WO2019107537A1 - 内接歯車ポンプ - Google Patents
内接歯車ポンプ Download PDFInfo
- Publication number
- WO2019107537A1 WO2019107537A1 PCT/JP2018/044154 JP2018044154W WO2019107537A1 WO 2019107537 A1 WO2019107537 A1 WO 2019107537A1 JP 2018044154 W JP2018044154 W JP 2018044154W WO 2019107537 A1 WO2019107537 A1 WO 2019107537A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- casing
- cover
- internal gear
- gear pump
- metal bush
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C15/00—Component parts, details or accessories of machines, pumps or pumping installations, not provided for in groups F04C2/00 - F04C14/00
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2/00—Rotary-piston machines or pumps
- F04C2/08—Rotary-piston machines or pumps of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing
- F04C2/10—Rotary-piston machines or pumps of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of internal-axis type with the outer member having more teeth or tooth-equivalents, e.g. rollers, than the inner member
Definitions
- the present invention relates to an internal gear pump (trochoid (registered trademark, the same hereinafter) pump) for pumping a fluid such as oil, water, or chemical solution, and in particular, an internal gear pump used in the industrial machine field, for example, a compressor for air conditioning.
- an internal gear pump for pumping a fluid such as oil, water, or chemical solution
- an internal gear pump used in the industrial machine field, for example, a compressor for air conditioning.
- an outer rotor and an inner rotor having a trochoidal tooth profile are housed in a sealed state in a casing, and with the rotation of the drive shaft, the inner rotor fixed to the drive shaft and the outer rotor rotate to suck in liquid. It is a pump that acts to discharge.
- a pump having a resin-made casing has been known as a pump of this type that can reduce the number of machining steps and can be manufactured at low cost (see Patent Document 1).
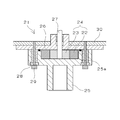
- FIG. 5 is a cross-sectional view of a conventional internal gear pump.
- the pump 21 is mainly composed of a trochoid 24 in which an inner rotor 23 having a plurality of external teeth is accommodated in an annular outer rotor 22 having a plurality of internal teeth.
- the trochoid 24 is rotatably accommodated in a circular trochoid accommodating recess 25 a formed in a flanged cylindrical casing 25.
- a cover 26 for closing the trochoid receiving recess 25 a is fixed to the casing 25.
- a drive shaft 27 which is rotated by a drive source (not shown) is fixed to pass through the shaft center of the inner rotor 23.
- the cover 26 is made of sintered metal, and the casing 25 is an injection-molded product manufactured by injection molding using a resin composition.
- the casing 25 and the cover 26 are fastened and fixed to the fixed plate 30 of the actual machine by bolts 29 passed through a metal bush 28 provided on the casing 25.
- the casing 25 and the cover 26 seal the trochoid receiving recess 25a in a flat planar shape.
- such an internal gear pump is bolt-fastened in a state in which the resin casing and the metal cover are superimposed when attached to the actual machine.
- the strength of the fastening portion is improved by insert molding the above-mentioned metal bush.
- the interface between the casing and the cover is a flat surface, and it is necessary to visually check displacement of bolt holes in the metal bush and the cover on the casing side and to align the position of the casing and the cover.
- the housing and the cover may separate and fall off during installation or transportation. In particular, when attaching to a real machine, depending on the mounting posture of the pump, it may easily fall off, and the workability may be reduced.
- the present invention has been made to address such problems, and it is easy to align the casing and the cover at the time of assembly, and it is possible to prevent separation and removal of these two members, and further, if necessary. It is an object of the present invention to provide an internal gear pump with improved mechanical strength.
- an inner rotor having a plurality of outer teeth is rotatably accommodated in an outer rotor having a plurality of inner teeth, with the outer teeth meshing with the inner teeth and being eccentric.
- an internal gear pump in which a suction side volume chamber for sucking in liquid and a discharge side volume chamber for discharging liquid sucked in to the suction side volume chamber are formed between the internal teeth and the external teeth.
- a casing having a recess for receiving the outer rotor and the inner rotor; and a cover closing the recess of the casing, the casing and the cover including a plurality of projecting portions projecting from one member and the other It is characterized in that it is fitted in and fixed to a member.
- At least one member of the casing and the cover is formed of a molded body of a resin composition.
- at least one member of the casing and the cover is formed of a metal compact.
- the casing and the cover are integrated by a fixing member which is passed through a metal bush which straddles both the members, and at least one of the projecting portions is formed on one member of the casing and the cover. It is characterized in that it is a protruding portion of a metal bush which is fixedly protruded from a member.
- the metal bush is a sintered metal bush
- the molded product is an injection molded article of the resin composition
- the metal is molded.
- a bush is provided integrally with the injection molded body in one member of the casing and the cover at the time of the injection molding.
- protruding portions is a claw portion protruding as a part of the molded body in one member of the casing and the cover.
- the resin composition is characterized in that it is a resin composition comprising a polyphenylene sulfide (PPS) resin as a base resin, and at least one selected from glass fibers, carbon fibers, and inorganic fillers. .
- PPS polyphenylene sulfide
- the positioning at the time of assembling the casing and the cover becomes easier by taking advantage of the characteristics of the resin composition. It can prevent separation and falling off, and is more excellent in workability.
- the casing and the cover are integrated by a fixing member passed through a metal bush straddling both the members, and at least one of the above-mentioned projecting parts projects from the member to one member of the casing and the cover. Since it is a projecting portion of the fixed metal bush, when assembling the casing and the cover, the projecting portion of the metal bush in one member is fitted with the fitting portion of the other member to the projecting portion By doing this, both members can be easily aligned. Further, the strength of the fastening portion between the casing and the cover can be improved by the metal bush, and the loosening of the fastening portion due to the creep deformation of the resin can be prevented.
- the metal bush is a sintered metal bush and an injection molded body of one member of the casing and the cover
- the resin is inserted into the surface recess of the sintered metal of the bush, since the bush is disposed integrally in the mold at the time of injection molding, that is, the bush is disposed in the mold at the time of injection molding and integrated by composite molding. It is excellent in the joint strength of both members by the anchor effect. As a result, even when the bush is made to project long from an injection-molded article such as a casing, it is possible to prevent the bush from coming off during transportation or mounting.
