WO2020052848A1 - Werkzeugmaschine zum bearbeiten von werkstücken - Google Patents
Werkzeugmaschine zum bearbeiten von werkstücken Download PDFInfo
- Publication number
- WO2020052848A1 WO2020052848A1 PCT/EP2019/069999 EP2019069999W WO2020052848A1 WO 2020052848 A1 WO2020052848 A1 WO 2020052848A1 EP 2019069999 W EP2019069999 W EP 2019069999W WO 2020052848 A1 WO2020052848 A1 WO 2020052848A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- hold
- workpiece
- machine tool
- die
- opening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/16—Removal of by-products, e.g. particles or vapours produced during treatment of a workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/0093—Working by laser beam, e.g. welding, cutting or boring combined with mechanical machining or metal-working covered by other subclasses than B23K
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/035—Aligning the laser beam
- B23K26/037—Aligning the laser beam by pressing on the workpiece, e.g. using a pressing roller foot
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/083—Devices involving movement of the workpiece in at least one axial direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/0869—Devices involving movement of the laser head in at least one axial direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- B23K26/702—Auxiliary equipment
- B23K26/706—Protective screens
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/04—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass for holding or positioning work
- B23K37/0408—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass for holding or positioning work for planar work
Definitions
- the invention relates to a machine tool for machining workpieces, in particular plate-shaped workpieces, with a workpiece support which has a first and a second workpiece support surface and with a holding device which grips the at least one workpiece and the workpiece at least in and against an X direction to the first and the second workpiece support surface, and with a beam collecting device which is provided between the first and second workpiece support surface, and with a laser processing device which has a laser cutting head which can be moved above the beam collecting device at least in the Y direction, and with a which delimits the opening of the beam collecting device first and second die.
- Such a machine tool for processing plate-shaped workpieces is known from DE 10 2016 118 175 A1.
- This machine tool also has a punching tool in order to additionally mechanically machine the plate-shaped workpiece.
- a machine tool with a punching device and a laser processing device is also known from EP 3 219 429 A1.
- This laser processing device comprises a laser cutting head, through which a laser beam is directed in the direction of the beam collecting device onto a workpiece positioned on the workpiece support.
- a shielding device which is fastened to the laser machining head, is provided for shielding the machining point of the laser machining beam on the workpiece.
- This shielding device comprises an annular or rectangular frame that extends around the laser cutting head.
- This shielding device can also include a hold-down function in order to prevent the sheet from fluttering during a movement along the plane of the workpiece support.
- EP 0 734 304 B1 also provides a laser processing device for cutting or welding workpieces.
- This comprises a laser processing head, which is surrounded by an essentially fork-shaped or ring-shaped hold-down device and is preferably arranged centered therein.
- the hold-down device is actively pressed against the workpiece when welding workpieces.
- a drive is provided adjacent to the laser cutting head. The cutting machining of workpieces, in particular the cutting off of small parts from a scrap skeleton, is not possible with such a welding device.
- a method for removing a workpiece part is known, which is formed by separating machining on a plate-like workpiece resting on a workpiece support of a workpiece machine.
- a ring die with a suction device is provided in the workpiece support.
- a suction gripper with vacuum cups is positioned to the workpiece part, so that this workpiece part can be sucked up and lifted off.
- This processing machine comprises a punch processing device and a laser processing device.
- the laser processing device has a cutting head which can be moved above an opening of a beam trap.
- a shielding device is provided on the laser processing head, which has an angular frame on which a plurality of bristles is provided in the direction of the workpiece support in order to shield the processing point from the outside. These bristles are positioned at a greater distance from the laser processing head.
- DE 10 2008 041 774 A1 discloses a device for laser welding, in particular for laser micro-welding, of a first workpiece with a second workpiece.
- the laser processing head comprises a holder and a pressing element which is movably connected to the holding element on one side via an adjusting element. An opposite side of the pressing element is placed on the second workpiece without a gap by the adjusting element.
- the second workpiece lies on the first workpiece.
- the two workpieces are irradiated and welded with a laser beam through a through hole within the pressure element.
- a machine tool with a fusion cutting device which comprises a nozzle on a laser cutting head.
- a pressing mechanism is provided on the laser cutting head, on the underside of which ball rollers are provided, this pressing mechanism always holding the nozzle and a converging lens of the laser machining head at the same distance from the workpiece surface.
- the invention has for its object to provide a machine tool for machining workpieces, in particular plate-shaped workpieces, by means of which workpieces, in particular small parts, are processed with a laser beam and high process reliability is made possible.
- a hold-down element of the hold-down device which is oriented in the direction of the die and which can be adjusted at least at a distance from the support plane of the die is provided above one or both dies.
- This hold-down element which is aligned with the die and is assigned directly to an opening in the beam collecting device, prevents the workpieces, particularly small parts, from tilting.
- Such tilting of the small parts can be brought about by means of a cutting gas pressure when machining the workpieces by means of a laser beam.
- a cutting gas pressure during laser processing can also lead to the unintentional removal of small parts through the opening of the beam collection device. Due to the immediate positioning of the hold-down element above the die or die, hold-down forces can act on the smallest parts, so that unwanted tilting is reduced or prevented and process reliability is increased.
- the hold-down element is preferably elongated and aligned parallel to the opening of the beam collecting device.
- the hold-down function of the hold-down element alone, without an additional shielding function of the processing point, is sufficient to increase process reliability.
- the hold-down element can have a length that is the same size or larger than a diameter of the laser cutting head.
- the hold-down element can also extend only partially along the length of the die or completely along the length of the die. A lower element above the ends of the die is also possible.
- a preferred embodiment of the machine tool provides that one or both dies can be lowered and / or folded down relative to the plane of the workpiece support. This allows simple and quick disposal of remaining parts and / or workpieces, especially very small parts.
- One embodiment provides that one of the two matrices is fixedly aligned with the opening of the beam collection device, whereas the opposite die can be lowered and / or folded down. This lowerable and / or foldable die can be provided on a parts flap.
- the hold-down element is preferably adjustable above the preferably foldable and / or lowerable die to a distance that is smaller than the thickness of the workpiece to be machined. A sufficient contact pressure can thus be made possible via the hold-down element on the workpiece for the remaining contact on the die during processing.
- a further preferred embodiment of the machine tool provides that the hold-down element has a hold-down surface acting on the workpiece to be machined and is aligned with a long side of the hold-down surface parallel to the opening of the beam collecting device. This enables the hold-down element to be arranged close to the opening of the beam collecting device and, at the same time, undisturbed processing by the laser cutting head. As a result, even the smallest parts can be securely held, the dimensions of which, for example, extend from a support plane of the die to the center of the opening of the beam collection device.
- the die preferably has a die edge facing the opening of the beam collecting device, which is deflected in the direction of the beam collecting device in relation to a contact surface of the die provided in the support plane, an inclined surface extending between the contact surface of the die and the die edge.
- the inclined surface can allow waste parts to be easily discharged through the opening of the beam collecting device and prevents collisions of hanging sheet metal parts during their movement.
- a longitudinal edge is formed on the die between the inclined surface and the support surface.
- a longitudinal side of the hold-down surface of the hold-down element can be aligned parallel to this or assigned to it.
- the hold-down surface can also extend beyond the die in a direction facing away from the opening of the beam collecting device.
- the support plane of the die can be formed by balls, rollers, support plates or brushes.
- the long side of the hold-down surface of the hold-down element is aligned with the high point of the ball or roller or set back relative to this high point of the ball or roller in the direction of the workpiece support section.
- this has a holder for fastening the hold-down element to the laser processing head.
- the hold-down element is simultaneously moved with the laser processing head along the opening of the beam collecting device, so that the hold-down function is also given directly during a cutting process.
- the laser processing head is surrounded by a shielding device and the hold-down device is arranged within this shielding device and is fastened to the shielding device or the laser processing head.
- Such shielding devices form a closed curtain, in particular from brushes, which surround the laser processing head at a greater distance. This means that small parts cannot be fixed and positioned in relation to the die.
- the hold-down element is additionally provided within the shielding device and adjacent to the laser processing head.
- An alternative embodiment of the hold-down device provides a holder for fastening the hold-down element to the die or to the workpiece support section adjoining it or to a frame of the machine tool.
- the hold-down element preferably extends completely along the entire length of the die. The hold-down element is thus positioned on one side to an opening of the beam collecting device.
- the hold-down device provides a holder for attaching the hold-down element to a handling device, which is attached to a machine frame or is positioned separately from the machine frame.
- This handling device can comprise one or more gripping elements, for example by means of a vacuum suction device, in order to handle the workpieces.
- the hold-down device can additionally be attached to this handling device.
- the hold-down device can be positioned using axes of the handling device. This results in a greater degree of freedom in all axis directions.
- a further preferred embodiment of the machine tool provides that the hold-down element can or can be arranged and / or adjusted in position and / or height with respect to the die or the dies by a positioning device or by a handling device.
- the positioning device can move the hold-down element in height relative to the die in order to adjust the hold-down element to different material thicknesses of the workpiece to be machined.
- the positioning device can also change the position of the hold-down element along the die.
- Such a positioning device preferably engages the holder. This positioning device can additionally act on a frame of the machine tool and / or in an adjacent area on the workpiece support.
- the hold-down element is received by a handling device.
- a handling device This has the particular advantage that an application-specific activation can take place, so that, for example, the hold-down element is positioned in relation to the die if small parts are processed.
- the hold-down device can be completely removed from the work area for further processing. This also serves as protection against premature wear.
- the positioning device can also perform the same function. Both the positioning device and the handling device can each be designed to pivot the hold-down element into an active working position in which the hold-down element is aligned with the die.
- the hold-down element is preferably made of a non-combustible and / or heat-resistant and / or electrically non-conductive and / or low-wear and / or flexible material.
- a further preferred embodiment of the hold-down device provides the hold-down element as an elongate brush element, which comprises a plurality of brushes, in particular aramid brushes, and the free ends of the brushes form a common hold-down surface.
- Such brushes are particularly suitable because, on the one hand, they form sufficient shielding when they are lined up and, on the other hand, they allow a power transmission to apply a hold-down force to the workpieces or small parts.
