WO2019167657A1 - ニオブ酸カリウムナトリウムスパッタリングターゲット及びその製造方法 - Google Patents
ニオブ酸カリウムナトリウムスパッタリングターゲット及びその製造方法 Download PDFInfo
- Publication number
- WO2019167657A1 WO2019167657A1 PCT/JP2019/005478 JP2019005478W WO2019167657A1 WO 2019167657 A1 WO2019167657 A1 WO 2019167657A1 JP 2019005478 W JP2019005478 W JP 2019005478W WO 2019167657 A1 WO2019167657 A1 WO 2019167657A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sputtering target
- potassium sodium
- sodium niobate
- powder
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
- C23C14/3407—Cathode assembly for sputtering apparatus, e.g. Target
- C23C14/3414—Metallurgical or chemical aspects of target preparation, e.g. casting, powder metallurgy
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01G—COMPOUNDS CONTAINING METALS NOT COVERED BY SUBCLASSES C01D OR C01F
- C01G33/00—Compounds of niobium
- C01G33/006—Compounds containing niobium, with or without oxygen or hydrogen, and containing two or more other elements
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/495—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on vanadium, niobium, tantalum, molybdenum or tungsten oxides or solid solutions thereof with other oxides, e.g. vanadates, niobates, tantalates, molybdates or tungstates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
- C04B35/645—Pressure sintering
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/08—Oxides
- C23C14/082—Oxides of alkaline earth metals
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/08—Oxides
- C23C14/083—Oxides of refractory metals or yttrium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/34—Gas-filled discharge tubes operating with cathodic sputtering
- H01J37/3411—Constructional aspects of the reactor
- H01J37/3414—Targets
- H01J37/3426—Material
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2002/00—Crystal-structural characteristics
- C01P2002/60—Compounds characterised by their crystallite size
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2006/00—Physical properties of inorganic compounds
- C01P2006/10—Solid density
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2006/00—Physical properties of inorganic compounds
- C01P2006/40—Electric properties
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2006/00—Physical properties of inorganic compounds
- C01P2006/90—Other properties not specified above
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3201—Alkali metal oxides or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
- C04B2235/6581—Total pressure below 1 atmosphere, e.g. vacuum
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/66—Specific sintering techniques, e.g. centrifugal sintering
- C04B2235/661—Multi-step sintering
- C04B2235/662—Annealing after sintering
- C04B2235/663—Oxidative annealing
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/786—Micrometer sized grains, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
Definitions
- the present invention relates to a potassium sodium niobate sputtering target and a method for producing the same.
- Lead-based PZT lead zirconate titanate showing excellent piezoelectric characteristics is used as a piezoelectric element used for sensors and actuators.
- PZT has good piezoelectric properties and is stable, it contains high environmental impact because it contains lead.
- RoHS Restriction of Hazardous Substances
- ELV End-of Life Vehicles Directive
- Patent Document 1 discloses a piezoelectric body made of potassium sodium niobate.
- a piezoelectric layer represented by a composition formula (K a Na 1-a ) X NbO 3 (0.1 ⁇ a ⁇ 1, 1 ⁇ x ⁇ 1.2) is disclosed. Moreover, it describes that potassium and sodium can be added excessively or another component can be added as needed.
- a method for producing the piezoelectric layer it is described that a precursor solution having a composition of the above composition formula is applied to a substrate and then annealed and crystallized to produce a piezoelectric body (sol-gel method). ).
- MOD method, laser ablation method, and sputtering method are described.
- An embodiment of the present invention is to provide a high-density potassium sodium niobate sputtering target and a method for producing the same.
- Embodiments of the present invention 1) A potassium sodium niobate sputtering target characterized by having a relative density of 95% or more, 2) The potassium sodium niobate sputtering target according to 1) above, wherein the average crystal grain size is 1 to 20 ⁇ m, 3) The bending strength is 50 MPa or more, the niobium potassium sodium oxide sputtering target according to 1) or 2) above, 4) The potassium sodium niobate sputtering target according to any one of 1) to 3) above, wherein the volume resistivity is less than 1000 ⁇ cm; 5) The potassium sodium niobate sputtering target according to 4) above, wherein the variation in volume resistivity (maximum value / minimum value) is less than 1.5, 6) The potassium sodium niobate sputtering target according to any one of 1) to 3) above, wherein the volume resistivity is more than 500 k ⁇ cm.
- the embodiment of the present invention 7) Nb 2 O 5 powder, K 2 Co 3 powder, Na 2 Co 3 powder are mixed, the mixed powder is pulverized to a particle diameter d 50 of 100 ⁇ m or less, and the obtained pulverized powder is mixed with inert gas or A method for producing a potassium sodium niobate sputtering target, characterized by performing hot press sintering in a vacuum atmosphere at a temperature of 900 ° C. or higher and lower than 1150 ° C. under a load of 150 to 400 kgf / cm 2 ; 8) After hot press sintering, vacuum heat treatment is performed at 600 ° C. or higher and 900 ° C. or lower, or HIP treatment is performed at 800 ° C.
- the potassium sodium niobate sputtering target according to 7) above Production method 9) The method for producing a potassium sodium niobate sputtering target according to 7) above, wherein heat treatment is performed at 550 ° C. or higher and 1000 ° C. or lower in an oxygen atmosphere or air after hot press sintering.
- a high-density potassium sodium niobate sputtering target can be produced.
- a potassium sodium niobate film can be formed by sputtering.
- Sodium potassium niobate is a material that exhibits piezoelectric properties that are relatively close to PZT, and has attracted attention as a lead-free piezoelectric ceramic material with a low environmental burden.
- a method using a liquid phase method such as a sol-gel method is known as described in Patent Document 1.
- a vapor phase method such as a sputtering method for a piezoelectric body of potassium sodium niobate has also been studied.
- Sputtering is a technique in which atoms and molecules constituting the target are deposited on an opposing substrate by causing Ar ions to collide with the sputtering target to produce a film having a composition substantially the same as the composition ratio of the target.
- the composition ratio and film thickness of the film can be strictly controlled.
- a potassium sodium niobate sputtering target is required.
- the soot oxide-based sputtering target is usually produced by sintering a raw material powder to produce a sintered body and processing this into a target shape.
- a sputtering target of a potassium sodium niobate sintered body is to be produced, it is difficult to produce a high-density target because the raw materials are difficult to handle and difficult to sinter.
- a target having a low density is used, there are problems that many particles are generated during sputtering and cannot be used industrially.
- the potassium sodium niobate sputtering target according to the embodiment of the present invention is characterized in that the relative density is 95% or more. If the relative density is less than 95%, the strength of the target is reduced, and target cracking during sputtering and particles are increased, leading to deterioration of film properties. Therefore, the relative density is preferably 95% or more so that it can be used industrially. More preferably, it is 98% or more.
- a sintered body with a high density can suppress the occurrence of cracking and degranulation when processing into a target, and further, during sputtering, it becomes difficult to break even with high-power sputtering, improving the film formation rate. Can be expected.
- the average crystal grain size of the potassium sodium niobate sputtering target is preferably 1 to 20 ⁇ m.
- Stable sputtering can be realized by refining the structure. Furthermore, since the sintered body before the target processing also has a fine structure in the same manner, it is possible to obtain an effect that it is difficult for cracks and grain separation to occur during target processing.
- the average crystal grain size of the sputtering target is determined by observing the structure using an electron microscope (1000 times magnification) after polishing the cut surface of the sputtering target, and drawing three straight lines on the structure photograph ( The total length L), the number n of crystal grains traversed by these straight lines are determined, and the average crystal grain size (L / n) is calculated from this (cutting method).
- the bending strength of the potassium sodium niobate sputtering target is preferably 50 MPa or more. By making it high-strength, cracks and the like can be effectively prevented when the target is transported or installed in the apparatus.
- the bending strength is measured according to JIS R1601: 2008.
- the volume resistivity in the sputtering surface of the potassium sodium niobate sputtering target is preferably 1000 ⁇ cm or less. In this case, high-speed film formation by DC sputtering is possible.
- the volume resistivity in the sputtering surface of the potassium sodium niobate sputtering target may be more than 500 k ⁇ cm. In this case, low-speed film formation by RF sputtering is possible, and film thickness control becomes easy. Which volume resistivity is selected can be determined by the required process.
- the variation in volume resistivity (maximum value / minimum value) in the surface is less than 1.5. It is preferable that More preferably, it is 1.2 or less.
- the variation in volume resistivity is related to the variation in composition and structure, and the small variation in volume resistivity means that the composition and structure are uniform, and the uniform composition and structure improves the uniformity of the film. Can be made.
- the volume resistivity in the sputtering surface and its variation are obtained as follows. First, nine points (one center, four points with a radius of 1/2 at 90 ° intervals, and 3 cm inside points from the outer periphery within the sputtering surface of the target (disk shape) (the surface facing the substrate when in use) Is measured by a direct current four-probe method, and the average value is defined as the volume resistivity. In addition, the maximum value / minimum value is calculated from the maximum value and the minimum value among the volume resistivity measured at the above nine locations, and this is regarded as the variation in the volume resistivity.
- the subcomponents such as Sb, Bi, Zr, Ti, Ba, Sr, and Ca may be added.
- Sb, Bi, Zr, Ti, Ba, Sr, and Ca may be added.
