WO2019102770A1 - 多層構造布帛およびその製造方法および繊維製品 - Google Patents
多層構造布帛およびその製造方法および繊維製品 Download PDFInfo
- Publication number
- WO2019102770A1 WO2019102770A1 PCT/JP2018/039354 JP2018039354W WO2019102770A1 WO 2019102770 A1 WO2019102770 A1 WO 2019102770A1 JP 2018039354 W JP2018039354 W JP 2018039354W WO 2019102770 A1 WO2019102770 A1 WO 2019102770A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fabric
- multilayer
- multilayer structure
- film
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D31/00—Materials specially adapted for outerwear
- A41D31/02—Layered materials
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D31/00—Materials specially adapted for outerwear
- A41D31/04—Materials specially adapted for outerwear characterised by special function or use
- A41D31/10—Impermeable to liquids, e.g. waterproof; Liquid-repellent
- A41D31/102—Waterproof and breathable
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/02—Uppers; Boot legs
- A43B23/0205—Uppers; Boot legs characterised by the material
- A43B23/0235—Different layers of different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/322—Layered products comprising a layer of synthetic resin comprising polyolefins comprising halogenated polyolefins, e.g. PTFE
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
- B32B27/365—Layered products comprising a layer of synthetic resin comprising polyesters comprising polycarbonates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/026—Knitted fabric
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/14—Other fabrics or articles characterised primarily by the use of particular thread materials
- D04B1/16—Other fabrics or articles characterised primarily by the use of particular thread materials synthetic threads
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/22—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration
- D04B1/24—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration wearing apparel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
- B32B2262/0284—Polyethylene terephthalate [PET] or polybutylene terephthalate [PBT]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2272/00—Resin or rubber layer comprising scrap, waste or recycling material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/538—Roughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7246—Water vapor barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/728—Hydrophilic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2437/00—Clothing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2437/00—Clothing
- B32B2437/02—Gloves, shoes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2571/00—Protective equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/003—Interior finishings
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/02—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyamides
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
- D10B2401/061—Load-responsive characteristics elastic
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/10—Physical properties porous
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/01—Surface features
- D10B2403/011—Dissimilar front and back faces
- D10B2403/0112—One smooth surface, e.g. laminated or coated
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2501/00—Wearing apparel
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2501/00—Wearing apparel
- D10B2501/04—Outerwear; Protective garments
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
- D10B2505/18—Outdoor fabrics, e.g. tents, tarpaulins
Definitions
- the present invention relates to a multilayer structure fabric excellent in moisture permeability, lightness, stretchability and thinness, a method for producing the same, and a fiber product.
- the moisture-permeable and waterproof fabric not only the moisture-permeable fabric but also a lightweight, stretchable and thin fabric excellent in wearing comfort is required.
- the present invention has been made in view of the above background, and an object thereof is to provide a multilayer structure fabric excellent in moisture permeability, lightness, stretchability, and thinness, a method for producing the same, and a fiber product.
- the present inventor is excellent in moisture permeability, lightness, stretchability and thinness by cleverly devising the fineness and shape of fibers used and the structure of the fabric. It has been found that a multilayer structure fabric can be obtained, and the present invention has been completed by further intensive studies.
- a multilayer structure fabric comprising a fabric and a resin film
- the above-mentioned fabric is characterized in that it is a single-layer circular knitted fabric comprising non-crimped synthetic fiber multifilaments having a total fineness of 44 dtex or less and a knitting density of 45 to 130 courses / 2.54 cm and 55 to 120 wales / 2.54 cm.
- Multilayer structured fabric Is provided.
- the non-crimped synthetic fiber multifilament is preferably made of polyester fiber or polyamide fiber.
- the tensile strength is 4.0 cN / dtex or more.
- the non-crimped synthetic fiber multifilament is a recycled yarn.
- the single-layer circular knit fabric has a pemphigus structure.
- the said resin film is a urethane film, a polyester film, a polycarbonate film, or a fluorine-type film.
- thickness is 15 micrometers or less.
- the basis weight is preferably 79 g / m 2 or less. Moreover, it is preferable that thickness is 0.3 mm or less.
- the moisture permeability is preferably 20000 g / m 2 ⁇ 24 h or more.
- the method for producing a multilayer structured fabric as described above, wherein a resin film is laminated on the single-layer circular knit fabric is provided.
- the present invention sportswear, outdoor wear, raincoat, men's clothing, women's clothing, working clothes, protective clothing, artificial leather, footwear, bags, curtains, tents, etc., using the above-mentioned multilayer structure fabric.
- any textile product selected from the group of sleeping bags, tarpaulins, umbrellas and car seats.
- the weight is 150 g / 1 item or less.
- a multilayer structure fabric excellent in moisture permeability, lightness, stretchability and thinness, a method for producing the same and a fiber product can be obtained.