- FIG. 1 shows a perspective view of a machine tool for processing plate-shaped workpieces
- FIG. 2 shows a schematic sectional view of a beam collecting device with a hold-down device on the laser cutting head
- FIG. 3 shows a schematic sectional view of an alternative embodiment to FIG. 2,
- FIG. 4 shows a schematic sectional view of a further alternative embodiment to FIG. 2,
- FIG. 5 shows a perspective view of an alternative embodiment of the hold-down device on the shielding device
- FIG. 6 shows a schematic sectional view of an alternative embodiment of a beam collecting device with the hold-down device according to FIG. 5,
- FIG. 7 shows a perspective view of a further alternative embodiment of the hold-down device
- FIG. 8 shows a schematic side view of the hold-down device according to FIG. 7 with a positioning device
- Figure 9 is a perspective view of a handling device with a hold-down device arranged thereon.
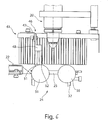
- a processing machine 11 is shown in perspective in FIG.
- This processing machine 11 is, for example, a hybrid processing machine.
- This hybrid processing machine 11 enables both laser processing and punching of plate-shaped workpieces.
- the processing machine 11 can also be just a laser cutting processing machine.
- This processing machine 11 has a closed base body 14, in particular a circumferential frame, which preferably extends in the Y direction.
- the workpiece support 16 is assigned a holding device 17 which has holding elements 18, 19.
- the holding elements 18, 19 are preferably designed as clamps or clamps.
- a cut workpiece 34 which is preferably designed as a plate-shaped workpiece, can be held by these holding elements 18, 19 and can be moved, for example, in the X direction of the workpiece plane (X / Y plane).
- a laser machining head 20 and / or a punch machining head 21 can be driven to be movable along the Y axis within the frame 14.
- linear drives which are independently controllable and not shown in detail are provided for the laser processing head 20 and the punching processing head 21.
- the processing machine 11 with a laser processing head 20 has a beam collection device 24 which extends in the Y direction and is provided below the travel axis of the laser processing head 20.
- a lower tool in particular a punching die, is provided below the workpiece support 16, which can preferably be moved in accordance with the punching processing head 21, preferably in the Y direction.
- the processing machine 11 has a handling device 26 on an end face of the frame 14. This is attached to the frame 14, for example.
- This handling device 26 comprises a support structure 27 which receives at least one gripping device 28.
- at least one gripping device 28 is provided such that it can be moved above the workpiece support 16 in order to feed the workpiece 34, in particular a plate-shaped raw material and / or the blank 34, to the processing machine 11 and to place it on the workpiece support 16.
- the handling device 26 also makes it possible to pick up machined workpieces and remove them from the workpiece support 16 and lead them out of the processing machine 11 and to place them in a magazine, a stack or a container.
- the workpiece support 16 has a first workpiece support section 22 and a second workpiece support section 23, which extend in front of and behind the frame 14.
- the beam collecting device 24 is provided between the first and second workpiece support sections 22, 23. This beam collecting device 24 preferably extends transversely to the transport direction of the workpieces 34.
- the beam collecting device 24 is designed in the Y direction and advantageously extends over the entire travel range of the laser cutting head 20.
- the beam collecting device 24 has an opening 25, so that a during machining of the workpiece 34 laser beam emerging at the bottom enters the beam collecting device 24 through the opening 25.
- the handling device 26 is held on the frame 14 by means of a support structure 27.
- this handling device 26 can be positioned separately from the frame and aligned with the workpiece support 16.
- the workpiece 34 to be machined is, for example, a workpiece part which is made from a plate-shaped material, in particular from a raw sheet.
- This workpiece 34 can be provided in order to produce small parts therefrom. These small parts can be introduced inside the workpiece 34 and can be held, for example, by a micro joint 54 (FIG. 5) in a residual grid or workpiece that then results. Small parts can also be cut directly from the workpiece part 34.
- FIG. 2 shows a schematic sectional view of a beam collecting device 24.
- the beam collecting device 24 comprises an opening 25 which is delimited by a first die 31 and a second die 36.
- the dies 31, 36 are elongated and advantageously extend along the entire opening 25 of the beam collection device 24. This opening 25 preferably extends over the entire travel range of the laser cutting head 20. In this embodiment of the machine tool 11, it is provided that the first and second dies 31, 36 are arranged fixed to the plane of the workpiece support 16.
- the die 31 has a contact surface 41. In the direction of the opening 25, an inclined surface 42 adjoins, which ends in a die edge 43.
- the die edge 43 is offset relative to the support surface 41 downward in the direction of the beam collecting device 24.
- the die 36 preferably has the same cross-sectional geometry as the die 31 and is aligned in mirror image with the opening 25 of the beam collecting device 24.
- a hold-down device 46 is attached to the laser cutting head 20.
- This hold-down device 46 comprises a holder 47, which is preferably detachably attached to a housing of the laser cutting head 20. Opposite this holder 47 receives a hold-down element 48.
- This hold-down element 48 can be adjustable in height to the holder 47. Alternatively, the holder 47 can be fixed in height in relation to the laser cutting head 20.
- the hold-down element 48 is preferably assigned to the die 31, which is preferably designed to be lowerable and / or foldable relative to the plane of the workpiece support 16.
- the hold-down element 48 is preferably elongated, as can be seen, for example, in FIG. 5.
- this hold-down element 48 is designed as a brush element.
- the free ends of the brushes form a hold-down surface 51.
- the workpiece 34 is fixed to the support surface 41 by this hold-down surface 51.
- the workpiece 34 is connected via the micro joint 54 to a residual grid 56 or to a raw sheet 57 that is still to be machined.
- the microjoint 54 is separated by the laser cutting head 20. A cutting gas flows around the laser beam, which likewise acts from the laser cutting head 20 in the direction of the beam collecting device 24.
- a tilting force can act on a section of the workpiece 34 located above the opening 25 of the beam collecting device 24 and generate a tilting moment.
- this cutting gas pressure can cause the workpieces 34 to tilt and be discharged into the beam collecting device 24.
- the working position of the workpiece 34 can be maintained by the hold-down element 48, which is set at a smaller distance from the support surface 41 of the die 31 than the thickness of the workpiece 34. Tilting of the workpiece 34 is prevented.
- the hold-down element 48 is preferably aligned with a longitudinal side 52, which is adjacent to the opening 25, in such a way that it lies in the transition region or an edge between the inclined surface 42 and the contact surface 41 of the matrix 31 or is positioned further away from the opening 25 .
- the length of the hold-down element 48 can correspond, for example, to the diameter of a cutting gas nozzle of the laser cutting head 20 or can also be slightly larger. In any case, the hold-down element 48 in this embodiment is formed many times shorter than the length of the die 31.
- the hold-down element 46 has a plurality of brushes. These brushes are preferably heat-resistant, non-flammable, electrically non-conductive, non-marking, low-wear and / or flexible. In particular, aramid brushes can also be used. Alternatively, ceramics, other plastic parts or composite materials can also be used for the hold-down element 48.
- the hold-down element 48 is simultaneously carried along when the laser cutting head 20 moves along the opening 25 of the beam collecting device 24. As a result, the hold-down element 48 always acts at the point at which the workpiece 34 is also machined.
- FIG. 3 shows an alternative embodiment of the machine tool 11, in which, for example, the die 36 is arranged fixed to the plane of the workpiece support surface 16.
- the die 31 can be lowered and / or folded down relative to the plane of the workpiece support 16.
- a lowering device 37 is provided, by means of which the die 31 can be lowered and / or folded down.
- This lowering device 37 has at least one adjusting element 38 which, for example, holds the die 31 in a height-adjustable manner.
- Such an actuating element 38 can be formed by a lifting cylinder which is driven pneumatically, hydraulically or electromagnetically.
- the lowering device 37 also has a swivel arrangement 39 which, for example, receives the at least one actuating element 38.
- This swivel arrangement 39 comprises a swivel arm 40, which in turn can be actuated by at least one adjusting element 38 so that it can be pivoted about a swivel axis 44, for example.
- this lowering device 37 can have exclusively adjusting elements 38 for the height adjustability or exclusively a swivel arrangement 39, as a result of which the die 31 can be folded down.
- the foldable die 31 can also be attached to a parts flap or to a pivotable table segment.
- the workpiece 34 can be guided past the beam collecting device 32 downward through the pivotable table segment or the parts flap.
- FIG. 4 shows a further alternative embodiment of the machine tool 11 to FIG. 3.
- both dies 31, 36 can be lowered and / or folded down relative to the plane of the workpiece support.
- a lowering device 37 which is described in FIG. 3, can be provided on each die 31, 36.
- the alternatives can also be provided.
- both dies 31, 36 can be controlled simultaneously with respect to a lowering movement and / or folding-down movement.
- the matrices 31, 36 can also be successively lowered and / or folded down.
- a lowering device 37 is provided on one die 31, 36, which can only be lowered, and a lowering device 37 is provided on the other die 36, 31, which can only be folded down.
- FIG. 5 shows an alternative embodiment of the hold-down device 46 to FIG. 2.
- This alternative embodiment differs in that the hold-down element 48 is fastened to a shielding device 61 via the holder 47 and not directly to the laser cutting head 20.
- This shielding device 61 can be formed by a round or angular frame which surrounds the laser cutting head 20. Brushes are also preferably provided on this frame in order to shield the processing point from the outside.
- the holder 47 can be designed without height adjustment, since the shielding device 61 is adjusted to the height of the workpiece 34 to be machined.
- the hold-down element 48 is arranged within the shielding device 61 and positioned in such a way that it is again above the contact surface 41 of the die 31 in order to hold down the workpiece 34 lying thereon and to fix it during the cutting operation.
- the die 31 can be lowered and / or folded down, so that the workpiece 34 initially clamped or held between the hold-down element 38 and the support surface 41 of the die 31 is free and can be discharged downwards.
- FIG. 6 shows an alternative embodiment of the beam collecting device 24 to FIG. 3.
- the arrangement of the hold-down device 46 to the laser cutting head 20 corresponds to the embodiment according to FIG. 3.
- the die 31 and the support bar 36 are formed in this embodiment as rollers or balls.