- these subcomponents usually in the form of oxides
- Nb 2 O 5 powder, K 2 CO 3 powder, and Na 2 CO 3 powder are prepared as raw material powders.
- d 50 is about 1 mm
- the carbonate raw material since the carbonate raw material has particularly high water absorption, the state changes and the composition ratio tends to shift during weighing. Therefore, it is preferable that the carbonate raw material is sufficiently dehydrated and dried, and is weighed in an inert gas atmosphere such as Ar or N 2 as much as possible.
- the amount of media according to the amount of raw material after weighing is determined, and one having a media diameter of about ⁇ 1 mm to 15 mm or a combination thereof is used.
- the media material alumina (Al 2 O 3 ) or zirconia (ZrO 2 ) can be used.
- the dispersion medium is water or ethanol, and when water is used, it is preferable to collect the entire amount when taking out the mixed slurry.
- the mixing time is 5 hours or more, and the pot is rotated at 60 rpm or more.
- the amount of media is determined according to the amount of raw material powder as in wet mixing.
- the media is alumina (Al 2 O 3 ) or zirconia (ZrO 2 ), and the mixing time is 30 minutes or more.
- Dry mixing can be performed in a relatively short time, but there is a problem in that the yield during powder recovery is poor.Wet mixing has the advantage of excellent recovery yield and uniformity even though it takes time. Depending on the situation, it is preferable to use them properly or in combination.
- the mixed powder is filled into a graphite mold and hot press sintered at 900 ° C. or higher and lower than 1150 ° C. in an inert gas or vacuum atmosphere. Further, load, and 150 kgf / cm 2 or more 400 kgf / cm 2 or less.
- the sintering temperature is less than 900 ° C., the density of the sintered body is not sufficiently increased.
- the sintering temperature is 1150 ° C. or more, the temperature exceeds the liquid phase appearance temperature of potassium niobate and melts.
- the load is less than 150 kgf / cm 2 , the density of the sintered body is not sufficiently increased.
- the load exceeds 400 kgf / cm 2 , the possibility of cracking during sintering increases.
- a sintered body made of potassium sodium niobate having a relative density of 95% or more can be produced.
- the sintering temperature to 1000 ° C. or more, the density can be further increased, and the relative density is 98% or more. Can be achieved.
- CIP cold isostatic pressing
- casting was performed, followed by atmospheric sintering and then vacuum heat treatment. It was difficult to get a body.
- the volume resistivity can be changed while maintaining a high density.
- a low-resistance target after hot press sintering, vacuum heat treatment is performed at 600 ° C. or higher and 900 ° C. or lower, or HIP (hot isostatic pressing) is performed at 800 ° C. or higher and 1150 ° C. or lower.
- HIP hot isostatic pressing
- oxygen vacancies are uniformly generated, and a sputtering target with low resistance and little variation can be obtained.
- heat treatment is performed at 550 ° C. or higher and 1000 ° C. or lower in an oxygen atmosphere or air after hot press sintering. Thereby, a high resistance sputtering target can be obtained.
- the pot was rotated at 70 rpm, and wet mixing was performed for 5 hours. After drying, sieving was performed with a sieve having an opening of 100 ⁇ m.
- this pulverized powder was subjected to hot press (HP) sintering in vacuum or Ar atmosphere under the conditions of sintering temperature 900, 1000, 1050 ° C., load 200, 300, 400 kgf / cm 2 . Thereafter, these sintered bodies were machined to finish a sputtering target shape.
- a sputtering target which consists of potassium sodium niobate obtained in this way, as a result of measuring about various characteristics, as a result, all have high relative density of 95% or more. Moreover, it has a fine structure with an average crystal grain size of 20 ⁇ m or less, and a bending strength of 50 MPa or more was obtained. The results are shown in Table 1.
- the pot was rotated at 60 to 100 rpm, and dry mixing was performed for 30 minutes.
- sieving was performed with a sieve having an opening of 100 ⁇ m.
- this pulverized powder was subjected to hot press (HP) sintering in a vacuum or an Ar atmosphere under conditions of a sintering temperature of 900, 1050 ° C. and a load of 300 kgf / cm 2 .
- HP hot press
- the sintered body was machined to finish a sputtering target shape.
- a sputtering target which consists of potassium sodium niobate obtained in this way, as a result of measuring about various characteristics, as shown in Table 1, all were high density with relative density of 95% or more. Moreover, it had a fine structure with an average crystal grain size of 20 ⁇ m or less, and the bending strength was as high as 50 MPa or more. The results are shown in Table 1.
- the pot was rotated at 70 rpm, and wet mixing was performed for 5 hours. After drying, sieving was performed with a sieve having an opening of 100 ⁇ m.
- this pulverized powder was subjected to hot press (HP) sintering in vacuum under the conditions of a sintering temperature of 1500 ° C. and a load of 300 kgf / cm 2 . Thereafter, the sintered body was machined to finish a sputtering target shape.
- a sputtering target which consists of potassium sodium niobate obtained in this way, as a result of measuring about various characteristics, as for all, relative density was as high as 95% or more. Moreover, it had a fine structure with an average crystal grain size of 20 ⁇ m or less, and the bending strength was as high as 50 MPa or more. The results are shown in Table 1.
- Example 2-1 to Example 2-3 The potassium sodium niobate sintered body produced in Example 1-3 was subjected to vacuum heat treatment at 600 ° C. and 900 ° C. or HIP treatment at 1100 ° C. after hot press sintering. After the heat treatment, the sintered body was machined to finish the sputtering target shape.
- the sputtering target composed of potassium sodium niobate thus obtained was measured for volume resistivity. As a result, the resistance was as low as several ⁇ cm, and the variation was very small, less than 1.2. The results are shown in Table 2.
- Example 2-4 The volume resistivity of the potassium sodium niobate sputtering target produced in Example 1-1 was measured. As a result, the resistance was as low as 1000 ⁇ cm as shown in Table 2, but the variation was 1.55.
- Example 2-5 The volume resistivity of the potassium sodium niobate sputtering target produced in Example 1-3 was measured. As a result, as shown in Table 2, the resistance was as low as 1000 ⁇ cm, and the variation was as small as less than 1.5.
- Example 2-6 to Example 2-7 The potassium sodium niobate sintered body produced in Example 1-3 was heat-treated at 900 ° C. in the air or in an oxygen atmosphere after hot press sintering. After the heat treatment, the sintered body was machined to finish the sputtering target shape. As a result of measuring the volume resistivity of the sputtering target comprising potassium sodium niobate thus obtained, as shown in Table 2, it was an extremely high resistance of 500 k ⁇ cm.
- Comparative Example 2-1 For reference, the volume resistivity of the potassium sodium niobate sputtering target of Comparative Example 1-7 was measured. As a result, as shown in Table 2, the resistance was higher than 500 k ⁇ cm.
