WO2017201598A1 - Processo integrado para o pré-tratamento de biomassa e produção de bio-óleo - Google Patents
Processo integrado para o pré-tratamento de biomassa e produção de bio-óleo Download PDFInfo
- Publication number
- WO2017201598A1 WO2017201598A1 PCT/BR2017/050133 BR2017050133W WO2017201598A1 WO 2017201598 A1 WO2017201598 A1 WO 2017201598A1 BR 2017050133 W BR2017050133 W BR 2017050133W WO 2017201598 A1 WO2017201598 A1 WO 2017201598A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- biomass
- process according
- bio
- oil
- tree
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10L—FUELS NOT OTHERWISE PROVIDED FOR; NATURAL GAS; SYNTHETIC NATURAL GAS OBTAINED BY PROCESSES NOT COVERED BY SUBCLASSES C10G OR C10K; LIQUIFIED PETROLEUM GAS; USE OF ADDITIVES TO FUELS OR FIRES; FIRE-LIGHTERS
- C10L5/00—Solid fuels
- C10L5/40—Solid fuels essentially based on materials of non-mineral origin
- C10L5/44—Solid fuels essentially based on materials of non-mineral origin on vegetable substances
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01G—COMPOUNDS CONTAINING METALS NOT COVERED BY SUBCLASSES C01D OR C01F
- C01G1/00—Methods of preparing compounds of metals not covered by subclasses C01B, C01C, C01D, or C01F, in general
- C01G1/04—Carbonyls
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10B—DESTRUCTIVE DISTILLATION OF CARBONACEOUS MATERIALS FOR PRODUCTION OF GAS, COKE, TAR, OR SIMILAR MATERIALS
- C10B53/00—Destructive distillation, specially adapted for particular solid raw materials or solid raw materials in special form
- C10B53/02—Destructive distillation, specially adapted for particular solid raw materials or solid raw materials in special form of cellulose-containing material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10B—DESTRUCTIVE DISTILLATION OF CARBONACEOUS MATERIALS FOR PRODUCTION OF GAS, COKE, TAR, OR SIMILAR MATERIALS
- C10B57/00—Other carbonising or coking processes; Features of destructive distillation processes in general
- C10B57/08—Non-mechanical pretreatment of the charge, e.g. desulfurization
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G1/00—Production of liquid hydrocarbon mixtures from oil-shale, oil-sand, or non-melting solid carbonaceous or similar materials, e.g. wood, coal
- C10G1/04—Production of liquid hydrocarbon mixtures from oil-shale, oil-sand, or non-melting solid carbonaceous or similar materials, e.g. wood, coal by extraction
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10L—FUELS NOT OTHERWISE PROVIDED FOR; NATURAL GAS; SYNTHETIC NATURAL GAS OBTAINED BY PROCESSES NOT COVERED BY SUBCLASSES C10G OR C10K; LIQUIFIED PETROLEUM GAS; USE OF ADDITIVES TO FUELS OR FIRES; FIRE-LIGHTERS
- C10L5/00—Solid fuels
- C10L5/40—Solid fuels essentially based on materials of non-mineral origin
- C10L5/44—Solid fuels essentially based on materials of non-mineral origin on vegetable substances
- C10L5/442—Wood or forestry waste
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10L—FUELS NOT OTHERWISE PROVIDED FOR; NATURAL GAS; SYNTHETIC NATURAL GAS OBTAINED BY PROCESSES NOT COVERED BY SUBCLASSES C10G OR C10K; LIQUIFIED PETROLEUM GAS; USE OF ADDITIVES TO FUELS OR FIRES; FIRE-LIGHTERS
- C10L5/00—Solid fuels
- C10L5/40—Solid fuels essentially based on materials of non-mineral origin
- C10L5/44—Solid fuels essentially based on materials of non-mineral origin on vegetable substances
- C10L5/445—Agricultural waste, e.g. corn crops, grass clippings, nut shells or oil pressing residues
-
- C—CHEMISTRY; METALLURGY
- C11—ANIMAL OR VEGETABLE OILS, FATS, FATTY SUBSTANCES OR WAXES; FATTY ACIDS THEREFROM; DETERGENTS; CANDLES
- C11B—PRODUCING, e.g. BY PRESSING RAW MATERIALS OR BY EXTRACTION FROM WASTE MATERIALS, REFINING OR PRESERVING FATS, FATTY SUBSTANCES, e.g. LANOLIN, FATTY OILS OR WAXES; ESSENTIAL OILS; PERFUMES
- C11B1/00—Production of fats or fatty oils from raw materials
- C11B1/02—Pretreatment
- C11B1/04—Pretreatment of vegetable raw material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10L—FUELS NOT OTHERWISE PROVIDED FOR; NATURAL GAS; SYNTHETIC NATURAL GAS OBTAINED BY PROCESSES NOT COVERED BY SUBCLASSES C10G OR C10K; LIQUIFIED PETROLEUM GAS; USE OF ADDITIVES TO FUELS OR FIRES; FIRE-LIGHTERS
- C10L2200/00—Components of fuel compositions
- C10L2200/04—Organic compounds
- C10L2200/0461—Fractions defined by their origin
- C10L2200/0469—Renewables or materials of biological origin
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10L—FUELS NOT OTHERWISE PROVIDED FOR; NATURAL GAS; SYNTHETIC NATURAL GAS OBTAINED BY PROCESSES NOT COVERED BY SUBCLASSES C10G OR C10K; LIQUIFIED PETROLEUM GAS; USE OF ADDITIVES TO FUELS OR FIRES; FIRE-LIGHTERS
- C10L2290/00—Fuel preparation or upgrading, processes or apparatus therefore, comprising specific process steps or apparatus units
- C10L2290/54—Specific separation steps for separating fractions, components or impurities during preparation or upgrading of a fuel
- C10L2290/547—Filtration for separating fractions, components or impurities during preparation or upgrading of a fuel
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E50/00—Technologies for the production of fuel of non-fossil origin
- Y02E50/10—Biofuels, e.g. bio-diesel
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E50/00—Technologies for the production of fuel of non-fossil origin
- Y02E50/30—Fuel from waste, e.g. synthetic alcohol or diesel
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P20/00—Technologies relating to chemical industry
- Y02P20/10—Process efficiency
Definitions
- the present invention relates to an integrated process for the pretreatment of biomass and its use as superior quality feedstock in the process for producing biochemicals and biofuels. More specifically, the process of the present invention integrates the existing plant with the bio-oil production plant, which enables the use of effluents from the former in the pre-treatment of biomass to be used as raw material from the latter.
- the integrated process described herein allows the use of pretreated biomass as raw material in chemical, biochemical and thermochemical processes, including food production, animal feed, fine chemicals, biochemicals and biofuels processes.
