WO2018096834A1 - 樹脂成形体の製造方法 - Google Patents
樹脂成形体の製造方法 Download PDFInfo
- Publication number
- WO2018096834A1 WO2018096834A1 PCT/JP2017/037343 JP2017037343W WO2018096834A1 WO 2018096834 A1 WO2018096834 A1 WO 2018096834A1 JP 2017037343 W JP2017037343 W JP 2017037343W WO 2018096834 A1 WO2018096834 A1 WO 2018096834A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- thermoplastic resin
- resin
- melting point
- resin composition
- fine powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/04—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets uniaxial, e.g. oblique
- B29C55/06—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets uniaxial, e.g. oblique parallel with the direction of feed
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/24—Acids; Salts thereof
- C08K3/26—Carbonates; Bicarbonates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/06—Polyethylene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
- C08L23/12—Polypropene
Definitions
- the present invention relates to a method for producing a resin molded body.
- Patent Document 1 a resin composition containing 60% to 82% by weight of an inorganic substance powder and 18% to 40% by weight of a thermoplastic resin is kneaded and then formed into a sheet shape through a die, and then longitudinally and / or A manufacturing method of a thin film sheet with high blending of inorganic substance powder, which is stretched in the transverse direction to improve whiteness and opacity, is disclosed.
- a plastic sheet mainly composed of a thermoplastic resin is generally transparent or nearly transparent.
- this sheet is filled with inorganic fine powder, the opacity of the sheet is improved, but the whiteness remains at a low level.
- a heat treatment is usually performed after the stretching at a glass transition point, a softening point, or a softening point of the raw thermoplastic resin.
- annealing treatment a heat treatment
- the purpose is to prevent dimensional changes and strength reductions that occur after a product is produced due to the residual stress in the sheet generated up to the previous process.
- the heat treatment referred to as the annealing treatment there are usually many methods for maintaining the temperature at a high temperature for a long time.
- the present invention has been made in view of the above circumstances, and provides a method for producing a resin molded article excellent in elastic modulus and bending strength while keeping optical properties such as whiteness and opacity as high as possible. For the purpose.
- the present inventors first conducted an experiment on how the balance between the optical properties of the whiteness and opacity of the sheet and the bending strength changed by stretching, and obtained the results shown in Table 1 below. That is, when the inorganic fine powder is filled and the stretching is strengthened, the whiteness is remarkably improved, the opacity is slightly increased, and some of the measured values reach 100%. However, the bending strength was remarkably reduced, and a tendency to decrease the tensile strength was recognized.
- the present inventors performed a heat treatment temperature after stretching at a temperature higher than one melting point and lower than the other melting point for two types of thermoplastic resins having different melting points.
- the inventors have found that it is possible to obtain a resin molded article excellent in elastic modulus and bending strength while maintaining opacity as high as possible, and have completed the present invention. More specifically, the present invention aims to provide the following.
- thermoplastic resin a thermoplastic resin having a higher melting point than the first thermoplastic resin, and an inorganic fine powder to obtain a resin composition; Stretching the resin composition below the melting point of the first thermoplastic resin; Heat-treating the stretched resin composition at a temperature not lower than the melting point of the first thermoplastic resin and lower than the melting point of the second thermoplastic resin.
- thermoplastic resin is polyethylene and the second thermoplastic resin is polypropylene.
- a first thermoplastic resin, a second thermoplastic resin having a melting point higher than that of the first thermoplastic resin, and an inorganic fine powder are mixed to obtain a resin composition.
- a step of heat-treating at a temperature is also included in the temperature.
- the present invention includes a step of stretching the resin composition containing the first thermoplastic resin, the second thermoplastic resin, and the inorganic fine powder at a temperature lower than the melting point of the first thermoplastic resin.
- a large number of pores are formed in the resin composition.
- the elastic modulus and the bending strength are improved by heat-treating the resin composition at a temperature not lower than the melting point of the first thermoplastic resin and lower than the melting point of the second resin, While the internal strain is removed, many of the pores derived from the first thermoplastic resin are blocked, and many of the pores derived from the second thermoplastic resin remain, so the whiteness and opacity are relatively high. Maintained. As a result, it is possible to obtain a resin molded article having an excellent balance between optical properties such as whiteness and opacity, and mechanical properties such as elastic modulus and bending strength.
- the first thermoplastic resin, the second thermoplastic resin, and the inorganic fine powder are mixed to obtain a resin composition.
- the first thermoplastic resin, the second thermoplastic resin, and the inorganic fine powder are melted and kneaded at a temperature equal to or higher than the melting point of the second thermoplastic resin to obtain a resin composition.
- the resin composition can be obtained by kneading in advance with a kneading machine, once producing mixed pellets, then forming into a sheet with an extrusion molding machine, or directly kneading by biaxial extrusion molding or the like.
- the molding may be performed with a single machine to form a sheet.
- the inorganic fine powder in the thermoplastic resin it is preferable to knead by applying a high shear stress, for example, kneading with a biaxial kneader.
- a high shear stress for example, kneading with a biaxial kneader.
- the resin composition containing an inorganic fine powder has a high viscosity at the time of melting, the design is such that the kneading part of the extruder is lengthened.
- Step of stretching resin composition In the step of stretching the resin composition in the present invention, the resin composition is stretched at a temperature lower than the melting point of the first thermoplastic resin. By stretching the resin composition below the melting point of the first thermoplastic resin, pores are likely to be generated in the resin composition, and a resin molded product having high opacity and whiteness can be easily obtained.
- the stretching conditions need to be set as appropriate according to the desired specific gravity (density) according to the resin molded body, and are uniaxial in the longitudinal or lateral direction, or sequentially or simultaneously biaxially stretched in the longitudinal and lateral directions.
- Adopt one of the following.
- the necessary draw ratio can also be calculated by calculation.
- the weight per square meter (also referred to as basis weight) W (g / m 2 ) of the resin composition before being stretched is measured, and the apparent specific gravity D and aspect ratio (longitudinal direction and vertical direction) of the product determined in the production plan are measured.
- the ratio R of the draw ratio in the transverse direction (R) and the target value T (cm) of the thickness of the product after transverse stretching In addition, it can be easily estimated by operating experience for each device.
- the stretched resin composition is heat-treated at a temperature not lower than the melting point of the first thermoplastic resin and lower than the melting point of the second thermoplastic resin.
- the heat-treated resin molded body is freed from internal strain, and at least a part of the pores derived from the first thermoplastic resin is blocked, leaving the pores derived from the second thermoplastic resin. .
- the whiteness and opacity values vary greatly.
- the stretched resin composition is heat-treated at a temperature lower than the melting point of the first thermoplastic resin, even if opacity and whiteness are ensured, bending strength and elastic modulus are lowered.
- the stretched resin composition is heat-treated at a temperature above the melting point of the second thermosetting resin, the opacity and whiteness are lowered even if the bending strength and the elastic modulus are ensured.
- the temperature for the heat treatment is not particularly limited as long as the temperature is equal to or higher than the melting point of the first thermoplastic resin and lower than the melting point of the second thermoplastic resin, and may be appropriately set according to the melting points of both.
- the melting point of the second thermoplastic resin is preferably closer to the melting point of the second thermoplastic resin than the melting point of the first thermoplastic resin.
- the melting point of the second thermoplastic resin is ⁇ 40 ° C.
- the melting point of the second thermoplastic resin is preferable, the melting point of the second thermoplastic resin is ⁇ 30 ° C., more preferably the melting point of the second thermoplastic resin, and the melting point of the second thermoplastic resin.
- the melting point is ⁇ 20 ° C. to the melting point of the second thermoplastic resin, and it is even more preferable that the melting point of the second thermoplastic resin is ⁇ 10 ° C. to the melting point of the second thermoplastic resin.
- the heat treatment temperature is preferably closer to the melting point of the first thermoplastic resin than the melting point of the second thermoplastic resin, for example, the first thermoplastic resin.
- the melting point of the first thermoplastic resin is more preferably + 40 ° C., more preferably the melting point of the first thermoplastic resin to the melting point of the first thermoplastic resin + 30 ° C., and the first heat
- the melting point of the plastic resin to the melting point of the first thermoplastic resin + 20 ° C. is even more preferable, and the melting point of the first thermoplastic resin to the melting point of the first thermoplastic resin + 10 ° C. is even more preferable.
- the selection of the first thermoplastic resin and the second thermoplastic resin is not particularly limited as long as the second thermoplastic resin has a higher melting point than the first thermoplastic resin.
- polyethylene high density polyethylene / low density
- Polyethylene ultra high molecular weight polyethylene
- ultra high molecular weight polyethylene polypropylene
- polystyrene polyethylene terephthalate
- the first thermoplastic resin and the second thermoplastic resin can be selected in consideration of the melting point. it can.
- polyethylene resin especially high-density polyethylene or ultra-high molecular weight polyethylene
- polypropylene resin especially isotactic
- tic homopolypropylene it is preferable to use
- the blending ratio of the first thermoplastic resin and the second thermoplastic resin may be appropriately set according to a desired resin molded body, and is not particularly limited.
- the stretching temperature, whiteness, opacity, and bending are not particularly limited. From the viewpoint of easily balancing strength and elastic modulus, the ratio is preferably 1: 0.2 to 5, more preferably 1: 0.3 to 3.3, and 1: 0.5 to 2. It is particularly preferred that
- the molecular weight distribution Mw / Mn which is the ratio of the weight average molecular weight Mw and the number average molecular weight Mn of the second thermoplastic resin, is preferably 1 or more and 20 or less, and more preferably 5 or more and 15 or less.
- the molecular weight distribution Mz / Mn which is the ratio of the average molecular weight Mz and the number average molecular weight Mn of the second thermoplastic resin, is preferably 10 or more and 100 or less, and more preferably 20 or more and 50 or less.
- the molecular weight distributions Mw / Mn and Mz / Mn of the second thermoplastic resin are in the above ranges, it is easy to obtain a resin molded body having an excellent balance between whiteness and opacity, bending strength, and elastic modulus. If the molecular weight distribution is too narrow, the kneadability of the two thermoplastic resins deteriorates, the whiteness and the opacity tend to be nonuniform, and the physical properties of the sheet also become nonuniform. When the molecular weight distribution is too wide, the spot of the melting point becomes wide, so that it becomes difficult to control the stretching temperature and the heat treatment temperature, and it becomes difficult to obtain desired whiteness, opacity, bending stiffness and elastic modulus.
- the molecular weight distribution Mw / Mn which is the ratio of the weight average molecular weight Mw and the number average molecular weight Mn of the first thermoplastic resin, is preferably 1 or more and 100 or less, and more preferably 10 or more and 40 or less.
- the molecular weight distribution Mz / Mn which is the ratio of the average molecular weight Mz and the number average molecular weight Mn of the first thermoplastic resin, is preferably 50 or more and 200 or less, and more preferably 80 or more and 150 or less.
- the molecular weight distribution Mw / Mn ⁇ Mz / Mn of the first thermoplastic resin is in the above range, it is easy to obtain a resin molded body having an excellent balance of whiteness, opacity, bending strength, and elastic modulus. If the molecular weight distribution is too narrow, the kneadability of the two thermoplastic resins deteriorates, the whiteness and the opacity tend to be nonuniform, and the physical properties of the sheet also become nonuniform. When the molecular weight distribution is too wide, the spot of the melting point becomes wide, so that it becomes difficult to control the stretching temperature and the heat treatment temperature, and it becomes difficult to obtain desired whiteness, opacity, bending stiffness and elastic modulus.
- the weight average molecular weight Mw, the number average molecular weight Mn, and the average molecular weight Mz are measured by a gel permeation (GPC) method.
- the melt mass flow rate (MFR) of the first thermoplastic resin is preferably 0.02 g / 10 or more and 2.0 g / 10 minutes or less, and 0.1 g / 10 or more and 1.0 g / 10 minutes or less. More preferably, when the melt mass flow rate of the first thermoplastic resin is in the above range, it is easy to obtain a resin molded article excellent in balance between whiteness and opacity, bending strength and elastic modulus.
- the melt mass flow rate (MFR) of the second thermoplastic resin is preferably 0.02 g / 10 or more and 2.0 g / 10 minutes or less, and 0.1 g / 10 or more and 1.0 g / 10 minutes or less. Preferably there is.
- MFR melt mass flow rate
- Melt mass flow rate is an index indicating the fluidity at the time of melting, and means a value measured according to JIS K 7210.
- a melt indexer is used with a load of 21.18 N, a temperature of 230 ° C. for polypropylene resin and a temperature of 190 ° C. for polyethylene resin. There is a way to measure.
- the blending ratio of the inorganic fine powder is not particularly limited. However, the larger the amount, the more easily the voids are formed during stretching, and the opacity is improved. Preferably, 60 mass% or more is even more preferable.
- the upper limit of the amount of the inorganic fine powder contained in the entire composition is not particularly limited, but is preferably 80% by mass or less from the viewpoint of kneadability and bending strength.
- the average particle size of the inorganic fine powder is preferably from 0.1 ⁇ m to 50 ⁇ m, more preferably from 1.0 ⁇ m to 15 ⁇ m.
- the average particle size of the inorganic fine powder is in the above range, it is easy to obtain a resin molded body having an excellent balance between whiteness and opacity, bending strength, and elastic modulus.
- the average particle diameter of the inorganic fine powder is too large, the inorganic fine powder is easily detached from the surface of the resin molded body. If the average particle size of the inorganic fine powder is too small, the viscosity increases when kneaded with the thermoplastic resin, and the kneadability tends to deteriorate.
- the average particle size of the inorganic fine powder in the present invention is a 50% particle size (d50) obtained from a cumulative distribution curve measured with a laser diffraction particle size distribution analyzer.
- the inorganic fine powder examples include calcium carbonate, titanium oxide, silica, clay, talc, kaolin and aluminum hydroxide, and calcium carbonate is particularly preferable. These may be used alone or in combination of two or more. In order to improve the dispersibility or reactivity of the inorganic fine powder, the surface of the inorganic fine powder may be modified in advance according to a conventional method.
- the resin composition of the present invention is selected from lubricants, antioxidants, UV absorbers, pigments for coloring, dispersants, antistatic agents, flame retardants, etc. in addition to the above-described thermoplastic resin and inorganic fine powder 1 More than one kind of auxiliary agent can be added within a range not contrary to the purpose.
- the use of the produced resin molded body is not particularly limited, but is particularly suitable for the balance of whiteness and opacity, bending strength and elastic modulus.
- printing paper, information paper, packaging, card use For example, it is suitable for business cards, processed cardboard, and the like.
- Sample A was kneaded directly with a fine powder of calcium carbonate and polyethylene resin at a mass ratio of 60:40 using a twin-screw coaxial extruder, and extruded into a sheet form from a ⁇ die. It produced by extending
- Sample B was prepared by changing the mass ratio of the fine powder of calcium carbonate and the polyethylene resin to 70:30, extruding into a sheet shape in the same manner as Sample A, and then stretching under the conditions shown in Table 1 below.
- PE melting point 133 ° C.
- CC Calcium carbonate
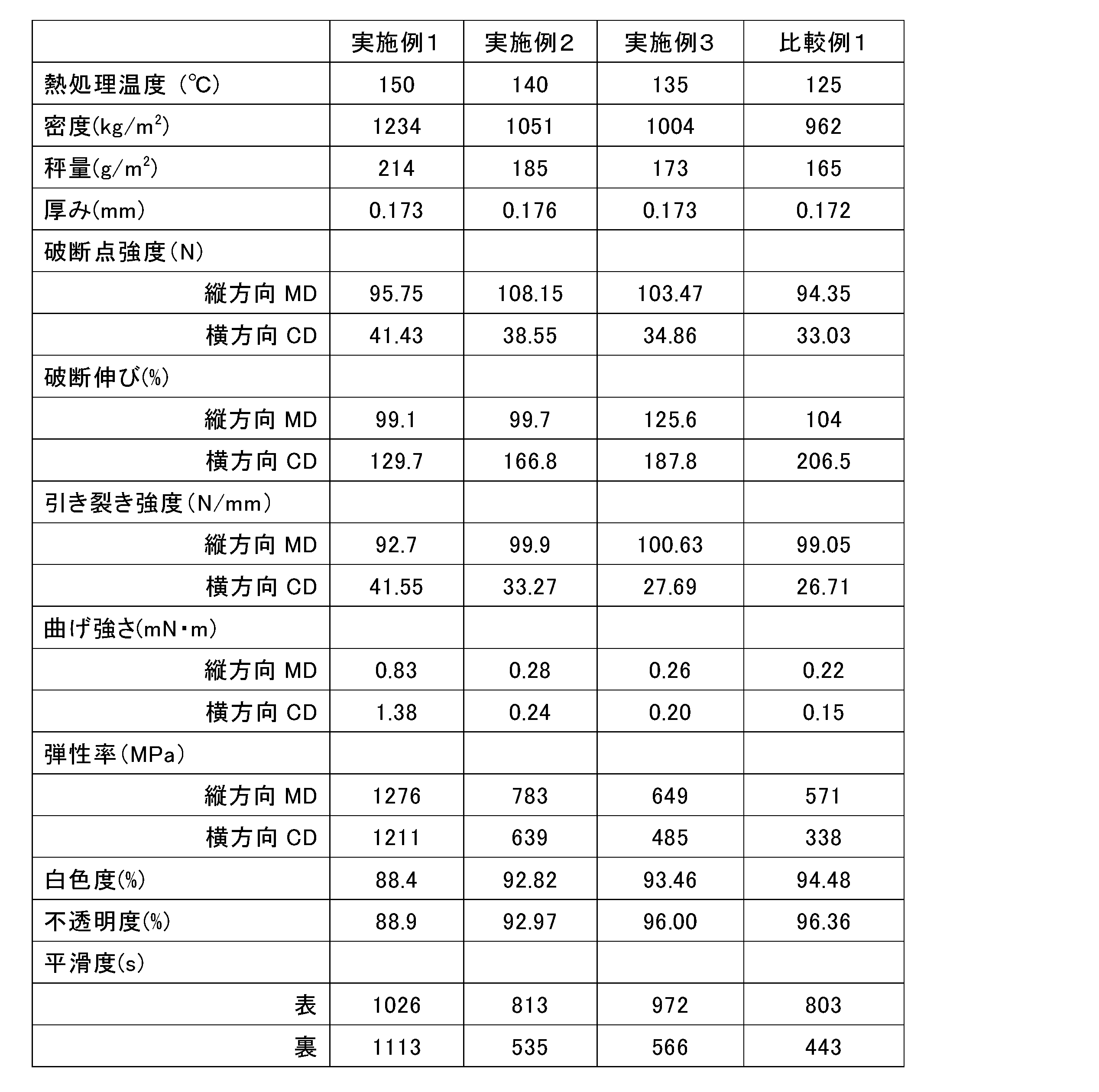
- the sheet resin molded bodies of Example 1, Example 2, and Example 3 have moderate strengths such as breaking strength, breaking elongation, and tear strength, as in Comparative Example 1. It can be seen that the bending stiffness is improved as compared with Comparative Example 1 while ensuring opacity and whiteness. In particular, it can be seen that the sheet resin molded body of Example 1 is greatly improved in bending strength and elastic modulus as compared with Comparative Example 1.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
白色度及び不透明度等の光学的性質を出来る限り高く保ちながら、弾性率及び曲げ強さが優れた樹脂成形体の製造方法を提供する。 本発明の樹脂成形体の製造方法は、第1の熱可塑性樹脂と、該第1の熱可塑性樹脂より融点の高い第2の熱可塑性樹脂と、無機微細粉末と、を混合し、樹脂組成物を得る工程と、樹脂組成物を第1の熱可塑性樹脂の融点未満で延伸する工程と、延伸後の樹脂組成物を、前記第1の熱可塑性樹脂の融点以上でありかつ前記第2の熱可塑性樹脂の融点未満の温度で熱処理する工程と、を有する。
Description
本発明は、樹脂成形体の製造方法に関する。
熱可塑性樹脂に無機微細粉末を配合して樹脂成形体を製造する場合、白色度、不透明度などの光学的性質と、弾性率、曲げ強さなどの力学的性質をバランスさせることが重要である。
無機微細粉末高配合の樹脂成形体のシートを得るために、無機微細粉末を樹脂に高配合してシートをつくり、さらに該シートを延伸する方法が提案されている。すなわち特許文献1には、無機物質粉末を60重量%~82重量%、熱可塑性樹脂を18重量%~40重量%含む樹脂組成物を混練後ダイスを通してシート状に成形した後、縦または/及び横方向に延伸して、白色度及び不透明度を向上させてつくる無機物質粉末高配合薄膜シートの製造方法が開示されている。
熱可塑性樹脂を主成分とするプラスチックシートは、一般に、透明乃至は透明に近い。このシートに無機微細粉末を充填していくと、シートの不透明度が向上するが、白色度は低いレベルにとどまる。
上記の場合でも、延伸倍率を高めると、白色度は顕著に向上し、不透明度も若干向上するが、曲げ強さは低下する。しかし、その後、実用面で、延伸したシートの、特に曲げ強さに問題が出始めた。
一方で、熱可塑性樹脂を主成分とする樹脂成形体シートを延伸処理する場合、通常延伸後に原料の熱可塑性樹脂のガラス転移点または軟化点または軟化点以下で熱処理(いわゆるアニーリング処理)を行なうことが多い。その目的は、その前工程までに生じたシート内の残留応力により製品となった後に起る寸法変化や強度の低下を防ぐことにある。
しかし、上記アニーリング処理といわれる熱処理としては、通常は長時間以上にわたって高温度に保つ方法が多い。
本発明は以上の実情に鑑みてなされたものであり、白色度及び不透明度等の光学的性質を出来る限り高く保ちながら、弾性率及び曲げ強さが優れた樹脂成形体の製造方法を提供することを目的とする。
本発明者らは、まず延伸によって、シートの白色度及び不透明度の光学的性質と曲げ強さのバランスがどのように変わるか実験したところ、下記の表1のような結果を得た。すなわち、無機微細粉末を充填し、延伸を強めていくと、白色度は顕著に向上し、不透明度も若干ではあるが上昇し、測定値として100%に到達したものもある。しかし、曲げ強さは著しく減少し、引張強さにも減少の傾向が認められた。
本発明者らは、上記問題点を改善するため、融点の異なる2種類の熱可塑性樹脂について、延伸後の熱処理温度を、一方の融点より高い温度かつ他方の融点以下で行うことで、白色度及び不透明度を出来る限り高く保持しながら、弾性率及び曲げ強さが優れた樹脂成形体を得られることを見出し、本発明を完成するに至った。より具体的には、本発明は以下のようなものを提供することを目的とする。
(1) 樹脂成形体の製造方法であって、
第1の熱可塑性樹脂と、該第1の熱可塑性樹脂より融点の高い第2の熱可塑性樹脂と、無機微細粉末とを混合し、樹脂組成物を得る工程と、
前記樹脂組成物を前記第1の熱可塑性樹脂の融点未満で延伸する工程と、
延伸後の樹脂組成物を、前記第1の熱可塑性樹脂の融点以上でありかつ前記第2の熱可塑性樹脂の融点未満の温度で熱処理する工程と、を有する、方法。
第1の熱可塑性樹脂と、該第1の熱可塑性樹脂より融点の高い第2の熱可塑性樹脂と、無機微細粉末とを混合し、樹脂組成物を得る工程と、
前記樹脂組成物を前記第1の熱可塑性樹脂の融点未満で延伸する工程と、
延伸後の樹脂組成物を、前記第1の熱可塑性樹脂の融点以上でありかつ前記第2の熱可塑性樹脂の融点未満の温度で熱処理する工程と、を有する、方法。
(2) 樹脂組成物を得る工程において、前記無機微細粉末が、樹脂組成物全体の質量に対して50質量%以上混合される、(1)に記載の方法。
(3) 前記第1の熱可塑性樹脂がポリエチレンであり、前記第2の熱可塑性樹脂がポリプロピレンである、(1)又は(2)に記載の方法。
(4) 前記無機微細粉末が、炭酸カルシウムを含む、(1)から(3)のいずれかに記載の方法。
本発明によれば、白色度及び不透明度と曲げ強さ及び弾性率のバランスに優れた樹脂成形体を得ることができる。
以下、本発明の実施形態について詳細に説明するが、本発明は以下の実施形態に何ら限定されるものでなく。本発明の目的の範囲内において適宜変更を加えて実施することができる。
本発明の樹脂成形体の製造方法は、第1の熱可塑性樹脂と、第1の熱可塑性樹脂より融点の高い第2の熱可塑性樹脂と、無機微細粉末とを混合し、樹脂組成物を得る工程と、樹脂組成物を第1の熱可塑性樹脂の融点未満で延伸する工程と、延伸後の樹脂組成物を、第1の熱可塑性樹脂の融点以上でありかつ第2の樹脂の融点未満の温度で熱処理する工程とを有する方法である。
本発明は、第1の熱可塑性樹脂と第2の熱可塑性樹脂と無機微細粉末とを含む樹脂組成物について、第1の熱可塑性樹脂の融点未満の温度で延伸する工程を含むので、この際に樹脂組成物中に多数の空孔が形成される。さらに、その後の工程で、樹脂組成物を第1の熱可塑性樹脂の融点以上であり、かつ第2の樹脂の融点未満の温度で熱処理することにより、弾性率と曲げ強さが向上する一方、内部歪みが取り除かれるとともに、第1の熱可塑性樹脂に由来する空孔の多くは閉塞され、第2の熱可塑性樹脂に由来する空孔の多くは残るため、白色度及び不透明度が比較的高く維持される。その結果、白色度及び不透明度等の光学的性質と弾性率、曲げ強さ等の力学的性質のバランスが優れた樹脂成形体を得ることができる。
以下、本発明の樹脂成形体の製造方法における各工程について、それぞれ説明する。
[樹脂組成物を得る工程]
本発明における樹脂組成物を得る工程においては、第1の熱可塑性樹脂と第2の熱可塑性樹脂と無機微細粉末とを混合し、樹脂組成物を得る。具体的には、第1の熱可塑性樹脂と第2の熱可塑性樹脂と無機微細粉末とを、第2の熱可塑性樹脂の融点以上で溶融させて混練し、樹脂組成物を得る。樹脂組成物を得る方法は、混錬機で予め混錬を行い、一旦混合ペレットを製造した後、押出成形機でシートに成形してもよく、または二軸の押出成形などによって、直接混錬と成形を単一の機械で行ってシート化してもよい。熱可塑性樹脂に無機微細粉末を均一に分散させる観点から、高い剪断応力を作用させて混練することが好ましく、例えば二軸混練機で混練することが好ましい。また、無機微細粉末を含む樹脂組成物は溶融時粘度が高いため、押出成形機の混練部分を長くする等の設計がとられている。
本発明における樹脂組成物を得る工程においては、第1の熱可塑性樹脂と第2の熱可塑性樹脂と無機微細粉末とを混合し、樹脂組成物を得る。具体的には、第1の熱可塑性樹脂と第2の熱可塑性樹脂と無機微細粉末とを、第2の熱可塑性樹脂の融点以上で溶融させて混練し、樹脂組成物を得る。樹脂組成物を得る方法は、混錬機で予め混錬を行い、一旦混合ペレットを製造した後、押出成形機でシートに成形してもよく、または二軸の押出成形などによって、直接混錬と成形を単一の機械で行ってシート化してもよい。熱可塑性樹脂に無機微細粉末を均一に分散させる観点から、高い剪断応力を作用させて混練することが好ましく、例えば二軸混練機で混練することが好ましい。また、無機微細粉末を含む樹脂組成物は溶融時粘度が高いため、押出成形機の混練部分を長くする等の設計がとられている。
[樹脂組成物を延伸する工程]
本発明における樹脂組成物を延伸する工程においては、樹脂組成物を、第1の熱可塑性樹脂の融点未満の温度で延伸する。樹脂組成物を第1の熱可塑性樹脂の融点未満で延伸することにより、樹脂組成物中に空孔が生じやすくなり、不透明度・白色度が高い樹脂成形体を得やすい。
本発明における樹脂組成物を延伸する工程においては、樹脂組成物を、第1の熱可塑性樹脂の融点未満の温度で延伸する。樹脂組成物を第1の熱可塑性樹脂の融点未満で延伸することにより、樹脂組成物中に空孔が生じやすくなり、不透明度・白色度が高い樹脂成形体を得やすい。
延伸条件は、樹脂成形体に応じて、さらに所望の比重(密度)により適宜設定する必要があり、また縦若しくは横方向に一軸、又は、縦及び横方向に逐次延伸若しくは同時二軸の延伸処理のいずれかを採用する。
必要な延伸倍率は、計算により算出することも可能である。延伸をかける前の樹脂組成物の1平方メートルあたりの重量(坪量ともいう。)W(g/m2)を測定し、生産計画で定められた製品の見かけ比重D及び縦横比(縦方向と横方向の延伸倍率の比)Rと、横延伸後の製品の厚さの目標値T(cm)を使って、次式により延伸倍率(縦方向X倍、横方向Y倍)を決め、延伸を行うことができ、さらに装置ごとの操業経験で容易に推定可能である。
(式1)
X2=W×10-4/(D×Z×R×T)
X=RY
式中、 D:生産計画で定められた製品の見かけ比重
R:生産計画で定められた縦横比(縦方向と横方向の延伸倍率の比)
W:縦延伸をかける前の薄膜材料の1平方メートルあたりの重量(g)
X:縦方向の延伸倍率
Y:横方向の延伸倍率
Z:縦延伸によるシートの横方向の長さの収縮倍率もしくは伸長倍率
(式1)
X2=W×10-4/(D×Z×R×T)
X=RY
式中、 D:生産計画で定められた製品の見かけ比重
R:生産計画で定められた縦横比(縦方向と横方向の延伸倍率の比)
W:縦延伸をかける前の薄膜材料の1平方メートルあたりの重量(g)
X:縦方向の延伸倍率
Y:横方向の延伸倍率
Z:縦延伸によるシートの横方向の長さの収縮倍率もしくは伸長倍率
[熱処理する工程]
本発明における熱処理する工程においては、延伸後の樹脂組成物を、前記第1の熱可塑性樹脂の融点以上でありかつ前記第2の熱可塑性樹脂の融点未満の温度で熱処理する。これにより、熱処理された樹脂成形体は、内部歪みが取り除かれるとともに、第1の熱可塑性樹脂に由来する空孔の少なくとも一部は閉塞され、第2の熱可塑性樹脂に由来する空孔は残る。その結果、白色度及び不透明度をかなりのレベルに維持しながらも、曲げ強さと弾性率の優れた樹脂成形体を得ることができる。
本発明における熱処理する工程においては、延伸後の樹脂組成物を、前記第1の熱可塑性樹脂の融点以上でありかつ前記第2の熱可塑性樹脂の融点未満の温度で熱処理する。これにより、熱処理された樹脂成形体は、内部歪みが取り除かれるとともに、第1の熱可塑性樹脂に由来する空孔の少なくとも一部は閉塞され、第2の熱可塑性樹脂に由来する空孔は残る。その結果、白色度及び不透明度をかなりのレベルに維持しながらも、曲げ強さと弾性率の優れた樹脂成形体を得ることができる。
熱処理の工程の条件、特に熱処理の温度を上下に変化させることにより、白色度及び不透明度の数値は大きく変わる。延伸後の樹脂組成物を第1の熱可塑性樹脂の融点未満で熱処理した場合には、不透明度と白色度は確保されても、曲げ強さと弾性率が低下してしまう。延伸後の樹脂組成物を第2の熱可性樹脂の融点超の温度で熱処理すると、曲げ強さと弾性率は確保されても、不透明度と白色度が低下してしまう。
熱処理する温度は、第1の熱可塑性樹脂の融点以上でありかつ前記第2の熱可塑性樹脂の融点未満の温度であれば、特に限定されず、両者の融点に応じて適宜設定すればよいが、曲げ強さと弾性率を確保する点からは、第1の熱可塑性樹脂の融点よりも第2の熱可塑性樹脂の融点に近い方が好ましく、例えば、第2の熱可塑性樹脂の融点-40℃~第2の熱可塑性樹脂の融点であることが好ましく、第2の熱可塑性樹脂の融点-30℃~第2の熱可塑性樹脂の融点であることがより好ましく、第2の熱可塑性樹脂の融点-20℃~第2の熱可塑性樹脂の融点であることがさらに好ましく、第2の熱可塑性樹脂の融点-10℃~第2の熱可塑性樹脂の融点であることがより一層好ましい。他方、白色度及び不透明度が高くなる観点から、熱処理の温度は、第2の熱可塑性樹脂の融点よりも第1の熱可塑性樹脂の融点に近い方が好ましく、例えば、第1の熱可塑性樹脂の融点~第1の熱可塑性樹脂の融点+40℃であることがより好ましく、第1の熱可塑性樹脂の融点~第1の熱可塑性樹脂の融点+30℃であることがさらに好ましく、第1の熱可塑性樹脂の融点~第1の熱可塑性樹脂の融点+20℃であることがより一層好ましく、第1の熱可塑性樹脂の融点~第1の熱可塑性樹脂の融点+10℃であることがより一層好ましい。
[熱可塑性樹脂]
第1の熱可塑性樹脂及び第2の熱可塑性樹脂の選択は、第2の熱可塑性樹脂が第1の熱可塑性樹脂より融点が高ければ特に制限されず、例えば、ポリエチレン(高密度ポリエチレン・低密度ポリエチレン、超高分子量ポリエチレン)、超高分子量ポリエチレン、ポリプロピレン、ポリスチレン、ポリエチレンテレフタレート等の樹脂などの中から、融点を考慮して第1の熱可塑性樹脂と第2の熱可塑性樹脂を選択することができる。このうち、弾性率や曲げ強さの優位性から、第1の熱可塑性樹脂としてポリエチレン樹脂(特に高密度ポリエチレンまたは超高分子量ポリエチレン)を用い、第2の熱可塑性樹脂としてポリプロピレン樹脂(特にアイソタクチックホモポリプロピレン)を用いることが好ましい。
第1の熱可塑性樹脂及び第2の熱可塑性樹脂の選択は、第2の熱可塑性樹脂が第1の熱可塑性樹脂より融点が高ければ特に制限されず、例えば、ポリエチレン(高密度ポリエチレン・低密度ポリエチレン、超高分子量ポリエチレン)、超高分子量ポリエチレン、ポリプロピレン、ポリスチレン、ポリエチレンテレフタレート等の樹脂などの中から、融点を考慮して第1の熱可塑性樹脂と第2の熱可塑性樹脂を選択することができる。このうち、弾性率や曲げ強さの優位性から、第1の熱可塑性樹脂としてポリエチレン樹脂(特に高密度ポリエチレンまたは超高分子量ポリエチレン)を用い、第2の熱可塑性樹脂としてポリプロピレン樹脂(特にアイソタクチックホモポリプロピレン)を用いることが好ましい。
第1の熱可塑性樹脂と第2の熱可塑性樹脂の配合比は、所望の樹脂成形体に応じて適宜設定されればよく、特に制限されないが、延伸する温度と、白色度及び不透明度と曲げ強さ及び弾性率とのバランスを取りやすい点から、1:0.2~5であることが好ましく、1:0.3~3.3であることがさらに好ましく、1:0.5~2であることが特に好ましい。
また、第2熱可塑性樹脂の重量平均分子量Mw、数平均分子量Mnの比である分子量分布Mw/Mnは、1以上20以下が好ましく、5以上15以下がより好ましい。第2熱可塑性樹脂の平均分子量Mz、数平均分子量Mnの比である分子量分布Mz/Mnは、10以上100以下が好ましく、20以上50以下がより好ましい。第2熱可塑性樹脂の分子量分布Mw/Mn、Mz/Mnが上記範囲にあることにより、白色度及び不透明度と曲げ強さ及び弾性率とのバランスに優れた樹脂成形体を得やすい。分子量分布が狭すぎると、2つの熱可塑性樹脂の混練性が悪化し、白色性および不透明性が不均一になりやすく、さらにシートの物性も不均一になる。分子量分布が広すぎると、融点のスポットが広くなるため、延伸温度と熱処理温度を制御しにくくなり、所望の白色度及び不透明度と曲げこわさ及び弾性率を得難くなる。
また、第1熱可塑性樹脂の重量平均分子量Mw、数平均分子量Mnの比である分子量分布Mw/Mnは、1以上100以下が好ましく、10以上40以下がより好ましい。第1熱可塑性樹脂の平均分子量Mz、数平均分子量Mnの比である分子量分布Mz/Mnは、50以上200以下が好ましく、80以上150以下がより好ましい。第1熱可塑性樹脂の分子量分布Mw/Mn・Mz/Mnが上記範囲にあることにより、白色度及び不透明度と曲げ強さ及び弾性率とのバランスに優れた樹脂成形体を得やすい。分子量分布が狭すぎると、2つの熱可塑性樹脂の混練性が悪化し、白色性および不透明性が不均一になりやすく、さらにシートの物性も不均一になる。分子量分布が広すぎると、融点のスポットが広くなるため、延伸温度と熱処理温度を制御しにくくなり、所望の白色度及び不透明度と曲げこわさ及び弾性率を得難くなる。
本発明において、重量平均分子量Mw、数平均分子量Mn、平均分子量Mzは、ゲルパーミエーション(GPC)法により測定する。
また、第1の熱可塑性樹脂のメルトマスフローレイト(MFR)は、0.02g/10以上2.0g/10分以下であることが好ましく、0.1g/10以上1.0g/10分以下であることがより好ましく、第1熱可塑性樹脂のメルトマスフローレイトが上記範囲にあることにより、白色度及び不透明度と曲げ強さ及び弾性率とのバランスに優れた樹脂成形体を得やすい。
また、第2の熱可塑性樹脂のメルトマスフローレイト(MFR)は、0.02g/10以上2.0g/10分以下であることが好ましく、0.1g/10以上1.0g/10分以下であることが好ましい。第2の熱可塑性樹脂のメルトマスフローレイトが上記範囲にあることにより、白色度及び不透明度と曲げ強さ及び弾性率とのバランスに優れた樹脂成形体を得やすい。
メルトマスフローレイトは、溶融時の流動性を示す指標であり、JIS K 7210に準じて測定される値を意味する。メルトフローレイトの測定方法として、具体的には、JIS K 7210に準じて、メルトインデクサーにより、荷重21.18N、ポリプロピレン樹脂においては温度230℃、ポリエチレン樹脂に関しては190℃の条件でメルトフローレイトを測定する方法がある。
[無機微細粉末]
無機微細粉末の配合比は、特に限定されないが、量が多い方が延伸時に空孔が生じやすくなり、不透明度が良好となることから、樹脂組成物全体の質量に対して50質量%以上が好ましく、60質量%以上がさらにより好ましい。組成物全体に含まれる無機微細粉末の量の上限は特に限定されないが、混練性や曲げ強さの点から、80質量%以下がより好ましい。
無機微細粉末の配合比は、特に限定されないが、量が多い方が延伸時に空孔が生じやすくなり、不透明度が良好となることから、樹脂組成物全体の質量に対して50質量%以上が好ましく、60質量%以上がさらにより好ましい。組成物全体に含まれる無機微細粉末の量の上限は特に限定されないが、混練性や曲げ強さの点から、80質量%以下がより好ましい。
無機微細粉末の平均粒子径は、0.1μm以上50μm以下が好ましく、1.0μm以上15μm以下がより好ましい。無機微細粉末の平均粒子径が上記範囲にあることにより、白色度及び不透明度と曲げ強さ及び弾性率とのバランスに優れた樹脂成形体を得やすい。無機微細粉末の平均粒子径が大きすぎると、樹脂成形体の表面から無機微細粉末が離脱しやすくなる。無機微細粉末の平均粒径が小さすぎると、熱可塑性樹脂と混練した際に粘度が上昇し、混練性が悪化しやすくなる。本発明における無機微細粉末の平均粒子径は、レーザー回折式粒度分布測定装置で測定した、積算%の分布曲線から得られる50%粒子径(d50)である。
無機微細粉末としては、炭酸カルシウム、酸化チタン、シリカ、クレー、タルク、カオリン、水酸化アルミニウム等が挙げられ、特に炭酸カルシウムが好ましい。これらは単独で使用しても、2種類以上併用してもよい。また、無機微細粉末の分散性又は反応性を高めるために、無機微細粉末の表面を予め常法に従い改質しておいてもよい。
本発明の樹脂組成物は、上記した熱可塑性樹脂と無機微細粉末の他に滑剤、酸化防止剤、紫外線吸収剤、着色用顔料、分散剤、帯電防止剤、難燃剤等の中から選ばれる1種以上の補助剤を、目的に反しない範囲で添加することができる。
製造した樹脂成形体の用途は特に限定されないが、特に、白色度及び不透明度と曲げ強さ及び弾性率のバランスに適していることから、例えば、印刷用紙、情報用紙、包装用、カード用(例えば、名刺等)、加工厚紙等に適している。
以下、本発明を実施例に基づいて説明するが、本発明はこれら実施例に限定されるものではない。
[参考試験]
炭酸カルシウム微細粉末充填高密度ポリエチレン樹脂シートの試料A、試料Bを作製し、光学的性質及び力学的性質の変化を評価した。
炭酸カルシウム微細粉末充填高密度ポリエチレン樹脂シートの試料A、試料Bを作製し、光学的性質及び力学的性質の変化を評価した。
試料Aのシートは、炭酸カルシウムの微細粉末と、ポリエチレン樹脂とを60:40の質量比で、二軸同軸押出機を用いて直接混錬し、Тダイよりシート状に押出し、下記表1に示す条件で延伸することで作製した。試料Bは、炭酸カルシウムの微細粉末とポリエチレン樹脂との質量比を70:30に変更し、試料Aと同様にシート状に押出しした後、下記表1に示す条件で延伸することで作製した。

表1に示すように、高密度ポリエチレン樹脂シートが炭酸カルシウムを多量に含むことで、高い不透明度を得られることがわかった。また、延伸倍率を高めると、白色度が顕著に向上し、不透明度も若干向上した。一方、テーバーこわさ(曲げ強さ)は低下した。
[実施例1]
第1の熱可塑性樹脂として、分子量分布Mw/Mn=20.8、分子量分布Mz/Mn=121、メルトマスフローレイトMFR=0.3、融点133℃である高密度ポリエチレン単独重合体(京葉ポリエチレン社製:B5803)(以下、PEと表記する)を用意した。第2の熱可塑性樹脂として、分子量分布Mw/Mn=10.3、Mz/Mn=29.1、メルトマスフローレイトMFR=0.5、融点=165℃であるポリプロピレン単独重合体(プライムポリマー(株)製:E111G)(以下、PPと表記する)を用意した。無機微細粉末として、炭酸カルシウム(白石カルシウム社製:ライトンS4)(以下、CCと表記する)を用意した。これらを、PE/PP/CC=2/2/6の仕込み比で、二軸同軸押出機を用いて直接混錬し、250℃でТダイよりシート状に押出し、70℃のキャストロールで冷却固化して樹脂組成物を得た。この樹脂組成物を、125℃で予熱し、縦方向に2倍延伸した。そして、延伸した樹脂組成物を、150℃で熱処理した後、30℃に冷却してワインダーで巻き取った。得られたシート状樹脂成形体の物性を表2に示す。
第1の熱可塑性樹脂として、分子量分布Mw/Mn=20.8、分子量分布Mz/Mn=121、メルトマスフローレイトMFR=0.3、融点133℃である高密度ポリエチレン単独重合体(京葉ポリエチレン社製:B5803)(以下、PEと表記する)を用意した。第2の熱可塑性樹脂として、分子量分布Mw/Mn=10.3、Mz/Mn=29.1、メルトマスフローレイトMFR=0.5、融点=165℃であるポリプロピレン単独重合体(プライムポリマー(株)製:E111G)(以下、PPと表記する)を用意した。無機微細粉末として、炭酸カルシウム(白石カルシウム社製:ライトンS4)(以下、CCと表記する)を用意した。これらを、PE/PP/CC=2/2/6の仕込み比で、二軸同軸押出機を用いて直接混錬し、250℃でТダイよりシート状に押出し、70℃のキャストロールで冷却固化して樹脂組成物を得た。この樹脂組成物を、125℃で予熱し、縦方向に2倍延伸した。そして、延伸した樹脂組成物を、150℃で熱処理した後、30℃に冷却してワインダーで巻き取った。得られたシート状樹脂成形体の物性を表2に示す。
[実施例2]
実施例1と同様に、第1の熱可塑性樹脂、第2の熱可塑性樹脂、及び無機微細粉末を、PE/PP/CC=2/2/6の仕込み比で、二軸同軸押出機を用いて直接混錬し、250℃でТダイよりシート状に押出し、70℃のキャストロールで冷却固化して樹脂組成物を得た。この樹脂組成物を、125℃で予熱し、縦方向に2倍延伸した。そして、延伸した樹脂組成物を、140℃で熱処理した後、30℃に冷却してワインダーで巻き取った。得られたシート状樹脂成形体の物性を表2に示す。
実施例1と同様に、第1の熱可塑性樹脂、第2の熱可塑性樹脂、及び無機微細粉末を、PE/PP/CC=2/2/6の仕込み比で、二軸同軸押出機を用いて直接混錬し、250℃でТダイよりシート状に押出し、70℃のキャストロールで冷却固化して樹脂組成物を得た。この樹脂組成物を、125℃で予熱し、縦方向に2倍延伸した。そして、延伸した樹脂組成物を、140℃で熱処理した後、30℃に冷却してワインダーで巻き取った。得られたシート状樹脂成形体の物性を表2に示す。
[実施例3]
実施例1と同様に、第1の熱可塑性樹脂、第2の熱可塑性樹脂、及び無機微細粉末を、PE/PP/CC=2/2/6の仕込み比で、二軸同軸押出機を用いて直接混錬し、250℃でТダイよりシート状に押出し、70℃のキャストロールで冷却固化して樹脂組成物を得た。この樹脂組成物を、125℃で予熱し、縦方向に2倍延伸した。そして、延伸した樹脂組成物を、135℃で熱処理した後、30℃に冷却してワインダーで巻き取った。得られたシート状樹脂成形体の物性を表2に示す。
実施例1と同様に、第1の熱可塑性樹脂、第2の熱可塑性樹脂、及び無機微細粉末を、PE/PP/CC=2/2/6の仕込み比で、二軸同軸押出機を用いて直接混錬し、250℃でТダイよりシート状に押出し、70℃のキャストロールで冷却固化して樹脂組成物を得た。この樹脂組成物を、125℃で予熱し、縦方向に2倍延伸した。そして、延伸した樹脂組成物を、135℃で熱処理した後、30℃に冷却してワインダーで巻き取った。得られたシート状樹脂成形体の物性を表2に示す。
[比較例1]
実施例1と同様に、第1の熱可塑性樹脂、第2の熱可塑性樹脂、及び無機微細粉末を、PE/PP/CC=2/2/6の仕込み比で、二軸同軸押出機を用いて直接混錬し、250℃でТダイよりシート状に押出し、70℃のキャストロールで冷却固化した後、125℃で予熱し、縦方向に2倍延伸した。そして、延伸した樹脂組成物を、125℃で熱処理した後、30℃に冷却してワインダーで巻き取った。得られたシート状樹脂成形体の物性を表2に示した。
実施例1と同様に、第1の熱可塑性樹脂、第2の熱可塑性樹脂、及び無機微細粉末を、PE/PP/CC=2/2/6の仕込み比で、二軸同軸押出機を用いて直接混錬し、250℃でТダイよりシート状に押出し、70℃のキャストロールで冷却固化した後、125℃で予熱し、縦方向に2倍延伸した。そして、延伸した樹脂組成物を、125℃で熱処理した後、30℃に冷却してワインダーで巻き取った。得られたシート状樹脂成形体の物性を表2に示した。
なお、シート状樹脂成形体の物性は、下記に示す方法に準拠して測定した。
密度:JIS K 7112
坪量:JIS P 8124
破断点強度及び破断伸び:JIS K 7162
引き裂き強度:JIS K 7128-3
曲げこわさ:JIS K 7106
白色度:JIS P 8148
不透明度の測定:JIS P 8149
平滑度:JIS P 8155
弾性率:JIS K7161
密度:JIS K 7112
坪量:JIS P 8124
破断点強度及び破断伸び:JIS K 7162
引き裂き強度:JIS K 7128-3
曲げこわさ:JIS K 7106
白色度:JIS P 8148
不透明度の測定:JIS P 8149
平滑度:JIS P 8155
弾性率:JIS K7161
[評価]
表2の結果から、実施例1、実施例2、実施例3のシート樹脂成形体は、比較例1と同様に、破断点強度、破断伸び、及び引き裂き強度等の強度を適度に有しつつ不透明度・白色度とを確保しながらも、比較例1に比べ、曲げこわさが向上していることがわかる。特に、実施例1のシート樹脂成形体は、比較例1に比べ曲げ強さ及び弾性率が大きく向上していることがわかる。
表2の結果から、実施例1、実施例2、実施例3のシート樹脂成形体は、比較例1と同様に、破断点強度、破断伸び、及び引き裂き強度等の強度を適度に有しつつ不透明度・白色度とを確保しながらも、比較例1に比べ、曲げこわさが向上していることがわかる。特に、実施例1のシート樹脂成形体は、比較例1に比べ曲げ強さ及び弾性率が大きく向上していることがわかる。
Claims (4)
- 樹脂成形体の製造方法であって、
第1の熱可塑性樹脂と、該第1の熱可塑性樹脂より融点の高い第2の熱可塑性樹脂と、無機微細粉末と、を混合し、樹脂組成物を得る工程と、
前記樹脂組成物を前記第1の熱可塑性樹脂の融点未満で延伸する工程と、
延伸後の樹脂組成物を、前記第1の熱可塑性樹脂の融点以上でありかつ前記第2の熱可塑性樹脂の融点未満の温度で熱処理する工程と、を有する、方法。 - 樹脂組成物を得る工程において、前記無機微細粉末が、樹脂組成物全体の質量に対して50質量%以上混合される、請求項1に記載の方法。
- 前記第1の熱可塑性樹脂がポリエチレンであり、前記第2の熱可塑性樹脂がポリプロピレンである、請求項1又は2に記載の方法。
- 前記無機微細粉末が、炭酸カルシウムを含む、請求項1から3のいずれかに記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-229412 | 2016-11-25 | ||
| JP2016229412A JP6749640B2 (ja) | 2016-11-25 | 2016-11-25 | 樹脂成形体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018096834A1 true WO2018096834A1 (ja) | 2018-05-31 |
Family
ID=62195877
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/037343 Ceased WO2018096834A1 (ja) | 2016-11-25 | 2017-10-16 | 樹脂成形体の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6749640B2 (ja) |
| WO (1) | WO2018096834A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021005880A1 (ja) * | 2019-07-08 | 2021-01-14 | 株式会社Tbm | 印刷用シート及び印刷用シートの製造方法 |
| WO2021010002A1 (ja) * | 2019-07-17 | 2021-01-21 | 株式会社Tbm | 積層構造体、食品包装容器及びその製造方法 |
| JP2021033171A (ja) * | 2019-08-28 | 2021-03-01 | 株式会社Tbm | 光拡散シート |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5621830A (en) * | 1979-07-31 | 1981-02-28 | Oji Yuka Gouseishi Kk | Film being excellent in printing property |
| JPS6481828A (en) * | 1987-09-24 | 1989-03-28 | Oji Yuka Goseishi Kk | Synthetic resin film with outstanding printability |
| JPS6481829A (en) * | 1987-09-24 | 1989-03-28 | Oji Yuka Goseishi Kk | Synthetic resin film with outstanding printability |
| JPH04107127A (ja) * | 1990-08-29 | 1992-04-08 | Teijin Ltd | 磁気カード用ポリエステルフイルム |
| JPH0966564A (ja) * | 1995-08-31 | 1997-03-11 | Nan Ya Plast Corp | 合成紙の製造方法とその製品 |
| JP2001214013A (ja) * | 1999-11-24 | 2001-08-07 | Yupo Corp | 樹脂延伸フィルムおよびその製造方法 |
| JP2013010931A (ja) * | 2011-05-31 | 2013-01-17 | Tbm Co Ltd | 無機物質粉末高配合薄膜シートの製造方法 |
| WO2015186808A1 (ja) * | 2014-06-04 | 2015-12-10 | 三菱樹脂株式会社 | 透湿性フィルム |
-
2016
- 2016-11-25 JP JP2016229412A patent/JP6749640B2/ja active Active
-
2017
- 2017-10-16 WO PCT/JP2017/037343 patent/WO2018096834A1/ja not_active Ceased
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5621830A (en) * | 1979-07-31 | 1981-02-28 | Oji Yuka Gouseishi Kk | Film being excellent in printing property |
| JPS6481828A (en) * | 1987-09-24 | 1989-03-28 | Oji Yuka Goseishi Kk | Synthetic resin film with outstanding printability |
| JPS6481829A (en) * | 1987-09-24 | 1989-03-28 | Oji Yuka Goseishi Kk | Synthetic resin film with outstanding printability |
| JPH04107127A (ja) * | 1990-08-29 | 1992-04-08 | Teijin Ltd | 磁気カード用ポリエステルフイルム |
| JPH0966564A (ja) * | 1995-08-31 | 1997-03-11 | Nan Ya Plast Corp | 合成紙の製造方法とその製品 |
| JP2001214013A (ja) * | 1999-11-24 | 2001-08-07 | Yupo Corp | 樹脂延伸フィルムおよびその製造方法 |
| JP2013010931A (ja) * | 2011-05-31 | 2013-01-17 | Tbm Co Ltd | 無機物質粉末高配合薄膜シートの製造方法 |
| WO2015186808A1 (ja) * | 2014-06-04 | 2015-12-10 | 三菱樹脂株式会社 | 透湿性フィルム |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021005880A1 (ja) * | 2019-07-08 | 2021-01-14 | 株式会社Tbm | 印刷用シート及び印刷用シートの製造方法 |
| JP2021011080A (ja) * | 2019-07-08 | 2021-02-04 | 株式会社Tbm | 印刷用シート及び印刷用シートの製造方法 |
| WO2021010002A1 (ja) * | 2019-07-17 | 2021-01-21 | 株式会社Tbm | 積層構造体、食品包装容器及びその製造方法 |
| JP2021016953A (ja) * | 2019-07-17 | 2021-02-15 | 株式会社Tbm | 積層構造体、食品包装容器及びその製造方法 |
| US11958671B2 (en) | 2019-07-17 | 2024-04-16 | Tbm Co., Ltd. | Laminated structure, food packaging container, and method for producing the same |
| JP2021033171A (ja) * | 2019-08-28 | 2021-03-01 | 株式会社Tbm | 光拡散シート |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6749640B2 (ja) | 2020-09-02 |
| JP2018083926A (ja) | 2018-05-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI631151B (zh) | 拉伸聚丙烯薄膜 | |
| Zeng et al. | Effects of heat setting on the morphology and performance of polypropylene separator for lithium ion batteries | |
| Koo et al. | Melt‐extensional properties and orientation behaviors of polypropylene‐layered silicate nanocomposites | |
| TW201418288A (zh) | 聚丙烯薄膜 | |
| CN103946284A (zh) | 透明性及耐冲击性优秀的丙烯酸树酯膜及其制备方法 | |
| JP6749640B2 (ja) | 樹脂成形体の製造方法 | |
| KR20160033698A (ko) | 공동 함유 폴리프로필렌 필름 | |
| Liu et al. | Morphology and properties of injection molded microcellular poly (ether imide)(PEI)/polypropylene (PP) foams | |
| KR101664584B1 (ko) | 수축율이 우수한 폴리프로필렌 수지 조성물 제조방법 | |
| JP6764186B2 (ja) | ゴミ袋用樹脂組成物、ゴミ袋及びゴミ袋の製造方法 | |
| EP3620488A1 (en) | Electrically conductive resin composition and preparation method thereof | |
| Elloumi et al. | Phase structure and mechanical properties of PP/EPR/CaCO 3 nanocomposites: Effect of particle's size and treatment | |
| Hemmati et al. | Compatibilized low‐density polyethylene/linear low‐density polyethylene/nanoclay nanocomposites: II. Opposing effects of nanofiller on quiescent and shear‐induced crystallization | |
| JP5844807B2 (ja) | パウチ用ナイロンフィルム | |
| CN110964258B (zh) | 一种低收缩率聚丙烯组合物及其制备方法和应用 | |
| JP2021534016A (ja) | 熱可塑性重合体と無機充填剤を含む薄膜の製法 | |
| CN113150442B (zh) | 高模量低密度聚丙烯复合材料及其制备方法 | |
| JP2008260837A (ja) | ポリアミド樹脂フィルム | |
| JP7176358B2 (ja) | ポリオレフィン樹脂組成物 | |
| JPH04335043A (ja) | 多孔質フィルムの製造方法 | |
| Costantino et al. | Characterization of PP/TPV/MMT ternary nanocomposites produced by injection molding | |
| KR102290455B1 (ko) | 나일론 필름 | |
| Kim et al. | Comonomer effect on the mechanical and morphological behavior on the calcite‐filled PP, CoPP, and TerPP | |
| JP4749574B2 (ja) | 樹脂製フィルム状物の製造方法 | |
| JP4742213B2 (ja) | ポリオレフィン樹脂脂取りフィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17874925 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 17874925 Country of ref document: EP Kind code of ref document: A1 |