- the longitudinal side 52 of the hold-down surface 51 of the hold-down element 48 is aligned with the high point of the roller or balls, so that the hold-down element 48 extends opposite to the opening 25.
- the longitudinal side 52 of the hold-down surface 51 can also be arranged offset to the outside relative to the respective high point of the die 31 and the support strip 36 in the direction of the first and second workpiece support sections 22, 23.
- FIG. 2 An alternative embodiment of the hold-down device to FIG. 2 is shown in FIG.
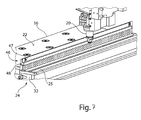
- the holding-down element 48 extends over the entire length of the die 31 or the opening 25 of the beam collecting device 24.
- the holder 47 which fastens to the beam collecting device 24, the workpiece support 16 or a frame 14, engages at the respective outer end of the holding-down element 48 can be.
- the holder 47 is preferably provided with a height adjustment in order to adjust the hold-down element 48 to the corresponding thickness of the workpiece 34 to be machined.
- the hold-down element 48 is thus positioned in a fixed manner relative to the beam collecting device 24 or to the die 31, whereas the laser cutting head 20 can be moved relative to the beam collecting device 24.
- FIG. 8 shows a schematic side view of an alternative embodiment to FIG. 5.
- a controllable positioning device 64 is provided, which receives the hold-down element 48.
- This positioning device 64 can be, for example, a pneumatic, hydraulic and / or electromagnetic cylinder or also a linear motor or other controllable servomotor.
- This positioning device 64 can be provided on the frame 14 or also on a frame arranged separately from it.
- This positioning device 64 can activate the hold-down element 48 in order to transfer it from a position remote from the die 31 into a working position. In the working position of the hold-down element 48, this holds the workpiece 34 down to the contact surface 41 of the die 31. The same can also apply to the die 36.
- the movement of the hold-down element 48 from the working position into a non-activated position can also result in a simplified positioning movement of the plate-shaped material and / or the workpieces 34 for a new cutting position and, if necessary, the workpiece or workpieces 34 can be held down to the die 31.
- a pivoting movement of the hold-down element 48 can also be controlled by the positioning device 64 in order to transfer it into the working position.
- FIG. 9 shows a further alternative embodiment for positioning the hold-down device 46 relative to the beam collecting device 24.
- the hold-down element 48 can be positioned on the end face on the gripping device 48.
- a residual grid can be held fixed by the gripping device 28.
- the workpieces 34 held in the scrap skeleton, for example by at least one microjoint 54, can then be fed to the opening 25 of the beam collecting device 24, the hold-down elements 48 in turn making it possible for small workpieces 34 to be held down during the cutting process and by this hold-down element 48 during processing by the Laser beam can be kept fixed to the die 31.
- the at least one hold-down element 48 is provided on the handling device 26, which only holds the hold-down element or elements 48. This positioning of the hold-down elements 48 can thus take place independently of the handling of the workpieces 34. This further increases the flexibility in using the hold-down elements 48.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Laser Beam Processing (AREA)
Abstract
Die Erfindung betrifft eine Werkzeugmaschine zum Bearbeiten von Werkstücken (34), insbesondere plattenförmigen Werkstücken, mit einer Werkstückauflage (16), welche eine erste und eine zweite Werkstückauflagefläche (22, 23) aufweist, mit einer Halteeinrichtung (17), welche das zumindest eine Werkstück greift und durch welche das Werkstück (34) relativ zur ersten und zweiten Werkstückauflagefläche (22, 23) verfahrbar ist, mit einer Strahlauffangvorrichtung (24), die zwischen der ersten und zweiten Werkstückauflagefläche (22, 23) vorgesehen ist und sich mit einer Öffnung (25) zwischen der ersten und zweiten Werkstückauflagefläche (22, 23) zumindest teilweise erstreckt, mit einer Laserbearbeitungseinrichtung (15), welche einen Laserschneidkopf (20) aufweist, der oberhalb der Öffnung (25) der Strahlauffangvorrichtung (24) verfahrbar ist, mit einer ersten und einer zweiten eine Öffnung (25) der Strahlauffangvorrichtung (24) begrenzenden Matrize (31, 36), wobei oberhalb einer der beiden Matrizen (31, 36) ein in Richtung der Matrizen (31, 36) ausgerichtetes Niederhalteelement (48) einer Niederhaiteeinrichtung (46) vorgesehen ist, welches zumindest im Abstand zur Auflageebene der Matrize (31) einstellbar ist.
Description
Werkzeugmaschine zum Bearbeiten von Werkstücken
Die Erfindung betrifft eine Werkzeugmaschine zum Bearbeiten von Werkstücken, insbesondere plattenförmigen Werkstücken, mit einer Werkstückauflage, welche eine erste und eine zweite Werkstückauflagefläche aufweist und mit einer Halteeinrichtung, welche das zumindest eine Werkstück greift und das Werkstück zumindest in und entgegen einer X-Richtung zur ersten und zweiten Werkstückauflagefläche verfährt, und mit einer Strahlauffangvorrichtung, die zwischen der ersten und zweiten Werkstückauflagefläche vorgesehen ist, und mit einer Laserbearbeitungseinrichtung, welche einen Laserschneidkopf aufweist, der oberhalb der Strahlauffangvorrichtung zumindest in Y-Richtung verfahrbar ist, und mit einer die Öffnung der Strahlauffangvorrichtung begrenzenden ersten und zweiten Matrize.
Aus der DE 10 2016 118 175 A1 ist eine derartige Werkzeugmaschine zum Bearbeiten von plattenförmigen Werkstücken bekannt. Diese Werkzeugmaschine weist des Weiteren ein Stanzwerkzeug auf, um das plattenförmige Werkstück zusätzlich mechanisch zu bearbeiten.
Aus der EP 3 219 429 A1 ist des Weiteren eine Werkzeugmaschine mit einer Stanzvorrichtung und einer Laserbearbeitungsvorrichtung bekannt. Diese Laserbearbeitungsvorrichtung umfasst einen Laserschneidkopf, durch den ein Laserstrahl in Richtung der Strahlauffangvorrichtung auf ein auf der Werkstückauflage positioniertes Werkstück gerichtet wird. Zur Abschirmung der Bearbeitungsstelle des Laserbearbeitungsstrahls an dem Werkstück ist eine Abschirmungsvorrichtung vorgesehen, welche an dem Laserbearbeitungskopf befestigt ist. Diese Abschirmungsvorrichtung umfasst einen ringförmigen oder rechteckförmigen Rahmen, der sich um den Laserschneidkopf erstreckt. Diese Abschirmungsvorrichtung kann auch eine Niederhaltefunktion umfassen, um ein Flattern des Bleches bei einer Verfahrbewegung entlang der Ebene der Werkstückauflage zu verhindern.
Aus der EP 0 734 304 B1 ist des Weiteren eine Laserbearbeitungsvorrichtung zum Schneiden oder Schweißen von Werkstücken vorgesehen. Diese umfasst einen Laserbearbeitungskopf, der von einem im Wesentlichen gabel- oder ringförmigen Niederhalter umgeben und darin vorzugsweise zentriert angeordnet ist. Zum Schweißen von Werkstücken wird der Niederhalter aktiv gegen das Werkstück gedrückt. Hierfür ist benachbart zum Laserschneidkopf ein Antrieb vorgesehen. Das schneidende Bearbeiten von Werkstücken, insbesondere das Abtrennen von Kleinstteilen aus einem Restgitter, ist durch eine solche Schweißvorrichtung nicht möglich.
Aus der EP 2 177 293 A1 ist ein Verfahren zum Entnehmen eines Werkstückteils bekannt, welches durch trennendes Bearbeiten an einem plattenartigen, auf einer Werkstückauflage einer Werkstückmaschine aufliegenden Werkstück gebildet ist. In der Werkstückauflage ist eine Ringmatrize mit einer Absaugeinrichtung vorgesehen. Nach dem Bearbeiten des Werkstücks wird ein Sauggreifer mit Vakuumsaugern zum Werkstückteil positioniert, so dass dieses Werkstückteil angesaugt und nach oben abgehoben werden kann.
Aus einer Firmenschrift: „TruMatic: Stanzen und Lasern perfekt kombiniert.“, TRUMPF Werkzeugmaschinen GmbH + Co. KG, Ident-Nr. 0372731_201410_F (Oktober 2014) ist eine Werkzeugmaschine zum Bearbeiten von plattenförmigen Werkstücken bekannt. Diese Bearbeitungsmaschine umfasst eine Stanzbearbeitungseinrichtung sowie eine Laserbearbeitungseinrichtung. Die Laserbearbeitungseinrichtung weist einen Schneidkopf auf, der oberhalb einer Öffnung einer Strahlfangvorrichtung verfahrbar ist. An dem Laserbearbeitungskopf ist eine Abschirmeinrichtung vorgesehen, welche einen eckigen Rahmen aufweist, an welchem in Richtung auf die Werkstückauflage eine Vielzahl von Borsten vorgesehen ist, um die Bearbeitungsstelle nach außen abzuschirmen. Diese Borsten sind in einem größeren Abstand zum Laserbearbeitungskopf positioniert.
Aus der DE 10 2008 041 774 A1 ist eine Vorrichtung zum Laserschweißen, insbesondere zum Lasermikroverschweißen, eines ersten Werkstücks mit einem zweiten Werkstück bekannt. Der Laserbearbeitungskopf umfasst eine Halterung und ein Anpresselement, welches an einer Seite über ein Stellelement beweglich mit dem Halteelement verbunden ist. Eine gegenüberliegende Seite des Anpresselementes wird durch das Stellelement spaltfrei auf dem zweiten Werkstück aufgesetzt. Das zweite Werkstück liegt auf dem ersten Werkstück auf. Die beiden Werkstücke werden mit einem Laserstrahl durch eine Durchgangsbohrung innerhalb des Anpresselementes hindurch bestrahlt und verschweißt.
Aus der DE 29 33 700 A1 ist eine Werkzeugmaschine mit einer Schmelzschneideinrichtung bekannt, welche eine Düse an einem Laser-Schneidkopf umfasst. An dem Laser-Schneidkopf ist ein Anpressmechanismus vorgesehen, an dessen Unterseite Kugelrollen vorgesehen sind, wobei dieser Anpressmechanismus die Düse und eine Sammellinse des LaserBearbeitungskopfes immer auf gleichem Abstand zur Werkstückoberfläche hält.