- the integrated process described herein allows, but is not limited to, the use of pretreated biomass as feedstock in the production of high product quality bio-oil, and conversion yield, and economically viable, already that biomass treatment is carried out with effluents from the existing process.
- the process of the present invention promotes the removal of metals from biomass such as potassium, sodium, magnesium, calcium, iron, zinc, silica, sulfur and chlorine.
- Pretreated biomass has low levels of metals and other inorganic impurities, in addition to varying particle size and moisture depending on the final application of the material.
- the quality of the bio-oil produced in the rapid pyrolysis process is affected by the amount of water and minerals, especially metals, present in the lignocellulosic raw material.
- metal concentrations as low as 0.005 mmol / g of cellulose are sufficient to impact the pyrolysis result. It has been observed that alkaline and alkaline earth metals have inhibitory effect on cellulose pyrolysis, in the following order of decreasing relevance:
- bio-oil produced from pretreated biomass can be used in different industrial applications as it meets technical quality specifications.
- bio-oil produced from pretreated biomass has less organic acids and other components that cause metallic corrosion, resulting in a more suitable liquid for processing, handling and storage.
- the bio-oil produced from the pretreated biomass has less water, which is responsible for the highest calorific value of the final product featured.
- Another reported pretreatment method employs acid aqueous condensate from the pyrolysis process in biomass leaching. This pretreatment necessarily requires the removal of aqueous condensate in a group of secondary condensers installed in the pyrolysis system, resulting in greater investment in the bio-oil producing unit.
- US 2012/0144730 A1 and US 8940060 B2 describe methods for biomass leaching using acid aqueous pyrolysis condensate as a solvent.
- Biomass treatments according to the above mentioned documents are not integrated into the existing plant.
- US 2009/0084511 A1 describes a method for processing wood chips, wherein such a process comprises a step of removing metal present in the chips using a working solution containing chelating agent to form complexes with metal ions.
- the chip treatment according to the above document does not use an effluent stream or is not integrated with the existing plant.
- the present invention relates to an integrated process for the pretreatment of high impurity biomass for the production of high quality raw material using low cost solvents and / or effluents disposed of in existing plants.
- the present invention aims to provide an integrated process for the pretreatment of biomass and its use as a process raw material for the production of biochemicals and biofuels.
- Said integrated process preferably allows the production of quality bio-oil from biomass such as wood. , forest residues, residues from the sugar and alcohol industry and sugar cane.
- a first embodiment of the present invention relates to an integrated process for converting high impurity biomass by pretreatment of said biomass and use of it as high quality feedstock in process for production of biochemicals and biofuels, preferably from bio-oil.
- a second embodiment of the invention relates to pretreated biomass produced from the integrated process of the present invention.
- the pretreated biomass has an alkaline and alkaline earth metal concentration between 100 ppm and 2000 ppm, where more preferably the potassium concentration ranges between 360 ppm and 800 ppm, the sodium concentration ranges between 200 ppm and 650 ppm, Calcium concentration ranges from 1,000 ppm to 2,000 ppm, and magnesium concentration ranges from 400 to 500 ppm.
- the pretreated forest biomass preferably has a potassium concentration up to 135 ppm, even more preferably up to 100 ppm, a sodium concentration up to 245 ppm, more preferably a sodium concentration up to 210 ppm, a calcium is up to 1,000 ppm, more preferably the calcium concentration is up to 900 ppm, and furthermore the magnesium concentration is up to 250 ppm, more preferably the magnesium concentration is up to 220 ppm, the iron concentration is up to up to 90 ppm, more preferably iron concentration is up to 80 ppm and chlorine concentration up to 100 ppm, more preferably chlorine concentration up to 90 ppm, and even more preferably the chlorine concentration is up to 80 ppm.
- a third embodiment of the invention relates to the use of biomass obtained by the integrated process of the present invention for production of biochemicals and biofuels, preferably of higher yield and high quality for use in different industrial applications.
- FIG. 1 The simplified route of bio-oil production in rapid pyrolysis with integrated pretreatment system is described.
- Figure 2 shows a simplified flowchart showing one embodiment of the integrated process of the present invention using dewatering and postwashing of the biomass.
- Figure 3 shows a simplified flowchart with a second embodiment of the integrated process of the present invention.
- Figure 4 - shows the concentrations of alkaline (sodium and potassium) and alkaline earth (calcium and magnesium) metals in biomass with high concentration of wood chips (91% w / w in mixture) and another with high concentration of wood bark. (90% w / w in mixture).
- Figure 5 - shows alkaline (sodium and potassium) and alkaline earth (calcium and magnesium) metal concentrations in the bio-oil resulting from high wood chip biomass (91% w / w mixed) and high bark concentration wood (90% w / w in mix).
- Figure 6 - presents a yield based on the fast pyrolysis liquid (bio-oil), solid and gaseous products from biomass with a high concentration of wood chips (91% w / w in mixture) and with a high concentration of bark. wood (90% w / w in mixture).
- Figure 7 - presents an energy-based yield of fast pyrolysis liquid (bio-oil), solid and gaseous products from biomass with a high concentration of wood chips (91% w / w mixed) and a high concentration of wood bark. (90% w / w in mixture).
- Biomass or plant biomass or lignocellulosic biomass means any type of plant, namely: wood, including bark and chips, leaves and roots; shrub and herbaceous biomass (grasses and herbs); sugar cane, including bagasse resulting from processing in industry and straw from harvesting; cane energy in its entirety, or just culms; straw and agricultural residues from corn processing (cob, leaves); cereal straw (rice, wheat, rye, among others).
- sawdust, cardboard and urban organic waste can be considered lignocellulosic materials.
- Vegetable biomass is composed of three main fractions, cellulose, hemicellulose and lignin.
- Cellulose is a long-chain polysaccharide formed exclusively of glucose units.
- Hemicellulose is also a polysaccharide, but with a lower chain than cellulose and formed mainly by sugar units of five carbon atoms, which bind the cellulose with lignin.
- the third fiber fraction, lignin is a complex polymer made up of units of phenolic substances. Lignin acts as an organic barrier against the chemical or biological attack of cellulose, providing rigidity and impermeability, preserving fiber integrity. Variations in composition between different species and even among the same species are due to environmental and genetic variability, soil type and fertilization.
- the most abundant elements of plant biomass in decreasing order are: C, O, H, N, Ca, K, Si, Mg, Al, S, Fe, P, Cl and Na, and the amount of metals may vary. significantly depending on the species, variety and origin of the biomass.
- the pretreatment process can be applied to any type of biomass that can be used as raw material in any transformation process.
- the raw materials of interest are: a) wood and forest waste and b) grass, agricultural and agroindustrial waste.
- raw materials of interest are wood chips and bark and, not limited to these, sugarcane biomass and energy cane.
- wood chips Used in the production of cellulose pulp in pulp mills, wood chips produce better quality and yield bio-oil due to its high purity and low ash and mineral content.
