>
(製造例1)
(a)ポリプロピレン系樹脂としてメルトフローレート2g/10分のプロピレン単独重合体(ブロー・押出用)100重量部、および、(b)ラジカル重合開始剤としてt-ブチルパーオキシイソプロピルカーボネート0.45重量部の混合物を、ホッパーから70kg/時で46mmφ二軸押出機(L/D=62)に供給して、シリンダ温度200℃で溶融混練し、途中に設けた圧入部より、(c)共役ジエン化合物としてイソプレン0.55重量部を、定量ポンプを用いて0.385kg/時の速度で供給し、前記二軸押出機中で溶融混練することにより、共役ジエン改質ポリプロピレン系樹脂(A-1)のペレットを得た。MFR=1g/10分であった。得られた共役ジエン改質ポリプロピレン系樹脂(A-1)を、表1に示す。
(a)ポリプロピレン系樹脂としてメルトフローレート8g/10分のプロピレン単独重合体(射出成形用)、(b)ラジカル重合開始剤としてt-ブチルパーオキシイソプロピルカーボネートの配合量を0.75重量部、(c)共役ジエン化合物としてイソプレンの供給量を0.65重量部に変更した以外は、製造例1と同様にして、共役ジエン改質ポリプロピレン系樹脂(A-2)を得た。MFR=3g/10分であった。
(a)ポリプロピレン系樹脂としてメルトフローレート8g/10分のプロピレン単独重合体(射出成形用)、(b)ラジカル重合開始剤としてt-ブチルパーオキシイソプロピルカーボネートの配合量を0.75重量部、(c)共役ジエン化合物としてイソプレンの供給量を0.6重量部に変更した以外は、製造例1と同様にして、共役ジエン改質ポリプロピレン系樹脂(A-3)を得た。MFR=7g/10分であった。
(a)ポリプロピレン系樹脂としてメルトフローレート45g/10分のプロピレン単独重合体(射出成形用)、(b)ラジカル重合開始剤としてt-ブチルパーオキシイソプロピルカーボネートの配合量を1.1重量部、(c)共役ジエン化合物としてイソプレンの供給量を0.5重量部に変更した以外は、製造例1と同様にして、共役ジエン改質ポリプロピレン系樹脂(A-4)を得た。MFR=60g/10分であった。
(a)ポリプロピレン系樹脂としてメルトフローレート45g/10分のプロピレン単独重合体(射出成形用)、(b)ラジカル重合開始剤としてt-ブチルパーオキシイソプロピルカーボネートの配合量を1.1重量部、(c)共役ジエン化合物としてイソプレンの供給量を0.2重量部に変更した以外は、製造例1と同様にして、共役ジエン改質ポリプロピレン系樹脂(A-5)を得た。MFR=150g/10分であった。
(a)ポリプロピレン系樹脂としてメルトフローレート45g/10分のプロピレン単独重合体(射出成形用)、(b)ラジカル重合開始剤としてt-ブチルパーオキシイソプロピルカーボネートの配合量を1.1重量部、(c)共役ジエン化合物としてイソプレンの供給量を0.55重量部に変更した以外は、製造例1と同様にして、共役ジエン改質ポリプロピレン系樹脂(A-6)を得た。MFR=43g/10分であった。

ポリプロピレン系樹脂(B)としては、以下のものを使用した。
(B-1)メルトフローレート0.9g/10分のプロピレン単独重合体(プライムポリマー製、E-100GPL)
(B-2)メルトフローレート3g/10分のプロピレン単独重合体(プライムポリマー製、F113G)
(B-3)メルトフローレート7g/10分のプロピレン単独重合体(プライムポリマー製、J-700GP)
(B-4)メルトフローレート30g/10分のプロピレン-エチレン共重合体(プライムポリマー製、J830HV)
(B-5)メルトフローレート45g/10分のプロピレン-エチレン共重合体(プライムポリマー製、J708UG)
(B-6)メルトフローレート55g/10分のプロピレン-エチレン共重合体(プライムポリマー製、J709QG)
(B-7)メルトフローレート60g/10分のプロピレン-エチレン共重合体(サンアロマー製、YS559N)
(B-8)メルトフローレート5g/10分のプロピレン-エチレン共重合体(プライムポリマー製、J704UG)
(B-9)メルトフローレート100g/10分のプロピレン-エチレン共重合体(サンアロマー製、VMD81M)
(B-10)メルトフローレート60g/10分のプロピレン単独重合体(プライムポリマー製、S119)
(B-11)メルトフローレート30g/10分のプロピレン単独重合体(プライムポリマー製、J107G)
なお、(B-4)、(B-5)、(B-6)、(B-7)、(B-8)、及び(B-9)に記載の、プロピレン-エチレン共重合体とは、プロピレンを主成分とする直鎖ポリマーの中に、エチレンを主成分とするポリマー、およびエチレン-プロピレン・ゴム状共重合体が分散し、海島構造を形成しているような、プロピレン系ポリマーを指す。日本国内では慣例的にブロックポリプロピレンなどと呼称されている。

<射出成形体の作製>
表3に示す種類及び組成比にて、共役ジエン改質ポリプロピレン系樹脂(A)と、ポリプロピレン系樹脂(B)と、着色剤としてのカラーマスターバッチ[大日精化製、ダイカラーPP-M77255、ブラック、3重量部((A)と(B)との合計を100重量部として)]とをドライブレンドした。得られたドライブレンド物から、前記したバリ評価の項目に従い、表3に記載の温度条件にて射出成形体を製造し、バリの程度を評価した。得られた結果を表3に示す。