- the multilayer structure fabric of the present invention comprises non-crimped synthetic fiber multifilaments having a total fineness of 44 dtex or less, and a single-layer circular knit with a knitting density of 45 to 130 courses / 2.54 cm and 55 to 120 wales / 2.54 cm. And a resin film formed by laminating on the fabric.
- the resin film may be laminated on both sides of the fabric, or may be laminated on one side. Preferred is the latter (i.e. the multilayer structure fabric has a two-layer structure).
- the case where the total fineness is larger than 44 dtex is not preferable because the lightness and moisture permeability are impaired.
- the preferred total fineness is 8 to 40 dtex (more preferably 8 to 25 dtex, still more preferably 8 to 19 dtex).
- the single fiber fineness is not particularly limited, but a single fiber fineness of 0.9 to 2.8 dtex is preferable.
- the number of filaments is preferably 15 to 300.
- the non-crimped synthetic fiber multifilament may be an air-processed yarn or a side-by-side type composite fiber, but it is important that it is non-crimped. If it is crimped yarn, such as a false twist crimped yarn, the thickness of the fabric is undesirably increased.
- the non-crimped synthetic fiber multifilament is preferably a long fiber.
- the tensile strength is 4.0 cN / dtex or more (more preferably 4.2 cN / dtex or more, more preferably 4.5 cN / dtex or more, further preferably 5.5 to 10) It is preferable that the tear strength of the multilayer structure fabric is improved as (0 cN / dtex).
- a polyethylene terephthalate fiber having a tensile strength of 4.0 cN / dtex or more for example, it may be produced by the production method described in Japanese Patent Application Laid-Open No. 2013-196899 and Japanese Patent Application Laid-Open No. 2010-168675.
- polyethylene terephthalate having an intrinsic viscosity of 0.7 to 1.5 is melted at 290 to 310 ° C., and the molten polymer is discharged from a spinneret having discharge holes of round cross section, cooled by cold air, and then oiled. It is a method of applying an oil solution, stretching and then winding (or a method of winding as an undrawn yarn and then stretching).
- the cross-sectional shape of the single fiber is not particularly limited, and may be a known cross-sectional shape such as round, triangular, flat or hollow.
- the type of the polymer forming the non-crimped synthetic fiber multifilament is not particularly limited, and polyester, polyamide and the like are preferable. Also preferred are polyesters and polyamides which are material recycled or chemically recycled. Furthermore, polyesters obtained using a catalyst containing a specific phosphorus compound and a titanium compound as described in JP-A-2004-270097 or JP-A-2004-211268 may be used.
- a micropore forming agent a cationic dye dyeable agent, a coloring inhibitor, a heat stabilizer, a brightening agent, a matting agent, coloring
- the agent, the hygroscopic agent, and the inorganic fine particles may be contained alone or in combination of two or more.
- the single-layer circular knit fabric may contain fibers other than the non-crimped synthetic fiber multifilament, but it is most preferable to be composed only of the non-crimped synthetic fiber multifilament.
- the single layer circular knit fabric it is important to have a knitting density of 45 to 130 courses / 2.54 cm and 55 to 120 wales / 2.54 cm. If the knitting density is larger than the above range, the thickness may be increased. On the contrary, if the knitting density is smaller than the above range, the tear strength and the like of the fabric may be reduced.
- the basis weight is preferably 50 g / m 2 or less (more preferably 20 to 41 g / m 2 ) in light of lightness. If the basis weight is more than 50 g / m 2 , the lightness may be impaired.
- the structure of the circular knit fabric is a weft knit structure, and is not particularly limited, such as plain knitting (tendon), deer hen knitting, 1 ⁇ 1 plywood, etc. It is preferable that it is pemphigus tissue in consideration of cost and the like.
- the single-layer circular knit fabric may be appropriately subjected to post-processing such as normal dyeing processing, weight reduction processing, raising processing, water repellent processing, heat storage processing, sweat absorption processing and the like.
- the dyes used for dyeing are not particularly limited, such as disperse dyes, cationic dyes, acid dyes, etc. However, since it is necessary to select fibers dyeable with cationic dyes, cationic dyes are dispersed more widely. It is preferred to use a dye.
- a water repellent used for water repellent finish known materials such as paraffin water repellent, polysiloxane water repellent, fluorine water repellent, and fluorine free water repellent can be used.
- the treatment may also be carried out by a known method such as a commonly used padding method or spray method.
- the multilayer structure fabric of the present invention is obtained by laminating a resin film on the above-mentioned single-layer circular knit fabric.
- the resin film is preferably a urethane film, a polyester film, a polycarbonate film or a fluorine-based film.
- the thickness of the resin film is preferably 15 ⁇ m or less (more preferably 5 to 15 ⁇ m) in terms of lightness and moisture permeability.
- the resin may be partially printed on the film surface of the two-layer structure to reduce friction during wear.
- the urethane resin film is not limited as exemplified by a film made of a moisture-permeable urethane resin, a urethane resin coating, and the like.
- the fluorine-based film is not limited, as exemplified by a polytetrafluoroethylene resin film (for example, manufactured by Gore-Tex). Furthermore, an acrylic resin coating may be used.
- polyester film a polyester film made of polyether-ester elastomer or PBT (polybutylene terephthalate) is suitably used.
- the film may be a porous film or a non-porous film mainly composed of a polyester having moisture permeability.
- a method of copolymerizing a hygroscopic material such as polyethylene glycol with polyester is preferably used, although it is not particularly limited.
- inorganic particles such as silicon oxide, titanium oxide, titanium nitride, boron nitride, boron carbide, silicon carbide, silicon nitride, potassium titanate, zinc oxide, alumina, aluminum borate, etc., acrylics, urethanes, Organic fine particles of polyester type, polyamide type, etc. can be added.
- coloring pigments for coloring, crosslinking agents, antioxidants, thickeners and the like can be added to improve the film strength.
- the film can be laminated to the base fabric by lamination. Preferably, it is an adhesive.
- the multilayer structure fabric thus obtained is excellent in moisture permeability, lightness, stretchability and thinness.
- the weight per unit area of the multilayer structure fabric is preferably 79 g / m 2 or less (more preferably 20 to 79 g / m 2 , particularly preferably 30 to 68 g / m 2 ).
- the thickness of the multilayer structure fabric is preferably 0.3 mm or less (more preferably 0.1 to 0.3 mm, particularly preferably 0.11 to 0.21 mm).
- the moisture permeability of the multilayer structure the fabric is 20000g / m 2 ⁇ 24h or more (more preferably 20000 ⁇ 150000g / m 2 ⁇ 24h , and particularly preferably 30000 ⁇ 100000g / m 2 ⁇ 24h ).
- the weight of the fiber product is preferably 150 g / 1 item or less (more preferably 10 to 150 g / 1 product).
- each physical property in an Example is measured by the following method.
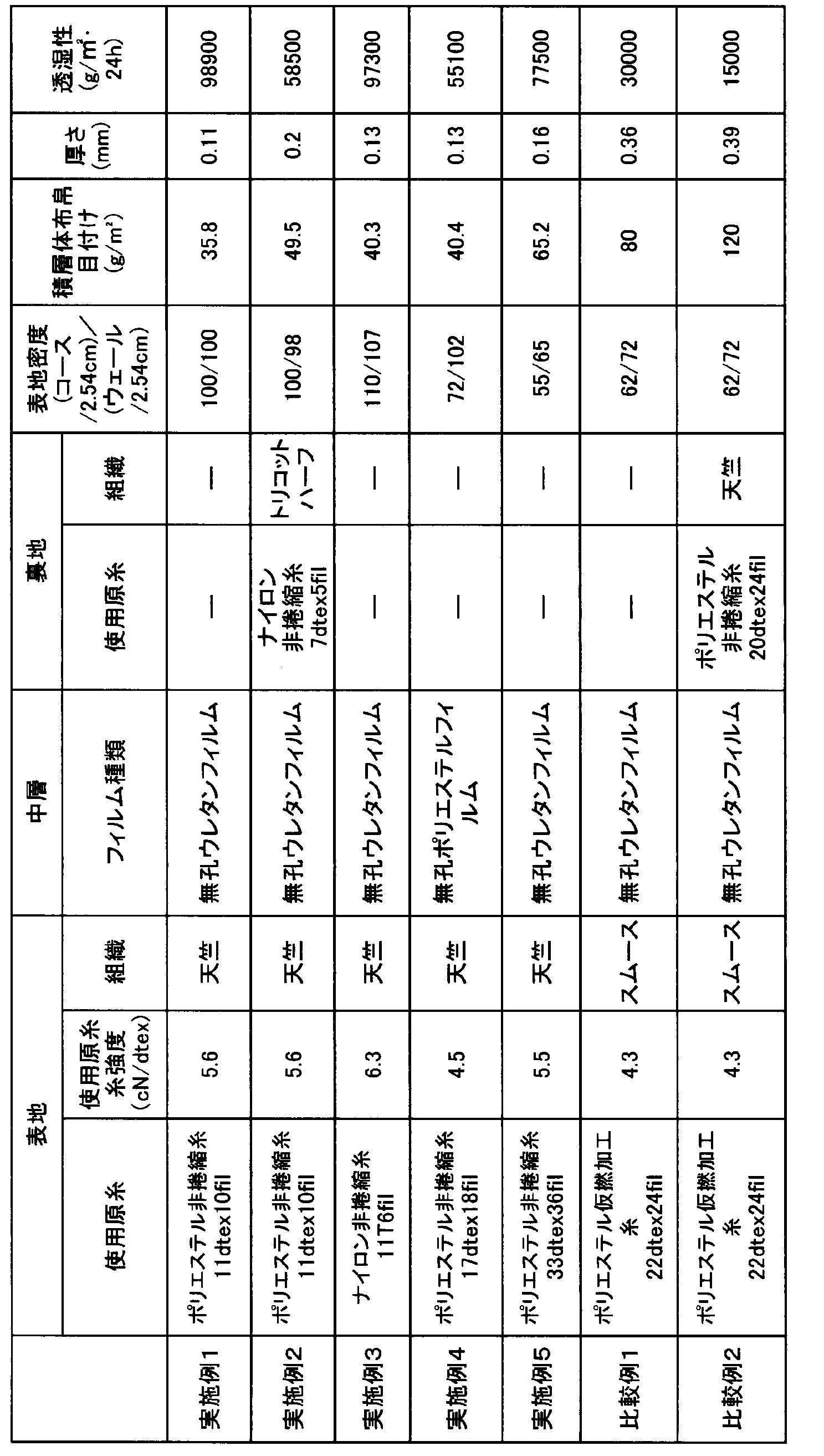
- Example 1 Using a 60 gauge knitting machine with a polyethylene terephthalate multifilament non-crimped yarn 11 dtex / 10 fil as a circular knit fabric, after knitting a single circular knit fabric of pemphigus structure, the usual dyeing process including water repellent finish Dyed in blue with a disperse dye. Then, a multilayer non-woven fabric was obtained by laminating a hydrophilic non-porous urethane film (14 ⁇ m in thickness) made of polyurethane resin on the sinker loop surface of the circular knitted fabric using a urethane adhesive (coating weight: 35.8 g / m 2 ). The evaluation results are shown in Table 1.
- the clothing sportswear, weight 150 g / 1 item or less
- the clothing was obtained using the multilayer structure fabric and worn, it was excellent in moisture permeability, lightness, stretchability, and thinness.
- Example 2 Using a 60 gauge knitting machine with a polyethylene terephthalate multifilament non-crimped yarn 11 dtex / 10 fil as a circular knit fabric, after knitting a single circular knit fabric of pemphigus structure, the usual dyeing process including water repellent finish Dyed in blue with a disperse dye. Thereafter, a hydrophilic non-porous urethane film (14 ⁇ m in thickness) made of polyurethane resin was used to obtain a lamination two-layer fabric on the sinker loop surface of the circular knitted fabric using a urethane adhesive.
- a 7 dtex / 1 fil tricot knitted fabric was attached to the film surface of the two-layer laminated fabric using a polyurethane adhesive for a back layer to obtain a three-layer laminated fabric (basal weight: 49.5 g / m 2 ).
- the evaluation results are shown in Table 1.
- the clothing sportswear, weight 150 g / 1 item or less
- the clothing was obtained using the multilayer structure fabric and worn, it was excellent in moisture permeability, lightness, stretchability, and thinness.
- Example 3 Using a non-crimped nylon yarn 11 dtex / 10 fil as a circular knit fabric, a single circular knit fabric of pemphigus structure is knitted using a 60 gauge knitting machine, and then it is made acidic in the usual dyeing process including water repellent finish Stained blue with dye. Then, a multilayer non-woven fabric was obtained by laminating a hydrophilic non-porous urethane film (14 ⁇ m in thickness) made of polyurethane resin on the sinker loop surface of the circular knitted fabric using a urethane adhesive (coating weight: 40.3 g / m 2 ). The evaluation results are shown in Table 1.
- the clothing sportswear, weight 150 g / 1 item or less
- the clothing was obtained using the multilayer structure fabric and worn, it was excellent in moisture permeability, lightness, stretchability, and thinness.
- Example 4 Using a 60 gauge knitting machine with a polyethylene terephthalate multifilament non-crimped yarn 17 dtex / 18 fil as a circular knit fabric, after knitting a single circular knit fabric of pemphigus structure, ordinary dyeing process including water repellent finish Dyed in blue with a disperse dye. After that, a multilayer non-porous polyester film (12 ⁇ m thick) was laminated on the sinker loop surface of the circular knitted fabric using a urethane adhesive to obtain a multilayer structure fabric (weighting: 40.4 g / m 2 ). The evaluation results are shown in Table 1.
- the clothing sportswear, weight 150 g / 1 item or less
- the clothing was obtained using the multilayer structure fabric and worn, it was excellent in moisture permeability, lightness, stretchability, and thinness.
- Example 5 Using a 46 gauge knitting machine with a polyethylene terephthalate multifilament non-crimped yarn 33 dtex / 36 fil as a circular knit fabric, after knitting a single circular knit fabric of pemphigus structure, ordinary dyeing process including water repellent finish Dyed in blue with a disperse dye. Then, a multilayer non-woven fabric was obtained by laminating a hydrophilic non-porous urethane film (14 ⁇ m in thickness) made of polyurethane resin on the sinker loop surface of the circular knitted fabric using a urethane adhesive (coating weight: 65.2 g / m 2 ). The evaluation results are shown in Table 1.
- the clothing sportswear, weight 150 g / 1 item or less
- the clothing was obtained using the multilayer structure fabric and worn, it was excellent in moisture permeability, lightness, stretchability, and thinness.
- Comparative Example 1 A normal dyeing process including a water repellent finish after knitting a double circular knit fabric of smooth structure using a 40 gauge knitting machine using polyethylene terephthalate multifilament non-crimped yarn 22 dtex / 24 fil as a circular knit fabric And dyed in amber with a disperse dye. Thereafter, a hydrophilic non-porous urethane film made of polyurethane resin was laminated on one side of the circular knitted fabric using a urethane adhesive to obtain a multilayer structured fabric (coating weight: 80.0 g / m 2 ). . The evaluation results are shown in Table 1.
- Comparative Example 2 A normal dyeing process including a water repellent finish after knitting a double circular knit fabric of smooth structure using a 40 gauge knitting machine using polyethylene terephthalate multifilament non-crimped yarn 22 dtex / 24 fil as a circular knit fabric And dyed in amber with a disperse dye. Thereafter, a hydrophilic non-porous urethane film made of polyurethane resin was used to obtain a lamination two-layer fabric on one side of the circular knitted fabric using a urethane adhesive.
- a 22 dtex / 24 fil circular knit fabric was bonded to the film surface of the two-layered laminated fabric using a polyurethane adhesive for a back layer to obtain a three-layered laminated fabric (fabric: 120.0 g / m 2 ).
- the evaluation results are shown in Table 1.
- a multilayer structure fabric excellent in moisture permeability, lightness, stretchability and thinness, a method for producing the same and a fiber product are provided, and its industrial value is extremely great.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Knitting Of Fabric (AREA)
- Footwear And Its Accessory, Manufacturing Method And Apparatuses (AREA)
Abstract
Description
前記布帛が、総繊度44dtex以下の非捲縮合成繊維マルチフィラメントを含み、編密度が45~130コース/2.54cmかつ55~120ウエール/2.54cmの単層丸編地であることを特徴とする多層構造布帛。」が提供される。
<総繊度>
JIS L1013(2010) 8.3.1 A法により総繊度を算出した。
<目付け>
JISL1096(1990) 6.4により測定した。
<厚さ>
JISL1096(1990) 6.5により測定した。
<透湿性>
JISL1099(1993) B―1により測定した。
<糸強度(引張強度)>
引張試験機を用いて、糸長25cm、引張速度200cm/minの条件で、室温で測定した。
丸編地としてポリエチレンテレフタレートマルチフィラメント非捲縮糸11dtex/10filを用いて、60ゲージの編機を使用して天竺組織のシングル丸編地を製編した後、撥水加工を含む通常の染色工程にて分散染料により青色に染色した。その後、ポリウレタン系樹脂製の親水性無孔質ウレタンフィルム(厚さ14μm)を、ウレタン系接着剤を用いて前記丸編地のシンカーループ面にラミネーションすることにより多層構造布帛を得た(目付け:35.8g/m2)。評価結果を表1に示す。
丸編地としてポリエチレンテレフタレートマルチフィラメント非捲縮糸11dtex/10filを用いて、60ゲージの編機を使用して天竺組織のシングル丸編地を製編した後、撥水加工を含む通常の染色工程にて分散染料により青色に染色した。その後、ポリウレタン系樹脂製の親水性無孔質ウレタンフィルム(厚さ14μm)を、ウレタン系接着剤を用いて前記丸編地のシンカーループ面にラミネーション二層布帛を得た。その二層積層布帛のフィルム面にポリウレタン系接着剤を用いて、裏面層用として7dtex/1filトリコット編地を貼り合わせて三層積層体布帛(目付け:49.5g/m2)を得た。評価結果を表1に示す。
丸編地としてナイロン非捲縮糸11dtex/10filを用いて、60ゲージの編機を使用して天竺組織のシングル丸編地を製編した後、撥水加工を含む通常の染色工程にて酸性染料により青色に染色した。その後、ポリウレタン系樹脂製の親水性無孔質ウレタンフィルム(厚さ14μm)を、ウレタン系接着剤を用いて前記丸編地のシンカーループ面にラミネーションすることにより多層構造布帛を得た(目付け:40.3g/m2)。評価結果を表1に示す。
丸編地としてポリエチレンテレフタレートマルチフィラメント非捲縮糸17dtex/18filを用いて、60ゲージの編機を使用して天竺組織のシングル丸編地を製編した後、撥水加工を含む通常の染色工程にて分散染料により青色に染色した。その後、ポリエステル系樹脂製の親水性無孔質ポリエステルフィルム(厚さ12μm)を、ウレタン系接着剤を用いて前記丸編地のシンカーループ面にラミネーションすることにより多層構造布帛を得た(目付け:40.4g/m2)。評価結果を表1に示す。
丸編地としてポリエチレンテレフタレートマルチフィラメント非捲縮糸33dtex/36filを用いて、46ゲージの編機を使用して天竺組織のシングル丸編地を製編した後、撥水加工を含む通常の染色工程にて分散染料により青色に染色した。その後、ポリウレタン系樹脂製の親水性無孔質ウレタンフィルム(厚さ14μm)を、ウレタン系接着剤を用いて前記丸編地のシンカーループ面にラミネーションすることにより多層構造布帛を得た(目付け:65.2g/m2)。評価結果を表1に示す。
丸編地としてポリエチレンテレフタレートマルチフィラメント非捲縮糸22dtex/24filを用いて、40ゲージの編機を使用してスムース組織のダブル丸編地を製編した後、撥水加工を含む通常の染色工程にて分散染料により紺色に染色した。その後、ポリウレタン系樹脂製の親水性無孔質ウレタンフィルムを、ウレタン系接着剤を用いて前記丸編地の片面にラミネーションすることにより多層構造布帛を得た(目付け:80.0g/m2)。評価結果を表1に示す。
丸編地としてポリエチレンテレフタレートマルチフィラメント非捲縮糸22dtex/24filを用いて、40ゲージの編機を使用してスムース組織のダブル丸編地を製編した後、撥水加工を含む通常の染色工程にて分散染料により紺色に染色した。その後、ポリウレタン系樹脂製の親水性無孔質ウレタンフィルムを、ウレタン系接着剤を用いて前記丸編地の片面にラミネーション二層布帛を得た。その二層積層布帛のフィルム面にポリウレタン系接着剤を用いて、裏面層用として22dtex/24fil丸編地を貼り合わせて三層積層体布帛(目付け:120.0g/m2)を得た。評価結果を表1に示す。
Claims (13)
- 布帛と樹脂フィルムを含む多層構造布帛であって、
前記布帛が、総繊度44dtex以下の非捲縮合成繊維マルチフィラメントを含み、編密度が45~130コース/2.54cmかつ55~120ウエール/2.54cmの単層丸編地であることを特徴とする多層構造布帛。 - 前記非捲縮合成繊維マルチフィラメントが、ポリエステル繊維またはポリアミド繊維からなる、請求項1に記載の多層構造布帛。
- 前記非捲縮合成繊維マルチフィラメントにおいて、引張強度が4.0cN/dtex以上である、請求項1または請求項2に記載の多層構造布帛。
- 前記非捲縮合成繊維マルチフィラメントがリサイクル糸である、請求項1~3のいずれかに記載の多層構造布帛。
- 前記の単層丸編地が天竺組織を有する、請求項1~4のいずれかに記載の多層構造布帛。
- 前記樹脂フィルムが、ウレタンフィルムまたはポリエステルフィルムまたはポリカーボネートフィルムまたはフッ素系フィルムである、請求項1~5のいずれかに記載の多層構造布帛。
- 前記樹脂フィルムにおいて、厚さが15μm以下である、請求項1~6のいずれかに記載の多層構造布帛。
- 多層構造布帛の目付けが79g/m2以下である、請求項1~7のいずれかに記載の多層構造布帛。
- 多層構造布帛の厚さが0.3mm以下である、請求項1~8のいずれかに記載の多層構造布帛。
- 多層構造布帛の透湿性が20000g/m2・24h以上である、請求項1~9のいずれかに記載の多層構造布帛。
- 46ゲージ以上のシングル丸編機を用いて単層丸編地を得た後、該単層丸編地に樹脂フィルムを積層する、請求項1に記載の多層構造布帛の製造方法。
- 請求項1~10のいずれかに記載の多層構造布帛を用いてなる、スポーツウェア、アウトドアウェア、レインコート、紳士衣服、婦人衣服、作業衣、防護服、人工皮革、履物、鞄、カーテン、テント、寝袋、防水シート、傘およびカーシートの群より選ばれるいずれかの繊維製品。
- 前記繊維製品において、重量が150g/1品以下である、請求項12に記載の繊維製品。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201880075473.4A CN111372775A (zh) | 2017-11-22 | 2018-10-23 | 多层结构布帛及其制造方法和纤维制品 |
| CA3081831A CA3081831A1 (en) | 2017-11-22 | 2018-10-23 | Fabric having multilayer structure and method for producing same, and fiber product |
| US16/757,608 US11458711B2 (en) | 2017-11-22 | 2018-10-23 | Fabric having multilayer structure and method for producing same, and fiber product |
| EP18882148.2A EP3715113A4 (en) | 2017-11-22 | 2018-10-23 | FABRIC WITH MULTI-LAYER STRUCTURE AND METHOD OF MANUFACTURING ITEM AND FIBER PRODUCT |
| JP2019556139A JP6975800B2 (ja) | 2017-11-22 | 2018-10-23 | 多層構造布帛およびその製造方法および繊維製品 |
| KR1020207017416A KR102597193B1 (ko) | 2017-11-22 | 2018-10-23 | 다층 구조 패브릭 및 그 제조 방법 및 섬유 제품 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017-224727 | 2017-11-22 | ||
| JP2017224727 | 2017-11-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019102770A1 true WO2019102770A1 (ja) | 2019-05-31 |
Family
ID=66631479
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/039354 Ceased WO2019102770A1 (ja) | 2017-11-22 | 2018-10-23 | 多層構造布帛およびその製造方法および繊維製品 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US11458711B2 (ja) |
| EP (1) | EP3715113A4 (ja) |
| JP (1) | JP6975800B2 (ja) |
| KR (1) | KR102597193B1 (ja) |
| CN (1) | CN111372775A (ja) |
| CA (1) | CA3081831A1 (ja) |
| TW (1) | TWI863895B (ja) |
| WO (1) | WO2019102770A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021087562A (ja) * | 2019-12-03 | 2021-06-10 | 帝人フロンティア株式会社 | 寝具 |
| JP2021134435A (ja) * | 2020-02-25 | 2021-09-13 | 株式会社丸善化工 | 調理場用腕カバー |
| WO2023063335A1 (ja) * | 2021-10-14 | 2023-04-20 | 株式会社 松田工務店 | 積層体布帛及びシングル丸編地 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025049763A1 (en) * | 2023-09-01 | 2025-03-06 | Boa Technology, Inc. | Tension member guides of a lacing system |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01111074A (ja) * | 1987-10-19 | 1989-04-27 | Kanebo Ltd | 柄を有する耐水性薄地織編物 |
| JPH05338069A (ja) * | 1992-06-11 | 1993-12-21 | Asahi Kasei Textiles Ltd | 透湿防水布 |
| JP2004211268A (ja) | 2003-01-09 | 2004-07-29 | Teijin Fibers Ltd | ポリエステル織物 |
| JP2004270097A (ja) | 2003-03-11 | 2004-09-30 | Teijin Fibers Ltd | ポリエステル織物 |
| JP2010168675A (ja) | 2009-01-21 | 2010-08-05 | Asahi Kasei Fibers Corp | 耐摩耗性に優れる織物 |
| JP2010201811A (ja) | 2009-03-04 | 2010-09-16 | Teijin Fibers Ltd | 透湿防水性布帛および繊維製品 |
| JP2012135968A (ja) * | 2010-12-27 | 2012-07-19 | Mitsukawa Kk | 三層積層体布帛 |
| JP2012153986A (ja) * | 2011-01-21 | 2012-08-16 | Komatsu Seiren Co Ltd | 防風性布帛およびその製造方法 |
| JP2012161924A (ja) * | 2011-02-03 | 2012-08-30 | Mitsukawa Kk | 積層体布帛 |
| JP2013116625A (ja) * | 2011-11-01 | 2013-06-13 | Mitsukawa Kk | 積層体布帛 |
| JP2013119689A (ja) | 2011-12-08 | 2013-06-17 | Teijin Ltd | 耐摩耗性ポリエステル繊維 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3641155B2 (ja) * | 1999-03-08 | 2005-04-20 | 帝人ファイバー株式会社 | 撥水性編地 |
| TWI229037B (en) * | 2000-09-29 | 2005-03-11 | Toray Industries | Fiber structure of heat retaining property |
| US6378179B1 (en) * | 2001-01-05 | 2002-04-30 | Gary F. Hirsch | System and method for reconstituting fibers from recyclable waste material |
| US9084447B2 (en) * | 2009-05-13 | 2015-07-21 | W. L. Gore & Associates, Inc. | Lightweight, durable apparel and laminates for making the same |
| KR20180093911A (ko) * | 2015-12-14 | 2018-08-22 | 데이진 프론티아 가부시키가이샤 | 면 패스너 및 섬유 제품 |
| CN112165877B (zh) * | 2018-05-30 | 2022-08-16 | 帝人富瑞特株式会社 | 衣服 |
-
2018
- 2018-10-23 WO PCT/JP2018/039354 patent/WO2019102770A1/ja not_active Ceased
- 2018-10-23 CN CN201880075473.4A patent/CN111372775A/zh active Pending
- 2018-10-23 US US16/757,608 patent/US11458711B2/en active Active
- 2018-10-23 JP JP2019556139A patent/JP6975800B2/ja active Active
- 2018-10-23 CA CA3081831A patent/CA3081831A1/en active Pending
- 2018-10-23 KR KR1020207017416A patent/KR102597193B1/ko active Active
- 2018-10-23 EP EP18882148.2A patent/EP3715113A4/en active Pending
- 2018-11-05 TW TW107139116A patent/TWI863895B/zh active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01111074A (ja) * | 1987-10-19 | 1989-04-27 | Kanebo Ltd | 柄を有する耐水性薄地織編物 |
| JPH05338069A (ja) * | 1992-06-11 | 1993-12-21 | Asahi Kasei Textiles Ltd | 透湿防水布 |
| JP2004211268A (ja) | 2003-01-09 | 2004-07-29 | Teijin Fibers Ltd | ポリエステル織物 |
| JP2004270097A (ja) | 2003-03-11 | 2004-09-30 | Teijin Fibers Ltd | ポリエステル織物 |
| JP2010168675A (ja) | 2009-01-21 | 2010-08-05 | Asahi Kasei Fibers Corp | 耐摩耗性に優れる織物 |
| JP2010201811A (ja) | 2009-03-04 | 2010-09-16 | Teijin Fibers Ltd | 透湿防水性布帛および繊維製品 |
| JP2012135968A (ja) * | 2010-12-27 | 2012-07-19 | Mitsukawa Kk | 三層積層体布帛 |
| JP2012153986A (ja) * | 2011-01-21 | 2012-08-16 | Komatsu Seiren Co Ltd | 防風性布帛およびその製造方法 |
| JP2012161924A (ja) * | 2011-02-03 | 2012-08-30 | Mitsukawa Kk | 積層体布帛 |
| JP2013116625A (ja) * | 2011-11-01 | 2013-06-13 | Mitsukawa Kk | 積層体布帛 |
| JP2013119689A (ja) | 2011-12-08 | 2013-06-17 | Teijin Ltd | 耐摩耗性ポリエステル繊維 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3715113A4 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021087562A (ja) * | 2019-12-03 | 2021-06-10 | 帝人フロンティア株式会社 | 寝具 |
| JP2021134435A (ja) * | 2020-02-25 | 2021-09-13 | 株式会社丸善化工 | 調理場用腕カバー |
| WO2023063335A1 (ja) * | 2021-10-14 | 2023-04-20 | 株式会社 松田工務店 | 積層体布帛及びシングル丸編地 |
| JP7602778B2 (ja) | 2021-10-14 | 2024-12-19 | ミツカワ株式会社 | 積層体布帛及びシングル丸編地 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102597193B1 (ko) | 2023-11-03 |
| JPWO2019102770A1 (ja) | 2020-10-08 |
| KR20200088421A (ko) | 2020-07-22 |
| TWI863895B (zh) | 2024-12-01 |
| EP3715113A4 (en) | 2021-08-04 |
| CN111372775A (zh) | 2020-07-03 |
| TW201932291A (zh) | 2019-08-16 |
| US11458711B2 (en) | 2022-10-04 |
| EP3715113A1 (en) | 2020-09-30 |
| CA3081831A1 (en) | 2019-05-31 |
| US20200324531A1 (en) | 2020-10-15 |
| JP6975800B2 (ja) | 2021-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2077733B1 (en) | Wind resistant and water vapor permeable garments | |
| JP5982257B2 (ja) | 積層体布帛 | |
| KR101220658B1 (ko) | 물습윤에 의해 통기성이 향상되는 권축 복합 섬유 함유직편물 및 의복 | |
| JP6975800B2 (ja) | 多層構造布帛およびその製造方法および繊維製品 | |
| JP6184483B2 (ja) | 耐摩耗織物 | |
| JP5363145B2 (ja) | 透湿防水性布帛および繊維製品 | |
| JP2006118062A (ja) | 湿潤時に空隙率が低下する織編物およびその製造方法および繊維製品 | |
| JP2015086489A (ja) | しみ防止布帛および繊維製品 | |
| US20240383226A1 (en) | Fiber laminated structure and production method therefor | |
| JP5973220B2 (ja) | 透湿防水性布帛および繊維製品 | |
| JP5161516B2 (ja) | 透湿防水性布帛 | |
| JP7184887B2 (ja) | 衣服 | |
| JP5599661B2 (ja) | ストレッチコート編地 | |
| JP7267820B2 (ja) | 滑り止め布帛を用いてなるシューズ用インソール | |
| JP6539495B2 (ja) | 積層体布帛 | |
| JP4466132B2 (ja) | 吸水性ストレッチ編地 | |
| JP5231337B2 (ja) | 透湿防水性布帛および繊維製品 | |
| JP4414854B2 (ja) | 吸湿時に通気性が向上する撥水性織編物および繊維製品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18882148 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2019556139 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 3081831 Country of ref document: CA |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20207017416 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2018882148 Country of ref document: EP Effective date: 20200622 |