- the sputtering target according to the embodiment of the present invention is made of a sintered body of potassium sodium niobate, and has a relative density of 95% or higher. Sputtering using such a target enables film formation in which generation of particles is suppressed. Since potassium sodium niobate (KNN) is said to exhibit piezoelectric properties close to PZT, it is useful as a piezoelectric element such as a lead-free actuator or sensor that replaces PZT.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Ceramic Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Manufacturing & Machinery (AREA)
- Structural Engineering (AREA)
- Inorganic Chemistry (AREA)
- Plasma & Fusion (AREA)
- Analytical Chemistry (AREA)
- Physics & Mathematics (AREA)
- Physical Vapour Deposition (AREA)
Abstract
相対密度が95%以上であることを特徴とするニオブ酸カリウムナトリウムスパッタリングターゲット。Nb2O5粉末、K2Co3粉末、Na2Co3粉末を混合し、この混合粉を粉砕して粒子径d50を100μm以下とし、得られた粉砕粉を、不活性ガス又は真空雰囲気中、温度900℃以上1150℃未満、荷重150~400kgf/cm2の条件下で、ホットプレス焼結することを特徴とするニオブ酸カリウムナトリウムスパッタリングターゲットの製造方法。本発明は、工業的に、スパッタリング法によるニオブ酸カリウムナトリウム膜を成膜することができる、高密度のニオブ酸カリウムナトリウムのスパッタリングターゲットを提供することを課題とする。
Description
本発明は、ニオブ酸カリウムナトリウムスパッタリングターゲット及びその製造方法に関する。
センサーやアクチュエーターなどに用いられる圧電素子として、優れた圧電特性を示す鉛系のPZT(チタン酸ジルコン酸鉛)が使用されている。PZTは、圧電特性が良好で安定であるものの、鉛を含むことから環境負荷が高く、特に欧州ではRoHS(Restriction of Hazardous Substances)指令やELV(End-of Life Vehicles Directive)指令により、高環境負荷物質として使用が制限されている。そのため、圧電材料として非鉛系(鉛フリー)物質への代替が課題となっている。
代替物質として様々な材料の研究がなされているが、PZTの特性や安定性に匹敵する材料を見つけ出すことは容易ではなく、また現状、PZTはRoHS適用免除対象として使用し続けられている。そのような中、ニオブ酸カリウムナトリウム(KNN)が比較的PZTに近い圧電特性を示すとされていることから、鉛フリーの、PZTの代替物質候補として挙げられている。例えば、特許文献1には、ニオブ酸カリウムナトリウムからなる圧電体が開示されている。
具体的には、組成式(KaNa1-a)XNbO3(0.1<a<1、1≦x≦1.2)で表される圧電体層が開示されている。また、必要に応じて、カリウムやナトリウムを過剰に添加したり、他の成分を添加できることが記載されている。前記圧電体層の製造方法として、上記組成式の組成となる前駆体溶液を基板に塗布し、それをアニールして結晶化させることにより、圧電体を作製することが記載されている(ゾルゲル法)。その他の方法としてMOD法、レーザーアブレーション法、スパッタ法、が記載されている。
本発明の実施形態は、高密度のニオブ酸カリウムナトリウムスパッタリングターゲット及びその製造方法を提供することを課題とする。
本発明の実施形態は、
1)相対密度が95%以上であることを特徴とするニオブ酸カリウムナトリウムスパッタリングターゲット、
2)平均結晶粒径が1~20μmであることを特徴とする上記1)記載のニオブ酸カリウムナトリウムスパッタリングターゲット、
3)抗折強度が50MPa以上であることを特徴とする上記1)又は2)記載のニオブ酸化カリウムナトリウムスパッタリングターゲット、
4)体積抵抗率が1000Ωcm未満であることを特徴とする上記1)~3)のいずれか一に記載のニオブ酸カリウムナトリウムスパッタリングターゲット、
5)体積抵抗率のばらつき(最大値/最小値)が1.5未満であることを特徴とする上記4)記載のニオブ酸カリウムナトリウムスパッタリングターゲット、
6)体積抵抗率が500kΩcm超であることを特徴とする上記1)~3)のいずれか一に記載のニオブ酸カリウムナトリウムスパッタリングターゲット、である。
また、本発明の実施形態は、
7)Nb2O5粉末、K2Co3粉末、Na2Co3粉末を混合し、この混合粉を粉砕して粒子径d50を100μm以下とし、得られた粉砕粉を、不活性ガス又は真空雰囲気中、温度900℃以上1150℃未満、荷重150~400kgf/cm2の条件下で、ホットプレス焼結することを特徴とするニオブ酸カリウムナトリウムスパッタリングターゲットの製造方法、
8)ホットプレス焼結後、600℃以上900℃以下で真空熱処理するか、或いは、800℃以上1150℃以下でHIP処理する、ことを特徴とする上記7)記載のニオブ酸カリウムナトリウムスパッタリングターゲットの製造方法、
9)ホットプレス焼結後、酸素雰囲気或いは大気中、550℃以上1000℃以下で熱処理することを特徴とする上記7)記載のニオブ酸カリウムナトリウムスパッタリングターゲットの製造方法、である。
1)相対密度が95%以上であることを特徴とするニオブ酸カリウムナトリウムスパッタリングターゲット、
2)平均結晶粒径が1~20μmであることを特徴とする上記1)記載のニオブ酸カリウムナトリウムスパッタリングターゲット、
3)抗折強度が50MPa以上であることを特徴とする上記1)又は2)記載のニオブ酸化カリウムナトリウムスパッタリングターゲット、
4)体積抵抗率が1000Ωcm未満であることを特徴とする上記1)~3)のいずれか一に記載のニオブ酸カリウムナトリウムスパッタリングターゲット、
5)体積抵抗率のばらつき(最大値/最小値)が1.5未満であることを特徴とする上記4)記載のニオブ酸カリウムナトリウムスパッタリングターゲット、
6)体積抵抗率が500kΩcm超であることを特徴とする上記1)~3)のいずれか一に記載のニオブ酸カリウムナトリウムスパッタリングターゲット、である。
また、本発明の実施形態は、
7)Nb2O5粉末、K2Co3粉末、Na2Co3粉末を混合し、この混合粉を粉砕して粒子径d50を100μm以下とし、得られた粉砕粉を、不活性ガス又は真空雰囲気中、温度900℃以上1150℃未満、荷重150~400kgf/cm2の条件下で、ホットプレス焼結することを特徴とするニオブ酸カリウムナトリウムスパッタリングターゲットの製造方法、
8)ホットプレス焼結後、600℃以上900℃以下で真空熱処理するか、或いは、800℃以上1150℃以下でHIP処理する、ことを特徴とする上記7)記載のニオブ酸カリウムナトリウムスパッタリングターゲットの製造方法、
9)ホットプレス焼結後、酸素雰囲気或いは大気中、550℃以上1000℃以下で熱処理することを特徴とする上記7)記載のニオブ酸カリウムナトリウムスパッタリングターゲットの製造方法、である。
本発明の実施形態によれば、高密度のニオブ酸カリウムナトリウムのスパッタリングターゲットを製造することができる。工業的にスパッタリング法によるニオブ酸カリウムナトリウム膜を成膜することができる。
ニオブ酸カリウムナトリウムは、比較的PZTに近い圧電特性を示す材料であり、環境負担の小さい非鉛系の圧電セラミックス材料として注目されている。ニオブ酸カリウムナトリウムの圧電体層を形成する場合、特許文献1に記載されるように、ゾルゲル法などの液相法を用いる方法が知られている。一方、ニオブ酸カリウムナトリウムの圧電体をスパッタ法などの気相法を用いることも検討されている。
スパッタ法は、スパッタリングターゲットにArイオンを衝突させることでターゲットを構成する原子や分子を対向する基板上に堆積させて、ターゲットの組成比とほぼ同一の組成からなる膜を作製する技術である。スパッタ法を用いることで膜の組成比や膜厚の厳密な制御が可能となる。このようなスパッタ法を採用する場合、ニオブ酸カリウムナトリウムのスパッタリングターゲットが必要となる。しかし、工業的に使用可能な、ニオブ酸カリウムナトリウムスパッタリングターゲットは未だ存在しない。
酸化物系のスパッタリングターゲットは、通常、原料粉末を焼結して焼結体を作製し、これをターゲット形状に加工して作製される。しかしながら、ニオブ酸カリウムナトリウム焼結体のスパッタリングターゲットを作製しようとする場合、原料の取り扱いが難しく、また難焼結性であることから、高密度のターゲットを作製することが困難であった。一方、密度の低いターゲットを用いた場合には、スパッタリング時にパーティクルが多く発生し、工業的に使用できないという問題がある。
上記の事情に鑑み、本発明の実施形態に係るニオブ酸カリウムナトリウムスパッタリングターゲットは、相対密度が95%以上であることを特徴とする。相対密度が95%未満であると、ターゲットの強度が低下し、スパッタリングの際のターゲット割れ発生や、パーティクルが増加して、膜の特性を低下させることにつながる。したがって、工業的に使用可能とするために相対密度95%以上であるのが好ましい。さらに好ましくは、98%以上である。また、密度の高い焼結体は、ターゲットに加工する際、割れや脱粒の発生を抑制することができ、さらにはスパッタリングの際に、ハイパワーでのスパッタリングでも割れにくくなり、成膜速度の向上が期待できる。