- wood bark is an abundant forest residue and is not used in the production of cellulosic pulp.
- the bark has a high content of mineral impurities such as ash, sand and alkaline and alkaline earth metals such as potassium, sodium, calcium and magnesium and a high concentration of chlorine. For this reason, the use of wood bark as a raw material for rapid pyrolysis bio-oil production is limited.
- Raw materials include wood Araucaria (e.g. A. A. angustifolia r cunninghamii, A. Araucaria); long fiber wood cedar (e.g., Juniperus virginiana, Thuja plicata r Thuja ocddentalis, Chamaecyparis thyoides, Callitropsis nootkatensis); cypress (e.g., Chamaecyparis, Cupressus Taxodium, Cupressus arizonica Taxodium distichum r, Chamaecyparis obtusa, lawsoniana Chamaecyparis, Cupressus semperviren); Rocky Mountain Douglas fir; European yew; fir (e.g., Abies balsamea, Abies alba, Abies procera r Abies amabilis); Hemlock (e.g., Tsuga canadensis, Tsuga mertensiana, Tsuga heterophyll
- PCorridaus serotina PCorridaus pennsylvanica, PCorridaus avium
- Andiroba Red chestnut tree; Ceratopelatum apetalum (Coachwood); Cocobolo; Cork oak; Canada poplar (e.g. Populus balsamifera, Populus deltoids, Populus sargentii, Populus heterophylla); Magnolia; Dogwood (e.g. Cornus florida, Cornus nuttallii); Ebony (e.g. Diospyros wrinkleii, Diospyros melanide, Diospyros crassiflora); Elm (e.g.
- Bangkirai Carpinus caroliniana, Casuarina equisetifolia, Choricbanqarpia subargent, Copaifera spp. , Eusideroxylon zwageri, Guajacum officinale, Guajacum sanctum, Hopea odorata, Ipe, Krugiodendron ferreum, Lyonothamnus lyonii (L. floribundus), Mesua ferrea, Olea spp. Rosewood; Jatoba; Sycomer; Laurel; Terminalia; Lignum vitae; Carob tree (e.g. Robinia pseudacacia, Gleditsia triacanthos); Mahogany; Maple (e.g.
- Production yield and quality of the bio-oil are affected by the amount of minerals present in the processed biomass.
- lignocellulosic biomass is converted into an intermediate reactive liquid before being evaporated into the condensable fraction of bio-oil.
- minerals more specifically alkaline and alkaline earth metals, catalyze unwanted reactions, reducing the bio-oil fraction and favoring the formation of coal, gases and water.
- alkaline and alkaline earth metals result in the deactivation of catalysts used in oil catalytic cracking units, where the bio-oil is subsequently co-processed.
- biomass may have atypical concentrations of minerals such as potassium, sodium, calcium, magnesium, aluminum, iron, chlorine. Planting along the ocean coast results in high chlorine biomass. Prolonged exposure to chlorine, more specifically chloride ions, may cause the wear of the passive layer of steel, resulting in alveolar corrosion of the equipment. According to Garverick, L. (1995), alveolar corrosion is accentuated by the high temperature employed in petrochemical processes and chlorine concentrations below 100 ppm, preferably below 50 ppm, are desirable in industry.
- Biomass pretreatment allows the reduction of mineral impurities from bio-oil such as chlorine, for example, enabling its co-processing with petroleum fractions in a catalytic cracking unit in refineries.
- wood bark has a greater amount of inorganic impurities such as potassium, sodium, calcium and magnesium than wood chips.
- inorganic impurities such as potassium, sodium, calcium and magnesium
- the bio-oil produced presented worse performance than with a larger amount of wood chips.
- a purification step is required to remove impurities.
- Known methods of removing solid inorganic impurities from biomass include: mechanical fractionation, inert gas material blowing and solvent leaching.
- mechanical fractionation For the effective removal of mineral impurities (including part of metals bound to organic matter in crystalline and semicrystalline form) from biomass it is necessary to promote the diffusion of metallic substances from the interior of the biomass to the external environment.
- methods of removing mainly extrinsic inorganic impurities from lignocellulosic material are not considered as mechanical fractionation and blowing of the material with inert gas.
- the present invention relates to an integrated process for biomass pretreatment, wherein lignocellulosic material is cleaned to increase the quality and yield of the biochemicals and biofuels produced.
- the pretreated biomass by the process of the invention is used as the process raw material for producing bio-oil, preferably.
- contacting the biomass with liquid solvent allows inorganic impurities to migrate from the highest concentration region to the lowest concentration (solvent) thus favoring the removal of extrinsic and especially intrinsic impurities from the biomass.
- liquid solvent leaching of biomass is the preferred method for the removal of mineral impurities, more specifically from the alkaline metals of the biomass.
- the liquid solvent is an aqueous solution.
- the biomass demineralization proposed in the present invention is carried out in the vicinity of the pyrolysis plant located adjacent to the existing pulp mill or sugar cane plant, energy cane processing unit, or second or second cellulosic sugar production unit. (2G), or an industrial processing unit that has available utilities and equivalent net currents. Integration is by location sharing, allowing the leaching unit to leverage raw materials, co-products, utilities and infrastructure from the existing conventional unit, resulting in investment synergy benefits and gains and operating cost, or retrofitting the existing unit. , with the alteration of the conventional units to accommodate the pyrolysis plant, or even through remodeling, where the existing conventional unit is converted into a new biorefinery that has a biomass pyrolysis unit and other second generation processes.
- technology integration will occur by location sharing.
- the pulp production industry is water intensive and generally the use of this resource in the mill is rationalized.
- effluents such as condensation water, bleaching water, drying machine water, among others, can be used as process solvents. of biomass leaching.
- Table 1 shows the solvents from the pulp mill that can be used for the integration proposed in this patent.
- the pulp mill's waste stream is valued, in addition to the use of distilled or deionized water, which would make commercial leaching unfeasible.
- Table 2 presents the solvents from the existing sugarcane or energy cane processing plant that can be used for the proposed integration.
- the effluents pretreatment gas scrubbing water, cake filtration and condensate evaporation of sugar liquor, among others, as solvents in the leaching process.
- Table 3 presents the solvents from the cellulosic sugar production plant that can be used in the proposed integration. TABLE 3:
- the solvents mentioned in Tables 1, 2 and 3 have different characteristics that may affect the quality of the bio-oil produced. Depending on the final application of the bio-oil, different solvents may be used in the biomass pretreatment process.
- the present invention proposes a leaching method that is easily integrated into the existing cellulose or sugarcane mill or even second generation process and promotes effective and viable demineralization of the lignocellulosic biomass. For this purpose, effluents from existing plants, biomass particle size compatible with industrial applications, reduced residence time, high consistency and maximum recovery of organic solids are used in the process.
