WO2019123944A1 - ポリオレフィン系樹脂フィルム - Google Patents
ポリオレフィン系樹脂フィルム Download PDFInfo
- Publication number
- WO2019123944A1 WO2019123944A1 PCT/JP2018/042800 JP2018042800W WO2019123944A1 WO 2019123944 A1 WO2019123944 A1 WO 2019123944A1 JP 2018042800 W JP2018042800 W JP 2018042800W WO 2019123944 A1 WO2019123944 A1 WO 2019123944A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- propylene
- film
- resin film
- polyolefin resin
- ethylene
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/085—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/088—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/09—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/022—Mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/027—Thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
- C08L23/14—Copolymers of propene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/16—Ethylene-propylene or ethylene-propylene-diene copolymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L53/00—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
- B32B2255/205—Metallic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/02—Synthetic macromolecular particles
- B32B2264/0214—Particles made of materials belonging to B32B27/00
- B32B2264/0228—Vinyl resin particles, e.g. polyvinyl acetate, polyvinyl alcohol polymers or ethylene-vinyl acetate copolymers
- B32B2264/0235—Aromatic vinyl resin, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/02—Synthetic macromolecular particles
- B32B2264/0214—Particles made of materials belonging to B32B27/00
- B32B2264/025—Acrylic resin particles, e.g. polymethyl methacrylate or ethylene-acrylate copolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/104—Oxysalt, e.g. carbonate, sulfate, phosphate or nitrate particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/558—Impact strength, toughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/58—Cuttability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/582—Tearability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/582—Tearability
- B32B2307/5825—Tear resistant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
- B32B2439/46—Bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/16—Ethene-propene or ethene-propene-diene copolymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2353/00—Characterised by the use of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2423/16—Ethene-propene or ethene-propene-diene copolymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/16—Applications used for films
Definitions
- the present invention relates to a polyolefin resin film.
- the present invention also relates to a polyolefin resin film suitable for heat sealing, in which at least one film selected from the group consisting of a polyamide resin film, a polyester resin film, and a polypropylene resin film and a polyolefin resin film are laminated.
- the packaging bag mainly comprises a polyolefin resin film in a state where the polyolefin resin film surfaces are in contact with each other at the periphery of a laminate of a substrate film such as a polyamide resin film, a polyester resin film, or a polypropylene resin film and a polyolefin resin film. It manufactures by thermocompression bonding (following, heat seal) at the temperature near the melting point of a resin film. In food packaging bags, so-called retort pouches suitable for storing food for a long period of time, which are sterilized by pressurized steam at about 130 ° C., are widely used in packaging bags after being filled with food.
- the packaging bag when taking out the food contents from the packaging bag, particularly the retort pouch, the packaging bag is often torn by hand from the notched part put in the seal part around the packaging bag, the so-called notch part.
- one side of the packaging bag can not tear apart parallel to the horizontal direction usually, and it is opened diagonally, or in the laminate of the front and back of the packaging bag The phenomenon of upside down, so-called crying, occurs, making it difficult to take out the food content, soiling the hands or clothes with the food content, or burning if the content is heated There was a fear.
- the base film used in the laminate has a strain, that is, the molecular orientation axis direction of the base film corresponds to one side of the package. It is because it is not parallel to it.
- the direction of molecular orientation of the substrate film can be made the same as the direction of tearing of the packaging bag, such a problem does not occur.
- the molecular orientation axis direction of the widthwise center portion of the manufactured wide stretched film coincides with the traveling direction of the film, and can be torn parallel to one side of the packaging bag.
- the molecular orientation axis direction is inclined at the width direction end of the film, and the tearing direction of the packaging bag is inclined. It is not realistic to procure a substrate film using the widthwise end of the film completely and it is not realistic, and the degree of distortion is more than before as the production speed of the substrate film and the width increase. It tends to grow. Then, it is tried to solve such a problem by the device of the polyolefin resin film laminated
- Patent Document 1 a film obtained by uniaxially stretching a polyolefin resin sheet containing an ethylene-propylene block copolymer and an ethylene-propylene random copolymer by 3.0 times or less is known (for example, Patent Document 1 etc.). Although it is described that the straight-line cutability was obtained by laminating this film and the base film, there was a room for improvement in tear strength, and there was a problem that tearing was likely to occur. .
- Patent Document 2 and Patent Document 3 a polyolefin resin sheet containing a propylene-ethylene block copolymer or a propylene-ethylene random copolymer, and a propylene-butene elastomer and / or an ethylene-butene elastomer is about five times as large. Films uniaxially stretched are known. However, there is still room for improvement in the bag breakage at the time of a drop, and there is a problem that the resistance to breakage is insufficient at a temperature lower than the use temperature assumed in Patent Document 3.
- Patent No. 5790497 gazette Japanese Patent Application Publication No. 2012-500307 JP, 2014-141302, A
- An object of the present invention is to provide a polyolefin resin film which is difficult to tear at times.
- the present inventor uses an ethylene-propylene copolymer elastomer having excellent compatibility with the polyolefin resin as the main component in the film as an impact absorber, and stretching the weight by stretching.
- the united molecules are mainly oriented in the longitudinal direction, the thermal contraction rate in the longitudinal direction and the transverse direction is reduced, and the yield stress in the longitudinal direction is set to a specific range.
- the packaging bag obtained from the laminate is excellent in straight-line cutability, and can obtain a polyolefin resin film which is difficult to break when dropped
- the present invention has been completed. That is, the present invention has the following aspects.
- the proportion of the propylene- ⁇ -olefin random copolymer to the total amount of the propylene-ethylene block copolymer and the propylene- ⁇ -olefin random copolymer being in the range of 0 to 50% by weight, containing
- the thermal contraction rate in the longitudinal direction is 3% to 20%
- the thermal contraction rate in the direction perpendicular to the width direction is 1% or less
- the yield stress in the longitudinal direction is 150 MPa to 250 MPa.
- the longitudinal direction means the direction in which the film travels in the film manufacturing process
- the width direction means the direction perpendicular to the longitudinal direction.
- the package which consists of a laminated body as described in [4] [3].
- the polyolefin resin film of the present invention is excellent in tear resistance, and is suitable for retort pouches without tearing.
- the polyolefin resin film in the present invention contains an ethylene-propylene copolymer elastomer in a propylene-ethylene block copolymer or a mixture of a propylene-ethylene block copolymer and at least one propylene- ⁇ -olefin random copolymer.
- the sea portion is composed of a propylene-based portion of the propylene-ethylene block copolymer or a portion further containing a propylene- ⁇ -olefin random copolymer
- the island portion is an ethylene-propylene copolymer elastomer, propylene- It comprises an ethylene-based portion of the ethylene block copolymer.
- a propylene-ethylene block copolymer in the present invention, a propylene-ethylene block copolymer can be used.
- the propylene-ethylene block copolymer in the present invention comprises a first polymerization step comprising a copolymer component of a large amount of propylene and a small amount of ethylene, and a second step consisting of a copolymer component of a small amount of propylene and a large amount of ethylene.
- It is a multistage copolymer consisting of the polymerization step of Specifically, as shown in JP-A-2000-186159, it is preferable to use one which is undergoing gas phase polymerization.
- the propylene-based polymer portion (component A) is polymerized substantially in the absence of an inert solvent, and then in the second step, the ethylene content is 20 to 50 parts by weight in the gas phase.
- a block copolymer obtained by polymerizing a copolymer part (component B) of propylene and ethylene is not limited thereto.
- the melt flow rate (MFR) (230 ° C., measured 2.16 kg load) of the propylene-ethylene block copolymer is not particularly limited, but 1 to 10 g / 10 min is preferable, and 2 to 7 is more preferable. If it is less than 1 g / 10 min, the viscosity is too high and extrusion with T-die is difficult, and conversely, if it exceeds 10 g / 10 min, the film is sticky and the impact resistance of the film is poor. The reason is that
- CXS the xylene soluble part at 20 ° C.
- CXIS the xylene non-soluble part at 20 ° C.
- CXS is mainly composed of a rubber component (component B)
- CXIS is mainly composed of a polypropylene component (component A).
- each intrinsic viscosity is [ ⁇ ] CXS and [ ⁇ ] CXIS
- values of [[] CXS and [[] CXIS are not particularly limited, but [ ⁇ ] CXS is in the range of 1.8 to 3.8 dl / g Is more preferable, and more preferable is in the range of 2.0 to 3.0 dl / g. If it exceeds 3.0 dl / g, fisheye is likely to be generated in the polyolefin resin film. On the other hand, at 1.8 dl / g or less, the heat seal strength between polyolefin resin films may be significantly reduced.
- [ ⁇ ] CXIS is preferably in the range of 1.0 to 3.0 dl / g. If it exceeds 3.0 dl / g, the viscosity may be too high and extrusion with a T-die may be difficult. Conversely, if it is less than 1.0 dl / g, the film may be tacky or impact resistant This is because problems such as poor strength (impact strength) may occur.
- [ ⁇ ] CXS and [ ⁇ ] CXIS are values measured by the following measurement methods. After completely dissolving 5 g of the sample in 500 ml of boiling xylene, the temperature was lowered to 20 ° C. and left for 4 hours or more. Next, this is separated into a filtrate and a precipitate, and the component (CXS) obtained by drying the filtrate and the precipitate are dried at 70 ° C. under reduced pressure, and the limiting viscosity ([[CXIS)] ⁇ ]) was measured in tetralin at 135 ° C. using a Ubbelohde viscometer.
- the MFR and the intrinsic viscosity ⁇ of the whole film are correlated.
- ⁇ is a measure of molecular weight, and the larger the numerical value, the larger the molecular weight, and the smaller the numerical value, the smaller the molecular weight.
- MFR is a standard of molecular weight, and the smaller the numerical value, the larger the molecular weight, and the larger the numerical value, the smaller the molecular weight.
- the copolymerization ratio of the ethylene component in the propylene-ethylene block copolymer is preferably 1 to 15% by weight, and more preferably 3 to 10% by weight.
- the copolymerization ratio of the propylene component in the propylene-ethylene block copolymer is preferably 85 to 99%, and more preferably 90 to 97% by weight.
- a propylene- ⁇ -olefin random copolymer for the purpose of lowering the heat seal temperature of the polyolefin resin film, a propylene- ⁇ -olefin random copolymer may be added.
- the propylene- ⁇ -olefin random copolymer include copolymers of propylene and at least one of ⁇ -olefins having 2 to 20 carbon atoms other than propylene.
- ⁇ -olefin monomer having 2 to 20 carbon atoms ethylene, butene-1, pentene-1, 4-methylpentene-1, hexene-1, octene-1 and the like can be used.
- ethylene is preferably used from the viewpoint of compatibility with the propylene-ethylene block copolymer.
- at least one or more types may be used, and two or more types may be mixed and used as needed.
- Particularly preferred are propylene-ethylene random copolymers.
- the lower limit of the melt flow rate (MFR) at 230 ° C. and a load of 2.16 kg of the propylene- ⁇ -olefin random copolymer is not particularly limited but is preferably 0.6 g / 10 min, more preferably 1.0 g / 10 min More preferably, it is 1.2 g / 10 min. If it is less than the above, the compatibility with the propylene-ethylene block copolymer is low and the film may be whitened.
- the upper limit of the melt flow rate of the propylene- ⁇ -olefin random copolymer is not particularly limited, but is preferably 8.0 g / 10 min, more preferably 7.0 g / 10 min, still more preferably 5.0 g / 10 min .
- propylene- ⁇ -olefin random copolymer examples include S131 (density 890 kg / m 3 , 230 ° C., MFR 1.5 g / 10 min at a load of 2.16 kg, melting point 132 ° C.) manufactured by Sumitomo Chemical Co., Ltd. Be
- the lower limit of the melting point of the propylene- ⁇ -olefin random copolymer is not particularly limited, it is preferably 120 ° C., more preferably 125 ° C. If it is less than the above, the heat resistance is impaired, and the inner surfaces of the bag may be fused upon retort treatment.
- the upper limit of the melting point of the propylene- ⁇ -olefin random copolymer is not particularly limited, but is preferably 145 ° C., more preferably 140 ° C. If it is above, the effect of lowering the seal temperature may be small.
- an ethylene-propylene copolymer elastomer is used as one component of the raw material of the polyolefin resin film of the present invention in order to improve the drop resistance of the packaging bag of the present invention.
- the ethylene-propylene copolymer elastomer is a copolymer which is amorphous or low in crystallinity obtained by copolymerizing ethylene and propylene, and exhibits rubber-like elasticity at around normal temperature.
- the ethylene-propylene copolymer elastomer in the present invention is not particularly limited, but it has a melt flow rate (MFR) of 0.2 to 5 g / 10 min, a density of 820 to 930 kg / m 3 , a GPC method at 230 ° C. and a load of 2.16 kg. It is a desirable form to use one having a determined molecular weight distribution (Mw / Mn) of 1.3 to 6.0. When the melt flow rate (MFR) at 230 ° C.
- a load of 2.16 kg of the ethylene-propylene copolymer elastomer in the present invention is less than 0.2 g / 10 min, uniform kneading becomes insufficient, and a fish eye tends to be generated, Moreover, when it exceeds 5 g / min, it is unpreferable from a viewpoint of a bag-proof resistance.
- the intrinsic viscosity [ ⁇ ] of the ethylene-propylene copolymer elastomer in the present invention is preferably 1.0 to 5.0 from the viewpoints of heat seal strength retention, impact strength retention, and drop bag strength, and preferably It is 1.2 to 3.0.
- the intrinsic viscosity [ ⁇ ] is less than 1.0, uniform kneading is insufficient and fish eyes are likely to be generated, and when it exceeds 5.0, it is not preferable from the viewpoint of the resistance to breakage and heat seal strength. .