本発明の実施形態において、相対密度は、次のようにして求める。まず、ターゲットを所定のサイズに切り出して、その寸法と重量を測定して寸法密度を算出する。次に、この寸法密度を理論密度で除して、相対密度(%)(=寸法密度/理論密度×100)を求める。このとき、ニオブ酸カリウムナトリウムの理論密度は、4.51g/cm3とする。なお、理論密度は、K/Naの比率によって若干変化するが、本発明の実施形態に係る相対密度は、組成によらず一律に上記理論密度の値を用いて計算する。
本発明の実施形態において、ニオブ酸カリウムナトリウムスパッタリングターゲットの平均結晶粒径が1~20μmであることが好ましい。組織を微細化することで、安定なスパッタリングを実現することができる。さらに、ターゲット加工前の焼結体においても同様に微細な組織を有していることから、ターゲット加工時に、割れや脱粒が発生し難いという効果が得られる。
本発明の実施形態において、スパッタリングターゲットの平均結晶粒径は、スパッタリングターゲットの切断面を研磨した後、電子顕微鏡(倍率1000倍)を用いて組織を観察し、組織写真に直線を3本引き(全長L)、これらの直線が横切った結晶粒の数nを求め、これから、平均結晶粒径(L/n)を算出する(切断法)。
本発明の実施形態において、ニオブ酸カリウムナトリウムスパッタリングターゲットの抗折強度が50MPa以上であること好ましい。高強度にすることにより、ターゲットの運搬や装置への設置の際に割れなどを効果的に防止することができる。抗折強度は、JIS R1601:2008に準拠して測定を行う。
本発明の実施形態において、ニオブ酸カリウムナトリウムスパッタリングターゲットのスパッタ面内の体積抵抗率が1000Ωcm以下であることが好ましい。この場合、DCスパッタリングによる高速成膜が可能である。一方、本発明の実施形態においては、ニオブ酸カリウムナトリウムスパッタリングターゲットのスパッタ面内の体積抵抗率が500kΩcm超であってもよい。この場合、RFスパッタリングによる低速成膜が可能で、膜厚制御が容易となる。いずれの体積抵抗率を選択するかは、要求されるプロセスにより決定することができる。
また、本発明の実施形態において、ニオブ酸カリウムナトリウムスパッタリングターゲットのスパッタ面内の体積抵抗率が1000Ωcm以下の場合、その面内の体積抵抗率のばらつき(最大値/最小値)が1.5未満であることが好ましい。より好ましくは1.2以下である。体積抵抗率のばらつきは、組成や組織のばらつきと関係があり、体積抵抗率のばらつきが小さいことは組成や組織が均一であること意味し、均一な組成や組織は、膜の均一性を向上させることができる。
本発明の実施形態において、スパッタ面内の体積抵抗率及びそのばらつきは、次のようにして求める。まず、ターゲット(円盤形状)のスパッタ面(使用時に基板に対向する側の面)内、9箇所(中心1箇所、半径1/2の点を90度間隔で4箇所、外周から3cm内側の点を90度間隔で4箇所)の体積抵抗率を直流4探針法で測定し、そして、その平均値を体積抵抗率とする。また、上記9箇所で測定した体積抵抗率の中、その最大値と最小値から、最大値/最小値を算出し、これを体積抵抗率のばらつきとする。
本発明の実施形態に係るニオブ酸カリウムナトリウムスパッタリングターゲットは、カリウム(K)、ナトリウム(Na)及びニオブ(Nb)を含む酸化物焼結体からなり、該酸化物中の各成分の含有比率を原子数比でNb:K:Na=1.0:X:1-X(但し、Xは、0.3≦X)とするのが好ましい。カリウム(K)の比率を30%以上とすることで、より高い圧電特性を得ることができる。
また、特許文献2に開示されるように、圧電特性を改善するためにKやNaの一部をアルカリ金属のLiに置換したり、Nbの一部を同族のTa、あるいはCuに置換することができる。また、スパッタリングターゲット(焼結体)の高密度が維持できれば、Sb、Bi、Zr、Ti、Ba、Sr、Caなどその他の成分(副成分)を添加してもよい。これらの副成分の添加(通常は酸化物の形態で添加)によって、焼結温度の変化や焼結性の向上が狙えること(生産性の向上)や、分極性やキュリー点、比誘電率、機械的品質係数といった圧電性の変化も生じるため、実際の圧電体の用途ごとに、所望の特性に合わせて、添加する副成分を調整することができる。
また、特許文献2に開示されるように、圧電特性を改善するためにKやNaの一部をアルカリ金属のLiに置換したり、Nbの一部を同族のTa、あるいはCuに置換することができる。また、スパッタリングターゲット(焼結体)の高密度が維持できれば、Sb、Bi、Zr、Ti、Ba、Sr、Caなどその他の成分(副成分)を添加してもよい。これらの副成分の添加(通常は酸化物の形態で添加)によって、焼結温度の変化や焼結性の向上が狙えること(生産性の向上)や、分極性やキュリー点、比誘電率、機械的品質係数といった圧電性の変化も生じるため、実際の圧電体の用途ごとに、所望の特性に合わせて、添加する副成分を調整することができる。
次に本発明の実施形態に係るニオブ酸カリウムナトリウムスパッタリングターゲットの製造方法について説明する。
(原料粉について)
原料粉として、Nb2O5粉末、K2CO3粉末、Na2CO3粉末を用意する。このとき原料粉(特に炭酸塩原料)の平均粒子径が大きい場合には(例えば、d50が約1mm)、その後の混合、粉砕での粉砕が困難であるため、秤量前に各原料粉を粉砕処理することが望ましい。
原料粉として、Nb2O5粉末、K2CO3粉末、Na2CO3粉末を用意する。このとき原料粉(特に炭酸塩原料)の平均粒子径が大きい場合には(例えば、d50が約1mm)、その後の混合、粉砕での粉砕が困難であるため、秤量前に各原料粉を粉砕処理することが望ましい。
(混合、粉砕について)
次に、Nb2O5粉末、K2CO3粉末、Na2CO3粉末を、原子数比でNb:K:Na=1.0:X:1-X(但し、Xは、0.3≦x)となるように秤量する。このとき、上記炭酸塩原料は特に吸水性が高いため、状態が変化して秤量時に組成比のズレを起こしやすい。したがって、炭酸塩原料について十分な脱水、乾燥を行うともに、秤量時はできるだけ、ArやN2などの不活性ガス雰囲気下で秤量することが好ましい。
次に、Nb2O5粉末、K2CO3粉末、Na2CO3粉末を、原子数比でNb:K:Na=1.0:X:1-X(但し、Xは、0.3≦x)となるように秤量する。このとき、上記炭酸塩原料は特に吸水性が高いため、状態が変化して秤量時に組成比のズレを起こしやすい。したがって、炭酸塩原料について十分な脱水、乾燥を行うともに、秤量時はできるだけ、ArやN2などの不活性ガス雰囲気下で秤量することが好ましい。
秤量後、これらを混合する。これらの原料粉末は凝集性が非常に強く、またNb2O3原料と炭酸塩原料との間で粒径差があるため、微粉化及び均一混合が難しく、緻密で均一な焼結体を得るためには、ボールミル(湿式混合)やアトライタ(乾式混合)といった混合器を用いて、微細粉砕と均一混合を十分に行うことに留意する。
湿式混合は、秤量後原料量に応じたメディアの量を決定し、メディア径がφ1mm~15mm程度のものを1種類もしくは複数組み合わせて使用する。メディア材質はアルミナ(Al2O3)やジルコニア(ZrO2)を使用できる。分散媒質は水もしくはエタノールとし、水を使用する場合は混合スラリー取出しの際、全量を回収することが好ましい。また、混合時間は5時間以上とし、ポットは60rpm以上で回転させる。
乾式混合の場合、メディア量の決定は、湿式混合と同様、原料粉量に応じて決定する。メディアはアルミナ(Al2O3)やジルコニア(ZrO2)で混合時間は30分以上とする。乾式混合は、比較的短時間で混合を行えるが、粉回収時の歩留まりが悪いという点があり、湿式混合は、時間が掛かるものの回収歩留や均一性に優れるという利点があり、必要原料量に応じて、使い分けや併用するのが好ましい。
以上のような粉砕方法を用いて、粒子径d50(メジアン径)が100μm以下になるまで混合、粉砕を行う。このような粒子径の小さい混合粉を焼結用原料粉とすることは、緻密な焼結体(スパッタリングターゲット)を得る上で重要である。
(焼結について)
混合粉末をグラファイトモールドに充填し、不活性ガス又は真空雰囲気中、900℃以上1150℃未満でホットプレス焼結する。また、荷重は、150kgf/cm2以上400kgf/cm2以下とする。焼結温度が900℃未満であると、焼結体の密度が十分に上がらず、一方、1150℃以上であると、ニオブ酸カリウムの液相出現温度を超えて溶融してしまう。また、荷重が150kgf/cm2未満であると、焼結体の密度が十分に上がらず、一方、400kgf/cm2超であると、焼結時の割れの可能性が高くなる。
混合粉末をグラファイトモールドに充填し、不活性ガス又は真空雰囲気中、900℃以上1150℃未満でホットプレス焼結する。また、荷重は、150kgf/cm2以上400kgf/cm2以下とする。焼結温度が900℃未満であると、焼結体の密度が十分に上がらず、一方、1150℃以上であると、ニオブ酸カリウムの液相出現温度を超えて溶融してしまう。また、荷重が150kgf/cm2未満であると、焼結体の密度が十分に上がらず、一方、400kgf/cm2超であると、焼結時の割れの可能性が高くなる。
以上により、相対密度が95%以上のニオブ酸カリウムナトリウムからなる焼結体を作製することができ、焼結温度1000℃以上とすることで、さらに密度を高めることができ、相対密度98%以上を達成することが可能である。なお、ホットプレス以外の製法として、CIP(冷間等方圧加圧法)や鋳込みにて成型後、大気焼結、その後に真空熱処理を行う方法も実施したが、この場合、高密度の焼結体を得ることは困難であった。
また、上記の相対密度が95%以上のニオブ酸カリウムナトリウム焼結体について、熱処理を行うことで、高密度を維持したまま、体積抵抗率を変化させることができる。低抵抗のターゲットを作製する場合、ホットプレス焼結後、600℃以上900℃以下で真空熱処理するか、或いは、800℃以上1150℃以下でHIP(熱間等方圧加圧方)処理する。これにより、酸素欠損を均一に生じさせて、低抵抗で、ばらつきの少ないスパッタリングターゲットを得ることができる。一方、高抵抗のターゲットを作製する場合、ホットプレス焼結後、酸素雰囲気中或いは大気中、550℃以上1000℃以下で熱処理する。これにより、高抵抗のスパッタリングターゲットを得ることができる。
