WO2017169330A1 - 伝動ベルト - Google Patents
伝動ベルト Download PDFInfo
- Publication number
- WO2017169330A1 WO2017169330A1 PCT/JP2017/006618 JP2017006618W WO2017169330A1 WO 2017169330 A1 WO2017169330 A1 WO 2017169330A1 JP 2017006618 W JP2017006618 W JP 2017006618W WO 2017169330 A1 WO2017169330 A1 WO 2017169330A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- rubber
- mass
- rubber layer
- transmission belt
- ethylene
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images












Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/24—Acids; Salts thereof
- C08K3/26—Carbonates; Bicarbonates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/16—Ethylene-propylene or ethylene-propylene-diene copolymers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G1/00—Driving-belts
- F16G1/06—Driving-belts made of rubber
- F16G1/08—Driving-belts made of rubber with reinforcement bonded by the rubber
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G1/00—Driving-belts
- F16G1/28—Driving-belts with a contact surface of special shape, e.g. toothed
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G5/00—V-belts, i.e. belts of tapered cross-section
- F16G5/20—V-belts, i.e. belts of tapered cross-section with a contact surface of special shape, e.g. toothed
Definitions
- the present invention relates to a transmission belt.
- Patent Document 1 discloses a V-ribbed belt having a back rubber layer formed of a rubber composition of EPDM having a diene content of 0.2 to 7.5% by mass.
- the present invention relates to a power transmission belt having a back rubber layer on the outer peripheral side of the belt, wherein the back rubber layer comprises EPDM having an ethylene content of 60% by mass or more and a diene content of 1% by mass or less as a main rubber component. Formed of a rubber composition.
- FIG. 3 is a perspective view of a V-ribbed belt according to Embodiment 1.
- FIG. 3 is a cross-sectional view of one V-rib of the V-ribbed belt according to Embodiment 1.
- FIG. It is a longitudinal cross-sectional view of a belt shaping
- FIG. 5 is a first explanatory view of the method for manufacturing the V-ribbed belt according to the first embodiment.
- FIG. 6 is a second explanatory diagram of the method for manufacturing the V-ribbed belt according to the first embodiment.
- FIG. 6 is a third explanatory diagram of the method for manufacturing the V-ribbed belt according to the first embodiment.
- FIG. 5 is a first explanatory view of the method for manufacturing the V-ribbed belt according to the first embodiment.
- FIG. 6 is a second explanatory diagram of the method for manufacturing the V-ribbed belt according to the first embodiment.
- FIG. 10 is a fourth explanatory diagram of the method for manufacturing the V-ribbed belt according to the first embodiment. It is a figure which shows the pulley layout of the auxiliary machine drive belt transmission of a motor vehicle.
- 6 is a perspective view of a V-ribbed belt according to Embodiment 2.
- FIG. 6 is a cross-sectional view of one V-rib of the V-ribbed belt according to Embodiment 2.
- FIG. 6 is a first explanatory view of a method for manufacturing a V-ribbed belt according to Embodiment 2.
- FIG. 10 is a second explanatory diagram of the method for manufacturing the V-ribbed belt according to the second embodiment. It is a perspective view of the low edge type V belt concerning other embodiments. It is a perspective view of the toothed belt which concerns on other embodiment. It is a figure which shows the pulley layout of a belt running test machine.
- the V-ribbed belt B according to the first embodiment is, for example, an endless belt used for an auxiliary machine driving belt transmission provided in an engine room of an automobile.
- the V-ribbed belt B according to Embodiment 1 has, for example, a belt length of 700 to 3000 mm, a belt width of 10 to 36 mm, and a belt thickness of 4.0 to 5.0 mm.
- the V-ribbed belt B according to the first embodiment is formed of a triple layer including a back rubber layer 11 on the belt outer peripheral side, an intermediate adhesive rubber layer 12 and a compression rubber layer 13 constituting a surface rubber layer on the belt inner peripheral side.
- a ribbed belt body 10 is provided.
- a core wire 14 is embedded in an intermediate portion in the thickness direction of the adhesive rubber layer 12 of the V-ribbed belt body 10 so as to form a spiral having a pitch in the belt width direction.
- the thickness of the back rubber layer 11 is, for example, 0.4 to 0.8 mm.
- the thickness of the adhesive rubber layer 12 is, for example, 1.0 to 2.5 mm.
- the thickness of the compressed rubber layer 13 is, for example, 1.0 to 3.6 mm.
- the back rubber layer 11 is configured in a band shape having a horizontally long cross section.
- the surface of the back rubber layer 11, that is, the back surface of the belt, is preferably formed in a form in which the texture of the woven fabric is transferred from the viewpoint of suppressing sound generated between the flat rubber and the contacting flat pulley.
- the back rubber layer 11 is formed of a rubber composition in which a rubber component is crosslinked by heating and pressurizing an uncrosslinked rubber composition in which various compounding agents are blended with a rubber component. Therefore, the rubber composition forming the back rubber layer 11 contains a crosslinked rubber component and various compounding agents.
- the rubber component of the rubber composition forming the back rubber layer 11 mainly contains EPDM.
- the content of EPDM in the rubber component is 50% by mass or more, preferably 80% by mass or more, more preferably 90% by mass or more, and further preferably 100% by mass.
- rubber components include ethylene- ⁇ -olefin elastomers other than EPDM (eg, ethylene-propylene copolymer (EPR), ethylene-octene copolymer, ethylene-butene copolymer), chloroprene rubber (CR), chlorosulfonated Polyethylene rubber (CSM), hydrogenated acrylonitrile rubber (H-NOR) and the like may be included.
- EPR ethylene-propylene copolymer
- CR chloroprene rubber
- CSM chlorosulfonated Polyethylene rubber
- H-NOR hydrogenated acrylonitrile rubber
- EPDM contained in the rubber component of the rubber composition forming the back rubber layer 11 has an ethylene content (A) of 60% by mass or more and a diene content (B) of 1% by mass or less.
- the back rubber layer 11 is formed of a rubber composition mainly composed of EPDM having an ethylene content of 60% by mass or more and a diene content of 1% by mass or less. Therefore, as shown in the examples described later, adhesive wear of the back rubber layer 11 can be suppressed.
- the ethylene content (A) of this EPDM is preferably 65% by mass or more, more preferably 68% by mass or more, and preferably 86% by mass or less, more preferably 76% by mass from the viewpoint of suppressing adhesive wear. It is as follows. The ethylene content is measured based on ASTM D3900 (the same applies hereinafter).
- the diene content (B) of this EPDM is greater than 0, but is preferably 0.1% by mass or more, more preferably 0.4% by mass or more, and preferably 1% from the viewpoint of suppressing adhesive wear. 0.7% by mass or less, more preferably 1.1% by mass or less.
- the diene content is measured based on ASTM D6047 (the same applies hereinafter).
- diene component examples include ethylidene nobornene (ENB), dicyclopentadiene, 1,4-hexadiene, and the like.
- the diene component is preferably ethylidene nobornene.
- the EPDM from the viewpoint of suppressing the adhesive wear, preferably 20ML 1 + 4 (125 °C) or more, more preferably 35ML 1 + 4 (125 °C) or more, and preferably 70ML 1 + 4 (125 °C ) Or less, more preferably 55 ML 1 + 4 (125 ° C.) or less.
- Mooney viscosity is measured based on ASTM D1646 (and so on).
- Examples of the compounding agent include reinforcing materials such as carbon black, fillers, softeners, anti-aging agents, processing aids, vulcanization aids, cross-linking agents, and co-crosslinking agents.
- a reinforcing material for example, carbon black, channel black; furnace black such as SAF, ISAF, N-339, HAF, N-351, MAF, FEF, SRF, GPF, ECF, N-234; FT, MT, etc. Thermal black; acetylene black and the like.
- Silica is also mentioned as the reinforcing material.
- the reinforcing material preferably contains one or more of these.
- the reinforcing material preferably contains ISAF or FEF.
- the content of the reinforcing material is, for example, 30 to 70 parts by mass with respect to 100 parts by mass of the rubber component of the rubber composition.
- the filler examples include magnesium carbonate, calcium carbonate, layered silicate, and the like. One or both of these are preferably used as the filler, and magnesium carbonate is more preferably used.
- the content of the filler is preferably 5 to 20 parts by mass, more preferably 5 to 15 parts by mass with respect to 100 parts by mass of the rubber component.
- the softener examples include petroleum-based softeners; mineral oil-based softeners such as paraffin wax; castor oil, cottonseed oil, sesame oil, rapeseed oil, soybean oil, palm oil, palm oil, peanut oil, waxy wax, rosin, And vegetable oil softeners such as pine oil. It is preferable to use one or more of these softeners. It is preferable to use paraffin wax as the softening agent.
- the content of the softening agent is, for example, 5 to 15 parts by mass with respect to 100 parts by mass of the rubber component.
- Antiaging agents include amines such as aromatic secondary amines, quinoline, hydroquinone, phenols, and phosphites. It is preferable that an anti-aging agent contains 1 type, or 2 or more types of these. It is preferable to use an aromatic secondary amine-based antioxidant.
- the content of the anti-aging agent is, for example, 0.1 to 1.5 parts by mass with respect to 100 parts by mass of the rubber component.
- processing aids include stearic acid, polyethylene wax, and fatty acid metal salts. It is preferable to use one or more of these processing aids.
- stearic acid is preferably used as the processing aid.
- the content of the processing aid is, for example, 0.1 to 3 parts by mass with respect to 100 parts by mass of the rubber component.
- vulcanization acceleration aid examples include metal oxides such as zinc oxide (zinc white) and magnesium oxide. It is preferable to use one or more of these vulcanization aids. Zinc oxide is preferably used as the vulcanization aid.
- the content of the vulcanization aid is, for example, 3 to 15 parts by mass with respect to 100 parts by mass of the rubber component.
- the crosslinking agent examples include organic peroxides.
- the rubber composition forming the back rubber layer 11 is preferably crosslinked with an organic oxide.
- an organic peroxide may be used alone, or an organic peroxide and sulfur may be used in combination.
- the compounding amount of the organic peroxide is, for example, 0.5 to 8 parts by mass with respect to 100 parts by mass of the rubber component.