- the particle size of the processed cellulosic material is variable and depends on the sample collection point at the manufacturing unit to be integrated. Particle size directly influences the biomass leaching rate (the smaller the particle size, the larger the surface area of the material and the higher the leaching rate) and the processing and transport of solids.
- Forest biomass consists mainly of bark and wood chips with particle size between 0.100 mm and 200 mm.
- the particle size of the forest biomass ranges from 0.150 mm to 80 mm. More preferably, the particle size of the forest biomass ranges from 0.100 mm to 20 mm, and even more preferably from 0. 250 mm to 10 mm.
- Sugarcane biomass such as straw and bagasse, as well as energy cane, may have different particle sizes.
- the sugarcane and energy cane biomass fed in the pretreatment process have a particle size between 0.050 mm and 400 mm.
- the particle size of sugarcane and energy cane biomass ranges from 0.050 mm to 50 mm. More preferably, the particle size of sugarcane and energy cane biomass ranges from 0.100 mm to 15 mm, more preferably from 0.100 mm to 10 mm.
- the biomass composition is also variable and depends on the location of the pretreatment facility and the availability of different types of lignocellulosic materials in the locality.
- the material may consist of 100% wood bark or 100% wood chips or, preferably, a mixture of both, in varying concentrations. In another embodiment, the material may consist of 50% wood bark and 50% wood chips. Preferably, the material has less than 50% wood bark.
- the material may consist of 5% wood bark and 95% wood chips, 10% wood bark and 90% wood chips, 15% wood bark and 85% wood chips. wood chips, 20% wood chips and 80% wood chips, 25% wood chips and 75% wood chips, or more preferably 30% wood chips and 70% chips wooden.
- Grass or agricultural residues from the sugar cane industry may also be employed.
- the material is comprised of sugarcane straw and bagasse, in addition to energy cane.
- Forestry biomass can also be mixed with sugarcane and sugarcane biomass in varying concentrations.
- the integrated biomass pretreatment process and its use as a process feedstock for the production of biochemicals and preferably biofuels of the present invention comprises the following steps: a) feeding at least one biomass or mixture of biomasses to a tank with mixing system; b) adding at least one solvent to the biomass of step (a); c) adjusting the consistency of the reaction medium;
- step (d) discharging the material obtained from step (d) for separation of the liquid and solid phases
- the biomass fed in step (a) may be defined from the group consisting of: wood, including bark and chips, leaves and roots; shrub and herbaceous biomass, including grass and herbs; sugar cane, including bagasse resulting from processing in industry and straw from harvesting; cane energy in its entirety, or just culms; straw and agricultural residues from corn processing, including cobs and leaves; cereal straw such as rice, wheat, rye, among others, as well as sawdust, cardboard and municipal organic waste; or a mixture thereof.
- part of the existing factory effluent is preferably used and attached as solvent (2) to the pretreatment (011) of the biomass (1) prior to disposal at the effluent treatment plant (033). .
- the biomass recovered from the leaching effluent (3) in the recuperator (022) after the pretreatment step is used for heat generation (4) in the biomass boiler of the existing manufacturing unit (044), and part of this energy may be used in the pretreated biomass dryer (055) (5).
- Dry pretreated biomass (6) is classified into equipment (066) and dry material with appropriate particle size specifications (7) is converted to rapid pyrolysis unit (077) into bio-oil (8).
- a tank with coupled agitation system or rotary drum (101) is fed with biomass (1) via a conveyor, feeder thread, bucket or pneumatic feeder.
- the solvent (2) is added to the system before or after the addition of biomass.
- the solvent is added until the consistency of the medium is adjusted between 1% and 30% (solids content, mass).
- the medium consistency is between 2% and 15%. More preferably, the medium consistency is between 5% and 15%. Even more preferably, the medium consistency is 5%.
- the rotary drum rotates between 5 and 300 rpm, preferably between 10 and 100 rpm, between 5 and 50 rpm. More preferably, the rotary drum rotates at 10 to 50 rpm, even more preferably at 10 to 30 rpm.
- the impeller rotates between 30 and 1000 rpm, between 100 and 750 rpm, preferably between 100 and 600 rpm. More preferably, the impeller speed is between 200 and 500 rpm.
- the rotation or agitation during leaching is adjusted taking into account sample homogenization, medium viscosity and electric power consumption, ensuring the viability of the proposed system on a commercial scale.
- the biomass leaching occurs in a tank with coupled agitation system or rotary drum (101) with simple conformation in one step, or in multiple stages with tanks and drums in series or parallel, and can occur and batch or continuous mode.
- the temperature of the medium varies according to the effluent employed (Table 1, Table 2 and Table 3).
- the medium temperature ranges from 25 ° C to 100 ° C, more preferably from 25 ° C to 80 ° C, even more preferably the medium temperature is 50 ° C.
- the pH of the medium varies according to the effluent employed (Table 1, Table 2 and Table 3).
- the pH of the medium ranges from 2.0 to 11.0, more preferably from 3.0 to 8.0, even more preferably, the pH of the medium is 5.0.
- Leaching time ranges from 1 to 60 minutes. Preferably the leaching time ranges from 2 to 30 minutes More preferably, the leaching time ranges from 3 to 15 minutes, and even more preferably, the leaching time is 5 minutes. Short leaching times are used, ensuring the viability of the proposed system on a commercial scale.
- the material (3) is discharged into a biomass dewatering screen (102).
- inorganic impurities may be rinsed or post-extracted from the biomass with solvent (4) applied directly to the dewatering screen with the aid of jets or spray.
- the liquid phase 8 is recycled to the leaching system or sent to the biomass fines recovery system 104, which may consist of a centrifugal machine, filter or decanter.
- the recovered liquid phase 10 of the mixture is either recycled to the leaching system or sent to the existing and adjacent plant effluent treatment plant.
- the liquid phase is sent to the field for fertigation purposes.
- the recovered biomass fines from the liquid phase (9) are dewatered in a dewatering machine or sent to the adjacent plant's wood yard or bagasse pile for drying and subsequent use in the boiler for heat and power generation.
- the separated biomass (5) is gravity fed into a secondary dewatering system (103).
- the secondary dewatering system 103 may be comprised of a press filter, belt filter, vacuum filter, membrane filter or screw dewaterer.
- the recovered biomass fraction (6) has a final humidity (solvent content, preferably aqueous solution) of between 30% and 60%, between 40% and 80%.
- the final humidity ranges between 40% and 70%. More preferably, the final moisture content of the biomass ranges from 40% to 60%. Even more preferably the final humidity is 60%.
- the liquid fraction (7) obtained in the secondary dewatering system (103) is sent to the biomass fines recovery system (104) for use of fine solids still present in the medium.
- a tank with coupled agitation system or rotary drum (201) is fed with biomass (11) through a belt, feeder thread, bucket or pneumatic feeder.
- the solvent (12) is added to the system before or after the addition of biomass.