(仕上げ加工について)
以上により得られた、ニオブ酸カリウムナトリウム焼結体の端部を切削した後、表面を研磨して、ターゲット形状に仕上げ加工を行う。前述した通り、焼結体の相対密度は95%以上と高いことから、ターゲット加工時に割れや脱粒が発生し難いという利点がある。
以上により得られた、ニオブ酸カリウムナトリウム焼結体の端部を切削した後、表面を研磨して、ターゲット形状に仕上げ加工を行う。前述した通り、焼結体の相対密度は95%以上と高いことから、ターゲット加工時に割れや脱粒が発生し難いという利点がある。
以下、実施例および比較例に基づいて説明する。なお、本実施例はあくまで一例であり、この例によって何ら制限されるものではない。すなわち、本発明は特許請求の範囲によってのみ制限されるものであり、本発明に含まれる実施例以外の種々の変形を包含するものである。
(実施例1-1~実施例1-6)
Nb2O5粉末、K2CO3粉末、Na2CO3粉末を、原子数比(Nb:K:Na=1.0:0.45:0.55)となるように秤量した。次に、これらの粉末とZrO2メディアをボールミルポットに充填し、分散媒質としてエタノールを導入した後、70rpmでポットを回転して、5時間湿式混合を行った。乾燥後、目開き100μmの篩で篩別行った。その後、この粉砕粉をそれぞれ、真空中又はAr雰囲気中、焼結温度900、1000、1050℃、荷重200、300、400kgf/cm2の条件で、ホットプレス(HP)焼結を行った。その後、これらの焼結体を機械加工してスパッタリングターゲット形状に仕上げた。
このようにして得られたニオブ酸カリウムナトリウムからなるスパッタリングターゲットについて、各種特性について測定を行った結果、いずれも相対密度が95%以上と高密度なものが得られた。また、平均結晶粒径が20μm以下と微細な組織を備えており、抗折強度は50MPa以上と高強度なものが得られた。以上の結果を表1に示す。
Nb2O5粉末、K2CO3粉末、Na2CO3粉末を、原子数比(Nb:K:Na=1.0:0.45:0.55)となるように秤量した。次に、これらの粉末とZrO2メディアをボールミルポットに充填し、分散媒質としてエタノールを導入した後、70rpmでポットを回転して、5時間湿式混合を行った。乾燥後、目開き100μmの篩で篩別行った。その後、この粉砕粉をそれぞれ、真空中又はAr雰囲気中、焼結温度900、1000、1050℃、荷重200、300、400kgf/cm2の条件で、ホットプレス(HP)焼結を行った。その後、これらの焼結体を機械加工してスパッタリングターゲット形状に仕上げた。
このようにして得られたニオブ酸カリウムナトリウムからなるスパッタリングターゲットについて、各種特性について測定を行った結果、いずれも相対密度が95%以上と高密度なものが得られた。また、平均結晶粒径が20μm以下と微細な組織を備えており、抗折強度は50MPa以上と高強度なものが得られた。以上の結果を表1に示す。
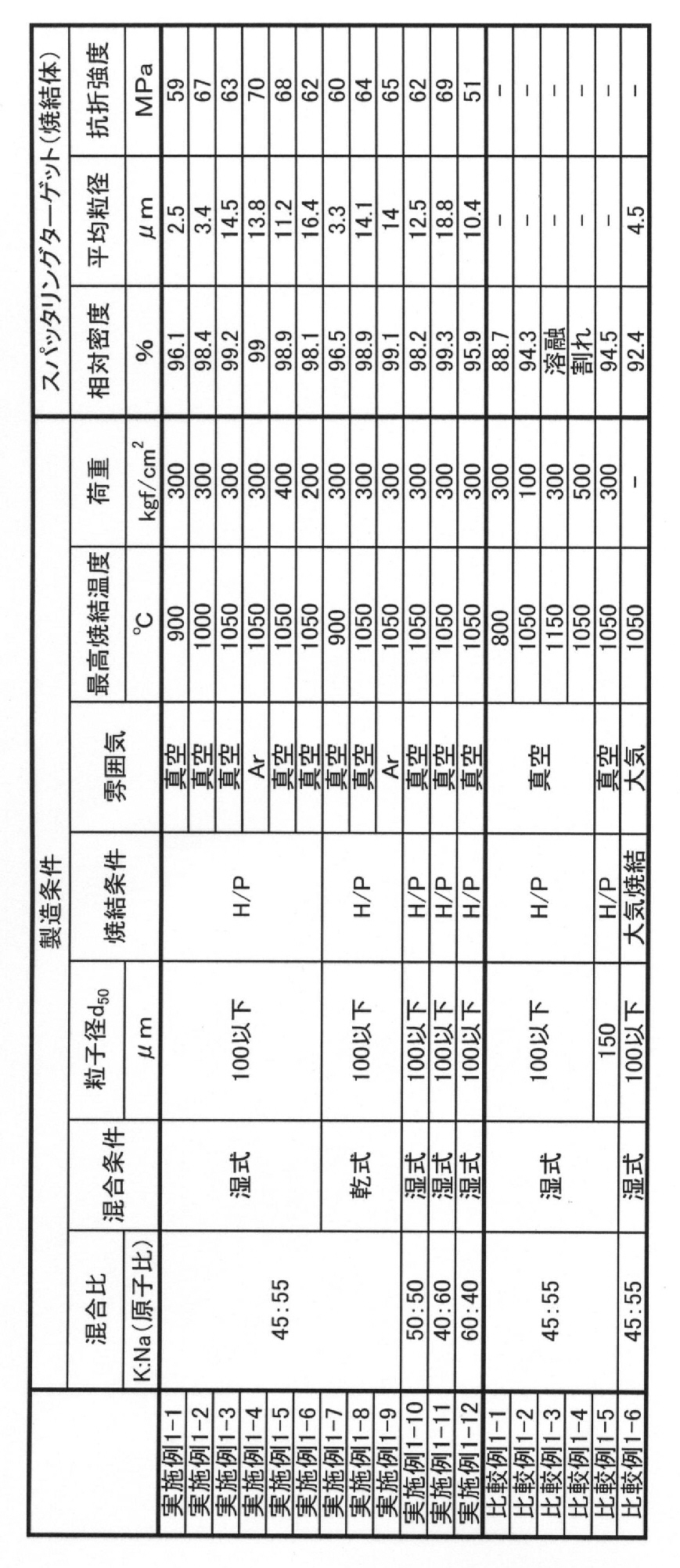
(実施例1-7~実施例1-9)
Nb2O5粉末、K2CO3粉末、Na2CO3粉末を原子数比(Nb:K:Na=1.0:0.45:0.55)となるように秤量した。次に、これらの粉末とZrO2メディアをボールミルポットに充填した後、60~100rpmでポットを回転して、30分間乾式混合を行った。乾燥後、目開き100μmの篩で篩別行った。その後、この粉砕粉をそれぞれ、真空中又はAr雰囲気中、焼結温度900、1050℃、荷重300kgf/cm2の条件でホットプレス(HP)焼結を行った。その後、この焼結体を機械加工してスパッタリングターゲット形状に仕上げた。
このようにして得られたニオブ酸カリウムナトリウムからなるスパッタリングターゲットについて、各種特性について測定を行った結果、表1に示す通り、いずれも相対密度が95%以上と高密度であった。また、平均結晶粒径が20μm以下と微細な組織を備えており、抗折強度は50MPa以上と高強度であった。以上の結果を表1に示す。
Nb2O5粉末、K2CO3粉末、Na2CO3粉末を原子数比(Nb:K:Na=1.0:0.45:0.55)となるように秤量した。次に、これらの粉末とZrO2メディアをボールミルポットに充填した後、60~100rpmでポットを回転して、30分間乾式混合を行った。乾燥後、目開き100μmの篩で篩別行った。その後、この粉砕粉をそれぞれ、真空中又はAr雰囲気中、焼結温度900、1050℃、荷重300kgf/cm2の条件でホットプレス(HP)焼結を行った。その後、この焼結体を機械加工してスパッタリングターゲット形状に仕上げた。
このようにして得られたニオブ酸カリウムナトリウムからなるスパッタリングターゲットについて、各種特性について測定を行った結果、表1に示す通り、いずれも相対密度が95%以上と高密度であった。また、平均結晶粒径が20μm以下と微細な組織を備えており、抗折強度は50MPa以上と高強度であった。以上の結果を表1に示す。
(実施例1-10~実施例1-12)
Nb2O5粉末、K2CO3粉末、Na2CO3粉末をそれぞれ、原子数比(Nb:K:Na=1.0:0.50:0.50、Nb:K:Na=1.0:0.4:0.6、Nb:K:Na=1.0:0.6:0.4)となるように秤量した。次に、これらの粉末とZrO2メディアをボールミルポットに充填し、分散媒質としてエタノールを導入した後、70rpmでポットを回転して、5時間湿式混合を行った。乾燥後、目開き100μmの篩で篩別行った。その後、この粉砕粉を真空中、焼結温度1500℃、荷重300kgf/cm2の条件でホットプレス(HP)焼結を行った。その後、この焼結体を機械加工してスパッタリングターゲット形状に仕上げた。
このようにして得られたニオブ酸カリウムナトリウムからなるスパッタリングターゲットについて、各種特性について測定を行った結果、いずれも相対密度は95%以上と高密度であった。また、平均結晶粒径が20μm以下と微細な組織を備え、抗折強度は50MPa以上と高強度であった。以上の結果を表1に示す。
Nb2O5粉末、K2CO3粉末、Na2CO3粉末をそれぞれ、原子数比(Nb:K:Na=1.0:0.50:0.50、Nb:K:Na=1.0:0.4:0.6、Nb:K:Na=1.0:0.6:0.4)となるように秤量した。次に、これらの粉末とZrO2メディアをボールミルポットに充填し、分散媒質としてエタノールを導入した後、70rpmでポットを回転して、5時間湿式混合を行った。乾燥後、目開き100μmの篩で篩別行った。その後、この粉砕粉を真空中、焼結温度1500℃、荷重300kgf/cm2の条件でホットプレス(HP)焼結を行った。その後、この焼結体を機械加工してスパッタリングターゲット形状に仕上げた。
このようにして得られたニオブ酸カリウムナトリウムからなるスパッタリングターゲットについて、各種特性について測定を行った結果、いずれも相対密度は95%以上と高密度であった。また、平均結晶粒径が20μm以下と微細な組織を備え、抗折強度は50MPa以上と高強度であった。以上の結果を表1に示す。
(比較例1-1)
Nb2O5粉末、K2CO3粉末、Na2CO3粉末を、原子数比(Nb:K:Na=1.0:0.45:0.55)となるように秤量した。次に、これらの粉末とZrO2メディアをボールミルポットに充填し、分散媒質としてエタノールを導入した後、70rpmでポットを回転して、5時間湿式混合を行った。乾燥後、目開き100μmの篩で篩別行った。その後、この粉砕粉を、真空中、焼結温度800℃、荷重300kgf/cm2の条件で、ホットプレス(HP)焼結を行った。その後、これらの焼結体を機械加工してスパッタリングターゲット形状に仕上げた。このようにして得られたニオブ酸カリウムナトリウムからなるスパッタリングターゲットについて、密度の測定を行った結果、相対密度が88.7%であった。
Nb2O5粉末、K2CO3粉末、Na2CO3粉末を、原子数比(Nb:K:Na=1.0:0.45:0.55)となるように秤量した。次に、これらの粉末とZrO2メディアをボールミルポットに充填し、分散媒質としてエタノールを導入した後、70rpmでポットを回転して、5時間湿式混合を行った。乾燥後、目開き100μmの篩で篩別行った。その後、この粉砕粉を、真空中、焼結温度800℃、荷重300kgf/cm2の条件で、ホットプレス(HP)焼結を行った。その後、これらの焼結体を機械加工してスパッタリングターゲット形状に仕上げた。このようにして得られたニオブ酸カリウムナトリウムからなるスパッタリングターゲットについて、密度の測定を行った結果、相対密度が88.7%であった。
(比較例1-2)
Nb2O5粉末、K2CO3粉末、Na2CO3粉末を、原子数比(Nb:K:Na=1.0:0.45:0.55)となるように秤量した。次に、これらの粉末とZrO2メディアをボールミルポットに充填し、分散媒質としてエタノールを導入した後、70rpmでポットを回転して、5時間湿式混合を行った。乾燥後、目開き100μmの篩で篩別行った。その後、この粉砕粉を、真空中、焼結温度1050℃、荷重100kgf/cm2の条件で、ホットプレス(HP)焼結を行った。その後、これらの焼結体を機械加工してスパッタリングターゲット形状に仕上げた。このようにして得られたニオブ酸カリウムナトリウムからなるスパッタリングターゲットについて、密度の測定を行った結果、相対密度が94.3%であった。
Nb2O5粉末、K2CO3粉末、Na2CO3粉末を、原子数比(Nb:K:Na=1.0:0.45:0.55)となるように秤量した。次に、これらの粉末とZrO2メディアをボールミルポットに充填し、分散媒質としてエタノールを導入した後、70rpmでポットを回転して、5時間湿式混合を行った。乾燥後、目開き100μmの篩で篩別行った。その後、この粉砕粉を、真空中、焼結温度1050℃、荷重100kgf/cm2の条件で、ホットプレス(HP)焼結を行った。その後、これらの焼結体を機械加工してスパッタリングターゲット形状に仕上げた。このようにして得られたニオブ酸カリウムナトリウムからなるスパッタリングターゲットについて、密度の測定を行った結果、相対密度が94.3%であった。
(比較例1-3)