- the copolymerization ratio of the propylene component in the ethylene-propylene copolymer elastomer is preferably 15 to 45% by weight, and more preferably 20 to 40% by weight.
- the copolymerization ratio of the ethylene-propylene component in the ethylene-propylene copolymer elastomer is preferably 55 to 85% by weight, and more preferably 60 to 80% by weight.
- an ethylene-propylene copolymer elastomer having a density of 870 kg / m 3 , MFR (230 ° C., 2.16 kg) of 1.8 g / 10 min and a propylene content of 93.5% by mass (manufactured by Mitsui Chemicals, Inc.) Tafmar P0480, and the like.
- the polyolefin resin film of the present invention comprises 90 to 97 parts by weight of at least one polyolefin resin selected from the group consisting of a propylene-ethylene block copolymer and a propylene- ⁇ -olefin random copolymer, It contains 3 to 10 parts by weight of an ethylene-propylene copolymer. Within this range, the bag is excellent in tear resistance and bag-making finish after falling, and tear strength and tearing are also good.
- 100 parts by weight of a total of an ethylene-propylene copolymer and at least one polyolefin resin selected from the group consisting of a propylene-ethylene block copolymer and a propylene- ⁇ -olefin random copolymer To be 3 to 6 of ethylene-propylene copolymer with 92 to 97 parts by weight of at least one polyolefin resin selected from the group consisting of propylene-ethylene block copolymer and propylene- ⁇ -olefin random copolymer It is preferable to contain 8 parts by weight, based on 92 to 98 parts by weight of at least one polyolefin resin selected from the group consisting of a propylene-ethylene block copolymer and a propylene- ⁇ -olefin random copolymer. More preferably, it contains 3 to 8 parts by weight of an ethylene-propylene copolymer. Particularly preferred among the propylene- ⁇ -olefin random copolymerizations are
- the ratio of the propylene- ⁇ -olefin random copolymer to the total amount of the propylene-ethylene block copolymer and the propylene- ⁇ -olefin random copolymer can be in the range of 0 to 50% by weight is there.
- the proportion of the propylene- ⁇ -olefin random copolymer exceeds 50% by weight, the resistance to tearing of the bag upon dropping may deteriorate, and the tear strength and tearing may increase. 40 weight% or less is preferable and 35 weight or less is more preferable.
- the proportion of the propylene- ⁇ -olefin random copolymer is preferably 10% by weight or more, and more preferably 20% by weight or more.
- the polyolefin resin film of the present invention may contain an antiblocking agent.
- the antiblocking agent to be blended is not particularly limited, but calcium carbonate, silicon dioxide, titanium dioxide, barium sulfate, magnesium oxide, talc, inorganic particles such as zeolite, acrylic, styrene, styrene / butadiene based polymers, Furthermore, the organic particle which consists of these crosslinked bodies etc. is mentioned. In view of easiness of control of particle size distribution, dispersibility, easiness of maintaining optical appearance, and prevention of detachment of particles from the film, organic particles composed of a crosslinked body are preferable.
- crosslinked acrylic polymer comprising an acrylic monomer such as acrylic acid, methacrylic acid, acrylic acid ester, methacrylic acid ester and the like is preferable, and more preferably crosslinked polymethyl methacrylate is more preferable.
- the surface of these particles may be coated with various coatings for the purpose of dispersibility and prevention of falling off.
- the shape of these particles may be amorphous, spherical, elliptical spherical, rod-like, angular, polyhedron, conical, or porous shape having a cavity on the surface or inside of the particle.
- the antiblocking agent is preferably one having an average particle diameter of 3 to 12 ⁇ m in view of the appearance of the film and the blocking resistance.
- the anti-blocking agent is effective even if it uses only one type, but more complex protrusions are formed on the film surface when compounding inorganic particles different in particle size and shape of two or more types, and more advanced blocking prevention effect You may be able to get When a block copolymer is used as a main constituent resin, the surface unevenness may be formed by the dispersion of the polymer, and a high blocking resistance effect may be obtained even without the addition of the antiblocking agent.
- An organic lubricant may be added to the polyolefin resin film of the present invention.
- the lubricity and antiblocking effect of the laminated film are improved, and the handleability of the film is improved.
- the lubricant effect and the mold release effect are expressed by the organic lubricant bleeding out and being present on the film surface.
- an organic lubricant having a melting point higher than normal temperature examples include fatty acid amides and fatty acid esters.
- oleic acid amide More specifically, oleic acid amide, erucic acid amide, behenic acid amide, ethylene bis oleic acid amide, hexamethylene bis oleic acid amide, ethylene bis oleic acid amide and the like. These may be used alone, but by using two or more kinds in combination, the lubricity and the antiblocking effect can be maintained even in a more severe environment, which is preferable.
- the polyolefin resin film of the present invention is added with an appropriate amount of an antioxidant, an antistatic agent, an antifogging agent, a neutralizing agent, a nucleating agent, a coloring agent, and the like, as needed, as long as the object of the present invention is not impaired.
- Agents and inorganic fillers can be blended.
- the antioxidant a phenol type and a phosphite type may be used alone or in combination, or a substance having a phenol type and a phosphite type skeleton in one molecule may be used alone.
- the polyolefin resin film of the present invention may be a single layer or a plurality of layers.
- the cost can be reduced without impairing the heat seal energy and the tear resistance.
- the decrease in impact resistance can be suppressed by adding the alpha-olefin random copolymer only to the seal layer and using the intermediate layer and the laminate layer mainly with the propylene-ethylene block copolymer.
- each layer is a composition ratio as described in said [1].
- the polyolefin resin film of the present invention can be formed, for example, by using an inflation method or a T-die method, but the T-die method is preferable in order to enhance transparency and to facilitate drafting. Since the cooling system is air, while the T-die system uses a cooling roll, the inflation system is an advantageous manufacturing method for increasing the cooling rate of the unstretched sheet. Since the crystallization of the unstretched sheet can be suppressed by increasing the cooling rate, high transparency can be obtained, and the load applied to stretching in a later step can be easily controlled. For these reasons, it is more preferable to mold by T-die method.
- the lower limit of the temperature of the cooling roll when casting a molten raw resin and obtaining a non-oriented sheet is not particularly limited, but is preferably 15 ° C., more preferably 20 ° C. If it is less than the above, dew condensation occurs on the cooling roll, and the unstretched sheet and the cooling roll may not be in close contact with each other, which may cause thickness defects.
- the upper limit of the cooling roll is not particularly limited, but preferably 50 ° C. and more preferably 40 ° C. When it exceeds the above, the transparency of the polyolefin resin film may be deteriorated.
- the method for stretching a non-oriented sheet is not particularly limited.
- an inflation method or a roll stretching method can be used, but a roll stretching method is preferable in terms of ease of control of orientation.
- a roll stretching method is preferable in terms of ease of control of orientation.
- the yield stress may be reduced, the tear strength in the longitudinal direction may be increased, or the straight cut properties may be deteriorated. More preferably, it is 3.5 times, more preferably 3.8 times.
- the upper limit of the draw ratio in the longitudinal direction is not particularly limited, it is preferably 5.5. If it is larger than this range, the orientation may proceed excessively, the seal energy may be reduced, and the bag resistance to drop may be deteriorated. More preferably, it is 5.0 times.
- the lower limit of the roll temperature in longitudinal stretching is not particularly limited, but is preferably 80 ° C. If it is lower than this, the stretching stress applied to the film may be high, and the film may have a thickness variation. More preferably, it is 90 ° C.
- the upper limit of the stretching roll temperature is not particularly limited, but is preferably 140 ° C. If this is exceeded, the stretching stress applied to the film will be low and not only the tear strength of the film will be lowered, but also the film may be fused to the stretching roll, which may make production difficult.
- the temperature is more preferably 130 ° C, still more preferably 125 ° C, and particularly preferably 115 ° C.
- the lower limit of the preheating roll temperature at the time of stretching the non-oriented sheet is not particularly limited, but is preferably 80 ° C., more preferably 90 ° C. If it is less than the above, the stretching stress may be high, which may cause thickness variation.
- the upper limit of the preheating roll temperature is not particularly limited, but is preferably 140 ° C, more preferably 130 ° C, and still more preferably 125 ° C. When it is above, the thermal contraction rate and the retort contraction rate may increase. This is because thermal crystallization before stretching can be suppressed and residual stress after stretching can be reduced.
- the annealing method includes a roll heating method, a tenter method, and the like, but the roll heating method is preferable in terms of simplicity of equipment and ease of maintenance.
- Annealing reduces the internal stress of the film, thereby suppressing the thermal contraction of the film and further improving the easy tearability. Since the annealing treatment can further improve the tearability, there is no need to increase the draw ratio in order to improve the tearability as in the prior art, so the retort shrinkage rate and the heat seal strength after retort are sacrificed. There is nothing to do. Specifically, the tear strength is lowered, and even if the polyolefin resin film alone has the same degree of straight cut, it is difficult to separate by tearing at the time of tearing after bag making.
- the lower limit of the annealing temperature is not particularly limited but is preferably 80 ° C. If it is less than the above, the heat shrinkage rate may be high, and the finish of the packaging bag after making the bag or after the retort may be deteriorated, or the tear strength may be increased.
- the temperature is more preferably 100 ° C., and 110 ° C. is particularly preferable.
- the upper limit of the annealing temperature is not particularly limited, but is preferably 140 ° C. The higher the annealing temperature, the lower the heat shrinkage rate. However, if the annealing temperature exceeds this, the film thickness may be uneven or the film may be fused to a manufacturing facility. More preferably, it is 135 ° C, and particularly preferably 130 ° C.
- the thickness of the polyolefin resin film of the present invention is not particularly limited, but the lower limit is preferably 10 ⁇ m, more preferably 30 ⁇ m, still more preferably 40 ⁇ m, and particularly preferably 50 ⁇ m. Since it becomes relatively thin with respect to the thickness of a substrate film if it is less than the above, straight cut property as a laminated body may deteriorate, and also the stiffness of a film may be too weak and it may become difficult to process, The impact resistance may decrease and the bag resistance may deteriorate.
- the upper limit of the film thickness is preferably 200 ⁇ m, more preferably 130 ⁇ m, preferably 100 ⁇ m, and particularly preferably 80 ⁇ m. If the above is exceeded, the film may be too stiff to be processed and may be difficult to process, or it may be difficult to produce a suitable package.
- the upper limit of the heat shrinkage at 120 ° C. in the longitudinal direction of the polyolefin resin film of the present invention is 20%. When it exceeds the above, at the same time the tear strength is increased, the retort contraction at the time of heat sealing or the package becomes large, and the appearance of the package may be impaired. Preferably it is 17%, More preferably, it is 14%.
- the lower limit of the heat shrinkage rate in the longitudinal direction of the polyolefin resin film of the present invention is 2%. If it is made smaller than this, it is necessary to significantly increase the annealing temperature and the annealing time, and therefore the resistance to a bag and the appearance may be significantly deteriorated.
- the upper limit of the heat shrinkage rate in the width direction of the polyolefin resin film of the present invention is 1%. If the above is exceeded, the tear strength in the longitudinal direction may be increased or the straight cut properties may be poor. Preferably it is 0.5%.
- the lower limit of the heat shrinkage rate in the width direction of the polyolefin resin film of the present invention is -5%. If it is less than the above, heat sealing may cause elongation, which may deteriorate the appearance of the package. Preferably it is -2%.
- the yield stress in the longitudinal direction of the polyolefin resin film of the present invention is required to be 150 MPa or more. If it is smaller than this, the straight cutting property in the direction is inferior. More preferably, it is 160 MPa or more, still more preferably 170 MPa or more.
- the yield stress in the longitudinal direction of the polyolefin resin film of the present invention is required to be 250 MPa or less. If it is larger than this range, the sealing energy of the film may be reduced, and the bag resistance may be deteriorated. More preferably, it is 240 MPa or less, still more preferably 200 MPa or less.
- the yield stress in the width direction of the polyolefin resin film of the present invention is preferably 50 MPa or less.
- the longitudinal direction is preferably a stretching direction in the stretching process of the unstretched sheet.
- the width direction is preferably a direction perpendicular to the stretching direction in the stretching process of the unstretched sheet.
- the ratio of the yield stress in the longitudinal direction of the polyolefin resin film of the present invention to the width direction is not particularly limited, but is preferably 4.0 or more, more preferably 6.0 or more.
- the ratio of the yield stress between the longitudinal direction and the width direction is 4.0 or more, the straight cut property is likely to be improved without the shortage of the orientation in the longitudinal direction.
- the ratio of the yield stress in the longitudinal direction to the width direction is not particularly limited, but is preferably 14.0 or less, more preferably 12.0 or less.
- the ratio of the yield stress between the longitudinal direction and the width direction is 14.0 or less, since the suitable heat seal strength can be obtained without excessive orientation in the longitudinal direction, the resistance to breakage is easily improved. .
- the upper limit of the tear strength in the longitudinal direction of the polyolefin resin film of the present invention is not particularly limited, but is preferably 0.2N. If this is exceeded, it may be difficult to tear the laminate film. More preferably, it is 0.16N.
- the lower limit of the tear strength in the width direction of the polyolefin resin film of the present invention is not particularly limited, but is preferably 0.02 N. If it is smaller than this, the bag resistance may deteriorate. More preferably, it is 0.03N.
- the lower limit of the wetting tension of the surface to be laminated with at least one film selected from the group consisting of a polyamide resin film, a polyester resin film, and a polypropylene resin film of the polyolefin resin film of the present invention is not particularly limited. It is 30 mN / m, more preferably 35 mN / m. If it is less than the above, the laminate strength may be reduced.
