WO2019107541A1 - アルミニウム合金基複合材料の製造方法及びアルミニウム合金基複合材料 - Google Patents
アルミニウム合金基複合材料の製造方法及びアルミニウム合金基複合材料 Download PDFInfo
- Publication number
- WO2019107541A1 WO2019107541A1 PCT/JP2018/044170 JP2018044170W WO2019107541A1 WO 2019107541 A1 WO2019107541 A1 WO 2019107541A1 JP 2018044170 W JP2018044170 W JP 2018044170W WO 2019107541 A1 WO2019107541 A1 WO 2019107541A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- aluminum alloy
- composite material
- powder
- matrix composite
- ceramic powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/10—Alloys containing non-metals
- C22C1/1036—Alloys containing non-metals starting from a melt
- C22C1/1073—Infiltration or casting under mechanical pressure, e.g. squeeze casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D18/00—Pressure casting; Vacuum casting
- B22D18/02—Pressure casting making use of mechanical pressure devices, e.g. cast-forging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D19/00—Casting in, on, or around objects which form part of the product
- B22D19/0081—Casting in, on, or around objects which form part of the product pretreatment of the insert, e.g. for enhancing the bonding between insert and surrounding cast metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D19/00—Casting in, on, or around objects which form part of the product
- B22D19/02—Casting in, on, or around objects which form part of the product for making reinforced articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D19/00—Casting in, on, or around objects which form part of the product
- B22D19/14—Casting in, on, or around objects which form part of the product the objects being filamentary or particulate in form
Definitions
- the present invention relates to a method for producing an aluminum alloy matrix composite material in which reinforcements are uniformly distributed, and an aluminum alloy matrix composite material.
- Patent Document 1 discloses an aluminum alloy in which a powder of aluminum borate is used as a ceramic powder which is a reinforcing material, and a filler of this powder is impregnated with a molten metal of aluminum alloy. Methods of making matrix composites are described. Such a production method is called a molten metal casting method or a high pressure casting method.
- a step of filling aluminum borate powder raw material to obtain a filler a step of preheating the filler, a step of heating an aluminum alloy to obtain a molten aluminum alloy, and preheating And pressure infiltrating the molten aluminum alloy into the filler.
- a filler is obtained by filling a container made of iron or SUS with ceramic powder such as aluminum borate powder raw material.
- a ceramic container 102 is filled with a ceramic container 102 made of iron or SUS and filled with ceramic powder 102, and aluminum is introduced from the upper opening of the metal container 103.
- the impregnation ratio of the aluminum alloy is in the vicinity of the opening where the molten metal Al1 of the aluminum alloy flows and the bottom part far from the opening.
- the entire packing of the ceramic powder 102 is not uniformly impregnated. Therefore, it has been difficult to obtain a uniform composite material, particularly in complicated shapes and thin plate shapes.
- This invention is made in view of the above-mentioned subject, and an object of the present invention is to provide the manufacturing technology of the aluminum alloy matrix composite material which can impregnate aluminum alloy uniformly.
- the method for producing an aluminum alloy matrix composite material according to the first invention is a method for producing an aluminum alloy matrix composite material in which a ceramic powder as a reinforcing material is compounded in an aluminum alloy, and the ceramic powder is porous. Filling in a porous container formed of a porous material, sealing the porous container with a lid, installing the porous container in a mold, and pouring molten metal of aluminum alloy into the mold It is characterized by having a process and an impregnating process of applying pressure to the molten metal in the mold and impregnating the ceramic powder in the inside through the porous container with the molten metal.
- the method since the method includes the impregnation step of impregnating the ceramic powder in the interior with the molten metal through the porous container, the aluminum alloy can be obtained from almost all directions through the porous material of the porous container.
- the molten metal uniformly flows into the porous container, enabling uniform impregnation of the entire ceramic powder.
- the method for producing an aluminum alloy matrix composite material according to the second invention is characterized in that, in the first invention, the porous container is formed of carbon graphite. That is, in this method for producing an aluminum alloy matrix composite material, the porous container is formed of carbon graphite, so the coefficient of thermal expansion is smaller than that of iron or SUS containers, and deformation of the container due to thermal expansion almost occurs. It also becomes possible to use containers of complicated shape. Moreover, when the composite material hardened
- the method for producing an aluminum alloy matrix composite material according to a third aspect of the present invention is characterized in that in the first or second aspect, the method further comprises a preheating step of preheating the porous container after the filling step. That is, in this method for producing an aluminum alloy matrix composite material, since the porous container is preheated after the filling step, the interfacial energy of the particles of the filled ceramic powder is increased, and the molten metal of the aluminum alloy Improve the wettability with In particular, since the porous container is formed of carbon graphite, the thermal expansion coefficient of the porous container is low, and deformation of the container due to preheating hardly occurs.
- the method for producing an aluminum alloy matrix composite material according to the fourth invention is characterized in that, in any one of the first to third inventions, the ceramic powder is a powder of aluminum borate. That is, in the method for producing an aluminum alloy matrix composite material, since the ceramic powder is a powder of aluminum borate, a composite material excellent in processability is obtained by using a powder of aluminum borate having a relatively low hardness. be able to.
- a method of producing an aluminum alloy matrix composite material according to a fifth invention is characterized in that, in the fourth invention, a powder of SiC is further added as the ceramic powder. That is, in this method for producing an aluminum alloy matrix composite material, powder of SiC is further added as a ceramic powder, and therefore, according to the addition ratio of powder of SiC having a lower coefficient of thermal expansion and higher hardness than aluminum borate. The overall coefficient of thermal expansion can be reduced and the hardness can be increased. Moreover, as an effect of the powder of SiC, the wettability with the powder of aluminum borate is good, the interface with the powder of aluminum borate is modified, and a stronger bond can be obtained.
- the method for producing an aluminum alloy matrix composite material according to a sixth aspect of the present invention is the aluminum alloy based composite material according to the fifth aspect, wherein in the filling step, the powder of aluminum borate is 20 and the powder of SiC is 0.5 with a volume ratio of 20. It is characterized by mixing at a ratio of ⁇ 2.0. That is, in the method for producing an aluminum alloy matrix composite material, the powder of aluminum borate is mixed with the powder 20 at a volume ratio of 20 and the powder of SiC is mixed at a ratio of 0.5 to 2.0 in the filling step.
- a composite material in which the reduction of the coefficient of thermal expansion and the good processability are compatible can be obtained.
- the aluminum alloy matrix composite material according to the seventh invention is an aluminum alloy in which a ceramic powder as a reinforcing material is compounded in an aluminum alloy in which a ceramic powder as a reinforcing material is uniformly dispersed and distributed in an aluminum alloy matrix. It is a base composite material, which is obtained by the method for producing an aluminum alloy base composite material according to any one of the first to sixth inventions.
- the following effects are achieved. That is, according to the method for producing an aluminum alloy matrix composite material according to the present invention, since the impregnation step of impregnating the ceramic powder inside with the molten metal through the porous container is provided, the porous material of the porous container is used. The molten metal of the aluminum alloy uniformly flows into the porous container from almost all directions, and uniform impregnation can be performed on the entire ceramic powder. Therefore, according to the manufacturing method of the present invention, it is possible to obtain an aluminum alloy matrix composite material having a uniform coefficient of thermal expansion and hardness as a whole and to obtain a uniform aluminum alloy matrix composite material having a complicated shape and thin plate shape. It becomes possible.
- the aluminum alloy matrix composite produced by the method of the present invention is lightweight, has a high Young's modulus, a high vibration damping rate, a high thermal conductivity and a high abrasion resistance, so it can be used as an XY table such as a bonding machine It is suitable as a material for a robot arm, a chip mounter, a scroll component for an air compressor, etc. used in a manufacturing apparatus and the like.
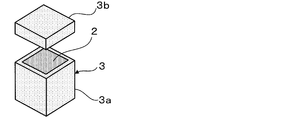
- it is a perspective view which shows the porous container before being filled with ceramic powder and sealing by a cover part.
- it is an exploded perspective view showing porous containers of rectangular solid shape (a) and cylindrical shape (b).
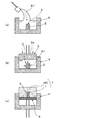
- it is a simple sectional view showing a process from pouring a molten metal to a knockout process in order of processes.
- it is a perspective view which shows the process after a knockout process in order of a process.
- the method for producing an aluminum alloy matrix composite material of the present embodiment is, as shown in FIGS. 1 to 3, a method for producing an aluminum alloy matrix composite material 1 in which a ceramic powder 2 as a reinforcing material is compounded in an aluminum alloy. And filling the ceramic container 2 with the porous container 3 made of a porous material, and placing the porous container 3 in the mold 4 and pouring the molten metal Al1 of the aluminum alloy into the mold 4 It has a process and an impregnating process of applying pressure to the molten metal Al1 in the mold 4 and impregnating the ceramic powder 2 inside with the molten metal Al1 through the porous container 3. Moreover, the manufacturing method of this embodiment has the preheating process which preheats the porous container 3 after the said filling process.
- the porous container 3 is formed of a porous (open porous) material having innumerable communication holes which do not melt even if the aluminum alloy molten metal Al1 is put therein.
- the porous container 3 is preferably made of carbon graphite.
- a powder of aluminum borate (9Al 2 O 3 .2B 2 O 3 ) is used as the ceramic powder 2.
- a powder of SiC silicon carbide is further added as the ceramic powder 2. In that case, in the filling step, it is preferable to mix the powder of aluminum borate with the powder of 20 at a volume ratio of 0.5 to 2.0.
- the case where the mixed powder of aluminum borate and SiC is used as the ceramic powder 2 using the porous container 3 of carbon graphite is demonstrated in more detail.
- a predetermined ceramic powder 2 is prepared and, as shown in FIG. 1, filled in a porous container 3 of carbon graphite.
- each other is sufficiently stirred and mixed uniformly by a rotary mixer etc.
- alloy numbers A1050, A5052, A6061, A7075, AC4C, AC8A, ADC12 and the like can be adopted, and other types can also be adopted.
- AC4C, AC8A and the like having high thermal conductivity and high strength are preferable for the aluminum alloy as materials having good physical properties and less occurrence of impregnation defects.
- the chemical composition of such an alloy is a volume ratio of Si: 6 to 13%, Mg: 0.2 to 1.3%, and Al: the remaining aluminum alloy.
- the content of Si described above is low, impregnation defects are likely to occur at the time of high pressure impregnation, so the content of Si is preferably set in the range of 6 to 12% by volume. That is, when the volume fraction of Si is less than 6%, the flow of the molten metal becomes worse, and it becomes difficult for the molten metal of the aluminum alloy to penetrate into the ceramic powder 2 as the reinforcing material.
- a powder of aluminum borate used for the ceramic powder 2 for example, one having a center particle diameter of about 30 to 50 ⁇ m is adopted, and as a SiC powder, for example, one having a center particle diameter of 2 to 4 ⁇ m is adopted Be done.
- porous container 3 those of various shapes using an open porous carbon graphite block can be adopted.
- a rectangular parallelepiped container 3 comprising a box-shaped main body 3a and a lid 3b may be used, or as shown in FIG. 2 (b), a bottomed cylindrical shape A container 23 may be employed, which comprises the main body 23a and the lid 23b.
- the porous diameter of the porous container 3 is preferably 10 ⁇ m or less.
- the SiC powder whose particle diameter is smaller than the diameter of the porous body does not flow out through the porous flow path.
- the porous container 3 can be filled in a state in which a gap is unlikely to be generated by filling the porous container 3 while applying vibration to the porous container 3.
- the porous container 3 is placed in a preheating furnace (muffle furnace etc.) together with the lid 3b in a sealed state, and preheated at, for example, 500 to 700.degree.
- This preheating step is a step for enhancing the interfacial energy of the ceramic powder 2 and improving the wettability with the aluminum alloy melt.
- the coefficient of thermal expansion coefficient is 14 to 17 ppm / k, so there is a problem that expansion deformation of the container occurs at the time of preheating.
- the more complicated the container shape the more difficult the design considering thermal expansion becomes.
- the porous container 3 using the carbon-graphite block of the present embodiment has an average coefficient of thermal expansion coefficient of about 5 to 7 ppm / k, so deformation of the container due to thermal expansion at the time of preheating hardly occurs. There is an advantage.
- the porous container 3 filled with the preheated ceramic powder 2 is placed in a mold 4 preheated to 200 to 250 ° C. Is poured into the mold 4.
- a plurality of projections may be provided on the bottom of the mold 4 so that the molten metal Al1 flows below the bottom of the porous container 3, and the porous container 3 may be placed on the plurality of projections.
- the porous container 3 can be installed in a floating state from the bottom of the mold 4, and the molten metal Al 1 can be wound around the bottom of the porous container 3.
- the molten metal Al1 can be permeated into the interior from all directions of the porous container 3.
- the aluminum alloy melt Al1 is quantitatively poured into the mold 4, as shown in FIG. 3B, the aluminum alloy melt Al1 is pressurized at 80 to 140 MPa by the punch 5a of the press 5. At this time, the porous container 3 is impregnated with the molten metal Al 1 of the aluminum alloy by pressure energy, and is further impregnated with the ceramic powder 2 in the porous container 3.
- Pressurization is continued in the press 5 until the aluminum alloy melt Al1 is completely solidified.
- the impregnation speed (flow velocity) of the molten alloy Al1 of this aluminum alloy is high, a turbulent flow occurs to move the ceramic powder 2, and the distribution of the ceramic powder 2 becomes uneven, and the insertion of aluminum called metal vane is
- the impregnation speed is set to a low speed so that turbulence does not occur. Therefore, the pressing force and the pressing speed by the press 5 are adjusted by the volume ratio and the shape of the ceramic powder 2 in the porous container 3.
- the porous container 3 and the aluminum inside thereof are knocked out by the knockout 6 in the mold 4.
- An integrally formed product 7 composed of the alloy base composite material 1 and the hardened portion Al 2 of the hardened aluminum alloy is taken out from the mold 4. Furthermore, as shown in (a) of FIG. 4, the single-piece 7 taken out is cut with a band saw or the like along the cutting line C, for example, and the excess thickness Al2 is removed, as shown in FIG. As shown to (b) of, the porous container 3 is exposed.
- the lid 3 b of the porous container 3 is removed, and as shown in (d) of FIG. 4, the wall portion and the bottom portion of the porous container 3 are cut.
- the composite material 1 is taken out by removing it.
- the porous container 3 is carbon graphite, the composite material 1 can be easily taken out.
- the composite material 1 taken out is processed into a desired shape by milling, polishing, NC processing or the like.
- the aluminum alloy base composite material 1 produced in the present embodiment illustrated uses the aluminum alloy as a base material, and contains 30 to 40% of aluminum borate and 1.5 to 2% of SiC by volume ratio as a reinforcing material. It is a composite material in which a ceramic powder 2 composed of an aluminum borate powder and a SiC powder is uniformly dispersed in an aluminum alloy matrix.
- the porous material of the porous container 3 is used.
- the molten aluminum Al 1 of the aluminum alloy uniformly flows into the porous container 3 from almost all directions, and uniform impregnation can be performed on the entire ceramic powder 2.
- the porous container 3 is formed of carbon graphite, the thermal expansion coefficient is smaller than that of iron or SUS containers, and deformation of the container due to thermal expansion hardly occurs, so that a container having a complicated shape is used. Will also be possible.
- the porous container 3 is carbon graphite, it is possible to separate the composite material 1 and the porous container 3 easily.
- the preheating step of preheating the porous container 3 is included after the filling step, the interface energy of the particles of the filled ceramic powder 2 becomes high, and the wettability with the aluminum alloy molten metal Al 1 is improved.
- the porous container 3 is formed of carbon graphite, the thermal expansion coefficient of the porous container 3 is low, and deformation of the container due to preheating hardly occurs.
- the ceramic powder 2 is a powder of aluminum borate
- a powder of aluminum borate having a relatively low hardness it is possible to obtain a composite material excellent in processability.
- powder of SiC is further added as ceramic powder 2
- the total coefficient of thermal expansion is lowered according to the addition ratio of SiC powder having a lower coefficient of thermal expansion than aluminum borate used in combination and high hardness. , Can increase the hardness.
- the wettability with the powder of aluminum borate is good, the interface with the powder of aluminum borate is modified, and a stronger bond can be obtained.
- the powder of aluminum borate is mixed with the powder of 20 at a ratio by volume to the powder of SiC at a ratio of 0.5 to 2.0, thereby reducing the overall thermal expansion coefficient and processing well. It is possible to obtain a composite material compatible with the properties.
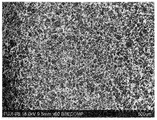
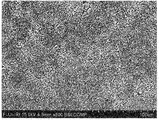
- FIGS. 7 to 10 SEM images of the aluminum alloy based composite materials actually produced based on the manufacturing method of the embodiment described above are shown in FIGS. 7 to 10.
- 7 and 8 are SEM images of an aluminum alloy matrix composite material using only aluminum borate as a ceramic powder.
- 9 and 10 are SEM images of an aluminum alloy based composite material using a mixed powder of aluminum borate and SiC as a ceramic powder. In both cases, an aluminum alloy of alloy number AC4C was used.
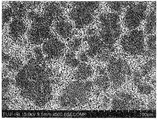
- FIG.5 and FIG.6 the SEM image was shown in FIG.5 and FIG.6 about the aluminum alloy base composite material produced based on the conventional manufacturing method shown in FIG.
- This conventional example is an aluminum alloy based composite material using only aluminum borate as a ceramic powder.
- the aluminum borate powder and the surrounding aluminum are distinguished by clear shading, and the boundary of the structure is clear, whereas in the present embodiment
- the shading of the aluminum borate powder and the surrounding aluminum is not clear as compared with the conventional example, and the boundary of the structure is not clear.
- the tendency is more remarkable in the material of the example of the present invention in which the powder of SiC is mixed.
- the material of the embodiment of the present invention has a stronger bond between aluminum borate and aluminum and the boundary between them is unclear compared to the material of the conventional example, and in particular, the SiC powder It is considered that the wettability was further improved and the bonding was further strengthened in the material of the example in which Moreover, it turns out that ceramic powder is disperse
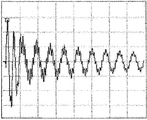
- vibration damping characteristics For vibration damping characteristics, a test piece (10 ⁇ 10 ⁇ 100 mm) of the composite material suspended by a string was vibrated by an impulse hammer, and the resulting vibration was detected by an accelerometer and measured by an FFT analyzer. And based on what plotted the peak of the damping wave of each composite material, damping ratio was computed and evaluated from a multiplier coefficient and frequency. Then, the vibration damping characteristics of the aluminum alloy matrix composite produced in the example of the present invention are shown in FIG. Further, for comparison, the vibration damping characteristics of aluminum are shown in FIG. 11, and the vibration damping characteristics of the aluminum alloy matrix composite material manufactured by the method of the conventional example shown in FIG. 14 are shown in FIG.
- the machinability was evaluated by observing the rake surface and the front flank of the tool when the composite material was subjected to three-dimensional cutting under a predetermined condition by an NC lathe using a metallurgical microscope and measuring the flank friction width.
- the aluminum alloy base composite material of the example of the present invention is significantly higher in Young's modulus, about 40% in density, and about 2.5 times in thermal conductivity than cast iron. It confirmed that it had a characteristic.
- the aluminum alloy matrix composite material of the example of the present invention has good processability comparable to that of 2000 series aluminum as compared with alumina ceramics.
- the aluminum alloy (T6 process) of alloy number A6061 although the tensile strength in 300 degreeC is about 30 Mpa, the aluminum alloy base composite material of the Example of this invention had high tensile strength of 90 Mpa.
- the thermal conductivity of an aluminum alloy based composite material (aluminum alloy based aluminum borate reinforced composite material) according to the conventional manufacturing method using only aluminum borate having a low thermal expansion coefficient of 8 to 10 w / m ⁇ k as a ceramic powder was low and the heat dissipation was poor.
- the thermal conductivity and the mechanical characteristics were improved as compared with the material of the conventional example.
- the aluminum alloy base composite material of the Example of this invention did not substantially change a processing characteristic, and was favorable.
- the vibration damping characteristics of the aluminum alloy matrix composite material obtained by the manufacturing method of the present embodiment are improved as compared with the aluminum alloy matrix aluminum borate reinforced composite material obtained by the conventional manufacturing method.
- the conventional aluminum alloy-based silicon carbide reinforced composite material is excellent in vibration damping characteristics but inferior in processability, whereas the aluminum alloy-based composite material of the embodiment of the present invention is also excellent in processability.
- the vibration damping characteristics of the aluminum shown in FIG. 11 are such that the vibration is not easily damped, but in the aluminum alloy based composite material of the embodiment of the present invention shown in FIG. Is obtained.
- the aluminum alloy matrix composite material of the conventional example shown in FIG. 12 has a lot of noise in the attenuation waveform
- the noise component of the aluminum alloy matrix composite material of the embodiment of the present invention shown in FIG. It was confirmed that there were few. This is because in the conventional aluminum alloy matrix composite material, there is a portion with insufficient bonding in the structure, and the bonding strength is nonuniform as a whole, resulting in noise in the attenuation waveform, which is an embodiment of the present invention.
- the aluminum alloy matrix composite material it is considered that a damping waveform with less noise component is obtained because the bonding in the tissue is uniform and strong.
- An aluminum alloy matrix composite produced by the process of the present invention is preferable as a material to be used.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18884716.4A EP3719151B1 (de) | 2017-11-30 | 2018-11-30 | Verfahren zur herstellung von verbundwerkstoff auf aluminiumlegierungsbasis und verbundwerkstoff auf aluminiumlegierungsbasis |
| CN201880077344.9A CN111479940B (zh) | 2017-11-30 | 2018-11-30 | 铝合金基复合材料的制造方法及铝合金基复合材料 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017229851A JP6681079B2 (ja) | 2017-11-30 | 2017-11-30 | アルミニウム合金基複合材料の製造方法及びアルミニウム合金基複合材料 |
| JP2017-229851 | 2017-11-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019107541A1 true WO2019107541A1 (ja) | 2019-06-06 |
Family
ID=66664908
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/044170 Ceased WO2019107541A1 (ja) | 2017-11-30 | 2018-11-30 | アルミニウム合金基複合材料の製造方法及びアルミニウム合金基複合材料 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP3719151B1 (de) |
| JP (1) | JP6681079B2 (de) |
| CN (1) | CN111479940B (de) |
| WO (1) | WO2019107541A1 (de) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6966728B1 (ja) * | 2020-10-01 | 2021-11-17 | アドバンスコンポジット株式会社 | 炭素基金属複合材およびその製造方法 |
| CN112548077B (zh) * | 2020-11-03 | 2022-08-12 | 南京理工大学 | 一种铝合金-陶瓷复合结构整体液态成型方法 |
| JP7050978B1 (ja) | 2021-02-26 | 2022-04-08 | デンカ株式会社 | 成形体及びその製造方法 |
| JP7197946B1 (ja) * | 2022-01-14 | 2022-12-28 | アドバンスコンポジット株式会社 | 金属基複合材料の製造方法 |
| KR102735722B1 (ko) * | 2022-12-29 | 2024-11-27 | 국립한국해양대학교산학협력단 | 알루미늄 합금 스크랩을 이용한 발포 알루미늄 제조 방법 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09192819A (ja) * | 1996-01-09 | 1997-07-29 | Mitsubishi Steel Mfg Co Ltd | 耐摩耗性複合材鋳造品の製造方法 |
| JP2008038172A (ja) | 2006-08-03 | 2008-02-21 | Taiheiyo Cement Corp | アルミニウム合金基複合材料の製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS509802B2 (de) * | 1971-10-29 | 1975-04-16 | ||
| JPS60115361A (ja) * | 1983-11-25 | 1985-06-21 | Toyota Motor Corp | 複合材料の製造方法 |
| JPH11170027A (ja) * | 1997-12-10 | 1999-06-29 | Taiheiyo Cement Corp | 金属−セラミックス複合材料用インゴット及びその製造方法 |
| JP4113971B2 (ja) * | 2002-07-30 | 2008-07-09 | 株式会社豊田自動織機 | 低膨張材料及びその製造方法 |
| JP5601833B2 (ja) * | 2009-12-25 | 2014-10-08 | 日本ファインセラミックス株式会社 | 金属−セラミックス複合材料の製造方法 |
| CN103436825A (zh) * | 2013-08-23 | 2013-12-11 | 哈尔滨理工大学 | 纳米氧化锡涂覆陶瓷相增强体/铝基复合材料的制备方法 |
| CN103710561B (zh) * | 2013-12-23 | 2016-02-10 | 上海应用技术学院 | 一种可调节基体相和增强相组成的多孔陶瓷/金属双连续相复合材料的制备方法 |
| CN104018022B (zh) * | 2014-05-28 | 2016-07-20 | 成都西顿硬质合金有限公司 | 碳化硼基微观结构复合材料的制备方法 |
| CN104818402B (zh) * | 2015-05-12 | 2016-11-02 | 东南大学 | 一种挤压浸渗制备金刚石-Al复合材料的方法 |
| CN106670430B (zh) * | 2016-12-28 | 2019-04-26 | 新冶高科技集团有限公司 | 热等静压浸渍系统、方法和碳/金属复合材料 |
-
2017
- 2017-11-30 JP JP2017229851A patent/JP6681079B2/ja active Active
-
2018
- 2018-11-30 EP EP18884716.4A patent/EP3719151B1/de active Active
- 2018-11-30 CN CN201880077344.9A patent/CN111479940B/zh active Active
- 2018-11-30 WO PCT/JP2018/044170 patent/WO2019107541A1/ja not_active Ceased
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09192819A (ja) * | 1996-01-09 | 1997-07-29 | Mitsubishi Steel Mfg Co Ltd | 耐摩耗性複合材鋳造品の製造方法 |
| JP2008038172A (ja) | 2006-08-03 | 2008-02-21 | Taiheiyo Cement Corp | アルミニウム合金基複合材料の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3719151A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6681079B2 (ja) | 2020-04-15 |
| EP3719151A4 (de) | 2021-08-25 |
| EP3719151B1 (de) | 2023-06-07 |
| JP2019099850A (ja) | 2019-06-24 |
| CN111479940B (zh) | 2021-05-11 |
| EP3719151C0 (de) | 2023-06-07 |
| EP3719151A1 (de) | 2020-10-07 |
| CN111479940A (zh) | 2020-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2019107541A1 (ja) | アルミニウム合金基複合材料の製造方法及びアルミニウム合金基複合材料 | |
| JP6755879B2 (ja) | アルミニウム−ダイヤモンド系複合体及びその製造方法 | |
| JP2017509791A (ja) | 金属マトリクス複合材料の製造方法 | |
| CN109536768B (zh) | 一种三维网络碳化硅增强金属基复合材料及制备方法 | |
| JP2017039997A (ja) | アルミニウム合金−セラミックス複合材およびアルミニウム合金−セラミックス複合材の製造方法 | |
| JPWO2013011668A1 (ja) | 放熱基板用複合材料の製造方法 | |
| WO2016002943A1 (ja) | 放熱部品及びその製造方法 | |
| JP5172232B2 (ja) | アルミニウム−セラミックス複合体とその製造方法 | |
| JP2017150040A (ja) | アルミニウム合金−セラミックス複合材およびアルミニウム合金−セラミックス複合材の製造方法 | |
| JP5117085B2 (ja) | 金属−セラミックス複合材料及びその製造方法 | |
| JP7037848B1 (ja) | 高金属粉末含有アルミニュウム複合体の製造方法、プリフォームの作製方法及び高金属粉末含有アルミニュウム複合体 | |
| JPS6021306A (ja) | 複合強化部材の製造方法 | |
| WO2023136101A1 (ja) | 金属基複合材料の製造方法 | |
| JP4178070B2 (ja) | 焼結用予成形体のキャニング方法およびそれによる焼結材料の製造方法 | |
| JP4167317B2 (ja) | 鋳造用金属−セラミックス複合材料の製造方法 | |
| JPS6229782A (ja) | 摺動材 | |
| JP7382105B1 (ja) | 高強度金属基複合体及び高強度金属基複合体の製造方法 | |
| JPWO2019045067A1 (ja) | 成形機用シリンダ及びその製造方法 | |
| JPH11157965A (ja) | 金属−セラミックス複合材料及びその製造方法 | |
| JP4279370B2 (ja) | 金属−セラミックス複合材料の製造方法 | |
| JP6867255B2 (ja) | 低熱膨張係数で高い密着性を有する複合体 | |
| JP2005036253A (ja) | シリコン−アルミニウム複合金属およびそのメッキ処理体 | |
| Choi et al. | Manufacturing process of particle intermetallic compound reinforced Al base composites by infiltration-reaction method | |
| WO2022249918A1 (ja) | アルミニウム-ダイヤモンド系複合体の製造方法 | |
| JPH0317204A (ja) | 粉末冶金製品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18884716 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018884716 Country of ref document: EP Effective date: 20200630 |