- the solvent is added until the consistency of the medium is adjusted between 1% and 30% (solids content, mass basis).
- the consistency of the medium is between 2% and 15%, between 2% and 10%. More preferably, the medium consistency is between 5% and 15%. Even more preferably, the medium consistency is 5%.
- the rotary drum rotates between 5 and 300 rpm, preferably between 10 and 100 rpm, between 5 and 50 rpm. More preferably, the rotary drum rotates at 10 to 50 rpm, even more preferably at 10 to 30 rpm.
- the impeller rotates between 30 and 1000 rpm, between 100 and 750 rpm, preferably between 100 and 600 rpm. More preferably, the impeller speed is between 200 and 500 rpm.
- the rotation or agitation during leaching is adjusted taking into account sample homogenization, medium viscosity and electric power consumption, ensuring the viability of the proposed system on a commercial scale.
- Biomass leaching occurs in a tank with coupled agitation system or rotary drum (201) with simple conformation in one step, or in multiple stages with tanks and drums in series or parallel, and can occur and batch or continuous mode.
- the temperature of the medium varies according to the effluent employed.
- the medium temperature ranges from 25 ° C to 100 ° C, more preferably from 25 ° C to 80 ° C, even more preferably the medium temperature is 50 ° C.
- the pH of the medium varies according to the effluent employed (Table 1, Table 2 and Table 3.
- the pH of the medium ranges between 2.0 and 11.0, more preferably between 3.0 and 8.0, even more preferably.
- the pH of the medium is 5.0
- the leaching time varies between 1 and 60 minutes
- the leaching time varies between 2 and 30 minutes More preferably the leaching time varies between 3 and 15 minutes and even more preferably the leaching time is 5 minutes
- Low leaching times are used, ensuring the viability of the proposed system on a commercial scale.
- the material (13) is discharged into a dewatering system (202).
- the dewatering system may consist of a press filter, belt filter, vacuum filter, membrane filter or screw dewaterer.
- the liquid phase resulting from dewatering (15) is sent to a biomass fines recovery system (203) which may consist of a centrifuge, filter or decanter.
- the recovered liquid phase (17) of the mixture is either recycled to the leaching system or sent to the existing and adjacent plant effluent treatment plant.
- the liquid phase is sent to the field for fertigation purposes.
- the recovered biomass fines from the liquid phase (16) are dewatered in a dewatering machine sent to the existing and adjacent wood yard for drying and subsequent use in the boiler for heat and power generation.
- the separated biomass (14) has a final humidity between (solvent content, preferably aqueous solution) 30% to 60%, 40% to 80%.
- the final moisture ranges from 40% to 70%. More preferably, the final moisture content of the biomass ranges from 40% to 60%. Even more preferably the final humidity is 60%.
- biomass drying After biomass drying, it can be minced, sorted or used directly from the rapid pyrolysis process.
- Bio-oil produced from demineralized biomass has characteristics superior to those of bio-oil produced from non-demineralized biomass.
- Example 1 Effect of bark - and its impurities - on pyrolysis
- a sample of 50% chip and 50% eucalyptus bark was leached in a water-stirred solvent tank at three pH levels: 7.5, 5 and 4.
- the normal particle distribution is asymmetric, and the largest fraction of plant biomass has granulometry. less than or equal to 6 mm.
- the solvent temperature ranged from 30 to 70 ° C and no temperature control was performed during the demineralization process.
- the leaching consistency was 5% (solid / solvent ratio by mass basis).
- the time period of the process ranged from 5 to 30 minutes and agitation was maintained to deliver a system power of between 3 and 10 kW per m 3 .
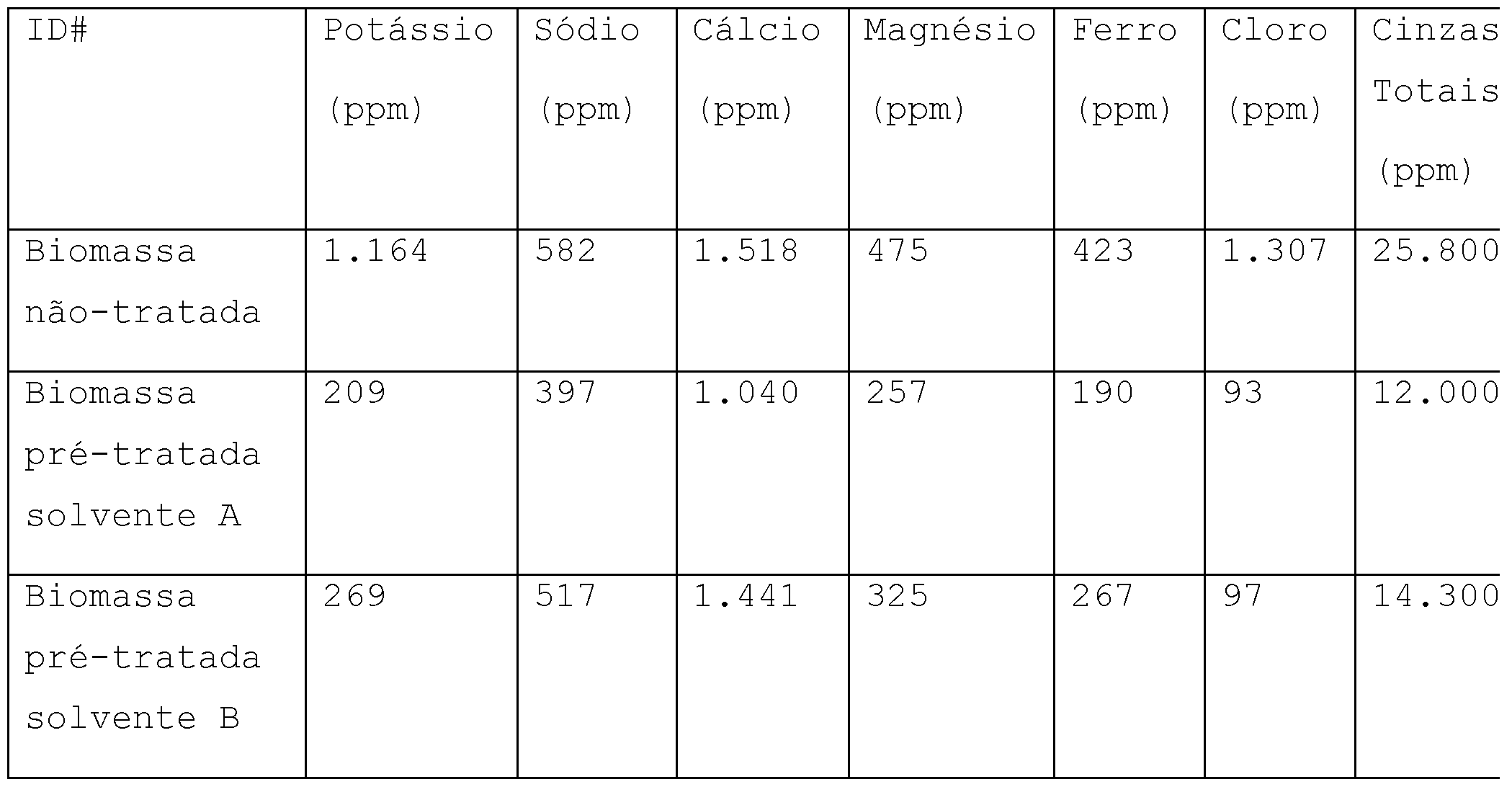
- Table 4 shows the metal concentration before and after demineralization of forest biomass.