Nb2O5粉末、K2CO3粉末、Na2CO3粉末を、原子数比(Nb:K:Na=1.0:0.45:0.55)となるように秤量した。次に、これらの粉末とZrO2メディアをボールミルポットに充填し、分散媒質としてエタノールを導入した後、70rpmでポットを回転して、5時間湿式混合を行った。乾燥後、目開き100μmの篩で篩別行った。その後、この粉砕粉を、真空中、焼結温度1150℃、荷重300kgf/cm2の条件で、ホットプレス(HP)焼結を行った。しかしながら、得られた焼結体には、溶融箇所が見られた。
Nb2O5粉末、K2CO3粉末、Na2CO3粉末を、原子数比(Nb:K:Na=1.0:0.45:0.55)となるように秤量した。次に、これらの粉末とZrO2メディアをボールミルポットに充填し、分散媒質としてエタノールを導入した後、70rpmでポットを回転して、5時間湿式混合を行った。乾燥後、目開き100μmの篩で篩別行った。その後、この粉砕粉を、真空中、焼結温度1150℃、荷重300kgf/cm2の条件で、ホットプレス(HP)焼結を行った。しかしながら、得られた焼結体には、溶融箇所が見られた。
(比較例1-4)
Nb2O5粉末、K2CO3粉末、Na2CO3粉末を、原子数比(Nb:K:Na=1.0:0.45:0.55)となるように秤量した。次に、これらの粉末とZrO2メディアをボールミルポットに充填し、分散媒質としてエタノールを導入した後、70rpmでポットを回転して、5時間湿式混合を行った。乾燥後、目開き100μmの篩で篩別行った。その後、この粉砕粉を、真空中、焼結温度1050℃、荷重500kgf/cm2の条件で、ホットプレス(HP)焼結を行った。しかしながら、得られた焼結体には、割れが見られた。
Nb2O5粉末、K2CO3粉末、Na2CO3粉末を、原子数比(Nb:K:Na=1.0:0.45:0.55)となるように秤量した。次に、これらの粉末とZrO2メディアをボールミルポットに充填し、分散媒質としてエタノールを導入した後、70rpmでポットを回転して、5時間湿式混合を行った。乾燥後、目開き100μmの篩で篩別行った。その後、この粉砕粉を、真空中、焼結温度1050℃、荷重500kgf/cm2の条件で、ホットプレス(HP)焼結を行った。しかしながら、得られた焼結体には、割れが見られた。
(比較例1-5)
Nb2O5粉末、K2CO3粉末、Na2CO3粉末を、原子数比(Nb:K:Na=1.0:0.45:0.55)となるように秤量した。次に、これらの粉末とZrO2メディアをボールミルポットに充填し、分散媒質としてエタノールを導入した後、60~100rpmでポットを回転して、30分間湿式混合を行った。乾燥後、目開き150μmの篩で篩別行った。その後、この粉砕粉を、真空中、焼結温度1050℃、荷重300kgf/cm2の条件で、ホットプレス(HP)焼結を行った。このようにして得られたニオブ酸カリウムナトリウムからなるスパッタリングターゲットについて、密度の測定を行った結果、相対密度が94.5%であった。
Nb2O5粉末、K2CO3粉末、Na2CO3粉末を、原子数比(Nb:K:Na=1.0:0.45:0.55)となるように秤量した。次に、これらの粉末とZrO2メディアをボールミルポットに充填し、分散媒質としてエタノールを導入した後、60~100rpmでポットを回転して、30分間湿式混合を行った。乾燥後、目開き150μmの篩で篩別行った。その後、この粉砕粉を、真空中、焼結温度1050℃、荷重300kgf/cm2の条件で、ホットプレス(HP)焼結を行った。このようにして得られたニオブ酸カリウムナトリウムからなるスパッタリングターゲットについて、密度の測定を行った結果、相対密度が94.5%であった。
(比較例1-6)
Nb2O5粉末、K2CO3粉末、Na2CO3粉末を、原子数比(Nb:K:Na=1.0:0.45:0.55)となるように秤量した。次に、これらの粉末とZrO2メディアをボールミルポットに充填し、分散媒質としてエタノールを導入した後、70rpmでポットを回転して、5時間湿式混合を行った。乾燥後、目開き100μmの篩で篩別行った。その後、この粉砕粉を、大気中、焼結温度1050℃で、大気焼結を行った。その後、この焼結体を機械加工してスパッタリングターゲット形状に仕上げた。
このようにして得られたニオブ酸カリウムナトリウムからなるスパッタリングターゲットについて、密度の測定を行った結果、相対密度が92.4%であった。
Nb2O5粉末、K2CO3粉末、Na2CO3粉末を、原子数比(Nb:K:Na=1.0:0.45:0.55)となるように秤量した。次に、これらの粉末とZrO2メディアをボールミルポットに充填し、分散媒質としてエタノールを導入した後、70rpmでポットを回転して、5時間湿式混合を行った。乾燥後、目開き100μmの篩で篩別行った。その後、この粉砕粉を、大気中、焼結温度1050℃で、大気焼結を行った。その後、この焼結体を機械加工してスパッタリングターゲット形状に仕上げた。
このようにして得られたニオブ酸カリウムナトリウムからなるスパッタリングターゲットについて、密度の測定を行った結果、相対密度が92.4%であった。
(実施例2-1~実施例2-3)
実施例1-3で作製したニオブ酸カリウムナトリウム焼結体について、ホットプレス焼結後に、600℃、900℃で真空熱処理し又は1100℃でHIP処理した。熱処理後、焼結体を機械加工してスパッタリングターゲット形状に仕上げた。このようにして得られたニオブ酸カリウムナトリウムからなるスパッタリングターゲットについて、体積抵抗率を測定した結果、数Ωcmと低抵抗であり、そのばらつきも1.2未満と非常に小さかった。以上の結果を表2に示す。
実施例1-3で作製したニオブ酸カリウムナトリウム焼結体について、ホットプレス焼結後に、600℃、900℃で真空熱処理し又は1100℃でHIP処理した。熱処理後、焼結体を機械加工してスパッタリングターゲット形状に仕上げた。このようにして得られたニオブ酸カリウムナトリウムからなるスパッタリングターゲットについて、体積抵抗率を測定した結果、数Ωcmと低抵抗であり、そのばらつきも1.2未満と非常に小さかった。以上の結果を表2に示す。

(実施例2-4)
実施例1-1で作製したニオブ酸カリウムナトリウムスパッタリングターゲットについて、体積抵抗率を測定した結果、表2に示す通り、1000Ωcmと低抵抗であったが、そのばらつきは1.55であった。
実施例1-1で作製したニオブ酸カリウムナトリウムスパッタリングターゲットについて、体積抵抗率を測定した結果、表2に示す通り、1000Ωcmと低抵抗であったが、そのばらつきは1.55であった。
(実施例2-5)
実施例1-3で作製したニオブ酸カリウムナトリウムスパッタリングターゲットについて、体積抵抗率を測定した結果、表2に示す通り、1000Ωcmと低抵抗であり、そのばらつきも1.5未満と小さかった。
実施例1-3で作製したニオブ酸カリウムナトリウムスパッタリングターゲットについて、体積抵抗率を測定した結果、表2に示す通り、1000Ωcmと低抵抗であり、そのばらつきも1.5未満と小さかった。
(実施例2-6~実施例2-7)
実施例1-3で作製したニオブ酸カリウムナトリウム焼結体について、ホットプレス焼結後に、大気中又は酸素雰囲気中、900℃で熱処理した。熱処理後、焼結体を機械加工してスパッタリングターゲット形状に仕上げた。このようにして得られたニオブ酸カリウムナトリウムからなるスパッタリングターゲットについて、体積抵抗率を測定した結果、表2に示す通り、500kΩcm超高抵抗であった。
実施例1-3で作製したニオブ酸カリウムナトリウム焼結体について、ホットプレス焼結後に、大気中又は酸素雰囲気中、900℃で熱処理した。熱処理後、焼結体を機械加工してスパッタリングターゲット形状に仕上げた。このようにして得られたニオブ酸カリウムナトリウムからなるスパッタリングターゲットについて、体積抵抗率を測定した結果、表2に示す通り、500kΩcm超高抵抗であった。
(比較例2-1)
参考までに、比較例1-7のニオブ酸カリウムナトリウムスパッタリングターゲットについて体積抵抗率を測定した結果、表2に示す通り、500kΩcm超と高抵抗であった。
参考までに、比較例1-7のニオブ酸カリウムナトリウムスパッタリングターゲットについて体積抵抗率を測定した結果、表2に示す通り、500kΩcm超と高抵抗であった。
本発明の実施形態に係るスパッタリングターゲットは、ニオブ酸カリウムナトリウムの焼結体からなり、相対密度が95%以上と高密度である。このようなターゲットを用いてスパッタリングすることで、パーティクルの発生が抑制された成膜が可能となる。ニオブ酸カリウムナトリウム(KNN)は、PZTに近い圧電特性を示すとされていることから、PZTに代替する鉛フリーのアクチュエーターやセンサーなどの圧電素子として、有用である。
Claims (9)
- 相対密度が95%以上であることを特徴とするニオブ酸カリウムナトリウムスパッタリングターゲット。
- 平均結晶粒径が1~20μmであることを特徴とする請求項1記載のニオブ酸カリウムナトリウムスパッタリングターゲット。
- 抗折強度が50MPa以上であることを特徴とする請求項1又は2記載のニオブ酸化カリウムナトリウムスパッタリングターゲット
- 体積抵抗率が1000Ωcm未満であることを特徴とする請求項1~3のいずれか一項に記載のニオブ酸カリウムナトリウムスパッタリングターゲット。
- 体積抵抗率のばらつき(最大値/最小値)が1.5未満であることを特徴とする請求項4記載のニオブ酸カリウムナトリウムスパッタリングターゲット。
- 体積抵抗率が500kΩcm超であることを特徴とする請求項1~3のいずれか一項に記載のニオブ酸カリウムナトリウムスパッタリングターゲット。
- Nb2O5粉末、K2Co3粉末、Na2Co3粉末を混合し、この混合粉を粉砕して粒子径d50を100μm以下とし、得られた粉砕粉を、不活性ガス又は真空雰囲気中、温度900℃以上1150℃未満、荷重150~400kgf/cm2の条件下で、ホットプレス焼結することを特徴とするニオブ酸カリウムナトリウムスパッタリングターゲットの製造方法。
- ホットプレス焼結後、600℃以上900℃以下で真空熱処理するか、或いは、800℃以上1150℃以下でHIP処理する、ことを特徴とする請求項7記載のニオブ酸カリウムナトリウムスパッタリングターゲットの製造方法。