- the upper limit of the wetting tension is not particularly limited, but is preferably 55 mN / m, more preferably 50 mN / m. If the above is exceeded, blocking of the roll of the polyolefin resin film may occur.
- the lower limit of the puncture strength of the polyolefin resin film of the present invention is not particularly limited, it is preferably 0.13 N / ⁇ m, more preferably 0.15 N / ⁇ m. When it is less than the above, a pin hole may occur when the protrusion hits the package.
- the upper limit of the piercing strength is not particularly limited, but is preferably 0.40 N / ⁇ m, more preferably 0.30 N / ⁇ m. If the above is exceeded, the stiffness may be too strong, and handling of the film or laminate may be difficult.
- the layered product using the polyolefin resin film of the present invention uses at least one film base selected from the group consisting of a polyamide resin film, a polyester resin film, and a polypropylene resin film, using the polyolefin resin film as a sealant. And a laminate of As the film substrate, these biaxially stretched films are preferred in terms of strength. Further, as a known technique, for the purpose of imparting adhesiveness or barrier property, a substrate film coated or deposited may be used, or an aluminum foil may be further laminated.
- biaxially oriented PET film / aluminum foil / sealant biaxially oriented PET film / biaxially oriented nylon film / sealant, biaxially oriented nylon film / sealant, biaxially oriented polypropylene film / sealant, biaxially oriented
- the configuration of PET film / biaxially stretched nylon film / aluminum foil / sealant etc. may be mentioned.
- the straight cut property of the laminate is greatly deteriorated in the biaxially stretched nylon film.
- the polyolefin resin film of the present invention it is possible to manufacture a laminate having a good straight forward cutting property in any configuration.
- a lamination method known methods such as a dry lamination method and an extrusion lamination method can be used, but any lamination method can produce a laminate having a good straight forward cut property.
- the upper limit of the tear strength in the direction of large heat shrinkage of the laminate of the present invention is not particularly limited, but is preferably 0.4 N. If this is exceeded, it may be difficult to tear the laminate. More preferably, it is 0.35N, and further preferably, it is 0.3N. 0.1 N is enough.
- the upper limit of the rectilinear cuttability of the laminate of the present invention is preferably 3 mm, more preferably 2 mm, and still more preferably 1 mm. If the above is exceeded, the package may cry. 1 mm is sufficient.
- the upper limit of the retort shrinkage rate of the laminated body of this invention is not specifically limited, It is 10%. If this is exceeded, the appearance of the package after retort may be deteriorated. More preferably, it is 7%.
- the lower limit of the retort shrinkage in the longitudinal direction is not particularly limited, but is -5%. If it is less than this, the elongation after retort may be large, which may cause a bag breakage. More preferably, it is ⁇ 2%, and further preferably, 0%.
- the lower limit of the heat seal strength before retort of the laminate of the present invention is not particularly limited, but is preferably 35 N / 15 mm, more preferably 40 N / 15 mm. When it is less than the above, the resistance to bag breakage may deteriorate.
- the heat seal strength is preferably maintained at 35 N / 15 mm or more after retort treatment at 121 ° C. for 30 minutes.
- the upper limit of heat seal strength is not particularly limited, it is preferably 60 N / 15 mm. In order to exceed the above, it is necessary to increase the thickness of the film, etc., which may increase the cost.
- the lower limit of sealing energy of the laminated body of the present invention is not particularly limited, preferably 0.9 J / 150 mm 2, more preferably 1.0 J / 150 mm 2, even more preferably at 1.2 J / 150 mm 2 . When it is less than the above, the resistance to bag breakage may deteriorate.
- the upper limit of the sealing energy of the laminate film is not particularly limited, but is preferably 1.6 J / 150 mm 2 , more preferably 1.4 J / 150 mm 2 . If the above is exceeded, it may be necessary to increase the thickness of the film, resulting in an increase in cost.
- the lower limit of the puncture strength before retort of the laminate of the present invention is not particularly limited, but is preferably 8.0 N, more preferably 10.0 N, and still more preferably 17 N. When it is less than the above, a pin hole may be formed when the protrusion contacts the package.
- the upper limit of the piercing strength is not particularly limited, but is preferably 45.0 N, more preferably 30.0 N. If the above is exceeded, the stiffness of the laminate may be so strong that handling may be difficult.
- the above-mentioned laminate disposed so as to wrap around the contents is called a package for the purpose of protecting contents such as food products from dust and gas in the natural world.
- the package is manufactured by cutting out the laminate, bonding the inner surfaces with each other with a heated heat seal bar or ultrasonic waves, and forming a bag, etc. For example, two rectangular laminates are overlapped so that the sealant side is inside.
- the four-sided sealing bag etc. which heat-sealed four sides are widely used.
- the contents may be foodstuffs, but may be other products such as household goods, and the shape of the package may also be a shape other than a rectangle such as a standing pouch or a pillow package.
- the package which can endure the heat of the heat sterilization by the hot water which carried out the boiling point raise, and was 100 degreeC or more by pressurizing etc. is called the package for retort.
- a film intended to provide the package is referred to as a retort film.
- the upper limit of the tearing of the four-way sealed bag according to the present invention is not particularly limited, but is preferably 5 mm, more preferably 4 mm, still more preferably 3 mm, particularly preferably 2 mm. When the above is exceeded, when the package is torn, the contents may spill. 1 mm is sufficient.
- the four-way seal bag made from the laminate of the present invention is dropped, and the drop is repeated until the bag is broken, and when the number of repeated drops is measured, the ratio of the number of pieces remaining without breaking becomes 50%. It is practically preferable that the number of falling times is 5 or more, and more preferably 10 or more. Evaluation was as follows. :: The number of drops with a residual rate of 50% is 13 or more ⁇ : The number of drops with a residual rate of 50% is 10 to 12 times ⁇ : The number of drops with a residual rate of 50% is 5 to 9 Less than or equal to ⁇ : The number of drops that makes the remaining rate 50% is less than 4
- the present invention will be described in detail by way of examples, but the present invention is not limited thereto.
- the characteristics obtained in each example were measured and evaluated by the following methods. At the time of evaluation, the longitudinal direction of film film formation was taken as the MD direction, and the width direction was taken as the TD direction.
- the heat seal temperature is an item related to productivity when assuming continuous production in a bag making machine. Good bag-making suitability means that sufficient sealing performance can be obtained in a temperature range in which the base film does not shrink or break.
- the laminate film was cut out, and an inner dimension of 170 mm long and 120 mm wide four-way seal bag in which 300 ml of saturated saline solution was sealed was produced.
- the heat seal conditions at this time were a seal bar width of 10 mm and a heat seal temperature of 220 ° C. under a pressure of 0.2 MPa for 1 second.
- the end of the four-way seal bag was cut off and the seal width was 5 mm.
- the four-sided sealed bag was retorted at 121 ° C. for 30 minutes. Next, it was left to stand in an environment of -5.degree. C.
- the number of bags was 20 at each level. :: The number of drops with a residual rate of 50% is 13 or more ⁇ : The number of drops with a residual rate of 50% is 10 to 12 times ⁇ : The number of drops with a residual rate of 50% is 5 to 9 Less than or equal to ⁇ : The number of drops that makes the remaining rate 50% is less than 4
- Example 1 (Polyolefin resin film) Relative to 94 parts by weight of a propylene-ethylene block copolymer of MFR 3.0 g / 10 min at a resin density of 891 kg / m 3 , 230 ° C., 2.16 kg (WFS 5293 -22, 93.5 wt% propylene content, manufactured by Sumitomo Chemical Co., Ltd.) And 6 parts by weight of an ethylene-propylene copolymer elastomer resin (Mitsui Chemical Co., Ltd., Tafmer P0480, 27 wt% of propylene content) having a MFR of 1.8 g / 10 min at a resin density of 870 kg / m 3 and 230 ° C. and 2.16 kg. .
- the mixed polyolefin resin is divided into two stages of preland by 800 mm in width by 800 mm by 3-stage single screw extruder with screw diameter of 90 mm, and the shape of the step part is curved to make the flow of molten resin uniform. It was introduced into a T-slot die designed to make the flow uniform, and the die outlet temperature was extruded at 230 ° C. (cooling) The molten resin sheet coming out of the die was cooled by a cooling roller at 21 ° C. to obtain an unstretched polyolefin resin film having a layer thickness of 270 ( ⁇ m).
- both ends of the film on the cooling roll are fixed by an air nozzle, the entire width of the molten resin sheet is pressed against the cooling roll by an air knife, and at the same time a vacuum chamber is operated to between the molten resin sheet and the cooling roll Prevent the entrainment of air into.
- Both ends of the air nozzle were installed in series in the film traveling direction. The die was surrounded by a sheet so that the molten resin sheet was not hit by the wind.
- the unstretched sheet was introduced into a heated roll group, and the sheet was preheated by bringing the sheet into contact with the roll.
- the temperature of the preheating roll was 105 ° C.
- Multiple rolls were used to preheat both sides of the film.
- Longitudinal stretch The unstretched sheet was guided to a roll stretching machine, and stretched in the MD direction 4.5 times to a thickness of 60 ⁇ m by a roll speed difference.
- the temperature of the stretching roll was 105 ° C.
- (Annealing treatment) Heat treatment was performed at 120 ° C. using an annealing roll. The rolls were heat treated on both sides of the film using multiple rolls.
- corona treatment One side (laminated side) of the film was subjected to corona treatment. (Take-up) The film forming speed was 20 m / min. The formed film was trimmed at the ear portion and rolled up.
- Example 2 In Example 1, 96 parts by weight of a propylene-ethylene block copolymer was used as the mixing ratio of a propylene-ethylene block copolymer (WFS 5293-22 manufactured by Sumitomo Chemical Co., Ltd.) and an ethylene-propylene copolymer elastomer (Tafmer P0480 manufactured by Mitsui Chemicals) A polyolefin resin film was obtained by the same method except that the amount of ethylene-propylene copolymer elastomer (Tafmer P0480, manufactured by Mitsui Chemicals, Inc.) was changed to 4 parts by weight.
- Example 3 In Example 1, 90 parts by weight of a propylene-ethylene block copolymer and a mixture ratio of a propylene-ethylene block copolymer (WFS 5293 -22 manufactured by Sumitomo Chemical Co., Ltd.) and an ethylene-propylene copolymer elastomer were used. A polyolefin resin film was obtained in the same manner as in Mitsui Chemicals, Tafmer P0480, except that the amount was 10 parts by weight.
- WFS 5293 -22 manufactured by Sumitomo Chemical Co., Ltd.
- Example 4 A polyolefin resin film was obtained in the same manner as in Example 1 except that the draw ratio in the MD was made 5.0 times by changing the cooling roll speed of casting without changing the draw roll speed. By adopting this method, it is possible to obtain a polyolefin resin film having the same film thickness after stretching without changing the discharge amount.
- Example 5 A polyolefin resin film was obtained in the same manner as in Example 1 except that the set temperature of the annealing roll was set to 90 ° C.
- Example 6 In Example 1, a polyolefin resin film was obtained in the same manner as in Example 1 except that the number of revolutions of the extruder was reduced and the discharge amount was reduced to form a film and the film thickness was 50 ⁇ m.
- Example 7 A polyolefin resin film was obtained in the same manner as in Example 1 except that the preheating roll temperature was 90 ° C.
- Example 8 In Example 1, 64 parts by weight of a propylene-ethylene block copolymer, 6 parts by weight of an ethylene-propylene copolymer elastomer (Tafmer P0480 manufactured by Mitsui Chemicals, Inc.), and a density of 890 kg / m 3 MFR 1.5 g / 10 min. A polyolefin resin film was obtained in the same manner as in (30.degree. C., 2.16 kg measurement) and using 30 parts by weight of a propylene-ethylene random copolymer (S131 manufactured by Sumitomo Chemical Co., Ltd.) having a melting point of 132.degree. The ratio of propylene- ⁇ -olefin random copolymer to total amount of propylene-ethylene block copolymer and propylene- ⁇ -olefin random copolymer was 32% by weight.
- a propylene-ethylene block copolymer 6 parts by weight of an ethylene-propylene copolymer elastomer (Ta
- Example 9 A polyolefin resin film was obtained in the same manner as in Example 8, except that the temperature of the annealing roll was 130 ° C. The ratio of propylene- ⁇ -olefin random copolymer to total amount of propylene-ethylene block copolymer and propylene- ⁇ -olefin random copolymer was 32% by weight.
- Example 10 A polyolefin resin film was obtained in the same manner as in Example 9 except that the draw ratio in the MD was 4.0 times. The ratio of propylene- ⁇ -olefin random copolymer to total amount of propylene-ethylene block copolymer and propylene- ⁇ -olefin random copolymer was 32% by weight.
- Example 11 In Example 1, 84 parts by weight of a propylene-ethylene block copolymer (WFS 5293 -22 manufactured by Sumitomo Chemical Co., Ltd.) and 6 parts by weight of an ethylene-propylene copolymer elastomer were used as the resin mixing ratio of propylene-ethylene random copolymer (Sumitomo Chemical Co., Ltd.) A polyolefin resin film was obtained by the same method except that the amount was 10 parts by weight of S131, Inc. The ratio of propylene- ⁇ -olefin random copolymer to the total amount of propylene-ethylene block copolymer and propylene- ⁇ -olefin random copolymer was 11% by weight.
- WFS 5293 -22 manufactured by Sumitomo Chemical Co., Ltd.
- 6 parts by weight of an ethylene-propylene copolymer elastomer were used as the resin mixing ratio of propylene-ethylene random copolymer (Sumitomo Chemical Co.
- Example 12 In Example 1, 74 parts by weight of a propylene-ethylene block copolymer (WFS 5293 -22 manufactured by Sumitomo Chemical Co., Ltd.) and 6 parts by weight of an ethylene-propylene copolymer elastomer (Tafmer P0480 manufactured by Mitsui Chemical Co., Ltd.) A polyolefin resin film was obtained in the same manner as described above except that 20 parts by weight of ethylene random copolymer (S131 manufactured by Sumitomo Chemical Co., Ltd.) was used. The ratio of propylene- ⁇ -olefin random copolymer to the total amount of propylene-ethylene block copolymer and propylene- ⁇ -olefin random copolymer was 21% by weight.
- Example 1 In Example 1, the stretching ratio in the MD direction is made 1.0 times (unstretched) by changing the cooling roller speed of casting without changing the stretching roller speed, and the same method is used except that annealing treatment is not performed. Thus, a polyolefin resin film was obtained.
- Example 2 A polyolefin resin film was obtained in the same manner as in Example 1 except that the draw ratio in the MD was 2.0.
- Example 3 A polyolefin resin film was obtained in the same manner as in Example 1 except that the draw ratio in the MD was 3.1.
- Example 4 the polyolefin resin film was obtained by the same method except having made the draw ratio of MD direction 6.0 times.
- Example 5 A polyolefin resin film was obtained in the same manner as in Example 1 except that the annealing treatment was not performed.
- Example 8 a polyolefin resin film was obtained in the same manner as in Example 8 except that annealing treatment was not performed.
- the ratio of propylene- ⁇ -olefin random copolymer to total amount of propylene-ethylene block copolymer and propylene- ⁇ -olefin random copolymer was 32% by weight.
- Example 7 In Example 1, 90 parts by weight of a propylene-ethylene block copolymer (WFS5293-2), a resin density of 900 kg / m 3 , MFR (230 ° C., 2.16 kg measurement) 6.7 g / m of the mixing ratio of the resin used A polyolefin resin film was obtained in the same manner as in the above except that 10 parts by weight of a 10-minute propylene-butene copolymer elastomer (Tafmer XM 7070, manufactured by Mitsui Chemicals, Inc.) was used.
- a 10-minute propylene-butene copolymer elastomer (Tafmer XM 7070, manufactured by Mitsui Chemicals, Inc.) was used.
- Example 8 In Example 1, 92 parts by weight of a propylene-ethylene block copolymer (WFS5293-2), a resin density of 900 kg / m 3 , MFR (230 ° C., 2.16 kg measurement) 6.7 g / m of a mixing ratio of resins used 4 parts by weight of a 10 min propylene-butene copolymer elastomer (Tafmer XM 7070 manufactured by Mitsui Chemicals, Inc., resin density 885 kg / m 3 , ethylene-butene copolymer elastomer MFR (230 ° C., 2.16 kg measurement) 1.8 g / 10 min A polyolefin resin film was obtained in the same manner as in Mitsui Chemicals, Tafmer A1085S) except that the amount was 4 parts by weight.
- WFS5293-2 propylene-ethylene block copolymer
- MFR 230 ° C., 2.16 kg measurement
- Example 9 Except that 70 parts by weight of a propylene-ethylene block copolymer (WFS 5293 -22 manufactured by Sumitomo Chemical Co., Ltd.) and 30 parts by weight of a propylene-ethylene random copolymer (S131 manufactured by Sumitomo Chemical Co., Ltd.) were used as the mixing ratio of resins in Example 8 A polyolefin resin film was obtained in the same manner. The ratio of propylene- ⁇ -olefin random copolymer to the total amount of propylene-ethylene block copolymer and propylene- ⁇ -olefin random copolymer was 30% by weight.
- WFS 5293 -22 manufactured by Sumitomo Chemical Co., Ltd.
- S131 manufactured by Sumitomo Chemical Co., Ltd.
- Example 10 (Comparative example 10) In Example 8, 94 parts by weight of a propylene-ethylene random copolymer (S131 manufactured by Sumitomo Chemical Co., Ltd.) and 6 parts by weight of an ethylene-propylene copolymer elastomer (Tafmer P0480 manufactured by Mitsui Chemicals) were used as the resin mixing ratio A polyolefin resin film was obtained by the same method except that the set temperature was 110 ° C.
- a propylene-ethylene random copolymer S131 manufactured by Sumitomo Chemical Co., Ltd.
- Adfmer P0480 manufactured by Mitsui Chemicals
- Example 11 In Example 10, 20 parts by weight of a propylene-ethylene block copolymer (WFS 5293 -22 manufactured by Sumitomo Chemical Co., Ltd.), 6 parts by weight of an ethylene-propylene copolymer elastomer (Tafmer P0480 manufactured by Mitsui Chemicals, Inc.) A polyolefin resin film was obtained in the same manner as in Example 1 except for using 74 parts by weight of an ethylene random copolymer (S131 manufactured by Sumitomo Chemical Co., Ltd.). The ratio of propylene- ⁇ -olefin random copolymer to the total amount of propylene-ethylene block copolymer and propylene- ⁇ -olefin random copolymer was 74% by weight.
- Comparative Examples 1 to 3 since the draw ratio was low, the straight cutting properties were poor. In Comparative Example 4, since the draw ratio was high, the bag resistance was inferior. In Comparative Examples 5 and 6, since the annealing treatment was not performed, the retort contraction rate increased and the finish was inferior. In Comparative Examples 7 and 8, since the ethylene-butene copolymer elastomer was used, the finish was poor and the bag resistance was poor. In Comparative Example 9, since the ethylene-propylene copolymer elastomer was not used, the bag resistance was inferior.
- a retort pouch which can be opened straight with a slight tear in the direction of opening and which is difficult to be broken even in a low temperature environment, and can greatly contribute to the industry.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Wrappers (AREA)
- Laminated Bodies (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Packages (AREA)
Abstract
Description
食品包装袋においては、食品を充填した後の包装袋に、130℃程度の加圧水蒸気により殺菌を行う、食品を長期間保存するのに適した、いわゆるレトルトパウチというものが普及している。
近年、女性の社会進出、核家族化、あるいは高齢化の進行などの社会背景から、レトルトパウチへの需要が大きくなっており、同時に特性の向上がさらに求められている。
例えば、こういったレトルトパウチは、箱詰めされ、輸送して店頭販売される形態が近年多いため、その過程で落下しても破袋しにくいこと、特に冷蔵下で落下しても破袋しにくいことが求められている。
そこで、基材フィルムと積層されるポリオレフィン系樹脂フィルムの工夫により、こういった問題を解決することが、試みられている。
すなわち本発明は、以下の態様を有する。
ここでの長手方向とは、フィルムの製造工程においてフィルムが走行する方向を意味し、幅方向とは前記長手方向と直角方向を意味する。
本発明におけるポリオレフィン系樹脂フィルムは、プロピレン-エチレンブロック共重合体、若しくはプロピレン-エチレンブロック共重合体と少なくとも1種のプロピレン-αオレフィンランダム共重合体の混合物にエチレン-プロピレン共重合エラストマーを含有することで、海島構造をつくることにより、良好な耐破袋性を発現させることができる。
このとき、海部はプロピレン-エチレンブロック共重合体のプロピレンを主成分とする部分、若しくはさらにプロピレン-αオレフィンランダム共重合体も含む部分からなり、島部はエチレン-プロピレン共重合エラストマー、およびプロピレン-エチレンブロック共重合体のエチレンを主成分とする部分からなる。
本発明においては、プロピレン-エチレンブロック共重合体を使用することができる。本発明におけるプロピレン-エチレンブロック共重合体は、多量のプロピレンと少量のエチレンとの共重合成分からなる一段目の重合工程と、少量のプロピレンと多量のエチレンとの共重合成分からなる二段目の重合工程からなる多段共重合体である。具体的には、特開2000-186159号公報で示されるように、気相法重合を行っているものを用いるのが好ましい。すなわち、第1工程で実質的に不活性溶剤の不存在下に プロピレンを主体とした重合体部分(A成分)を重合し、次いで第2工程を気相中でエチレン含量が20~50重量部のプロピレンとエチレンとの共重合体部分(B成分)を重合して得られるブロック共重合体が挙げられるが、これらに限定されるものではない。
また、プロピレン-エチレンブロック共重合体としては、プロピレン-エチレンブロック共重合体におけるエチレン成分の共重合比率が1~15重量%であるのが好ましく、3~10重量%であるのが好ましい。プロピレン-エチレンブロック共重合体におけるプロピレン成分の共重合比率が85~99%であるのが好ましく、90~97重量%であるのが好ましい。
具体的には、例えば、エチレン含有量が6.5質量%、プロピレン含有量が93.5重量で、で、CXSの極限粘度η=2.5dl/gのブロック共重合ポリプロピレン樹脂(230℃、荷重2.16kgにおけるMFR=3.0g/10min、住友化学株式会社製WFS5293-22)や、エチレン含有量が5.7質量%、プロピレン含有量が94.3重量で、CXSの極限粘度η=2.3dl/gのブロック共重合ポリプロピレン樹脂(230℃、荷重2.16kgにおけるMFR=3.0g/10min、住友化学株式会社製WFS5293-29)が挙げられる。
本発明においては、ポリオレフィン系樹脂フィルムのヒートシール温度を下げることを目的とし、プロピレン-αオレフィンランダム共重合体を添加しても良い。
プロピレン-αオレフィンランダム共重合体とは、プロピレンとプロピレン以外の炭素原子数が2~20のα-オレフィンの少なくとも1種との共重合体を挙げることができる。かかる炭素原子数が2~20のα-オレフィンモノマーとしては、エチレン、ブテン-1、ペンテン-1、4-メチルペンテン-1、ヘキセン-1、オクテン-1等を用いることができる。特に限定されるものではないが、プロピレン-エチレンブロック共重合体との相溶性の面からエチレンを用いるのが好ましい。また、少なくとも1種類以上であれば良く、必要に応じて2種類以上を混合して用いることができる。特に好適であるのは、プロピレン-エチレンランダム共重合体である。
本発明においては、本発明の包装袋の耐落下破袋性を高める目的で、エチレン-プロピレン共重合エラストマーを、本発明のポリオレフィン系樹脂フィルムの原料の一成分として用いる。
エチレン-プロピレン共重合エラストマーとは、エチレンとプロピレンを共重合させて得られる非晶性または低結晶性であり、常温付近でゴム状弾性を示す共重合ポリマーである。
本発明におけるエチレン-プロピレン共重合エラストマーの230℃、荷重2.16kgにおけるメルトフローレイト(MFR)が0.2g/10minを下回ると、均一な混練が不十分となり、フィッシュアイが発生しやすくなり、また5g/minを超えると、耐破袋性の観点から好ましくない。
本発明におけるエチレン-プロピレン共重合エラストマーは、エチレン-プロピレン共重合エラストマーにおけるプロピレン成分の共重合比率が15~45重量%であるのが好ましく、20~40重量%であるのが好ましい。エチレン-プロピレン共重合エラストマーにおけるエチレンプロピレン成分の共重合比率が55~85重量%であるのが好ましく、60~80重量%であるのが好ましい。
具体的には、例えば密度870kg/m3、MFR(230℃、2.16kg)1.8g/10minで、プロピレン含有量が93.5質量%のエチレン-プロピレン共重合エラストマー(三井化学株式会社製タフマーP0480、)などが挙げられる。
本発明のポリオレフィン系樹脂フィルムは、プロピレン-エチレンブロック共重合体、及びプロピレン-αオレフィンランダム共重合体からなるからなる群から選ばれた少なくとも1種のポリオレフィン系樹脂90~97重量部に対し、エチレン-プロピレン共重合体を3~10重量部を含有する。この範囲であると、落下後の耐破袋性や製袋仕上がりに優れ、引裂強度と泣別れも良好である。
ここで、プロピレン-エチレンブロック共重合体、及びプロピレン-αオレフィンランダム共重合体からなるからなる群から選ばれた少なくとも1種のポリオレフィン系樹脂と、エチレン-プロピレン共重合体の合計を100重量部となるようにする。
プロピレン-エチレンブロック共重合体、及びプロピレン-αオレフィンランダム共重合体からなるからなる群から選ばれた少なくとも1種のポリオレフィン系樹脂92~97重量部に対し、エチレン-プロピレン共重合体を3~8重量部を含有するのが好ましく、プロピレン-エチレンブロック共重合体、及びプロピレン-αオレフィンランダム共重合体からなるからなる群から選ばれた少なくとも1種のポリオレフィン系樹脂92~98重量部に対し、エチレン-プロピレン共重合体を3~8重量部を含有するのがより好ましい。
プロピレン-αオレフィンランダム共重合の中で特に好適であるのは、プロピレン-エチレンランダム共重合体である。
落下時の耐破袋性やヒートシール強度の観点からは、プロピレン-αオレフィンランダム共重合体の比率は10重量%以上が好ましく、20重量%以上がより好ましい。
本発明のポリオレフィン系樹脂フィルムは、アンチブロッキング剤を含んでよい。配合されるアンチブロッキング剤としては特に限定されないが、炭酸カルシウム、二酸化珪素、二酸化チタン、硫酸バリウム、酸化マグネシウム、タルク、ゼオライト等の無機粒子やアクリル系、スチレン系、スチレン・ブタジエン系の重合体、さらにはこれらの架橋体等からなる有機粒子が挙げられる。粒子径分布の制御のし易さや、分散性、光学的外観の維持し易さ、さらには、粒子のフィルムからの脱落防止等を考慮すれば、架橋体からなる有機粒子が好ましいものである。架橋体としては、特に、アクリル酸、メタアクリル酸、アクリル酸エステル、メタアクリル酸エステル等のアクリル系単量体からなる架橋アクリル系重合体が好ましく、より好ましくは架橋されたポリメチルメタアクリレートが推奨される。これら粒子の表面には、分散性や脱落防止を目的とした種々のコーティングが施されていても何ら差し支えない。また、これら粒子の形状は、不定形、球形、楕円球状、棒状、角状、多面体、円錐状、さらには、粒子表面や内部に空洞を有するポーラスな形状であってもよい。アンチブロッキング剤は、フィルムの外観と耐ブロッキング性の面から3~12μmの平均粒子径を有するものが好ましい。アンチブロッキング剤は1種類のみ用いても有効であるが、2種類以上の粒径や形状が異なる無機粒子を配合した方が、フィルム表面においてより複雑な突起が形成され、より高度なブロッキング防止効果を得ることができる場合がある。ブロック共重合体を主な構成樹脂として使用する場合、ポリマーの分散により表面凹凸が形成される場合があり、アンチブロッキング剤を添加しなくても、高度な耐ブロッキング効果が得られる場合がある。
本発明のポリオレフィン系樹脂フィルムは、単層であっても良く、複数層からなるものであっても良い。例えば、シール層、中間層、ラミネート層の3層構成をとり、中間層に該フィルムをリサイクルしたペレットを添加することにより、ヒートシールエネルギーや耐破袋性を損なうことなくコストを下げたり、プロピレン-αオレフィンランダム共重合体をシール層のみに添加し、中間層やラミネート層はプロピレン-エチレンブロック共重合体を主体として使用することによって、耐衝撃性の低下を抑制することができる。複数の層からなる場合、それぞれの層が前記[1]に記載の組成比であることが好適である。
本発明のポリオレフィン系樹脂フィルムの成形方法は、例えばインフレーション方式、Tダイ方式が使用できるが、透明性を高めるためや、ドラフトのかけ易さからTダイ方式が好ましい。インフレーション方式は冷却媒体が空気であるのに対し、Tダイ方式は冷却ロールを用いるため、未延伸シートの冷却速度を高くするには有利な製造方法である。冷却速度を速めることにより、未延伸シートの結晶化を抑制できるため、高い透明性が得られるほか、後工程での延伸にかかる負荷を制御しやすく有利となる。こうした理由からTダイ方式で成型することがより好ましい。
無配向のシートを適切な条件で長手方向に延伸することにより、直進カット性が発現する。これは分子鎖が延伸方向に規則的に配列されるためである。本発明においては、フィルムの製造工程においてフィルムが走行する方向を長手方向とし、前記長手方向と直角方向を幅方向と呼ぶ。
長手方向の延伸倍率の下限は特に限定されないが好ましくは3.3倍である。これより小さいと降伏応力が低下し、長手方向の引裂強度が大きくなったり、直進カット性が劣ることがある。より好ましくは3.5倍であり、さらに好ましくは3.8倍である。
長手方向の延伸倍率の上限は特に限定されないが好ましくは5.5倍である。これより大きいと過剰に配向が進行し、シールエネルギーが低下し、落下時の耐破袋性が悪化することがある。より好ましくは5.0倍である。
延伸ロール温度の上限は特に限定されないが好ましくは140℃である。これを越えると、フィルムにかかる延伸応力が低くなり、フィルムの引裂強度が低下するばかりか、延伸ロールにフィルムが融着してしまうことがあり、製造が困難になることがある。より好ましくは130℃であり、さらに好ましくは125℃であり、特に好ましくは115℃である。
無配向のシートを延伸する際の予熱ロール温度の下限は特に限定されないが好ましくは80℃であり、より好ましくは90℃である。上記未満であると延伸応力が高くなり、厚み変動を発生することがある。予熱ロール温度の上限は特に限定されないが好ましくは140℃であり、より好ましくは130℃であり、さらに好ましくは125℃である。上記以上であると、熱収縮率やレトルト収縮率が増大することがある。これは延伸前の熱結晶化を抑制し延伸後の残留応力を小さくすることができるためである。
アニール処理温度の上限は特に限定されないが好ましくは140℃である。アニール処理温度が高い方が、熱収縮率が低下しやすいが、これを超えると、フィルム厚みむらが生じたり、フィルムが製造設備に融着したりすることがある。より好ましくは135℃であり、特に好ましくは130℃である。
(フィルム厚み)
本発明のポリオレフィン系樹脂フィルムの厚みは特に限定されないが、下限は好ましくは10μmであり、より好ましくは30μmであり、さらに好ましくは40μmであり、特に好ましくは50μmである。上記未満であると基材フィルムの厚みに対し相対的に薄くなるため、積層体としての直進カット性が悪化したり、またフィルムのコシ感が弱すぎて加工しにくくなることがある他、耐衝撃性が低下し耐破袋性が悪化したり、することがある。フィルム厚みの上限は好ましくは200μmであり、より好ましくは130μmであり、好ましくは100μmであり、特に好ましくは80μmである。上記を越えるとフィルムのコシ感が強すぎて加工しにくくなることがあるほか、好適な包装体を製造しにくくなることがある。
本発明のポリオレフィン系樹脂フィルムの長手方向の120℃における熱収縮率の上限は20%である。上記を超えると引裂強度が高くなると同時に、ヒートシール時や包装体のレトルト収縮が大きくなり、包装体の外観を損なうことがある。好ましくは17%であり、さらに好ましくは14%である。
本発明のポリオレフィン系樹脂フィルムの長手方向の熱収縮率の下限は2%である。これより小さくしようとすると、アニール温度やアニール時間を著しく大きくする必要があるため、耐破袋性や外観が著しく悪化する場合がある。
本発明のポリオレフィン系樹脂フィルムの幅方向の熱収縮率の上限は1%である。上記を超えると、長手方向の引裂強度が大きくなったり、あるいは直進カット性に劣る。好ましくは0.5%である。本発明のポリオレフィン系樹脂フィルムの幅方向の熱収縮率の下限は-5%である。上記未満であると、ヒートシールで伸びが発生し、包装体の外観が悪化する場合がある。好ましくは-2%である。
本発明のポリオレフィン系樹脂フィルムの長手方向の降伏応力は150MPa以上であることが必要である。これより小さいと、その方向の直進カット性が劣る。より好ましくは160MPa以上であり、さらに好ましくは170MPa以上である。
本発明のポリオレフィン系樹脂フィルムの長手方向の降伏応力は250MPa以下であることが必要である。これより大きいと、フィルムのシールエネルギーが低下し、耐破袋性が悪化することがある。より好ましくは240MPa以下であり、さらに好ましくは200MPa以下である。
本発明のポリオレフィン系樹脂フィルムの幅方向の降伏応力は50MPa以下であることが好ましい。より好ましくは40MPa以下であり、さらに好ましくは30MPa以下である。
前記長手方向は、未延伸シートの延伸工程における、延伸方向であることが好ましい。幅方向は、未延伸シートの延伸工程における、延伸方向とは直角方向であることが好ましい。
また、長手方向と、幅方向との降伏応力の比は特に限定されないが14.0以下が好ましく、12.0以下がより好ましい。長手方向と、幅方向との降伏応力の比が14.0以下であると、前記長手方向の配向が過剰にならずに、好適なヒートシール強度が得られるため耐破袋性が向上しやすい。
本発明のポリオレフィン系樹脂フィルムの前記長手方向の引裂強度の上限は特に限定されないが好ましくは0.2Nである。これを越えるとラミネートフィルムを引裂きにくくなることがある。より好ましくは0.16Nである。
本発明のポリオレフィン系樹脂フィルムの幅方向の引裂強度の下限は特に限定されないが好ましくは0.02Nである。これより小さいと耐破袋性が悪化することがある。より好ましくは0.03Nである。
本発明のポリオレフィン系樹脂フィルムの、ポリアミド樹脂フィルム、ポリエステル樹脂フィルム、及びポリプロピレン樹脂フィルムからなる群から選択される少なくとも1種のフィルムとラミネートする面の濡れ張力の下限は特に限定されないが、好ましくは30mN/mであり、より好ましくは35mN/mである。上記未満であるとラミネート強度が低下することがある。濡れ張力の上限は特に限定されないが、好ましくは55mN/mであり、より好ましくは50mN/mである。上記を越えるとポリオレフィン系樹脂フィルムのロールのブロッキングが発生することがある。
本発明のポリオレフィン系樹脂フィルムの突刺し強度の下限は特に限定されないが好ましくは0.13N/μmであり、より好ましくは0.15N/μmである。上記未満であると包装体に突起が当たった時にピンホールが発生することがある。突刺し強度の上限は特に限定されないが好ましくは0.40N/μmであり、より好ましくは0.30N/μmである。上記を越えるとコシ感が強すぎ、フィルムまたは積層体にした時のハンドリングが困難となることがある。
本発明のポリオレフィン系樹脂フィルムを用いた積層体は、前記ポリオレフィン系樹脂フィルムをシーラントとして用い、ポリアミド樹脂フィルム、ポリエステル樹脂フィルム、及びポリプロピレン樹脂フィルムからなる群から選択される少なくとも1種のフィルム基材との積層体である。フィルム基材はこれらの二軸延伸フィルムが強度の点で好ましい。また、公知の技術として接着性やバリア性を付与する目的でこれらの基材フィルムにコーティングや蒸着加工をしたものを用いたり、アルミ箔をさらに積層するなどの構成としてもよい。
具体的には例えば、二軸延伸PETフィルム/アルミ箔/シーラント、二軸延伸PETフィルム/二軸延伸ナイロンフィルム/シーラント、二軸延伸ナイロンフィルム/シーラント、二軸延伸ポリプロピレンフィルム/シーラント、二軸延伸PETフィルム/二軸延伸ナイロンフィルム/アルミ箔/シーラントなどの構成が挙げられる。
この中でも二軸延伸ナイロンフィルムは、従来のシーラントを使用した場合は積層体の直進カット性が大きく悪化してしまう。本発明のポリオレフィン系樹脂フィルムをシーラントとして使用することで、いずれの構成においても良好な直進カット性の積層体を製造することができる。
(引裂強度)
本発明の積層体の前記熱収縮率の大きい方向の引裂強度の上限は特に限定されないが、好ましくは0.4Nである。これを越えると積層体を引裂きにくくなることがある。より好ましくは0.35Nであり、さらに好ましくは0.3Nである。0.1Nであれば十分ある。
本発明の積層体の直進カット性の上限は、好ましくは3mmであり、より好ましくは2mmであり、さらに好ましくは1mmである。上記を越えると包装体が泣別れすることがある。1mmであれば十分である。
本発明の積層体のレトルト収縮率の上限は特に限定されないが10%である。これを超えると、レトルト後の包装体の外観が悪化することがある。より好ましくは7%である。長手方向のレトルト収縮率の下限は特に限定されないが-5%である。これ未満であると、レトルト後の伸びが大きく、破袋の原因となることがある。より好ましくは-2%であり、更に好ましくは0%である。
本発明の積層体のレトルト前のヒートシール強度の下限は特に限定されないが、好ましくは35N/15mmであり、より好ましくは40N/15mmである。上記未満であると耐破袋性が悪化することがある。ヒートシール強度は121℃、30分のレトルト処理後においても35N/15mm以上を維持していることが好ましい。ヒートシール強度の上限は特に限定されないが好ましくは60N/15mmである。上記を越えるためにはフィルムの厚みを増大させる等が必要となるため、コスト高となることがある。
本発明の積層体のシールエネルギーの下限は特に限定されないが、好ましくは0.9J/150mm2であり、より好ましくは1.0J/150mm2であり、さらに好ましくは1.2J/150mm2である。上記未満であると、耐破袋性が悪化することがある。ラミネートフィルムのシールエネルギーの上限は特に限定されないが好ましくは1.6J/150mm2であり、より好ましくは1.4J/150mm2である。上記を超えると、フィルムの厚みを増大させる等が必要となるため、コスト高となることがある。
本発明の積層体のレトルト前の突刺し強度の下限は特に限定されないが、好ましくは8.0Nであり、より好ましくは10.0Nであり、さらに好ましくは17Nである。上記未満であると包装体に突起が接触した時にピンホールとなることがある。突刺し強度の上限は特に限定されないが好ましくは45.0Nであり、より好ましくは30.0Nである。上記を越えると積層体のコシ感が強すぎてハンドリングが困難となることがある。
食料品などの内容物を自然界の埃やガスなどから保護することを目的に、内容物の周囲を包むように配置された前記積層体を包装体と呼ぶ。包装体は前記積層体を切り出し、加熱したヒートシールバーや超音波などで内面同士を接着し、袋状にするなどして製造され、例えば長方形の積層体2枚をシーラント側が内側になるよう重ね、4辺をヒートシールした4方シール袋などが広く使用されている。内容物は食料品であってもよいが、日用雑貨などその他の生産物などであってもよく、包装体の形状もスタンディングパウチやピロー包装体などの長方形以外の形状であってもよい。
また、加圧するなどして沸点上昇させ100℃以上とした熱水による加熱殺菌の熱に耐え得る包装体をレトルト用包装体と呼ぶ。また、その包装体を提供することを目的とするフィルムをレトルト用フィルムと呼ぶ。
本発明を用いた4方シール袋の泣別れの上限は特に限定されないが、好ましくは5mmであり、より好ましくは4mmであり、さらに好ましくは3mmであり、特に好ましくは2mmであある。上記を越えると包装体を引裂いた際、内容物がこぼれてしまうことがある。1mmであれば十分である。
本発明の積層体から作成した4方シール袋を落下させ、袋が破れるまで落下を繰り返し、繰り返しの落下回数を測定したときの、破袋せずに残存したものの個数の割合が50%となったときの落下回数が5回以上であることが、実用上好ましく、10回以上であることがより好ましい。評価は下記のとおりとした。
◎:残存率が50%となる落下回数が13回以上
○:残存率が50%となる落下回数が10回以上12回以下
△:残存率が50%となる落下回数が5回以上9回以内
×:残存率が50%となる落下回数が4回以内
JIS K7112:1999のD法(密度こうばい管)に準じて密度を評価した。
N=3で測定し、平均値を算出した。
JISK-7210-1に基づき230℃、荷重2.16kgで測定を行った。N=3で測定し、平均値を算出した。
ラミネート前のフィルムを120mm四方に切り出した。MD方向(フィルム製膜の流れ方向)、TD方向(MD方向に垂直な方向)それぞれに100mmの間隔となるよう、標線を記入した。120℃に保温したオーブン内にサンプルを吊り下げ、30分間熱処理を行った。標線間の距離を測定し、下記式に従い、熱収縮率を計算した。N=3で測定し、平均値を算出した。
熱収縮率=(熱処理前の標線長-熱処理後の標線長)/熱処理前の標線長×100 (%)
ラミネート前のフィルムを15mm幅の短冊状に切り出した。インストロンインスツルメンツ製万能材料試験機5965により、標線間距離は20mmとし、クロスヘッドスピード1000mm/分で引張り試験を行った。応力-ひずみ曲線における傾きが最初に0となった時点の引張応力を降伏応力した。延伸倍率が高い場合、一般に上降伏点と呼ばれる傾き0の点が消滅する。この場合においても破断点付近で傾きが最初に0になる点を降伏応力とした。MD方向、TD方向で各N=3で測定し、それぞれの平均値を算出した。
JIS K7128-1:1998に準じて引裂強度を測定した。ラミネート前の基材フィルム、及びラミネートフィルムそれぞれの評価を行った。MD方向、TD方向でそれぞれN=3で測定し、平均値を算出した。
直進カット性とは、フィルムや積層体を引裂いた際に、長手方向に真直ぐに引裂ける性能を示す。測定は以下の方法で行った。本実施例ではMD方向に延伸したので、熱収縮率はMD方向で高く、前記長手方向はMD方向となる。従って、MD方向のみで直進カット性を評価した。
ラミネートフィルムをMD方向150mm、TD方向60mm、の短冊に切り出し、短辺の中央部からMD方向に沿って30mmの切り込みを入れた。JIS K7128-1:1998に準じてサンプルを引き裂いた。MD方向に、切込み30mmを含まず120mm引き裂いた時点で、TD方向に移動した距離を測定し、その絶対値を記録した。向かって右側の切片を上側のつかみ具に挟む場合、向かって左側の切片を上側のつかみ具に挟む場合の両方を各N=3で測定を行い、それぞれの平均値を算出した。右側、左側の測定結果のうち、数値の大きい方を採用した。
ラミネートフィルムをヒートシールフィルム同士を向い合せヒートシールし、内寸MD方向120mm、TD方向170mmの4方シール袋を作成した。4方シール袋の端にノッチを作成し、MD方向に手で引裂いた。反対の端までカットを進め、袋の表側と裏側のフィルムの引裂き線のズレを測定した。右手側が手前になる方向、左手側が手前になる方向の両方について各N=3で測定した平均値を算出し、大きい方の測定値を採用した。
ラミネートフィルムを120mm四方に切り出した。MD方向、TD方向それぞれに100mmの間隔となるよう、標線を記入した。121℃、30分間熱水でレトルト処理を行った。標線間の距離を測定し、下記式に従い、レトルト収縮率を測定した。各N=3で測定を行い、平均値を算出した。
レトルト収縮率=(処理前の標線長-処理後の標線長)/処理前の標線長×100 (%)
ヒートシール温度は、製袋機での連続生産を想定した際の生産性に関係する項目である。製袋適正が良いとは、基材フィルムが収縮や破壊が発生しない温度範囲で、十分な密封性が得られることである。ヒートシール温度の評価を以下の様にして行った。
前記ヒートシール強度の測定において、ヒートシールバーの温度を5℃ピッチで変更し、それぞれN=3でヒートシール強度の測定を行った。ヒートシール強度が30Nを超える直前の温度におけるヒートシール強度と、超えた直後の温度におけるヒートシール強度を加重平均して算出した。
ラミネートフィルムのポリオレフィン系樹脂フィルム側同士を重ね合せ、0.2MPaの圧力で1秒間、シールバーの幅10mm、ヒートシール温度220℃でヒートシールし、内寸MD方向120mm、TD方向170mmの4方シール袋を作成した。この4方シール袋の仕上がり状態を目視で確認した。
○:ヒートシール部付近のゆがみが無く、袋が完全に長方形である
△:ヒートシール部付近のゆがみが少ない
×:ヒートシール部付近のゆがみが大きく、袋のエッジが波打っている
ヒートシール条件および強度測定条件は次の通りである。すなわち、実施例・比較例で得られたラミネートフィルムのポリオレフィン系樹脂フィルム側同士を重ね合せ、0.2MPaの圧力で1秒間、シールバーの幅10mm、ヒートシール温度220℃でヒートシールした後、放冷した。各温度でヒートシールされたフィルムからそれぞれMD方向80mm、TD方向15mmの試験片を切り取り、各試験片について、クロスヘッドスピード200mm/分でヒートシール部を剥離した際の剥離強度を測定した。試験機はインストロンインスツルメンツ製の万能材料試験機5965を使用した。各N=3回で測定を行い、平均値を算出した。121℃、30分間熱水でレトルト処理を行う前後で測定した。
レトルト前のラミネートフィルムのヒートシール強度を測定する際に、横軸を剥離距離、縦軸を剥離強度とした測定チャートにおいて、剥離開始から破断までのグラフ面積をインストロン用解析ソフトblue hill3にて解析し、シールエネルギーを算出した。各N=3で測定を行い、平均値を算出した。
ラミネートフィルムを切り出し、飽和食塩水を300ml封入した内寸縦170mm、横120mmの4方シール袋を作製した。この際のヒートシール条件は0.2MPaの圧力で1秒間、シールバーの幅10mm、ヒートシール温度220℃とした。製袋加工後に4方シール袋の端部を切り落とし、シール幅は5mmとした。前記4方シール袋を121℃において30分間レトルトした。次に-5℃の環境に8時間放置し、その環境下において1.0mの高さから4方シール袋を平坦なコンクリート床に落下させた。袋が破れるまで落下を繰り返し、繰り返しの落下回数を測定し、下記のように段階を設けた。袋の個数は各水準で20個とした。
◎:残存率が50%となる落下回数が13回以上
○:残存率が50%となる落下回数が10回以上12回以下
△:残存率が50%となる落下回数が5回以上9回以内
×:残存率が50%となる落下回数が4回以内
基材フィルム、及びラミネートフィルムを、食品衛生法における「食品、添加物等の規格基準 第3:器具及び容器包装」(昭和57年厚生省告示第20号)の「2.強度等試験法」に準拠して23℃下で突刺強度を測定した。先端部直径0.7mmの針を、突刺し速度50mm/分でフィルムに突き刺し、針がフィルムを貫通する際の強度を測定した。得られた測定値をフィルムの厚みで割り、フィルム1μmあたりの突刺強度[N/μm]を算出した。N=3で測定し、平均値を算出した。
ラミネートフィルムを121℃、30分間熱水でレトルト処理を行った後も同様に測定を行った。
基材フィルムの配向角(°)は王子計測機器(株)製分子配向計MOA-6004で測定した。MD方向120mm、TD方向100mmにサンプルを切り出し、計測器に設置し、測定されたAngleの値を配向角とした。なお、MD方向が0°である。N=3で測定し、平均値を算出した。
(ポリオレフィン系樹脂フィルム)
樹脂密度891kg/m3、230℃、2.16kgにおけるMFR3.0g/10minのプロピレン-エチレンブロック共重合体(住友化学製 WFS5293 -22、プロピレン含有量が93.5重量%)94重量部に対し、樹脂密度870kg/m3、230℃、2.16kgにおけるMFR1.8g/10minのエチレン-プロピレン共重合エラストマー樹脂(三井化学製、タフマーP0480、プロピレン含有量が27重量%)を6重量部混合した。
混合したポリオレフィン系樹脂をスクリュー直径90mmの3ステージ型単軸押出し機で、巾800mmでプレランドを2段階にし、かつ溶融樹脂の流れが均一になるように段差部分の形状を曲線状としてダイス内の流れが均一になるように設計したTスロット型ダイに導入し、ダイスの出口温度を230℃で押出した。
(冷却)
ダイスから出てきた溶融樹脂シートを21℃の冷却ロールで冷却し、層厚みが270(μm)よりなる未延伸のポリオレフィン系樹脂フィルムを得た。冷却ロールでの冷却に際しては、エアーノズルで冷却ロール上のフィルムの両端を固定し、エアーナイフで溶融樹脂シートの全幅を冷却ロールへ押さえつけ、同時に真空チャンバーを作用させ溶融樹脂シートと冷却ロールの間への空気の巻き込みを防止した。エアーノズルは、両端ともフィルム進行方向に直列に設置した。ダイス周りはシートで囲い、溶融樹脂シートに風が当たらないようした。
未延伸シートを加温したロール群に導き、シートとロールを接触させることによってシートを予熱した。予熱ロールの温度は105℃とした。複数のロールを使用し、フィルムの両面を予熱した。
(縦延伸)
前記未延伸シートをロール延伸機に導き、ロール速度差により、4.5倍にMD方向に延伸し厚みを60μmとした。延伸ロールの温度は105℃とした。
(アニール処理)
アニーリングロールを使用し120℃で熱処理を施した。複数のロールを使用し、フィルムの両面を熱処理した。
フィルムの片面(ラミネート面)にコロナ処理を施した。
(巻き取り)
製膜速度は20m/分で実施した。製膜したフィルムは耳部分をトリミングし、ロール状態にして巻き取った。
実施例及び比較例で得られたポリオレフィン系樹脂フィルムと、基材フィルム(東洋紡製二軸延伸ナイロンフィルム、N1102、厚み15μm、配向角はMD方向に対し22°)とを、エステル系ドライラミネート用接着剤(東洋モートン社製、TM569)33.6質量部、硬化剤として(東洋モートン社製、CAT10L)4.0質量部、及び酢酸エチル62.4質量部を混合して得られたエステル系接着剤を使用し、接着剤の塗布量が3.0g/m2となるようドライラミネートした。積層したラミネートフィルムを40℃に保ち、3日間エージングを行い、ラミネートフィルムを得た。
実施例1において、プロピレン-エチレンブロック共重合体(住友化学製 WFS5293 -22)とエチレン-プロピレン共重合エラストマー(三井化学製、タフマーP0480)の混合比をプロピレン-エチレンブロック共重合体96重量部、エチレン-プロピレン共重合エラストマー(三井化学製、タフマーP0480)を4重量部とした以外は同様の方法においてポリオレフィン系樹脂フィルムを得た。
実施例1において、プロピレン-エチレンブロック共重合体(住友化学製 WFS5293 -22)とエチレン-プロピレン共重合エラストマーの混合比をプロピレン-エチレンブロック共重合体を90重量部、エチレン-プロピレン共重合エラストマー(三井化学製、タフマーP0480)を10重量部とした以外は同様の方法においてポリオレフィン系樹脂フィルムを得た。
実施例1において、延伸ロール速度は変更せずキャスティングの冷却ロール速度を変更することによってMD方向の延伸倍率を5.0倍とした以外は同様の方法においてポリオレフィン系樹脂フィルムを得た。この方法を採ることにより、吐出量を変更することなく、延伸後のフィルム厚みが同じポリオレフィン系樹脂フィルムを得ることができる。
実施例1において、アニールロールの設定温度を90℃にした以外は同様の方法においてポリオレフィン系樹脂フィルムを得た。
実施例1において、押出し機の回転数を下げ、吐出量を小さくして製膜を行ってフィルム厚みを50μmとした以外は同様の方法においてポリオレフィン系樹脂フィルムを得た。
実施例1において、予熱ロール温度を90℃とした以外は同様の方法においてポリオレフィン系樹脂フィルムを得た。
実施例1において樹脂の混合比をプロピレン-エチレンブロック共重合体を64重量部、エチレン-プロピレン共重合エラストマー(三井化学製、タフマーP0480)を6重量部、密度890kg/m3 MFR1.5g/10min(230℃、2.16kg測定)、融点132℃のプロピレン-エチレンランダム共重合体(住友化学株式会社製 S131)30重量部とした以外は同様の方法においてポリオレフィン系樹脂フィルムを得た。プロピレン-エチレンブロック共重合体とプロピレン-αオレフィンランダム共重合体の合計量に対するプロピレン-αオレフィンランダム共重合体の比率は32重量%であった。
実施例8において、アニールロールの温度を130℃とした以外が同様の方法においてポリオレフィン系樹脂フィルムを得た。プロピレン-エチレンブロック共重合体とプロピレン-αオレフィンランダム共重合体の合計量に対するプロピレン-αオレフィンランダム共重合体の比率は32重量%であった。
実施例9において、MD方向の延伸倍率を4.0倍とした以外は同様の方法においてポリオレフィン系樹脂フィルムを得た。プロピレン-エチレンブロック共重合体とプロピレン-αオレフィンランダム共重合体の合計量に対するプロピレン-αオレフィンランダム共重合体の比率は32重量%であった。
実施例1において樹脂の混合比をプロピレン-エチレンブロック共重合体(住友化学製 WFS5293 -22)を84重量部、エチレン-プロピレン共重合エラストマーを6重量部、プロピレン-エチレンランダム共重合体(住友化学株式会社製 S131)10重量部とした以外は同様の方法においてポリオレフィン系樹脂フィルムを得た。プロピレン-エチレンブロック共重合体とプロピレン-αオレフィンランダム共重合体の合計量に対するプロピレン-αオレフィンランダム共重合体の比率は11重量%であった。
実施例1において樹脂の混合比をプロピレン-エチレンブロック共重合体(住友化学製 WFS5293 -22)を74重量部、エチレン-プロピレン共重合エラストマー(三井化学製、タフマーP0480)を6重量部、プロピレン-エチレンランダム共重合体(住友化学株式会社製 S131)20重量部とした以外は同様の方法においてポリオレフィン系樹脂フィルムを得た。プロピレン-エチレンブロック共重合体とプロピレン-αオレフィンランダム共重合体の合計量に対するプロピレン-αオレフィンランダム共重合体の比率は21重量%であった。
実施例1において、延伸ロール速度は変更せずキャスティングの冷却ロール速度を変更することによってMD方向の延伸倍率を1.0倍(未延伸)とし、またアニール処理を行わなかった以外は同様の方法でポリオレフィン系樹脂フィルムを得た。
実施例1において、MD方向の延伸倍率を2.0倍とした以外は同様の方法においてポリオレフィン系樹脂フィルムを得た。
実施例1において、MD方向の延伸倍率を3.1倍とした以外は同様の方法においてポリオレフィン系樹脂フィルムを得た。
実施例1において、MD方向の延伸倍率を6.0倍にした以外は同様の方法でポリオレフィン系樹脂フィルムを得た。
実施例1において、アニール処理を行わなかった以外は同様の方法でポリオレフィン系樹脂フィルムを得た。
実施例8において、アニール処理をしない以外は実施例8と同様の方法においてシポリオレフィン系樹脂フィルムを得た。プロピレン-エチレンブロック共重合体とプロピレン-αオレフィンランダム共重合体の合計量に対するプロピレン-αオレフィンランダム共重合体の比率は32重量%であった。
実施例1において、使用する樹脂の混合比を、プロピレン-エチレンブロック共重合体(WFS5293-22)90重量部、樹脂密度900kg/m3、MFR(230℃、2.16kg測定)6.7g/10minのプロピレン-ブテン共重合エラストマー(三井化学製、タフマーXM7070)10重量部とした以外は同様の方法において、ポリオレフィン系樹脂フィルムを得た。
実施例1において、使用する樹脂の混合比を、プロピレン-エチレンブロック共重合体(WFS5293-22)92重量部、樹脂密度900kg/m3、MFR(230℃、2.16kg測定)6.7g/10minのプロピレン-ブテン共重合エラストマー(三井化学製、タフマーXM7070)4重量部、樹脂密度885kg/m3、MFR(230℃、2.16kg測定)1.8g/10minのエチレン-ブテン共重合エラストマー(三井化学製、タフマーA1085S)4重量部とした以外は同様の方法において、ポリオレフィン系樹脂フィルムを得た。
実施例8において樹脂の混合比をプロピレン-エチレンブロック共重合体(住友化学製 WFS5293 -22)を70重量部、プロピレン-エチレンランダム共重合体(住友化学株式会社製 S131)30重量部とした以外は同様の方法においてポリオレフィン系樹脂フィルムを得た。プロピレン-エチレンブロック共重合体とプロピレン-αオレフィンランダム共重合体の合計量に対するプロピレン-αオレフィンランダム共重合体の比率は30重量%であった。
実施例8において樹脂の混合比をプロピレン-エチレンランダム共重合体(住友化学株式会社製 S131)94重量部、エチレン-プロピレン共重合エラストマー(三井化学製、タフマーP0480)を6重量部、アニールロールの設定温度を110℃とした以外は同様の方法においてポリオレフィン系樹脂フィルムを得た。
実施例10において樹脂の混合比をプロピレン-エチレンブロック共重合体(住友化学製 WFS5293 -22)を20重量部、エチレン-プロピレン共重合エラストマー(三井化学製、タフマーP0480)を6重量部、プロピレン-エチレンランダム共重合体(住友化学株式会社製 S131)74重量部、とした以外は同様の方法においてポリオレフィン系樹脂フィルムを得た。プロピレン-エチレンブロック共重合体とプロピレン-αオレフィンランダム共重合体の合計量に対するプロピレン-αオレフィンランダム共重合体の比率は74重量%であった。
比較例4では、延伸倍率が高いため、耐破袋性に劣るものであった。
比較例5、6では、アニール処理を行わなかったため、レトルト収縮率が増大し、仕上がりに劣るものであった。
比較例7、8では、エチレン-ブテン共重合エラストマーを用いたため、仕上がりに劣るものであり、耐破袋性に劣るものであった。
比較例9ではエチレン-プロピレン共重合エラストマーを使用しなかったため、耐破袋性に劣るものであった。
比較例10、11ではエチレン-プロピレンブロック共重合体が少なく、プロピレン-エチレンランダム共重合体が多いため、耐破袋性に劣るものであり、泣別れがしやすいものであった。
上記結果を表1、表2に示す。

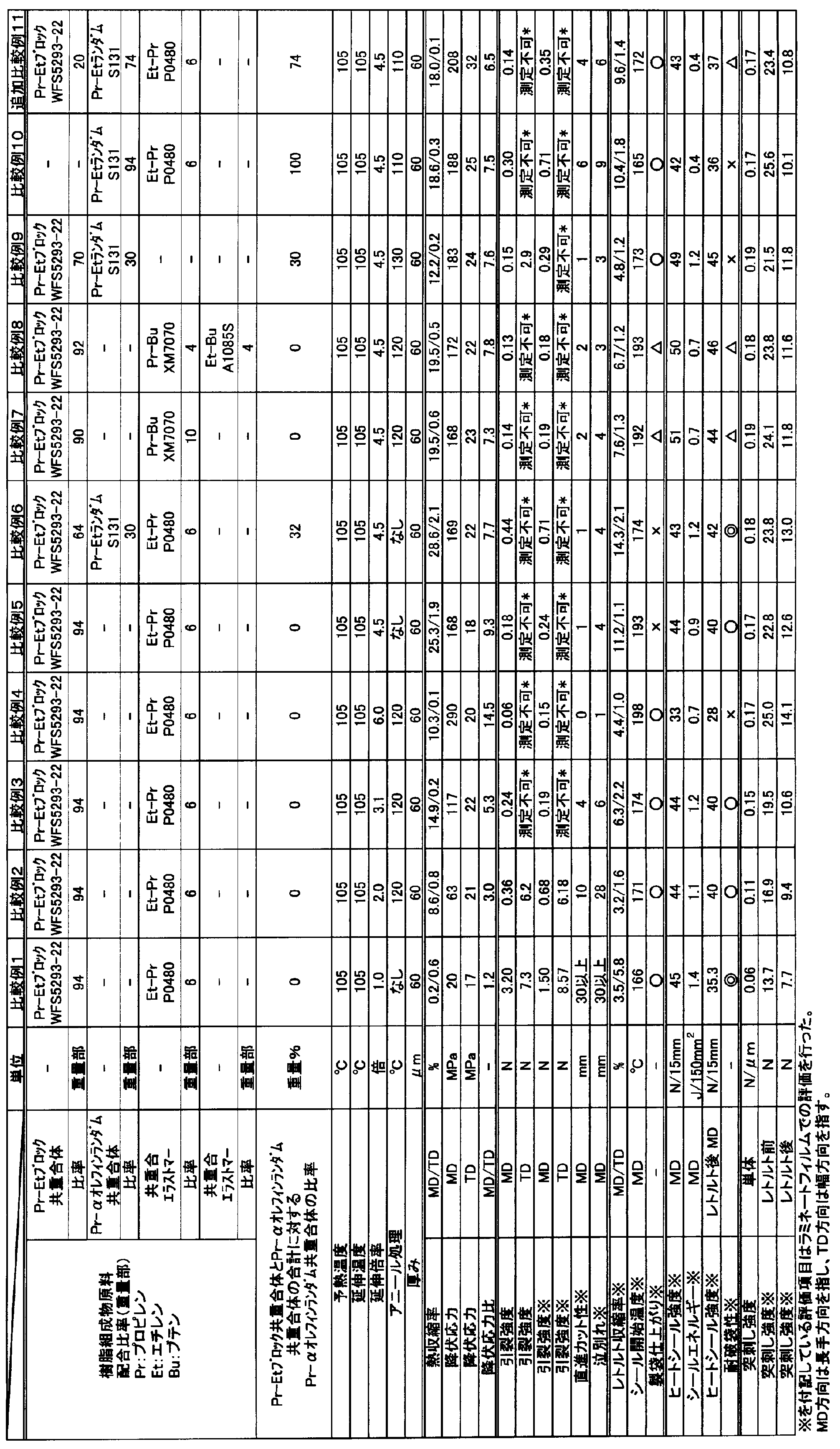
Claims (5)
- プロピレン-エチレンブロック共重合体、及びプロピレン-αオレフィンランダム共重合体からなる群から選ばれた少なくとも1種のポリオレフィン系樹脂90~97重量部に対し、エチレン-プロピレン共重合エラストマーを3~10重量部を含有し、プロピレン-エチレンブロック共重合体とプロピレン-αオレフィンランダム共重合体の合計量に対するプロピレン-αオレフィンランダム共重合体の比率が0~50重量%の範囲であって、長手方向の熱収縮率が3%以上20%以下であり、幅方向の直角方向の熱収縮率が1%以下であり、前記長手方向の降伏応力が150MPa以上250MPa以下であることを特徴とするポリオレフィン系樹脂フィルム。
- 請求項1に記載のポリオレフィン系樹脂フィルムと、ポリアミド樹脂フィルム、ポリエステル樹脂フィルム、及びポリプロピレン樹脂フィルムからなる群から選択される少なくとも1種のフィルムとの積層体。
- 直進カット性が5mm以下である、請求項2に記載の積層体。
- 請求項3記載の積層体からなる包装体。
- レトルト用である、請求項4に記載の包装体。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18891878.3A EP3730541B1 (en) | 2017-12-22 | 2018-11-20 | POLYOLEFIN RESIN FILM |
| KR1020207019553A KR102601041B1 (ko) | 2017-12-22 | 2018-11-20 | 폴리올레핀계 수지 필름 |
| JP2019560891A JP7107323B2 (ja) | 2017-12-22 | 2018-11-20 | ポリオレフィン系樹脂フィルム |
| US16/955,008 US11718746B2 (en) | 2017-12-22 | 2018-11-20 | Polyolefin-based resin film |
| CN201880081906.7A CN111511813A (zh) | 2017-12-22 | 2018-11-20 | 聚烯烃系树脂膜 |
| JP2022106392A JP7279837B2 (ja) | 2017-12-22 | 2022-06-30 | ポリオレフィン系樹脂フィルム |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017-246669 | 2017-12-22 | ||
| JP2017246669 | 2017-12-22 | ||
| JP2018-140194 | 2018-07-26 | ||
| JP2018140194 | 2018-07-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019123944A1 true WO2019123944A1 (ja) | 2019-06-27 |
Family
ID=66994604
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/042800 Ceased WO2019123944A1 (ja) | 2017-12-22 | 2018-11-20 | ポリオレフィン系樹脂フィルム |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11718746B2 (ja) |
| EP (1) | EP3730541B1 (ja) |
| JP (3) | JP7107323B2 (ja) |
| KR (1) | KR102601041B1 (ja) |
| CN (1) | CN111511813A (ja) |
| TW (1) | TWI798288B (ja) |
| WO (1) | WO2019123944A1 (ja) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021059675A (ja) * | 2019-10-08 | 2021-04-15 | 凸版印刷株式会社 | ポリプロピレン系無延伸シーラントフィルム |
| WO2021200593A1 (ja) | 2020-03-30 | 2021-10-07 | 東洋紡株式会社 | ポリオレフィン系樹脂フィルム、及びそれを用いた積層体 |
| JPWO2021200592A1 (ja) * | 2020-03-30 | 2021-10-07 | ||
| WO2021205908A1 (ja) * | 2020-04-07 | 2021-10-14 | 王子ホールディングス株式会社 | 二軸延伸ポリプロピレンフィルム |
| JP2022042574A (ja) * | 2020-09-03 | 2022-03-15 | 東レフィルム加工株式会社 | ポリプロピレン系シーラントフィルム、および積層体 |
| JP2022077360A (ja) * | 2020-11-11 | 2022-05-23 | 王子ホールディングス株式会社 | 積層フィルム |
| WO2022153783A1 (ja) | 2021-01-15 | 2022-07-21 | 東洋紡株式会社 | ポリオレフィン系樹脂フィルム及び積層体 |
| WO2022153782A1 (ja) | 2021-01-15 | 2022-07-21 | 東洋紡株式会社 | 積層体、及びそれを用いた包装体 |
| JP2022130084A (ja) * | 2021-02-25 | 2022-09-06 | 凸版印刷株式会社 | 直進カット性に優れた包装材、および包装体 |
| JP2022130049A (ja) * | 2021-02-25 | 2022-09-06 | 凸版印刷株式会社 | 直進カット性に優れた包装材、および包装体 |
| JP2022151583A (ja) * | 2021-03-26 | 2022-10-07 | フタムラ化学株式会社 | ポリプロピレン系シーラントフィルム及び蓄電装置用外装材 |
| US12098269B2 (en) | 2019-06-20 | 2024-09-24 | Toyobo Co., Ltd. | Polyolefin-based resin film and laminate including the same |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025053295A1 (ko) * | 2023-09-04 | 2025-03-13 | 박칠동 | 재활용이 용이한 식품용기의 뚜껑용 포장필름 및 이의 제조방법 |
| CN121062318B (zh) * | 2025-09-23 | 2026-04-21 | 埃克森美孚(惠州)化工有限公司 | 双向易撕的丙烯基聚合物的多层膜 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09248885A (ja) * | 1996-03-18 | 1997-09-22 | Toray Ind Inc | レトルト用ポリオレフィンフィルム |
| JPH10166527A (ja) * | 1996-12-05 | 1998-06-23 | Toyobo Co Ltd | ポリプロピレン系積層無延伸フィルム |
| JP2000143931A (ja) * | 1998-11-05 | 2000-05-26 | Toyobo Co Ltd | 食品包装用フィルム |
| JP2000186159A (ja) | 1998-12-22 | 2000-07-04 | Sumitomo Chem Co Ltd | レトルト食品包装用フィルムおよびその製造方法 |
| JP2004261219A (ja) * | 2003-02-12 | 2004-09-24 | Showa Denko Plastic Products Co Ltd | 医療用容器 |
| JP2004284197A (ja) * | 2003-03-24 | 2004-10-14 | Japan Polypropylene Corp | ポリプロピレン系熱収縮性フィルム |
| JP2012500307A (ja) | 2008-08-15 | 2012-01-05 | トーレ プラスティックス (アメリカ) インコーポレイテッド | 引裂方向性を有するヒートシール性1軸配向プロピレン系フィルム |
| JP2012056275A (ja) * | 2010-09-13 | 2012-03-22 | Futamura Chemical Co Ltd | シュリンクフィルム |
| JP2013112736A (ja) * | 2011-11-28 | 2013-06-10 | Mitsui Chemicals Tohcello Inc | プロピレン系重合体組成物、及び、その用途 |
| JP2014141302A (ja) | 2012-12-28 | 2014-08-07 | Dainippon Printing Co Ltd | レトルト食品用の包装材料 |
| JP5790497B2 (ja) | 2009-03-13 | 2015-10-07 | 大日本印刷株式会社 | 多層積層易開封包装体 |
| JP2016191023A (ja) * | 2015-03-31 | 2016-11-10 | 三井化学東セロ株式会社 | プロピレン系共重合体組成物及びそれからなるフィルム |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1039453A (ja) * | 1996-07-18 | 1998-02-13 | Fuji Photo Film Co Ltd | 易開封性感光材料包装体及びその製造方法 |
| CN1291835C (zh) * | 2001-10-17 | 2006-12-27 | 艾弗里·丹尼森公司 | 多层收缩薄膜和由其制得的标签 |
| JP3879513B2 (ja) * | 2002-01-11 | 2007-02-14 | 住友化学株式会社 | 収縮包装用フィルムおよびラベル |
| US20120251749A1 (en) | 2008-08-15 | 2012-10-04 | Toray Plastics (America), Inc. | Heat sealable monoaxially oriented propylene-based film with directional tear |
| EP2406313B2 (en) * | 2009-03-13 | 2024-04-24 | UPM Raflatac Oy | Machine direction oriented film for labels |
| ES2806265T3 (es) | 2011-11-04 | 2021-02-17 | Jindal Films Europe Virton Sprl | Películas de polipropileno orientadas biaxialmente y contraíbles uniaxialmente |
| WO2013070187A1 (en) * | 2011-11-07 | 2013-05-16 | Toray Plastics (America) , Inc | Heat sealable monoaxially oriented propylene-based film with directional tear |
| KR20160052612A (ko) * | 2013-09-03 | 2016-05-12 | 다이니폰 인사츠 가부시키가이샤 | 전지용 포장 재료의 실란트층용의 수지 조성물 |
| JPWO2016056548A1 (ja) | 2014-10-06 | 2017-07-27 | 凸版印刷株式会社 | 包装容器 |
| JP6721400B2 (ja) | 2016-04-26 | 2020-07-15 | 藤森工業株式会社 | 電池外装用積層体、電池外装体、電池外装体の製造方法及び電池 |
| JP7033267B2 (ja) | 2016-09-30 | 2022-03-10 | 大日本印刷株式会社 | 積層体及び該積層体で構成される袋 |
| JP7124285B2 (ja) | 2016-09-30 | 2022-08-24 | 大日本印刷株式会社 | 積層体及び該積層体で構成される袋 |
| JP2018020844A (ja) | 2017-07-26 | 2018-02-08 | 東洋紡株式会社 | ポリブチレンテレフタレートフィルムを用いた包装袋 |
| JP6970390B2 (ja) | 2017-07-26 | 2021-11-24 | 東洋紡株式会社 | ポリブチレンテレフタレートフィルムを用いた包装袋 |
| EP3831599A4 (en) | 2018-07-27 | 2022-05-04 | Toyobo Co., Ltd. | LAMINATE AND PACKAGING BAG WITH IT |
-
2018
- 2018-11-16 TW TW107140802A patent/TWI798288B/zh active
- 2018-11-20 CN CN201880081906.7A patent/CN111511813A/zh active Pending
- 2018-11-20 US US16/955,008 patent/US11718746B2/en active Active
- 2018-11-20 KR KR1020207019553A patent/KR102601041B1/ko active Active
- 2018-11-20 WO PCT/JP2018/042800 patent/WO2019123944A1/ja not_active Ceased
- 2018-11-20 EP EP18891878.3A patent/EP3730541B1/en active Active
- 2018-11-20 JP JP2019560891A patent/JP7107323B2/ja active Active
-
2022
- 2022-06-30 JP JP2022106392A patent/JP7279837B2/ja active Active
-
2023
- 2023-03-22 JP JP2023045414A patent/JP7505614B2/ja active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09248885A (ja) * | 1996-03-18 | 1997-09-22 | Toray Ind Inc | レトルト用ポリオレフィンフィルム |
| JPH10166527A (ja) * | 1996-12-05 | 1998-06-23 | Toyobo Co Ltd | ポリプロピレン系積層無延伸フィルム |
| JP2000143931A (ja) * | 1998-11-05 | 2000-05-26 | Toyobo Co Ltd | 食品包装用フィルム |
| JP2000186159A (ja) | 1998-12-22 | 2000-07-04 | Sumitomo Chem Co Ltd | レトルト食品包装用フィルムおよびその製造方法 |
| JP2004261219A (ja) * | 2003-02-12 | 2004-09-24 | Showa Denko Plastic Products Co Ltd | 医療用容器 |
| JP2004284197A (ja) * | 2003-03-24 | 2004-10-14 | Japan Polypropylene Corp | ポリプロピレン系熱収縮性フィルム |
| JP2012500307A (ja) | 2008-08-15 | 2012-01-05 | トーレ プラスティックス (アメリカ) インコーポレイテッド | 引裂方向性を有するヒートシール性1軸配向プロピレン系フィルム |
| JP5790497B2 (ja) | 2009-03-13 | 2015-10-07 | 大日本印刷株式会社 | 多層積層易開封包装体 |
| JP2012056275A (ja) * | 2010-09-13 | 2012-03-22 | Futamura Chemical Co Ltd | シュリンクフィルム |
| JP2013112736A (ja) * | 2011-11-28 | 2013-06-10 | Mitsui Chemicals Tohcello Inc | プロピレン系重合体組成物、及び、その用途 |
| JP2014141302A (ja) | 2012-12-28 | 2014-08-07 | Dainippon Printing Co Ltd | レトルト食品用の包装材料 |
| JP2016191023A (ja) * | 2015-03-31 | 2016-11-10 | 三井化学東セロ株式会社 | プロピレン系共重合体組成物及びそれからなるフィルム |
Cited By (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12098269B2 (en) | 2019-06-20 | 2024-09-24 | Toyobo Co., Ltd. | Polyolefin-based resin film and laminate including the same |
| JP2021059675A (ja) * | 2019-10-08 | 2021-04-15 | 凸版印刷株式会社 | ポリプロピレン系無延伸シーラントフィルム |
| JP7500942B2 (ja) | 2019-10-08 | 2024-06-18 | Toppanホールディングス株式会社 | ポリプロピレン系無延伸シーラントフィルム |
| CN115362199A (zh) * | 2020-03-30 | 2022-11-18 | 东洋纺株式会社 | 聚烯烃系树脂薄膜 |
| WO2021200593A1 (ja) | 2020-03-30 | 2021-10-07 | 東洋紡株式会社 | ポリオレフィン系樹脂フィルム、及びそれを用いた積層体 |
| KR20220161357A (ko) | 2020-03-30 | 2022-12-06 | 도요보 가부시키가이샤 | 폴리올레핀계 수지 필름 |
| KR20220161367A (ko) | 2020-03-30 | 2022-12-06 | 도요보 가부시키가이샤 | 폴리올레핀계 수지 필름 및 그것을 사용한 적층체 |
| JP7811320B2 (ja) | 2020-03-30 | 2026-02-05 | 東洋紡株式会社 | ポリオレフィン系樹脂フィルム |
| CN115362198A (zh) * | 2020-03-30 | 2022-11-18 | 东洋纺株式会社 | 聚烯烃系树脂薄膜和使用其的层叠体 |
| JP2025026894A (ja) * | 2020-03-30 | 2025-02-26 | 東洋紡株式会社 | ポリオレフィン系樹脂フィルム |
| CN115362198B (zh) * | 2020-03-30 | 2023-07-21 | 东洋纺株式会社 | 聚烯烃系树脂薄膜和使用其的层叠体 |
| WO2021200592A1 (ja) | 2020-03-30 | 2021-10-07 | 東洋紡株式会社 | ポリオレフィン系樹脂フィルム |
| JPWO2021200592A1 (ja) * | 2020-03-30 | 2021-10-07 | ||
| CN115362199B (zh) * | 2020-03-30 | 2023-12-19 | 东洋纺株式会社 | 聚烯烃系树脂薄膜 |
| WO2021205908A1 (ja) * | 2020-04-07 | 2021-10-14 | 王子ホールディングス株式会社 | 二軸延伸ポリプロピレンフィルム |
| JP7690952B2 (ja) | 2020-04-07 | 2025-06-11 | 王子ホールディングス株式会社 | 二軸延伸ポリプロピレンフィルム |
| JPWO2021205908A1 (ja) * | 2020-04-07 | 2021-10-14 | ||
| JP2022042574A (ja) * | 2020-09-03 | 2022-03-15 | 東レフィルム加工株式会社 | ポリプロピレン系シーラントフィルム、および積層体 |
| JP7540306B2 (ja) | 2020-11-11 | 2024-08-27 | 王子ホールディングス株式会社 | 積層フィルム |
| JP2024149773A (ja) * | 2020-11-11 | 2024-10-18 | 王子ホールディングス株式会社 | 積層フィルム |
| JP2022077360A (ja) * | 2020-11-11 | 2022-05-23 | 王子ホールディングス株式会社 | 積層フィルム |
| JP7845421B2 (ja) | 2020-11-11 | 2026-04-14 | 王子ホールディングス株式会社 | 積層フィルム |
| KR20230132490A (ko) | 2021-01-15 | 2023-09-15 | 도요보 가부시키가이샤 | 적층체 및 그것을 사용한 포장체 |
| JPWO2022153783A1 (ja) * | 2021-01-15 | 2022-07-21 | ||
| WO2022153782A1 (ja) | 2021-01-15 | 2022-07-21 | 東洋紡株式会社 | 積層体、及びそれを用いた包装体 |
| WO2022153783A1 (ja) | 2021-01-15 | 2022-07-21 | 東洋紡株式会社 | ポリオレフィン系樹脂フィルム及び積層体 |
| US12420536B2 (en) | 2021-01-15 | 2025-09-23 | Toyobo Co., Ltd. | Multilayer body, and package using same |
| JP2022130049A (ja) * | 2021-02-25 | 2022-09-06 | 凸版印刷株式会社 | 直進カット性に優れた包装材、および包装体 |
| JP2022130084A (ja) * | 2021-02-25 | 2022-09-06 | 凸版印刷株式会社 | 直進カット性に優れた包装材、および包装体 |
| JP2022151583A (ja) * | 2021-03-26 | 2022-10-07 | フタムラ化学株式会社 | ポリプロピレン系シーラントフィルム及び蓄電装置用外装材 |
| JP7758576B2 (ja) | 2021-03-26 | 2025-10-22 | フタムラ化学株式会社 | ポリプロピレン系シーラントフィルム及び蓄電装置用外装材 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20200098580A (ko) | 2020-08-20 |
| EP3730541A1 (en) | 2020-10-28 |
| US20200392327A1 (en) | 2020-12-17 |
| JPWO2019123944A1 (ja) | 2021-01-14 |
| EP3730541B1 (en) | 2025-12-31 |
| CN111511813A (zh) | 2020-08-07 |
| KR102601041B1 (ko) | 2023-11-09 |
| US11718746B2 (en) | 2023-08-08 |
| EP3730541A4 (en) | 2021-08-25 |
| TWI798288B (zh) | 2023-04-11 |
| JP2022153391A (ja) | 2022-10-12 |
| JP2023093451A (ja) | 2023-07-04 |
| JP7107323B2 (ja) | 2022-07-27 |
| JP7505614B2 (ja) | 2024-06-25 |
| JP7279837B2 (ja) | 2023-05-23 |
| TW201930415A (zh) | 2019-08-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7505614B2 (ja) | ポリオレフィン系樹脂フィルム | |
| JP7367675B2 (ja) | 積層体およびそれからなる包装袋 | |
| JP7811320B2 (ja) | ポリオレフィン系樹脂フィルム | |
| JP2025176129A (ja) | ポリオレフィン系樹脂フィルム、及びそれを用いた積層体 | |
| JP7559908B2 (ja) | ポリオレフィン系樹脂フィルム、及びそれを用いた積層体 | |
| WO2022153783A1 (ja) | ポリオレフィン系樹脂フィルム及び積層体 | |
| KR102933822B1 (ko) | 폴리올레핀계 수지 필름, 및 그것을 사용한 적층체 | |
| WO2022153782A1 (ja) | 積層体、及びそれを用いた包装体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18891878 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2019560891 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20207019553 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2018891878 Country of ref document: EP Effective date: 20200722 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 2018891878 Country of ref document: EP |