表3に示す種類及び組成比にて、共役ジエン改質ポリプロピレン系樹脂(A)を使用しなかった以外は、実施例1と同様にして、射出成形体を製造し、バリの程度を評価した。得られた結果を、表3に示す。

<射出成形体の作製>
表4に示す種類及び組成比にて、実施例1と同様にしてドライブレンド物を得て、前記したバリ評価の項目に従い、表4に記載の温度条件にて射出成形体を製造し、バリの程度を評価した。得られた結果を、表4に示す。
<射出成形体の作製>
表5に示す種類及び組成比にて、実施例1と同様にしてドライブレンド物を得て、前記したバリ評価の項目に従い、表5に記載の温度条件にて射出成形体を製造し、バリの程度を評価した。得られた結果を、表5に示す。

<射出成形体の作製>
表6に示す種類及び組成比にて、共役ジエン改質ポリプロピレン系樹脂(A)と、ポリプロピレン系樹脂(B)と、着色剤としてのカラーマスターバッチ[大日精化製、ダイカラーPP-M77255、ブラック、3重量部((A)と(B)との合計を100重量部として)]とをドライブレンドした。このドライブレンドしたペレット混合物を、ホッパーから9kg/時で32mmφ二軸押出機(L/D=25)に供給して、シリンダ温度200℃で溶融混練することにより、組成物のペレットを得た。得られた組成物ペレットから、前記したバリ評価の項目に従い、表6に記載の温度条件にて射出成形体を製造し、バリの程度を評価した。ただし、クリアランスは0.02mmとした。得られた結果を表6に示す。
<発泡剤を添加した成形体の作製>
表7に示す種類及び組成比にて、共役ジエン改質ポリプロピレン系樹脂(A)と、ポリプロピレン系樹脂(B)と、着色剤としてのカラーマスターバッチ[大日精化製、ダイカラーPP-M77255、ブラック、3重量部((A)と(B)との合計を100重量部として)]とをドライブレンドした。得られたペレット混合物を、ホッパーから9kg/時で32mmφ二軸押出機(L/D=25)に供給して、シリンダ温度200℃で溶融混練することにより、組成物のペレットを得た。上記で得たペレット100重量部に対して、化学発泡剤(ポリスレンEE65C、永和化成製)3重量部をドライブレンドし、前記したバリ評価の項目に従い、表6と同じ温度条件にて射出成形体を製造し、バリの程度を評価した。ただし、クリアランスは0.02mmとした。

<射出成形体の作製>
表8に示す種類及び組成比にて、共役ジエン改質ポリプロピレン系樹脂(A)と、ポリプロピレン系樹脂(B)と、着色剤としてのカラーマスターバッチ[大日精化製、ダイカラーPP-M77255、ブラック、3重量部((A)と(B)との合計を100重量部として)]とをドライブレンドした。このドライブレンドしたペレット混合物を、ホッパーから9kg/時で32mmφ二軸押出機(L/D=25)に供給して、シリンダ温度200℃で溶融混練することにより、組成物のペレットを得た。得られた組成物ペレットから、前記したバリ評価の項目に従い、表8に記載の温度条件にて射出成形体を製造し、バリの程度を評価した。ただし、クリアランスは0.03mmとした。得られた結果を表8に示す。

Claims (5)
- ポリプロピレン系樹脂組成物の射出成形体であって、
前記ポリプロピレン系樹脂組成物は、
230℃、2.16kg荷重で測定されるメルトフローレートが1~150g/10分である共役ジエン改質ポリプロピレン系樹脂(A)と、
230℃、2.16kg荷重で測定されるメルトフローレートが7~100g/10分であるポリプロピレン系樹脂(B)とを含有し、
共役ジエン改質ポリプロピレン系樹脂(A)とポリプロピレン系樹脂(B)の合計100重量部に対し、共役ジエン改質ポリプロピレン系樹脂(A)の含量が0.1~50重量部、ポリプロピレン系樹脂(B)の含量が99.9~50重量部であり、
前記ポリプロピレン系樹脂組成物は、230℃、2.16kg荷重で測定されるメルトフローレートが10~80g/10分であり、200℃、10m/minで測定されるメルトテンションが0.7~30gfである、射出成形体。 - 共役ジエン改質ポリプロピレン系樹脂(A)の前記メルトフローレートが10~100g/10分である、請求項1に記載の射出成形体。
- 共役ジエン改質ポリプロピレン系樹脂(A)とポリプロピレン系樹脂(B)の合計100重量部に対し、共役ジエン改質ポリプロピレン系樹脂(A)の含量が1~35重量部、ポリプロピレン系樹脂(B)の含量が99~65重量部である、請求項1又は2に記載の射出成形体。
- 共役ジエン改質ポリプロピレン系樹脂(A)が、(a)ポリプロピレン系樹脂、(b)ラジカル重合開始剤、および(c)共役ジエン化合物、の溶融混合物である、請求項1~3のいずれかに記載の射出成形体。
- 請求項1~4のいずれかに記載の射出成形体を製造する方法であって、
前記ポリプロピレン系樹脂組成物を、温度170℃~300℃で射出成形する工程を含む、方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16878986.5A EP3395883A4 (en) | 2015-12-22 | 2016-12-22 | INJECTION MOLDING BODY FROM A POLYPROPYLENE RESIN COMPOSITION |