- the resin composition is a resin composition comprising a PPS resin as a base resin, and at least one selected from glass fiber, carbon fiber, and an inorganic filler, the resin composition is excellent in dimensional accuracy and toughness, It becomes easy to get the effect. Moreover, it is excellent in oil resistance and chemical resistance, and can be used even in a high temperature atmosphere exceeding 120 ° C. such as a compressor.
- At least one member of the casing and the cover is a molded product of a resin composition
- at least one of the protrusions is a claw that protrudes as a part of the molded product, so that the claw is also a molded product made of resin It is easy to elastically deform, is excellent in toughness, and can prevent breakage and the like at the time of assembly.
- the claw is also a molded metal made of metal.
- the mechanical strength is excellent, and breakage and the like can be prevented during assembly.
- an inner rotor having a plurality of outer teeth is rotatably housed in an outer rotor having a plurality of inner teeth, with the outer teeth meshing with the inner teeth and being eccentric
- the present invention relates to an internal gear pump having a trochoid in which a suction-side volume chamber for sucking in liquid and a discharge-side volume chamber for discharging the liquid sucked in to the suction-side volume chamber are formed therebetween.
- the internal gear pump has a casing having a recess for receiving an outer rotor and an inner rotor, which constitute a trochoid, and a cover for closing the recess of the casing.
- the internal gear pump of the present invention is characterized in that the casing and the cover are fixed by fitting a plurality of projecting portions projecting from one member to the other member.
- the protrusion include a form using a metal bush fixed to a resin-made casing, and a form using a claw part provided on a resin-made or metal-made casing or cover.
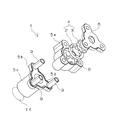
- FIG. 1 is an assembled perspective view showing an example of an internal gear pump
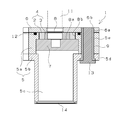
- FIG. 2 is an axial sectional view of the internal gear pump.
- the internal gear pump 1 includes a trochoid 4 in which the inner rotor 3 is accommodated in the annular outer rotor 2, and a circular recess (trochoid accommodation recess) that rotatably accommodates the trochoid 4.
- the casing 5 is composed of two members, a pump casing 5a and a suction casing 5b.
- the cover 6 has a shape that matches the outer shape of the upper surface of the casing 5 in which the trochoid receiving recess 8 is opened.
- Three metal bushes 9 are fixed to the suction casing 5b.
- the pump casing 5a, the suction casing 5b and the cover 6 are fixed to a fixed plate of the actual machine by bolts 13 which are fixing members passed through metal bushes 9 straddling them, and integrated. It is done.
- the fixing member is not limited to the bolt 13 as long as it can fix each member, and may be, for example, a screw or a pin.
- the internal gear pump 1 has a drive shaft 11 coaxially fixed to the rotation center of the inner rotor 3.
- the outer teeth of the inner rotor 3 are smaller by one than the inner teeth of the outer rotor 2, and the inner rotor 3 is accommodated in the outer rotor 2 in an eccentric state in which the outer teeth contact and mesh with the inner teeth.
- volume chambers on the suction side and the discharge side are formed between the dividing points at which the rotors are in contact with each other.
- the bottom 8a of the trochoid receiving recess 8 of the casing 5 is formed with a liquid flow path including a suction port communicating with the suction-side volume chamber and a discharge port communicating with the discharge-side volume chamber.
- the liquid is pressure-fed from a discharge port to a compression unit (not shown) in the upper part of the drawing through a discharge flow path in the center of the drive shaft 11.
- the trochoid 4 is rotated by the drive shaft 11 to increase the volume to a negative pressure, whereby the liquid is sucked into the pump through the suction port.
- the suction side volume chamber is changed to a discharge side volume chamber in which the volume is reduced and the internal pressure is increased by the rotation of the trochoid 4, and the suctioned liquid is discharged from the discharge side volume chamber to the discharge port.
- the above pumping action is continuously performed by the rotation of the trochoid 4, and the liquid is continuously pumped.
- the fluid sealing effect in which the sealing performance of each volume chamber is enhanced by the inhaled liquid increases the differential pressure generated between the volume chambers, and a large pumping action is obtained.
- At least one member of the casing and the cover is a molded body (resin body) of a resin composition.
- the internal gear pump according to the present invention in a configuration employing such a resin casing or the like, further facilitates alignment at the time of assembling the casing and the cover, and prevents separation and separation of these two members. is there.
- substantially the whole of the casing 5 and the cover 6, that is, the cover 6, the pump casing 5a and the suction casing 5b are made of resin and they are integrated by the metal bush 9 and the bolt 13. ing.
- the member for fixing at least the metal bush 9 may be a resin, and for example, the cover 6 may be made of metal (iron, stainless steel, sintered metal, aluminum alloy or the like).
- the metal bush 9 is fixed to the flange portion 5d of the suction casing 5b.
- the metal bush 9 By fitting the projecting portion of the metal bush 9 from the suction casing 5b to the fitting portion 6a of the pump casing 5a and the fitting portion 6a of the cover 6, alignment of these members can be facilitated.
- the metal bush 9 even if one or both of the casing 5 and the cover 6 are made of resin body, strength can be improved at the fastening portion of both members, and fastening due to creep deformation of the resin It also prevents loose parts.
- the assembly (casing and cover) of the temporary assembly can be prevented from separating or falling off during installation or transportation. In addition, foreign matter can be prevented from entering the rotor portion.
- the length of the metal bush 9 is adjusted and the end of the metal bush 9 when assembled is a length that does not protrude from the upper end surface 6 b of the fitting portion 6 a of the cover 6. More preferably, the tip of the metal bush 9 is shaped so as to be recessed from the upper end surface 6 b of the fitting portion 6 a of the cover 6. Thereby, interference between the fixed plate of the actual machine and the metal bush 9 can be prevented.
- the metal bush 9 can be made of any metal such as iron, stainless steel, sintered metal or the like, and is particularly preferably made of sintered metal. Since the metal bush is made of sintered metal and is compound-formed (insert molding) with the suction casing, the resin enters into the surface concave portion of the sintered metal of the bush, so that it is strongly joined by the anchor effect.
- the inner side surface of the trochoid receiving recess be made of a resin and the bottom surface of the recess be made of a metal.
- the pump casing 5 a is in sliding contact with the outer rotor 2 and the inner rotor 3 at the bottom surface 8 a and the inner side surface 8 b of the trochoid receiving recess 8.
- the inner side surface 8 b of the trochoid receiving recess 8 is formed of a disk-shaped metal plate 7 integrated with the pump casing 5 a by composite molding.