Der Erfindung liegt die Aufgabe zugrunde, eine Werkzeugmaschine zur Bearbeitung von Werkstücken, insbesondere plattenförmigen Werkstücken, zu schaffen, durch welche Werkstücke, insbesondere Kleinstteile, mit einem Laserstrahl bearbeitet werden und eine hohe Prozesssicherheit ermöglicht wird.
Diese Aufgabe wird durch eine Werkzeugmaschine zum Bearbeiten von Werkstücken gelöst, bei der oberhalb einer oder beiden Matrizen ein in Richtung der Matrize ausgerichtetes Niederhalteelement der Niederhalteeinrichtung vorgesehen ist, welches zumindest im Abstand zur Auflageebene der Matrize einstellbar ist. Dieses zur Matrize ausgerichtete und unmittelbar einer Öffnung der Strahlauffangvorrichtung zugeordnete Niederhalteelement verhindert ein Verkippen der Werkstücke, insbesondere Kleinstteilen. Ein solches Verkippen der Kleinstteile kann aufgrund eines Schneidgasdruckes bei der Bearbeitung der Werkstücke mittels eines Laserstrahls bewirkt werden. Eine solche Verkippung der Kleinstteile kann eine Störung in der Bearbeitungsmaschine verursachen. Auch kann durch einen Schneidgasdruck bei der Laserbearbeitung das Kleinstteil ungewollt durch die Öffnung der Strahlauffangvorrichtung abgeführt werden. Durch die unmittelbare Positionierung des Niederhalteelements oberhalb der Matrize bzw. Matrizen können Niederhalterkräfte auf die Kleinstteile wirken, sodass ein ungewolltes Verkippen reduziert oder verhindert und die Prozesssicherheit erhöht wird.
Bevorzugt ist das Niederhalteelement länglich ausgebildet und parallel zur Öffnung der Strahlauffangvorrichtung ausgerichtet. Allein die Niederhaltefunktion des Niederhalteelementes ohne eine zusätzliche Abschirmfunktion der Bearbeitungsstelle genügt zur Erhöhung der Prozesssicherheit.
Das Niederhalteelement kann eine Länge aufweisen, die gleich groß oder größer als ein Durchmesser des Laserschneidkopfes ist. Auch kann das Niederhalteelement sich nur teilweise entlang der Länge der Matrize oder vollständig entlang der Länge der Matrize erstrecken. Auch ein darüber hinaus stehendes Niederelement über die Enden der Matrize ist möglich.
Eine bevorzugte Ausführungsform der Werkzeugmaschine sieht vor, dass eine oder beide Matrizen gegenüber der Ebene der Werkstückauflage absenkbar und/oder abklappbar sind. Dadurch kann eine einfache und schnelle Entsorgung von Restteilen und/oder Werkstücken, insbesondere Kleinstteilen, erfolgen. Eine Ausführungsform sieht vor, dass eine der beiden Matrizen feststehend zur Öffnung der Strahlauffangvorrichtung ausgerichtet ist, wohingegen die gegenüberliegende Matrize absenkbar und/oder abklappbar ist. Diese absenkbare und/oder abklappbare Matrize kann an einer Teileklappe vorgesehen sein.
Bevorzugt ist das Niederhalteelement oberhalb der vorzugsweise abklappbaren und/oder absenkbaren Matrize auf einen Abstand einstellbar, der kleiner als die Dicke des zu bearbeitenden Werkstückes ist. Dadurch kann ein hinreichender Anpressdruck über das Niederhalteelement auf das Werkstück zur verbleibenden Anlage auf der Matrize während der Bearbeitung ermöglicht sein.
Eine weitere bevorzugte Ausgestaltung der Werkzeugmaschine sieht vor, dass das Niederhalteelement eine auf das zu bearbeitende Werkstück wirkende Niederhaltefläche aufweist und mit einer Längsseite der Niederhaltefläche parallel zur Öffnung der Strahlauffangvorrichtung ausgerichtet ist. Dies ermöglicht eine nahe Anordnung des Niederhalteelements zur Öffnung der Strahlauffangvorrichtung und gleichzeitig eine ungestörte Bearbeitung durch den Laserschneidkopf. Dadurch können auch Kleinstteile sicher gehalten werden, deren Abmessung sich beispielsweise von einer Auflageebene der Matrize bis zur Mitte der Öffnung der Strahlauffangvorrichtung erstreckt.
Die Matrize weist bevorzugt eine zur Öffnung der Strahlauffangvorrichtung weisende Matrizenkante auf, welche gegenüber einer in der Auflageebene vorgesehene Auflagefläche der Matrize in Richtung zur Strahlauffangvorrichtung abgelenkt ist, wobei sich zwischen der Auflagefläche der Matrize und der Matrizenkante eine Schrägfläche erstreckt. Die Schrägfläche kann ein einfaches Ausschleusen von Abfallteilen durch die Öffnung der Strahlauffangvorrichtung ermöglichen und verhindert Kollisionen herabhängender Blechteile bei deren Verfahrbewegung. Zwischen der Schrägfläche und der Auflagefläche ist eine Längskante an der Matrize gebildet. Parallel zu dieser beziehungsweise dieser zugeordnet kann eine Längsseite der Niederhaltefläche des Niederhalteelementes ausgerichtet sein. Dadurch wird ein Minimum an Abstand zwischen dem Niederhalteelement und der Bearbeitungsstelle des Laserschneidkopfes erzielt, um auch im Maß kleine Werkstücke oder Teile noch in Anlage auf der Auflagefläche der Matrize zu fixieren. Die Niederhaltefläche kann sich auch über die Matrize hinaus in eine von der Öffnung der Strahlauffangvorrichtung abgewandten Richtung erstrecken.
Alternativ kann die Auflageebene der Matrize durch Kugeln, Rollen, Auflagebleche oder Bürsten gebildet sein. Die Längsseite der Niederhaltefläche des Niederhalteelementes ist zum Hochpunkt der Kugel oder Rolle ausgerichtet oder gegenüber diesem Hochpunkt der Kugel oder der Rolle in Richtung auf den Werkstückauflageabschnitt zurückversetzt. Bei einer solchen alternativen Ausgestaltung der Matrize können dieselben Vorteile wie bei einer leistenförmigen Matrize erzielt werden.
Gemäß einer bevorzugten Ausführungsform der Niederhalteeinrichtung weist diese eine Halterung zur Befestigung des Niederhalteelementes an dem Laserbearbeitungskopf auf. Eine solche Ausgestaltung weist den Vorteil auf, dass das Niederhalteelement gleichzeitig mit dem Laserbearbeitungskopf entlang der Öffnung der Strahlauffangvorrichtung verfahren wird, sodass unmittelbar bei einem Schneidprozess auch die Niederhaltefunktion gegeben ist. Alternativ kann vorgesehen sein, dass der Laserbearbeitungskopf von einer Abschirmeinrichtung umgeben und innerhalb dieser Abschirmeinrichtung die Niederhalteeinrichtung angeordnet und an der Abschirmeinrichtung oder dem Laserbearbeitungskopf befestigt ist. Solche Abschirmeinrichtungen bilden einen geschlossenen Vorhang, insbesondere aus Bürsten, welche den Laserbearbeitungskopf mit einem größeren Abstand umgeben. Dadurch können Kleinstteile nicht fixiert und zur Matrize positioniert sein. Hierfür ist zusätzlich das Niederhalteelement innerhalb der Abschirmeinrichtung und benachbart zum Laserbearbeitungskopf vorgesehen.
Eine alternative Ausgestaltung der Niederhaltevorrichtung sieht eine Halterung zum Befestigen des Niederhalteelementes an der Matrize oder dem daran angrenzenden Werkstückauflageabschnitt oder an einem Rahmen der Werkzeugmaschine vor. Bei dieser Ausgestaltung erstreckt sich das Niederhalteelement bevorzugt vollständig entlang der gesamten Länge der Matrize. Somit ist das Niederhalteelement einseitig zu einer Öffnung der Strahlauffangvorrichtung positioniert.
Eine weitere alternative Ausgestaltung der Niederhaltevorrichtung sieht eine Halterung zum Befestigen des Niederhalteelements an einer Handhabungseinrichtung vor, welche an einem Maschinenrahmen befestigt oder getrennt zum Maschinenrahmen positioniert ist. Diese Handhabungseinrichtung kann ein oder mehrere Greifelemente, beispielsweise mittels Vakuumsauger, umfassen, um die Werkstücke zu handhaben. An dieser Handhabungseinrichtung kann zusätzlich die Niederhaltevorrichtung angebracht sein.
Die Positionierung der Niederhaltevorrichtung kann mit Hilfe von Achsen der Handhabungseinrichtung erfolgen. Daraus resultiert ein größerer Freiheitsgrad in allen Achsrichtungen.
Eine weitere bevorzugte Ausgestaltung der Werkzeugmaschine sieht vor, dass das Niederhalteelement durch eine Positioniereinrichtung oder durch eine Handhabungseinrichtung in der Lage und/oder Höhe zu der Matrize oder den Matrizen anordenbar und/oder einstellbar ist oder sind. Die Positioniereinrichtung kann das Niederhalteelement in der Höhe gegenüber der Matrize verfahren, um das Niederhalteelement auf unterschiedliche Materialstärken des zu bearbeitenden Werkstückes einzustellen. Auch kann die Positioniereinrichtung längs der Matrize eine Veränderung in der Position des Niederhalteelementes durchführen. Eine solche Positioniereinrichtung greift bevorzugt an der Halterung an. Diese Positioniereinrichtung kann zusätzlich an einem Rahmen der Werkzeugmaschine und/oder in einem angrenzenden Bereich an die Werkstückauflage angreifen.