- the compounding amount of sulfur is the rubber component. For example, 0.5 to 4 parts by mass with respect to 100 parts by mass.
- co-crosslinking agent examples include triallyl isocyanurate, trimethylolpropane trimethacrylate, ethylene glycol dimethacrylate, liquid polybutadiene, N, N′-m-phenylenebismaleimide and the like. It is preferable to use one or more of these co-crosslinking agents.
- triallyl isocyanurate is preferably used as the co-crosslinking agent.
- the content of the co-crosslinking agent is preferably 1 to 5 parts by mass, more preferably 1 to 2 parts by mass with respect to 100 parts by mass of the rubber component.
- the adhesive rubber layer 12 is formed in a strip shape having a horizontally long cross section, like the back rubber layer 11.
- the compression rubber layer 13 is provided such that a plurality of V ribs 15 hang down to the belt inner peripheral side.
- the plurality of V ribs 15 are each formed in a ridge having a substantially inverted triangular cross section extending in the belt length direction, and arranged in parallel in the belt width direction.
- the surfaces of the plurality of V ribs 15 in the compressed rubber layer 13 constitute a pulley contact surface as a power transmission surface.
- Each V-rib 15 has, for example, a rib height of 2.0 to 3.0 mm and a width between base ends of 1.0 to 3.6 mm.
- the number of V ribs is, for example, 3 to 6 (6 in FIG. 1).
- Each of the adhesive rubber layer 12 and the compressed rubber layer 13 is formed of a rubber composition that is cross-linked by heating and pressurizing an uncrosslinked rubber composition in which various compounding agents are blended with a rubber component. Therefore, each of the compressed rubber layer 13 and the adhesive rubber layer 12 contains a crosslinked rubber component and various compounding agents.
- Examples of the rubber component of the rubber composition forming the compression rubber layer 13 and the adhesive rubber layer 12 include ethylene- ⁇ -olefin elastomer, chloroprene rubber (CR), chlorosulfonated polyethylene rubber (CSM), hydrogenated acrylonitrile rubber ( H-NBR) and the like. These rubber components are preferably the same as the rubber components of the rubber composition forming the back rubber layer 11.
- the ethylene content (C) of the EPDM is preferably 45% by mass or more, more preferably 50% by mass or more. , Preferably 65% by mass or less, more preferably 60% by mass or less.
- the ethylene content (C) is preferably smaller than the ethylene content (A) of EPDM contained in the rubber component of the rubber composition forming the back rubber layer 11.
- Ratio of ethylene content (A) of EPDM contained in the rubber component of the rubber composition forming the back rubber layer 11 to ethylene content (C) of EPDM contained in the rubber component of the rubber composition forming the compressed rubber layer 13 is preferably 1.02 or more, more preferably 1.13 or more, and preferably 1.91 or less, more preferably 1.52 or less.
- the diene content (D) of EPDM is preferably 3.5% by mass or more, more preferably 4.0% by mass or more, and preferably 8.0% by mass or less, more preferably 6.0% by mass or less. It is. This diene content (D) is preferably larger than the diene content (B) of EPDM contained in the rubber component of the rubber composition forming the back rubber layer 11.
- Ratio of the diene content (B) of EPDM contained in the rubber component of the rubber composition forming the back rubber layer 11 to the diene content (D) of EPDM contained in the rubber component of the rubber composition forming the compressed rubber layer 13 ( B / D) is preferably 0.0125 or more, more preferably 0.10 or more, and is preferably less than 1, more preferably 0.50 or less, still more preferably 0.20 or less, and even more. Preferably it is 0.15 or less.
- the diene component examples include ethylidene nobornene (ENB), dicyclopentadiene, 1,4-hexadiene, and the like.
- the diene component is preferably ethylidene nobornene.
- This diene component is preferably the same as the diene component of EPDM contained in the rubber component of the rubber composition forming the back rubber layer 11.
- the Mooney viscosity at 125 ° C. of EPDM is preferably 10 ML 1 + 4 (125 ° C.) or more, more preferably 15 ML 1 + 4 (125 ° C.) or more, preferably 70 ML 1 + 4 (125 ° C.) or less, more preferably 50 ML 1 + 4 ( 125 ° C.) or less.
- the EPDM contained in the rubber component of the rubber composition forming the compressed rubber layer 13 may be crosslinked with an organic peroxide, crosslinked with sulfur, or further crosslinked with a combination thereof. Or any of them.
- the core wire 14 is composed of twisted yarns such as polyester fiber (PET), polyethylene naphthalate fiber (PEN), aramid fiber, vinylon fiber and the like.
- the diameter of the core wire 14 is, for example, 0.5 to 2.5 mm, and the dimension between the centers of the adjacent core wires 14 in the cross section is, for example, 0.05 to 0.20 mm.
- the core wire 14 is dried after being dipped in an adhesive treatment and / or rubber paste that is heated after being immersed in an RFL aqueous solution before molding to give adhesion to the adhesive rubber layer 12 of the V-ribbed belt body 10. Bonding treatment is applied.
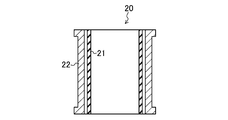
- a belt forming die 20 having a cylindrical inner die 21 and an outer die 22 provided concentrically is used.
- the inner mold 21 is formed of a flexible material such as rubber.
- the outer mold 22 is made of a rigid material such as metal.
- the inner peripheral surface of the outer mold 22 is formed as a molding surface, and V rib forming grooves 23 are provided on the inner peripheral surface of the outer mold 22 at a constant pitch in the axial direction.
- the outer mold 22 is provided with a temperature control mechanism that controls the temperature by circulating a heat medium such as water vapor or a coolant such as water.
- the belt mold 20 is provided with a pressurizing means for pressurizing and expanding the inner mold 21 from the inside.
- each compounding agent is blended with the rubber component and kneaded by a kneader such as a kneader or a Banbury mixer.
- a kneader such as a kneader or a Banbury mixer.
- uncrosslinked rubber sheets 12 'and 13' for the adhesive rubber layer and the compressed rubber layer are also produced.
- the adhesion process which immerses and heats the strand 14 'for core wires in RFL aqueous solution the adhesion process which immerses in rubber paste and heat-drys is performed.
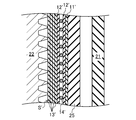
- a rubber sleeve 25 is placed on a cylindrical drum 24 having a smooth surface, and an uncrosslinked rubber sheet 11 ′ for the back rubber layer and an uncrosslinked rubber sheet for the adhesive rubber layer are formed thereon.
- 12 ′ are wound in order and laminated, and then a strand 14 ′ for a core wire is spirally wound around the cylindrical inner mold 21, and further, an uncrosslinked rubber sheet 12 ′ for an adhesive rubber layer is further formed thereon.
- uncrosslinked rubber sheet 13 'for compression rubber layers is wound in order, and uncrosslinked slab S' is formed.
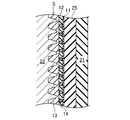
- the rubber sleeve 25 provided with the uncrosslinked slab S ' is removed from the cylindrical drum 24, and it is set in an internally fitted state on the inner peripheral surface side of the outer mold 22 as shown in FIG.
- the inner mold 21 is positioned and sealed in the rubber sleeve 25 set on the outer mold 22.
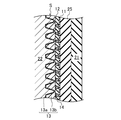
- the outer mold 22 is heated, and high-pressure air or the like is injected into the sealed interior of the inner mold 21 to pressurize it.
- the inner mold 21 expands, and the uncrosslinked rubber sheets 11 ′, 12 ′, and 13 ′ for forming the belt of the uncrosslinked slab S ′ are compressed on the molding surface of the outer mold 22.
- the cross-linking of these rubber components proceeds to be integrated and combined with the twisted yarn 14 ′, and finally, a cylindrical belt slab S is formed.
- the molding temperature of the belt slab S is, for example, 100 to 180 ° C.
- the molding pressure is, for example, 0.5 to 2.0 MPa
- the molding time is, for example, 10 to 60 minutes.
- the inside of the inner mold 21 is decompressed to release the seal, the belt slab S molded between the inner mold 21 and the outer mold 22 is taken out via the rubber sleeve 25, and the belt slab S is cut into a predetermined width.
- the V-ribbed belt B is obtained by turning the front and back. If necessary, the outer peripheral side of the belt slab S, that is, the surface on the V rib 15 side may be polished.
- FIG. 9 shows a pulley layout of the auxiliary drive belt transmission device 30 for an automobile using the V-ribbed belt B according to the first embodiment.
- This accessory drive belt transmission device 30 is of a serpentine drive type in which a V-ribbed belt B is wound around six pulleys, four rib pulleys and two flat pulleys, to transmit power.
- the auxiliary drive belt transmission device 30 is provided with a power steering pulley 31 of a rib pulley at the uppermost position, and an AC generator pulley 32 of a rib pulley is provided below the power steering pulley 31.
- a flat pulley tensioner pulley 33 is provided at the lower left of the power steering pulley 31, and a flat pulley water pump pulley 34 is provided below the tensioner pulley 33.
- a ribshaft crankshaft pulley 35 is provided on the lower left side of the tensioner pulley 33, and a rib pulley air conditioner pulley 36 is provided on the lower right side of the crankshaft pulley 35.
- These pulleys are made of, for example, a metal stamped product, a molded product such as a casting, nylon resin, or phenol resin, and have a pulley diameter of 50 to 150 mm.
- the V-ribbed belt B is wound around the power steering pulley 31 so that the V-rib 15 side contacts, and then wound around the tensioner pulley 33 so that the back side of the belt contacts. Further, the crankshaft pulley 35 and the air conditioner pulley 36 are wound around in order so that the V rib 15 side comes into contact, and further, they are wound around the water pump pulley 34 so that the back side of the belt comes into contact, and the V rib 15 side comes into contact. Is wound around an AC generator pulley 32 and finally returned to the power steering pulley 31.
- the belt span length which is the length of the V-ribbed belt B spanned between the pulleys, is, for example, 50 to 300 mm. Misalignment that can occur between pulleys is 0-2 °.
- the V-ribbed belt B according to the first embodiment is wound so that the back rubber layer 11 on the back surface of the belt is in contact with the tensioner pulley 33 and the water pump pulley 34.
