WO2019181731A1 - 粘着テープおよび半導体装置の製造方法 - Google Patents
粘着テープおよび半導体装置の製造方法 Download PDFInfo
- Publication number
- WO2019181731A1 WO2019181731A1 PCT/JP2019/010553 JP2019010553W WO2019181731A1 WO 2019181731 A1 WO2019181731 A1 WO 2019181731A1 JP 2019010553 W JP2019010553 W JP 2019010553W WO 2019181731 A1 WO2019181731 A1 WO 2019181731A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tape
- adhesive
- pressure
- sensitive adhesive
- adhesive tape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
- C09J5/06—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers involving heating of the applied adhesive
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P52/00—Grinding, lapping or polishing of wafers, substrates or parts of devices
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/326—Applications of adhesives in processes or use of adhesives in the form of films or foils for bonding electronic components such as wafers, chips or semiconductors
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
Definitions
- the present invention relates to an adhesive tape, and more particularly, an adhesive tape that is preferably used for temporarily fixing a semiconductor wafer or a chip when a semiconductor device is manufactured by a so-called tip dicing method, and a semiconductor using the adhesive tape
- the present invention relates to a device manufacturing method.
- the thickness is generally adjusted by grinding the back surface of the semiconductor wafer.
- grinding is performed from the back side of the wafer, the bottom of the groove is removed by grinding, the wafer is singulated, and a method called a prior dicing method is used to obtain a chip.
- a method called a prior dicing method is used to obtain a chip.
- the back surface grinding of the wafer and the wafer singulation can be performed simultaneously, so that a thin chip can be efficiently manufactured.
- FIG. 5 shows a perspective view of FIG. 4.
- the back grind tape is an adhesive tape that is used to protect the wafer circuit surface during grinding of the back surface of a semiconductor wafer, and particularly refers to an adhesive tape that is preferably used in the prior dicing method in this specification.
- the pickup tape is an adhesive tape for transferring a chip group and picking up a chip.
- an adhesive tape called a dicing tape is used.
- the adhesive tape means various tapes that have a thin layer that functions as an adhesive and are used for transferring the adhesive layer to another adherend.
- a preferable base material has a Young's modulus of 1000 MPa or more. If a base material with a Young's modulus of less than 1000 MPa is used, the holding performance of the adhesive tape on the semiconductor wafer or semiconductor chip will be reduced, vibrations during back grinding cannot be suppressed, and chipping or breakage of the semiconductor chip will occur. It becomes easy. On the other hand, when the Young's modulus of the base material is set to 1000 MPa or more, the holding performance of the adhesive tape on the semiconductor wafer or the semiconductor chip is enhanced, vibration during back surface grinding, etc. can be suppressed, and chipping or breakage of the semiconductor chip can be prevented.
- a buffer layer may be provided on one side or both sides of the substrate 11.
- the buffer layer is made of a relatively soft resin film, and relieves vibration caused by grinding of the semiconductor wafer to prevent the semiconductor wafer from being cracked or chipped. Further, the semiconductor wafer to which the adhesive tape is attached is arranged on the suction table at the time of back surface grinding, but the adhesive tape is easily held on the suction table by providing a buffer layer.
- the pressure-sensitive adhesive layer 12 is formed on one surface of the substrate 11 directly or via a buffer layer.
- the pressure-sensitive adhesive layer is made of an energy ray-curable pressure-sensitive adhesive, and the storage elastic modulus E ′ 200 at 200 ° C. of the pressure-sensitive adhesive after curing is 1.5 MPa or more.
- the storage elastic modulus at 200 ° C. after curing of the pressure-sensitive adhesive may be referred to as post-curing storage elastic modulus.
- 1-hydroxycyclohexyl phenyl ketone 2-hydroxy-2-methyl-1-phenyl-propan-1-one
- benzoin benzoin methyl ether
- benzoin ethyl ether benzoin isopropyl ether
- benzylphenyl Such as sulfide, tetramethylthiuram monosulfide, azobisisobutyronitrile, dibenzyl, diacetyl, 8-chloroanthraquinone, bis (2,4,6-trimethylbenzoyl) phenylphosphine oxide, etc. It is below.
- photopolymerization initiators may be used alone or in combination of two or more.
- the blending amount of the photopolymerization initiator is preferably 0.01 to 10 parts by weight, more preferably 0.03 to 5 parts by weight, still more preferably 0.05 to 5 parts by weight with respect to 100 parts by weight of the adhesive resin. It is.
- the pressure-sensitive adhesive composition may contain other additives as long as the effects of the present invention are not impaired.
- additives include antistatic agents, antioxidants, softeners (plasticizers), fillers, rust inhibitors, pigments, and dyes.
- the amount of the additives is preferably 0.01 to 6 parts by mass with respect to 100 parts by mass of the adhesive resin.
- the organic solvent used at the time of the synthesis of the adhesive resin may be used as it is, or other than the organic solvent used at the time of synthesis so that the solution of the pressure-sensitive adhesive composition can be uniformly applied.