- the metal plate 7 As the metal plate 7, a sintered metal body or a molten metal body (sheet metal pressed product) can be employed.
- a liquid suction portion 5c is provided in the suction casing 5b. If necessary, the filter 14 can be fixed by welding or the like to an end portion of the liquid suction portion 5c which is an inlet (liquid suction port) of the communication passage to the suction side volume chamber. The filter 14 can prevent the entry of foreign matter into the pump.
- a groove is provided on the outer peripheral portion of the trochoid receiving recess 8, and the seal ring 12 is assembled to the groove.
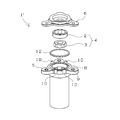
- FIG. 3 shows an assembled perspective view showing another example of the internal gear pump
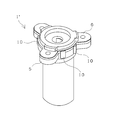
- FIG. 4 shows a completed perspective view of the internal gear pump
- the internal gear pump 1 ′ includes a trochoid 4 in which the inner rotor 3 is accommodated in the annular outer rotor 2, a casing 5 in which the trochoid accommodation recess 8 is formed, and the trochoid accommodation recess 8.
- a cover 6 for closing the cover The cover 6 has a shape that matches the outer shape of the upper surface of the casing 5 in which the trochoid receiving recess 8 is opened.
- the casing 5 is made of resin.
- the casing 5 and the cover 6 are fixed to and integrated with a fixed plate of the actual machine by bolts (not shown) passed through the metal bush 9 fixed to the casing 5.
- the basic configuration of the other pumps is the same as that shown in FIGS. 1 and 2.
- the metal bush 9 is not fitted up to the cover 6.
- the casing 5 is provided with four claws 10 projecting from the casing.
- the claws 10 are integral with the casing 5 and formed at the same time as molding of the resin casing 5.
- the claw portion 10 is fitted (engaged) so as to hold the outer peripheral portion of the cover 6, which enables easy alignment.
- the claw portion is made of resin, it is easily elastically deformed, has excellent toughness, and can be prevented from being damaged during assembly.
- the shape and the number of the claws 10 are not particularly limited as long as the two members can be aligned.
- the resin composition that forms the casing and the cover mainly uses a synthetic resin that can be injection-molded as a base resin.
- a synthetic resin that can be injection-molded as a base resin.
- the base resin for example, PPS resin, thermoplastic polyimide resin, polyether ketone resin, polyether ether ketone (PEEK) resin, polyamide imide resin, polyamide (PA) resin, polybutylene terephthalate (PBT) resin, polyethylene terephthalate (PET) resin, polyethylene (PE) resin, polyacetal resin, phenol resin and the like.
- PA polyamide
- PBT polybutylene terephthalate
- PET polyethylene terephthalate
- PE polyethylene
- polyacetal resin polyacetal resin
- Glass fiber, carbon fiber, or inorganic filler effective for high strength, high elasticity, high dimensional accuracy, wear resistance and anisotropy removal of injection molding shrinkage alone or in combination Is preferred.
- the combination of glass fiber and inorganic filler is excellent in economical efficiency and excellent in friction and wear characteristics in oil.
- a resin composition in which a linear PPS resin is used as a base resin and glass fibers and glass beads are blended as a filler thereto.
- a casing or a cover is formed by injection molding using molding pellets obtained from these various raw materials.
- the above-mentioned metal bush is disposed in the mold and integrated by composite molding.
- the above-described metal plate is disposed in a mold and integrated by composite forming.
- the casing or the cover can be formed, for example, as a die-cast product.
- a material for example, a low melting point alloy such as an aluminum alloy is preferable.
- a die-cast product made of aluminum alloy for example, an Al-Si alloy (ADC1), an Al-Si-Mg alloy (ADC3), an Al-Mg alloy (ADC5, etc.) defined in JIS H 5302 (2006) etc.
- ADC6 Al-Si-Cu based alloys
- ADC10, ADC10Z, ADC12, ADC12Z, ADC14 and the like.
- the casing or the cover can also be shaped, for example, as a sintered metal article.
- a sintered metal an iron-based sintered metal etc. are preferable. More specifically, for example, an iron-based sintered metal having a pearlite phase at least in a surface layer portion, and in which copper and tin are mixed to bond iron structures, is preferable. In this case, the iron structures are bonded with a copper-tin alloy.
- An example of the composition of this type of iron-based sintered metal will be described. Iron-based sintered metal containing 1 to 10% by weight (preferably 1 to 8% by weight) of copper, 0.5 to 2% by weight of tin, 0.1 to 0.5% by weight of carbon and the balance being iron It is.
- the blending ratio of tin to copper is 1/5 or more and 1 or less by weight.
- the ratio of the copper structure to the copper component in the sintered metal is 5% by weight or less, and the ratio of the tin structure to the tin component in the sintered metal is 0.1% by weight or less.
- the density of such a sintered metal product is preferably, for example, 6.6 g / cm 3 or more, preferably 6.8 g / cm 3 or more, for example, 8.0 g / cm 3 or less.
- the casing is formed of the Al-Si-Cu-based aluminum alloy (ADC 12), and the cover is an iron-based sintered metal having a pearlite phase at least in the surface layer, or the Al-Si -A combination formed by molding a Cu-based die cast aluminum alloy (ADC 12) may be mentioned.
- ADC 12 Al-Si-Cu-based aluminum alloy
- the internal gear pump of the present invention it is preferable to use a sintered metal (iron-based, copper-iron-based, copper-based, stainless-based, etc.) as the material of the outer rotor and inner rotor. Systems are preferred.
- medical solution etc. what is necessary is just to employ
- an internal gear pump of the present invention is not limited to these.
- both the metal bush and the claw may be used.