- ホットプレス焼結後、酸素雰囲気或いは大気中、550℃以上1000℃以下で熱処理することを特徴とする請求項7記載のニオブ酸カリウムナトリウムスパッタリングターゲットの製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/956,056 US11851747B2 (en) | 2018-03-01 | 2019-02-15 | Potassium sodium niobate sputtering target and production method thereof |
| JP2020502938A JP6724266B2 (ja) | 2018-03-01 | 2019-02-15 | ニオブ酸カリウムナトリウムスパッタリングターゲット及びその製造方法 |
| EP19761276.5A EP3660183B1 (en) | 2018-03-01 | 2019-02-15 | Potassium sodium niobate sputtering target and method for producing same |
| US18/384,430 US12188118B2 (en) | 2018-03-01 | 2023-10-27 | Potassium sodium niobate sputtering target and production method thereof |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-036786 | 2018-03-01 | ||
| JP2018036786 | 2018-03-01 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US16/956,056 A-371-Of-International US11851747B2 (en) | 2018-03-01 | 2019-02-15 | Potassium sodium niobate sputtering target and production method thereof |
| US18/384,430 Continuation US12188118B2 (en) | 2018-03-01 | 2023-10-27 | Potassium sodium niobate sputtering target and production method thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019167657A1 true WO2019167657A1 (ja) | 2019-09-06 |
Family
ID=67806156
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/005478 Ceased WO2019167657A1 (ja) | 2018-03-01 | 2019-02-15 | ニオブ酸カリウムナトリウムスパッタリングターゲット及びその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US11851747B2 (ja) |
| EP (1) | EP3660183B1 (ja) |
| JP (1) | JP6724266B2 (ja) |
| WO (1) | WO2019167657A1 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111517788A (zh) * | 2020-05-20 | 2020-08-11 | 哈尔滨工业大学 | 一种具有高剩余极化强度的铌酸钾钠陶瓷材料的制备方法 |
| JP2022165896A (ja) * | 2021-04-20 | 2022-11-01 | 住友化学株式会社 | スパッタリングターゲット材 |
| WO2023090249A1 (ja) * | 2021-11-19 | 2023-05-25 | 住友化学株式会社 | スパッタリングターゲット材およびスパッタリングターゲット |
| JP2023075687A (ja) * | 2021-11-19 | 2023-05-31 | 住友化学株式会社 | スパッタリングターゲット材およびスパッタリングターゲット |
| JP2023075689A (ja) * | 2021-11-19 | 2023-05-31 | 住友化学株式会社 | スパッタリングターゲット材およびスパッタリングターゲット |
| JP2023075686A (ja) * | 2021-11-19 | 2023-05-31 | 住友化学株式会社 | スパッタリングターゲット材およびスパッタリングターゲット |
| JP2023075688A (ja) * | 2021-11-19 | 2023-05-31 | 住友化学株式会社 | スパッタリングターゲット材およびスパッタリングターゲット |
| WO2024048225A1 (ja) * | 2022-09-01 | 2024-03-07 | 住友化学株式会社 | スパッタリングターゲット材及びスパッタリングターゲット材の製造方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6724266B2 (ja) * | 2018-03-01 | 2020-07-15 | Jx金属株式会社 | ニオブ酸カリウムナトリウムスパッタリングターゲット及びその製造方法 |
| RU2767817C1 (ru) * | 2021-09-24 | 2022-03-22 | федеральное государственное автономное образовательное учреждение высшего образования «Южный федеральный университет» | Состав засыпки для спекания сегнетопьезоэлектрического керамического материала на основе ниобата натрия |
| CN118005396A (zh) * | 2024-02-02 | 2024-05-10 | 陕西唐凤领航新材料科技有限公司 | 一种碱金属铌酸盐溅射用陶瓷靶材及其制备方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000313664A (ja) | 1999-02-24 | 2000-11-14 | Toyota Central Res & Dev Lab Inc | アルカリ金属含有ニオブ酸化物系圧電材料組成物 |
| JP2008270514A (ja) * | 2007-04-20 | 2008-11-06 | Hitachi Cable Ltd | 圧電薄膜素子 |
| JP2011236091A (ja) * | 2010-05-12 | 2011-11-24 | Nagoya Institute Of Technology | アルカリニオブ酸系圧電セラミックスの製造方法 |
| JP2012167316A (ja) * | 2011-02-14 | 2012-09-06 | Hitachi Cable Ltd | 圧電膜付き基板、圧電膜付き基板の製造方法、及び成膜装置 |
| JP2014033210A (ja) | 2005-12-06 | 2014-02-20 | Seiko Epson Corp | 圧電体積層体、表面弾性波素子、薄膜圧電共振子および圧電アクチュエータ |
| JP2015154076A (ja) * | 2014-02-10 | 2015-08-24 | Tdk株式会社 | 圧電デバイス、圧電アクチュエータ、ハードディスクドライブ、及びインクジェットプリンタ装置 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004059965A (ja) * | 2002-07-25 | 2004-02-26 | Toshiba Corp | スパッタリングターゲットおよびその製造方法 |
| WO2005021461A1 (ja) * | 2003-08-28 | 2005-03-10 | National Institute Of Advanced Industrial Science And Technology | ペロブスカイト固溶体組成物およびこのものから得られる圧電セラミックス |
| JP2008074693A (ja) | 2006-08-23 | 2008-04-03 | Denso Corp | 異方形状粉末及びその製造方法、結晶配向セラミックスの製造方法 |
| JP5515675B2 (ja) * | 2009-11-20 | 2014-06-11 | 日立金属株式会社 | 圧電薄膜素子及び圧電薄膜デバイス |
| KR20110106504A (ko) * | 2010-03-23 | 2011-09-29 | 전자부품연구원 | 강유전 박막 제조를 위한 세라믹 표적 제조방법 |
| JP2013016776A (ja) * | 2011-06-06 | 2013-01-24 | Hitachi Cable Ltd | 圧電膜素子の製造方法、及び圧電体デバイスの製造方法 |
| CN104557035A (zh) | 2013-10-18 | 2015-04-29 | 中国科学院上海硅酸盐研究所 | 溅射用铌酸钾钠陶瓷靶材及其制备方法 |
| KR102000856B1 (ko) * | 2015-02-27 | 2019-07-16 | 제이엑스금속주식회사 | 산화물 소결체, 산화물 스퍼터링 타깃 및 산화물 박막 |
| JP6724266B2 (ja) * | 2018-03-01 | 2020-07-15 | Jx金属株式会社 | ニオブ酸カリウムナトリウムスパッタリングターゲット及びその製造方法 |
-
2019
- 2019-02-15 JP JP2020502938A patent/JP6724266B2/ja active Active
- 2019-02-15 EP EP19761276.5A patent/EP3660183B1/en active Active