- One or more organic solvents may be added.
- the modulus of elasticity before energy beam curing becomes high, and sufficient pressure-sensitive adhesiveness may not be obtained before energy beam curing. For this reason, for example, it is also effective to increase the density of the energy ray polymerizable unsaturated group contained in the pressure-sensitive adhesive. Specifically, the energy ray curable compound introduced into the energy ray curable adhesive resin II is increased, the amount of the energy ray curable compound is increased, the energy ray curable compound is unsaturated. By using a compound having a large number of radicals or increasing the blending amount of the photopolymerization initiator, a highly crosslinked structure is formed by energy ray curing, and the storage elastic modulus after curing can be controlled to be high.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Adhesive Tapes (AREA)
- Dicing (AREA)
Abstract
Description
(1)基材と、その片面に設けられた粘着剤層とを含む粘着テープであって、
前記粘着剤層が、エネルギー線硬化性粘着剤からなり、
エネルギー線照射して硬化した後の粘着剤の200℃における貯蔵弾性率E’200が1.5MPa以上である粘着テープ。
(2)半導体ウエハ表面に溝が形成された半導体ウエハの表面にバックグラインドテープを貼付して、裏面を研削して、その研削により半導体ウエハを半導体チップに個片化し、その後個片化されたチップ群をピックアップテープまたは接着テープに転写する工程を含む半導体装置の製造方法において、前記バックグラインドテープとして使用される、(1)に記載の粘着テープ。
(3)半導体ウエハ表面に溝が形成された半導体ウエハの表面にバックグラインドテープを貼付して、裏面を研削して、その研削により半導体ウエハを半導体チップに個片化し、その後個片化されたチップ群をピックアップテープまたは接着テープに転写する工程を含む半導体装置の製造方法において、前記バックグラインドテープとして(1)に記載の粘着テープを使用する半導体装置の製造方法。
(4)上記(1)に記載の粘着テープの使用であって、半導体ウエハ表面に溝が形成された半導体ウエハの表面にバックグラインドテープを貼付して、裏面を研削して、その研削により半導体ウエハを半導体チップに個片化し、その後個片化されたチップ群をピックアップテープまたは接着テープに転写する工程を含む半導体装置の製造方法における、前記バックグラインドテープとしての使用。
本明細書において、例えば「(メタ)アクリレート」とは、「アクリレート」及び「メタクリレート」の双方を示す語として用いており、他の類似用語についても同様である。
半導体ウエハの「表面」とは回路が形成された面を指し、「裏面」は回路が形成されていない面を指す。
半導体ウエハの個片化とは、半導体ウエハを回路毎に分割し、半導体チップを得ることを言う。
先ダイシング法とは、ウエハの表面側から所定深さの溝を形成した後、ウエハ裏面側から研削を行い、研削によりウエハを個片化する方法を言う。
ピックアップテープとは、チップ群を転写し、チップのピックアップを行うための粘着テープであり、典型的にはダイシングテープと呼ばれる粘着テープ類が用いられる。
接着テープとは、接着剤として機能する薄層を有し、接着剤層を他の被着体に転写するために用いられる各種のテープを意味する。具体的には、フィルム状接着剤と剥離シートとの積層体、ダイシングテープとフィルム状接着剤との積層体や、ダイシングテープとダイボンディングテープの両方の機能を有する接着剤層と剥離シートとからなるダイシング・ダイボンディングテープ等が挙げられる。
[基材11]
粘着テープ10の基材11には、バックグラインドテープの基材として使用されている各種の樹脂フィルムが用いられる。
これら樹脂フィルムの中でも、ポリエステルフィルム、ポリアミドフィルム、ポリイミドフィルム、二軸延伸ポリプロピレンフィルムから選ばれる1種以上を含むフィルムが好ましく、ポリエステルフィルムを含むことがより好ましく、ポリエチレンテレフタレートフィルムを含むことがさらに好ましい。
また、基材の少なくとも一方の表面には、緩衝層及び粘着剤層の少なくとも一方との密着性を向上させるために、コロナ処理等の接着処理を施してもよい。また、基材は、上記した樹脂フィルムと、樹脂フィルムの少なくとも一方の表面に被膜された易接着層(プライマー層)とを有しているものでもよい。