- the data presented show average potassium reduction of 69%, 66% sodium, 15% magnesium and 35% calcium in the pretreated solid material.
- Pretreated biomass has the following potential gains over untreated biomass: increased biomass oil yield by 5% to 20% and biomass water content reduction 20% to 40% %.
- a 70% chip and 30% eucalyptus bark sample was leached into a solvent-stirred tank from a pulp mill, specifically a mixture of effluents from the log yard and black liquor evaporation. .
- the solvent has a temperature of 30 ° C and pH 6. No temperature or pH control was required during the demineralization process.
- the normal distribution of particles is asymmetric, and the largest fraction of plant biomass has a particle size less than or equal to 6 mm.
- the leaching consistency was 5% (solid / solvent ratio by mass basis).
- the leaching time was 5 minutes and stirring was maintained to deliver a system power of between 3 and 10 kW per m 3 . After demineralization, the biomass was dewatered and sent for analysis.
- Table 5 shows the metal concentrations before and after demineralization of forest biomass. The data presented show an average reduction of 65% potassium and 85% chlorine in the pretreated solid material. Pretreated biomass presents the following potential gains over untreated biomass: increased biomass oil yield by 1% to 5% and reduction of chlorine in bio-oil by 50% to 65%. Table 5: ID # Potassium Chlorine
- a sample with 30% chip and 70% eucalyptus bark was leached in a solvent-stirred water tank at three pH levels: 7, 5.5 and 4.
- the biomass sample was not conditioned (minced, graded or dried) and was taken. as supplied by existing pulp mill.
- the solvent temperature ranged from 30 to 70 ° C and no temperature control was performed during the demineralization process.
- the leaching consistency was 5% (solid / solvent ratio by mass basis).
- the time period of the process ranged from 5 to 30 minutes and agitation was maintained to deliver a system power of between 3 and 10 kW per m 3 .
- the lignocellulosic material was dewatered and sent for analysis. Table 6 shows the metal concentration before and after demineralization of forest biomass.
- a sample with 70% chip content and 30% eucalyptus bark was leached in a stirred tank with different solvents from the pulp mill, more specifically effluents from pulp drying machines.
- Solvent A has a temperature of 45 ° C and pH 4.6.
- Solvent B has a temperature of 50 ° C and pH 5.0. No temperature or pH control was required during the demineralization process.
- the normal distribution of particles is asymmetric, and the largest fraction of plant biomass has a particle size less than or equal to 6 mm.
- the leaching consistency was 5% (solid / solvent ratio by mass basis).
- the leaching time was 5 minutes and stirring was maintained to deliver a system power of between 3 and 10 kW per m 3 . After demineralization, the biomass was dewatered and sent for analysis.
- Table 7 shows the metal concentrations before and after forest biomass demineralization. The data presented show 82% potassium and 93% chlorine reduction in solid material pretreated with solvent A. For solvent B, potassium reduction was 77% and chlorine was 93% in material. pre-treated solid. Biomass pretreated with solvent A and solvent B have the following potential gains over untreated biomass: increased biomass oil based yield by 1% to 10% and reduction of chlorine in the bio-oil between 75% and 95%.
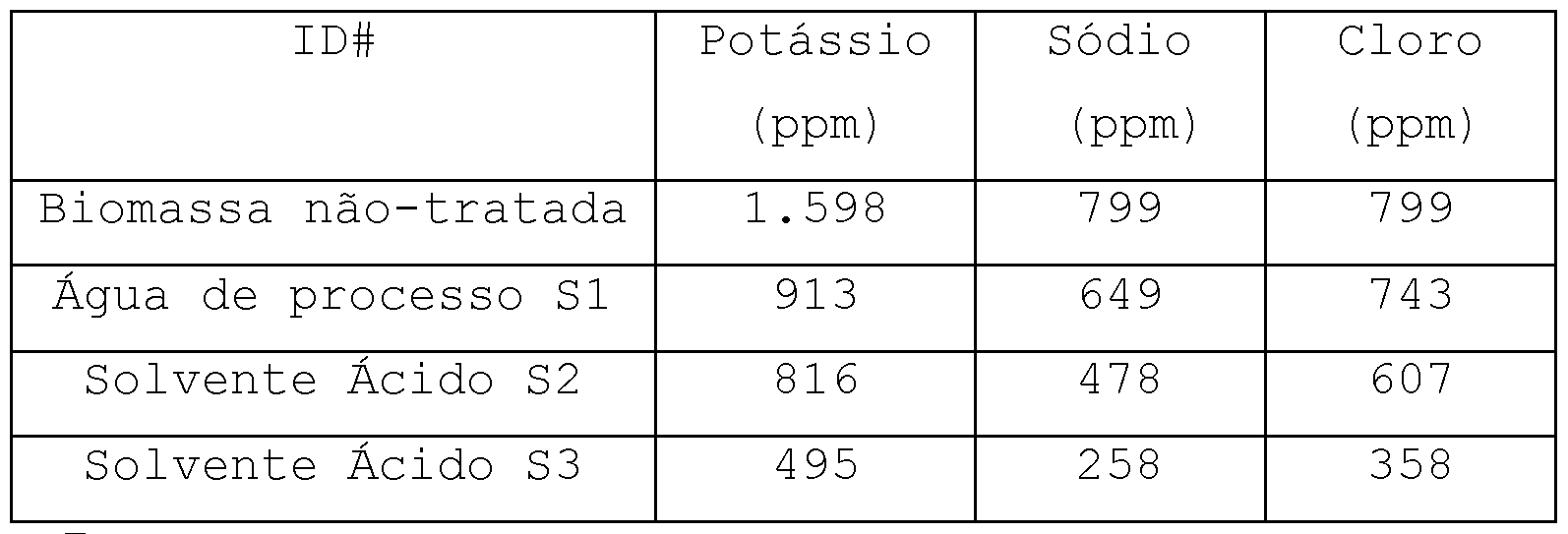
- Samples with 30% chip content and 70% eucalyptus bark were leached in a stirred tank with different types of solvents.
- Process water solvent SI
- S2 and S3 two other acidic solvents
- Other solvents have a pH between 7.0 and 4.0 and a temperature between 30 ° C and 70 ° C.