- the internal gear pump of the present invention is easy to align at the time of assembling the casing and the cover, and can prevent separation and detachment of these two members, so that it is possible to pressure-feed liquids such as oil, water, and chemical solutions. It can be widely used as a contact gear pump (trochoid pump). For example, it can be used as a pump for supplying a liquid to the sliding part of a scroll type compressor for an electric water heater, a room air conditioner, or a car air conditioner using a fluorocarbon substitute or carbon dioxide as a refrigerant.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Rotary Pumps (AREA)
- Details And Applications Of Rotary Liquid Pumps (AREA)
Abstract
ケーシングとカバーとの組み付け時の位置合わせが容易であり、かつ、これら両部材の分離や脱落を防止できる内接歯車ポンプを提供する。内接歯車ポンプ1において、ケーシング5とカバー6の少なくとも一方の部材が樹脂組成物などの成形体であり、ケーシング5とカバー6は、一方の部材から突出した複数の突出部を他方の部材に嵌合させて固定されており、この突出部が、ケーシング5に固定された金属製ブッシュ9の該ケーシングからの突出部分であり、ケーシング5とカバー6は、これら両部材を跨る金属製ブッシュ9を介して通されたボルト13により一体化されている。
Description
本発明は、油や水、薬液などの液体を圧送する内接歯車ポンプ[トロコイド(登録商標、以下同じ)ポンプ]に関し、特に、産業機械分野、例えば空調用コンプレッサに使用される内接歯車ポンプに関する。
内接歯車ポンプは、トロコイド歯形を有するアウタロータおよびインナロータがケーシング内に密閉された状態で収容され、駆動シャフトの回転に伴い、駆動シャフトと固定されたインナロータとアウタロータが回転し、液体を吸入して吐出するように作用するポンプである。この種のポンプとして、近年、機械加工工程を削減でき、低コストで製造可能なものとして、樹脂製のケーシングを有するポンプが知られている(特許文献1参照)。
図5に基づき、この種の内接歯車ポンプの構造について説明する。図5は従来の内接歯車ポンプの断面図である。図5に示すように、このポンプ21は、複数の内歯を有する環状のアウタロータ22内に、複数の外歯を有するインナロータ23が収容されてなるトロコイド24を主体としている。このトロコイド24は、フランジ付き円柱状のケーシング25に形成された円形のトロコイド収容凹部25aに回転自在に収容されている。ケーシング25には、トロコイド収容凹部25aを閉塞するカバー26が固定されている。また、インナロータ23の軸心には、図示しない駆動源によって回転させられる駆動シャフト27が貫通して固定されている。
カバー26は焼結金属製であり、ケーシング25は樹脂組成物を用いて射出成形により製造された射出成形体である。ケーシング25とカバー26とは、ケーシング25に設けられた金属製のブッシュ28を通されたボルト29により、実機の固定プレート30に締結固定されている。ケーシング25とカバー26とは、互いにフラットな平面形状でトロコイド収容凹部25aを密閉している。
上述のとおり、このような内接歯車ポンプは、実機に取り付ける際に樹脂製ケーシングと金属製カバーとを重ね合わせた状態でボルト締結している。一般に樹脂成形品は機械的強度が低いため、上記のような金属製ブッシュをインサート成形することで締結部の強度の向上を図っている。しかし、ケーシングとカバーとの境界面は平面であり、ケーシング側の金属製ブッシュとカバーにおけるボルト穴のずれ等を目視で確認して、ケーシングとカバーの位置を合わせる必要がある。また、実機へ取り付ける際や輸送中において、ハウジングとカバーが分離・脱落するおそれがある。特に、実機へ取り付ける際に、ポンプの取り付け姿勢によっては脱落しやすく、作業性が低下するおそれがある。
本発明はこのような問題に対処するためになされたものであり、ケーシングとカバーとの組み付け時の位置合わせが容易であり、かつ、これら両部材の分離や脱落を防止でき、さらに必要に応じて機械的強度を向上させた内接歯車ポンプを提供することを目的とする。
本発明の内接歯車ポンプは、複数の内歯を有するアウタロータ内に、複数の外歯を有するインナロータが、上記外歯が上記内歯に噛み合い、かつ、偏心する状態で回転自在に収容され、上記内歯と上記外歯との間に、液体を吸入する吸入側容積室と、この吸入側容積室に吸入した液体を吐出する吐出側容積室とが形成される内接歯車ポンプであって、上記アウタロータおよび上記インナロータを収容する凹部を有するケーシングと、該ケーシングの上記凹部を閉塞するカバーとを有し、上記ケーシングと上記カバーとは、一方の部材から突出した複数の突出部を他方の部材に嵌合させて固定されていることを特徴とする。
上記ケーシングと上記カバーの少なくとも一方の部材が、樹脂組成物の成形体からなることを特徴とする。または、上記ケーシングと上記カバーの少なくとも一方の部材が、金属の成形体からなることを特徴とする。
上記ケーシングと上記カバーとが、これら両部材に跨る金属製ブッシュを介して通された固定部材により一体化されており、上記突出部の少なくとも1つが、上記ケーシングと上記カバーの一方の部材に該部材から突出して固定された金属製ブッシュの突出部分であることを特徴とする。
また、上記樹脂組成物の成形体と上記金属製ブッシュを用いる形態において、該金属製ブッシュが焼結金属製ブッシュであり、該成形体が上記樹脂組成物の射出成形体であり、上記金属製ブッシュが、上記ケーシングと上記カバーの一方の部材における該射出成形体に、その射出成形時に一体に設けられていることを特徴とする。
上記突出部の少なくとも1つが、上記ケーシングと上記カバーの一方の部材における上記成形体の一部として突出した爪部であることを特徴とする。
上記樹脂組成物が、ポリフェニレンサルファイド(PPS)樹脂をベース樹脂とし、これにガラス繊維、炭素繊維、および無機充填剤から選ばれる少なくとも1つを配合してなる樹脂組成物であることを特徴とする。