易接着層の厚さとしては、好ましくは0.01~10μm、より好ましくは0.03~5μmである。なお、易接着層の厚さは、基材の厚さに対して小さく、材質も柔らかいため、ヤング率に与える影響は小さく、基材のヤング率は、易接着層を有する場合でも、樹脂フィルムのヤング率と実質的に同一である。
上記基材11の片面もしくは両面には、緩衝層が設けられていても良い。緩衝層は、比較的軟質の樹脂フィルムからなり、半導体ウエハの研削による振動を緩和して、半導体ウエハに割れ及び欠けが生じることを防止する。また、粘着テープを貼付した半導体ウエハは、裏面研削時に、吸着テーブル上に配置されるが、粘着テープは緩衝層を設けたことで、吸着テーブルに適切に保持されやすくなる。
粘着剤層12は、上記基材11の一方の面に直接または緩衝層を介して形成されている。本発明では、粘着剤層がエネルギー線硬化性粘着剤からなり、硬化後の粘着剤の200℃における貯蔵弾性率E’200が1.5MPa以上であることを特徴としている。
以下、粘着剤の硬化後の200℃における貯蔵弾性率を、硬化後貯蔵弾性率とよぶことがある。
エネルギー線照射して硬化した後の粘着剤の200℃における貯蔵弾性率E’200は、好ましくは2.0~100MPa、さらに好ましくは2.5~70MPaの範囲にある。硬化後貯蔵弾性率E’200が上記範囲にあることで、粘着剤層の硬化後であってもチップ群20を安定して保持することができ、かつピックアップテープ30または接着テープへのチップ群の転写時には、粘着剤層をチップ群から容易に残渣物を残すことなく剥離できる。硬化後貯蔵弾性率を測定する際には、粘着剤をエネルギー線照射により完全に硬化する。すなわち、さらにエネルギー線照射を行っても、弾性率の変化が起らない程度にまで硬化する。
エネルギー線硬化性粘着剤としては、例えば、非エネルギー線硬化性の粘着性樹脂(「粘着性樹脂I」ともいう)に加え、粘着性樹脂以外のエネルギー線硬化性化合物を含むエネルギー線硬化性粘着剤組成物(以下、「X型の粘着剤組成物」ともいう)が使用可能である。また、エネルギー線硬化性粘着剤として、非エネルギー線硬化性の粘着性樹脂の側鎖に不飽和基を導入したエネルギー線硬化性の粘着性樹脂(以下、「粘着性樹脂II」ともいう)を主成分として含み、粘着性樹脂以外のエネルギー線硬化性化合物を含まない粘着剤組成物(以下、「Y型の粘着剤組成物」ともいう)も使用してもよい。
これらの中では、XY型の粘着剤組成物を使用することが好ましい。XY型のものを使用することで、硬化前においては十分な粘着特性を有する一方で、硬化後においては、半導体ウエハに対する粘着力を十分に低くすることが可能である。
以下、粘着性樹脂として、アクリル系樹脂が使用されるアクリル系粘着剤についてより詳述に説明する。
また、アクリル系重合体(b)は、上記以外にも、スチレン、α-メチルスチレン、ビニルトルエン、蟻酸ビニル、酢酸ビニル、アクリロニトリル、アクリルアミド等の上記のアクリル系モノマーと共重合可能なモノマー由来の構成単位を含んでもよい。
また、不飽和基含有化合物が有する、官能基と結合可能な置換基としては、イソシアネート基やグリシジル基等が挙げられる。したがって、不飽和基含有化合物としては、例えば、(メタ)アクリロイルオキシエチルイソシアネート、(メタ)アクリロイルイソシアネート、グリシジル(メタ)アクリレート等が挙げられる。
なお、アクリル系樹脂の重量平均分子量(Mw)は、好ましくは30万~160万、より好ましくは40万~140万、更に好ましくは50万~120万である。また、アクリル系樹脂のガラス転移温度(Tg)は、好ましくは-70~10℃である。
X型又はXY型の粘着剤組成物に含有されるエネルギー線硬化性化合物としては、分子内に不飽和基を有し、エネルギー線照射により重合硬化可能なモノマー又はオリゴマーが好ましい。
このようなエネルギー線硬化性化合物としては、例えば、トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトール(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、1,4-ブチレングリコールジ(メタ)アクリレート、1,6-へキサンジオール(メタ)アクリレート等の多価(メタ)アクリレートモノマー、ウレタン(メタ)アクリレート、ポリエステル(メタ)アクリレート,ポリエーテル(メタ)アクリレート、エポキシ(メタ)アクリレート等のオリゴマーが挙げられる。エネルギー線硬化性化合物の分子量(オリゴマーの場合は重量平均分子量)は、好ましくは100~12000、より好ましくは200~10000、更に好ましくは400~8000、特に好ましくは600~6000である。
一方で、XY型の粘着剤組成物におけるエネルギー線硬化性化合物の含有量は、粘着性樹脂100質量部に対して、好ましくは1~30質量部、より好ましくは2~20質量部、更に好ましくは3~15質量部である。XY型の粘着剤組成物では、粘着性樹脂が、エネルギー線硬化性であるため、エネルギー線硬化性化合物の含有量が少なくても、エネルギー線照射後、十分に粘着力を低下させることが可能である。