- the back rubber layer 11 is formed of a rubber composition mainly composed of a rubber component of EPDM having an ethylene content of 60% by mass or more and a diene content of 1% by mass or less. Adhesive wear can be suppressed.
- Embodiment 2 10 and 11 show a V-ribbed belt B according to the second embodiment.
- the part of the same name as Embodiment 1 is shown using the same code
- the compression rubber layer 13 includes a surface rubber layer 13a and a core rubber layer 13b.
- the surface rubber layer 13a is made of porous rubber, and is provided in layers so as to extend along the entire surface of the V-rib 15, and constitutes a pulley contact surface on the belt inner peripheral side.
- the thickness of the surface rubber layer 13a is, for example, 50 to 500 ⁇ m.
- the core rubber layer 13b is made of solid rubber, is provided inside the surface rubber layer 13a, and constitutes a portion of the compressed rubber layer 13 other than the surface rubber layer 13a.
- the “porous rubber” in the present application means a crosslinked rubber composition having a number of hollow portions inside and a number of recessed holes 16 on the surface, and the hollow portions and the recessed holes 16 are dispersed. And a structure in which the hollow portion and the recessed hole 16 communicate with each other are included.
- the “solid rubber” in the present application means a crosslinked rubber composition that does not include a hollow portion other than the “porous rubber” and the concave hole 16.
- the surface rubber layer 13a and the core rubber layer 13b are formed of a rubber composition that is crosslinked by heating and pressurizing an uncrosslinked rubber composition in which various compounding agents are blended in a rubber component. Therefore, the surface rubber layer 13a and the core rubber layer 13b contain a crosslinked rubber component and various compounding agents. Since the surface rubber layer 13a is additionally a porous rubber, unexpanded hollow particles and / or a foaming agent for constituting the porous rubber are blended in the uncrosslinked rubber composition before the formation.
- the unexpanded hollow particles include particles in which a solvent is enclosed in a shell formed of a thermoplastic polymer (for example, acrylonitrile-based polymer).
- the hollow particles may be used alone or in combination of two or more.
- the blending amount of the hollow particles is preferably 0.5 to 10 parts by mass with respect to 100 parts by mass of the rubber component.
- the foaming agent for example, an ADCA foaming agent containing azodicarbonamide as a main component, a DPT foaming agent containing dinitrosopentamethylenetetramine as a main component, and p, p′-oxybisbenzenesulfonylhydrazide as a main component.
- Examples thereof include organic foaming agents such as OBSH foaming agents and HDCA foaming agents mainly composed of hydrazodicarbonamide. It is preferable to use 1 type, or 2 or more types of these as a foaming agent.
- the blending amount of the foaming agent is preferably 0.5 to 10 parts by mass with respect to 100 parts by mass of the rubber component.
- the core rubber layer 13b is formed of a rubber composition containing a crosslinked rubber component and various compounding agents.
- the rubber composition for forming the core rubber layer 13b may be the same as the rubber composition for forming the surface rubber layer 13a excluding the hollow portion and the concave hole 16.
- the surface rubber layer 13a is a porous rubber, a large number of concave holes 16 are formed on the surface thereof.
- the average hole diameter of the concave holes 16 is preferably 10 to 150 ⁇ m.
- the average hole diameter of the concave holes 16 is determined by the number average of 50 to 100 measured by the surface image.
- uncrosslinked rubber sheets 13a 'and 13b' for the surface rubber layer and the core rubber layer of the compressed rubber layer 13 are produced.
- the uncrosslinked rubber sheet 13a 'for the surface rubber layer is blended with unexpanded hollow particles and / or a foaming agent.
- the uncrosslinked rubber sheet 11 ′ for the back rubber layer and the adhesive rubber are formed on the rubber sleeve 25 covered on the cylindrical drum 24 having a smooth surface as shown in FIG.
- the uncrosslinked rubber sheet 12 ′ for the layers is wound in order and laminated, and the twisted wire 14 ′ for the core wire is spirally wound around the cylindrical inner mold 21 from above, and the adhesive rubber layer is further wound thereon.
- the uncrosslinked rubber sheet 12 ′, the uncrosslinked rubber sheet 13b ′ for the core rubber layer in the compressed rubber layer 13, and the uncrosslinked rubber sheet 13a ′ for the surface rubber layer are wound in order to form an uncrosslinked slab S ′. Then, a cylindrical belt slab S as shown in FIG. 13 is formed by the uncrosslinked slab S ′.
- the V-ribbed belt B is shown, but is not particularly limited thereto, and is not particularly limited as long as it is a transmission belt having a back rubber layer on the belt outer peripheral side.
- a low-edge type V-belt B as shown in FIG. 14A or a toothed belt as shown in FIG. 14B may be used.
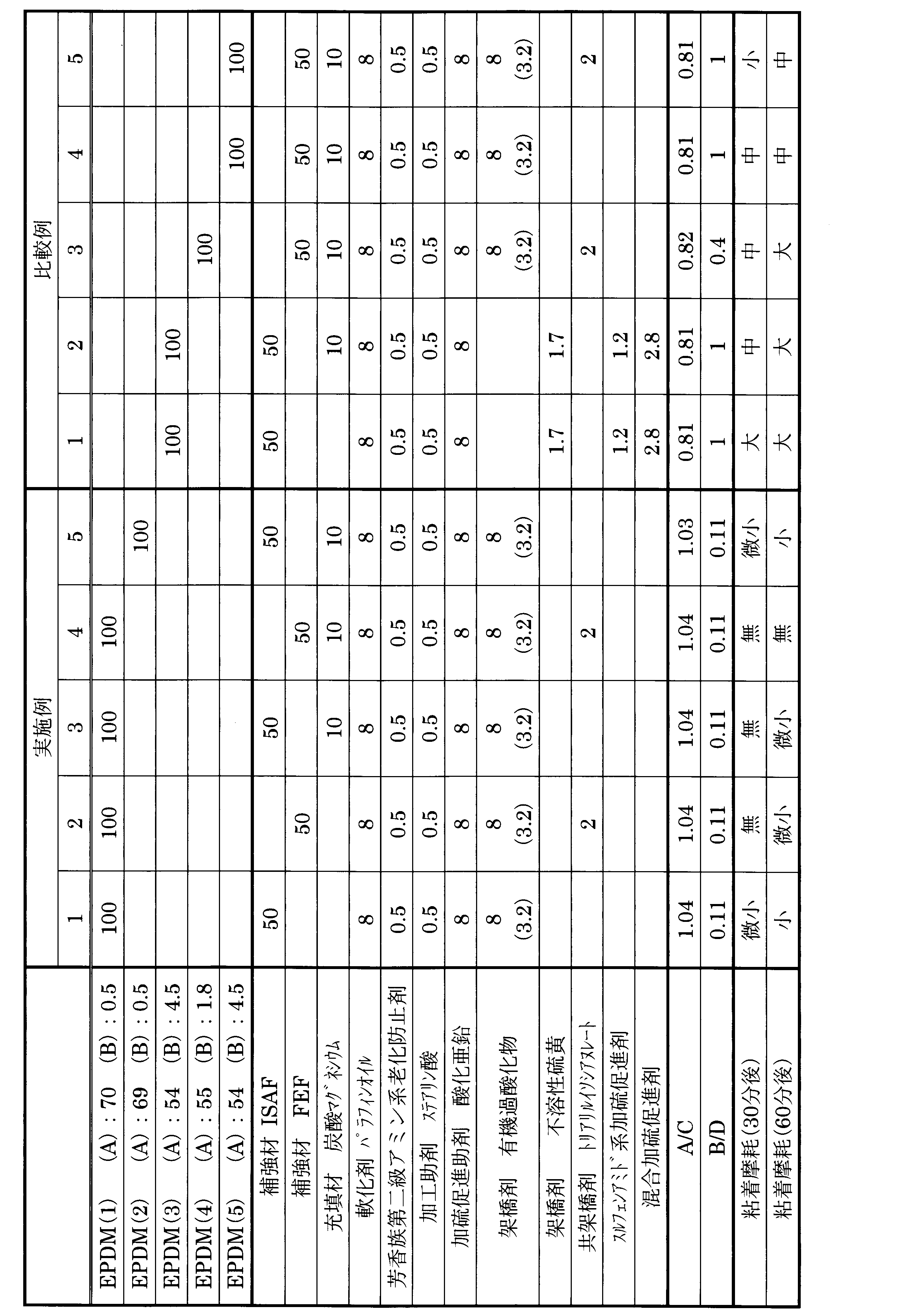
- V-ribbed belt V-ribbed belts of Examples 1 to 5 and Comparative Examples 1 to 5 below were produced. Each configuration is also shown in Table 1.
- EPDM as a rubber component (1) (trade name: Nordel 3745P, manufactured by Dow, ethylene content (A): 70% by mass, diene content (B) (ethylidene norbornene content (ENB content)): 0.5 mass%, Mooney viscosity: 45 ML 1 + 4 (125 ° C.) was added and masticated, and then carbon black ISAF (manufactured by Tokai Carbon Co., Ltd.) as a reinforcing material for 100 parts by mass of this rubber component Name: Seast 6) 50 parts by mass, softener paraffin wax (trade name: Sunflex 2280, manufactured by Nippon San Oil Co., Ltd.), aromatic secondary amine type anti-aging agent (produced by Ouchi Shinsei Chemical Co., Ltd.) Name: Nocrack CD) 0.5 part by mass, processing aid stearic acid (manufactured by NOF Corporation, trade name: bead stearic acid ⁇ ) 0.5 mass ,
- the surface rubber layer of the compression rubber layer was formed of porous rubber of another rubber composition containing EPDM as a rubber component.
- the rubber component of the rubber composition forming the surface rubber layer is mainly composed of ethylene content (C): 67 mass%, diene content (D): 4.5 mass%, Mooney viscosity: 27 ML 1 + 4 (125 ° C.).
- EPDM was used.
- the core rubber layer and the adhesive rubber layer of the compression rubber layer were formed of another rubber composition containing EPDM as a rubber component.
- the core wire was composed of a twisted yarn made of polyethylene terephthalate fiber. Further, the compressed rubber layer was subjected to surface polishing.
- the belt length was 1100 mm
- the belt width was 21.36 mm
- the belt thickness was 4.3 mm
- the number of ribs was six.
- Example 2 In place of ISAF of carbon black, FEF (trade name: Seast SO manufactured by Tokai Carbon Co., Ltd.) is used, and triallyl isocyanurate (trade name: Nippon Chemical Co., Ltd. manufactured by Nippon Kasei Co., Ltd.) is used for 100 parts by mass of the rubber component.
- FEF trade name: Seast SO manufactured by Tokai Carbon Co., Ltd.
- triallyl isocyanurate trade name: Nippon Chemical Co., Ltd. manufactured by Nippon Kasei Co., Ltd.
- a V-ribbed belt having the same configuration as in Example 1 was produced except that 2 parts by mass was used. This was designated Example 2.
- Example 3 A V-ribbed belt having the same configuration as in Example 1 was produced except that 10 parts by mass of magnesium carbonate (trade name: Venus, manufactured by Kamishima Chemical Industry Co., Ltd.) as a filler was used with respect to 100 parts by mass of the rubber component. This was designated Example 3.
- magnesium carbonate trade name: Venus, manufactured by Kamishima Chemical Industry Co., Ltd.
- Example 4 FEF is used in place of the ISAF of carbon black, the filler magnesium carbonate is used in an amount of 10 parts by mass with respect to 100 parts by mass of the rubber component, and the co-crosslinking agent triallyl isocyanurate is 2 parts by mass with respect to 100 parts by mass of the rubber component.
- a V-ribbed belt having the same configuration as that of Example 1 except that the mass part was used was produced. This was designated Example 4.
- EPDM (2) (trade name: Nordel 3720P, manufactured by Dow, ethylene content (A): 69 mass%, diene content (B): 0.5 mass%, Mooney viscosity: 20 ML 1 + 4 (125 ° C.)) is used as a rubber component.
- a V-ribbed belt having the same configuration as that of Example 1 was prepared except that 10 parts by mass of magnesium carbonate as a filler was used with respect to 100 parts by mass of the rubber component. This was designated Example 5.
- EPDM (3) (trade name: EP22, manufactured by JSR, ethylene content (A): 54 mass%, diene content (B): 4.5 mass%, Mooney viscosity: 27 ML 1 + 4 (125 ° C.)) is used as a rubber component.
- insoluble sulfur (trade name: Seimi OT, manufactured by Nippon Kiboshi Kogyo Co., Ltd.) is used in place of 100 parts by mass of the rubber component instead of the organic peroxide of the crosslinking agent, and sulfenamide-based vulcanization is accelerated.
- Comparative Example 2 A V-ribbed belt having the same configuration as that of Comparative Example 1 was produced except that 10 parts by mass of magnesium carbonate as a filler was used with respect to 100 parts by mass of the rubber component. This was designated as Comparative Example 2.
- EPDM (4) (trade name: Nordel 3640, manufactured by Dow, ethylene content (A): 55 mass%, diene content (B): 1.8 mass%, Mooney viscosity: 40 ML 1 + 4 (125 ° C.)) is used as a rubber component.
- a V-ribbed belt having the same configuration as that of Example 4 was prepared except that the above-described cases were observed. This was designated as Comparative Example 3.
- EPDM (5) (trade name: EP43, manufactured by JSR, ethylene content (A): 54 mass%, diene content (B): 4.5 mass%, Mooney viscosity: 27 ML 1 + 4 (125 ° C.)) is used as a rubber component.
- a V-ribbed belt having the same configuration as that of Example 1 was prepared except that FEF was used instead of carbon black ISAF. This was designated as Comparative Example 4.
- Comparative Example 5 A V-ribbed belt having the same configuration as that of Comparative Example 4 was produced except that 2 parts by mass of triallyl isocyanurate as a co-crosslinking agent was used based on 100 parts by mass of the rubber component. This was designated as Comparative Example 5.
- FIG. 15 shows a pulley layout of the belt running test machine 40.
- a driving pulley 41 and a driven pulley 42 which are flat pulleys each having a pulley diameter of 70 mm and a surface roughness of 12.5Z (according to TSZ2301G), are provided on the left and right sides.
- the belt run was performed up to 60 minutes, and the adhesive wear situation at the time of 30 minutes and the adhesive wear situation of the surface of the back rubber layer at the time of 60 minutes were visually confirmed and evaluated. Evaluation was carried out in five stages of adhesive wear: none, minute, small, medium and large.
- Test results The test results are shown in Table 1.
- Examples 1 to 5 in which the back rubber layer was formed of an EPDM rubber composition having an ethylene content of 60% by mass or more and a diene content of 1% by mass or less were obtained after 30 minutes of running.
- Comparative Examples 1 to 5 having an ethylene content of less than 60% by mass or a diene content of 1% by mass or more are small to large after 30 minutes of running, and are medium to large after 60 minutes of running.
- Examples 1 to 5 have better adhesive wear resistance than Comparative Examples 1 to 5.
- the present invention is useful in the technical field of transmission belts.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
伝動ベルト(B)は、ベルト外周側の背面ゴム層(11)を有する。背面ゴム層(11)は、エチレン含量が60質量%以上で且つジエン含量が1質量%以下であるエチレン-プロピレン-ジエンターポリマーをゴム成分の主体とするゴム組成物で形成されている。
Description
本発明は伝動ベルトに関する。
エチレン-プロピレン-ジエンターポリマー(以下「EPDM」という。)をゴム成分とするゴム組成物で背面ゴム層が形成された伝動ベルトは公知である。例えば、特許文献1には、ジエン含量が0.2~7.5質量%のEPDMのゴム組成物で背面ゴム層が形成されたVリブドベルトが開示されている。
本発明は、ベルト外周側の背面ゴム層を有する伝動ベルトであって、前記背面ゴム層は、エチレン含量が60質量%以上で且つジエン含量が1質量%以下であるEPDMをゴム成分の主体とするゴム組成物で形成されている。
以下、実施形態について図面に基づいて詳細に説明する。
(実施形態1)
図1及び2は、実施形態1に係るVリブドベルトB(伝動ベルト)を示す。実施形態1に係るVリブドベルトBは、例えば、自動車のエンジンルーム内に設けられる補機駆動用のベルト伝動装置等に用いられるエンドレスのものである。実施形態1に係るVリブドベルトBは、例えば、ベルト長さが700~3000mm、ベルト幅が10~36mm、及びベルト厚さが4.0~5.0mmである。
図1及び2は、実施形態1に係るVリブドベルトB(伝動ベルト)を示す。実施形態1に係るVリブドベルトBは、例えば、自動車のエンジンルーム内に設けられる補機駆動用のベルト伝動装置等に用いられるエンドレスのものである。実施形態1に係るVリブドベルトBは、例えば、ベルト長さが700~3000mm、ベルト幅が10~36mm、及びベルト厚さが4.0~5.0mmである。
実施形態1に係るVリブドベルトBは、ベルト外周側の背面ゴム層11と中間の接着ゴム層12とベルト内周側の表面ゴム層を構成する圧縮ゴム層13との三重層に構成されたVリブドベルト本体10を備えている。Vリブドベルト本体10の接着ゴム層12の厚さ方向の中間部には、ベルト幅方向にピッチを有する螺旋を形成するように配された心線14が埋設されている。背面ゴム層11の厚さは例えば0.4~0.8mmである。接着ゴム層12の厚さは例えば1.0~2.5mmである。圧縮ゴム層13の厚さは例えば1.0~3.6mmである。
背面ゴム層11は、断面横長矩形の帯状に構成されている。背面ゴム層11の表面、つまり、ベルト背面は、接触する平プーリとの間で生じる音を抑制する観点から、織布の布目が転写された形態に形成されていることが好ましい。
背面ゴム層11は、ゴム成分に、種々の配合剤が配合されて混練された未架橋ゴム組成物が加熱及び加圧されてゴム成分が架橋したゴム組成物で形成されている。従って、背面ゴム層11を形成するゴム組成物は、架橋したゴム成分と、各種の配合剤とを含有する。
背面ゴム層11を形成するゴム組成物のゴム成分は、EPDMを主体として含む。ゴム成分におけるEPDMの含有量は50質量%以上であるが、好ましくは80質量%以上、より好ましくは90質量%以上、更に好ましくは100質量%である。ゴム成分は、EPDMの他に、EPDM以外のエチレン-α-オレフィンエラストマー(例えば、エチレン-プロピレンコポリマー(EPR)、エチレン-オクテンコポリマー、エチレン-ブテンコポリマー等)、クロロプレンゴム(CR)、クロロスルホン化ポリエチレンゴム(CSM)、水素添加アクリロニトリルゴム(H-NOR)等を含んでいてもよい。
背面ゴム層11を形成するゴム組成物のゴム成分に含まれるEPDMは、エチレン含量(A)が60質量%以上で且つジエン含量(B)が1質量%以下である。実施形態1に係るVリブドベルトBによれば、エチレン含量が60質量%以上で且つジエン含量が1質量%以下であるEPDMをゴム成分の主体とするゴム組成物で背面ゴム層11が形成されているので、後述の実施例で示すように、背面ゴム層11の粘着摩耗を抑制することができる。
このEPDMのエチレン含量(A)は、粘着摩耗を抑制する観点から、好ましくは65質量%以上、より好ましくは68質量%以上であり、また、好ましくは86質量%以下、より好ましくは76質量%以下である。エチレン含量は、ASTM D3900に基づいて測定される(以下同様)。
このEPDMのジエン含量(B)は、0よりも大きいが、粘着摩耗を抑制する観点から、好ましくは0.1質量%以上、より好ましくは0.4質量%以上であり、また、好ましくは1.7質量%以下、より好ましくは1.1質量%以下である。ジエン含量は、ASTM D6047に基づいて測定される(以下同様)。
ジエン成分としては、例えば、エチリデンノボルネン(ENB)、ジシクロペンタジエン、1,4-ヘキサジエン等が挙げられる。ジエン成分は、これらのうちエチリデンノボルネンが好ましい。
このEPDMの125℃におけるムーニー粘度は、粘着摩耗を抑制する観点から、好ましくは20ML1+4(125℃)以上、より好ましくは35ML1+4(125℃)以上であり、また、好ましくは70ML1+4(125℃)以下、より好ましくは55ML1+4(125℃)以下である。ムーニー粘度は、ASTM D1646に基づいて測定される(以下同様)。
配合剤としては、カーボンブラックなどの補強材、充填材、軟化剤、老化防止剤、加工助剤、加硫助剤、架橋剤、共架橋剤等が挙げられる。
補強材としては、カーボンブラックでは、例えば、チャネルブラック;SAF、ISAF、N-339、HAF、N-351、MAF、FEF、SRF、GPF、ECF、N-234などのファーネスブラック;FT、MTなどのサーマルブラック;アセチレンブラック等が挙げられる。補強材としてはシリカも挙げられる。補強材は、これらのうちの1種又は2種以上を含むことが好ましい。補強材はISAF又はFEFを含むことが好ましい。補強材の含有量は、ゴム組成物のゴム成分100質量部に対して例えば30~70質量部である。
充填材としては、例えば、炭酸マグネシウムや炭酸カルシウム、層状珪酸塩等が挙げられる。充填材は、これらのうちの一方又は両方を用いることが好ましく、炭酸マグネシウムを用いることがより好ましい。充填材の含有量は、ゴム成分100質量部に対して、好ましくは5~20質量部、より好ましくは5~15質量部である。
軟化剤としては、例えば、石油系軟化剤;パラフィンワックスなどの鉱物油系軟化剤;ひまし油、綿実油、あまに油、なたね油、大豆油、パーム油、やし油、落花生油、木ろう、ロジン、パインオイルなどの植物油系軟化剤等が挙げられる。軟化剤は、これらのうちの1種又は2種以上を用いることが好ましい。軟化剤はパラフィンワックスを用いることが好ましい。軟化剤の含有量は、ゴム成分100質量部に対して例えば5~15質量部である。
老化防止剤としては、芳香族第二級アミン系などのアミン系、キノリン系、ヒドロキノン系、フェノール系、亜リン酸エステル系のものが挙げられる。老化防止剤は、これらのうちの1種又は2種以上を含むことが好ましい。老化防止剤は、芳香族第二級アミン系のものを用いることが好ましい。老化防止剤の含有量は、ゴム成分100質量部に対して例えば0.1~1.5質量部である。
加工助剤としては、例えば、ステアリン酸、ポリエチレンワックス、脂肪酸の金属塩等が挙げられる。加工助剤は、これらのうちの1種又は2種以上を用いることが好ましい。加工助剤は、ステアリン酸を用いることが好ましい。加工助剤の含有量は、ゴム成分100質量部に対して例えば0.1~3質量部である。
加硫促進助剤としては、例えば、酸化亜鉛(亜鉛華)や酸化マグネシウムなどの金属酸化物等が挙げられる。加硫助剤は、これらのうちの1種又は2種以上を用いることが好ましい。加硫助剤は、酸化亜鉛を用いることが好ましい。加硫助剤の含有量は、ゴム成分100質量部に対して例えば3~15質量部である。
架橋剤としては有機過酸化物が挙げられる。背面ゴム層11を形成するゴム組成物は、有機化酸化物で架橋されていることが好ましい。架橋剤は、有機過酸化物を単独で用いてもよく、また、有機過酸化物と硫黄とを併用してもよい。有機過酸化物の配合量は、ゴム成分100質量部に対して例えば0.5~8質量部であり、また、有機過酸化物と硫黄とを併用する場合、硫黄の配合量は、ゴム成分100質量部に対して例えば0.5~4質量部である。
共架橋剤としては、例えば、トリアリルイソシアヌレート、トリメチロールプロパントリメタクリレート、エチレングリコールジメタクリレート、液状ポリブタジェエン、N,N’-m-フェニレンビスマレイミド等が挙げられる。共架橋剤は、これらのうちの1種又は2種以上を用いることが好ましい。共架橋剤は、トリアリルイソシアヌレートを用いることが好ましい。共架橋剤の含有量は、ゴム成分100質量部に対して、好ましくは1~5質量部、より好ましくは1~2質量部である。
接着ゴム層12は、背面ゴム層11と同様、断面横長矩形の帯状に形成されている。圧縮ゴム層13は、複数のVリブ15がベルト内周側に垂下するように設けられている。複数のVリブ15は、各々がベルト長さ方向に延びる断面略逆三角形の突条に形成されていると共に、ベルト幅方向に並設されている。圧縮ゴム層13におけるこれらの複数のVリブ15の表面が動力伝達面としてのプーリ接触面を構成する。各Vリブ15は、例えば、リブ高さが2.0~3.0mm、基端間の幅が1.0~3.6mmである。Vリブ数は例えば3~6個である(図1では6個)。
接着ゴム層12及び圧縮ゴム層13のそれぞれは、ゴム成分に種々の配合剤が配合されて混練された未架橋ゴム組成物が加熱及び加圧されて架橋したゴム組成物で形成されている。従って、圧縮ゴム層13及び接着ゴム層12のそれぞれは、架橋したゴム成分と各種の配合剤とを含有する。
圧縮ゴム層13及び接着ゴム層12を形成するゴム組成物のゴム成分としては、例えば、エチレン-α-オレフィンエラストマー、クロロプレンゴム(CR)、クロロスルホン化ポリエチレンゴム(CSM)、水素添加アクリロニトリルゴム(H-NBR)等が挙げられる。これらのゴム成分は、背面ゴム層11を形成するゴム組成物のゴム成分と同一であることが好ましい。
圧縮ゴム層13を形成するゴム組成物のゴム成分にEPDMが含まれている場合、そのEPDMのエチレン含量(C)は、好ましくは45質量%以上、より好ましくは50質量%以上であり、また、好ましくは65質量%以下、より好ましくは60質量%以下である。このエチレン含量(C)は、背面ゴム層11を形成するゴム組成物のゴム成分に含まれるEPDMのエチレン含量(A)よりも小さいことが好ましい。
圧縮ゴム層13を形成するゴム組成物のゴム成分に含まれるEPDMのエチレン含量(C)に対する背面ゴム層11を形成するゴム組成物のゴム成分に含まれるEPDMのエチレン含量(A)の比(A/C)は、好ましくは1.02以上、より好ましくは1.13以上であり、また、好ましくは1.91以下、より好ましくは1.52以下である。
EPDMのジエン含量(D)は、好ましくは3.5質量%以上、より好ましくは4.0質量%以上であり、また、好ましくは8.0質量%以下、より好ましくは6.0質量%以下である。このジエン含量(D)は、背面ゴム層11を形成するゴム組成物のゴム成分に含まれるEPDMのジエン含量(B)よりも大きいことが好ましい。
圧縮ゴム層13を形成するゴム組成物のゴム成分に含まれるEPDMのジエン含量(D)に対する背面ゴム層11を形成するゴム組成物のゴム成分に含まれるEPDMのジエン含量(B)の比(B/D)は、好ましくは0.0125以上、より好ましくは0.10以上であり、また、好ましくは1よりも小さく、より好ましくは0.50以下、更に好ましくは0.20以下、より更に好ましくは0.15以下である。
ジエン成分としては、例えば、エチリデンノボルネン(ENB)、ジシクロペンタジエン、1,4-ヘキサジエン等が挙げられる。ジエン成分は、これらのうちエチリデンノボルネンが好ましい。このジエン成分は、背面ゴム層11を形成するゴム組成物のゴム成分に含まれるEPDMのジエン成分と同一であることが好ましい。
EPDMの125℃におけるムーニー粘度は、好ましくは10ML1+4(125℃)以上、より好ましくは15ML1+4(125℃)以上であり、また、好ましくは70ML1+4(125℃)以下、より好ましくは50ML1+4(125℃)以下である。
圧縮ゴム層13を形成するゴム組成物のゴム成分に含まれるEPDMは、有機過酸化物により架橋されていても、また、硫黄で架橋されていても、更に、それらの併用で架橋されていても、いずれでもよい。
心線14は、ポリエステル繊維(PET)、ポリエチレンナフタレート繊維(PEN)、アラミド繊維、ビニロン繊維等の撚り糸で構成されている。心線14の直径は例えば0.5~2.5mmであり、断面における相互に隣接する心線14中心間の寸法は例えば0.05~0.20mmである。心線14は、Vリブドベルト本体10の接着ゴム層12に対する接着性を付与するために、成形加工前にRFL水溶液に浸漬された後に加熱される接着処理及び/又はゴム糊に浸漬された後に乾燥される接着処理が施されている。
次に、実施形態1に係るVリブドベルトBの製造方法について説明する。
実施形態1に係るVリブドベルトBの製造では、図3及び4に示すように、同心状に設けられた、各々、円筒状の内型21及び外型22を備えたベルト成形型20を用いる。
このベルト成形型20では、内型21はゴム等の可撓性材料で形成されている。外型22は金属等の剛性材料で形成されている。外型22の内周面は成型面に構成されており、その外型22の内周面には、Vリブ形成溝23が軸方向に一定ピッチで設けられている。また、外型22には、水蒸気等の熱媒体や水等の冷媒体を流通させて温調する温調機構が設けられている。そして、このベルト成形型20では、内型21を内部から加圧膨張させるための加圧手段が設けられている。
実施形態1に係るVリブドベルトBの製造において、まず、ゴム成分に各配合剤を配合し、ニーダー、バンバリーミキサー等の混練機で混練し、得られた未架橋ゴム組成物をカレンダー成形等によってシート状に成形して背面ゴム層用の未架橋ゴムシート11’を作製する。
同様に、接着ゴム層用及び圧縮ゴム層用の未架橋ゴムシート12’,13’も作製する。また、心線用の撚り糸14’をRFL水溶液に浸漬して加熱する接着処理を行った後、ゴム糊に浸漬して加熱乾燥する接着処理を行う。
次いで、図5に示すように、表面が平滑な円筒ドラム24上にゴムスリーブ25を被せ、その上に、背面ゴム層用の未架橋ゴムシート11’、及び接着ゴム層用の未架橋ゴムシート12’を順に巻き付けて積層し、その上から心線用の撚り糸14’を円筒状の内型21に対して螺旋状に巻き付け、更にその上から接着ゴム層用の未架橋ゴムシート12’、及び圧縮ゴム層用の未架橋ゴムシート13’を順に巻き付けて未架橋スラブS’を形成する。なお、このとき、未架橋ゴムシート11’,12’,13’を、列理方向がベルト長さ方向(周方向)となるように巻き付けることが好ましい。
次いで、未架橋スラブS’を設けたゴムスリーブ25を円筒ドラム24から外し、図6に示すように、それを外型22の内周面側に内嵌め状態にセットする。
次いで、図7に示すように、内型21を外型22にセットされたゴムスリーブ25内に位置付けて密閉する。
続いて、外型22を加熱すると共に、内型21の密封された内部に高圧空気等を注入して加圧する。このとき、図8に示すように、内型21が膨張し、外型22の成型面に、未架橋スラブS’のベルト形成用の未架橋ゴムシート11’,12’,13’が圧縮され、また、それらのゴム成分の架橋が進行して一体化すると共に撚り糸14’と複合化し、最終的に、円筒状のベルトスラブSが成型される。このベルトスラブSの成型温度は例えば100~180℃、成型圧力は例えば0.5~2.0MPa、成型時間は例えば10~60分である。
そして、内型21の内部を減圧して密閉を解き、内型21と外型22との間でゴムスリーブ25を介して成型されたベルトスラブSを取り出し、ベルトスラブSを所定幅に輪切りして表裏を裏返すことによりVリブドベルトBが得られる。なお、必要に応じて、ベルトスラブSの外周側、つまり、Vリブ15側の表面を研磨してもよい。
図9は、実施形態1に係るVリブドベルトBを用いた自動車の補機駆動ベルト伝動装置30のプーリレイアウトを示す。この補機駆動ベルト伝動装置30は、VリブドベルトBが4つのリブプーリ及び2つの平プーリの6つのプーリに巻き掛けられて動力を伝達するサーペンタインドライブ方式のものである。
この補機駆動ベルト伝動装置30は、最上位置にリブプーリのパワーステアリングプーリ31が設けられ、そのパワーステアリングプーリ31の下方にリブプーリのACジェネレータプーリ32が設けられている。また、パワーステアリングプーリ31の左下方には平プーリのテンショナプーリ33が設けられており、そのテンショナプーリ33の下方には平プーリのウォーターポンププーリ34が設けられている。更に、テンショナプーリ33の左下方にはリブプーリのクランクシャフトプーリ35が設けられており、そのクランクシャフトプーリ35の右下方にリブプーリのエアコンプーリ36が設けられている。これらのプーリは、例えば、金属のプレス加工品や鋳物、ナイロン樹脂、フェノール樹脂などの樹脂成形品で構成されており、また、プーリ径がφ50~150mmである。
この補機駆動ベルト伝動装置30では、VリブドベルトBは、Vリブ15側が接触するようにパワーステアリングプーリ31に巻き掛けられ、次いで、ベルト背面側が接触するようにテンショナプーリ33に巻き掛けられた後、Vリブ15側が接触するようにクランクシャフトプーリ35及びエアコンプーリ36に順に巻き掛けられ、更に、ベルト背面側が接触するようにウォーターポンププーリ34に巻き掛けられ、そして、Vリブ15側が接触するようにACジェネレータプーリ32に巻き掛けられ、最後にパワーステアリングプーリ31に戻るように設けられている。プーリ間で掛け渡されるVリブドベルトBの長さであるベルトスパン長は例えば50~300mmである。プーリ間で生じ得るミスアライメントは0~2°である。
以上の構成の補機駆動ベルト伝動装置30では、実施形態1に係るVリブドベルトBが、ベルト背面の背面ゴム層11がテンショナプーリ33及びウォーターポンププーリ34に接触するように巻き掛けられているが、その背面ゴム層11が、エチレン含量が60質量%以上で且つジエン含量が1質量%以下であるEPDMをゴム成分の主体とするゴム組成物で形成されていることにより、背面ゴム層11の粘着摩耗を抑制することができる。
(実施形態2)
図10及び11は、実施形態2に係るVリブドベルトBを示す。なお、実施形態1と同一名称の部分は、実施形態1と同一符号を用いて示す。
図10及び11は、実施形態2に係るVリブドベルトBを示す。なお、実施形態1と同一名称の部分は、実施形態1と同一符号を用いて示す。
実施形態2に係るVリブドベルトBでは、圧縮ゴム層13は、表面ゴム層13aとコアゴム層13bとを有する。表面ゴム層13aは、多孔ゴムで形成され、Vリブ15の表面全体に沿うように層状に設けられ、ベルト内周側のプーリ接触面を構成している。表面ゴム層13aの厚さは例えば50~500μmである。コアゴム層13bは、中実ゴムで形成され、表面ゴム層13aの内側に設けられ、圧縮ゴム層13における表面ゴム層13a以外の部分を構成している。
ここで、本出願における「多孔ゴム」とは、内部に多数の中空部を有すると共に表面に多数の凹孔16を有する架橋済みのゴム組成物を意味し、中空部及び凹孔16が分散して配された構造並びに中空部及び凹孔16が連通した構造のいずれも含まれる。また、本出願における「中実ゴム」とは、「多孔ゴム」以外の中空部及び凹孔16を含まない架橋済みのゴム組成物を意味する。
表面ゴム層13a及びコアゴム層13bは、ゴム成分に種々の配合剤が配合されて混練された未架橋ゴム組成物が加熱及び加圧されて架橋したゴム組成物で形成されている。従って、表面ゴム層13a及びコアゴム層13bは、架橋したゴム成分と各種の配合剤とを含有する。表面ゴム層13aは、加えて多孔ゴムであることから、その形成前の未架橋ゴム組成物に、多孔ゴムを構成するための未膨張の中空粒子及び/又は発泡剤が配合されている。
未膨張の中空粒子としては、例えば、熱可塑性ポリマー(例えばアクリロニトリル系ポリマー)等で形成されたシェルの内部に溶剤が封入された粒子等が挙げられる。中空粒子は、1種だけ用いても、また、2種以上を用いても、どちらでもよい。中空粒子の配合量は、ゴム成分100質量部に対して、好ましくは0.5~10質量部である。発泡剤としては、例えば、アゾジカルボンアミドを主成分とするADCA系発泡剤、ジニトロソペンタメチレンテトラミンを主成分とするDPT系発泡剤、p,p’-オキシビスベンゼンスルホニルヒドラジドを主成分とするOBSH系発泡剤、ヒドラゾジカルボンアミドを主成分とするHDCA系発泡剤などの有機系発泡剤等が挙げられる。発泡剤は、これらのうちの1種又は2種以上を用いることが好ましい。発泡剤の配合量は、ゴム成分100質量部に対して、好ましくは0.5~10質量部である。
コアゴム層13bは、架橋したゴム成分と各種の配合剤とを含有するゴム組成物で形成されている。コアゴム層13bを形成するゴム組成物は、中空部及び凹孔16を除いた表面ゴム層13aを形成するゴム組成物と同一であってもよい。
表面ゴム層13a及びコアゴム層13bを形成するゴム組成物のその他の構成は、実施形態1に係るVリブドベルトBの圧縮ゴム層13を形成するゴム組成物と同一である。
表面ゴム層13aは多孔ゴムであるので、その表面には多数の凹孔16が形成されている。凹孔16の平均孔径は、好ましくは10~150μmである。凹孔16の平均孔径は、表面画像で測定される50~100個の数平均によって求められる。
実施形態2に係るVリブドベルトBを製造するには、圧縮ゴム層13の表面ゴム層用及びコアゴム層用の未架橋ゴムシート13a’,13b’を作製する。表面ゴム層用の未架橋ゴムシート13a’には、未膨張の中空粒子及び/又は発泡剤を配合する。次いで、実施形態1と同様の方法により、図12に示すように、表面が平滑な円筒ドラム24上に被せたゴムスリーブ25上に、背面ゴム層用の未架橋ゴムシート11’、及び接着ゴム層用の未架橋ゴムシート12’を順に巻き付けて積層し、その上から心線用の撚り糸14’を円筒状の内型21に対して螺旋状に巻き付け、更にその上から接着ゴム層用の未架橋ゴムシート12’、並びに圧縮ゴム層13におけるコアゴム層用の未架橋ゴムシート13b’、及び表面ゴム層用の未架橋ゴムシート13a’を順に巻き付けて未架橋スラブS’を形成する。そして、この未架橋スラブS’により図13に示すような円筒状のベルトスラブSを成型する。
その他の構成及び作用効果は実施形態1と同一である。
(その他の実施形態)
上記実施形態1及び2では、VリブドベルトBを示したが、特にこれに限定されるものではなく、ベルト外周側の背面ゴム層を有する伝動ベルトであれば特にこれらに限定されるものではなく、例えば、図14Aに示すようなローエッジ型のVベルトBであってもよく、また、図14Bに示すような歯付ベルトであってもよい。
上記実施形態1及び2では、VリブドベルトBを示したが、特にこれに限定されるものではなく、ベルト外周側の背面ゴム層を有する伝動ベルトであれば特にこれらに限定されるものではなく、例えば、図14Aに示すようなローエッジ型のVベルトBであってもよく、また、図14Bに示すような歯付ベルトであってもよい。
(Vリブドベルト)
以下の実施例1~5及び比較例1~5のVリブドベルトを作製した。なお、それぞれの構成については表1にも示す。
以下の実施例1~5及び比較例1~5のVリブドベルトを作製した。なお、それぞれの構成については表1にも示す。
<実施例1>
密閉式のバンバリーミキサーのチャンバーにゴム成分としてのEPDM(1)(ダウ社製 商品名:Nordel3745P、エチレン含量(A):70質量%、ジエン含量(B)(エチリデンノルボルネン含量(ENB含量)):0.5質量%、ムーニー粘度:45ML1+4(125℃))を投入して素練りし、次いで、このゴム成分100質量部に対して、補強材であるカーボンブラックのISAF(東海カーボン社製 商品名:シースト6)50質量部、軟化剤のパラフィンワックス(日本サン石油社製 商品名:サンフレックス2280)8質量部、芳香族第二級アミン系老化防止剤(大内新興化学工業社製 商品名:ノクラックCD)0.5質量部、加工助剤のステアリン酸(日油社製 商品名:ビーズステアリン酸 椿)0.5質量部、加硫促進助剤の酸化亜鉛(堺化学社製 商品名:酸化亜鉛3種)8質量部、架橋剤の有機過酸化物(日油社製 商品名:ペロキシモンF40(純度40質量%)、α,α’-ジ(トリ-t-ブチルペロキシ)ジイソプロピルベンゼン)8質量部(3.2質量部)を投入して混練し、得られた未架橋ゴム組成物を用いて背面ゴム層を形成した上記実施形態2と同様の構成のVリブドベルトを作製した。それを実施例1とした。
密閉式のバンバリーミキサーのチャンバーにゴム成分としてのEPDM(1)(ダウ社製 商品名:Nordel3745P、エチレン含量(A):70質量%、ジエン含量(B)(エチリデンノルボルネン含量(ENB含量)):0.5質量%、ムーニー粘度:45ML1+4(125℃))を投入して素練りし、次いで、このゴム成分100質量部に対して、補強材であるカーボンブラックのISAF(東海カーボン社製 商品名:シースト6)50質量部、軟化剤のパラフィンワックス(日本サン石油社製 商品名:サンフレックス2280)8質量部、芳香族第二級アミン系老化防止剤(大内新興化学工業社製 商品名:ノクラックCD)0.5質量部、加工助剤のステアリン酸(日油社製 商品名:ビーズステアリン酸 椿)0.5質量部、加硫促進助剤の酸化亜鉛(堺化学社製 商品名:酸化亜鉛3種)8質量部、架橋剤の有機過酸化物(日油社製 商品名:ペロキシモンF40(純度40質量%)、α,α’-ジ(トリ-t-ブチルペロキシ)ジイソプロピルベンゼン)8質量部(3.2質量部)を投入して混練し、得られた未架橋ゴム組成物を用いて背面ゴム層を形成した上記実施形態2と同様の構成のVリブドベルトを作製した。それを実施例1とした。
なお、圧縮ゴム層の表面ゴム層は、EPDMをゴム成分とする他のゴム組成物の多孔ゴムで形成した。表面ゴム層を形成するゴム組成物のゴム成分には、エチレン含量(C):67質量%、ジエン含量(D):4.5質量%、ムーニー粘度:27ML1+4(125℃)を主成分とするEPDMを用いた。圧縮ゴム層のコアゴム層及び接着ゴム層は、EPDMをゴム成分とする他のゴム組成物で形成した。また、心線をポリエチレンテレフタラート繊維製の撚り糸で構成した。更に、圧縮ゴム層には表面研磨を施した。そして、ベルト長さを1100mm、ベルト幅を21.36mm、ベルト厚さを4.3mmとし、リブ数を6個とした。
<実施例2>
カーボンブラックのISAFの代わりにFEF(東海カーボン社製 商品名:シーストSO)を用いると共に、共架橋剤のトリアリルイソシアヌレート(日本化成社製 商品名:タイク)をゴム成分100質量部に対して2質量部用いたことを除いて実施例1と同一構成のVリブドベルトを作製した。それを実施例2とした。
カーボンブラックのISAFの代わりにFEF(東海カーボン社製 商品名:シーストSO)を用いると共に、共架橋剤のトリアリルイソシアヌレート(日本化成社製 商品名:タイク)をゴム成分100質量部に対して2質量部用いたことを除いて実施例1と同一構成のVリブドベルトを作製した。それを実施例2とした。
<実施例3>
充填材の炭酸マグネシウム(神島化学工業社製 商品名:金星)をゴム成分100質量部に対して10質量部用いたことを除いて実施例1と同一構成のVリブドベルトを作製した。それを実施例3とした。
充填材の炭酸マグネシウム(神島化学工業社製 商品名:金星)をゴム成分100質量部に対して10質量部用いたことを除いて実施例1と同一構成のVリブドベルトを作製した。それを実施例3とした。
<実施例4>
カーボンブラックのISAFの代わりにFEFを用いると共に、充填材の炭酸マグネシウムをゴム成分100質量部に対して10質量部用い、且つ共架橋剤のトリアリルイソシアヌレートをゴム成分100質量部に対して2質量部用いたことを除いて実施例1と同一構成のVリブドベルトを作製した。それを実施例4とした。
カーボンブラックのISAFの代わりにFEFを用いると共に、充填材の炭酸マグネシウムをゴム成分100質量部に対して10質量部用い、且つ共架橋剤のトリアリルイソシアヌレートをゴム成分100質量部に対して2質量部用いたことを除いて実施例1と同一構成のVリブドベルトを作製した。それを実施例4とした。
<実施例5>
ゴム成分としてEPDM(2)(ダウ社製 商品名:Nordel3720P、エチレン含量(A):69質量%、ジエン含量(B):0.5質量%、ムーニー粘度:20ML1+4(125℃))を用いると共に、充填材の炭酸マグネシウムをゴム成分100質量部に対して10質量部用いたことを除いて実施例1と同一構成のVリブドベルトを作製した。それを実施例5とした。
ゴム成分としてEPDM(2)(ダウ社製 商品名:Nordel3720P、エチレン含量(A):69質量%、ジエン含量(B):0.5質量%、ムーニー粘度:20ML1+4(125℃))を用いると共に、充填材の炭酸マグネシウムをゴム成分100質量部に対して10質量部用いたことを除いて実施例1と同一構成のVリブドベルトを作製した。それを実施例5とした。
<比較例1>
ゴム成分としてEPDM(3)(JSR社製 商品名:EP22、エチレン含量(A):54質量%、ジエン含量(B):4.5質量%、ムーニー粘度:27ML1+4(125℃))を用いると共に、架橋剤の有機過酸化物の代わりに不溶性硫黄(日本乾溜工業社製 商品名:セイミOT)をゴム成分100質量部に対して1.7質量部用い、且つスルフェンアミド系加硫促進剤(大内新興化学工業社製 商品名:ノクセラーMSA-G)をゴム成分100質量部に対して1.2質量部、並びにチウラム系、ジチオカーバメート系、及びチアゾール系の混合加硫促進剤(三新化学社製 商品名:サンセラーEM2)をゴム成分100質量部に対して2.8質量部用いたことを除いて実施例1と同一構成のVリブドベルトを作製した。それを比較例1とした。
ゴム成分としてEPDM(3)(JSR社製 商品名:EP22、エチレン含量(A):54質量%、ジエン含量(B):4.5質量%、ムーニー粘度:27ML1+4(125℃))を用いると共に、架橋剤の有機過酸化物の代わりに不溶性硫黄(日本乾溜工業社製 商品名:セイミOT)をゴム成分100質量部に対して1.7質量部用い、且つスルフェンアミド系加硫促進剤(大内新興化学工業社製 商品名:ノクセラーMSA-G)をゴム成分100質量部に対して1.2質量部、並びにチウラム系、ジチオカーバメート系、及びチアゾール系の混合加硫促進剤(三新化学社製 商品名:サンセラーEM2)をゴム成分100質量部に対して2.8質量部用いたことを除いて実施例1と同一構成のVリブドベルトを作製した。それを比較例1とした。
<比較例2>
充填材の炭酸マグネシウムをゴム成分100質量部に対して10質量部用いたことを除いて比較例1と同一構成のVリブドベルトを作製した。それを比較例2とした。
充填材の炭酸マグネシウムをゴム成分100質量部に対して10質量部用いたことを除いて比較例1と同一構成のVリブドベルトを作製した。それを比較例2とした。
<比較例3>
ゴム成分としてEPDM(4)(ダウ社製 商品名:Nordel3640、エチレン含量(A):55質量%、ジエン含量(B):1.8質量%、ムーニー粘度:40ML1+4(125℃))を用いたことを除いて実施例4と同一構成のVリブドベルトを作製した。それを比較例3とした。
ゴム成分としてEPDM(4)(ダウ社製 商品名:Nordel3640、エチレン含量(A):55質量%、ジエン含量(B):1.8質量%、ムーニー粘度:40ML1+4(125℃))を用いたことを除いて実施例4と同一構成のVリブドベルトを作製した。それを比較例3とした。
<比較例4>
ゴム成分としてEPDM(5)(JSR社製 商品名:EP43、エチレン含量(A):54質量%、ジエン含量(B):4.5質量%、ムーニー粘度:27ML1+4(125℃))を用いると共に、カーボンブラックのISAFの代わりにFEFを用いたことを除いて実施例1と同一構成のVリブドベルトを作製した。それを比較例4とした。
ゴム成分としてEPDM(5)(JSR社製 商品名:EP43、エチレン含量(A):54質量%、ジエン含量(B):4.5質量%、ムーニー粘度:27ML1+4(125℃))を用いると共に、カーボンブラックのISAFの代わりにFEFを用いたことを除いて実施例1と同一構成のVリブドベルトを作製した。それを比較例4とした。
<比較例5>
共架橋剤のトリアリルイソシアヌレートをゴム成分100質量部に対して2質量部用いたことを除いて比較例4と同一構成のVリブドベルトを作製した。それを比較例5とした。
共架橋剤のトリアリルイソシアヌレートをゴム成分100質量部に対して2質量部用いたことを除いて比較例4と同一構成のVリブドベルトを作製した。それを比較例5とした。
(試験評価方法)
図15はベルト走行試験機40のプーリレイアウトを示す。
図15はベルト走行試験機40のプーリレイアウトを示す。
このベルト走行試験機40は、各々、プーリ径が70mmで面粗度が12.5Z(TSZ2301Gによる)の平プーリである駆動プーリ41及び従動プーリ42が左右に間隔をおいて設けられている。
実施例1~5及び比較例1~5のそれぞれについて、上記ベルト走行試験機40の駆動プーリ41及び従動プーリ42に、各VリブドベルトBの外周側の背面ゴム層が接触するように巻き掛け、従動プーリ42に22.5N・mのトルクを与えると共に、ベルト張力が負荷されるように側方(駆動プーリ41の反対側方向)に1177Nの荷重を与え、雰囲気温度25±7℃の下、駆動プーリ41を3500rpmの回転数で回転させてベルト走行させた。ベルト走行は60分まで行い、30分経過時点における粘着摩耗状況と、60分経過時点における背面ゴム層の表面の粘着摩耗状況を目視で確認して評価した。評価は、粘着摩耗が、無、微小、小、中、及び大の5段階で行った。
(試験結果)
試験結果を表1に示す。
試験結果を表1に示す。
この試験結果によれば、背面ゴム層が、エチレン含量が60質量%以上で且つジエン含量が1質量%以下であるEPDMのゴム組成物で形成された実施例1~5は、走行30分後では無乃至微小であり、走行60分後では微小乃至小であるのに対し、
エチレン含量が60質量%未満又はジエン含量が1質量%以上である比較例1~5は、走行30分後では小乃至大であり、走行60分後では中乃至大である。つまり、実施例1~5は、比較例1~5よりも耐粘着摩耗性が優れることが分かる。
エチレン含量が60質量%未満又はジエン含量が1質量%以上である比較例1~5は、走行30分後では小乃至大であり、走行60分後では中乃至大である。つまり、実施例1~5は、比較例1~5よりも耐粘着摩耗性が優れることが分かる。
本発明は、伝動ベルトの技術分野において有用である。
B Vリブドベルト,Vベルト,歯付ベルト(伝動ベルト)
11 背面ゴム層
13 圧縮ゴム層(表面ゴム層)
13a 表面ゴム層
11 背面ゴム層
13 圧縮ゴム層(表面ゴム層)
13a 表面ゴム層
Claims (12)
- ベルト外周側の背面ゴム層を有する伝動ベルトであって、
前記背面ゴム層は、エチレン含量が60質量%以上で且つジエン含量が1質量%以下であるエチレン-プロピレン-ジエンターポリマーをゴム成分の主体とするゴム組成物で形成されている伝動ベルト。 - 請求項1に記載された伝動ベルトにおいて、
前記ゴム組成物が共架橋剤を含む伝動ベルト。 - 請求項2に記載された伝動ベルトにおいて、
前記ゴム組成物が前記共架橋剤としてトリアリルイソシアヌレートを含む伝動ベルト。 - 請求項2又は3に記載された伝動ベルトにおいて、
前記ゴム組成物における前記共架橋剤の含有量が、前記ゴム成分100質量部に対して1~5質量部である伝動ベルト。 - 請求項1乃至4のいずれかに記載された伝動ベルトにおいて、
前記ゴム組成物が充填材を含む伝動ベルト。 - 請求項5に記載された伝動ベルトにおいて、
前記ゴム組成物が前記充填材として炭酸マグネシウムを含む伝動ベルト。 - 請求項5又は6に記載された伝動ベルトにおいて、
前記ゴム組成物における前記充填材の含有量が、前記ゴム成分100質量部に対して5~20質量部である伝動ベルト。 - 請求項1乃至7のいずれかに記載された伝動ベルトにおいて、
前記ゴム組成物が有機化酸化物で架橋されている伝動ベルト。 - 請求項1乃至8のいずれかに記載された伝動ベルトにおいて、
ベルト内周側の表面ゴム層を有し、前記表面ゴム層がエチレン-プロピレン-ジエンターポリマーをゴム成分の主体とするゴム組成物で形成されており、
前記表面ゴム層を形成するゴム組成物に含まれるエチレン-プロピレン-ジエンターポリマーのエチレン含量が、前記背面ゴム層を形成するゴム組成物に含まれるエチレン-プロピレン-ジエンターポリマーのエチレン含量よりも小さい伝動ベルト。 - 請求項9に記載された伝動ベルトにおいて、
前記表面ゴム層を形成するゴム組成物のゴム成分に含まれるエチレン-プロピレン-ジエンターポリマーのエチレン含量に対する前記背面ゴム層を形成するゴム組成物のゴム成分に含まれるエチレン-プロピレン-ジエンターポリマーのエチレン含量の比が1.02以上である伝動ベルト。 - 請求項1乃至10のいずれかに記載された伝動ベルトにおいて、
ベルト内周側の表面ゴム層を有し、前記表面ゴム層がエチレン-プロピレン-ジエンターポリマーをゴム成分の主体とするゴム組成物で形成されており、
前記表面ゴム層を形成するゴム組成物に含まれるエチレン-プロピレン-ジエンターポリマーのジエン含量が、前記背面ゴム層を形成するゴム組成物に含まれるエチレン-プロピレン-ジエンターポリマーのジエン含量よりも大きい伝動ベルト。 - 請求項11に記載された伝動ベルトにおいて、
前記表面ゴム層を形成するゴム組成物のゴム成分に含まれるエチレン-プロピレン-ジエンターポリマーのジエン含量に対する前記背面ゴム層を形成するゴム組成物のゴム成分に含まれるエチレン-プロピレン-ジエンターポリマーのジエン含量の比が0.50以下である伝動ベルト。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201780017286.6A CN108884906B (zh) | 2016-03-31 | 2017-02-22 | 传动带 |
| JP2017514938A JP6227843B1 (ja) | 2016-03-31 | 2017-02-22 | 伝動ベルト |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-070272 | 2016-03-31 | ||
| JP2016070272 | 2016-03-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017169330A1 true WO2017169330A1 (ja) | 2017-10-05 |
Family
ID=59963082
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/006618 Ceased WO2017169330A1 (ja) | 2016-03-31 | 2017-02-22 | 伝動ベルト |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6227843B1 (ja) |
| CN (1) | CN108884906B (ja) |
| WO (1) | WO2017169330A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021505717A (ja) * | 2018-07-11 | 2021-02-18 | エルジー・ケム・リミテッド | 変性共役ジエン系重合体およびそれを含むゴム組成物 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7487145B2 (ja) * | 2020-06-23 | 2024-05-20 | 三ツ星ベルト株式会社 | 伝動用vベルト |
| JP7219369B1 (ja) * | 2021-07-07 | 2023-02-07 | バンドー化学株式会社 | 架橋ゴム組成物及びそれを用いた摩擦伝動ベルト |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004190686A (ja) * | 2001-10-19 | 2004-07-08 | Mitsuboshi Belting Ltd | 動力伝動用ベルト |
| JP2006153152A (ja) * | 2004-11-30 | 2006-06-15 | Mitsuboshi Belting Ltd | 伝動ベルト |
| JP2007009966A (ja) * | 2005-06-29 | 2007-01-18 | Mitsuboshi Belting Ltd | 伝動ベルト |
| WO2014064879A1 (ja) * | 2012-10-23 | 2014-05-01 | バンドー化学株式会社 | 伝動ベルト |
| WO2014119625A1 (ja) * | 2013-01-29 | 2014-08-07 | 横浜ゴム株式会社 | 耐熱コンベヤベルト用ゴム組成物および耐熱コンベヤベルト |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06249292A (ja) * | 1992-12-29 | 1994-09-06 | Bridgestone Corp | 歯付ベルト |
| JP4416060B2 (ja) * | 1999-09-13 | 2010-02-17 | 三ツ星ベルト株式会社 | 動力伝動用ベルト |
| US6693145B2 (en) * | 2001-08-30 | 2004-02-17 | Cooper Technology Services, Llc | EPDM compounds for dynamic applications |
| JP4837274B2 (ja) * | 2004-11-10 | 2011-12-14 | バンドー化学株式会社 | 伝動ベルト |
| JP4768893B2 (ja) * | 2009-12-14 | 2011-09-07 | バンドー化学株式会社 | 摩擦伝動ベルト |
| JP5886215B2 (ja) * | 2012-01-31 | 2016-03-16 | 三ツ星ベルト株式会社 | Vリブドベルト |
| CN104389949B (zh) * | 2014-11-25 | 2016-08-24 | 阮益谊 | 三角带 |
-
2017
- 2017-02-22 CN CN201780017286.6A patent/CN108884906B/zh active Active
- 2017-02-22 WO PCT/JP2017/006618 patent/WO2017169330A1/ja not_active Ceased
- 2017-02-22 JP JP2017514938A patent/JP6227843B1/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004190686A (ja) * | 2001-10-19 | 2004-07-08 | Mitsuboshi Belting Ltd | 動力伝動用ベルト |
| JP2006153152A (ja) * | 2004-11-30 | 2006-06-15 | Mitsuboshi Belting Ltd | 伝動ベルト |
| JP2007009966A (ja) * | 2005-06-29 | 2007-01-18 | Mitsuboshi Belting Ltd | 伝動ベルト |
| WO2014064879A1 (ja) * | 2012-10-23 | 2014-05-01 | バンドー化学株式会社 | 伝動ベルト |
| WO2014119625A1 (ja) * | 2013-01-29 | 2014-08-07 | 横浜ゴム株式会社 | 耐熱コンベヤベルト用ゴム組成物および耐熱コンベヤベルト |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021505717A (ja) * | 2018-07-11 | 2021-02-18 | エルジー・ケム・リミテッド | 変性共役ジエン系重合体およびそれを含むゴム組成物 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6227843B1 (ja) | 2017-11-08 |
| JPWO2017169330A1 (ja) | 2018-04-05 |
| CN108884906B (zh) | 2019-05-03 |
| CN108884906A (zh) | 2018-11-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5829614B2 (ja) | 摩擦伝動ベルト | |
| JP4768893B2 (ja) | 摩擦伝動ベルト | |
| JP6101677B2 (ja) | 摩擦伝動ベルト | |
| JP5704752B2 (ja) | 摩擦伝動ベルト | |
| JP5508648B2 (ja) | Vリブドベルト及びその製造方法 | |
| CN108496024B (zh) | 摩擦传动带及其制造方法 | |
| WO2013105191A1 (ja) | 摩擦伝動ベルト及びその製造方法、並びにベルト伝動装置 | |
| JP6306267B2 (ja) | 摩擦伝動ベルト | |
| JP6306266B2 (ja) | 摩擦伝動ベルト | |
| WO2017094213A1 (ja) | Vリブドベルト | |
| JP6227843B1 (ja) | 伝動ベルト | |
| JP6348136B2 (ja) | 摩擦伝動ベルト及びその製造方法 | |
| JP7209773B2 (ja) | 摩擦伝動ベルト | |
| JP6078702B1 (ja) | Vリブドベルト | |
| JP6007353B2 (ja) | Vリブドベルト及びその製造方法、並びにベルト伝動装置 | |
| JP2017106518A (ja) | 摩擦伝動ベルト | |
| JP6581892B2 (ja) | 摩擦伝動ベルト | |
| JP6903791B2 (ja) | 摩擦伝動ベルト | |
| WO2015146033A1 (ja) | 摩擦伝動ベルト | |
| JP2013130246A (ja) | 摩擦伝動ベルト及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2017514938 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17773876 Country of ref document: EP Kind code of ref document: A1 |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 17773876 Country of ref document: EP Kind code of ref document: A1 |