本発明の内接歯車ポンプは、ケーシングとカバーにおいて一方の部材から突出した複数の突出部を他方の部材に嵌合させて固定されているので、組み付け時の位置合わせが容易であるとともに、これら両部材の分離や脱落を防止でき、作業性に優れる。
ケーシングとカバーの少なくとも一方の部材が樹脂組成物の成形体である場合は、樹脂組成物の特性を生かして、ケーシングとカバーとの組み付け時の位置合わせがより容易となるとともに、これら両部材の分離や脱落を防止でき、より作業性に優れる。
また、ケーシングとカバーの少なくとも一方の部材が金属の成形体である場合は、ケーシングとカバーとの機械的強度を向上させつつ、これらの組み付け時の位置合わせが容易であり、これら両部材の分離や脱落を防止できる。
ケーシングとカバーとが、これら両部材に跨る金属製ブッシュを介して通された固定部材により一体化されており、上記突出部の少なくとも1つが、ケーシングとカバーの一方の部材に該部材から突出して固定された金属製ブッシュの突出部分であるので、ケーシングとカバーとを組み付ける際には、一方の部材における金属製ブッシュの突出部分と、他方の部材の該突出部分に対する嵌合部とを嵌合させることで、両部材の位置合わせが容易にできる。また、金属製ブッシュによりケーシングとカバーの締結部での強度向上が図れ、樹脂のクリープ変形による締結部の緩みも防止できる。
ケーシングとカバーの少なくとも一方の部材が樹脂組成物の成形体であって金属製ブッシュを用いる形態において、該金属製ブッシュが焼結金属製ブッシュであり、ケーシングとカバーの一方の部材における射出成形体に、その射出成形時に一体に設けられている、すなわち、射出成形時に金型内にブッシュを配置して複合成形により一体化されているので、ブッシュの焼結金属の表面凹部に樹脂が入り込み、アンカー効果により両部材の接合強度に優れる。これにより、ブッシュをケーシング等の射出成形体から長く突出させるような形態とした場合でも、輸送時や取り付け時における該ブッシュの抜けを防止できる。
樹脂組成物が、PPS樹脂をベース樹脂とし、これにガラス繊維、炭素繊維、および無機充填剤から選ばれる少なくとも1つを配合してなる樹脂組成物であるので、寸法精度や靭性に優れ、上記効果が得られやすくなる。また、耐油性、耐薬品性に優れ、コンプレッサなどの120℃を越える高温雰囲であっても使用可能となる。
ケーシングとカバーの少なくとも一方の部材が樹脂組成物の成形体である場合、突出部の少なくとも1つが、この成形体の一部として突出した爪部であるので、該爪部も樹脂製の成形体の一部となり、弾性変形しやすく、靭性に優れ、組み付け時における破損等を防止できる。
また、ケーシングとカバーの少なくとも一方の部材が金属の成形体である場合、突出部の少なくとも1つが、この成形体の一部として突出した爪部であるので、該爪部も金属製の成形体の一部となり、機械的強度に優れ、組み付け時における破損等を防止できる。
本発明は、複数の内歯を有するアウタロータ内に、複数の外歯を有するインナロータが、外歯が内歯に噛み合い、かつ、偏心する状態で回転自在に収容され、内歯と外歯との間に、液体を吸入する吸入側容積室と、この吸入側容積室に吸入した液体を吐出する吐出側容積室とが形成されるトロコイドを有する内接歯車ポンプに関するものとされている。この内接歯車ポンプは、トロコイドを構成するアウタロータおよびインナロータを収容する凹部を有するケーシングと、ケーシングの凹部を閉塞するカバーとを有している。
本発明の内接歯車ポンプは、ケーシングとカバーとが、一方の部材から突出した複数の突出部を他方の部材に嵌合させて固定されていることを特徴とする。この突出部として、例えば、樹脂製のケーシングに固定された金属製ブッシュを利用する形態や、樹脂製または金属製のケーシングまたはカバーに設けられた爪部を利用する形態が挙げられる。
金属製ブッシュを利用する形態の内接歯車ポンプを図1および図2に基づき説明する。図1は内接歯車ポンプの一例を示す組み立て斜視図を、図2はその内接歯車ポンプの軸方向断面図をそれぞれ示す。
図1および図2に示すように、内接歯車ポンプ1は、環状のアウタロータ2内にインナロータ3が収容されたトロコイド4と、このトロコイド4を回転自在に収容する円形の凹部(トロコイド収容凹部)8が形成されたポンプケーシング5aと、液体吸入部5cが形成された吸入ケーシング5bと、ポンプケーシング5aのトロコイド収容凹部8を閉塞するカバー6とを有する。ケーシング5は、ポンプケーシング5aと吸入ケーシング5bの2部材から構成されている。カバー6は、トロコイド収容凹部8が開口するケーシング5の上面の外形に合致する形状である。吸入ケーシング5bに3つの金属製ブッシュ9が固定されている。図2に示すように、ポンプケーシング5aと吸入ケーシング5bとカバー6は、これらに跨る金属製ブッシュ9を介して通された固定部材であるボルト13により、実機の固定プレートに固定され、一体化されている。固定部材は、ボルト13に限定されず、各部材を固定可能なものであればよく、例えばねじやピンなどでもよい。また、内接歯車ポンプ1は、インナロータ3の回転中心に同軸で固定された駆動シャフト11を有している。
図1および図2に示すように、内接歯車ポンプ1は、環状のアウタロータ2内にインナロータ3が収容されたトロコイド4と、このトロコイド4を回転自在に収容する円形の凹部(トロコイド収容凹部)8が形成されたポンプケーシング5aと、液体吸入部5cが形成された吸入ケーシング5bと、ポンプケーシング5aのトロコイド収容凹部8を閉塞するカバー6とを有する。ケーシング5は、ポンプケーシング5aと吸入ケーシング5bの2部材から構成されている。カバー6は、トロコイド収容凹部8が開口するケーシング5の上面の外形に合致する形状である。吸入ケーシング5bに3つの金属製ブッシュ9が固定されている。図2に示すように、ポンプケーシング5aと吸入ケーシング5bとカバー6は、これらに跨る金属製ブッシュ9を介して通された固定部材であるボルト13により、実機の固定プレートに固定され、一体化されている。固定部材は、ボルト13に限定されず、各部材を固定可能なものであればよく、例えばねじやピンなどでもよい。また、内接歯車ポンプ1は、インナロータ3の回転中心に同軸で固定された駆動シャフト11を有している。
インナロータ3の外歯はアウタロータ2の内歯よりも1つ少なく、インナロータ3は、上記外歯が上記内歯に内接して噛み合う偏心した状態で、アウタロータ2内に収容されている。各ロータが互いに接触する仕切点間には、トロコイド4の回転方向に応じて、吸入側および吐出側の容積室が形成される。ケーシング5のトロコイド収容凹部8の底面8aには、吸入側の容積室に連通する吸入口と、吐出側の容積室に連通する吐出口とを含む液体流路が形成されている。吐出口から駆動シャフト11の中心部の吐出流路を通して、図中上方の圧縮部(図示省略)に液体が圧送される。
内接歯車ポンプ1では、駆動シャフト11によってトロコイド4が回転することにより、容積が増大して負圧となる吸入側容積室に、吸入口から液体がポンプ内部に吸入される。この吸入側容積室は、トロコイド4が回転することによって容積が減少して内圧が上昇する吐出側容積室に変わり、この吐出側容積室から、吸入された液体が吐出口に吐出される。上記のポンプ作用が、トロコイド4の回転によって連続的に行われ、液体が連続的に圧送される。さらに、吸入された液体によって各容積室の密閉性が高められる液体シール効果によって、各容積室間に生じる差圧が大きくなり、大きなポンプ作用が得られる。
本発明の内接歯車ポンプは、ケーシングとカバーの少なくとも一方の部材が樹脂組成物の成形体(樹脂体)である。これにより、機械加工工程を削減でき、低コストで製造可能となる。本発明の内接歯車ポンプは、このような樹脂製のケーシング等を採用する構成において、さらにケーシングとカバーとの組み付け時の位置合わせを容易とし、これら両部材の分離や脱落を防止するものである。図1および図2の形態では、ケーシング5とカバー6の略全体、すなわち、カバー6、ポンプケーシング5a、および吸入ケーシング5bが樹脂体とされ、これらは金属製ブッシュ9とボルト13により一体化されている。なお、少なくとも金属製ブッシュ9を固定する部材が樹脂体であればよく、例えばカバー6を金属製(鉄、ステンレス鋼、焼結金属、アルミニウム合金など)としてもよい。
図1および図2に示すように、金属製ブッシュ9は、吸入ケーシング5bのフランジ部5dに固定されている。吸入ケーシング5bからの金属製ブッシュ9の突出部分を、ポンプケーシング5aの嵌合部5eとカバー6の嵌合部6aに嵌合させることで、これら部材の位置合わせが容易にできる。また、金属製ブッシュ9を介在させることで、ケーシング5とカバー6の一方または両方を樹脂体とする場合であっても、両部材の締結部での強度向上が図れ、樹脂のクリープ変形による締結部の緩みも防止できる。さらに、取り付け時や輸送時において、仮組みのアッシー(ケーシングとカバー)が分離・脱落することを防止できる。加えて、ロータ部分へ異物が侵入することを防止できる。
また、金属製ブッシュ9の長さ調整し、組み付けた際の金属製ブッシュ9の先端が、カバー6の嵌合部6aの上端面6bから突出しない長さとすることが好ましい。より好ましくは、金属製ブッシュ9の先端が、カバー6の嵌合部6aの上端面6bから凹んだ位置となるような形状とする。これにより、実機の固定プレートと金属製ブッシュ9とが干渉することを防止できる。
金属製ブッシュ9は、鉄、ステンレス鋼、焼結金属などの任意の金属製とできるが、特に焼結金属製とすることが好ましい。金属製ブッシュを焼結金属製とし、吸入ケーシングと複合成形(インサート成形)することで、ブッシュの焼結金属の表面凹部に樹脂が入り込むため、アンカー効果により強固に接合される。
ポンプケーシングは、トロコイド収容凹部の内側面が樹脂体からなり、該凹部の底面が金属体からなる構成とすることが好ましい。図2に示すように、ポンプケーシング5aは、トロコイド収容凹部8を構成する底面8aと内側面8bでアウタロータ2およびインナロータ3と摺接する。トロコイド収容凹部8の内側面8bを樹脂体とすることで、アウタロータ2との摩擦摩耗特性に優れる。また、トロコイド収容凹部8の底面8aは、ポンプケーシング5aと複合成形により一体化された円盤状の金属プレート7から構成されている。これにより、樹脂で底面8aを形成する場合と比較して平面度に優れ、吐出性能のばらつきを抑制できる。金属プレート7としては、焼結金属体や溶製金属体(板金プレス品)が採用できる。
ケーシング5をポンプケーシング5aと吸入ケーシング5bの2部材とすることで、上記のような金属プレート7の複合成形(インサート成形)が容易になる。本発明では、このようにケーシングを複数部材に分離して部品点数が多くなる場合でも、複数の突出部を利用した嵌合構造により、位置合わせが容易であり、組み立て性に優れる。また、吸入ケーシング5bには液体吸入部5cが設けられている。必要に応じて、吸入側容積室までの連通路入口(液体吸入口)となる液体吸入部5cの端部に、フィルタ14を溶着などにより固定できる。フィルタ14により、ポンプ内への異物の混入を防止できる。
また、ポンプケーシング5aには、トロコイド収容凹部8の外周部分に溝が設けられ、該溝にシールリング12が組み付けられている。シールリング12を組み付けることで、ポンプケーシング5aとカバー6の合わせ面からの液体の漏れを防止でき、吐出量のばらつきを抑制でき、安全率が高くなる。なお、ケーシングとカバーの各部材の接合面で必要十分な密閉性が確保できている場合には、シールリング12は省略してもよい。
爪部を利用する形態の内接歯車ポンプを図3および図4に基づき説明する。図3は内接歯車ポンプの他の例を示す組み立て斜視図を、図4はその内接歯車ポンプの完成斜視図をそれぞれ示す。図3および図4に示すように、内接歯車ポンプ1’は、環状のアウタロータ2内にインナロータ3が収容されたトロコイド4と、トロコイド収容凹部8が形成されたケーシング5と、トロコイド収容凹部8を閉塞するカバー6とを有する。カバー6は、トロコイド収容凹部8が開口するケーシング5の上面の外形に合致する形状である。ケーシング5は樹脂製である。ケーシング5とカバー6は、ケーシング5に固定された金属製ブッシュ9を介して通されたボルト(図示省略)により、実機の固定プレートに固定され、一体化されている。その他のポンプの基本的構成は図1および図2に示す形態と同様である。
この形態では、金属製ブッシュ9は、カバー6までは嵌合していない。一方で、ケーシング5に該ケーシングから突出した4つの爪部10が設けられている。これらの爪部10は、ケーシング5と一体であり、樹脂製のケーシング5の成形時に同時に形成された部位である。図4に示すように、組み付け時には、爪部10が、カバー6の外周部を抱え込むように嵌合(係合)することで、容易に位置合わせが可能となる。また、樹脂製の爪部であることから、弾性変形しやすく、靭性に優れ、組み付け時における破損等を防止できる。なお、爪部10の形状や個数は、両部材の位置合わせが可能なものであれば特に限定されない。
以上の各形態において、ケーシングやカバーを形成する樹脂組成物は、主に射出成形可能な合成樹脂をベース樹脂とするものである。このベース樹脂としては、例えば、PPS樹脂、熱可塑性ポリイミド樹脂、ポリエーテルケトン樹脂、ポリエーテルエーテルケトン(PEEK)樹脂、ポリアミドイミド樹脂、ポリアミド(PA)樹脂、ポリブチレンテレフタレート(PBT)樹脂、ポリエチレンテレフタレート(PET)樹脂、ポリエチレン(PE)樹脂、ポリアセタール樹脂、フェノール樹脂などが挙げられる。これらの各樹脂は単独で使用してもよく、2種類以上混合したポリマーアロイであってもよい。これらの耐熱性樹脂の中でも、成形体の耐クリープ性、耐荷重性、耐摩耗性、耐薬品性などに優れることから、PPS樹脂を用いることが特に好ましい。
高強度化、高弾性化、高寸法精度化、耐摩耗性の付与・射出成形収縮の異方性除去に有効なガラス繊維、炭素繊維、または無機充填剤を単独で、もしくは、適宜併用することが好ましい。特に、ガラス繊維と無機充填剤の併用は、経済性に優れ、油中での摩擦摩耗特性に優れている。
本発明では、直鎖型のPPS樹脂をベース樹脂とし、これに充填剤としてガラス繊維とガラスビーズを配合してなる樹脂組成物を用いることが特に好ましい。この構成により、耐油性、耐薬品性に優れ、靱性に優れ、射出成形収縮の異方性除去により反りが小さく、寸法精度も大幅に向上するため、カバーとケーシングの両方を樹脂製とする場合に特に有効である。
これらの諸原材料から得られた成形用ペレットを用いて、射出成形でケーシングやカバーを成形する。図1や図2の形態に示す部材とする場合、吸入ケーシングの成形時には、金型内に上述の金属製ブッシュを配置して、複合成形により一体化させる。また、ポンプケーシングの成形時には、金型内に上述の金属プレートを配置して、複合成形により一体化させる。
また、ケーシングまたはカバーは、例えば、ダイカスト品として成形されることも可能である。材料としては、例えばアルミニウム合金などの低融点合金が好ましい。アルミニウム合金製ダイカスト品としては、例えば、JIS H 5302(2006)などに規定されているAl-Si系合金(ADC1)、Al-Si-Mg系合金(ADC3)、Al-Mg系合金(ADC5、ADC6)、Al-Si-Cu系合金(ADC10、ADC10Z、ADC12、ADC12Z、ADC14)などが挙げられる。
また、ケーシングまたはカバーは、例えば、焼結金属品として成形されることも可能である。焼結金属としては、鉄系焼結金属などが好ましい。より詳細には、例えば、少なくとも表層部にパーライト相を有する鉄系焼結金属であって、鉄組織同士を結合するために銅および錫が配合された鉄系焼結金属が好ましい。この場合、鉄組織同士は、銅-錫合金で結合されている。この種の鉄系焼結金属の組成の一例を説明する。銅を1~10重量%(好ましくは1~8重量%)、錫を0.5~2重量%、炭素を0.1~0.5重量%含み、残部を鉄とした鉄系焼結金属である。銅に対する錫の配合割合は重量比で1/5以上1以下とされる。鉄系焼結金属中の銅および錫は大半が銅-錫合金として存在しており、銅単体、あるいは錫単体の組織はほとんど存在していない。例えば、焼結金属中の銅成分に対する銅単体組織の比率は5重量%以下、および焼結金属中の錫成分に対する錫単体組織の比率は、0.1重量%以下とされる。このような焼結金属品の密度は、例えば6.6g/cm3以上、好ましくは6.8g/cm3以上、例えば8.0g/cm3以下であることが好ましい。
具体的な組み合わせとして、例えば、ケーシングを上記Al-Si-Cu系のアルミニウム合金(ADC12)で成形し、カバーを上記少なくとも表層部にパーライト相を有する鉄系焼結金属、または、上記Al-Si-Cu系ダイカストのアルミニウム合金(ADC12)で成形する組み合わせが挙げられる。
また、本発明の内接歯車ポンプにおいて、アウタロータおよびインナロータの材質としては、焼結金属(鉄系、銅鉄系、銅系、ステンレス系など)を使用することが好ましく、特に価格面からは鉄系が好ましい。なお、水、薬液などを圧送するトロコイドポンプにおいては、防錆能力が高いステンレス系などを採用すればよい。
以上、各図に基づいて突出部として金属製ブッシュと爪部を利用する場合を説明したが、本発明の内接歯車ポンプはこれらに限定されるものではない。例えば、金属製ブッシュと爪部の両方を利用する形態としてもよい。その他、一方の部材から突出した複数の突出部を他方の部材に嵌合させて固定されている任意の構造を採用できる。
本発明の内接歯車ポンプは、ケーシングとカバーとの組み付け時の位置合わせが容易であり、かつ、これら両部材の分離や脱落を防止できるので、油や水、薬液などの液体を圧送する内接歯車ポンプ(トロコイドポンプ)として広く利用できる。例えば、代替フロン、炭酸ガスなどを冷媒とする電気給湯機、ルームエアコン、カーエアコン用のスクロール型コンプレッサの摺動部に液体を供給するためのポンプとして利用できる。
1 内接歯車ポンプ
2 アウタロータ
3 インナロータ
4 トロコイド
5 ケーシング
5a ポンプケーシング
5b 吸入ケーシング
5c 液体吸入部
5d フランジ部
5e 嵌合部(吸入ケーシング)
6 カバー
6a 嵌合部(カバー)
6b 上端面
7 金属プレート
8 トロコイド収容凹部
8a 底面
8b 内側面
9 金属製ブッシュ
10 爪部
11 駆動シャフト
12 シールリング
13 ボルト
14 フィルタ
2 アウタロータ
3 インナロータ
4 トロコイド
5 ケーシング
5a ポンプケーシング
5b 吸入ケーシング
5c 液体吸入部
5d フランジ部
5e 嵌合部(吸入ケーシング)
6 カバー
6a 嵌合部(カバー)
6b 上端面
7 金属プレート
8 トロコイド収容凹部
8a 底面
8b 内側面
9 金属製ブッシュ
10 爪部
11 駆動シャフト
12 シールリング
13 ボルト
14 フィルタ
Claims (10)
- 複数の内歯を有するアウタロータ内に、複数の外歯を有するインナロータが、前記外歯が前記内歯に噛み合い、かつ、偏心する状態で回転自在に収容され、前記内歯と前記外歯との間に、液体を吸入する吸入側容積室と、この吸入側容積室に吸入した液体を吐出する吐出側容積室とが形成される内接歯車ポンプであって、
前記アウタロータおよび前記インナロータを収容する凹部を有するケーシングと、該ケーシングの前記凹部を閉塞するカバーとを有し、
前記ケーシングと前記カバーとは、一方の部材から突出した複数の突出部を他方の部材に嵌合させて固定されていることを特徴とする内接歯車ポンプ。 - 前記ケーシングと前記カバーの少なくとも一方の部材が、樹脂組成物の成形体からなることを特徴とする請求項1記載の内接歯車ポンプ。
- 前記ケーシングと前記カバーとが、これら両部材に跨る金属製ブッシュを介して通された固定部材により一体化されており、
前記突出部の少なくとも1つが、前記ケーシングと前記カバーの一方の部材に該部材から突出して固定された金属製ブッシュの突出部分であることを特徴とする請求項1記載の内接歯車ポンプ。 - 前記ケーシングと前記カバーの少なくとも一方の部材が、樹脂組成物の成形体からなり、
前記ケーシングと前記カバーとが、これら両部材に跨る金属製ブッシュを介して通された固定部材により一体化されており、
前記突出部の少なくとも1つが、前記ケーシングと前記カバーの一方の部材に該部材から突出して固定された金属製ブッシュの突出部分であることを特徴とする請求項1記載の内接歯車ポンプ。 - 前記金属製ブッシュが焼結金属製ブッシュであり、前記成形体が前記樹脂組成物の射出成形体であり、
前記金属製ブッシュが、前記ケーシングと前記カバーの一方の部材における該射出成形体に、その射出成形時に一体に設けられていることを特徴とする請求項4記載の内接歯車ポンプ。 - 前記突出部の少なくとも1つが、前記ケーシングと前記カバーの一方の部材における前記成形体または前記射出成形体の一部として突出した爪部であることを特徴とする請求項2または請求項5記載の内接歯車ポンプ。
- 前記樹脂組成物が、ポリフェニレンサルファイド樹脂をベース樹脂とし、これにガラス繊維、炭素繊維、および無機充填剤から選ばれる少なくとも1つを配合してなる樹脂組成物であることを特徴とする請求項2または請求項4記載の内接歯車ポンプ。
- 前記ケーシングと前記カバーの少なくとも一方の部材が、金属の成形体であることを特徴とする請求項1記載の内接歯車ポンプ。
- 前記ケーシングと前記カバーとが、これら両部材に跨る金属製ブッシュを介して通された固定部材により一体化されており、
前記突出部の少なくとも1つが、前記ケーシングと前記カバーの一方の部材に該部材から突出して固定された金属製ブッシュの突出部分であることを特徴とする請求項8記載の内接歯車ポンプ。 - 前記突出部の少なくとも1つが、前記ケーシングと前記カバーの一方の部材における前記成形体の一部として突出した爪部であることを特徴とする請求項8記載の内接歯車ポンプ。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201880077168.9A CN111566348A (zh) | 2017-11-30 | 2018-11-30 | 内啮合齿轮泵 |
| EP18884070.6A EP3719318A4 (en) | 2017-11-30 | 2018-11-30 | INTERNAL GEAR PUMP |
| US16/768,800 US20210180591A1 (en) | 2017-11-30 | 2018-11-30 | Internal gear pump |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017-230482 | 2017-11-30 | ||
| JP2017230482 | 2017-11-30 | ||
| JP2018224526A JP2019100340A (ja) | 2017-11-30 | 2018-11-30 | 内接歯車ポンプ |
| JP2018-224526 | 2018-11-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019107537A1 true WO2019107537A1 (ja) | 2019-06-06 |
Family
ID=66665607
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/044154 Ceased WO2019107537A1 (ja) | 2017-11-30 | 2018-11-30 | 内接歯車ポンプ |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2019107537A1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009133421A (ja) * | 2007-11-30 | 2009-06-18 | Stanley Electric Co Ltd | 箱体の閉塞構造および閉塞方法および箱体 |
| JP2010236514A (ja) * | 2009-03-31 | 2010-10-21 | Nissin Kogyo Co Ltd | ベーンポンプ |
| JP2014051964A (ja) | 2012-08-08 | 2014-03-20 | Ntn Corp | 内接歯車ポンプ |
| JP2015148177A (ja) * | 2014-02-06 | 2015-08-20 | Ntn株式会社 | 横型内接歯車ポンプ |
-
2018
- 2018-11-30 WO PCT/JP2018/044154 patent/WO2019107537A1/ja not_active Ceased
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009133421A (ja) * | 2007-11-30 | 2009-06-18 | Stanley Electric Co Ltd | 箱体の閉塞構造および閉塞方法および箱体 |
| JP2010236514A (ja) * | 2009-03-31 | 2010-10-21 | Nissin Kogyo Co Ltd | ベーンポンプ |
| JP2014051964A (ja) | 2012-08-08 | 2014-03-20 | Ntn Corp | 内接歯車ポンプ |
| JP2015148177A (ja) * | 2014-02-06 | 2015-08-20 | Ntn株式会社 | 横型内接歯車ポンプ |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3719318A4 * |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6313605B2 (ja) | 横型内接歯車ポンプ | |
| EP2896833B1 (en) | Internal gear pump | |
| CN108138766B (zh) | 内啮合齿轮泵 | |
| EP3081812B1 (en) | Internally meshing gear pump | |
| US10533550B2 (en) | Electric oil pump, in particular for a motor vehicle | |
| CN106194766A (zh) | 离心泵 | |
| JP2017066976A (ja) | 内接歯車ポンプ | |
| WO2019107537A1 (ja) | 内接歯車ポンプ | |
| JP2019100340A (ja) | 内接歯車ポンプ | |
| CN111749883B (zh) | 油泵 | |
| JP2017066975A (ja) | 内接歯車ポンプ | |
| JP6757243B2 (ja) | 内接歯車ポンプ | |
| WO2018117217A1 (ja) | 内接歯車ポンプ | |
| JP2018184956A (ja) | 内接歯車ポンプ | |
| JP2020045765A (ja) | 内接歯車ポンプ | |
| WO2020009105A1 (ja) | 内接歯車ポンプ | |
| JP2019023458A (ja) | 内接歯車ポンプユニット | |
| JP2020153328A (ja) | 内接歯車ポンプ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18884070 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018884070 Country of ref document: EP Effective date: 20200630 |