粘着剤組成物は、さらに架橋剤を含有することが好ましい。架橋剤は、例えば粘着性樹脂が有する官能基モノマー由来の官能基に反応して、粘着性樹脂同士を架橋するものである。架橋剤としては、例えば、トリレンジイソシアネート、ヘキサメチレンジイソシアネート等、及びそれらのアダクト体等のイソシアネート系架橋剤;1,3-ビス(N,N’-ジグリシジルアミノメチル)シクロヘキサン等のエポキシ系架橋剤;ヘキサ〔1-(2-メチル)-アジリジニル〕トリフォスファトリアジン等のアジリジン系架橋剤;アルミニウムキレート等のキレート系架橋剤;等が挙げられる。これらの架橋剤は、単独で又は2種以上を組み合わせて用いてもよい。
架橋剤の配合量は、架橋反応を促進させる観点から、粘着性樹脂100質量部に対して、好ましくは0.01~10質量部、より好ましくは0.03~7質量部、更に好ましくは0.05~4質量部である。
また、粘着剤組成物は、さらに光重合開始剤を含有することが好ましい。光重合開始剤を含有することで、紫外線等の比較的低エネルギーのエネルギー線でも、粘着剤組成物の硬化反応を十分に進行させることができる。
光重合開始剤の配合量は、粘着性樹脂100質量部に対して、好ましくは0.01~10質量部、より好ましくは0.03~5質量部、更に好ましくは0.05~5質量部である。
粘着剤組成物は、本発明の効果を損なわない範囲において、その他の添加剤を含有してもよい。その他の添加剤としては、例えば、帯電防止剤、酸化防止剤、軟化剤(可塑剤)、充填剤、防錆剤、顔料、染料等が挙げられる。これらの添加剤を配合する場合、添加剤の配合量は、粘着性樹脂100質量部に対して、好ましくは0.01~6質量部である。
有機溶媒としては、例えば、メチルエチルケトン、アセトン、酢酸エチル、テトラヒドロフラン、ジオキサン、シクロヘキサン、n-ヘキサン、トルエン、キシレン、n-プロパノール、イソプロパノール等が挙げられる。
なお、これらの有機溶媒は、粘着性樹脂の合成時に使用された有機溶媒をそのまま用いてもよいし、該粘着剤組成物の溶液を均一に塗布できるように、合成時に使用された有機溶媒以外の1種以上の有機溶媒を加えてもよい。
上記粘着剤層12を構成するエネルギー線硬化性粘着剤の硬化後貯蔵弾性率E’200が上記範囲にあることで、剥離用テープ50を熱圧着しても、チップ等が粘着剤層に埋め込まれず、チップの転写不良を大幅に低減できる。
粘着テープの表面には、剥離シートが貼付されていてもよい。剥離シートは、具体的には、粘着テープの粘着剤層の表面に貼付される。剥離シートは、粘着剤層表面に貼付されることで輸送時、保管時に粘着剤層を保護する。剥離シートは、剥離可能に粘着テープに貼付されており、粘着テープが使用される前(すなわち、ウエハ裏面研削前)には、粘着テープから剥離されて取り除かれる。
剥離シートは、少なくとも一方の面が剥離処理をされた剥離シートが用いられ、具体的には、剥離シート用基材の表面上に剥離剤を塗布したもの等が挙げられる。
剥離シートの厚さは、特に制限ないが、好ましくは10~200μm、より好ましくは20~150μmである。
本発明の粘着テープ10の製造方法としては、特に制限はなく、公知の方法により製造することができる。
例えば、剥離シート上に設けた粘着剤層を、基材の片面に貼り合わせ、粘着剤層の表面に剥離シートが貼付された粘着テープを製造することができる。粘着剤層の表面に貼付される剥離シートは、粘着テープの使用前に適宜剥離して除去すればよい。
剥離シート上に粘着剤層を形成する方法としては、剥離シート上に粘着剤組成物を、公知の塗布方法にて、直接塗布して塗布膜から溶媒を揮発させるため加熱乾燥することで、粘着剤層を形成することができる。
本発明の粘着テープ10は、先ダイシング法において、半導体ウエハ回路面を保護しつつ、裏面研削が行う際に、ウエハ回路面に貼付されるバックグラインドテープとして特に好ましく使用される。バックグラインドテープとしての非限定的な使用例について、半導体装置の製造を例にとり、さらに具体的に説明する。
工程1:半導体ウエハの表面側から溝を形成する工程
工程2:上記の粘着テープ10(バックグラインドテープ)を、半導体ウエハの表面に貼付する工程
工程3:粘着テープ10が表面に貼付され、かつ上記溝が形成された半導体ウエハを、裏面側から研削して、溝の底部を除去して、複数のチップ(チップ群20)に個片化させる工程(図1参照)
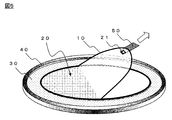
工程4:チップ群20を、ピックアップテープ30または接着テープに転写し(図2~図5参照)、ピックアップテープまたは接着テープから個々のチップを剥離する工程
(工程1)
工程1では、半導体ウエハの表面側から溝を形成する。
本工程で形成される溝は、半導体ウエハの厚さより浅い深さの溝である。溝の形成は、従来公知のウエハダイシング装置等を用いてダイシングにより行うことが可能である。また、半導体ウエハは、後述する工程3において、溝の底部を除去することで、溝に沿って複数の半導体チップに分割される。
工程2では、溝が形成された半導体ウエハ表面に、本発明の粘着テープ10を粘着剤層を介して貼付する。
工程1及び工程2の後、吸着テーブル上の半導体ウエハの裏面を研削して、半導体ウエハを複数の半導体チップに個片化する。
ここで、裏面研削は、半導体ウエハに溝が形成される場合には、少なくとも溝の底部に至る位置まで半導体ウエハを薄くするように行う。この裏面研削により、溝は、ウエハを貫通する切り込みとなり、半導体ウエハは切り込みにより分割されて、個々の半導体チップに個片化される。
次に、個片化されたチップ群20を、バックグラインドテープからピックアップテープ30または接着テープに転写し、ピックアップテープまたは接着テープから個々のチップ21を剥離する。以下、本工程について、ピックアップテープを使用した例に基づいて説明する。
バックグラインドテープ10の剥離は、図4、図5に示すように、剥離用テープ50を起点として、バックグラインドテープ10を折り返すように剥離することが好ましい。
本発明における測定方法、評価方法は以下のとおりである。
実施例および比較例にて準備した粘着剤組成物を、ポリエチレンテレフタレートフィルムの片面をシリコーン系剥離剤で剥離処理した剥離シート(リンテック社製,SP-PET3801,厚さ:38μm)に塗工、乾燥し、厚さ20μmの粘着剤層を作製した。得られた粘着剤層を、厚さ3mmになるように複数層積層した。得られた粘着剤層の積層体から、直径8mmの円柱体(高さ3mm)を打ち抜き、これをサンプルとした。サンプルに紫外線を照射し、粘着剤層を完全に硬化した。なお、上記の紫外線照射条件は、波長365nm、照度150mW/cm2、光量300mJ/cm2である。
ベアウエハ(直径12インチ、厚さ740μm、♯2000研磨)の研磨面に、実施例、比較例で得られた剥離シート付粘着テープを、剥離シートを剥がしつつテープラミネーター(リンテック株式会社製、商品名「RAD-3510F/12」)にセットし、貼付した。その後、粘着テープの外周部を切除し、ベアウエハと同形状とした。
上記熱圧着後粘着力の測定と同様のベアウエハの研磨面に、ウエハの縦方向および横方向にそれぞれ1mm間隔で、深さ70μm、幅30μmの溝を削成し、同面に粘着テープ(バックグラインドテープ)を貼付した。その後、ウエハの裏面側を研削し、先ダイシング法により厚さ30μm、チップサイズ1mm×1mmに個片化した。
上記の操作で、粘着テープに残着したチップの個数を合計し、以下の基準で評価した。
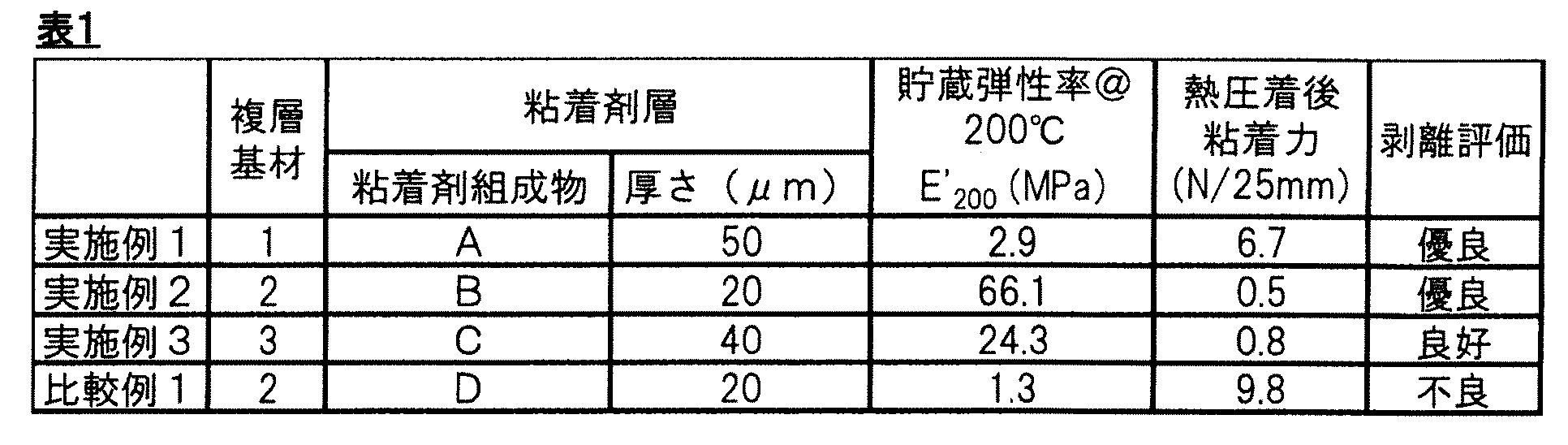
優良:10個未満
良好:10個以上30個未満
不良:30個以上
基材としてポリエチレンテレフタレート(PET)フィルムを用いた。この基材に以下の緩衝層を設けた複層基材を準備した。緩衝層はいずれも厚さ27.5μmの低密度ポリエチレン(LDPE)を用いた。
複層基材1:LDPE(27.5μm)/PET(25.0μm)/LDPE(27.5μm)
複層基材2:LDPE(27.5μm)/PET(50μm)/LDPE(27.5μm)
複層基材3:LDPE(27.5μm)/PET(75.0μm)/LDPE(27.5μm)
以下の粘着剤組成物A~Dを調製した。
(粘着剤組成物Aの調製)
n-ブチルアクリレート(BA)89質量部、メチルメタクリレート(MMA)8質量部、及び2-ヒドロキシエチルアクリレート(2HEA)3質量部を共重合してアクリル系重合体(Mw:80万)を得た。
n-ブチルアクリレート(BA)50質量部、メチルメタクリレート(MMA)25質量部、及び2-ヒドロキシエチルアクリレート(2HEA)25質量部を共重合して得たアクリル系重合体に、該アクリル系重合体の全水酸基のうち90モル%の水酸基に付加するように、2-メタクリロイルオキシエチルイソシアネート(MOI)を反応させて、エネルギー線硬化性のアクリル系重合体(Mw:50万)を得た。
n-ブチルアクリレート(BA)60質量部、メチルメタクリレート(MMA)20質量部、及び2-ヒドロキシエチルアクリレート(2HEA)20質量部を共重合して得たアクリル系重合体に、該アクリル系重合体の全水酸基のうち80モル%の水酸基に付加するように、2-メタクリロイルオキシエチルイソシアネート(MOI)を反応させて、エネルギー線硬化性のアクリル系重合体(Mw:45万)を得た。
n-ブチルアクリレート(BA)89質量部、メチルメタクリレート(MMA)8質量部、及び2-ヒドロキシエチルアクリレート(2HEA)3質量部を共重合してアクリル系重合体(Mw:80万)を得た。
剥離シート(リンテック社製、商品名「SP-PET381031」)の剥離処理面に、上記で得たエネルギー線硬化性粘着組成物Aの塗工液を塗工し、100℃で1分間加熱乾燥させて、剥離シート上に厚さが50μmの粘着剤層を形成した。
複層基材2および粘着剤組成物Bを用い、粘着剤層の厚さを20μmとした以外は、実施例1と同様にして、粘着テープを作製した。得られた粘着テープの熱圧着後粘着力を測定し、また剥離評価を行った。
複層基材3および粘着剤組成物Cを用い、粘着剤層の厚さを40μmとした以外は、実施例1と同様にして、粘着テープを作製した。得られた粘着テープの熱圧着後粘着力を測定し、また剥離評価を行った。
複層基材2および粘着剤組成物Dを用い、粘着剤層の厚さを20μmとした以外は、実施例1と同様にして、粘着テープを作製した。得られた粘着テープの熱圧着後粘着力を測定し、また剥離評価を行った。
11…基材
12…粘着剤層
20…チップ群
21…チップ
30…ピックアップテープ
40…リングフレーム
50…剥離用テープ
Claims (4)
- 基材と、その片面に設けられた粘着剤層とを含む粘着テープであって、
前記粘着剤層が、エネルギー線硬化性粘着剤からなり、
エネルギー線照射して硬化した後の粘着剤の200℃における貯蔵弾性率E’200が1.5MPa以上である粘着テープ。 - 半導体ウエハ表面に溝が形成された半導体ウエハの表面にバックグラインドテープを貼付して、裏面を研削して、その研削により半導体ウエハを半導体チップに個片化し、その後個片化されたチップ群をピックアップテープまたは接着テープに転写する工程を含む半導体装置の製造方法において、前記バックグラインドテープとして使用される、請求項1に記載の粘着テープ。