- 2019-02-15 WO PCT/JP2019/005478 patent/WO2019167657A1/ja not_active Ceased
- 2019-02-15 US US16/956,056 patent/US11851747B2/en active Active
-
2023
- 2023-10-27 US US18/384,430 patent/US12188118B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000313664A (ja) | 1999-02-24 | 2000-11-14 | Toyota Central Res & Dev Lab Inc | アルカリ金属含有ニオブ酸化物系圧電材料組成物 |
| JP2014033210A (ja) | 2005-12-06 | 2014-02-20 | Seiko Epson Corp | 圧電体積層体、表面弾性波素子、薄膜圧電共振子および圧電アクチュエータ |
| JP2008270514A (ja) * | 2007-04-20 | 2008-11-06 | Hitachi Cable Ltd | 圧電薄膜素子 |
| JP2011236091A (ja) * | 2010-05-12 | 2011-11-24 | Nagoya Institute Of Technology | アルカリニオブ酸系圧電セラミックスの製造方法 |
| JP2012167316A (ja) * | 2011-02-14 | 2012-09-06 | Hitachi Cable Ltd | 圧電膜付き基板、圧電膜付き基板の製造方法、及び成膜装置 |
| JP2015154076A (ja) * | 2014-02-10 | 2015-08-24 | Tdk株式会社 | 圧電デバイス、圧電アクチュエータ、ハードディスクドライブ、及びインクジェットプリンタ装置 |
Non-Patent Citations (2)
| Title |
|---|
| See also references of EP3660183A4 |
| WANG, RUIPING ET AL.: "Fabrication and characterization of potassium-sodium niobate piezoelectric ceramics by spark-plasma-sintering method", MATERIALS RESEARCH BULLETIN, vol. 39, no. 11, 25 June 2004 (2004-06-25), pages 1709 - 1715, XP004522430, doi:10.1016/j.materresbull.2004.05.007 * |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111517788A (zh) * | 2020-05-20 | 2020-08-11 | 哈尔滨工业大学 | 一种具有高剩余极化强度的铌酸钾钠陶瓷材料的制备方法 |
| JP2022165896A (ja) * | 2021-04-20 | 2022-11-01 | 住友化学株式会社 | スパッタリングターゲット材 |
| JP7557454B2 (ja) | 2021-04-20 | 2024-09-27 | 住友化学株式会社 | スパッタリングターゲット材 |
| JP2023075688A (ja) * | 2021-11-19 | 2023-05-31 | 住友化学株式会社 | スパッタリングターゲット材およびスパッタリングターゲット |
| JP2023075689A (ja) * | 2021-11-19 | 2023-05-31 | 住友化学株式会社 | スパッタリングターゲット材およびスパッタリングターゲット |
| JP2023075686A (ja) * | 2021-11-19 | 2023-05-31 | 住友化学株式会社 | スパッタリングターゲット材およびスパッタリングターゲット |
| JP2023075687A (ja) * | 2021-11-19 | 2023-05-31 | 住友化学株式会社 | スパッタリングターゲット材およびスパッタリングターゲット |
| WO2023090249A1 (ja) * | 2021-11-19 | 2023-05-25 | 住友化学株式会社 | スパッタリングターゲット材およびスパッタリングターゲット |
| EP4435141A4 (en) * | 2021-11-19 | 2026-01-14 | Sumitomo Chemical Co | SPRAY TARGET MATERIAL AND SPRAY TARGET |
| JP7813121B2 (ja) | 2021-11-19 | 2026-02-12 | 住友化学株式会社 | スパッタリングターゲット材およびスパッタリングターゲット |
| JP7818383B2 (ja) | 2021-11-19 | 2026-02-20 | 住友化学株式会社 | スパッタリングターゲット材およびスパッタリングターゲット |
| JP7850543B2 (ja) | 2021-11-19 | 2026-04-23 | 住友化学株式会社 | スパッタリングターゲット材およびスパッタリングターゲット |
| JP7850544B2 (ja) | 2021-11-19 | 2026-04-23 | 住友化学株式会社 | スパッタリングターゲット材およびスパッタリングターゲット |
| WO2024048225A1 (ja) * | 2022-09-01 | 2024-03-07 | 住友化学株式会社 | スパッタリングターゲット材及びスパッタリングターゲット材の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20240052478A1 (en) | 2024-02-15 |
| EP3660183A1 (en) | 2020-06-03 |
| JPWO2019167657A1 (ja) | 2020-06-11 |
| EP3660183C0 (en) | 2023-07-19 |
| US11851747B2 (en) | 2023-12-26 |
| EP3660183B1 (en) | 2023-07-19 |
| EP3660183A4 (en) | 2021-06-09 |
| US12188118B2 (en) | 2025-01-07 |
| US20200370168A1 (en) | 2020-11-26 |
| JP6724266B2 (ja) | 2020-07-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6724266B2 (ja) | ニオブ酸カリウムナトリウムスパッタリングターゲット及びその製造方法 | |
| JP6930059B2 (ja) | ニオブ酸カリウムナトリウムスパッタリングターゲット | |
| JP5979992B2 (ja) | 圧電材料 | |
| JP4541985B2 (ja) | 多結晶体の製造方法 | |
| CN102428586B (zh) | 钨青铜型压电材料及其制备方法 | |
| JP7498547B2 (ja) | ニオブ系非鉛圧電セラミックス及びその製造方法 | |
| CN102131746A (zh) | 压电陶瓷、其制造方法和压电器件 | |
| KR100756619B1 (ko) | 질화알루미늄 소결체, 반도체 제조용 부재 및 질화알루미늄소결체의 제조 방법 | |
| JP2009114037A (ja) | 結晶配向セラミックスの製造方法 | |
| JP3995319B2 (ja) | 誘電体材料及びその製造方法 | |
| JP4563957B2 (ja) | 結晶配向セラミックスの製造方法 | |
| JP6582698B2 (ja) | 酸化物焼結体及びスパッタリングターゲット | |
| KR20180100334A (ko) | 산화물 소결체, 그 제조 방법 및 스퍼터링 타깃 | |
| JP4938340B2 (ja) | 誘電、圧電体の性質を持つナノサイズのチタン酸バリウム粉末を焼結した圧電セラミックス及びその製造方法 | |
| JP4092542B2 (ja) | 圧電体磁器組成物、及びそれを用いた圧電素子 | |
| JP3665553B2 (ja) | 導電性低熱膨張セラミックス焼結体 | |
| WO2025115681A1 (ja) | ニオブ酸カリウムナトリウム焼結体及び該焼結体からなるスパッタリングターゲット | |
| CN100398476C (zh) | 多晶陶瓷体的制备方法 | |
| WO2019244509A1 (ja) | 酸化物焼結体およびスパッタリングターゲット | |
| JP2010222193A (ja) | 結晶配向セラミックスの製造方法 | |
| JP2008013395A (ja) | 結晶配向セラミックスの製造方法 | |
| JP2006256934A (ja) | 高誘電体材料とその製造方法 | |
| JP2005029832A (ja) | 強誘電体薄膜形成用の焼結体、その製造方法及びそれを用いたスパッタリングターゲット | |
| JP2017190487A (ja) | BiFeO3系焼結体からなるスパッタリングターゲット及びその製造方法 | |
| JP2000169245A (ja) | 酸化物系セラミック焼結体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19761276 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020502938 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2019761276 Country of ref document: EP Effective date: 20200227 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |