WO2017115806A1 - Chaussure - Google Patents
Chaussure Download PDFInfo
- Publication number
- WO2017115806A1 WO2017115806A1 PCT/JP2016/088937 JP2016088937W WO2017115806A1 WO 2017115806 A1 WO2017115806 A1 WO 2017115806A1 JP 2016088937 W JP2016088937 W JP 2016088937W WO 2017115806 A1 WO2017115806 A1 WO 2017115806A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- shoe
- fiber sheet
- upper material
- yarns
- yarn
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images





Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/567—Shapes or effects upon shrinkage
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/587—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads adhesive; fusible
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/02—Uppers; Boot legs
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D1/00—Woven fabrics designed to make specified articles
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/20—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads
- D03D15/283—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads synthetic polymer-based, e.g. polyamide or polyester fibres
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/56—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads elastic
Definitions
- the present invention relates to a shoe, and more particularly to a shoe in which a part or all of an upper material is formed of a fiber sheet.
- a shoe having an upper material made of a fiber sheet is superior in light weight as compared with leather shoes.
- this type of shoe is usually comfortable for the user even when the upper material is easily deformed in accordance with the force applied to the foot and is used in sports.
- a flat fiber sheet is cut into a predetermined shape, and after the fiber sheet is sewn and an upper material having a three-dimensional shape is produced, the upper material and the sole member And are made by bonding.
- the shape of the human foot is a complex curved surface, it is not easy to sufficiently fit the upper material to the user's foot. That is, the conventional shoe has a problem that it is not easy to manufacture it into a desired shape. And no sufficient solution has been found for such problems.
- An object of the present invention is to solve such problems, and an object of the present invention is to provide a shoe that can be easily manufactured to have a desired shape.
- the present invention provides a shoe in which a part or all of the upper material is formed of a fiber sheet, the fiber sheet having heat shrinkability and a direction along a shoe center axis.
- a shoe that exhibits higher heat shrinkage in the direction perpendicular to the shoe center axis is provided.
- the schematic perspective view which shows the shoes of one Embodiment.
- the schematic side view which shows the mode of the shoes seen from the inner side of the foot.
- the schematic side view which shows the mode of the shoes seen from the inner side of the foot.
- the schematic side view which shows the mode of the shoes seen from the outer side of the leg
- the schematic plan view which shows the mode of the one surface side of the fiber sheet which is a knitted fabric.
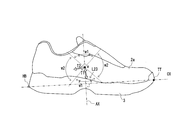
- FIG. 1 is a schematic perspective view showing a shoe of this embodiment.
- a virtual line connecting the tip TT of the toe of the shoe 1 and the most distal end HB of the heel is referred to as a shoe center axis CX, and the direction along the shoe center axis CX is referred to as the “length direction of the shoe”.
- a direction (X1) directed toward the toe side of the shoe 1 in the length direction is referred to as “front”, and a direction (X2) directed toward the heel side is referred to as “rear”.
- the direction (Y) parallel to the horizontal plane among the directions orthogonal to the shoe center axis CX will be referred to as the “width direction” of the shoe
- the direction (Z) parallel to the vertical plane will be referred to as the “height” of the shoe. It is called “direction” or “thickness direction”.
- the direction indicated by the arrow Y1 in the drawing is referred to as “inside”
- the direction indicated by the arrow Y2 is referred to as “outside”.
- the direction indicated by the arrow Z1 in the drawing is referred to as “upper side”
- the direction indicated by the arrow Z2 is referred to as “lower side”.
- the shoe 1 of this embodiment includes an upper material 2 and a shoe sole member 3.
- the shoe 1 is a shoe in which part or all of the upper material 2 is formed of a fiber sheet. In the present embodiment, the entire upper material is formed of a fiber sheet 2a.
- the fiber sheet 2a has heat shrinkability, and the fiber sheet 2a has higher heat shrinkability in the direction perpendicular to the shoe center axis than in the direction along the shoe center axis. It is shown.
- the upper material since the upper material has heat shrinkability, the upper material can be thermally contracted into a shape along the outer surface of the shoe mold corresponding to the space in which the foot is accommodated. Therefore, the shoe shape can be accurately reflected on the upper material.
- the curvature change of the contour of the foot is large, and it is difficult to make the upper material follow the outer surface of the shoe mold in the cross section.
- the shoe of the present embodiment can easily give a shape that fits the foot even in such a part by utilizing the heat shrinkability of the upper material. Further, it is particularly difficult to fit the upper material to the foot in a region where the curvature change of the foot contour is particularly large in the cross section orthogonal to the shoe center axis. That is, when the upper having heat shrinkability is arranged in such a region, the effect of the present invention can be more remarkably exhibited.
- Examples of the region in which the curvature change of the foot contour is particularly large include the region EA1 corresponding to the arch on the scaphoid bone NB, the medial wedge bone CB1, and the first metatarsal MB1 shown by broken lines in FIG.
- the heat shrinkage rate [100% ⁇ (length before shrinkage ⁇ length after shrinkage) / length before shrinkage] in the shoe center axial direction is set to “x (%)”.
- the thermal contraction rate in the direction perpendicular to the axis is “y (%)”.
- the ratio (y / x) of the heat shrinkage rate in the direction perpendicular to the shoe center axis to the heat shrinkage rate in the shoe center axis direction is more preferably 1.01 or more, and 1.05 or more. Is more preferable, and 1.1 or more is particularly preferable.
- the ratio (y / x) is more preferably 25 or less, further preferably 15 or less, and particularly preferably 10 or less.
- the fiber sheet 2a exhibits a higher heat shrinkage rate when the fiber sheet 2a is heated at a higher temperature for a longer time, it is not preferable to heat the shoe to an excessively high temperature. Therefore, the fiber sheet 2a preferably exhibits the difference in heat shrinkage rate as described above under a heating condition of 160 ° C. ⁇ 60 seconds, and the difference in heat shrinkage rate as described above under a heating condition of 150 ° C. ⁇ 60 seconds. It is more preferable to exhibit the difference in heat shrinkage rate as described above under a heating condition of 140 ° C. ⁇ 60 seconds.
- the thermal contraction rate of the fiber sheet 2a can be obtained from a test piece collected from the upper material 2 of the shoe. Specifically, a test piece is sampled from a portion made of the fiber sheet 2a, a first line passing through the center of the test piece and parallel to the shoe center axis, and passing through the center of the test piece and the first A thermal contraction rate can be obtained by drawing a second line perpendicular to the line on the test piece and comparing the lengths of the two lines before and after thermal contraction. However, the first line and the second line are drawn so as to have the same length as much as possible.
- the fiber sheet 2a of the present embodiment exhibits both the following tensile properties (A) and (B) in at least one direction.
- a 10 mm wide strip-shaped test piece made of the fiber sheet is loaded in the length direction with a tensile energy of 50 mJ, and the energy loss observed when the load is removed is 40% or less.
- the fiber sheet 2a constituting the upper material 2 preferably further exhibits the following tensile properties (C) in the direction having the tensile properties shown in (A) and (B).
- C The elongation of the test piece is 10% or more and 80% or less when a tensile load of 10 kgf is applied in the length direction of the strip-shaped test piece having a width of 10 mm made of the fiber sheet.
- the tensile properties shown in (A) are also simply referred to as “characteristic A”, and the tensile properties shown in (B) are also simply referred to as “characteristic B”.
- the direction in which the fiber sheet 2a exhibits both the characteristics A and B may be referred to as “strengthening direction” or the like.
- the tensile properties shown in (C) may be simply referred to as “characteristic C”.
- the strip-shaped test piece having the characteristic A can be confirmed according to the following method.
- the test piece having a length of about 100 mm is prepared, and stored for several hours or more in a standard state (23 ⁇ 1 ° C., 50 ⁇ 5% RH).
- a standard state 23 ⁇ 1 ° C., 50 ⁇ 5% RH.
- one end of the test piece in the length direction is sandwiched between one of the two chucks of the tensile tester, the distance between the chucks is adjusted to 50 mm, and then the other end of the test piece is sandwiched between the other chuck.
- one of the chucks is moved at a constant speed (10 mm / min) to perform a tensile test of the test piece.
- the strain amount of the test piece is obtained from the moving distance of the chuck, and the tensile energy is calculated from the value of the strain and the value of the tensile stress applied to the test piece.
- the tensile energy value (cumulative value) reaches 50 mJ
- the movement of the chuck is stopped, and then the chuck is moved in the opposite direction at a constant speed (10 mm / min) until the tensile stress value becomes zero.
- a stress-strain curve as shown in FIG. 2 is usually obtained. That is, a stress-strain curve as shown by the curve p is obtained in the section from when the test piece is pulled until the tensile energy reaches 50 mJ, and after the tensile energy reaches 50 mJ, the value of the tensile stress is A stress-strain curve as shown by the curve q is obtained in the interval up to zero.
- the strip-shaped test piece has the characteristic B according to the following method.
- the load P1 (N) when the load applied to the test piece is 50 mJ is obtained.
- a test piece with two marked lines with an interval of 50 mm was stored for several hours or more in the standard state (23 ⁇ 1 ° C., 50 ⁇ 5% RH), and the high cycle with the distance between chucks set to 50 mm
- the test piece is mounted on a fatigue testing machine. At this time, the test piece is mounted on the high cycle fatigue tester so that the edge of the chuck and the marked line coincide.
- a fatigue test is performed by setting a high cycle fatigue tester so that a load of at least “1 (N)” and a maximum of “P1 (N)” is applied to the test piece. That is, after increasing the load of the test piece from 1 (N) to P1 (N), the operation for reducing the load from P1 (N) to 1 (N) is set as one set, and the fatigue test is repeated million times.
- the test environment is a standard state (23 ⁇ 1 ° C., 50 ⁇ 5% RH), and the cycle rate of the fatigue test is 5 Hz.
- Permanent distortion [ ⁇ L (mm) / 50 (mm)] ⁇ 100%
- the strip-shaped test piece has the characteristic C.
- a test piece that has been stored for several hours or more in a standard state (23 ⁇ 1 ° C., 50 ⁇ 5% RH), and place one end of the test piece in the length direction of the two chucks of the tensile tester. After adjusting the distance between chucks to 50 mm, the other end of the test piece is inserted into the other chuck. Then, one of the chucks is moved at a constant speed (10 mm / min) to perform a tensile test of the test piece.
- the “energy loss”, “permanent strain”, and “elongation at a tensile load of 10 kgf” are, for example, the maximum of the results obtained by carrying out the above test so that the number of tests is about 10. It can be obtained as an arithmetic average value of data excluding the value and the minimum value.
- the shoe 1 of the present embodiment follows the shape of the foot even in the case where the stored foot hits the upper material 2 from the inside of the shoe.
- the upper material 2 is deformed, and a comfortable feeling can be given to the user.
- the fiber sheet 2a constituting the upper material 2 has the tensile properties (characteristics A to C) as described above. Accordingly, the shoe 1 is unlikely to be excessively deformed in the upper material 2 even when a large force is applied to the upper material 2 from the inside by the foot.
- the shoe 1 is easy to restore after the upper material 2 is deformed.
- the shoe 1 according to the present embodiment can prevent the user's feet from protruding greatly from the sole to the outside even when used in sports with intense movement. And since the said shoe 1 has a small permanent distortion of the fiber sheet which forms upper material, even if it uses it several times, it is hard to lose shape, and can exhibit the initial stage performance for a long period of time.
- the shoe 1 is such that the reinforcing direction showing the characteristics A and B is within ⁇ 45 ° with respect to the direction perpendicular to the shoe center axis CX. It is preferable that the fiber sheet 2a is arranged.
- the direction along the imaginary line AX is a direction orthogonal to the shoe center axis CX.
- the first range in which the straight line is within ⁇ 45 ° with respect to the virtual line AX is the range indicated by W1 in FIG.
- the second range that is ⁇ 90 ° or more and less than ⁇ 45 ° or more than + 45 ° and less than 90 ° with respect to the imaginary line AX is a range indicated by W2 in FIG.
- the upper material 2 is usually fixed to the shoe sole member 3 at a boundary portion L23 with the shoe sole member 3.
- the tension T1 generated when the point a is pushed from the back side of the upper material 2 and the upper material 2 is deformed in the range W1 of the deformation 1 increases greatly immediately after the upper material 2 starts to deform, but in the second range W2.
- the generated tension T2 has a slow increase in value. Therefore, in the shoe 1 of the present embodiment, it is preferable that the reinforcing direction of the fiber sheet 2a is a direction that passes through the first range W1 in that the upper material 2 can easily exhibit a quick restoring property against deformation. Moreover, in the shoe 1 of this embodiment, it is preferable that the fiber sheet 2a exhibits both the characteristic A and the characteristic B not only in a part of the first range but also in all directions.
- the fiber sheet 2a when the fiber sheet 2a is a woven fabric formed by plain weave or twill weave with warp and weft, the fiber sheet 2a can be obtained by adopting a yarn having excellent strength for one or both of warp and weft.
- the direction of the yarn excellent in strength can be the reinforcing direction in which both characteristics A and B are exhibited.
- the upper material 2 when using the fiber sheet 2a in which the warp direction is the reinforcing direction, the upper material 2 is formed such that the warp direction is within ⁇ 45 ° with respect to the direction perpendicular to the shoe center axis CX.
- the shoes can be suitable for sports with intense movement.
- this warp knitting direction can be the reinforcing direction.
- the fiber sheet 2a is not necessarily arranged in the entire region of the upper material 2 so that the reinforcing direction is within ⁇ 45 ° with respect to the direction orthogonal to the shoe center axis CX, and particularly high strength is required. It may be only the area to be processed.
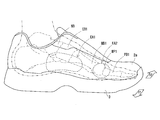
- Examples of the region in which the reinforcing direction is within a range of ⁇ 45 ° with respect to the direction orthogonal to the shoe center axis CX include, for example, the region EA2 indicated by the broken line in FIG. An area EA3 indicated by a broken line in FIG.
- a joint (first metatarsal joint MP1) between the first phalanx proximal phalange PB1 and the metatarsal bone MB1 is covered from the inside of the foot.
- An area EA2 may be mentioned.
- a region preferably used as the strengthening region for example, as shown by a broken line in FIG. 5, a joint between the fifth phalangeal proximal bone PB5 and the metatarsal bone MB5 (the fifth metatarsal phalanx).
- An area EA3 that covers the joint MP5) from the outside of the foot is mentioned.
- the shoe 1 in the present embodiment has one or more of these two areas EA2 and EA3 as the reinforced area, so that the user's foot is larger than the shoe sole even when used in sports with intense movement. It can prevent more reliably that it protrudes.
- the shoe 1 according to the present embodiment is a woven fabric in which the fiber sheet constituting the upper material 2 is composed of a plurality of yarns in order to make the upper material 2 exhibit excellent strength, or a plurality of yarns.
- a constructed knitted fabric is preferred.
- the fiber sheet 2a of this embodiment is a woven fabric or a knitted fabric, and part or all of the yarn is a fused yarn, and the yarns are fused by the fused yarn.
- the said fiber sheet 2a is arrange
- the strength of the fiber sheet is improved as compared with that before the fusing by fusing the yarns with the fusing yarn. That is, in the fiber sheet, energy loss and permanent distortion tend to be smaller due to the fact that the fused yarns exert forces on each other. Therefore, the shoe provided with such a fiber sheet can more reliably prevent the user's foot from protruding greatly from the sole. Moreover, even when the shoe of this embodiment is used a plurality of times, it is difficult to lose its shape, and it is easier to maintain the initial performance. Further, the upper material has a higher strength than before the fusion and has improved durability.
- the shoe of this embodiment since the fusion thread is arranged along the direction R that circulates around the shoe center axis CX, the upper material is deformed such that the foot protrudes from the sole during exercise. Even if it occurs, a restoring force is likely to be applied to the upper material after deformation in an upward direction and in a direction approaching the shoe center axis. Therefore, the shoe of the present embodiment can more reliably prevent the user's foot from protruding from the shoe sole even when used in sports with intense movement. For this reason, it is preferable that the shoe 1 in the present embodiment has the yarn fused in the reinforcing region.
- the fiber sheet in which the yarns are fused by the fused yarn has one or both of the first heel and the fifth heel having a large movement in the width direction during movement. It is preferable to be disposed in a region covering the middle foot joint joint.
- the deformation of the upper foot covering the part greatly increases with the deformation of the first and fifth heel joints during exercise. Therefore, there is a strong demand for improved durability. Therefore, in the shoe of this embodiment, the durability improvement effect by fusion
- the shoe 1 according to the present embodiment is one of the yarns constituting the fiber sheet when the fiber sheet is a woven fabric or a knitted fabric composed of a plurality of yarns in causing the upper material 2 to exhibit appropriate stretchability. It is preferable that part or all is an elastic yarn made of an elastomer.
- a fusing yarn When a fusing yarn is adopted as a forming material of the fiber sheet 2a of the present embodiment, a general one can be adopted as the fusing yarn.
- the fusion yarn include a monofilament yarn having a core-sheath type and a side-by-side type heat-fusible fiber and composed of only one heat-fusible fiber.
- the fusion yarn include a multifilament yarn including a plurality of the heat-fusible fibers, a multi-filament including one heat-fusible fiber and one or more non-heat-fusible fibers. Examples thereof include filament yarn.
- non-heat-bondable fiber as used herein means a fiber that does not exhibit the bondability even at a temperature at which the heat-bondable fiber can be heat-bonded.
- the heat-fusible fiber is of a core-sheath type and the resin constituting the sheath part is a crystalline resin having a specific melting point (Tm (° C.)
- “non-heat-fusible” “Fiber” means a fiber having at least a surface formed of a crystalline resin having a melting point higher than Tm (° C.) or an amorphous resin having a glass transition temperature higher than Tm (° C.).
- non-heat-fusible means a fiber having at least a surface formed of a crystalline resin having a melting point higher than Tg (° C.) or an amorphous resin having a glass transition temperature higher than Tg (° C.). To do.
- the melting point and glass transition temperature of the core part and the sheath part of the heat-fusible fiber and the melting point and glass of the resin that forms the surface of the sheath part of the heat-fusible fiber and the non-heat-fusible fiber is preferably 20 ° C. or higher and 150 ° C. or lower, more preferably 30 ° C. or higher and 120 ° C. or lower.
- the melting point and glass transition temperature of the resin can be confirmed by performing differential scanning calorimetry (DSC) at a rate of temperature increase of 10 ° C./min.
- DSC differential scanning calorimetry
- the fusing yarn does not need to be a continuous fiber, and may be a spun yarn produced by spinning a relatively short (for example, 2 m or less) fusing fiber.
- the fusion yarn may be a blend of different heat-fusible fibers, or a blend of heat-fusible fibers and non-heat-fusible fibers. Also good.
- the heat-fusible fiber those produced so as to be the core-sheath type or the side-by-side type using two or more kinds of polymers having different melting points or softening points can be employed. More specifically, as the heat-fusible fiber, for example, a crystalline polyester resin such as a polyethylene terephthalate resin is used to form a core, and a crystalline polyester resin having a lower melting point than the polyester resin, or the polyester A core-sheath fiber having a sheath formed of an amorphous polyester resin having a glass transition temperature lower than the melting point of the resin, and a crystalline polyamide resin having a lower melting point than the polyester resin, the core of which is formed by a crystalline polyester resin And a core-sheath type fiber in which a sheath part is formed.
- a crystalline polyester resin such as a polyethylene terephthalate resin is used to form a core
- a crystalline polyester resin having a lower melting point than the polyester resin or the polyester A core
- the elastic yarn When the elastic yarn is employed as the material for forming the fiber sheet 2a of the present embodiment, a general material can be employed as the elastic yarn.
- the elastic yarn includes an elastic fiber formed of an elastomer, a monofilament yarn composed of only one elastic fiber, a multifilament yarn including a plurality of elastic fibers, one elastic fiber and one or more. And a multifilament yarn having a non-elastic fiber.
- the elastomer constituting the elastic yarn has a tensile elongation at break of 50% or more in a standard state (23 ⁇ 1 ° C., 50 ⁇ 5% RH), and an elongation elastic recovery rate at 10% elongation of 80%. What shows the elastic restoring property used as the above is preferable.
- the elastic yarn When the elastic yarn is a monofilament yarn, usually the tensile properties of the elastomer directly affect the tensile properties of the yarn. Therefore, when the elastic yarn is a monofilament yarn, the elastic yarn usually exhibits the same tensile elongation at break and elastic resiliency as the elastomer. In the present embodiment, even when the elastic yarn is a multifilament yarn, the elastic yarn preferably has such tensile elongation at break and elastic resilience.
- a core-sheath fiber is formed by two types of polyester thermoplastic elastomers having different melting points and glass transition temperatures, and a sheath is formed by a polyester thermoplastic elastomer having a low melting point or glass transition temperature.
- polyester-based thermoplastic elastomers useful for producing such a fused yarn and an elastic yarn include, for example, a part of a diol or dicarboxylic which is a constituent unit of a polymer is changed to another diol or dicarboxylic.
- examples thereof include a polyester resin that has been modified to exhibit rubber elasticity, and a polyester resin that exhibits rubber elasticity by introducing a partially crosslinked structure.
- the fiber may have a core portion formed of a polyester thermoplastic elastomer and a sheath portion formed of a polyamide thermoplastic elastomer having a melting point and a glass transition temperature lower than those of the polyester thermoplastic elastomer. good.
- the core portion is a polyester elastomer having a melting point of 190 ° C. or higher and 250 ° C. or lower, and the sheath portion has a melting point of 140 ° C. or higher and 190 ° C. or lower.
- a core-sheath fiber made of a polyester elastomer is preferred.
- the said fiber sheet 2a has the heat shrinkability in the point in which the shoe 1 in this embodiment can provide a desired shape to the upper material 2 easily.
- the shoe 1 according to the present embodiment covers the upper material produced so that the fiber sheet 2a has a heat-shrinkable property so as to be close to the final shape to some extent on the mold corresponding to the space for accommodating the foot.
- the upper material can be thermally shrunk into a shape along the outer surface of the mold. That is, since the fiber sheet 2a has heat shrinkability, it is possible to easily manufacture a shoe having excellent shape accuracy. Further, since the fiber sheet 2a has heat shrinkability, it becomes easy to finely adjust the upper material of the shoe once produced according to the shape of the user's foot.
- the fiber sheet exhibits higher heat shrinkability in the width direction than in the shoe length direction. That is, it is preferable that the upper material exhibits a higher heat shrinkage rate in the second direction perpendicular to the first direction than in the first direction from the heel toward the toe.
- the curvature change of the contour of the foot is particularly large in the cross section orthogonal to the shoe center axis. For this reason, it is generally difficult to fit the upper material to the foot in the region corresponding to the arch (the portion covering the inner wedge bone).
- the shoe of this embodiment can be easily fitted to the foot even in such a region due to the heat shrinkability of the upper material. That is, in the above aspect in which the heat shrinkability is exhibited at such a site, the effect of the present invention can be exhibited more remarkably.
- the upper material 2 fits with respect to a leg
- Examples include an area EA2 that covers from the inside, and an area EA3 that covers the joint (fifth metatarsal joint MP5) between the proximal phalanx PB5 of the fifth heel and the metatarsal bone MB5 from the outside of the foot.
- a shrink yarn containing fibers exhibiting heat shrinkability may be employed as a constituent material of the fiber sheet 2a.
- the heat-shrinkable fibers constituting the shrink yarn are preferably those whose length after being heated and shrunk is 90% or less of the length before heating, and more preferably 85% or less.
- the shrink yarn is preferably such that the length after being heated and shrunk is 90% or less of the length before heating, and more preferably 85% or less.
- the shrinkage ratio of fibers and yarns is obtained, for example, by comparing the lengths of fibers and yarns stored in the standard state (23 ⁇ 1 ° C., 50 ⁇ 5% RH) for several hours or more in the natural state before and after heating.
- the shrink yarn preferably has a shrinkage stress per unit thickness in the range of 150 ° C. or more and 210 ° C. or less of 0.05 cN / dtex or more and 2.00 cN / dtex.
- the polyethylene terephthalate resin usually has a crystallization temperature of around 150 ° C. and a melting point of 200 ° C. or higher. And the fiber obtained by cooling while heat-melting polyethylene terephthalate resin is made into a fiber form can be made into an amorphous state by implementing the said rapid cooling.
- Such polyethylene terephthalate resin fibers usually exhibit high heat shrinkability due to molecular rearrangement when heated above the crystallization temperature. Therefore, it is preferable that the shrink yarn includes a fiber excellent in heat shrinkage such as polyethylene terephthalate resin fiber.
- Such heat shrinkage is not only a polyethylene terephthalate resin that is a condensation polymer of terephthalic acid and ethylene glycol, but also a type of polyethylene terephthalate resin in which a part of terephthalic acid is replaced with another dicarboxylic acid, ethylene
- a polyethylene terephthalate resin of a type in which a part of glycol is replaced with another diol is changed from a part of terephthalic acid to another dicarboxylic acid such as isophthalic acid in that it is easy to exert excellent heat shrinkability on the shrink yarn.
- a polyethylene terephthalate resin in which a part of ethylene glycol is changed to another diol such as 2,2-bis (4-hydroxyphenyl) propane is preferable.
- the fiber sheet 2a When the fiber sheet 2a is a woven fabric, the fiber sheet 2a can exhibit heat shrinkability by using a part of the warp or weft as the polyethylene terephthalate resin fiber.
- the fiber sheet 2a preferably exhibits heat shrinkability not only in one direction but also in multiple directions, and it is preferable to use both warp and weft as shrink yarns.
- the heat shrinkability of the fiber sheet 2a can be adjusted by the ratio of polyethylene terephthalate resin fibers in the warp and weft. At that time, the ratio of polyethylene terephthalate resin fibers may be different between one warp and another warp, or the ratio of polyethylene terephthalate resin fibers may be different between one weft and another weft. 2a may be provided with an appropriate ratio of warps and wefts not containing polyethylene terephthalate resin fibers.
- the fiber sheet 2a is a knitted fabric, and the heat shrinkability can be adjusted by the content of the polyethylene terephthalate resin fiber.
- the fused yarn, the elastic yarn, and the shrinkable yarn usually have a total fineness of 20 dTex or more and 5000 dTex or less, depending on the use of shoes.
- the total fineness of these yarns is preferably 30 dTex or more and 2000 dTex or less.
- the fiber sheet 2a is a woven fabric formed by warps and wefts, and the fiber sheet 2a is formed of fused yarns, the warp yarns and the weft yarns are usually melted at the intersection of each other. Will be worn.
- the fiber sheet 2a it is advantageous for the characteristics A, the characteristics B, and the characteristics C to be appropriately adjusted so that the number of fusion points per unit area is appropriately adjusted. Therefore, the fiber sheet 2a is JIS L 1096 (2010). 8.6.1 It is preferable that the weave density of warps and wefts measured according to the A method is 10 yarns / 2.54 cm or more and 200 yarns / 2.54 cm or less.
- FIG. 6 schematically shows a state in which the fiber sheet 2a ′, which is a knitted fabric constituting the upper material 2, is viewed from the front side of the shoe 1, and the fiber sheet 2a ′ has a size of about 1 mm 2 .
- FIG. 7 schematically shows a state in which the fiber sheet 2a ′ is viewed from the back side (inside the shoe) of the upper material 2, and as shown in these drawings, the fiber sheet 2a ′. Is knitted with a plurality of yarns.
- the fiber sheet 2 a ′ includes a plurality of string-like bodies 21, and a plurality of finely meandering string-like bodies 21 are arranged in parallel with a slight gap, and a gap portion between the string-like bodies 21 is provided.
- the through-hole 20 is provided in the above.
- the fiber sheet 2 a ′ of the present embodiment has an appearance as if it was made only of the string-like body 21, but actually, the elastic yarn 22 that is a colorless and transparent monofilament yarn thinner than the string-like body 21 The shrink yarn 23 further thinner than the elastic yarn is further provided.
- the elastic yarn 22 and the shrink yarn 23 in the fiber sheet 2a ′ of the present embodiment are fusion yarns having heat fusion properties.
- the string-like body 21 is arranged in a state along a direction R that circulates around the shoe center axis CX.
- the elastic yarns 22 are arranged so that the length direction thereof is parallel to the shoe center axis CX, and are arranged in parallel at intervals in the shoe width direction. That is, the elastic material 22 is arranged on the upper material 2 so as to skew the string-like body 21.
- the plurality of the string-like bodies 21 are arranged in parallel at intervals, so that the gap between the string-like bodies 21 and the gap between the elastic yarns 22 are arranged.
- the portion where and overlap is the through hole 20.
- the shrink yarn 23 is partly knitted into the string-like body 21 and partly entangled with the elastic yarn 22. Therefore, the upper material 2 is in a state in which the string-like body 21, the elastic yarn 22, and the shrink yarn 23 are fixed to each other.
- the said string-like body 21 is comprised by the three fine strings 211, 212, 213 thinner than the said string-like body 21, and is formed by aligning three fine strings.
- the three thin cords 211, 212, and 213 have different colors, and yarns of different colors are chain-knitted.
- the first thin string 211 of the three thin strings is on the surface side of the shoe, and the second thin string 212 and the third thin string 213 are on the inner surface side of the shoe.
- a plurality of string-like bodies 21 are arranged so as to be.
- the second thin string 212 is arranged on the front side of the shoe with respect to the third thin string 213.
- the upper material 2 of the present embodiment when the fiber sheet 2a ′ is viewed from the front, appears to be formed only by the first thin cord 211, but the fiber sheet 2a ′ is formed from the front of the shoe.
- the second thin string 212 can be visually recognized through the gap between the string-like bodies 21.
- the upper material 2 of this embodiment can visually recognize the 3rd thin string 213 through the clearance gap between the string-like bodies 21, when the fiber sheet 2a 'is seen from the back of shoes.
- the shoe of the present embodiment exhibits different colors depending on the viewing angle because the second fine string 212 and the third fine string 213 have different colors.
- the shoe of this embodiment extends in the direction R around the shoe center axis CX and has a plurality of string-like bodies 21 arranged in parallel with a gap in the shoe center axis direction.
- the string-like body 21 includes three or more fine strings including a first fine string 211, a second fine string 212, and a third fine string 213 that are thinner than the string-like body 21.
- the first thin string 211 is arranged on the surface of the upper material 2 and the second fine string 212 and the third fine string 213 are arranged on the back side of the first fine string 211.
- the second thin string 212 is arranged along one side edge of both side edges of the first thin string 211, and is different in color from the second thin string 212 along the other side edge.
- the third fine string 213 is arranged to have an excellent aesthetic appearance.
- the upper material 2 in the present embodiment can exhibit an excellent aesthetic appearance by the fiber sheets 2a and 2a ′ as described above, and can also exhibit an excellent aesthetic appearance by a member other than the fiber sheets 2a and 2a ′.
- the resin film is useful for smoothing the surface of the upper material.
- a resin film is easy to print a pattern and a character compared with a fiber sheet.
- the pattern and characters can be provided on the resin film by embossing or the like. Therefore, if at least a part of the upper material is composed of a composite sheet including a fiber sheet and a resin film, it is possible to cause the upper material to exhibit a texture that is difficult to appear only with the fiber sheet.
- the upper material further includes a resin film bonded to one or both sides of the fiber sheet in terms of widening design options.
- the resin film may be colored in various colors.
- the resin film may contain extender pigments in consideration of concealment.
- the resin film is preferably arranged so as to be exposed on at least one of the outer surface and the inner surface of the shoe, and more preferably arranged so as to be exposed on the outer surface of the shoe.
- a reactive adhesive that is liquid at normal temperature (for example, 23 ° C.), a hot-melt adhesive that is solid at normal temperature, a pressure-sensitive adhesive that is semisolid at normal temperature, and the like.
- a hot melt adhesive as the adhesive.
- the resin film may be obtained by processing a hot melt adhesive into a film.
- the resin film formed entirely with a hot melt adhesive softens the whole when thermally bonded to the fiber sheet, so that irregularities are likely to be formed on the surface opposite to the adhesive surface with the fiber sheet. Become. Then, when a pattern, a character, etc. are printed beforehand, these shapes will collapse. Even when a pattern or character is printed later, it is difficult to perform good printing if the surface is uneven. Therefore, the resin film is made of an amorphous resin having a higher softening point than that of the hot melt adhesive, or a film layer and a hot melt adhesive made of a crystalline resin having a melting point higher than that of the hot melt adhesive. It is preferable that it is a multilayer film provided with the contact bonding layer comprised by these.
- the hot melt adhesive preferably includes a polyester polyurethane resin from the viewpoint of adhesiveness to the fiber sheet.
- the resin film and the fiber sheet are brought into contact with each other, it is advantageous for the adhesion between the resin film and the fiber sheet to exhibit high adhesive strength when there are more contacts between them. . This is the same except when a hot melt adhesive is used.
- the said fiber sheet is the woven fabric or knitted fabric comprised by the some thread
- the bulky processed yarn for example, a yarn obtained by applying heat to a twisted multifilament yarn to give crimpability and then returning the twist can be adopted.
- This type of bulky processed yarn is also called wooly yarn or the like and has a texture like wool.
- This bulky processed yarn is suitable as a yarn constituting the fiber sheet because it is supple and has a good feel to the foot.
- the elastic yarn, the shrink yarn, and the like are more easily exhibited as monofilament yarns. Therefore, for example, when the above-described monofilament yarn is used as the weft, 5% to 95% of the total number of wefts is the monofilament yarn, and the rest (95% to 5%) is the bulky processed yarn.
- the ratio of the bulky processed yarn to the total number of weft yarns is more preferably 10% or more and 90% or less, further preferably 15% or more and 85% or less, and more preferably 20% or more and 80% or less. Particularly preferred.
- 50% or more of the total number is preferably a bulky processed yarn, and more preferably 60% or more is a bulky processed yarn.
- the resin film does not excessively affect the stretchability of the fiber sheet.
- the tensile stress (N) of the resin film is the tensile stress (N when the fiber sheet alone is pulled in the direction of the warp or weft by the same distance. ) Is preferably smaller than.
- the tensile stress (N) of the resin film is preferably smaller than the tensile stress (N) when the fiber sheet is pulled in the course or wale direction.
- the tensile stress (N) of the resin film is preferably a value lower than the lowest value when the tensile stress of the fiber sheet is determined in various directions.
- the tensile stress (N) of the resin film and the tensile stress of the fiber sheet are obtained by preparing a strip-shaped sample (for example, 10 mm width) of the same width and conducting a tensile test of the sample with a tensile tester. be able to. More specifically, the tensile stress of the resin film or the fiber sheet is obtained by setting the distance between chucks of the tensile tester to 25 mm, and obtaining the stress when the sample is sandwiched between the chucks and the sample is stretched by 5%. be able to.
- the tensile stress (N) of the resin film is preferably 75% or less of the minimum value, and more preferably 50% or less.
- the thickness of the resin film is usually 1 ⁇ m or more and 250 ⁇ m or less.
- the thickness is preferably 5 ⁇ m or more and 200 ⁇ m or less.
- the fiber sheet which shows heat-shrinkability with a shrinkable yarn is used for formation of the upper material 2 as mentioned above, it is easy to produce the shoe 1 of this embodiment in a desired shape.
- the shoe 1 according to the present embodiment can be manufactured, for example, by covering the upper material with a shoe mold and performing a molding process for deforming the upper material along the shoe mold.
- the forming step is performed using an upper material provided with a heat-shrinkable fiber sheet. Therefore, in the forming step, the upper material covered on a shoe mold is heated, The upper material can be deformed along the shoe mold by thermally shrinking the fiber sheet.
- the shape of the shoe mold can be accurately reflected on the upper material.
- a fiber sheet having different heat shrinkability in one direction and the other direction orthogonal to the direction is used as the fiber sheet, and along the shoe center axis. It is preferable to carry out the forming step by arranging the fiber sheet so that the direction perpendicular to the shoe center axis is higher in heat shrinkability than the direction in which the fiber sheet is stretched.
- a part or all of the upper material is a shoe formed of a fiber sheet, the fiber sheet has heat shrinkability, and the fiber sheet is a shoe center. It is possible to obtain a shoe exhibiting higher heat shrinkage in the direction orthogonal to the shoe center axis than in the direction along the axis.
- the upper material since the upper material has heat shrinkability, the upper material can be thermally contracted into a shape along the outer surface of the shoe mold corresponding to the space in which the foot is accommodated. Therefore, the shoe shape can be accurately reflected on the upper material.
- the curvature change of the contour of the foot is large, and it is particularly difficult to make the upper material follow the outer surface of the shoe mold in the cross section.
- the shoe of the present embodiment can easily give a shape that fits the foot even in such a part by utilizing the heat shrinkability of the upper material. Such shoes are not only easy to produce in the desired shape, but also when the shape of the upper material needs to be fine-tuned according to the user's foot after production.
- the shoe manufacturing method of the present embodiment after producing a shoe having an upper material having a shape corresponding to one shoe mold, another shoe mold having a shape different from the one shoe mold is used as the upper material.
- the upper material can be changed to a shape corresponding to the other shoe mold by heating it against the back side.
- the one shoe mold A larger shoe mold may be accommodated in the shoe, and the upper material may be extended by applying a force to the upper material from the back side.
- selecting shoes according to the foot length becomes cramped in the foot width direction, and conversely selecting shoes according to the foot width. Then, although an extra space may be generated in the toe portion, the shoe of this embodiment can suppress the occurrence of this type of problem because the shape of the upper material can be adjusted.
- the fit in the width direction of the foot can be adjusted by the tightening of the shoelace in the conventional shoe, but if the foot is instep, the tongue in the conventional shoe is large. In some cases, the appearance of shoes may be reduced due to exposure. Since the shoe of this embodiment can adjust the shape of an upper material, it can also suppress that this kind of problem arises. Further, the shoe of the present embodiment is used by the user and loses its shape, so that even after the upper material is deformed into a shape different from the new state immediately after manufacture, the shoe mold is applied from the back side of the upper material. By heating in contact, the upper material can be made into a shape corresponding to the shoe shape, and the upper material can be restored to a shape close to that immediately after manufacture. Thus, the shoe of this embodiment has an advantage that repair is easy.
- the fused yarn can be heat-sealed to another yarn in the molding step. Therefore, according to the shoe manufacturing method of the present embodiment, for example, the fiber sheet is a woven fabric or a knitted fabric composed of a plurality of yarns, and a part or all of the yarns are fused yarns. Thus, it is possible to obtain a shoe in which yarns are fused. That is, according to the shoe manufacturing method of the present embodiment, a shoe having excellent strength can be obtained. In that case, as described above, an upper material in which the fiber sheet in which threads are fused is arranged on a portion covering one or more of the first metatarsal joint and the fifth metatarsal joint. By making it, it is possible to obtain a shoe that does not lose its shape even when used for intense exercise.
- the shoe of the present embodiment is not only easy to be out of shape and excellent in comfort, but also excellent in terms of easy manufacture.
- the description which concerns on the said embodiment is an illustration to the last, The shoes which concern on this invention, and its manufacturing method are not limited to the said embodiment at all. That is, the shoes according to the present invention can be variously modified without departing from the gist of the present invention.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Footwear And Its Accessory, Manufacturing Method And Apparatuses (AREA)
Abstract
La présente invention a pour objet une chaussure qui peut facilement être produite de manière à présenter une forme souhaitée. Une partie ou la totalité d'un matériau de la tige de la chaussure selon l'invention est formée à partir d'une feuille de fibres. La feuille de fibres comporte une thermorétractabilité spécifique.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017559214A JP7022587B2 (ja) | 2015-12-28 | 2016-12-27 | 靴 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-255819 | 2015-12-28 | ||
| JP2015255819 | 2015-12-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017115806A1 true WO2017115806A1 (fr) | 2017-07-06 |
Family
ID=59225326
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/088937 Ceased WO2017115806A1 (fr) | 2015-12-28 | 2016-12-27 | Chaussure |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7022587B2 (fr) |
| WO (1) | WO2017115806A1 (fr) |
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019181942A (ja) * | 2018-04-04 | 2019-10-24 | アディダス アーゲー | 巻付構成要素を備えたアッパーを有する履物品及びそれを作製する方法 |
| WO2021026033A1 (fr) * | 2019-08-02 | 2021-02-11 | Nike, Inc. | Tige pour article chaussant |
| JP2021023582A (ja) * | 2019-08-06 | 2021-02-22 | 株式会社アシックス | シューズ及びシューズの製造方法 |
| US10928552B2 (en) | 2017-09-29 | 2021-02-23 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| WO2021064782A1 (fr) | 2019-09-30 | 2021-04-08 | 株式会社アシックス | Chaussure et procédé de production de chaussure |
| WO2021130905A1 (fr) * | 2019-12-25 | 2021-07-01 | 株式会社アシックス | Tige de chaussure et procédé de fabrication de tige de chaussure |
| US11129444B1 (en) | 2020-08-07 | 2021-09-28 | Nike, Inc. | Footwear article having repurposed material with concealing layer |
| JP2021171321A (ja) * | 2020-04-24 | 2021-11-01 | 株式会社アシックス | ラスト、ラストの製造方法、およびシューズアッパーの製造方法 |
| JP2021175495A (ja) * | 2020-04-24 | 2021-11-04 | 株式会社アシックス | ラスト、ラストの製造方法、およびシューズアッパーの製造方法 |
| US11241062B1 (en) | 2020-08-07 | 2022-02-08 | Nike, Inc. | Footwear article having repurposed material with structural-color concealing layer |
| JP2022116883A (ja) * | 2021-01-29 | 2022-08-10 | 株式会社アシックス | 設計支援装置、設計方法、およびアッパー作製システム |
| EP4066669A1 (fr) * | 2021-03-30 | 2022-10-05 | ASICS Corporation | Tige, chaussure, et procédé de fabrication de tige |
| US11597996B2 (en) | 2019-06-26 | 2023-03-07 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| US11602196B2 (en) | 2020-07-13 | 2023-03-14 | Adidas Ag | Articles of footwear comprising a wound component and methods of making the same |
| US11612208B2 (en) | 2019-07-26 | 2023-03-28 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| US11779071B2 (en) | 2012-04-03 | 2023-10-10 | Nike, Inc. | Apparel and other products incorporating a thermoplastic polymer material |
| US11957214B2 (en) | 2019-08-06 | 2024-04-16 | Asics Corporation | Shoe, method for producing shoe, and method for producing shoe upper |
| US11986042B2 (en) | 2019-10-21 | 2024-05-21 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| US11987074B2 (en) | 2020-05-29 | 2024-05-21 | Nike, Inc. | Structurally-colored articles having layers which taper in thickness |
| US12075891B2 (en) | 2021-10-22 | 2024-09-03 | Asics Corporation | Last and shoe upper forming tool |
| US12180625B2 (en) | 2019-11-18 | 2024-12-31 | Nike, Inc. | Knitted component having a foam surface feature |
| US12409243B2 (en) | 2017-02-14 | 2025-09-09 | Nike, Inc. | Anti-odor compositions, structures having anti-odor characteristics, methods of making the anti-odor compositions and the structures |
| US12553165B2 (en) | 2023-12-29 | 2026-02-17 | Adidas Ag | Rotational winding apparatus and method |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6983210B2 (ja) * | 2019-12-11 | 2021-12-17 | 株式会社アシックス | シューズ、シューズ用アッパーの製造方法、シューズの製造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5757503A (en) * | 1980-09-22 | 1982-04-06 | Nippon Mining Co | Shoes or "chikatabi" type footwear |
| JPS5724165Y2 (fr) * | 1979-02-24 | 1982-05-26 | ||
| WO2013108506A1 (fr) * | 2012-01-20 | 2013-07-25 | 株式会社島精機製作所 | Chaussure, et procédé de tricotage pour un tissu tricoté |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5724165A (en) * | 1980-07-18 | 1982-02-08 | Ricoh Co Ltd | Picture identifying method |
| JP3197487B2 (ja) * | 1996-06-14 | 2001-08-13 | 東レ株式会社 | シューズ |
| US20050267775A1 (en) | 2004-06-01 | 2005-12-01 | Willis Charles C | Footwear design and marketing method |
| WO2014129068A1 (fr) | 2013-02-25 | 2014-08-28 | 株式会社島精機製作所 | Procédé de tricot de partie tige de chaussure |
-
2016
- 2016-12-27 WO PCT/JP2016/088937 patent/WO2017115806A1/fr not_active Ceased
- 2016-12-27 JP JP2017559214A patent/JP7022587B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5724165Y2 (fr) * | 1979-02-24 | 1982-05-26 | ||
| JPS5757503A (en) * | 1980-09-22 | 1982-04-06 | Nippon Mining Co | Shoes or "chikatabi" type footwear |
| WO2013108506A1 (fr) * | 2012-01-20 | 2013-07-25 | 株式会社島精機製作所 | Chaussure, et procédé de tricotage pour un tissu tricoté |
Cited By (74)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12495852B2 (en) | 2012-04-03 | 2025-12-16 | Nike, Inc. | Knitted and woven components and articles of footwear containing the same |
| US12495851B2 (en) | 2012-04-03 | 2025-12-16 | Nike, Inc. | Apparel and other products incorporating a thermoplastic polymer material |
| US12490792B2 (en) | 2012-04-03 | 2025-12-09 | Nike, Inc. | Apparel and other products incorporating a thermoplastic polymer material |
| US12490793B2 (en) | 2012-04-03 | 2025-12-09 | Nike, Inc. | Apparel and other products incorporating a thermoplastic polymer material |
| US11779071B2 (en) | 2012-04-03 | 2023-10-10 | Nike, Inc. | Apparel and other products incorporating a thermoplastic polymer material |
| US12409243B2 (en) | 2017-02-14 | 2025-09-09 | Nike, Inc. | Anti-odor compositions, structures having anti-odor characteristics, methods of making the anti-odor compositions and the structures |
| US12442955B2 (en) | 2017-09-29 | 2025-10-14 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| US11131791B2 (en) | 2017-09-29 | 2021-09-28 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| US12360288B2 (en) | 2017-09-29 | 2025-07-15 | Nike, Inc. | Structurally-colored articles and methods of making and using structurally-colored articles |
| US12000977B2 (en) | 2017-09-29 | 2024-06-04 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| US11994649B2 (en) | 2017-09-29 | 2024-05-28 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| US11112537B2 (en) | 2017-09-29 | 2021-09-07 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| US11385382B2 (en) | 2017-09-29 | 2022-07-12 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| US10928552B2 (en) | 2017-09-29 | 2021-02-23 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| US11391867B2 (en) | 2017-09-29 | 2022-07-19 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| US11402545B2 (en) | 2017-09-29 | 2022-08-02 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| US11614563B2 (en) | 2017-09-29 | 2023-03-28 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| US11609359B2 (en) | 2017-09-29 | 2023-03-21 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| US11397283B2 (en) | 2017-09-29 | 2022-07-26 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| US11402544B2 (en) | 2017-09-29 | 2022-08-02 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| US11402546B2 (en) | 2017-09-29 | 2022-08-02 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| US11889895B2 (en) | 2018-04-04 | 2024-02-06 | Adidas Ag | Articles of footwear with uppers comprising a wound component and methods of making the same |
| JP2019181942A (ja) * | 2018-04-04 | 2019-10-24 | アディダス アーゲー | 巻付構成要素を備えたアッパーを有する履物品及びそれを作製する方法 |
| JP7372042B2 (ja) | 2018-04-04 | 2023-10-31 | アディダス アーゲー | 巻付構成要素を備えたアッパーを有する履物品及びそれを作製する方法 |
| US11597996B2 (en) | 2019-06-26 | 2023-03-07 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| US11987873B2 (en) | 2019-06-26 | 2024-05-21 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| US11840755B2 (en) | 2019-06-26 | 2023-12-12 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| US11612208B2 (en) | 2019-07-26 | 2023-03-28 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| WO2021026033A1 (fr) * | 2019-08-02 | 2021-02-11 | Nike, Inc. | Tige pour article chaussant |
| US11998080B2 (en) | 2019-08-02 | 2024-06-04 | Nike, Inc. | Textiles and articles and processes for making the same |
| CN114302986B (zh) * | 2019-08-02 | 2024-05-10 | 耐克创新有限合伙公司 | 用于鞋类物品的鞋面 |
| CN114468459A (zh) * | 2019-08-02 | 2022-05-13 | 耐克创新有限合伙公司 | 用于鞋类物品的鞋外底 |
| WO2021026031A1 (fr) * | 2019-08-02 | 2021-02-11 | Nike, Inc. | Semelle extérieure pour article chaussant |
| WO2021026032A1 (fr) * | 2019-08-02 | 2021-02-11 | Nike, Inc. | Semelle extérieure pour article chaussant |
| US11564443B2 (en) | 2019-08-02 | 2023-01-31 | Nike, Inc. | Textiles and articles and processes for making the same |
| WO2021026030A1 (fr) * | 2019-08-02 | 2021-02-11 | Nike, Inc. | Tige pour article chaussant |
| CN114451628A (zh) * | 2019-08-02 | 2022-05-10 | 耐克创新有限合伙公司 | 用于鞋类物品的鞋外底 |
| EP3939463A1 (fr) * | 2019-08-02 | 2022-01-19 | NIKE Innovate C.V. | Semelle extérieure pour chaussure |
| CN114304810A (zh) * | 2019-08-02 | 2022-04-12 | 耐克创新有限合伙公司 | 用于鞋类物品的鞋面 |
| CN114302986A (zh) * | 2019-08-02 | 2022-04-08 | 耐克创新有限合伙公司 | 用于鞋类物品的鞋面 |
| CN114451633A (zh) * | 2019-08-02 | 2022-05-10 | 耐克创新有限合伙公司 | 用于鞋类物品的鞋面 |
| EP4241601A3 (fr) * | 2019-08-02 | 2023-10-25 | NIKE Innovate C.V. | Tige pour article chaussant |
| US12082640B2 (en) | 2019-08-02 | 2024-09-10 | Nike, Inc. | Textiles and articles and processes for making the same |
| JP2021023582A (ja) * | 2019-08-06 | 2021-02-22 | 株式会社アシックス | シューズ及びシューズの製造方法 |
| US11957214B2 (en) | 2019-08-06 | 2024-04-16 | Asics Corporation | Shoe, method for producing shoe, and method for producing shoe upper |
| JP7026084B2 (ja) | 2019-08-06 | 2022-02-25 | 株式会社アシックス | シューズの製造方法 |
| US12108832B2 (en) | 2019-09-30 | 2024-10-08 | Asics Corporation | Shoe, and method for producing shoe |
| WO2021064782A1 (fr) | 2019-09-30 | 2021-04-08 | 株式会社アシックス | Chaussure et procédé de production de chaussure |
| JP6917524B1 (ja) * | 2019-09-30 | 2021-08-11 | 株式会社アシックス | シューズ及びシューズの製造方法 |
| US11986042B2 (en) | 2019-10-21 | 2024-05-21 | Nike, Inc. | Structurally-colored articles and methods for making and using structurally-colored articles |
| US12180625B2 (en) | 2019-11-18 | 2024-12-31 | Nike, Inc. | Knitted component having a foam surface feature |
| US11950658B2 (en) | 2019-12-25 | 2024-04-09 | Asics Corporation | Shoe upper and method for producing shoe upper |
| EP3861881A4 (fr) * | 2019-12-25 | 2021-08-11 | ASICS Corporation | Tige de chaussure et procédé de fabrication de tige de chaussure |
| CN113382654A (zh) * | 2019-12-25 | 2021-09-10 | 株式会社爱世克私 | 鞋的鞋面和鞋的鞋面的制造方法 |
| CN113382654B (zh) * | 2019-12-25 | 2024-07-09 | 株式会社爱世克私 | 鞋的鞋面和鞋的鞋面的制造方法 |
| WO2021130905A1 (fr) * | 2019-12-25 | 2021-07-01 | 株式会社アシックス | Tige de chaussure et procédé de fabrication de tige de chaussure |
| JP7454992B2 (ja) | 2020-04-24 | 2024-03-25 | 株式会社アシックス | ラスト、ラストの製造方法、およびシューズアッパーの製造方法 |
| JP2021175495A (ja) * | 2020-04-24 | 2021-11-04 | 株式会社アシックス | ラスト、ラストの製造方法、およびシューズアッパーの製造方法 |
| JP2021171321A (ja) * | 2020-04-24 | 2021-11-01 | 株式会社アシックス | ラスト、ラストの製造方法、およびシューズアッパーの製造方法 |
| US11987074B2 (en) | 2020-05-29 | 2024-05-21 | Nike, Inc. | Structurally-colored articles having layers which taper in thickness |
| US11987073B2 (en) | 2020-05-29 | 2024-05-21 | Nike, Inc. | Structurally-colored articles having layers which taper in thickness |
| US12161191B2 (en) | 2020-07-13 | 2024-12-10 | Adidas Ag | Articles of footwear comprising a wound component and methods of making the same |
| US11602196B2 (en) | 2020-07-13 | 2023-03-14 | Adidas Ag | Articles of footwear comprising a wound component and methods of making the same |
| US12150512B2 (en) | 2020-08-07 | 2024-11-26 | Nike, Inc. | Footwear article having repurposed material with structural-color concealing layer |
| US12167771B2 (en) | 2020-08-07 | 2024-12-17 | Nike, Inc. | Footwear article having repurposed material with concealing layer |
| US11129444B1 (en) | 2020-08-07 | 2021-09-28 | Nike, Inc. | Footwear article having repurposed material with concealing layer |
| US11241062B1 (en) | 2020-08-07 | 2022-02-08 | Nike, Inc. | Footwear article having repurposed material with structural-color concealing layer |
| US11412817B2 (en) | 2020-08-07 | 2022-08-16 | Nike, Inc. | Footwear article having repurposed material with concealing layer |
| JP7641749B2 (ja) | 2021-01-29 | 2025-03-07 | 株式会社アシックス | 設計支援装置、プログラム、およびアッパー作製システム |
| JP2022116883A (ja) * | 2021-01-29 | 2022-08-10 | 株式会社アシックス | 設計支援装置、設計方法、およびアッパー作製システム |
| US12114729B2 (en) | 2021-03-30 | 2024-10-15 | Asics Corporation | Upper, shoe, and method of producing upper |
| EP4066669A1 (fr) * | 2021-03-30 | 2022-10-05 | ASICS Corporation | Tige, chaussure, et procédé de fabrication de tige |
| US12075891B2 (en) | 2021-10-22 | 2024-09-03 | Asics Corporation | Last and shoe upper forming tool |
| US12553165B2 (en) | 2023-12-29 | 2026-02-17 | Adidas Ag | Rotational winding apparatus and method |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2017115806A1 (ja) | 2018-10-18 |
| JP7022587B2 (ja) | 2022-02-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7022587B2 (ja) | 靴 | |
| JP6865176B2 (ja) | 靴 | |
| US12376647B2 (en) | Knitted shoe upper | |
| US12522960B2 (en) | Knit component bonding | |
| US11849796B2 (en) | Flat weft-knitted upper for sports shoes | |
| US10051918B2 (en) | Footwear including a textile upper | |
| US20180064201A1 (en) | Shoe adapted to the shape of the foot | |
| CN104824901A (zh) | 改进的足球鞋 | |
| US20250153458A1 (en) | Abrasion resistant material and manufacturing method | |
| CN113748236A (zh) | 轻质针织鞋面、鞋类制品及制造方法 | |
| JP2019051306A (ja) | 織られた靴アッパー | |
| CN115821465A (zh) | 具有熔合加固效果的针织部件、其生产工艺及鞋面 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16881780 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017559214 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16881780 Country of ref document: EP Kind code of ref document: A1 |