- 半導体ウエハ表面に溝が形成された半導体ウエハの表面にバックグラインドテープを貼付して、裏面を研削して、その研削により半導体ウエハを半導体チップに個片化し、その後個片化されたチップ群をピックアップテープまたは接着テープに転写する工程を含む半導体装置の製造方法において、前記バックグラインドテープとして請求項1に記載の粘着テープを使用する半導体装置の製造方法。
- 請求項1に記載の粘着テープの使用であって、半導体ウエハ表面に溝が形成された半導体ウエハの表面にバックグラインドテープを貼付して、裏面を研削して、その研削により半導体ウエハを半導体チップに個片化し、その後個片化されたチップ群をピックアップテープまたは接着テープに転写する工程を含む半導体装置の製造方法における、前記バックグラインドテープとしての使用。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020207026478A KR102687395B1 (ko) | 2018-03-20 | 2019-03-14 | 점착 테이프 및 반도체 장치의 제조 방법 |
| CN201980020566.1A CN111868193A (zh) | 2018-03-20 | 2019-03-14 | 粘着胶带及半导体装置的制造方法 |
| JP2020508292A JP7381447B2 (ja) | 2018-03-20 | 2019-03-14 | 粘着テープおよび半導体装置の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018053332A JP2018115332A (ja) | 2018-03-20 | 2018-03-20 | 粘着テープおよび半導体装置の製造方法 |
| JP2018-053332 | 2018-03-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019181731A1 true WO2019181731A1 (ja) | 2019-09-26 |
Family
ID=62983802
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/010553 Ceased WO2019181731A1 (ja) | 2018-03-20 | 2019-03-14 | 粘着テープおよび半導体装置の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| JP (2) | JP2018115332A (ja) |
| KR (1) | KR102687395B1 (ja) |
| CN (1) | CN111868193A (ja) |
| TW (1) | TWI872019B (ja) |
| WO (1) | WO2019181731A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113410164A (zh) * | 2021-06-15 | 2021-09-17 | 西安微电子技术研究所 | 一种单芯片daf胶带粘晶方法 |
| JP2021160142A (ja) * | 2020-03-31 | 2021-10-11 | マクセルホールディングス株式会社 | 自己修復性を有する積層体およびその製造方法、ならびにその使用方法 |
| JPWO2021251422A1 (ja) * | 2020-06-10 | 2021-12-16 | ||
| JPWO2021251420A1 (ja) * | 2020-06-10 | 2021-12-16 | ||
| JP2023084049A (ja) * | 2021-12-06 | 2023-06-16 | 住友ベークライト株式会社 | 粘着テープ |
| JPWO2024063127A1 (ja) * | 2022-09-22 | 2024-03-28 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7832173B2 (ja) * | 2021-03-22 | 2026-03-17 | リンテック株式会社 | 半導体加工用粘着テープおよび半導体装置の製造方法 |
| US20240332212A1 (en) * | 2023-03-28 | 2024-10-03 | Taiwan Semiconductor Manufacturing Company Limited | Package structure including ring structure attached by hybrid adhesive and methods of forming the same |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004043762A (ja) * | 2001-08-27 | 2004-02-12 | Hitachi Chem Co Ltd | 接着シート並びに半導体装置及びその製造方法 |
| WO2009110426A1 (ja) * | 2008-03-03 | 2009-09-11 | リンテック株式会社 | 粘着シート |
| JP2011105854A (ja) * | 2009-11-18 | 2011-06-02 | Hitachi Maxell Ltd | 粘着テープ |
| WO2015156389A1 (ja) * | 2014-04-11 | 2015-10-15 | リンテック株式会社 | バックグラインドテープ用基材、及びバックグラインドテープ |
| JP2016146437A (ja) * | 2015-02-09 | 2016-08-12 | 積水化学工業株式会社 | ウエハの処理方法 |
| WO2017150676A1 (ja) * | 2016-03-03 | 2017-09-08 | リンテック株式会社 | 半導体加工用粘着テープ、及び半導体装置の製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4707805B2 (ja) | 2000-08-08 | 2011-06-22 | 三井化学株式会社 | 半導体ウエハ表面保護用粘着フィルム及びそれを用いる半導体ウエハ表面の保護方法 |
| KR100647132B1 (ko) * | 2001-08-27 | 2006-11-17 | 히다치 가세고교 가부시끼가이샤 | 접착시트 및 반도체장치 및 그 제조방법 |
| JP4761428B2 (ja) * | 2004-07-20 | 2011-08-31 | 日東電工株式会社 | 粘着テープ類 |
| EP2255378B1 (en) * | 2008-03-05 | 2015-08-05 | The Board of Trustees of the University of Illinois | Stretchable and foldable electronic devices |
| JP2012209385A (ja) | 2011-03-29 | 2012-10-25 | Lintec Corp | ピックアップテープおよびチップ状部品の製造方法 |
| US10253222B2 (en) | 2014-01-21 | 2019-04-09 | Lintec Corporation | Adhesive sheet for wafer protection |
| US9905451B2 (en) | 2014-03-03 | 2018-02-27 | Lintec Corporation | Sheet for semiconductor-related-member processing and method of manufacturing chips using the sheet |
| EP3131413A4 (en) | 2014-04-10 | 2017-08-30 | Archer-Daniels-Midland Company | Synthesis of reduced sugar alcohols, furan derivatives |
| JP5823591B1 (ja) | 2014-10-01 | 2015-11-25 | 古河電気工業株式会社 | 半導体ウエハ表面保護用粘着テープおよび半導体ウエハの加工方法 |
| CN108377659B (zh) * | 2016-03-03 | 2022-08-23 | 琳得科株式会社 | 半导体加工用胶粘带、以及半导体装置的制造方法 |
| US11183416B2 (en) * | 2016-10-03 | 2021-11-23 | Lintec Corporation | Adhesive tape for semiconductor processing, and semiconductor device manufacturing method |
-
2018
- 2018-03-20 JP JP2018053332A patent/JP2018115332A/ja active Pending
-
2019
- 2019-03-14 WO PCT/JP2019/010553 patent/WO2019181731A1/ja not_active Ceased
- 2019-03-14 KR KR1020207026478A patent/KR102687395B1/ko active Active
- 2019-03-14 CN CN201980020566.1A patent/CN111868193A/zh active Pending
- 2019-03-14 JP JP2020508292A patent/JP7381447B2/ja active Active
- 2019-03-19 TW TW108109275A patent/TWI872019B/zh active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004043762A (ja) * | 2001-08-27 | 2004-02-12 | Hitachi Chem Co Ltd | 接着シート並びに半導体装置及びその製造方法 |
| WO2009110426A1 (ja) * | 2008-03-03 | 2009-09-11 | リンテック株式会社 | 粘着シート |
| JP2011105854A (ja) * | 2009-11-18 | 2011-06-02 | Hitachi Maxell Ltd | 粘着テープ |
| WO2015156389A1 (ja) * | 2014-04-11 | 2015-10-15 | リンテック株式会社 | バックグラインドテープ用基材、及びバックグラインドテープ |
| JP2016146437A (ja) * | 2015-02-09 | 2016-08-12 | 積水化学工業株式会社 | ウエハの処理方法 |
| WO2017150676A1 (ja) * | 2016-03-03 | 2017-09-08 | リンテック株式会社 | 半導体加工用粘着テープ、及び半導体装置の製造方法 |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7453831B2 (ja) | 2020-03-31 | 2024-03-21 | マクセル株式会社 | 自己修復性を有する積層体およびその製造方法、ならびにその使用方法 |
| JP2021160142A (ja) * | 2020-03-31 | 2021-10-11 | マクセルホールディングス株式会社 | 自己修復性を有する積層体およびその製造方法、ならびにその使用方法 |
| WO2021251422A1 (ja) * | 2020-06-10 | 2021-12-16 | 三井化学東セロ株式会社 | 電子装置の製造方法 |
| JPWO2021251420A1 (ja) * | 2020-06-10 | 2021-12-16 | ||
| WO2021251420A1 (ja) * | 2020-06-10 | 2021-12-16 | 三井化学東セロ株式会社 | 電子装置の製造方法 |
| JP7440632B2 (ja) | 2020-06-10 | 2024-02-28 | 三井化学東セロ株式会社 | 電子装置の製造方法 |
| JP7440633B2 (ja) | 2020-06-10 | 2024-02-28 | 三井化学東セロ株式会社 | 電子装置の製造方法 |
| JPWO2021251422A1 (ja) * | 2020-06-10 | 2021-12-16 | ||
| CN113410164A (zh) * | 2021-06-15 | 2021-09-17 | 西安微电子技术研究所 | 一种单芯片daf胶带粘晶方法 |
| CN113410164B (zh) * | 2021-06-15 | 2024-04-09 | 珠海天成先进半导体科技有限公司 | 一种单芯片daf胶带粘晶方法 |
| JP2023084049A (ja) * | 2021-12-06 | 2023-06-16 | 住友ベークライト株式会社 | 粘着テープ |
| JP7826671B2 (ja) | 2021-12-06 | 2026-03-10 | 住友ベークライト株式会社 | 粘着テープ |
| JPWO2024063127A1 (ja) * | 2022-09-22 | 2024-03-28 | ||
| JP7817420B2 (ja) | 2022-09-22 | 2026-02-18 | リンテック株式会社 | 粘着シート、および電子部品または半導体装置の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018115332A (ja) | 2018-07-26 |
| KR20200130309A (ko) | 2020-11-18 |
| KR102687395B1 (ko) | 2024-07-22 |
| TW201942961A (zh) | 2019-11-01 |
| CN111868193A (zh) | 2020-10-30 |
| JPWO2019181731A1 (ja) | 2021-04-15 |
| JP7381447B2 (ja) | 2023-11-15 |
| TWI872019B (zh) | 2025-02-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7381448B2 (ja) | 粘着テープおよび半導体装置の製造方法 | |
| CN108701601B (zh) | 半导体加工用胶粘带、以及半导体装置的制造方法 | |
| CN112400216B (zh) | 半导体加工用粘着胶带及半导体装置的制造方法 | |
| KR102687395B1 (ko) | 점착 테이프 및 반도체 장치의 제조 방법 | |
| KR102642081B1 (ko) | 점착 테이프 및 반도체 장치의 제조 방법 | |
| JP7339941B2 (ja) | 粘着テープおよび半導体装置の製造方法 | |
| TW202020096A (zh) | 半導體加工用黏著帶及半導體裝置的製造方法 | |
| JP7326248B2 (ja) | 粘着テープおよび半導体装置の製造方法 | |
| JP7326249B2 (ja) | 粘着テープおよび半導体装置の製造方法 | |
| JP7069116B2 (ja) | バックグラインドテープ用基材 | |
| CN117099185A (zh) | 半导体加工用粘着胶带及半导体装置的制造方法 | |
| JP7757200B2 (ja) | ワーク加工用保護シートおよびワーク個片化物の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19772597 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20207026478 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2020508292 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19772597 Country of ref document: EP Kind code of ref document: A1 |