| CN201680075722.0A CN108473734A (zh) | 2015-12-22 | 2016-12-22 | 聚丙烯系树脂组合物的注射成形体 |
| JP2017558292A JPWO2017111100A1 (ja) | 2015-12-22 | 2016-12-22 | ポリプロピレン系樹脂組成物の射出成形体 |
| US16/016,136 US20180305535A1 (en) | 2015-12-22 | 2018-06-22 | Injection molded body of polypropylene resin composition |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-250491 | 2015-12-22 | ||
| JP2015250491 | 2015-12-22 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US16/016,136 Continuation US20180305535A1 (en) | 2015-12-22 | 2018-06-22 | Injection molded body of polypropylene resin composition |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017111100A1 true WO2017111100A1 (ja) | 2017-06-29 |
Family
ID=59090674
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/088517 Ceased WO2017111100A1 (ja) | 2015-12-22 | 2016-12-22 | ポリプロピレン系樹脂組成物の射出成形体 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20180305535A1 (ja) |
| EP (1) | EP3395883A4 (ja) |
| JP (1) | JPWO2017111100A1 (ja) |
| CN (1) | CN108473734A (ja) |
| WO (1) | WO2017111100A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015205965A (ja) * | 2014-04-17 | 2015-11-19 | 株式会社カネカ | 熱可塑性エラストマー組成物およびそのシート |
| WO2019004311A1 (ja) * | 2017-06-28 | 2019-01-03 | 株式会社カネカ | ポリプロピレン系樹脂組成物の射出成形体 |
| WO2020152964A1 (ja) * | 2019-01-24 | 2020-07-30 | トヨタ紡織株式会社 | 熱可塑性樹脂組成物及びその製造方法、成形体及びその製造方法、並びに改質剤及び改質方法 |
| JP2022093950A (ja) * | 2020-12-14 | 2022-06-24 | コニカミノルタ株式会社 | 変性オレフィン系ポリマー、樹脂組成物、変性オレフィン系ポリマーの製造方法、樹脂組成物の製造方法、機械装置の構造部品、および機械装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07133387A (ja) * | 1993-11-10 | 1995-05-23 | Mitsui Toatsu Chem Inc | ポリプロピレン樹脂組成物 |
| JPH07179687A (ja) * | 1993-12-22 | 1995-07-18 | Mitsui Toatsu Chem Inc | ポリプロピレン樹脂組成物 |
| WO2011046103A1 (ja) * | 2009-10-13 | 2011-04-21 | 株式会社カネカ | ポリプロピレン系樹脂、ポリプロピレン系樹脂組成物、および射出発泡成形体 |
| JP2011094068A (ja) * | 2009-10-30 | 2011-05-12 | Kaneka Corp | 射出発泡成形用ポリプロピレン系樹脂組成物及び該樹脂組成物からなる射出発泡成形体 |
| JP2011110911A (ja) * | 2009-11-30 | 2011-06-09 | Kaneka Corp | 熱可塑性樹脂射出発泡成形体の製造方法 |
| JP2012107097A (ja) * | 2010-11-16 | 2012-06-07 | Kaneka Corp | ポリプロピレン系樹脂組成物及び該樹脂組成物からなる射出発泡成形体 |
| JP2012166522A (ja) * | 2011-02-16 | 2012-09-06 | Kaneka Corp | ポリプロピレン系樹脂組成物からなる射出発泡成形体の製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005026255A1 (ja) * | 2003-09-12 | 2005-03-24 | Kaneka Corporation | ポリプロピレン系樹脂組成物、それからなる発泡成形体およびその製造方法 |
| JP6487906B2 (ja) * | 2014-04-17 | 2019-03-20 | 株式会社カネカ | ポリプロピレン系樹脂シートおよび成形体 |
-
2016
- 2016-12-22 CN CN201680075722.0A patent/CN108473734A/zh active Pending
- 2016-12-22 JP JP2017558292A patent/JPWO2017111100A1/ja active Pending
- 2016-12-22 EP EP16878986.5A patent/EP3395883A4/en not_active Withdrawn
- 2016-12-22 WO PCT/JP2016/088517 patent/WO2017111100A1/ja not_active Ceased
-
2018
- 2018-06-22 US US16/016,136 patent/US20180305535A1/en not_active Abandoned
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07133387A (ja) * | 1993-11-10 | 1995-05-23 | Mitsui Toatsu Chem Inc | ポリプロピレン樹脂組成物 |
| JPH07179687A (ja) * | 1993-12-22 | 1995-07-18 | Mitsui Toatsu Chem Inc | ポリプロピレン樹脂組成物 |
| WO2011046103A1 (ja) * | 2009-10-13 | 2011-04-21 | 株式会社カネカ | ポリプロピレン系樹脂、ポリプロピレン系樹脂組成物、および射出発泡成形体 |
| JP2011094068A (ja) * | 2009-10-30 | 2011-05-12 | Kaneka Corp | 射出発泡成形用ポリプロピレン系樹脂組成物及び該樹脂組成物からなる射出発泡成形体 |
| JP2011110911A (ja) * | 2009-11-30 | 2011-06-09 | Kaneka Corp | 熱可塑性樹脂射出発泡成形体の製造方法 |
| JP2012107097A (ja) * | 2010-11-16 | 2012-06-07 | Kaneka Corp | ポリプロピレン系樹脂組成物及び該樹脂組成物からなる射出発泡成形体 |
| JP2012166522A (ja) * | 2011-02-16 | 2012-09-06 | Kaneka Corp | ポリプロピレン系樹脂組成物からなる射出発泡成形体の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3395883A4 * |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015205965A (ja) * | 2014-04-17 | 2015-11-19 | 株式会社カネカ | 熱可塑性エラストマー組成物およびそのシート |
| WO2019004311A1 (ja) * | 2017-06-28 | 2019-01-03 | 株式会社カネカ | ポリプロピレン系樹脂組成物の射出成形体 |
| WO2020152964A1 (ja) * | 2019-01-24 | 2020-07-30 | トヨタ紡織株式会社 | 熱可塑性樹脂組成物及びその製造方法、成形体及びその製造方法、並びに改質剤及び改質方法 |
| JPWO2020152964A1 (ja) * | 2019-01-24 | 2021-11-25 | トヨタ紡織株式会社 | 熱可塑性樹脂組成物及びその製造方法、成形体及びその製造方法、並びに改質剤及び改質方法 |
| JP2024023203A (ja) * | 2019-01-24 | 2024-02-21 | トヨタ紡織株式会社 | 熱可塑性樹脂組成物及びその製造方法、成形体及びその製造方法、並びに改質剤及び改質方法 |
| US12139596B2 (en) | 2019-01-24 | 2024-11-12 | Toyota Boshoku Kabushiki Kaisha | Thermoplastic resin composition and method for producing same, molded article and method for manufacturing same, and modifying agent and modification method |
| JP7582426B2 (ja) | 2019-01-24 | 2024-11-13 | トヨタ紡織株式会社 | 熱可塑性樹脂組成物及びその製造方法、成形体及びその製造方法、並びに改質剤及び改質方法 |
| JP2022093950A (ja) * | 2020-12-14 | 2022-06-24 | コニカミノルタ株式会社 | 変性オレフィン系ポリマー、樹脂組成物、変性オレフィン系ポリマーの製造方法、樹脂組成物の製造方法、機械装置の構造部品、および機械装置 |
| JP7615651B2 (ja) | 2020-12-14 | 2025-01-17 | コニカミノルタ株式会社 | 変性オレフィン系ポリマー、樹脂組成物、変性オレフィン系ポリマーの製造方法、樹脂組成物の製造方法、機械装置の構造部品、および機械装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108473734A (zh) | 2018-08-31 |
| JPWO2017111100A1 (ja) | 2018-11-08 |
| EP3395883A4 (en) | 2019-06-12 |
| EP3395883A1 (en) | 2018-10-31 |
| US20180305535A1 (en) | 2018-10-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5770634B2 (ja) | ポリプロピレン系樹脂、ポリプロピレン系樹脂組成物、および射出発泡成形体 | |
| JP6487906B2 (ja) | ポリプロピレン系樹脂シートおよび成形体 | |
| JP2014530950A (ja) | 組成物、発泡体およびそれらから作製された物品 | |
| WO2017111100A1 (ja) | ポリプロピレン系樹脂組成物の射出成形体 | |
| JP5368148B2 (ja) | 射出発泡成形用ポリプロピレン系樹脂組成物及び該樹脂組成物からなる射出発泡成形体 | |
| JP5628553B2 (ja) | 射出発泡成形用熱可塑性エラストマー組成物及び該樹脂組成物からなる射出発泡成形体 | |
| JP2009001772A (ja) | ポリプロピレン系樹脂射出発泡成形体 | |
| JP2012107097A (ja) | ポリプロピレン系樹脂組成物及び該樹脂組成物からなる射出発泡成形体 | |
| JP2020055981A (ja) | 熱可塑性エラストマー組成物及び接合部材 | |
| JP6577168B2 (ja) | 熱可塑性エラストマー組成物およびそのシート | |
| JPWO2017164343A1 (ja) | 射出発泡成形用のポリプロピレン系樹脂組成物、およびその射出発泡成形体 | |
| JP5638928B2 (ja) | 射出発泡成形用ポリプロピレン系樹脂、およびその射出発泡成形体 | |
| JP2012197345A (ja) | 射出発泡成形用ポリプロピレン系樹脂組成物、及び該樹脂組成物からなる射出発泡成形体 | |
| JP2019006962A (ja) | ポリプロピレン系樹脂組成物、およびその射出成形体 | |
| JP2007245450A (ja) | 熱可塑性樹脂発泡成形体の製造方法および成形体 | |
| JP5112674B2 (ja) | 射出発泡成形用ポリプロピレン系樹脂組成物及び該樹脂組成物からなる射出発泡成形体 | |
| JP2017171788A (ja) | 射出発泡成形用のポリプロピレン系樹脂組成物、およびその射出発泡成形体 | |
| WO2019004311A1 (ja) | ポリプロピレン系樹脂組成物の射出成形体 | |
| JP2010106093A (ja) | 射出発泡成形用ポリプロピレン系樹脂組成物及び該樹脂組成物からなる射出発泡成形体 | |
| JP2020070314A (ja) | 改質ポリオレフィン系樹脂 | |
| JP2006056910A (ja) | 射出発泡成形用ポリプロピレン系樹脂組成物およびその成形体 | |
| JP5070714B2 (ja) | ポリプロピレン樹脂組成物およびその射出成形体 | |
| JP2011156877A (ja) | ポリプロピレン系樹脂発泡成形体およびその製造方法 | |
| JP2018204008A (ja) | プロピレン系樹脂組成物および成形体 | |
| JP2019059854A (ja) | ポリプロピレン系射出発泡成形体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16878986 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017558292 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016878986 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2016878986 Country of ref document: EP Effective date: 20180723 |