Alternativ kann vorgesehen sein, dass das Niederhalteelement von einer Handhabungseinrichtung aufgenommen wird. Dies weist insbesondere den Vorteil auf, dass eine anwendungsspezifische Aktivierung erfolgen kann, so dass beispielsweise das Niederhalteelement zur Matrize positioniert wird, sofern Kleinstteile bearbeitet werden. Bei weiteren Bearbeitungen kann die Niederhaltevorrichtung aus dem Arbeitsbereich vollständig entfernt werden. Dies dient auch als Schutz vor verfrühtem Verschleiß. Die gleiche Funktion kann auch die Positioniereinrichtung erfüllen. Sowohl die Positioniereinrichtung als auch die Handhabungseinrichtung können jeweils dazu ausgebildet sein, um das Niederhalteelement auch in eine aktive Arbeitsposition einzuschwenken, in welcher das Niederhalteelement zur Matrize ausgerichtet ist.
Das Niederhalteelement ist bevorzugt aus einem nicht brennbaren und/oder hitzebeständigen und/oder elektrisch nicht leitfähigen und/oder verschleißarmen und/oder flexiblen Material ausgebildet.
Eine weitere bevorzugte Ausgestaltung der Niederhalteeinrichtung sieht das Niederhalteelement als längliches Bürstenelement vor, welches eine Vielzahl von Bürsten, insbesondere Aramidbürsten, umfasst und die freien Enden der Bürsten eine gemeinsame Niederhaltefläche bilden. Solche Bürsten eignen sich im Besonderen, da diese zum einen bei einer Aneinanderreihung eine hinreichende Abschirmung bilden und zum anderen eine Kraftübertragung zur Aufbringung einer Niederhaltekraft auf die Werkstücke oder Kleinstteile ermöglichen.
Die Erfindung sowie weitere vorteilhafte Ausführungsformen und Weiterbildungen derselben werden im Folgenden anhand der in den Zeichnungen dargestellten Beispiele näher beschrieben und erläutert. Die der Beschreibung und den Zeichnungen zu entnehmenden Merkmale können einzeln für sich oder zu mehreren in beliebiger Kombination erfindungsgemäß angewandt werden. Es zeigen:
Figur 1 eine perspektivische Ansicht einer Werkzeugmaschine zum Bearbeiten von plattenförmigen Werkstücken,
Figur 2 eine schematische Schnittansicht einer Strahlauffangvorrichtung mit einer Niederhalteeinrichtung am Laserschneidkopf,
Figur 3 eine schematische Schnittansicht einer alternativen Ausführungsform zu Figur 2,
Figur 4 eine schematische Schnittansicht einer weiteren alternativen Ausführungsform zu Figur 2,
Figur 5 eine perspektivische Ansicht einer alternativen Ausführungsform der Niederhalteeinrichtung an der Abschirmeinrichtung,
Figur 6 eine schematische Schnittansicht einer alternativen Ausführungsform einer Strahlauffangvorrichtung mit der Niederhalteeinrichtung gemäß Figur 5,
Figur 7 eine perspektivische Ansicht einer weiteren alternativen Ausführungsform der Niederhalteeinrichtung,
Figur 8 eine schematische Seitenansicht der Niederhalteeinrichtung gemäß Figur 7 mit einer Positioniereinrichtung, und
Figur 9 eine perspektivische Ansicht einer Handlingseinrichtung mit einer daran angeordneten Niederhalteeinrichtung.
In Figur 1 ist perspektivisch eine Bearbeitungsmaschine 11 dargestellt. Diese Bearbeitungsmaschine 11 ist beispielsweise eine Hybridbearbeitungsmaschine. Diese Hybridbearbeitungsmaschine 11 ermöglicht sowohl eine Laserbearbeitung als auch eine Stanzbearbeitung von plattenförmigen Werkstücken. Alternativ kann die Bearbeitungsmaschine 11 auch nur eine Laserschneidbearbeitungsmaschine sein. Diese Bearbeitungsmaschine 11 weist einen geschlossenen Grundkörper 14, insbesondere einen umlaufenden Rahmen, auf, der sich vorzugsweise in Y-Richtung erstreckt. Diesen Rahmen 14 durchquert eine Werkstückauflage 16, welche sich in X-Richtung erstreckt. Der Werkstückauflage 16 ist eine Halteeinrichtung 17 zugeordnet, welche Halteelemente 18, 19 aufweist. Vorzugsweise sind die Halteelemente 18, 19 als Klammern oder Klemmen ausgebildet. Durch diese Halteelemente 18, 19 kann ein zugeschnittenes Werkstück 34, das vorzugsweise als ein plattenförmiges Werkstück ausgebildet ist, gehalten und beispielsweise in X-Richtung der Werkstückebene (X/Y-Ebene) verfahren werden. Zur Bearbeitung eines plattenförmigen Werkstücks 34 kann ein Laserbearbeitungskopf 20 und/oder ein Stanzbearbeitungskopf 21 entlang der Y-Achse innerhalb des Rahmens 14 verfahrbar angesteuert werden. Hierzu sind für den Laserbearbeitungskopf 20 und den Stanzbearbeitungskopf 21 jeweils unabhängig voneinander ansteuerbare und nicht näher dargestellte Linearantriebe vorgesehen.
Die Bearbeitungsmaschine 11 mit einem Laserbearbeitungskopf 20 weist eine Strahlauffangvorrichtung 24 auf, welche sich in Y-Richtung erstreckt und unterhalb der Verfahrachse des Laserbearbeitungskopfes 20 vorgesehen ist.
Sofern die Bearbeitungsmaschine 11 einen Stanzbearbeitungskopf 21 aufweist, ist unterhalb der Werkstückauflage 16 ein Unterwerkzeug, insbesondere eine Stanzmatrize, vorgesehen, welche vorzugsweise entsprechend dem Stanzbearbeitungskopf 21, vorzugsweise in Y-Richtung, verfahrbar ist.
Die Bearbeitungsmaschine 11 weist an einer Stirnseite des Rahmens 14 eine Handlingseinrichtung 26 auf. Diese ist beispielsweise am Rahmen 14 befestigt. Diese Handlingseinrichtung 26 umfasst eine Tragstruktur 27, welche zumindest eine Greifeinrichtung 28 aufnimmt. Durch diese Handlingseinrichtung 26 ist zumindest eine Greifeinrichtung 28 oberhalb der Werkstückauflage 16 verfahrbar vorgesehen, um das Werkstück 34, insbesondere ein plattenförmiges Rohmaterial und/oder den Zuschnitt 34, der Bearbeitungsmaschine 11 zuzuführen und auf der Werkstückauflage 16 aufzulegen.
Die Handlingseinrichtung 26 ermöglicht des Weiteren, bearbeitete Werkstücke aufzunehmen und von der Werkstückauflage 16 zu entnehmen und aus der Bearbeitungsmaschine 11 herauszuführen und diese in einem Magazin, einem Stapel oder Behälter abzulegen.
Die Werkstückauflage 16 weist einen ersten Werkstückauflageabschnitt 22 und einen zweiten Werkstückauflageabschnitt 23 auf, die sich vor und hinter dem Rahmen 14 erstrecken. Zwischen dem ersten und zweiten Werkstückauflageabschnitt 22, 23 ist die Strahlauffangvorrichtung 24 vorgesehen. Diese Strahlauffangvorrichtung 24 erstreckt sich bevorzugt quer zur Transportrichtung der Werkstücke 34. Die Strahlauffangvorrichtung 24 ist in Y-Richtung ausgebildet und erstreckt sich vorteilhafterweise über den gesamten Verfahrbereich des Laserschneidkopfes 20. Die Strahlauffangvorrichtung 24 weist eine Öffnung 25 auf, sodass ein bei der Bearbeitung des Werkstückes 34 unten austretender Laserstrahl durch die Öffnung 25 hindurch in die Strahlauffangvorrichtung 24 hineintritt.
Bei der in Figur 1 dargestellten Ausführungsform ist die Handlingseinrichtung 26 mittels einer Tragstruktur 27 am Rahmen 14 gehalten. Alternativ kann diese Handlingseinrichtung 26 separat zum Rahmen positioniert und zur Werkstückauflage 16 ausgerichtet sein.
Bei dem zu bearbeitenden Werkstück 34 handelt es sich beispielsweise um ein Werkstückteil, welches aus einem plattenförmigen Material, insbesondere aus einem Rohblech, hergestellt ist. Dieses Werkstück 34 kann dafür vorgesehen sein, um daraus Kleinstteile herzustellen. Dabei können diese Kleinstteile innerhalb des Werkstücks 34 eingebracht werden und beispielsweise durch einen Mikrojoint 54 (Figur 5) in einem sich dann ergebenden Restgitter oder Restwerkstück gehalten werden. Auch können vom Werkstückteil 34 unmittelbar Kleinstteile geschnitten werden.
In Figur 2 ist eine schematische Schnittansicht einer Strahlauffangvorrichtung 24 dargestellt. Die Strahlauffangvorrichtung 24 umfasst eine Öffnung 25, welche durch eine erste Matrize 31 und eine zweite Matrize 36 begrenzt ist.
Die Matrizen 31, 36 sind länglich ausgebildet und erstrecken sich vorteilhafterweise entlang der gesamten Öffnung 25 der Strahlauffangvorrichtung 24. Diese Öffnung 25 erstreckt sich bevorzugt über den gesamten Verfahrbereich des Laserschneidkopfes 20. Bei dieser Ausführungsform der Werkzeugmaschine 11 ist vorgesehen, dass die erste und zweite Matrize 31, 36 feststehend zur Ebene der Werkstückauflage 16 angeordnet sind.
Die Matrize 31 weist eine Auflagefläche 41 auf. In Richtung auf die Öffnung 25 zuweisend schließt sich eine Schrägfläche 42 an, die in einer Matrizenkante 43 endet. Die Matrizenkante 43 ist gegenüber der Auflagefläche 41 nach unten in Richtung Strahlauffangvorrichtung 24 versetzt. Die Matrize 36 weist bevorzugt eine gleiche Querschnittsgeometrie zur Matrize 31 auf und ist spiegelbildlich zur Öffnung 25 der Strahlauffangvorrichtung 24 ausgerichtet.
Am Laserschneidkopf 20 ist eine Niederhaltevorrichtung 46 befestigt. Diese Niederhaltevorrichtung 46 umfasst eine Halterung 47, die an einem Gehäuse des Laserschneidkopfes 20 vorzugsweise lösbar befestigt ist. Gegenüberliegend nimmt diese Halterung 47 ein Niederhalteelement 48 auf. Dieses Niederhalteelement 48 kann in der Höhe einstellbar zur Halterung 47 sein. Alternativ kann die Halterung 47 in der Höhe einstellbar zum Laserschneidkopf 20 fixierbar sein.
Das Niederhalteelement 48 ist bevorzugt der Matrize 31 zugeordnet, welche bevorzugt absenkbar und/oder abklappbar gegenüber der Ebene der Werkstückauflage 16 ausgebildet ist.
Das Niederhalteelement 48 ist bevorzugt länglich ausgebildet, wie dies beispielhaft in Figur 5 hervorgeht. Dieses Niederhalteelement 48 ist gemäß einer ersten Ausführungsform als Bürstenelement ausgebildet. Die freien Enden der Bürsten bilden eine Niederhaltefläche 51. Durch diese Niederhaltefläche 51 wird das Werkstück 34 zur Auflagefläche 41 fixiert. Im Ausführungsbeispiel ist das Werkstück 34 über den Mikrojoint 54 zu einem Restgitter 56 oder zu einem noch zu bearbeitenden Rohblech 57 verbunden. Durch den Laserschneidkopf 20 wird der Mikrojoint 54 abgetrennt. Der Laserstrahl wird von einem Schneidgas umströmt, welches ebenfalls vom Laserschneidkopf 20 in Richtung Strahlauffangvorrichtung 24 wirkt. Durch den Druck des Schneidgases kann eine Kippkraft auf einen sich über der Öffnung 25 der Strahlauffangvorrichtung 24 befindenden Abschnitt des Werkstückes 34 wirken und ein Kippmoment erzeugen. Bei kleinen Werkstücken 34, welche sich beispielsweise nicht über die Matrize 31 hinaus oder nur geringfügig in Richtung auf den zweiten Werkstückauflageabschnitt 23 erstrecken, kann dieser Schneidgasdruck ein Verkippen und Abführen der Werkstücke 34 in die Strahlauffangvorrichtung 24 bewirken. Durch das Niederhalteelement 48, welches im Abstand zur Auflagefläche 41 der Matrize 31 mit einem geringeren Abstand eingestellt wird als die Dicke des Werkstücks 34, kann die Arbeitsposition des Werkstücks 34 aufrechterhalten bleiben. Ein Verkippen des Werkstücks 34 wird verhindert.
Das Niederhalteelement 48 wird bevorzugt mit einer Längsseite 52, die benachbart zur Öffnung 25 ist, derart zur Matrize 31 ausgerichtet, dass diese im Übergangsbereich oder einer Kante zwischen der Schrägfläche 42 und der Auflagefläche 41 der Matrize 31 liegt oder weiter entfernt zur Öffnung 25 positioniert ist.
Die Länge des Niederhalteelements 48 kann beispielsweise im Durchmesser einer Schneidgasdüse des Laserschneidkopfes 20 entsprechen oder auch geringfügig größer sein. Jedenfalls ist das Niederhalteelement 48 bei dieser Ausführungsform um ein Vielfaches kürzer als die Länge der Matrize 31 ausgebildet.
Das Niederhalteelement 46 weist eine Vielzahl von Bürsten auf. Diese Bürsten sind bevorzugt hitzebeständig, nicht brennbar, elektrisch nicht leitend, abdruckfrei, verschleißarm und/oder flexibel. Insbesondere können auch Aramidbürsten eingesetzt werden. Alternativ können für das Niederhalteelement 48 auch Keramiken, sonstige Kunststoffteile oder Verbundwerkstoffe zum Einsatz kommen.
Bei dieser in Figur 2 dargestellten Ausführungsform wird das Niederhalteelement 48 bei einer Verfahrbewegung des Laserschneidkopfes 20 entlang der Öffnung 25 der Strahlauffangvorrichtung 24 gleichzeitig mitgeführt. Dadurch wirkt das Niederhalteelement 48 immer an der Stelle, an der auch die Bearbeitung des Werkstückes 34 erfolgt.
Die Figur 3 zeigt eine alternative Ausführungsform der Werkzeugmaschine 11, bei der beispielsweise die Matrize 36 feststehend zur Ebene der Werkstückauflagefläche 16 angeordnet ist. Die Matrize 31 ist gegenüber der Ebene der Werkstückauflage 16 nach unten absenkbar und/oder abklappbar. Beispielsweise ist eine Absenkeinrichtung 37 vorgesehen, durch welche die Matrize 31 absenkbar und/oder abklappbar ist. Diese Absenkeinrichtung 37 weist wenigstens ein Stellelement 38 auf, welches beispielsweise die Matrize 31 höhenverstellbar aufnimmt. Ein solches Stellelement 38 kann durch einen Hubzylinder, der pneumatisch, hydraulisch oder elektromagnetisch angetrieben ist, ausgebildet sein. Die Absenkeinrichtung 37 weist des Weiteren eine Schwenkanordnung 39 auf, die beispielsweise das zumindest eine Stellelement 38 aufnimmt. Diese Schwenkanordnung 39 umfasst einen Schwenkarm 40, der wiederum durch zumindest ein Stellelement 38 klappbar um beispielsweise eine Schwenkachse 44 betätigt werden kann.
Alternativ kann diese Absenkeinrichtung 37 ausschließlich Stellelemente 38 für die Höhenverstellbarkeit oder ausschließlich eine Schwenkanordnung 39 aufweisen, wodurch die Matrize 31 abklappbar ist.
Die abklappbare Matrize 31 kann auch an einer Teileklappe oder an einem schwenkbaren Tischsegment befestigt sein. Durch das schwenkbare Tischsegment oder die Teileklappe kann das Werkstück 34 an der Strahlauffangvorrichtung 32 vorbei nach unten geführt werden.
In Figur 4 ist eine weitere alternative Ausführungsform der Werkzeugmaschine 11 zu Figur 3 dargestellt. Bei dieser Ausführungsform sind beide Matrizen 31, 36 gegenüber der Ebene der Werkstückauflage absenkbar und/oder abklappbar. Beispielsweise kann an jeder Matrize 31, 36 eine Absenkeinrichtung 37 vorgesehen sein, welche in Figur 3 beschrieben ist. Auch können die Alternativen vorgesehen sein. Bei dieser Ausführungsform können beide Matrizen 31, 36 gleichzeitig bezüglich einer Absenkbewegung und/oder Abklappbewegung angesteuert werden. Auch können die Matrizen 31, 36 aufeinanderfolgend abgesenkt und/oder abgeklappt werden.
Auch ist möglich, dass an der einen Matrize 31, 36 eine Absenkeinrichtung 37 vorgesehen ist, welche lediglich absenkbar ist und an der anderen Matrize 36, 31 eine Absenkeinrichtung 37 vorgesehen ist, welche lediglich abklappbar ist.
In Figur 5 ist eine alternative Ausführungsform der Niederhaltevorrichtung 46 zu Figur 2 dargestellt. Diese alternative Ausführungsform weicht dahingehend ab, dass das Niederhalteelement 48 über die Halterung 47 an einer Abschirmeinrichtung 61 befestigt ist und nicht unmittelbar am Laserschneidkopf 20. Diese Abschirmeinrichtung 61 kann durch einen runden oder eckigen Rahmen gebildet sein, der den Laserschneidkopf 20 umgibt. An diesem Rahmen sind bevorzugt ebenfalls Bürsten vorgesehen, um die Bearbeitungsstelle nach außen abzuschirmen. Bei dieser Ausführungsform kann die Halterung 47 ohne Höhenverstellung ausgebildet sein, da die Abschirmeinrichtung 61 auf die Höhe des zu bearbeitenden Werkstücks 34 eingestellt wird. Das Niederhalteelement 48 ist innerhalb der Abschirmeinrichtung 61 angeordnet und derart positioniert, dass dieses sich wieder oberhalb der Auflagefläche 41 der Matrize 31 befindet, um das darauf aufliegende Werkstück 34 niederzuhalten und während der Schneidbearbeitung zu fixieren.
Nachdem das Werkstück 34 geschnitten wurde oder der Mikrojoint 54 durchtrennt wurde, kann die Matrize 31 nach unten abgesenkt und/oder abgeklappt werden, so dass das zunächst für den Schneidprozess zwischen dem Niederhalteelement 38 und der Auflagefläche 41 der Matrize 31 eingespannte oder gehaltene Werkstück 34 frei wird und nach unten ausgeschleust werden kann.
In Figur 6 ist eine alternative Ausgestaltung der Strahlauffangvorrichtung 24 zu Figur 3 dargestellt. Die Anordnung der Niederhaltevorrichtung 46 zum Laserschneidkopf 20 entspricht der Ausführungsform gemäß Figur 3.
Die Matrize 31 und die Auflageleiste 36 sind bei dieser Ausführungsform als Rollen oder Kugeln ausgebildet. Bei einer solchen Ausgestaltung ist die Längsseite 52 der Niederhaltefläche 51 des Niederhalteelementes 48 zum Hochpunkt der Rolle oder Kugeln ausgerichtet, sodass sich das Niederhalteelement 48 entgegengesetzt zur Öffnung 25 erstreckt. Auch kann die Längsseite 52 der Niederhaltefläche 51 gegenüber dem jeweiligen Hochpunkt der Matrize 31 und Auflageleiste 36 jeweils in Richtung auf den ersten und zweiten Werkstückauflageabschnitt 22, 23 nach außen versetzt angeordnet sein.
In Figur 7 ist eine alternative Ausgestaltung der Niederhaltevorrichtung zu Figur 2 dargestellt. Bei dieser Ausführungsform erstreckt sich das Niederhalteelement 48 über die gesamte Länge der Matrize 31 beziehungsweise der Öffnung 25 der Strahlauffangvorrichtung 24. Am jeweiligen äußeren Ende des Niederhalteelementes 48 greift die Halterung 47 an, welche an der Strahlauffangvorrichtung 24, der Werkstückauflage 16 oder einem Rahmen 14 befestigt sein kann. Bevorzugt ist die Halterung 47 mit einen Höhenverstellung vorgesehen, um das Niederhalteelement 48 auf die entsprechende Dicke des zu bearbeitenden Werkstücks 34 einzustellen.
Das Niederhalteelement 48 ist somit feststehend zur Strahlauffangvorrichtung 24 bzw. zur Matrize 31 positioniert, wohingegen der Laserschneidkopf 20 verfahrbar zur Strahlauffangvorrichtung 24 ist.
In Figur 8 ist eine schematische Seitenansicht einer alternativen Ausführungsform zu Figur 5 dargestellt. Bei dieser Ausführungsform ist eine ansteuerbare Positioniereinrichtung 64 vorgesehen, welche das Niederhalteelement 48 aufnimmt. Diese Positioniereinrichtung 64 kann beispielsweise ein pneumatischer, hydraulischer und/oder elektromagnetischer Zylinder oder auch ein Linearmotor oder sonstiger ansteuerbarer Stellmotor sein. Diese Positioniereinrichtung 64 kann am Rahmen 14 oder auch an einem separat dazu angeordneten Gestell vorgesehen sein. Durch diese Positioniereinrichtung 64 kann eine Aktivierung des Niederhalteelementes 48 erfolgen, um dieses aus einer entfernt zur Matrize 31 angeordneten Position in eine Arbeitsposition überzuführen. In der Arbeitsposition des Niederhalteelementes 48 hält dieses das Werkstück 34 zur Auflagefläche 41 der Matrize 31 nieder. Analoges kann auch für die Matrize 36 gelten. Durch die Verfahrbewegung des Niederhalteelementes 48 aus der Arbeitsposition in eine nicht aktivierte Position kann auch eine vereinfachte Positionierbewegung des plattenförmigen Materials und/oder der Werkstücke 34 für eine neue Schneidposition erfolgen und bedarfsmäßig das oder die Werkstücke 34 zur Matrize 31 niedergehalten werden.
Durch die Positioniereinrichtung 64 kann auch eine Schwenkbewegung des Niederhalteelementes 48 angesteuert werden, um dieses in die Arbeitsposition überzuführen.
In Figur 9 ist eine weitere alternative Ausführungsform zur Positionierung der Niederhaltevorrichtung 46 zur Strahlauffangvorrichtung 24 dargestellt. An der Greifeinrichtung 48 kann das Niederhalteelement 48 stirnseitig positioniert sein. Somit kann beispielsweise ein Restgitter durch die Greifeinrichtung 28 fixiert gehalten sein. Die im Restgitter beispielsweise durch zumindest einen Mikrojoint 54 gehaltenen Werkstücke 34 können daraufhin der Öffnung 25 der Strahlauffangvorrichtung 24 zugeführt werden, wobei die Niederhalteelemente 48 wiederum die Funktion ermöglichen, dass kleine Werkstücke 34 während dem Schneidprozess niedergehalten und durch dieses Niederhalteelement 48 während der Bearbeitung durch den Laserstrahl zur Matrize 31 fixiert gehalten werden können.
Des Weiteren kann alternativ vorgesehen sein, dass das zumindest eine Niederhalteelement 48 an der Handlingseinrichtung 26 vorgesehen ist, welche ausschließlich das oder die Niederhalteelemente 48 aufnimmt. Somit kann diese Positionierung der Niederhalteelemente 48 unabhängig von der Handhabung der Werkstücke 34 erfolgen. Dadurch wird die Flexibilität im Einsatz der Niederhalteelemente 48 weitererhöht.
Claims (13)
- Werkzeugmaschine zum Bearbeiten von Werkstücken (34), insbesondere plattenförmigen Werkstücken,- mit einer Werkstückauflage (16), welche eine erste und eine zweite Werkstückauflagefläche (22, 23) aufweist,- mit einer Halteeinrichtung (17), welche das zumindest eine Werkstück (34) greift und durch welche das Werkstück (34) relativ zur ersten und zweiten Werkstückauflagefläche (22, 23) verfahrbar ist,- mit einer Strahlauffangvorrichtung (24), die zwischen der ersten und zweiten Werkstückauflagefläche (22, 23) vorgesehen ist und sich mit einer Öffnung (25) zwischen der ersten und zweiten Werkstückauflagefläche (22, 23) zumindest teilweise erstreckt,- mit einer Laserbearbeitungseinrichtung (15), welche einen Laserschneidkopf (20) aufweist, der oberhalb der Öffnung (25) der Strahlauffangvorrichtung (24) verfahrbar ist,- mit einer ersten und einer zweiten eine Öffnung (25) der Strahlauffangvorrichtung (24) begrenzenden Matrize (31, 36),dadurch gekennzeichnet,- dass oberhalb einer der beiden Matrizen (31, 36) ein in Richtung der Matrizen (31, 36) ausgerichtetes Niederhalteelement (48) einer Niederhalteeinrichtung (46) vorgesehen ist, welches zumindest im Abstand zur Auflageebene der Matrize (31) einstellbar ist.
- Werkzeugmaschine nach Anspruch 1, dadurch gekennzeichnet, dass das Niederhalteelement (48) länglich ausgebildet ist und parallel zur Öffnung (25) der Strahlauffangvorrichtung (24) ausgerichtet ist.
- Werkzeugmaschine nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass eine oder beide Matrizen (31, 36) gegenüber der Ebene der Werkstückauflage (16) absenkbar und/oder abklappbar sind.
- Werkzeugmaschine nach Anspruch 3, dadurch gekennzeichnet, dass das Niederhalteelement (48) oberhalb der vorzugsweise absenkbaren und/oder abklappbaren Matrizen (31, 36) auf einen Abstand einstellbar ist, der kleiner als die Dicke des zu bearbeitenden Werkstücks (34) ist.
- Werkzeugmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Niederhalteelement (48) eine auf das zu bearbeitende Werkstück (34) wirkende Niederhaltefläche (51) aufweist, wobei eine Längsseite (52) der Niederhaltefläche (51) parallel zur Öffnung (25) der Strahlauffangvorrichtung (24) ausgerichtet ist.
- Werkzeugmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Matrizen (31, 36) eine zur Öffnung weisende Matrizenkante (43) aufweist, welche gegenüber einer in der Auflageebene vorgesehenen Auflagefläche (41) der Matrizen (31, 36) in Richtung auf ein Gehäuse (32) der Strahlauffangvorrichtung (24) abgesenkt ist, wobei zwischen der Auflagefläche (41) und der Matrizenkante (43) eine Schrägfläche (42) vorgesehen ist und die zur Öffnung (25) der Strahlauffangvorrichtung (24) weisende Längsseite (52) der Niederhaltefläche (51) innerhalb der Auflagefläche (41) der oder den Matrizen (31, 36) oder über die Matrizen (31, 36) hinaus in einer von der Öffnung (25) abgewandten Richtung positioniert ist.
- Werkzeugmaschine nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Auflagefläche (41) der Matrizen (31, 36) durch Kugeln oder zumindest eine Rolle oder durch Auflagebleche oder durch Bürsten gebildet ist und die Längsseite (52) der Niederhaltefläche (51) des Niederhalteelementes (48) zum Hochpunkt der Kugeln oder der zumindest einen Rolle ausgerichtet ist oder gegenüber diesem Hochpunkt der Kugeln oder der zumindest einen Rolle in Richtung auf die erste oder zweite Werkstückauflagefläche (22, 23) zurückversetzt ist.
- Werkzeugmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Niederhalteeinrichtung (46) eine Halterung (47) zur Befestigung des Niederhalteelements (48) an dem Laserschneidkopf (20) oder einer den Laserschneidkopf (20) umgebenden Abschirmeinrichtung (61) aufweist.
- Werkzeugmaschine nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die Niederhalteeinrichtung (46) eine Halterung (47) zur Befestigung des Niederhalteelementes (48) an der oder den Matrizen (31, 36) oder dem ersten oder zweiten Werkstückauflageabschnitt (22, 23) oder einem Rahmen (14) der Werkzeugmaschine (11) aufweist.
- Werkzeugmaschine nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die Niederhalteeinrichtung (46) eine Halterung (47) zur Befestigung des Niederhalteelementes (48) an einer Handhabungseinrichtung (26) aufweist, welche an einem Rahmen (14) der Werkzeugmaschine (11) befestigt oder getrennt dazu positioniert ist.
- Werkzeugmaschine nach einem der Ansprüche 8 bis 10, dadurch gekennzeichnet, dass das Niederhalteelement (46) durch eine Positioniereinrichtung (64), die vorzugsweise an der Halterung (47) angreift, oder durch die Handhabungseinrichtung (26) in der Lage und/oder Höhe zu der Matrize (31, 36) anordenbar und/oder einstellbar ist.
- Werkzeugmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Niederhalteelement (48) aus einem nicht trennbaren und/oder hitzebeständigen und/oder elektrisch nicht leitfähigen und/oder verschleißarmen und/oder flexiblen Material ausgebildet ist.
- Werkzeugmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Niederhalteelement (48) als längliches Bürstenelement ausgebildet ist und die Enden der Bürsten die Niederhaltefläche (51) bilden.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201980059093.6A CN112739487B (zh) | 2018-09-10 | 2019-07-25 | 用于加工工件的机床 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102018121968.7 | 2018-09-10 | ||
| DE102018121968.7A DE102018121968A1 (de) | 2018-09-10 | 2018-09-10 | Werkzeugmaschine zum Bearbeiten von Werkstücken |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020052848A1 true WO2020052848A1 (de) | 2020-03-19 |
Family
ID=67539470
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/EP2019/069999 Ceased WO2020052848A1 (de) | 2018-09-10 | 2019-07-25 | Werkzeugmaschine zum bearbeiten von werkstücken |
Country Status (3)
| Country | Link |
|---|---|
| CN (1) | CN112739487B (de) |
| DE (1) | DE102018121968A1 (de) |
| WO (1) | WO2020052848A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112828443A (zh) * | 2021-01-26 | 2021-05-25 | 惠州曼特宁家具有限公司 | 板材加工装置及设备 |
| CN114643430A (zh) * | 2022-04-27 | 2022-06-21 | 深圳市大德激光技术有限公司 | 一种动力电池防爆片激光精雕夹具装置 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102019128969A1 (de) | 2019-10-28 | 2021-04-29 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Spannpratze, Bearbeitungsmaschine und Verfahren zur Reinigung von einer Spannpratze |
| DE202021100154U1 (de) | 2021-01-14 | 2022-04-20 | Bbw Lasertechnik Gmbh | Laserbearbeitungsanlage |
| CN112570912B (zh) * | 2021-01-15 | 2023-05-12 | 广东恒悦精密电器股份有限公司 | 一种减少工作人员眼部疲劳且避免锥度的激光钻孔机 |
| CN113681173A (zh) * | 2021-08-18 | 2021-11-23 | 深圳市睿尚创力科技有限公司 | 一种触摸屏切割设备 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2933700A1 (de) | 1979-08-21 | 1981-03-26 | C. Behrens Ag, 31061 Alfeld | Werkzeugmaschine mit schmelzschneideinrichtung |
| EP0734304A1 (de) | 1993-12-14 | 1996-10-02 | Kuka Schweissanlagen & Roboter | Vorrichtung zum schweissen und/oder schneiden |
| DE102008041774A1 (de) | 2008-09-03 | 2010-03-04 | Robert Bosch Gmbh | Vorrichtung und Verfahren zum Laserverschweißen |
| EP2177293A1 (de) | 2008-10-17 | 2010-04-21 | Trumpf Werkzeugmaschinen GmbH + Co. KG | Verfahren zum Entnehmen eines Werkstückteils und Werkzeugmaschine |
| KR20100104477A (ko) * | 2009-03-18 | 2010-09-29 | 현대로템 주식회사 | 레이저 용접부 갭 제어용 가압 장치 |
| DE102011054360A1 (de) * | 2011-10-10 | 2013-04-11 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Werkzeugmaschine und Verfahren zur Herstellung von Werkstücken |
| EP3219429A1 (de) | 2016-03-17 | 2017-09-20 | TRUMPF Werkzeugmaschinen GmbH + Co. KG | Werkzeugmaschine mit einer stanzvorrichtung und einer laserbearbeitungsvorrichtung sowie verfahren zum bearbeiten von werkstücken mittels einer derartigen werkzeugmaschine |
| DE102016118175A1 (de) | 2016-09-26 | 2018-03-29 | Trumpf Werkzeugmaschinen Gmbh & Co. Kg | Werkzeugmaschine und Verfahren zum Bearbeiten von plattenförmigen Werkstücken |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007028402A1 (de) * | 2005-09-06 | 2007-03-15 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Strahlfangvorrichtung für eine bearbeitungsmaschine |
| DE102006014068A1 (de) * | 2006-03-27 | 2007-10-04 | Precitec Kg | Vorrichtung und Verfahren zum Spannen von Blechbauteilen |
| DE502007007131D1 (de) * | 2007-06-30 | 2011-06-16 | Trumpf Werkzeugmaschinen Gmbh | Werkzeugmaschine und Verfahren zum Verbringen eines Werkstückteils aus einer Auflageposition in eine Abfuhrposition |
| EP2468449B1 (de) * | 2010-12-21 | 2015-01-28 | TRUMPF Werkzeugmaschinen GmbH + Co. KG | Vorrichtung und Verfahren zur Abschirmung eines Laserstrahls an einer Laserbearbeitungsmaschine zum Bearbeiten von Werkstücken mit Mittels zur Erfassung der Ausrichtung der Stirnfläche des Abschirmungsorgans |
| JP6029824B2 (ja) * | 2011-12-06 | 2016-11-24 | 住友化学株式会社 | シート材切断方法 |
| DE102013226816A1 (de) * | 2013-12-20 | 2015-06-25 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Maschine zum trennenden Bearbeiten von plattenförmigen Werkstücken |
| DE102013226821B4 (de) * | 2013-12-20 | 2020-09-03 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Maschine zum trennenden Bearbeiten von plattenförmigen Werkstücken, Verfahren zum trennenden Bearbeiten eines Werkstücks und Computerprogrammprodukt |
| CA2929584A1 (en) * | 2016-05-11 | 2017-11-11 | Chepurny, Mark P. | A cnc milling, router or laser shield that contains and removes dust, debris and fumes |
-
2018
- 2018-09-10 DE DE102018121968.7A patent/DE102018121968A1/de active Pending
-
2019
- 2019-07-25 WO PCT/EP2019/069999 patent/WO2020052848A1/de not_active Ceased
- 2019-07-25 CN CN201980059093.6A patent/CN112739487B/zh active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2933700A1 (de) | 1979-08-21 | 1981-03-26 | C. Behrens Ag, 31061 Alfeld | Werkzeugmaschine mit schmelzschneideinrichtung |
| EP0734304A1 (de) | 1993-12-14 | 1996-10-02 | Kuka Schweissanlagen & Roboter | Vorrichtung zum schweissen und/oder schneiden |
| DE102008041774A1 (de) | 2008-09-03 | 2010-03-04 | Robert Bosch Gmbh | Vorrichtung und Verfahren zum Laserverschweißen |
| EP2177293A1 (de) | 2008-10-17 | 2010-04-21 | Trumpf Werkzeugmaschinen GmbH + Co. KG | Verfahren zum Entnehmen eines Werkstückteils und Werkzeugmaschine |
| KR20100104477A (ko) * | 2009-03-18 | 2010-09-29 | 현대로템 주식회사 | 레이저 용접부 갭 제어용 가압 장치 |
| DE102011054360A1 (de) * | 2011-10-10 | 2013-04-11 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Werkzeugmaschine und Verfahren zur Herstellung von Werkstücken |
| EP3219429A1 (de) | 2016-03-17 | 2017-09-20 | TRUMPF Werkzeugmaschinen GmbH + Co. KG | Werkzeugmaschine mit einer stanzvorrichtung und einer laserbearbeitungsvorrichtung sowie verfahren zum bearbeiten von werkstücken mittels einer derartigen werkzeugmaschine |
| DE102016118175A1 (de) | 2016-09-26 | 2018-03-29 | Trumpf Werkzeugmaschinen Gmbh & Co. Kg | Werkzeugmaschine und Verfahren zum Bearbeiten von plattenförmigen Werkstücken |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112828443A (zh) * | 2021-01-26 | 2021-05-25 | 惠州曼特宁家具有限公司 | 板材加工装置及设备 |
| CN114643430A (zh) * | 2022-04-27 | 2022-06-21 | 深圳市大德激光技术有限公司 | 一种动力电池防爆片激光精雕夹具装置 |
| CN114643430B (zh) * | 2022-04-27 | 2024-05-17 | 深圳市大德激光技术有限公司 | 一种动力电池防爆片激光精雕夹具装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112739487B (zh) | 2024-01-09 |
| DE102018121968A1 (de) | 2020-03-12 |
| CN112739487A (zh) | 2021-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2020052848A1 (de) | Werkzeugmaschine zum bearbeiten von werkstücken | |
| DE102014209811B4 (de) | Vorrichtung zum gegenseitigen Trennen zweier Werkstückteile eines plattenartigen Werkstücks | |
| EP2766147A1 (de) | Verfahren zur herstellung von werkstücken aus einem plattenförmigen material | |
| EP4225526B1 (de) | Verfahren und maschine zum schneiden und entnehmen von werkstückteilen aus einem plattenförmigen material | |
| EP3441154A1 (de) | Verfahren zum gegenseitigen trennen zweier werkstückteile eines plattenförmigen materials sowie greifeinrichtung für eine handlingsvorrichtung und handlingsvorrichtung einer bearbeitungsmaschine | |
| EP3380258A1 (de) | Verfahren und vorrichtungen zum bewegen und/oder entladen eines werkstückausschnitts | |
| EP3515619B1 (de) | Werkzeug, werkzeugmaschine und verfahren zum bearbeiten von plattenförmigen werkstücken | |
| EP3299094A1 (de) | Verfahren zur herstellung eines werkstücks sowie stanz-handling-werkzeug zur durchführung des verfarhens | |
| DE102020133999B4 (de) | Nachsetzeinrichtung und Verfahren zum Nachsetzen für ein plattenförmiges Werkstück in einer Bearbeitungsmaschine | |
| EP0405143B1 (de) | Vorrichtung zum Beschneiden und Stumpfschweissen von Bändern oder in ihren Abmessungen begrenzten Blechen | |
| CH655041A5 (de) | Schneidpresse zur bearbeitung plattenfoermiger bauteile. | |
| EP3515621A1 (de) | Werkzeug und werkzeugmaschine sowie verfahren zur bearbeitung von plattenförmigen werkstücken | |
| EP3515617B1 (de) | Werkzeug und werkzeugmaschine sowie verfahren zum bearbeiten von plattenförmigen werkstücken | |
| DE102016119435A1 (de) | Werkzeug und Werkzeugmaschine sowie Verfahren zum Bearbeiten von plattenförmigen Werkstücken | |
| DE20306581U1 (de) | Laserschweißanordnung | |
| EP3381581B1 (de) | Stanznietvorrichtung und verfahren zum betreiben einer stanznietvorrichtung | |
| EP1652615A1 (de) | Spannvorrichtung für Remote-Laserschweissanlagen mit einzeln mit einem Druckfluid beaufschlagten Stempeln | |
| EP3411198B1 (de) | Roboteranlage | |
| EP0722806A1 (de) | Vorrichtung zum Schweissen von Werkstücken mit Laserstrahlung | |
| EP3421151A1 (de) | Verfahren zum bearbeiten von zuschnitten aus einem plattenförmigen material | |
| DE20112510U1 (de) | Schweißeinrichtung | |
| DE102016119464B4 (de) | Werkzeug und Werkzeugmaschine sowie Verfahren zur Bearbeitung von plattenförmigen Werkstücken | |
| DE102016120141B3 (de) | Werkzeug und Werkzeugmaschine sowie Verfahren zum Bearbeiten von plattenförmigen Werkstücken | |
| EP4419270B1 (de) | Schwenkbiegemaschine | |
| EP2081725B1 (de) | VORRICHTUNG ZUM SCHWEIßEN VON BANDMATERIAL MIT EINER ABSAUGVORRICHTUNG |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19749276 Country of ref document: EP Kind code of ref document: A1 |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19749276 Country of ref document: EP Kind code of ref document: A1 |