WO2019163313A1 - ヒートシンク - Google Patents
ヒートシンク Download PDFInfo
- Publication number
- WO2019163313A1 WO2019163313A1 PCT/JP2019/000291 JP2019000291W WO2019163313A1 WO 2019163313 A1 WO2019163313 A1 WO 2019163313A1 JP 2019000291 W JP2019000291 W JP 2019000291W WO 2019163313 A1 WO2019163313 A1 WO 2019163313A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- metal wire
- heat sink
- coiled metal
- fin
- coiled
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images











Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/22—Arrangements for cooling characterised by their shape, e.g. having conical or cylindrical projections
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/22—Arrangements for cooling characterised by their shape, e.g. having conical or cylindrical projections
- H10W40/226—Arrangements for cooling characterised by their shape, e.g. having conical or cylindrical projections characterised by projecting parts, e.g. fins to increase surface area
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F13/00—Arrangements for modifying heat-transfer, e.g. increasing, decreasing
- F28F13/06—Arrangements for modifying heat-transfer, e.g. increasing, decreasing by affecting the pattern of flow of the heat-exchange media
- F28F13/12—Arrangements for modifying heat-transfer, e.g. increasing, decreasing by affecting the pattern of flow of the heat-exchange media by creating turbulence, e.g. by stirring, by increasing the force of circulation
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/22—Arrangements for cooling characterised by their shape, e.g. having conical or cylindrical projections
- H10W40/226—Arrangements for cooling characterised by their shape, e.g. having conical or cylindrical projections characterised by projecting parts, e.g. fins to increase surface area
- H10W40/228—Arrangements for cooling characterised by their shape, e.g. having conical or cylindrical projections characterised by projecting parts, e.g. fins to increase surface area the projecting parts being wire-shaped or pin-shaped
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/25—Arrangements for cooling characterised by their materials
- H10W40/258—Metallic materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D21/00—Heat-exchange apparatus not covered by any of the groups F28D1/00 - F28D20/00
- F28D2021/0019—Other heat exchangers for particular applications; Heat exchange systems not otherwise provided for
- F28D2021/0028—Other heat exchangers for particular applications; Heat exchange systems not otherwise provided for for cooling heat generating elements, e.g. for cooling electronic components or electric devices
- F28D2021/0029—Heat sinks
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2215/00—Fins
- F28F2215/10—Secondary fins, e.g. projections or recesses on main fins
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/02—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations
Definitions
- the coiled metal wire material may have an N / L of 0.1 mm ⁇ 1 or more, where Lmm is the total length of a single coil and N is the number of turns.
- the effect of expanding the fin surface area by using the coiled metal wire and the disturbing effect of disturbing the flow of the heat medium can be promoted, so that the heat transfer coefficient of the heat sink can be improved, and the gap diameter can be increased. Since it is large, pressure loss can be reduced.
- the metal compact 10 and the filler 20 are not limited to those made of aluminum or an aluminum alloy as long as the thermal conductivity is good. Since it is joined by sintering as will be described later, the metal molded body 10 and the filler 20 may be made of different metals as long as they can be sintered. Alternatively, when the metal molded body 10 and the filler 20 are joined by soldering or brazing, any metal that has good thermal conductivity and can be soldered or brazed may be used.
- Example numbers 4 and 5 a heat sink using a porous fiber as a filler was produced.
- Each heat sink of the comparative example was also formed with the same dimensions as the metal molded body 10 of sample numbers 1 to 3.
- the heat transfer coefficient of the heat sink can be further improved and the pressure loss can be further reduced.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
- Cooling Or The Like Of Electrical Apparatus (AREA)
Abstract
基板部、及び前記基板部の表面に立設されて相互に平行に配置された2以上のフィン部を有する金属成形体と、前記金属成形体のフィン部間に形成された1以上の溝部内に充填された複数のコイル状金属線材からなる充填体とを有し、前記コイル状金属線材の外径は、一端部側の第1外径と他端部側の第2外径とで異なっており、前記コイル状金属線材はそれぞれ一部が金属成形体の溝部内面および他の前記コイル状金属線材の少なくともいずれかに冶金的接合されているヒートシンク。
Description
本発明は、熱を放散するために用いられるヒートシンクに関する。
本願は、2018年2月21日に出願された特願2018-028359号に基づき優先権を主張し、その内容をここに援用する。
本願は、2018年2月21日に出願された特願2018-028359号に基づき優先権を主張し、その内容をここに援用する。
パワー素子等の半導体素子を搭載したパワーモジュール等のように、発熱を伴う電子部品においては、電子部品を正常に動作させるために、発熱する半導体素子からの熱を放散するためのヒートシンクが設けられる。このヒートシンクは、熱伝導性が高いアルミニウムや銅から形成され、平板状の基板部の片面に多数のプレート状、ピン状等のフィンを立設させた構造が多く用いられる。このようなヒートシンクは、パワーモジュール等の被冷却体に基板部を密着させ、フィンを熱媒流路に配置されることにより、被冷却体を冷却する。
例えば、特許文献1には、中実材のフィンがベース板に立設されたヒートシンクが記載されている。特許文献2では、中実材のフィンの間に多孔質材が充填されるヒートシンクが記載されており、フィンの比表面積が拡大することで高い熱伝達率が得られる。特許文献3には、ベース板上にコイルが配置されたヒートシンクが記載されており、中実材で構成されるフィンと比べ、比表面積が高く、高い熱伝達率を有する。
しかしながら、特許文献1記載のヒートシンクでは、フィンが中実材であるため表面積が小さく、高い熱伝達率が期待できない。特許文献2記載のヒートシンクでは、多孔質体の比表面積が高いため熱伝達率が高いが、熱媒が流れる空間が小さいので圧力損失が高くなりすぎてしまう。特許文献3記載の構造では、コイルは線材であり、断面積が小さく、熱抵抗が高くなるため、コイル全体に熱が行き渡りにくい。
一方、本出願人は特願2017-149843号にて、中実材の芯部の表面に繊維多孔質体を接合した構造のストレートフィンを提案している。このヒートシンクは、ストレートフィンの溝を埋める繊維多孔質体の繊維が圧力損失を低減する配向を有するため、発泡金属より圧力損失が低いと想定される。しかしながら、圧力損失が更に低いヒートシンクが求められる。
本発明は、ヒートシンクの熱伝達率をさらに向上させ、圧力損失をさらに低下させることを目的とする。
本発明のヒートシンクは、基板部、及び前記基板部の表面に立設されて相互に平行に配置された2以上のフィン部を有する金属成形体と、前記金属成形体の前記フィン部間に形成された1以上の溝部内に充填された複数のコイル状金属線材からなる1以上の充填体とを有し、前記コイル状金属線材の外径は、一端部側の第1外径と他端部側の第2外径とで異なっており、前記コイル状金属線材はそれぞれ一部が前記金属成形体の前記溝部内面および他の前記コイル状金属線材の少なくともいずれかに冶金的接合されている。
このヒートシンクは、中実材のフィン部間の溝部内に複数のコイル状金属線材からなる充填体が充填されており、フィン部及び基板部と充填体とを合わせた広い面積で熱移動が行われる。充填体は金属成形体の溝部内面に冶金的接合部を介して接合され、コイル状金属線材も冶金的接合により金属成形体又は他のコイル状金属線材に接合されているので、接合界面の熱抵抗が小さく、金属成形体と充填体との間の熱移動が円滑に促進される。
熱媒は充填体内の空隙を通って、コイル状金属線材及び金属成形体(フィン部及び基板部)の表面と熱媒との間で熱交換される。充填体におけるコイル状金属線材は、そのコイルの外径が一端部側と他端部側とで異なっているため、溝部の長さ方向に沿う熱媒の流れに対して、コイル状金属線材の各部が流れに対して交差するように配置され、熱媒からの熱を確実に受けることができるとともに、熱媒の流れの障害となって、流れを乱すこと(かく乱効果)ができるため、熱交換を促進することができる。
充填体はコイル状金属線材からなるので、空隙の開口径が大きくなり、発泡金属や繊維多孔体と比べ圧力損失は低下する。また、充填体は、コイル状金属線材の太さや巻き数等を変えるだけで、溝部内への充填率等を自在に制御できるため、製品設計の自由度が高い。コイル状金属線材は、線材をコイル状に巻いた形状であり、容易に成形可能である。コイル状金属線材はタンデムロールなどで成形した線材を巻く以外に、中実材を切削して得られる切削片も利用できる。
フィン部及び基板部と充填体とは、焼結や固相接合、あるいははんだ付けやろう付けなどによって接合される。すなわち、機械的接合とは異なり、金属原子間の化学結合を界面に有する冶金的接合とする。
本発明のヒートシンクの好ましい実施形態として、前記コイル状金属線材の長さ方向と直交する方向の横断面形状は五角形以下の多角形に形成されているとよい。
コイル状金属線材の横断面形状は円形や楕円でもよいが、円形や楕円の場合は、コイル状金属線材が熱媒の流れに交差する方向に配置されると、流れがコイル状金属線材の両側面(円弧面)に沿って滑らかに分かれて下流側に移動する。これに対して、コイル状金属線材の横断面形状が三角形、四角形、五角形のいずれかであると、複数の平面又は曲率半径の大きい湾曲面により外形が形成される。その平面又は湾曲面が熱媒の流れに対して交差すると、その交差する表面に衝突した流れが、コイル状金属線材の後方で渦を発生する。その結果、流れがより乱されてかく乱効果が高められ、熱交換をさらに促進できる。なお、横断面形状が四角形とは、薄板状の線材も含む。
本発明のヒートシンクの好ましい実施態様として、前記コイル状金属線材は、単コイル全長をLmm、巻き数をNとしたとき、N/Lが0.1mm-1以上であるとよい。
N/Lが0.1mm-1未満では、流れの乱される機会が少なく、かく乱効果において所期の効果を得ることが難しい。
また、本発明のヒートシンクの好ましい実施態様として、前記コイル状金属線材の最大外径をDAmm、最小外径をDBmm、単コイル全長をLmmとしたとき、(DA-DB)/Lが0.05以上であるとよい。
本発明のヒートシンクの好ましい実施態様として、切削加工により生じる切削片を用いることができる。
切削片であれば、特別な加工は必要なく、そのまま用いることが可能であり、入手も容易である。
本発明のヒートシンクは、前記金属成形体の平面積をS1×S2、前記フィン部の高さをh1として設定した全体体積V=S1×S2×h1に対して、空間の体積が占める空隙率が50%以上65%以下であると好ましい。コイル状金属線材の冶金的接合にはんだ材やろう材を用いた場合も、空隙率がこの範囲であれば熱媒の流量を適切に確保でき、効率のよい熱伝達が可能である。
本発明によれば、コイル状金属線材を使用することによるフィン表面積拡大効果、及び熱媒の流れを乱すかく乱効果を促進できるので、ヒートシンクの熱伝達率を向上させることができ、空隙の径が大きいので圧力損失も低下させることができる。
以下に、本発明の実施形態を説明する。本発明の一実施形態を示すヒートシンク101は、図1及び図2の観察画像と、図3~図5に示すように、金属成形体10と複数のコイル状金属線材21からなる充填体20とを組み合わせた複合構造とされている。
金属成形体21は、平板状の基板部11と、その基板部11の片面に立設されて相互に平行に配置された多数の帯板状(プレート状)のフィン部12と、これらフィン部12間に形成された溝部13内に充填された複数のコイル状金属線材21からなる充填体20とを有している。
金属成形体10はアルミニウム成形体であり、基板部11とフィン部12とがアルミニウム(アルミニウム合金を含む。)の中実材によって一体に形成されている。充填体20は、図6及び図7に示すように、基板部11及びフィン部12(金属成形体10)と同じ材質のアルミニウムからなる複数のコイル状金属線材21により形成され、1個の溝部13内に充填された複数のコイル状金属線材21により構成されている。
金属成形体10及び充填体20は、熱伝導性が良好であれば、アルミニウム又はアルミニウム合金からなるものに限られるものではない。後述するように焼結により接合されるので、焼結できる金属であれば金属成形体10と充填体20とが異なる金属からなるものでもよい。あるいは、はんだ付けやろう付けにより金属成形体10と充填体20とを接合する場合も、熱伝導性が良好ではんだ付けやろう付けが可能な金属であればよい。
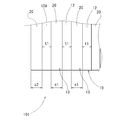
図3~図5に示すように、基板部11は例えば矩形状の平面形状を有しており、フィン部12は基板部11の表面から所定の高さh1、所定の厚さt1で立設されている。図3に示す例では、フィン部12は、基板部11の表面と平行な面方向において、縦方向(奥行方向、長さ方向)の全長にわたって設けられ、基板部11の横方向(幅方向)に所定の離間間隔c1をおいて相互に平行に並べられている。各フィン部12の間に離間間隔c1の開口幅を有する溝部13が設けられている。
このヒートシンク101においてこれらのフィン部12は、ヒートシンク101においては両側部の最も外側に配置される外側フィン部12Aの外側面が基板部11の両側縁面よりも内側に配置されているが、外側フィン部12Aの外側面と基板部11の両側縁面は同一面であっても良い。この場合、外側フィン部12Aの外側には充填体20は配置されない。すなわち、外側フィン部12Aは、基板部11の両側縁面よりも必ずしも内側に配置しなくても良い。
外側フィン部12Aの外側面から基板部11の側縁面までの離間距離c2はフィン部12間の離間間隔c1と同じか、離間間隔c1より小さく形成されている。
充填体20を構成しているコイル状金属線材21は、図7に模式的に示したように、全体としてはコイル状に巻回されているが、完全なコイル形状ではなく、全体にねじられるようにして形成されている。一端部(大径側端部21a)側の第1外径d1が他端部(小径側端部21b)側の第2外径d2より大きく形成されている。
ここで、外径の大きい側の端部を大径側端部21a、小さい側の端部を小径側端部21bとする。コイル状金属線材21は略螺旋状にねじられて変形しているため、コイル状金属線材21の外径を円の外径として測定することは困難であるので、その先端からほぼ1巻き分以上の線材において最も外側に配置され、180°対向する2箇所をコイルの長さ方向と直交する方向に測定したときに得られる寸法を外径とする。
充填体20における各コイル状金属線材21は、単コイル全長(一つのコイル状金属線材の全長)をLmm、巻き数をNとしたとき、N/Lが0.1mm-1以上とされ、最大外径をDAmm、最小外径をDBmmとしたとき、(DA-DB)/Lが0.05以上を有する。ここでいうコイル状金属線材21の最大外径DAは、コイル状金属線材21を単体で測定した場合の第1外径d1ではなく、フィン部12間に充填されることにより径方向に押圧変形された状態のときの最大長径とその直角に対応する短径の平均値とする。
各コイル状金属線材21の長さ方向に直交する横断面形状は、図9に示すように、円形ではなく、三角形状に形成されている。
充填体20は、フィン部12の離間間隔c1を埋めるように、フィン部12の長さ方向に沿って複数設けられ、各溝部13の内面(フィン部12又は基板部11の表面)に焼結部(冶金的接合部)22を介して接合されている。図6に示すように、充填体20における各コイル状金属線材21は、その全てが必ずしもフィン部12又は基板部11に接合されているとは限らず、コイル状金属線材21同士に対してのみ焼結部22を介して接合されている場合もある。ただし、溝部13内の1個の充填体20としては、全長のいずれかの部分でフィン部12又は基板部11に焼結部22を介して接合されている。
言い換えれば、各コイル状金属線材21においては、金属成形体10の溝部13の内面と他のコイル状金属線材21の両方に焼結部22を介して接合されているものもあれば、金属成形体10の溝部13の内面には接合されずに、他のコイル状金属線材21に焼結部22を介して接合されたもの、あるいは、逆に、他のコイル状金属線材21には接合されずに、金属成形体10の溝部13の内面に焼結部22を介して接合されたものも混在している。図6において、ハッチングして示したコイル状金属線材21は、金属成形体10には接合されておらず、他のコイル状金属線材21のみに接合されている。
前述したように、各コイル状金属線材21は、大径側端部21aと小径側端部21bとで外径が異なる。各コイル状金属線材21は、コイルの長さ方向を金属成形体10の各フィン部12間の溝部13の長さ方向に沿うように配置されることにより、大径側端部21aから小径側端部21bに向かうコイル状金属線材21の円周方向(線材の側面)が溝部13の長さ方向と交差するので、溝部13内を流れる熱媒の流れを受けるようにコイル状金属線材21が交差して配置される。コイル状金属線材21の横断面が、複数の平面又は湾曲面を組み合わせた三角形状をなしていることから、熱媒の流れに対してその平面又は湾曲面が交差する。
充填体20を構成するコイル状金属線材21は、精密に加工して得られる形状のものだけでなく、フライス盤等による切削加工によって生じた切削片(図8及び図9参照)が好適に用いられる。切削片は、切削工具の切れ刃の形状、特に切れ刃における逃げ面の形状や、被削材の切削特性、切削条件等によって横断面形状を特定できるが、その形状は一定ではなく、不定形である。図8,9に示す切削片のように、コイル状金属線材21の横断面形状は複数の角部を有しており、その角部間の面は前述した平面、湾曲面の他、若干の凹凸のある曲面等によって構成される。
本発明において、コイル状金属線材の横断面形状は三角形に限るものではなく、四角形、五角形のものも用いることができる。
このヒートシンク101において、熱媒が流通可能な空隙の大きさ(空隙率)が、熱媒の圧力損失や熱伝達量に影響する。空隙率は、基板部11の表面で熱媒が流通させられる領域の平面積(金属成形体10の平面積、図3ではS1×S2)とフィン部12の高さh1との積を全体体積Vとして、全体体積Vに対する空隙の体積(フィン部12及び充填体20の金属(アルミニウム)部分を除く空間の体積)の比率として求める。ヒートシンク101における空隙率は、50%以上65%以下とするのが好ましい。
図3に示す例のように、フィン部12が立設されている金属成形体10の表面の全体が大気等に露出し、その表面全体で熱媒(例えば空気や水)と熱交換する。空隙率を計算するための全体体積Vは、金属成形体10の平面積(S1×S2)とフィン部12の高さh1との積とする。
このように構成したヒートシンク101を製造する場合、例えばアルミニウムの押出成形、鍛造成形、鋳造成形、あるいは基板部11とフィン部12とを接合するろう接などにより、基板部11とフィン部12とを一体に有する中実材の金属成形体10を形成する。金属成形体10に対して、各フィン部12間の溝部13内に、図10Aに示す型51を用いてコイル状金属線材21(充填体20)を接合する。
コイル状金属線材21の接合には、マグネシウムとシリコンの混合粉末を用いる。MgおよびSiはAlの共晶元素であり、アルミニウム合金製の線材表面に付着させて加熱することにより、線材の付着部分だけを溶融させ、接合させることができる。混合粉末におけるマグネシウムとシリコンの好適な混合比率は、例えば重量比でマグネシウム1に対してシリコン1.5であり、これによりコイル状金属線材21の接合強度を十分に確保できる。この混合粉末は、高温で焼失する性質を有するバインダーを用いてコイル状金属線材21の表面に付着させる。
型51は、金属成形体10及び充填体20のコイル状金属線材21と反応しにくい材料(例えばカーボン等)からなり、図10Aに示すように、フィン部12を収容するための矩形状の凹部52を片面に有する板状に形成されている。型51を図10Bに示すように基板部11(金属成形体10)に対向するように重ね合わせると、金属成形体10(基板部11および各フィン部12)と型51との間に充填体20を形成するための空間53が形成される。
コイル状金属線材21は、フライス盤等の切削加工で生じた切削片を用意する。図10Aに示すように、複数個のコイル状金属線材21の長さ方向を金属成形体10の各フィン部12間の溝部13の長さ方向に沿うように、溝部13上に並べて配置する。
コイル状金属線材21の大径側端部21aは、フィン部12の離間間隔c1より大きい外径のものも、離間間隔1cと同程度のものも、離間間隔c1より小さい外径のものも存在する。小径側端部21bも離間間隔c1より大きいもの、同程度のもの、小さいものが存在する。そこでまず、コイル状金属線材21の大径側端部21aの第1外径d1が各フィン部12の離間間隔c1よりも大きいものを溝部13上部のフィン部12間に並べる。その後、大径側端部21aの第1外径d1が離間間隔c1よりも小さいものは、フィン部12間に配置したコイル状金属線材21に重ねるようにして配置する。このように配置すると、各コイル状金属線材21は図10Aに示すように溝部13内に落下せず、互いに接触した状態で各フィン部12の上端部に保持される。
上述したマグネシウムとシリコンの混合粉末をバインダーにより表面に付着させたコイル状金属線材21をフィン部12の間の溝部13上に並べて配置した後、型51を金属成形体10に重ね合わせて前進させて、コイル状金属線材21を溝部13内に押し込み、各空間53内にコイル状金属線材21を充填する。
そして、例えば不活性雰囲気で600℃~660℃の温度で0.5分~60分間、加熱することにより、コイル状金属線材21と金属成形体10(フィン部12又は基板部11)との各接点およびコイル状金属線材21相互間の接点に焼結部22を形成して焼結することにより、金属成形体10と充填体20及び充填体20内のコイル状金属線材21同士が焼結部22を介して一体に接合されたヒートシンク101を得ることができる。
このように構成されるヒートシンク101においては、金属成形体10の各フィン部12間の各溝部13内に各充填体20が充填されており、各フィン部12及び基板部11(金属成形体10)と充填体20とを合わせた広い面積で熱移動が行われる。また、フィン部12及び基板部11と充填体20とは焼結部22を介して接合されているので、フィン部12及び基板部11と充填体20との接合界面の熱抵抗が小さく、基板部11及びフィン部12から充填体20への熱移動が円滑に促進される。そして、熱媒が充填体20内の空隙を通って流れることにより、充填体20、フィン部12及び基板部11の表面と熱媒との間で熱交換される。ヒートシンク101には充填体20により大きな表面積が形成されているので、金属成形体10から充填体20が受けた熱が熱媒に効率的に移動することにより、優れた熱伝達率が得られる。充填体20は熱媒の流れの障害となり、熱媒の流れを乱すことができるため、中実材のみからなるヒートシンクと比較して、比表面積が大きくなる以上に熱交換が促進される効果がある。
また、前述したように、コイル状金属線材21は空隙の開口径が大きいため、発泡金属や繊維多孔体と比べ、充填体20は圧力損失が低い。充填体20は、各コイル状金属線材21の太さや外径、充填方法を変えるだけで、空隙率の大きさ等を自在に制御できるため、製品設計の自由度が高い。
フィン部12及び基板部11と充填体20とは焼結部22において焼結によって接合され、ろう材を用いていないので、ろう材の浸透による充填体20の空隙率の低下(金属密度の増加)が生じない。ただし、空隙率を低下させすぎない適量のろう材やはんだ材であれば使用してもよく、その場合も空隙率が50%以上65%以下であると好ましい。本発明においては、焼結部やろう接部を含めて、フィン部12及び基板部11と充填体20との接合部を冶金的接合部と称す。
各コイル状金属線材21は、コイルの外径が一端部(大径側端部21a)側と他端部(小径側端部21b)側とで異なっているため、溝部13の長さ方向に沿う熱媒の流れに対して、その線材の各部が流れに対して交差するように配置され、熱媒からの熱を確実に受けることができる。また、各コイル状金属線材21の横断面形状が複数の平面又は曲率半径の大きい湾曲面により三角形状に形成されているため、その平面又は湾曲面が熱媒の流れに対して交差する方向で存在する。そして、これらの相乗作用により、熱媒の流れをコイル状金属線材21の平面又は湾曲面により受けて、熱媒からの熱を確実に受けるとともに、コイル状金属線材21の表面に流れが衝突して、コイル状金属線材21の後方で渦が発生し、その結果、熱媒の流れがより乱されてかく乱効果が高められ、熱交換をさらに促進することができる。
したがって、熱伝達率が高いヒートシンク101が実現できる。
なお、本発明は上記実施形態に限定されるものではく、本発明の趣旨を逸脱しない範囲において種々の変更を加えることが可能である。
本発明の実施例(試料番号1~3)として、図3に示す上記実施形態の帯板状(プレート状)のフィン部12を有するヒートシンク101を作製した。基板部11は、縦寸法:S1=55mm、横寸法:S2=38mm、板厚:h0=4mmとし、フィン部12を基板部11の全長にわたって形成した。
各フィン部12の高さh1は6mmとした。フィン部12の数、フィン部12の離間間隔(溝部13の幅)c1、基板部11の横方向の最も外側にある外側フィン部12Aの外側面から基板部11の側縁面まで(端溝部13A)の離間距離c2、コイル状金属線材21の最大外径DA、最小外径DB、コイル状金属線材21単体の全長(単コイル全長)L、巻き数Nは表1の通りとした。
各コイル状金属線材21の最小外径DBは、前述の小径側端部21bの第2外径d2であるが、最大外径DAは、フィン部12の間に充填した状態での最大長径とその直角に対応する短径の平均値である。各実施例のコイル状金属線材21の断面はほぼ三角形状に形成されている。
比較例(試料番号4,5)として、充填体として繊維多孔体を使用したヒートシンクを作製した。比較例の各ヒートシンクも、試料番号1~3の金属成形体10と同様の寸法で形成した。
金属成形体10及び充填体20の材料としては、A1050を用いた。
空隙率は、フィン部12が立設されている基板部11の表面全体(全体体積V=S1×S2×h1)で熱媒と熱交換するものとして、充填体20の体積(充填材の重量/充填材の密度)をもとに算出した。
圧力損失の測定には、一方向に熱媒(水)が流れる冷却性能測定装置を使用した。測定装置に各ヒートシンクをはめ込み、各フィン部12間に30℃の熱媒を体積流量4L/min(一定)で流し、ヒートシンク前後の差圧を測定して、これを圧力損失とした。熱媒は、フィン部12の長さ方向に流通させた。
熱伝達率の導出には、圧力損失測定で用いた冷却性能測定装置による試験で得られた各種測定値を使用した。ヒートシンク101の基板部11の裏面(フィン部12が設けられていない面)上に柔軟性のある放熱グリス、被冷却体(発熱素子)、断熱材の順で重ね、押さえ治具により被冷却体を50cm・Nのトルクで圧着した。25℃の一定の温度に調整された環境で、各フィン部12間(各溝部13内)に30℃の熱媒(水)を4L/min(一定)で5分間流し、被冷却体の温度(発熱前温度)が安定していることを確認した後、約450Wの電力Qで被冷却体を15分間発熱させ、基板部11中央の被冷却体と基板部11との界面の温度Tb1および熱媒の水温Twを測定した。
熱媒(水)と基板部11との界面の温度Tb2を、温度Tb1を用いてTb2=[Tb1-{Q×h0/(A×k)}]の計算式から算出した。ここで、h0は基板部11の厚み、Aは被冷却体の基板部11への取付面積、kはA1050の熱伝導率である。ヒートシンクの熱伝達率Hは、H=[Q/{A×(Tb2-Tw)}]の計算式から算出し、ヒートシンクの熱伝達率指標として評価した。すなわち、熱伝達率Hが大きいほど熱交換性能に優れたヒートシンクである。
これらの結果を表1~表2に示す。試料番号4及び5は、充填体を設けず、金属成形体10のみからなる比較例のヒートシンクであるから、表1~表2中、充填体に関係する項目は「―」で記載した。


これらの結果からわかるように、充填体20を有する試料番号1~3では、熱伝達率が40kw/m2K以上であり、圧力損失も小さい。これに対して試料番号4,5は、熱伝達率は高いが、圧力損失が大きくなっている。
ヒートシンクの熱伝達率をさらに向上させ、圧力損失をさらに低下させることができる。
101 ヒートシンク
10 金属成形体
11 基板部
12 フィン部
12A 外側フィン部
13 溝部
13A 端溝部
20 充填体
21 コイル状金属線材
21a 大径側端部
21b 小径側端部
22 焼結部(冶金的接合部)
51 型
c1 離間間隔
c2 離間距離
DA 最大外径
DB 最少外径
d1 第1外径
d2 第2外径
h0 厚み
h1 高さ
t1 厚さ
L 単コイル全長
N 巻き数
V 全体体積
10 金属成形体
11 基板部
12 フィン部
12A 外側フィン部
13 溝部
13A 端溝部
20 充填体
21 コイル状金属線材
21a 大径側端部
21b 小径側端部
22 焼結部(冶金的接合部)
51 型
c1 離間間隔
c2 離間距離
DA 最大外径
DB 最少外径
d1 第1外径
d2 第2外径
h0 厚み
h1 高さ
t1 厚さ
L 単コイル全長
N 巻き数
V 全体体積
Claims (6)
- 基板部、及び前記基板部の表面に立設されて相互に平行に配置された2以上のフィン部を有する金属成形体と、
前記金属成形体の前記フィン部間に形成された1以上の溝部内に充填された複数のコイル状金属線材からなる1以上の充填体と
を有し、
前記コイル状金属線材の外径は、一端部側の第1外径と他端部側の第2外径とで異なっており、
前記コイル状金属線材はそれぞれ一部が前記金属成形体の前記溝部内面および他の前記コイル状金属線材の少なくともいずれかに冶金的接合されている
ことを特徴とするヒートシンク。 - 前記コイル状金属線材の長さ方向と直交する方向の横断面形状は五角形以下の多角形に形成されていることを特徴とする請求項1に記載のヒートシンク。
- 前記コイル状金属線材は、単コイル全長をLmm、巻き数をNとしたとき、N/Lが0.1mm-1以上であることを特徴とする請求項1又は2に記載のヒートシンク。
- 前記コイル状金属線材の最大外径をDAmm、最小外径をDBmm、単コイル全長をLmmとしたとき、(DA-DB)/Lが0.05以上であることを特徴とする1から3のいずれか一項に記載のヒートシンク。
- 前記コイル状金属線材は、切削加工により生じる切削片であることを特徴とする請求項1から4のいずれか一項に記載のヒートシンク。
- 前記金属成形体の平面積をS1×S2、前記フィン部の高さをh1として設定した全体体積V=S1×S2×h1に対して、空間の体積が占める空隙率が50%以上65%以下であることを特徴とする請求項1から5のいずれかに記載のヒートシンク。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19757119.3A EP3758056A4 (en) | 2018-02-21 | 2019-01-09 | HEAT SINK |
| US16/971,531 US11373923B2 (en) | 2018-02-21 | 2019-01-09 | Heat sink with coiled metal-wire material |
| CN201980011168.3A CN111670494B (zh) | 2018-02-21 | 2019-01-09 | 散热器 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018028359A JP7098954B2 (ja) | 2018-02-21 | 2018-02-21 | ヒートシンク |
| JP2018-028359 | 2018-02-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019163313A1 true WO2019163313A1 (ja) | 2019-08-29 |
Family
ID=67687678
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/000291 Ceased WO2019163313A1 (ja) | 2018-02-21 | 2019-01-09 | ヒートシンク |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11373923B2 (ja) |
| EP (1) | EP3758056A4 (ja) |
| JP (1) | JP7098954B2 (ja) |
| CN (1) | CN111670494B (ja) |
| WO (1) | WO2019163313A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112802808A (zh) * | 2019-11-14 | 2021-05-14 | 承奕科技股份有限公司 | 具插接埠的发热件用复合散热装置及具该装置的散热器 |
| JP2025092368A (ja) * | 2023-12-08 | 2025-06-19 | 緯創資通股▲ふん▼有限公司 | フレキシブル放熱器 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7010105B2 (ja) | 2018-03-23 | 2022-01-26 | 三菱マテリアル株式会社 | 金属多孔体 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06275746A (ja) | 1993-03-18 | 1994-09-30 | Hitachi Ltd | 半導体装置 |
| JPH0936284A (ja) * | 1995-07-24 | 1997-02-07 | Atsushi Terada | ヒートシンク及び熱交換器 |
| JP2003119536A (ja) | 2001-10-10 | 2003-04-23 | Nippon Light Metal Co Ltd | 熱伝導性に優れた鋳物用アルミニウム合金 |
| WO2005067036A1 (ja) * | 2004-01-07 | 2005-07-21 | Jisouken Co., Ltd. | ヒートシンク |
| JP2010531536A (ja) * | 2007-07-05 | 2010-09-24 | ファウ テクノロジー カンパニー,リミテッド | 線形放熱部材を備えた放熱装置及びこれを備えたファンレスled照明器具 |
| JP2012009482A (ja) | 2010-06-22 | 2012-01-12 | Nitto Kogyo Co Ltd | 冷却フィン |
| JP2014090209A (ja) * | 2014-01-17 | 2014-05-15 | Panasonic Corp | ヒートシンク、及び、空気調和装置 |
| JP2017149843A (ja) | 2016-02-24 | 2017-08-31 | 東レ株式会社 | 透明光学フィルム用ポリエステル樹脂組成物 |
| JP2018028359A (ja) | 2016-08-18 | 2018-02-22 | マツダ株式会社 | 自動変速機の変速制御装置 |
| JP2018141614A (ja) * | 2017-02-28 | 2018-09-13 | 三菱マテリアル株式会社 | 熱交換部材 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3262190A (en) * | 1961-07-10 | 1966-07-26 | Iit Res Inst | Method for the production of metallic heat transfer bodies |
| DE1751779A1 (de) * | 1968-07-29 | 1971-05-06 | Linde Ag | Vorrichtung zum Verdampfen von Fluessigkeiten bei tiefen Temperaturen |
| US5497824A (en) * | 1990-01-18 | 1996-03-12 | Rouf; Mohammad A. | Method of improved heat transfer |
| US6761211B2 (en) * | 2000-03-14 | 2004-07-13 | Delphi Technologies, Inc. | High-performance heat sink for electronics cooling |
| US20020108743A1 (en) | 2000-12-11 | 2002-08-15 | Wirtz Richard A. | Porous media heat sink apparatus |
| US6561267B2 (en) * | 2001-09-28 | 2003-05-13 | Intel Corporation | Heat sink and electronic circuit module including the same |
| US6591897B1 (en) * | 2002-02-20 | 2003-07-15 | Delphi Technologies, Inc. | High performance pin fin heat sink for electronics cooling |
| US6958912B2 (en) * | 2003-11-18 | 2005-10-25 | Intel Corporation | Enhanced heat exchanger |
| JP2008098591A (ja) * | 2006-10-16 | 2008-04-24 | Jigyo Sozo Kenkyusho:Kk | ヒートシンク及びその製造方法 |
| US9704793B2 (en) * | 2011-01-04 | 2017-07-11 | Napra Co., Ltd. | Substrate for electronic device and electronic device |
| WO2013144829A1 (en) * | 2012-03-30 | 2013-10-03 | The Technology Innovation Agency | Cell stack heat sink panel with integral heat dissipating fin |
| JP5633658B2 (ja) * | 2013-03-01 | 2014-12-03 | 三菱マテリアル株式会社 | 多孔質アルミニウム焼結体 |
| JP2015220429A (ja) * | 2014-05-21 | 2015-12-07 | ローム株式会社 | 半導体装置 |
| CN204835826U (zh) * | 2015-06-10 | 2015-12-02 | 辽宁皓唯环境工程有限公司 | 一种永磁传动器导体盘组件 |
| BE1023686B1 (nl) * | 2015-11-12 | 2017-06-15 | Maes Jonker Nv | Inrichting met metaalschuim voor versnelde overdracht van warmte |
| CN205828369U (zh) * | 2016-05-16 | 2016-12-21 | 吴嘉昇 | 散热器结构 |
| CN205755233U (zh) | 2016-06-13 | 2016-11-30 | 西安交通大学 | 一种用于电子发热设备自然冷却的金属泡沫散热器 |
-
2018
- 2018-02-21 JP JP2018028359A patent/JP7098954B2/ja not_active Expired - Fee Related
-
2019
- 2019-01-09 CN CN201980011168.3A patent/CN111670494B/zh active Active
- 2019-01-09 US US16/971,531 patent/US11373923B2/en active Active
- 2019-01-09 EP EP19757119.3A patent/EP3758056A4/en not_active Withdrawn
- 2019-01-09 WO PCT/JP2019/000291 patent/WO2019163313A1/ja not_active Ceased
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06275746A (ja) | 1993-03-18 | 1994-09-30 | Hitachi Ltd | 半導体装置 |
| JPH0936284A (ja) * | 1995-07-24 | 1997-02-07 | Atsushi Terada | ヒートシンク及び熱交換器 |
| JP2003119536A (ja) | 2001-10-10 | 2003-04-23 | Nippon Light Metal Co Ltd | 熱伝導性に優れた鋳物用アルミニウム合金 |
| WO2005067036A1 (ja) * | 2004-01-07 | 2005-07-21 | Jisouken Co., Ltd. | ヒートシンク |
| JP2010531536A (ja) * | 2007-07-05 | 2010-09-24 | ファウ テクノロジー カンパニー,リミテッド | 線形放熱部材を備えた放熱装置及びこれを備えたファンレスled照明器具 |
| JP2012009482A (ja) | 2010-06-22 | 2012-01-12 | Nitto Kogyo Co Ltd | 冷却フィン |
| JP2014090209A (ja) * | 2014-01-17 | 2014-05-15 | Panasonic Corp | ヒートシンク、及び、空気調和装置 |
| JP2017149843A (ja) | 2016-02-24 | 2017-08-31 | 東レ株式会社 | 透明光学フィルム用ポリエステル樹脂組成物 |
| JP2018028359A (ja) | 2016-08-18 | 2018-02-22 | マツダ株式会社 | 自動変速機の変速制御装置 |
| JP2018141614A (ja) * | 2017-02-28 | 2018-09-13 | 三菱マテリアル株式会社 | 熱交換部材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3758056A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112802808A (zh) * | 2019-11-14 | 2021-05-14 | 承奕科技股份有限公司 | 具插接埠的发热件用复合散热装置及具该装置的散热器 |
| JP2025092368A (ja) * | 2023-12-08 | 2025-06-19 | 緯創資通股▲ふん▼有限公司 | フレキシブル放熱器 |
| JP7772865B2 (ja) | 2023-12-08 | 2025-11-18 | 緯創資通股▲ふん▼有限公司 | フレキシブル放熱器 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111670494B (zh) | 2024-04-05 |
| US11373923B2 (en) | 2022-06-28 |
| CN111670494A (zh) | 2020-09-15 |
| EP3758056A4 (en) | 2021-12-01 |
| EP3758056A1 (en) | 2020-12-30 |
| JP2019145664A (ja) | 2019-08-29 |
| JP7098954B2 (ja) | 2022-07-12 |
| US20210090971A1 (en) | 2021-03-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104347429B (zh) | 微通道热沉的制造方法 | |
| CN101641002B (zh) | 散热器及使用该散热器的散热装置 | |
| CN201655782U (zh) | 表贴散热器 | |
| WO2019163313A1 (ja) | ヒートシンク | |
| CN102646653A (zh) | 散热器及其制造方法 | |
| JP6547641B2 (ja) | ヒートシンク | |
| JP2016066639A (ja) | 接続方法が異なる複数のフィンを備えたヒートシンク | |
| JP2005077052A (ja) | 平面型ヒートパイプ | |
| JP6477800B2 (ja) | ヒートシンク | |
| JP2002026201A (ja) | 放熱器 | |
| TW201835519A (zh) | 熱交換構件 | |
| JP6863512B2 (ja) | ヒートシンク | |
| JP2015226039A (ja) | くし歯形放熱ピン部材およびその製造方法並びにピン付き放熱板 | |
| WO2022030197A1 (ja) | 複合材料、ヒートスプレッダ及び半導体パッケージ | |
| JP5503682B2 (ja) | ヒートシンクおよびヒートシンクの製造方法 | |
| JP2022178275A (ja) | 放熱板および半導体パッケージ | |
| JP6422726B2 (ja) | 回路基板付きヒートシンク及びその製造方法 | |
| JP2008226893A (ja) | 放熱部品および放熱構造体 | |
| JP2003060135A (ja) | 放熱フィン | |
| JP6157287B2 (ja) | 配線部材およびプリント基板 | |
| JP6324008B2 (ja) | 放熱装置の製造方法 | |
| EP1345266A1 (en) | Heat sink with extended surface area | |
| JP2025135188A (ja) | 放熱構造体および放熱構造体の製造方法 | |
| WO2023204167A1 (ja) | セラミックス回路基板、半導体装置、及び半導体装置の使用方法 | |
| JP6116404B2 (ja) | 放熱装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19757119 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019757119 Country of ref document: EP Effective date: 20200921 |
|
| WWW | Wipo information: withdrawn in national office |
Ref document number: 2019757119 Country of ref document: EP |