- the biomass sample was not conditioned (minced, sorted or dried) and was taken as supplied by an existing pulp mill.
- the leaching consistency was 5% (solid / solvent ratio by mass basis).
- the leaching time was 5 minutes for S1 and S2 solvents and 18 minutes for S3 solvent.
- the biomass treated according to the integrated process of the present invention showed reduction in the metal concentration, with efficiency and viability, maintaining the quality and yield in the bio-oil production according to the fast pyrolysis process. thus ensuring its applicability in direct combustion process, co-processing, among others.
- Example 8 Sample of chopped sugarcane straw was leached into a stirred tank with different solvents from the sugar and alcohol production plant, more specifically flammability effluents from the alcohol distillation column (C) and vegetable condensate from the concentration step and crystallization of sugar (D).
- Solvent C has a temperature of 50-60 ° C and a pH between 4.0 and 5.0.
- Solvent D has a temperature of 50-60 ° C and pH between 5.0 and 6.0. No temperature or pH control was required during the demineralization process.
- the normal particle distribution is asymmetric, with a high fraction of plant biomass having a particle size of less than or equal to 50 mm, preferably less than 10 mm.
- the consistency of the leaching was greater than 4% (solid / solvent ratio by mass basis).
- the leaching time was between 5 and 15 minutes and stirring was maintained to deliver a system power of between 3 and 10 kW per m 3 .
- the biomass was dewatered and considered for analysis.
- Pretreated biomass has a significant reduction in ash, as well as alkaline and alkaline earth metals, as well as chlorine.
- the reduction in the content of water-soluble metals (sodium, potassium) and chloride is high.
- Biomass pretreated with solvent C and solvent D shows potential gains over untreated sugarcane biomass as increased yield of bio-oil by 1% to 10%, reduction of chlorine and iron in bio-oil between 70% and 90% and water reduction in bio-oil between 5% and 20%.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Inorganic Chemistry (AREA)
- Biodiversity & Conservation Biology (AREA)
- Ecology (AREA)
- Forests & Forestry (AREA)
- General Chemical & Material Sciences (AREA)
- Agronomy & Crop Science (AREA)
- Processing Of Solid Wastes (AREA)
- Preparation Of Compounds By Using Micro-Organisms (AREA)
- Fats And Perfumes (AREA)
Abstract
Description


Claims
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BR112018074366-6A BR112018074366B1 (pt) | 2016-05-26 | 2017-05-26 | Processo integrado para conversão de biomassa com elevado teor de impureza, biomassa pré-tratada e uso da biomassa pré-tratada |
| NZ749637A NZ749637A (en) | 2016-05-26 | 2017-05-26 | Integrated process for the pre-treatment of biomass and production of bio-oil |
| AU2017268727A AU2017268727B2 (en) | 2016-05-26 | 2017-05-26 | Integrated process for the pre-treatment of biomass and production of bio-oil |
| CN201780046215.9A CN109661371A (zh) | 2016-05-26 | 2017-05-26 | 用于生物质预处理及生物油生产的集成方法 |
| US16/304,458 US11827860B2 (en) | 2016-05-26 | 2017-05-26 | Integrated process for the pre-treatment of biomass and production of bio-oil |
| CA3026306A CA3026306C (en) | 2016-05-26 | 2017-05-26 | Integrated process for the pre-treatment of biomass and production of bio-oil |
| EP17801854.5A EP3466881A4 (en) | 2016-05-26 | 2017-05-26 | INTEGRATED PROCESS FOR PRE-TREATING BIOMASS AND PRODUCING ORGANIC OIL |
| ZA2018/08570A ZA201808570B (en) | 2016-05-26 | 2018-12-19 | Integrated process for the pre-treatment of biomass and production of bio-oil |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201662341671P | 2016-05-26 | 2016-05-26 | |
| US62/341,671 | 2016-05-26 | ||
| US201762490966P | 2017-04-27 | 2017-04-27 | |
| US62/490,966 | 2017-04-27 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| WO2017201598A1 true WO2017201598A1 (pt) | 2017-11-30 |
| WO2017201598A8 WO2017201598A8 (pt) | 2022-12-01 |
Family
ID=60410924
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/BR2017/050133 Ceased WO2017201598A1 (pt) | 2016-05-26 | 2017-05-26 | Processo integrado para o pré-tratamento de biomassa e produção de bio-óleo |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US11827860B2 (pt) |
| EP (1) | EP3466881A4 (pt) |
| CN (1) | CN109661371A (pt) |
| AU (1) | AU2017268727B2 (pt) |
| CA (1) | CA3026306C (pt) |
| CL (1) | CL2018003368A1 (pt) |
| NZ (1) | NZ749637A (pt) |
| UY (1) | UY37264A (pt) |
| WO (1) | WO2017201598A1 (pt) |
| ZA (1) | ZA201808570B (pt) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021130679A1 (en) * | 2019-12-23 | 2021-07-01 | Kerry Luxembourg S.a.r.l. | Methods for formaldehyde control |
| CA3175712A1 (en) | 2020-05-22 | 2021-11-25 | Brian Foody | Converting lignocellulosic feedstock to fuel |
| US12435276B1 (en) * | 2022-04-27 | 2025-10-07 | Arborhill Ventures, Llc | Pyrolysis for the management of waste |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009003920A1 (en) * | 2007-06-29 | 2009-01-08 | Emmanouil Koukios | Method for the removal of inorganic components of biomass from agricultural, forest and urban sources |
| WO2010075429A1 (en) * | 2008-12-23 | 2010-07-01 | Kior Inc. | Bio-oil having reduced mineral content, and process for making |
| US20120144730A1 (en) * | 2009-03-24 | 2012-06-14 | Kior Inc. | Process for producing high quality bio-oil in high yield |
| WO2012089744A1 (en) * | 2010-12-30 | 2012-07-05 | Emmanouil Koukios | Method for the removal of inorganic components from biomass, coals, wastes, residues and sludges from sewage treatment plants for the production of clean materials |
| US20130263501A1 (en) * | 2012-04-06 | 2013-10-10 | James Russell Monroe | System and method for biomass fuel production and integrated biomass and biofuel production |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4179329A (en) * | 1976-01-09 | 1979-12-18 | Nalco Chemical Company | Removal of color from paper mill waste waters |
| US4159944A (en) * | 1978-02-13 | 1979-07-03 | Erickson Lennart G | Wastewater energy recycling method |
| FI122651B (fi) | 2004-11-19 | 2012-05-15 | Metso Paper Inc | Menetelmä ja laitteisto hakkeen käsittelemiseksi |
| AU2012331717A1 (en) * | 2011-11-03 | 2014-06-05 | Solray Holdings Limited | System for removal of toxic waste from woody materials |
| US8940060B2 (en) | 2011-12-15 | 2015-01-27 | Uop Llc | Methods and apparatuses for forming low-metal biomass-derived pyrolysis oil |
| NL2008682C2 (en) * | 2012-04-23 | 2013-10-31 | Stichting Energie | Wet biomass treatment. |
| CN103923948B (zh) * | 2013-01-11 | 2019-04-19 | 华中农业大学 | 一种利用有机废弃物制备乙醇,沼气和生物柴油的联产方法 |
| CN105473695A (zh) * | 2013-07-02 | 2016-04-06 | 生物泰码股份责任有限公司 | 由微藻类生产油的方法 |
| CN104232234A (zh) * | 2014-10-10 | 2014-12-24 | 苏州新协力环保科技有限公司 | 一种生物质燃料生产方法 |
| CN104673340B (zh) * | 2015-03-05 | 2017-05-10 | 东南大学 | 联合水洗‑烘焙预处理生物质微波热解多联产的系统装置与方法 |
-
2017
- 2017-05-26 AU AU2017268727A patent/AU2017268727B2/en active Active
- 2017-05-26 CA CA3026306A patent/CA3026306C/en active Active
- 2017-05-26 NZ NZ749637A patent/NZ749637A/en unknown
- 2017-05-26 CN CN201780046215.9A patent/CN109661371A/zh active Pending
- 2017-05-26 UY UY0001037264A patent/UY37264A/es active IP Right Grant
- 2017-05-26 US US16/304,458 patent/US11827860B2/en active Active
- 2017-05-26 WO PCT/BR2017/050133 patent/WO2017201598A1/pt not_active Ceased
- 2017-05-26 EP EP17801854.5A patent/EP3466881A4/en active Pending
-
2018
- 2018-11-26 CL CL2018003368A patent/CL2018003368A1/es unknown
- 2018-12-19 ZA ZA2018/08570A patent/ZA201808570B/en unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009003920A1 (en) * | 2007-06-29 | 2009-01-08 | Emmanouil Koukios | Method for the removal of inorganic components of biomass from agricultural, forest and urban sources |
| WO2010075429A1 (en) * | 2008-12-23 | 2010-07-01 | Kior Inc. | Bio-oil having reduced mineral content, and process for making |
| US20120144730A1 (en) * | 2009-03-24 | 2012-06-14 | Kior Inc. | Process for producing high quality bio-oil in high yield |
| WO2012089744A1 (en) * | 2010-12-30 | 2012-07-05 | Emmanouil Koukios | Method for the removal of inorganic components from biomass, coals, wastes, residues and sludges from sewage treatment plants for the production of clean materials |
| US20130263501A1 (en) * | 2012-04-06 | 2013-10-10 | James Russell Monroe | System and method for biomass fuel production and integrated biomass and biofuel production |
Non-Patent Citations (3)
| Title |
|---|
| CARPENTER, D. ET AL.: "Biomass feedstocks for renewable fuel production: a review of the impacts of feedstock and pretreatment on the yield and product distribution of fast pyrolysis bio-oils and vapors", GREEN CHEMISTRY, vol. 16, 11 November 2013 (2013-11-11), pages 384 - 406, XP055441140 * |
| See also references of EP3466881A4 * |
| STEFANIDIS, S.D. ET AL.: "Optimization of bio-oil yelds by demineralization of low quality biomass", BIOMASS AND BIOENERGY, vol. 83, 21 September 2015 (2015-09-21), pages 105 - 115, XP029326239 * |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112018074366A2 (pt) | 2019-03-06 |
| UY37264A (es) | 2018-01-02 |
| EP3466881A1 (en) | 2019-04-10 |
| WO2017201598A8 (pt) | 2022-12-01 |
| CA3026306C (en) | 2024-04-09 |
| BR112018074366A8 (pt) | 2022-11-16 |
| CL2018003368A1 (es) | 2019-06-21 |
| CA3026306A1 (en) | 2017-11-30 |
| US20190144773A1 (en) | 2019-05-16 |
| CN109661371A (zh) | 2019-04-19 |
| US11827860B2 (en) | 2023-11-28 |
| AU2017268727B2 (en) | 2021-06-03 |
| NZ749637A (en) | 2023-05-26 |
| AU2017268727A1 (en) | 2019-01-24 |
| ZA201808570B (en) | 2019-08-28 |
| EP3466881A4 (en) | 2020-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9840621B2 (en) | Compositions comprising lignocellulosic biomass and organic solvent | |
| Ge et al. | Effect of hydrothermal pretreatment on the demineralization and thermal degradation behavior of eucalyptus | |
| JP6882176B2 (ja) | 蒸解廃液およびその使用 | |
| US20200290896A1 (en) | Catalytic Fast Pyrolysis Process with Impurity Removal | |
| CA2803177C (en) | Organosolv process | |
| BRPI0804974B1 (pt) | Method for treating a biomass supply | |
| US20130252292A1 (en) | Biomass extraction process | |
| Lee et al. | Production of bio-oil with reduced polycyclic aromatic hydrocarbons via continuous pyrolysis of biobutanol process derived waste lignin | |
| WO2011097720A1 (en) | Organosolv process | |
| EP2071005A1 (en) | Process for the selective de-oxygenation of biomass | |
| US11827860B2 (en) | Integrated process for the pre-treatment of biomass and production of bio-oil | |
| WO2015199608A1 (en) | Depolymerisation of lignin | |
| Pinto et al. | Co-pyrolysis of pre-treated biomass and wastes to produce added value liquid compounds | |
| BR112018074366B1 (pt) | Processo integrado para conversão de biomassa com elevado teor de impureza, biomassa pré-tratada e uso da biomassa pré-tratada | |
| WO2013076362A1 (en) | Method for treating biomass | |
| Trinh et al. | Flash pyrolysis properties of algae and lignin residue | |
| US8636888B2 (en) | Process for improving the separation of oil/water mixtures | |
| WO2011138355A2 (de) | Verfahren zur herstellung von zellstoff und wenigstens einem organischen flüssigen oder verflüssigbaren wertstoff mit abgasrückführung | |
| Șenilă et al. | Vine shoots waste–new resources for bioethanol production | |
| Johnson | Hot water pretreatment to improve the selectivity of cellulose thermo-chemical reactions towards the production of anhydrosugars | |
| Özbay et al. | ALKALİ TUZLARIN KATALİZÖRLÜĞÜNDE KAYIN ODUNUNUN PİROLİZİ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 3026306 Country of ref document: CA |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17801854 Country of ref document: EP Kind code of ref document: A1 |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112018074366 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 2017801854 Country of ref document: EP Effective date: 20190102 |
|
| ENP | Entry into the national phase |
Ref document number: 2017268727 Country of ref document: AU Date of ref document: 20170526 Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 112018074366 Country of ref document: BR Kind code of ref document: A2 Effective date: 20181126 |